KR20200033864A - 재충전가능 배터리 및 재충전가능 배터리를 생산하기 위한 방법 및 장치 - Google Patents
재충전가능 배터리 및 재충전가능 배터리를 생산하기 위한 방법 및 장치 Download PDFInfo
- Publication number
- KR20200033864A KR20200033864A KR1020207003050A KR20207003050A KR20200033864A KR 20200033864 A KR20200033864 A KR 20200033864A KR 1020207003050 A KR1020207003050 A KR 1020207003050A KR 20207003050 A KR20207003050 A KR 20207003050A KR 20200033864 A KR20200033864 A KR 20200033864A
- Authority
- KR
- South Korea
- Prior art keywords
- contact element
- metal foil
- rechargeable battery
- laser
- contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
-
- H01M2/263—
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/538—Connection of several leads or tabs of wound or folded electrode stacks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0869—Devices involving movement of the laser head in at least one axial direction
- B23K26/0876—Devices involving movement of the laser head in at least one axial direction in at least two axial directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/244—Overlap seam welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0422—Cells or battery with cylindrical casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H01M2/30—
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/559—Terminals adapted for cells having curved cross-section, e.g. round, elliptic or button cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/562—Terminals characterised by the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/38—Conductors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Laser Beam Processing (AREA)
Abstract
Description
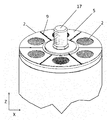
도 1은 본 발명에 따른 방법에 의해 생산되는, 예시적인 재충전가능 배터리의 부분의 개략 투시도를 도시한다.
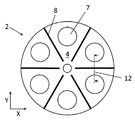
도 2는 상면도에서 예시적인 접촉 엘리먼트의 개략도를 도시한다.
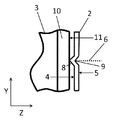
도 3은 본 발명에 따른, 접촉 엘리먼트에 금속 포일의 예시적인 용접의 상세도를 도시한다.
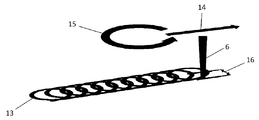
도 4는 용접 동안 레이저의 예시적인 궤적의 개략도를 도시한다.
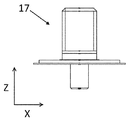
도 5는 예시적인 극 엘리먼트의 측면도를 도시한다.
도 6은 극 엘리먼트의 단면도를 도시한다.
도 7은 극 엘리먼트의 상면도를 도시한다.
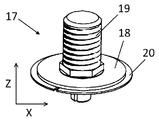
도 8은 극 엘리먼트의 투시도를 도시한다.
3 금속 포일
2 접촉 엘리먼트
4 제1 표면
5 제2 표면
6 레이저 빔
7 개구
8 돌출 영역
9 비딩
10 구부러진 영역
11 굽힘 영역
12 섹션 라인
13 궤적
14 이송 운동
15 진동 운동
16 진폭
17 극 엘리먼트
18 밀봉 표면
19 스레드
20 연결 영역
Claims (15)
- 재충전가능 배터리(1)를 생산하기 위한 방법에 있어서 - 상기 재충전가능 배터리(1)의 전극의 접촉-연결을 위해, 금속 포일(3)은 접촉 엘리먼트(2)에 용접됨 -, 상기 금속 포일(3)의 에지 영역은 상기 접촉 엘리먼트(2)의 제1 표면(4)과 접촉하게 되고, 상기 접촉 엘리먼트(2)의 상기 제1 표면(4)으로부터 회피되는, 상기 접촉 엘리먼트(2)의 제2 표면(5)에 레이저 빔(6)을 적용함으로써, 상기 접촉 엘리먼트(2)에 용접되는 것을 특징으로 하는 방법.
- 제1항에 있어서, 상기 금속 포일(3) 및 상기 재충전가능 배터리(1)의 추가 평면 구성들은 감겨져, 상기 재충전가능 배터리(1)는 적어도 본질적으로 원통형 설계를 취하고, 특히 상기 금속 포일(3)은 상기 접촉 엘리먼트(2)의 상기 제1 표면(4)과 접촉되어 용접되고, 상기 접촉 엘리먼트(2)는 상기 금속 포일(3)에 대해 직각으로 배향되는 것을 특징으로 하는 방법.
- 제1항 또는 제2항에 있어서, 바람직하게 권취(winding) 전에, 상기 금속 포일의 영역(10)은 구부러지고, 특히 180°에 걸쳐 구부러지고, 상기 금속 포일은 굽힘(11) 영역에서 상기 접촉 엘리먼트(2)에 용접되는 것을 특징으로 하는 방법.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 접촉 엘리먼트(2)에 본딩되는 상기 금속 포일(3), 특히 상기 금속 포일(3)의 영역은 상기 접촉 엘리먼트(2)의 방향으로 상기 재충전가능 배터리(1)의 다른 층류 구성들에 관하여 돌출되고, 특히 상기 금속 포일(3)은 상기 재충전가능 배터리(1)의 다른 층류 구성들에 관하여 적어도 1 mm, 바람직하게 적어도 3 mm, 및/또는 8 mm 이하, 바람직하게 6 mm 이하만큼 돌출되는 것을 특징으로 하는 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 금속 포일(3)은 상기 접촉 엘리먼트(2)의 상기 제1 표면(4)의 돌출 영역(8)에 용접되고, 상기 돌출 영역(8)은 바람직하게 비딩(beading)(9)에 의해 구성되고, 특히 상기 금속 포일(3)은 상기 돌출 영역(8)과 교차하는 것을 특징으로 하는 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 바람직하게 접촉 스터드(stud)로서 구성된 극 엘리먼트(17)는 상기 접촉 엘리먼트(2)에 용접되고, 특히 상기 극 엘리먼트(17)에 상기 접촉 엘리먼트(2)의 용접 및 상기 극 엘리먼트(17)에 상기 금속 포일(3)의 용접은 동일한 레이저(6)에 의해 실행되는 것을 특징으로 하는 방법.
- 제6항에 있어서, 상기 극 엘리먼트(17)는 밀봉 표면(18)을 포함하고, 특히 상기 접촉 엘리먼트(2)에 상기 극 엘리먼트(17)의 연결 시, 상기 접촉 엘리먼트(2)에 상기 금속 포일(3)의 연결을 위한 용접 이음들(welded joints)은 상기 극 엘리먼트(17)에 의해, 특히 상기 극 엘리먼트(17)의 상기 밀봉 표면(18)에 의해 적어도 부분적으로 오버랩되는 것을 특징으로 하는 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 레이저에 의해, 섬유 레이저, 특히 1,070 nm의 파장을 갖는 단일-모드 섬유 레이저가 이용되는 것을 특징으로 하는 방법.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 상기 접촉 엘리먼트(2)에 상기 금속 포일(3)의 용접 및/또는 상기 극 엘리먼트(17)에 상기 접촉 엘리먼트(2)의 용접을 위해, 상기 레이저는 연속-파 레이저로서 동작되고, 특히 상기 레이저의 출력은 적어도 100 W, 특히 바람직하게 적어도 200 W 및/또는 700 W 이하인 것을 특징으로 하는 방법.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 상기 레이저는 포커싱 렌즈에 의해 포커싱되고, 상기 포커싱 렌즈는 바람직하게 적어도 10 mm, 바람직하게 적어도 100 mm 및/또는 5,000 mm 이하, 바람직하게 500 mm 이하의 초점 길이를 갖는 것을 특징으로 하는 방법.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 이용된 레이저 빔(6)은 적어도 1 μm, 바람직하게 적어도 10 μm, 및/또는 500 μm 이하, 바람직하게 50 μm 이하의 초점 직경을 갖는 것을 특징으로 하는 방법.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 생산된 상기 용접 이음을 따른 상기 레이저 빔(6)의 이송 속도는 적어도 10 mm/s, 바람직하게 적어도 70 mm/s, 및/또는 200 mm/s 이하, 바람직하게 150 mm/s 이하인 것을 특징으로 하는 방법.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 상기 레이저 빔(6)의 이송 운동(14)은 진동 운동(15), 특히 원형 진동 운동(15)에 의해 중첩되고, 특히 상기 진동 운동(15)의 주파수는 적어도 100 Hz, 바람직하게 적어도 500 Hz 및/또는 5,000 Hz 이하, 바람직하게 1,500 Hz 이하이고, 그리고/또는 상기 진동 운동의 진폭(16)은 적어도 0.02 mm, 바람직하게 적어도 0.1 mm 및/또는 0.5 mm 이하, 바람직하게 1 mm 이하인 것을 특징으로 하는 방법.
- 특히 제1항 내지 제13항 중 어느 한 항에 따른 방법에 의해 재충전가능 배터리(1)를 생산하기 위한 장치로서,
상기 장치(1)는 접촉 엘리먼트(2)의 고정을 위한 고정 디바이스를 포함하고, 상기 장치는 금속 포일(3) 및 상기 재충전가능 배터리(1)의 추가 구성들로 구성된 배열체의 수용을 위한 수용 디바이스를 포함하고, 상기 장치는 상기 금속 포일(3)의 에지 영역을 상기 접촉 엘리먼트(2)의 제1 표면(4)과 접촉하게 하도록 구성되고, 상기 접촉 엘리먼트(2)는 상기 금속 포일(3)에 대해 직각으로 배향되고, 상기 장치는 상기 접촉 엘리먼트(2)에 상기 금속 포일(3)의 용접을 위한 레이저를 포함하고, 상기 장치(1)는 상기 제1 표면(4)으로부터 회피되는, 상기 접촉 엘리먼트(2)의 제2 표면(5)에 레이저를 적용하도록 구성되는 장치. - 제1항 내지 제13항 중 어느 한 항에 따른 방법에 의해 생산될 수 있는 재충전가능 배터리(1).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017006229.3 | 2017-07-03 | ||
| DE102017006229.3A DE102017006229B4 (de) | 2017-07-03 | 2017-07-03 | Verfahren und Vorrichtung zur Herstellung eines Akkumulators und Akkumulator |
| PCT/EP2018/066863 WO2019007722A1 (de) | 2017-07-03 | 2018-06-25 | Verfahren und vorrichtung zur herstellung eines akkumulators und akkumulator |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200033864A true KR20200033864A (ko) | 2020-03-30 |
| KR102785124B1 KR102785124B1 (ko) | 2025-03-20 |
Family
ID=62837865
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207003050A Active KR102785124B1 (ko) | 2017-07-03 | 2018-06-25 | 재충전가능 배터리 및 재충전가능 배터리를 생산하기 위한 방법 및 장치 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11502380B2 (ko) |
| EP (1) | EP3649683B1 (ko) |
| JP (1) | JP7308155B2 (ko) |
| KR (1) | KR102785124B1 (ko) |
| CA (1) | CA3068125A1 (ko) |
| DE (1) | DE102017006229B4 (ko) |
| HU (1) | HUE057519T2 (ko) |
| PL (1) | PL3649683T3 (ko) |
| WO (1) | WO2019007722A1 (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111697199B (zh) * | 2019-03-12 | 2024-09-10 | 宁德新能源科技有限公司 | 极片及采用该极片的电极组件 |
| CN115298896B (zh) * | 2020-03-19 | 2025-02-18 | 株式会社村田制作所 | 二次电池、电子设备及电动工具 |
| CN114473210B (zh) * | 2022-01-27 | 2024-09-13 | 天津力神电池股份有限公司 | 一种圆形锂离子电池的集流盘结构及焊接方法 |
| DE102022111707A1 (de) | 2022-05-10 | 2023-11-16 | Monbat New Power GmbH | Verfahren zur Herstellung eines Akkumulators und Akkumulator |
| DE102022111706A1 (de) | 2022-05-10 | 2023-11-16 | Monbat New Power GmbH | Verfahren zur Herstellung eines Akkumulators und Akkumulator |
| CN120569849A (zh) * | 2023-01-31 | 2025-08-29 | 松下知识产权经营株式会社 | 蓄电装置 |
| DE102023111321A1 (de) | 2023-05-02 | 2024-11-07 | Monbat New Power GmbH | Verfahren zur Herstellung eines Akkumulators und Akkumulator |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008066075A (ja) * | 2006-09-06 | 2008-03-21 | Hitachi Ltd | 非水電解質二次電池 |
| JP2009123438A (ja) * | 2007-11-13 | 2009-06-04 | Hitachi Vehicle Energy Ltd | リチウムイオン二次電池 |
| JP2012086254A (ja) * | 2010-10-21 | 2012-05-10 | Toyota Motor Corp | 溶接方法および溶接装置および電池の製造方法および電池 |
| JP2015047625A (ja) * | 2013-09-03 | 2015-03-16 | 日本アビオニクス株式会社 | レーザスポット溶接方法およびレーザスポット溶接装置 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1223592B1 (en) | 1999-09-30 | 2007-02-28 | Asahi Glass Company Ltd. | Capacitor element |
| DE10250839B4 (de) | 2002-10-31 | 2007-09-27 | Dilo Trading Ag | Elektrodenableiteranordnung, deren Verwendung und Verfahren zur Polung von Elektrodenableitern |
| JP2004247192A (ja) * | 2003-02-14 | 2004-09-02 | Ngk Insulators Ltd | リチウム二次電池 |
| JP4326818B2 (ja) | 2003-02-20 | 2009-09-09 | 日本碍子株式会社 | リチウム二次電池とその製造方法 |
| FR2853764B1 (fr) | 2003-04-11 | 2009-06-05 | Cit Alcatel | Raccordement electrique d'une connexion a un faisceau electrochimique |
| KR100578800B1 (ko) | 2004-02-16 | 2006-05-11 | 삼성에스디아이 주식회사 | 이차 전지 |
| DE102004012476B4 (de) | 2004-03-15 | 2007-10-25 | Dilo Trading Ag | Verfahren zur Herstellung einer Lithium-Polymer-Zelle und einer Lithium-Polymer-Batterie |
| KR100599710B1 (ko) | 2004-07-28 | 2006-07-12 | 삼성에스디아이 주식회사 | 이차 전지와 이에 사용되는 전극 조립체 및 이차 전지제조 방법 |
| KR100786871B1 (ko) | 2006-07-27 | 2007-12-20 | 삼성에스디아이 주식회사 | 이차 전지 |
| JP4444989B2 (ja) * | 2007-06-11 | 2010-03-31 | 日立ビークルエナジー株式会社 | リチウムイオン二次電池 |
| KR100922352B1 (ko) | 2007-10-02 | 2009-10-21 | 삼성에스디아이 주식회사 | 이차 전지 |
| WO2009110250A1 (ja) | 2008-03-07 | 2009-09-11 | パナソニック株式会社 | リチウムイオン二次電池およびその製造方法 |
| US8632907B2 (en) | 2008-11-25 | 2014-01-21 | A123 Systems Llc | Method and design for externally applied laser welding of internal connections in a high power electrochemical cell |
| KR101023865B1 (ko) | 2009-02-25 | 2011-03-22 | 에스비리모티브 주식회사 | 이차 전지 |
| US20140087226A1 (en) | 2011-05-25 | 2014-03-27 | Shin-Kobe Electric Machinery Co., Ltd. | Secondary-Battery Electrode Group Unit and Method of Manufacturing the Same |
| DE102012008940B4 (de) | 2012-05-08 | 2022-03-24 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zum Fügen von mindestens zwei Werkstücken |
| DE102012018129A1 (de) | 2012-09-13 | 2014-03-13 | Daimler Ag | Einzelzelle für eine Batterie |
| CN204834764U (zh) * | 2015-06-17 | 2015-12-02 | 深圳市沃特玛电池有限公司 | 一种端面焊的圆柱形高倍率锂离子电池 |
| CN108140494A (zh) * | 2015-10-01 | 2018-06-08 | 太阳诱电株式会社 | 蓄电组件、蓄电组件的制造方法、金属接合体和金属接合体的制造方法 |
| US20180021888A1 (en) * | 2016-07-22 | 2018-01-25 | Illinois Tool Works Inc. | Laser welding systems for aluminum alloys and methods of laser welding aluminum alloys |
| FR3058265B1 (fr) | 2016-10-31 | 2021-06-18 | Accumulateurs Fixes | Piece de connexion electrique pour accumulateur |
| JP7173681B2 (ja) * | 2017-05-22 | 2022-11-16 | 日本メクトロン株式会社 | 金属の薄板と基材の接合構造及び金属の薄板と基材の溶接方法 |
-
2017
- 2017-07-03 DE DE102017006229.3A patent/DE102017006229B4/de active Active
-
2018
- 2018-06-25 EP EP18737509.2A patent/EP3649683B1/de active Active
- 2018-06-25 WO PCT/EP2018/066863 patent/WO2019007722A1/de not_active Ceased
- 2018-06-25 KR KR1020207003050A patent/KR102785124B1/ko active Active
- 2018-06-25 US US16/628,079 patent/US11502380B2/en active Active
- 2018-06-25 CA CA3068125A patent/CA3068125A1/en active Pending
- 2018-06-25 PL PL18737509T patent/PL3649683T3/pl unknown
- 2018-06-25 HU HUE18737509A patent/HUE057519T2/hu unknown
- 2018-06-25 JP JP2019572787A patent/JP7308155B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008066075A (ja) * | 2006-09-06 | 2008-03-21 | Hitachi Ltd | 非水電解質二次電池 |
| JP2009123438A (ja) * | 2007-11-13 | 2009-06-04 | Hitachi Vehicle Energy Ltd | リチウムイオン二次電池 |
| JP2012086254A (ja) * | 2010-10-21 | 2012-05-10 | Toyota Motor Corp | 溶接方法および溶接装置および電池の製造方法および電池 |
| JP2015047625A (ja) * | 2013-09-03 | 2015-03-16 | 日本アビオニクス株式会社 | レーザスポット溶接方法およびレーザスポット溶接装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200176749A1 (en) | 2020-06-04 |
| CA3068125A1 (en) | 2019-01-10 |
| KR102785124B1 (ko) | 2025-03-20 |
| PL3649683T3 (pl) | 2022-02-14 |
| EP3649683A1 (de) | 2020-05-13 |
| JP7308155B2 (ja) | 2023-07-13 |
| JP2020525995A (ja) | 2020-08-27 |
| US11502380B2 (en) | 2022-11-15 |
| WO2019007722A1 (de) | 2019-01-10 |
| DE102017006229B4 (de) | 2024-02-01 |
| EP3649683B1 (de) | 2021-10-27 |
| HUE057519T2 (hu) | 2022-05-28 |
| DE102017006229A1 (de) | 2019-01-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102785124B1 (ko) | 재충전가능 배터리 및 재충전가능 배터리를 생산하기 위한 방법 및 장치 | |
| JP6910965B2 (ja) | 電源装置及びこれを用いた車両、バスバー並びにこのバスバーを用いた電池セルの電気接続方法 | |
| JP5528571B2 (ja) | 電池モジュールと電池モジュール溶接方法 | |
| CN102476242B (zh) | 焊接方法及焊接装置 | |
| KR101418899B1 (ko) | 금속박의 중첩 접합 방법 및 접합 구조체 | |
| US20100247992A1 (en) | Sealed secondary battery, and method for manufacturing the battery | |
| JP4588331B2 (ja) | 角形電池とその製造方法 | |
| CN103620824A (zh) | 蓄电器件以及蓄电器件的制造方法 | |
| JP7695398B2 (ja) | レーザー溶接が適用された円筒形二次電池とその製造方法、このような二次電池を含むバッテリーパック及び自動車 | |
| US11203085B2 (en) | Method and apparatus for laser welding | |
| JPWO2017130705A1 (ja) | 電源装置及びこれを用いる車両並びにバスバー | |
| JP5884692B2 (ja) | レーザ溶接方法 | |
| JP2012125829A (ja) | レーザ接合方法および接合部品 | |
| JP2014136242A (ja) | 重ね溶接方法及び溶接構造体 | |
| JP2015144095A (ja) | 二次電池の製造方法 | |
| JP2015136731A (ja) | 溶接装置 | |
| CN117047267A (zh) | 电极接头的焊接方法及包括电极组件的二次电池 | |
| KR101240453B1 (ko) | 이차전지 전극의 용접 장치 및 방법 | |
| JP5469522B2 (ja) | 電気化学セル及びその製造方法 | |
| JP2011210900A (ja) | 電気化学セル及びその製造方法 | |
| JP2000331717A (ja) | 密閉二次電池の製造方法および密閉二次電池 | |
| JP5259152B2 (ja) | 電池セル、バッテリパックおよび電池セル製造方法 | |
| CN219832960U (zh) | 电池、电池组 | |
| US20260097448A1 (en) | Laser Welding Apparatus for Secondary Battery | |
| JP2003109576A (ja) | 電池の製造方法および電池製造用の接合装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20200131 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20210621 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20230829 Patent event code: PE09021S01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20240430 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20250102 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20250318 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20250318 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |