KR20200028308A - 작업 중인 튜브의 임의의 미끄러짐을 감지하기 위한 디바이스가 제공된 튜브들의 작업을 위한 기계 - Google Patents
작업 중인 튜브의 임의의 미끄러짐을 감지하기 위한 디바이스가 제공된 튜브들의 작업을 위한 기계 Download PDFInfo
- Publication number
- KR20200028308A KR20200028308A KR1020190108797A KR20190108797A KR20200028308A KR 20200028308 A KR20200028308 A KR 20200028308A KR 1020190108797 A KR1020190108797 A KR 1020190108797A KR 20190108797 A KR20190108797 A KR 20190108797A KR 20200028308 A KR20200028308 A KR 20200028308A
- Authority
- KR
- South Korea
- Prior art keywords
- tube
- machine
- clamping
- working
- tubes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/16—Auxiliary equipment, e.g. for heating or cooling of bends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/02—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment
- B21D7/024—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment by a swinging forming member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/22—Auxiliary equipment, e.g. positioning devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/12—Bending rods, profiles, or tubes with program control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/14—Bending rods, profiles, or tubes combined with measuring of bends or lengths
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D9/00—Bending tubes using mandrels or the like
- B21D9/16—Auxiliary equipment, e.g. machines for filling tubes with sand
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- Soil Working Implements (AREA)
Abstract
Description
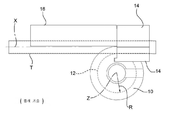
도 1a 및 도 1b는, 굽힘 작동의 시작시 그리고 종료시에 각각 인발 굽힘 방법에 따라 작동하도록 배열되는 튜브 굽힘 장치를 개략적으로 도시한다.
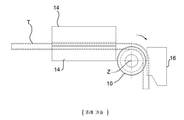
도 2a 및 도 2b는, 굽힘 작동의 시작시 그리고 종료시에 각각 압축 굽힘 방법에 따라 작동하도록 배열되는 튜브 굽힘 장치를 개략적으로 도시한다.
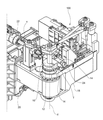
도 3은 본 발명의 일 실시예에 따른 튜브 굽힘 기계의 사시도이다.
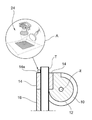
도 4a 및 도 4b는, 굽힘 작동의 시작시 그리고 종료시에 각각, 도 3의 튜브 굽힘 기계의 굽힘 장치를 개략적으로 도시하며, 그리고
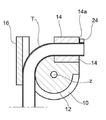
도 5는 도 4a의 상세(A)를 배척으로(enlarged scale) 도시한다.
Claims (7)
- 튜브들(tubes)(T) 및 예를 들어 바들(bars) 및 프로파일링된 섹션들(profiled sections)과 같은 다른 유사 블랭크들(blanks)의 작업을 위한 기계로서,
튜브(T) 상에 하나 이상에서 작업 작동들을 실행하는데 배열되는 작업 장치(10, 14, 16), 및 상기 작업 장치(10, 14, 16)를 향해 상기 튜브(T)를 공급하도록 배열되는 튜브 공급 디바이스(tube feeding device)(22)를 포함하며, 그리고 상기 작업 장치(10, 14, 16) 및 상기 튜브 공급 디바이스(22)는 상기 작업 작동 동안 상기 튜브(T)를 클램핑하기(clamping) 위한 각각의 클램핑 부재들(clamping members)(14)을 포함하고,
상기 작업 장치(10, 14, 16) 및 상기 튜브 공급 디바이스(22)의 상기 클램핑 부재들(14) 중 적어도 하나에는, 상기 튜브(T)가 상기 작업 작동 동안 상기 클램핑 부재(14)에 의해 클램핑되는 동시에, 상기 클램핑 부재(14)에 대한 상기 튜브(T)의 임의의 움직임들을 무접촉 방식으로 검출하고 그리고 측정하도록 배열되는 변위 센서(24)가 제공되는 것을 특징으로 하는,
튜브들 및 예를 들어 바들 및 프로파일링된 섹션들과 같은 다른 유사 블랭크들의 작업을 위한 기계. - 제1 항에 있어서,
상기 변위 센서(24)는, 연속적인 시간 순간들에서 상기 변위 센서(24)에 의해 획득되는 상기 튜브(T)의 표면 부분(S)의 이미지들의 디지털 처리에 기초하여 상기 클램핑 부재(14)에 대한 상기 튜브(T)의 임의의 움직임들을 검출하고 그리고 측정하도록 배열되는 광학 센서(optical sensor)인 것을 특징으로 하는,
튜브들 및 예를 들어 바들 및 프로파일링된 섹션들과 같은 다른 유사 블랭크들의 작업을 위한 기계. - 제2 항에 있어서,
상기 변위 센서(24)는 상기 튜브(T)의 상기 표면 부분(S)을 조명하기 위한 광원(26), 상기 튜브(T)의 상기 표면 부분(S)의 이미지들을 획득하기 위한 카메라(28), 및 각각의 시간 순간에서, 상기 카메라(28)에 의해 그 시간 순간에 획득되는 상기 튜브(T)의 상기 표면 부분(S)의 이미지와 이전의 시간 순간에 획득된 이미지 사이의 비교에 기초하여, 상기 클램핑 부재(14)에 대한 상기 튜브(T)의 임의의 움직임들을 결정하기 위한 디지털 처리 유닛(30)을 포함하는 것을 특징으로 하는,
튜브들 및 예를 들어 바들 및 프로파일링된 섹션들과 같은 다른 유사 블랭크들의 작업을 위한 기계. - 제1 항 내지 제3 항 중 어느 한 항에 있어서,
상기 튜브 공급 디바이스(22)뿐만 아니라 상기 작업 장치(10, 14, 16)의 가동 부품들의 움직임들을 제어함으로써 상기 튜브(T) 상의 작업 작동을 관리하기 위한 프로그램가능한 제어 유닛을 더 포함하며,
상기 제어 유닛은 상기 작업 작동 동안 상기 클램핑 부재(14)에 대한 상기 튜브(T)의 임의의 움직임들에 관한 데이터를 상기 제어 유닛으로부터 수신하기 위한 변위 센서(24)에 연결되는 것을 특징으로 하는,
튜브들 및 예를 들어 바들 및 프로파일링된 섹션들과 같은 다른 유사 블랭크들의 작업을 위한 기계. - 제4 항에 있어서,
상기 제어 유닛은 상기 작업 작동 동안 상기 튜브(T) 상에 작용하는 힘들, 예를 들어, 상기 클램핑 부재(14)가 상기 튜브(T)를 클램핑하는 클램핑 힘을 변경하도록, 그리고/또는 상기 변위 센서(24)가 주어진 임계치를 초과하는 상기 클램핑 부재(14)에 대한 상기 튜브(T)의 움직임을 검출하는 경우에 상기 작업 작동을 차단하도록 프로그램되는 것을 특징으로 하는,
튜브들 및 예를 들어 바들 및 프로파일링된 섹션들과 같은 다른 유사 블랭크들의 작업을 위한 기계. - 제1 항 내지 제5 항 중 어느 한 항에 있어서,
상기 기계는 상기 튜브(T) 상에서 굽힘 작동들을 실행하도록 배열되는 것을 특징으로 하는,
튜브들 및 예를 들어 바들 및 프로파일링된 섹션들과 같은 다른 유사 블랭크들의 작업을 위한 기계. - 제6 항에 있어서,
상기 작업 장치(10, 14, 16)는 적합하게 성형된 다이(die)(10) ─ 상기 다이 주위에서, 상기 굽힘 작동 동안 구부러질 튜브(T)의 섹션이 변형됨 ─, 및 구부러질 상기 튜브(T)의 섹션에 가깝게 상기 튜브(T)를 클램핑하도록 배열되는 한 쌍의 클램핑 부재들(14)을 포함하며, 그리고 상기 변위 센서(24)는 상기 클램핑 부재들(14) 양측에 장착되는 것을 특징으로 하는,
튜브들 및 예를 들어 바들 및 프로파일링된 섹션들과 같은 다른 유사 블랭크들의 작업을 위한 기계.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT102018000008354 | 2018-09-05 | ||
| IT201800008354 | 2018-09-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200028308A true KR20200028308A (ko) | 2020-03-16 |
| KR102790322B1 KR102790322B1 (ko) | 2025-04-01 |
Family
ID=64316840
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190108797A Active KR102790322B1 (ko) | 2018-09-05 | 2019-09-03 | 작업 중인 튜브의 임의의 미끄러짐을 감지하기 위한 디바이스가 제공된 튜브들의 작업을 위한 기계 |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US11420245B2 (ko) |
| EP (1) | EP3620241B1 (ko) |
| JP (1) | JP7321840B2 (ko) |
| KR (1) | KR102790322B1 (ko) |
| CN (1) | CN110877067B (ko) |
| AU (1) | AU2019222806B2 (ko) |
| CA (1) | CA3054013C (ko) |
| ES (1) | ES2882805T3 (ko) |
| HU (1) | HUE054947T2 (ko) |
| IL (1) | IL269129B2 (ko) |
| PL (1) | PL3620241T3 (ko) |
| PT (1) | PT3620241T (ko) |
| SG (1) | SG10201907808VA (ko) |
| TW (1) | TWI805836B (ko) |
| UA (1) | UA128838C2 (ko) |
| ZA (1) | ZA201905809B (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11529663B1 (en) * | 2021-07-29 | 2022-12-20 | Rogue Fabrication, LLC | Tube bending machines with alignment systems |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4747283A (en) * | 1987-08-24 | 1988-05-31 | Teledyne Industries | Boosted drive for pressure die of a tube bender |
| KR20180058747A (ko) * | 2015-09-30 | 2018-06-01 | 발테르 마쉬넨바우 게엠베하 | 공작물을 이송하기 위한 이송 디바이스 |
| KR20190111908A (ko) * | 2016-12-20 | 2019-10-02 | 싸우에르 게엠바하 | 절단 인서트를 가공하기 위한 방법 및 절단 인서트를 가공하기 위한 상응하는 장치 |
| KR20200059226A (ko) * | 2017-09-29 | 2020-05-28 | 페스툴 게엠베하 | 모바일 기계 공구 |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE461237C (de) | 1924-11-27 | 1928-06-19 | Karl Ilse | Rohrbiegemaschine mit Formstueck und schwingendem Biegerollenpaar |
| DE1297566B (de) | 1964-04-17 | 1969-06-19 | Kotthaus Dako Werkzeug | Handhebelrohrbieger |
| BE671311A (ko) | 1964-10-23 | 1966-02-14 | ||
| DE1932465U (de) | 1965-11-26 | 1966-02-10 | Alexander Boehl | Biegezange fuer rohre, insbesondere kupferrohre. |
| NL7806051A (nl) * | 1977-06-22 | 1978-12-28 | Daiichi Koshuha Kogyo Kk | Werkwijze en inrichting voor het buigen van lange stukken metaal. |
| JPS54128970A (en) * | 1978-03-31 | 1979-10-05 | Daiichi Koshuha Kogyo Kk | Method and apparatus for bending metal strip materials |
| GB2123325B (en) | 1982-06-25 | 1985-08-29 | Hilmor Limited | Pipe bending machine |
| JPS6192727A (ja) * | 1984-10-12 | 1986-05-10 | Mitsubishi Heavy Ind Ltd | 熱間管曲げ装置 |
| JPS62227529A (ja) | 1986-03-28 | 1987-10-06 | Nippon Radiator Co Ltd | パイプの回転引き曲げ成形方法とその装置 |
| US4765168A (en) | 1987-07-27 | 1988-08-23 | Tools For Bending, Inc. | Method and apparatus for bending tubing |
| FR2630358B1 (fr) * | 1988-04-21 | 1993-12-10 | Picot Sa | Procede et dispositif pour le controle du retour elastique, lors du cintrage d'un element allonge tel que tube |
| DE4129478A1 (de) | 1991-09-05 | 1993-03-11 | Schwarze Rigobert | Verfahren zur steuerung einer rohrbiegemaschine |
| US5343725A (en) * | 1993-07-07 | 1994-09-06 | Eagle Precision Technologies Inc. | Tube bending apparatus and method |
| TW330859B (en) * | 1996-02-23 | 1998-05-01 | Suui Kokusai Sangyo Kk | Bending system for bending tube |
| FR2770794B1 (fr) | 1997-11-07 | 2000-01-21 | Silfax | Dispositif de chauffage d'un outil de mise en forme |
| JP2001239320A (ja) * | 2000-02-25 | 2001-09-04 | Mitsubishi Electric Corp | パイプベンダーおよびこれを用いたパイプの加工方法 |
| JP2004237318A (ja) | 2003-02-06 | 2004-08-26 | Tama Tlo Kk | 長尺ワーク材の曲げ加工装置 |
| US7024905B1 (en) | 2003-04-28 | 2006-04-11 | Aaron Carlson | Portable electrical conduit pipe bending system |
| KR100878647B1 (ko) * | 2005-03-03 | 2009-01-15 | 수미도모 메탈 인더스트리즈, 리미티드 | 금속재의 굽힘 가공 방법, 굽힘 가공 장치 및 굽힘 가공 설비열, 및 그것들을 이용한 굽힘 가공제품 |
| US7584637B2 (en) * | 2008-01-10 | 2009-09-08 | Gm Global Technology Operations, Inc. | Bending apparatus and method of bending a metal object |
| FR2929140B1 (fr) * | 2008-03-26 | 2010-07-30 | Faurecia Sys Echappement | Machine de cintrage pour tubes |
| ES2366419T3 (es) * | 2008-05-21 | 2011-10-20 | Blm S.P.A. | Método para doblar tubos, varillas, secciones perfiladas y piezas en bruto similares, y correspondiente dispositivo. |
| IT1400500B1 (it) * | 2010-06-22 | 2013-06-11 | Crippa Spa | Procedimento per la curvatura di tubi, fili o nastri di metallo a serpentina o a molla e macchinaper curva tubi, fili o nastri di metallo per la fabbricazione di una serpentina o una molla presentante un andamento ad elica comprendente una pluralità di spire |
| DE102011006101B4 (de) * | 2011-03-25 | 2015-12-24 | Wafios Ag | Verfahren zur Herstellung eines Biegeteils und Biegemaschine zur Durchführung des Verfahrens |
| JP5748546B2 (ja) | 2011-04-26 | 2015-07-15 | 新日鐵住金株式会社 | 金属加工装置及び金属部材の製造方法 |
| JP5748545B2 (ja) | 2011-04-26 | 2015-07-15 | 新日鐵住金株式会社 | 金属加工装置 |
| DE102012104008B3 (de) * | 2012-05-08 | 2013-11-07 | Jenoptik Industrial Metrology Germany Gmbh | Vorrichtung und Verfahren zum Messen von Form-, Lage- und Dimensionsmerkmalen an Maschinenelementen |
| CN103267486A (zh) * | 2013-06-08 | 2013-08-28 | 张明亮 | 非接触式的位移或角度传感器及其测量位移或角度的方法 |
| DE102015106570B4 (de) * | 2015-04-28 | 2016-12-15 | AWS Schäfer Technologie GmbH | Verfahren zum Induktionsbiegeumformen eines druckfesten Rohrs mit großer Wandstärke und großem Durchmesser |
| US9338042B1 (en) | 2015-07-27 | 2016-05-10 | Tm Ip Holdings, Llc | Separating and extracting modulated signals |
| US10380745B2 (en) * | 2016-09-01 | 2019-08-13 | Massachusetts Institute Of Technology | Methods and devices for measuring object motion using camera images |
| CN107744405B (zh) * | 2017-08-31 | 2024-01-30 | 首都医科大学附属北京天坛医院 | 一种机器人从端装置、操作系统及其控制方法 |
| CN107563961A (zh) * | 2017-09-01 | 2018-01-09 | 首都师范大学 | 一种基于相机传感器的动目标检测的系统及方法 |
| CN108175504B (zh) * | 2017-11-27 | 2023-09-05 | 深圳市爱博医疗机器人有限公司 | 血管介入手术导管/导丝轴向操作位移检测装置及方法 |
| CN108453146A (zh) * | 2018-05-23 | 2018-08-28 | 格力电器(石家庄)有限公司 | 管件检测装置及管件检测的方法 |
| AU2019222835A1 (en) | 2018-09-05 | 2020-03-19 | Blm S.P.A. | Machine for the working of tubes provided with an optical sensor for measuring the forward displacement of the tube being worked and/or the rotational displacement of the same about the longitudinal axis thereof |
-
2019
- 2019-08-23 SG SG10201907808VA patent/SG10201907808VA/en unknown
- 2019-08-27 AU AU2019222806A patent/AU2019222806B2/en not_active Ceased
- 2019-08-28 JP JP2019155168A patent/JP7321840B2/ja active Active
- 2019-09-03 KR KR1020190108797A patent/KR102790322B1/ko active Active
- 2019-09-03 ZA ZA2019/05809A patent/ZA201905809B/en unknown
- 2019-09-03 UA UAA201909623A patent/UA128838C2/uk unknown
- 2019-09-04 PL PL19195305T patent/PL3620241T3/pl unknown
- 2019-09-04 IL IL269129A patent/IL269129B2/en unknown
- 2019-09-04 CA CA3054013A patent/CA3054013C/en active Active
- 2019-09-04 HU HUE19195305A patent/HUE054947T2/hu unknown
- 2019-09-04 TW TW108131837A patent/TWI805836B/zh not_active IP Right Cessation
- 2019-09-04 CN CN201910832648.8A patent/CN110877067B/zh active Active
- 2019-09-04 PT PT191953058T patent/PT3620241T/pt unknown
- 2019-09-04 ES ES19195305T patent/ES2882805T3/es active Active
- 2019-09-04 EP EP19195305.8A patent/EP3620241B1/en active Active
- 2019-09-05 US US16/562,233 patent/US11420245B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4747283A (en) * | 1987-08-24 | 1988-05-31 | Teledyne Industries | Boosted drive for pressure die of a tube bender |
| KR20180058747A (ko) * | 2015-09-30 | 2018-06-01 | 발테르 마쉬넨바우 게엠베하 | 공작물을 이송하기 위한 이송 디바이스 |
| KR20190111908A (ko) * | 2016-12-20 | 2019-10-02 | 싸우에르 게엠바하 | 절단 인서트를 가공하기 위한 방법 및 절단 인서트를 가공하기 위한 상응하는 장치 |
| KR20200059226A (ko) * | 2017-09-29 | 2020-05-28 | 페스툴 게엠베하 | 모바일 기계 공구 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7321840B2 (ja) | 2023-08-07 |
| AU2019222806A1 (en) | 2020-03-19 |
| CA3054013A1 (en) | 2020-03-05 |
| RU2019127782A (ru) | 2021-03-03 |
| IL269129B (en) | 2022-12-01 |
| CN110877067B (zh) | 2023-06-09 |
| PL3620241T3 (pl) | 2021-11-02 |
| HUE054947T2 (hu) | 2021-10-28 |
| AU2019222806B2 (en) | 2024-07-11 |
| TWI805836B (zh) | 2023-06-21 |
| EP3620241B1 (en) | 2021-06-23 |
| UA128838C2 (uk) | 2024-11-06 |
| US20200070227A1 (en) | 2020-03-05 |
| TW202019577A (zh) | 2020-06-01 |
| CN110877067A (zh) | 2020-03-13 |
| CA3054013C (en) | 2026-04-21 |
| US11420245B2 (en) | 2022-08-23 |
| ZA201905809B (en) | 2020-07-29 |
| IL269129A (en) | 2020-03-31 |
| JP2020037134A (ja) | 2020-03-12 |
| SG10201907808VA (en) | 2020-04-29 |
| BR102019018383A2 (pt) | 2020-03-24 |
| EP3620241A1 (en) | 2020-03-11 |
| PT3620241T (pt) | 2021-07-05 |
| ES2882805T3 (es) | 2021-12-02 |
| IL269129B2 (en) | 2023-04-01 |
| KR102790322B1 (ko) | 2025-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3620242B1 (en) | Machine for the working of tubes provided with an optical sensor for measuring the forward displacement of the tube being worked and/or the rotational displacement of the same about the longitudinal axis thereof | |
| US5461893A (en) | Method and apparatus for bending steel rule | |
| JP7839873B2 (ja) | 矯正されたワイヤ形状又はパイプ形状の材料を測定するための測定ユニットと測定方法 | |
| KR101458426B1 (ko) | 실린더 튜브 내면 자동 결함 검사장치 및 방법 | |
| US6286393B1 (en) | Insulation device | |
| CN104942049A (zh) | 一种自动定比例拉伸矫直机及方法 | |
| EP0490599A2 (en) | Method and apparatus for attaching belt-shaped member to forming drum | |
| US20210346929A1 (en) | Aligning device for a wire processing machine and method for operating an aligning system | |
| KR102790322B1 (ko) | 작업 중인 튜브의 임의의 미끄러짐을 감지하기 위한 디바이스가 제공된 튜브들의 작업을 위한 기계 | |
| CN102126285A (zh) | 管材螺旋槽加工装置和管材螺旋槽加工方法 | |
| RU2798137C2 (ru) | Станок для обработки труб в комплекте с прибором для обнаружения смещения трубы | |
| BR102019018383B1 (pt) | Máquina para trabalhar tubos provida com um dispositivo para detectar qualquer deslizamento do tubo sendo trabalhado | |
| CN118265581A (zh) | 用于测量经矫直的呈线材状或呈管状的矫直材料的测量单元和测量方法 | |
| KR101389920B1 (ko) | 극소벤딩기의 파이프 선단 조절장치 | |
| KR20140086028A (ko) | 파이프의 극소벤딩 장치 | |
| KR100797291B1 (ko) | 스트립 권취기의 정중심 제어 핀치롤 장치 및 그 제어 방법 | |
| CN209106232U (zh) | 莲子换向机构以及莲子机 | |
| JPH03174918A (ja) | 曲り測定横型矯正機 | |
| JP3027246U (ja) | 矯正装置 | |
| JPH01278915A (ja) | 長尺材の曲り矯正方法および曲り矯正装置 | |
| KR102285903B1 (ko) | 공정 관리 장치 | |
| JPS644854B2 (ko) | ||
| JPS643578B2 (ko) | ||
| JP2006239832A (ja) | ワーク固定装置 | |
| ITBO970296A1 (it) | Sistema di posizionamento automatico per la lavorazione di lenti basat o sull'impiego di tecniche di visione artificiale. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20190903 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20220726 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 20190903 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20240517 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20250123 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20250328 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20250328 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |