KR20200033528A - 전철 창틀 성형방법 - Google Patents
전철 창틀 성형방법 Download PDFInfo
- Publication number
- KR20200033528A KR20200033528A KR1020180112903A KR20180112903A KR20200033528A KR 20200033528 A KR20200033528 A KR 20200033528A KR 1020180112903 A KR1020180112903 A KR 1020180112903A KR 20180112903 A KR20180112903 A KR 20180112903A KR 20200033528 A KR20200033528 A KR 20200033528A
- Authority
- KR
- South Korea
- Prior art keywords
- window frame
- die
- molding
- bending
- lower die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
- B21D5/0209—Tools therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
본 발명은 가공소재에 성형되어 있는 홀의 가장자리 벤딩 성형 시, 상하 작동하는 상부 펀치와 이때의 상부 펀치와 연계적으로 상하 동작하는 하부 슬라이드 다이, 그리고 하부 다이의 조합을 이용하여 가공소재의 홀 가장자리를 벤딩 성형하는 새로운 구조 및 방식의 금형장치를 구현함으로써, 우수한 벤딩 품질을 확보할 수 있고, 금형장치의 내구성 및 수명을 향상시킬 수 있으며, 창틀 플랜지의 높이가 40㎜를 초과하는 제품도 문제없이 벤딩 성형할 수 있는 등 제작 가능한 창틀 사양 및 규격의 폭을 넓혀 다양한 창틀을 효율적으로 제작할 수 있는 전철 창틀 성형용 금형장치를 제공한다.
Description
도 3은 본 발명의 일 실시예에 따른 전철 창틀 성형용 금형장치를 나타내는 평면도
도 4는 도 3의 A-A 선 단면도
도 5는 도 3의 B-B 선 단면도
도 6은 도 3의 C-C 선 단면도
도 7은 도 3의 D-D 선 단면도
도 8은 도 3의 E-E 선 단면도
도 9a 내지 도 9c는 본 발명의 일 실시예에 따른 전철 창틀 성형용 금형장치의 작동상태를 나타내는 단면도
11 : 상부 펀치
12 : 하부 다이
13 : 하부 슬라이드 다이
14 : 1차 테이퍼 면
15 : 2차 테이퍼 면
16 : 펀치 테이퍼 면
17 : 슬라이드 핀
18 : 펀치 가압부
19 : 수직면
Claims (5)
- 프레스 설비에 설치되어 전철의 창틀에 유리창을 설치하기 위해 성형되어 있는 홀의 가장자리 부분을 벤딩하는 금형장치로서,
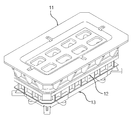
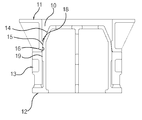
중심부에 다이 홀(10)을 가지는 사각틀 구조로 이루어져 프레스 설비 작동 시에 상하 작동하는 상부 펀치(11);
상기 상부 펀치(11)와 상하 1조를 이루면서 프레스 설비측에 고정 설치되는 사각블록 구조의 하부 다이(12);
상기 하부 다이(12)의 외곽 둘레면에 끼워지면서 상하 슬라이드 가능한 구조로 설치되고 상부 펀치(11)와 함께 가공소재를 위아래에서 붙잡고 하강 작동하면서 가공소재에 대한 벤딩 성형이 이루어지도록 해주는 사각틀 구조의 하부 슬라이드 다이(13);
를 포함하는 것을 특징으로 하는 전철 창틀 성형용 금형장치.
- 청구항 1에 있어서,
상기 하부 다이(12)의 상단부 둘레면에는 위에서 아래로 갈수록 바깥쪽으로 넓어지는 형태의 1차 테이퍼 면(14)이 형성되는 것을 특징으로 하는 전철 창틀 성형용 금형장치.
- 청구항 1 또는 청구항 2에 있어서,
상기 하부 다이(12)의 상단부 둘레면에는 1차 테이퍼 면(14)의 하단에서부터 연이어지면서 위에서 아래로 갈수록 바깥쪽으로 넓어짐과 더불어 1차 테이퍼 면(14) 대비 상대적으로 작은 각도를 가지는 형태의 2차 테이퍼 면(15)이 형성되는 것을 특징으로 하는 전철 창틀 성형용 금형장치.
- 청구항 1에 있어서,
상기 상부 펀치(11)의 하단부 내측면에는 하부 다이(12)에 있는 2차 테이퍼 면(15)과 동일한 각도를 가지는 형태의 펀치 테이퍼 면(16)이 형성되는 것을 특징으로 하는 전철 창틀 성형용 금형장치.
- 청구항 1에 있어서,
상기 하부 슬라이드 다이(13)는 하부 다이(12)측에 상하 이동 가능한 구조로 설치되는 슬라이드 핀(17)에 의해 탄력적으로 지지되면서 슬라이드 핀(17)의 상승 작동 시에 초기 위치로 복귀될 수 있도록 된 것을 특징으로 하는 전철 창틀 성형용 금형장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180112903A KR102121664B1 (ko) | 2018-09-20 | 2018-09-20 | 전철 창틀 성형방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180112903A KR102121664B1 (ko) | 2018-09-20 | 2018-09-20 | 전철 창틀 성형방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200033528A true KR20200033528A (ko) | 2020-03-30 |
| KR102121664B1 KR102121664B1 (ko) | 2020-06-17 |
Family
ID=70003370
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180112903A Expired - Fee Related KR102121664B1 (ko) | 2018-09-20 | 2018-09-20 | 전철 창틀 성형방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102121664B1 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111922169A (zh) * | 2020-08-10 | 2020-11-13 | 华人运通(江苏)技术有限公司 | 加工车门的方法 |
| CN114178372A (zh) * | 2021-11-09 | 2022-03-15 | 江苏华富精密高速模具工程技术研究有限公司 | 一种高精密零件同步内外翻孔加工模具 |
| CN116748409A (zh) * | 2023-06-08 | 2023-09-15 | 中车青岛四方机车车辆股份有限公司 | 一体成型窗框结构、制备模具、方法及轨道车辆 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR19990001538A (ko) | 1997-06-16 | 1999-01-15 | 이대원 | 프레스 금형장치 |
| KR20040090207A (ko) | 2003-04-16 | 2004-10-22 | 에이테크솔루션(주) | 프레스성형용 금형장치 |
| KR20060054696A (ko) | 2004-11-16 | 2006-05-23 | 주식회사 우진정공 | 판재에의 다공 펀칭 금형 장치 및 다공 펀칭 방법 |
| KR100674651B1 (ko) | 2005-10-25 | 2007-01-29 | 주식회사 우진정공 | 펀칭 금형장치 |
| KR101302039B1 (ko) * | 2008-07-18 | 2013-09-05 | 도요타 지도샤(주) | 워크피스벤딩방법 |
| JP5808940B2 (ja) * | 2011-05-02 | 2015-11-10 | 本田技研工業株式会社 | プレス成形方法及びその装置 |
-
2018
- 2018-09-20 KR KR1020180112903A patent/KR102121664B1/ko not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR19990001538A (ko) | 1997-06-16 | 1999-01-15 | 이대원 | 프레스 금형장치 |
| KR20040090207A (ko) | 2003-04-16 | 2004-10-22 | 에이테크솔루션(주) | 프레스성형용 금형장치 |
| KR20060054696A (ko) | 2004-11-16 | 2006-05-23 | 주식회사 우진정공 | 판재에의 다공 펀칭 금형 장치 및 다공 펀칭 방법 |
| KR100674651B1 (ko) | 2005-10-25 | 2007-01-29 | 주식회사 우진정공 | 펀칭 금형장치 |
| KR101302039B1 (ko) * | 2008-07-18 | 2013-09-05 | 도요타 지도샤(주) | 워크피스벤딩방법 |
| JP5808940B2 (ja) * | 2011-05-02 | 2015-11-10 | 本田技研工業株式会社 | プレス成形方法及びその装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111922169A (zh) * | 2020-08-10 | 2020-11-13 | 华人运通(江苏)技术有限公司 | 加工车门的方法 |
| CN114178372A (zh) * | 2021-11-09 | 2022-03-15 | 江苏华富精密高速模具工程技术研究有限公司 | 一种高精密零件同步内外翻孔加工模具 |
| CN116748409A (zh) * | 2023-06-08 | 2023-09-15 | 中车青岛四方机车车辆股份有限公司 | 一体成型窗框结构、制备模具、方法及轨道车辆 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102121664B1 (ko) | 2020-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105382068B (zh) | 精整冲压件或精冲件上的具有毛刺的切割面的设备和方法 | |
| KR101461882B1 (ko) | 드로우 프레스 장치 | |
| KR20130003443A (ko) | 예각 밴딩용 프레스 금형 | |
| KR102121664B1 (ko) | 전철 창틀 성형방법 | |
| CN104338849A (zh) | 冲孔翻孔一次性成型的冲压模具 | |
| CN102641938A (zh) | 钣金件冲压模具 | |
| CN104128440A (zh) | 一种剪切折弯机构 | |
| JP2009190075A (ja) | プレス成形方法 | |
| KR20130008868A (ko) | 도어 힌지편 밴딩장치 | |
| JP7230866B2 (ja) | プレス型 | |
| CN106944543A (zh) | 一种级进模弯曲机构 | |
| KR101231139B1 (ko) | 씨형강의 굽힘 하중 강성 향상을 위한 코너리브 및 측면 소성가공리브 성형용 자동금형장치 | |
| CN215614427U (zh) | 一种汽车骨架的冲孔翻边模具 | |
| KR101252690B1 (ko) | 시트 쿠션프레임의 연속제조공정을 위한 헤밍장치 | |
| KR20200003603A (ko) | 블랭킹 프레스 | |
| CN211071515U (zh) | 一种斜面翻孔装置 | |
| US20180264533A1 (en) | Stamping Press Bolster Adaptor For Suiting Different Die Binder Pin Patterns | |
| CN202591355U (zh) | 钣金件冲压模具 | |
| KR101855592B1 (ko) | 경사 작동형 프레스장치 | |
| CN205571160U (zh) | 翻边模具 | |
| KR100626210B1 (ko) | 드로오잉 금형장치 | |
| CN204638855U (zh) | 一种管材型材多方向冲孔工装 | |
| CN211027763U (zh) | 一种侧冲模具 | |
| KR20060023264A (ko) | 펀치 프레스 장치 | |
| JP6750569B2 (ja) | 絞りプレス加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| P14-X000 | Amendment of ip right document requested |
St.27 status event code: A-5-5-P10-P14-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| P16-X000 | Ip right document amended |
St.27 status event code: A-5-5-P10-P16-nap-X000 |
|
| Q16-X000 | A copy of ip right certificate issued |
St.27 status event code: A-4-4-Q10-Q16-nap-X000 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20230605 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20230605 |