KR20200035172A - 향미 흡인기 - Google Patents
향미 흡인기 Download PDFInfo
- Publication number
- KR20200035172A KR20200035172A KR1020207008442A KR20207008442A KR20200035172A KR 20200035172 A KR20200035172 A KR 20200035172A KR 1020207008442 A KR1020207008442 A KR 1020207008442A KR 20207008442 A KR20207008442 A KR 20207008442A KR 20200035172 A KR20200035172 A KR 20200035172A
- Authority
- KR
- South Korea
- Prior art keywords
- cup member
- flavor
- cup
- bottom plate
- ignition end
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F42/00—Simulated smoking devices other than electrically operated; Component parts thereof; Manufacture or testing thereof
- A24F42/10—Devices with chemical heating means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/22—Cigarettes with integrated combustible heat sources, e.g. with carbonaceous heat sources
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
- A24B15/165—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes comprising as heat source a carbon fuel or an oxidized or thermally degraded carbonaceous fuel, e.g. carbohydrates, cellulosic material
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/002—Cigars; Cigarettes with additives, e.g. for flavouring
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/20—Devices using solid inhalable precursors
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/30—Devices using two or more structurally separated inhalable precursors, e.g. using two liquid precursors in two cartridges
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F42/00—Simulated smoking devices other than electrically operated; Component parts thereof; Manufacture or testing thereof
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F42/00—Simulated smoking devices other than electrically operated; Component parts thereof; Manufacture or testing thereof
- A24F42/60—Constructional details
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F47/00—Smokers' requisites not otherwise provided for
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M15/00—Inhalators
- A61M15/0028—Inhalators using prepacked dosages, one for each application, e.g. capsules to be perforated or broken-up
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M11/00—Sprayers or atomisers specially adapted for therapeutic purposes
- A61M11/04—Sprayers or atomisers specially adapted for therapeutic purposes operated by the vapour pressure of the liquid to be sprayed or atomised
- A61M11/041—Sprayers or atomisers specially adapted for therapeutic purposes operated by the vapour pressure of the liquid to be sprayed or atomised using heaters
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M15/00—Inhalators
- A61M15/06—Inhaling appliances shaped like cigars, cigarettes or pipes
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Molecular Biology (AREA)
- Heart & Thoracic Surgery (AREA)
- Public Health (AREA)
- Anesthesiology (AREA)
- Biomedical Technology (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Hematology (AREA)
- Animal Behavior & Ethology (AREA)
- Pulmonology (AREA)
- Veterinary Medicine (AREA)
- Manufacture Of Tobacco Products (AREA)
- Disinfection, Sterilisation Or Deodorisation Of Air (AREA)
- Table Devices Or Equipment (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Packages (AREA)
- Mold Materials And Core Materials (AREA)
Abstract
착화단으로부터 비착화단으로 향하는 소정 방향을 따라 신장하는 통 모양의 유지 부재를 구비하는 향미 흡인기로서, 상기 착화단에 설치되는 연소형 열원과, 상기 소정 방향에서 상기 연소형 열원에 대하여 상기 비착화단 측에 배치되는 향미원과, 상기 향미원을 유지하는, 측벽과 저판을 가지는 컵 형상의 컵 부재를 구비하고, 상기 컵 부재는, 상기 연소형 열원보다 비착화단 측에 상기 컵 부재의 저판이 배치됨과 아울러 상기 착화단 측을 향하여 개구하는 방향, 또는 상기 비착화단 측을 향하여 개구하는 방향으로 상기 유지 부재에 삽입되어 있으며, 상기 컵 부재를 구성하는 적어도 측벽과 저판은, 펄프, 바인더 및 금속 비누를 포함하는 재료로 구성되어 있는, 향미 흡인기에 의해 해결한다.
Description
[도 1b] 도 1b는, 실시형태 1에서, 유지 부재(1)와 필터(5)의 위치 관계를 도 1a로부터 변경한 예를 나타내는 도면이다.
[도 2] 도 2는, 실시형태 1에 따른 컵 부재를 나타내는 도면이다.
[도 3] 도 3은, 실시형태 2에 따른 향미 흡인기를 나타내는 도면이다.
[도 4] 도 4는, 실시형태 3에 따른 향미 흡인기를 나타내는 도면이다.
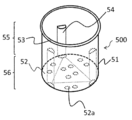
[도 5] 도 5는, 실시형태 3에 따른 컵 부재를 나타내는 도면이다.
Claims (12)
- 담배 원료 및/또는 에어로졸원을 유지하는 컵 부재로서,
측벽과 저판을 가지며, 상기 컵 부재를 구성하는 적어도 측벽과 저판은, 펄프, 바인더 및 금속 비누를 포함하는 재료로 구성되어 있는, 컵 부재. - 청구항 1에 있어서,
상기 컵 부재가, 펄프, 바인더 및 금속 비누를 포함하는 재료의 일체 성형품인, 컵 부재. - 청구항 1 또는 2에 있어서,
상기 금속 비누를 구성하는 장쇄 지방산의 탄소 수가 12∼20이며, 금속이, 칼슘, 마그네슘, 아연, 알루미늄, 스트론튬으로부터 선택되는 것인, 컵 부재. - 청구항 1 또는 2에 있어서,
상기 바인더는, 카복시메틸셀룰로오스 또는 카복시메틸셀룰로오스-나트륨을 포함하는, 컵 부재. - 청구항 1 또는 2에 있어서,
상기 금속 비누가, 스테아린산 칼슘인, 컵 부재. - 청구항 1 또는 2에 있어서,
상기 컵 부재에서의 상기 바인더와 상기 펄프의 중량비는, 25:75∼70:30인, 컵 부재. - 청구항 1 또는 2에 있어서,
상기 컵 부재의 저판의 두께가 0.3mm∼1.0mm인, 컵 부재. - 청구항 1 또는 2에 있어서,
상기 컵 부재의 저판에 통기 구멍이 설치되어 있는, 컵 부재. - 청구항 1 또는 2에 있어서,
상기 컵 부재는, 컵 부재의 외측을 향하여 튀어나오는 플랜지를 가지고 있는, 컵 부재. - 청구항 1 또는 2에 있어서,
상기 컵 부재는, 그 내벽면의 표면을 따라 배치되는 복수의 돌출부를 가지는, 컵 부재. - 청구항 10에 있어서,
상기 돌출부가, 컵 부재의 내벽면의 표면을 따라 등간격으로 복수개 설치되어 있는, 컵 부재. - 청구항 10에 있어서,
상기 통기 구멍의 적어도 일부는, 인접하는 상기 복수개의 돌출부를 잇는 최단거리 선보다 상기 컵 부재의 내벽면측의 위치에 설치되어 있는, 컵 부재.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPPCT/JP2016/063203 | 2016-04-27 | ||
| PCT/JP2016/063203 WO2017187556A1 (ja) | 2016-04-27 | 2016-04-27 | 香味吸引器 |
| KR1020187033545A KR102095145B1 (ko) | 2016-04-27 | 2017-04-25 | 향미 흡인기 |
| PCT/JP2017/016308 WO2017188227A1 (ja) | 2016-04-27 | 2017-04-25 | 香味吸引器 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187033545A Division KR102095145B1 (ko) | 2016-04-27 | 2017-04-25 | 향미 흡인기 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200035172A true KR20200035172A (ko) | 2020-04-01 |
| KR102294178B1 KR102294178B1 (ko) | 2021-08-25 |
Family
ID=60160334
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187033545A Expired - Fee Related KR102095145B1 (ko) | 2016-04-27 | 2017-04-25 | 향미 흡인기 |
| KR1020207008442A Active KR102294178B1 (ko) | 2016-04-27 | 2017-04-25 | 향미 흡인기 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187033545A Expired - Fee Related KR102095145B1 (ko) | 2016-04-27 | 2017-04-25 | 향미 흡인기 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US10798975B2 (ko) |
| EP (2) | EP3552505B1 (ko) |
| JP (1) | JP6614596B2 (ko) |
| KR (2) | KR102095145B1 (ko) |
| CN (2) | CN112998313A (ko) |
| CA (1) | CA3021590C (ko) |
| EA (2) | EA201992024A1 (ko) |
| TW (2) | TWI690341B (ko) |
| WO (2) | WO2017187556A1 (ko) |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10314334B2 (en) | 2015-12-10 | 2019-06-11 | R.J. Reynolds Tobacco Company | Smoking article |
| US11744296B2 (en) | 2015-12-10 | 2023-09-05 | R. J. Reynolds Tobacco Company | Smoking article |
| GB201805949D0 (en) * | 2018-04-10 | 2018-05-23 | British American Tobacco Investments Ltd | Smoking article |
| US11723399B2 (en) | 2018-07-13 | 2023-08-15 | R.J. Reynolds Tobacco Company | Smoking article with detachable cartridge |
| CA3106874A1 (en) * | 2018-07-26 | 2020-01-30 | Jt International Sa | Aerosol generating articles |
| US12022859B2 (en) | 2019-07-18 | 2024-07-02 | R.J. Reynolds Tobacco Company | Thermal energy absorbers for tobacco heating products |
| US12075819B2 (en) | 2019-07-18 | 2024-09-03 | R.J. Reynolds Tobacco Company | Aerosol delivery device with consumable cartridge |
| US12082607B2 (en) | 2019-07-19 | 2024-09-10 | R.J. Reynolds Tobacco Company | Aerosol delivery device with clamshell holder for cartridge |
| US11330838B2 (en) | 2019-07-19 | 2022-05-17 | R. J. Reynolds Tobacco Company | Holder for aerosol delivery device with detachable cartridge |
| US12232542B2 (en) | 2019-07-19 | 2025-02-25 | R.J. Reynolds Tobacco Company | Aerosol delivery device with sliding sleeve |
| US11395510B2 (en) | 2019-07-19 | 2022-07-26 | R.J. Reynolds Tobacco Company | Aerosol delivery device with rotatable enclosure for cartridge |
| US12569004B2 (en) | 2019-07-19 | 2026-03-10 | R.J. Reynolds Tobacco Company | Aerosol delivery device with separable heat source and substrate |
| JP7697947B2 (ja) * | 2019-12-18 | 2025-06-24 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | バリアを備えたエアロゾル発生物品 |
| PH12022552039A1 (en) | 2020-02-20 | 2023-11-20 | Philip Morris Products Sa | Aerosol-generating article having bridging element with basis weight |
| US12484610B2 (en) | 2020-04-16 | 2025-12-02 | R.J. Reynolds Tobacco Company | Aerosol delivery device including a segregated substrate |
| US11589616B2 (en) | 2020-04-29 | 2023-02-28 | R.J. Reynolds Tobacco Company | Aerosol delivery device with sliding and axially rotating locking mechanism |
| US11439185B2 (en) | 2020-04-29 | 2022-09-13 | R. J. Reynolds Tobacco Company | Aerosol delivery device with sliding and transversely rotating locking mechanism |
| KR20230111232A (ko) * | 2020-12-11 | 2023-07-25 | 니뽄 다바코 산교 가부시키가이샤 | 향미 흡인기 |
| PL4260728T3 (pl) * | 2020-12-11 | 2025-12-22 | Japan Tobacco Inc. | Inhalator substancji smakowo-zapachowej i sposób wytwarzania inhalatora substancji smakowo-zapachowej |
| WO2022187934A1 (en) * | 2021-03-12 | 2022-09-15 | Hexo Operations Inc. | Apparatus and methods for consumption of single-use load of smokable material |
| US12426634B2 (en) | 2021-04-02 | 2025-09-30 | R. J. Reynolds Tobacco Company | Aerosol delivery device with integrated lighter |
| US12250969B2 (en) | 2021-04-02 | 2025-03-18 | R. J. Reynolds Tobacco Company | Aerosol delivery device with modular lighter |
| US12426633B2 (en) | 2021-04-02 | 2025-09-30 | R. J. Reynolds Tobacco Company | Aerosol delivery device with integrated inductive heater |
| US11825872B2 (en) | 2021-04-02 | 2023-11-28 | R.J. Reynolds Tobacco Company | Aerosol delivery device with protective sleeve |
| US12433340B2 (en) | 2021-04-02 | 2025-10-07 | R. J. Reynolds Tobacco Company | Aerosol delivery device consumable unit |
| US12426637B2 (en) | 2021-08-17 | 2025-09-30 | Rai Strategic Holdings, Inc. | Inductively heated aerosol delivery device consumable |
| CN114431525B (zh) * | 2022-03-08 | 2024-06-25 | 东莞市本草香弹科技有限公司 | 一种滤嘴装置其用途与使用方法、及气溶胶产生系统 |
| US12357024B2 (en) | 2022-08-30 | 2025-07-15 | R. J. Reynolds Tobacco Company | Aerosol delivery device with static ignitor contacts |
| US12329199B2 (en) | 2022-08-30 | 2025-06-17 | R.J. Reynolds Tobaco Company | Aerosol delivery device with improved mouthpieces |
| US12564220B2 (en) | 2022-12-14 | 2026-03-03 | R.J. Reynolds Tobacco Company | Aerosol delivery device with automatic consumable loading and ejecting |
| US12471639B2 (en) | 2022-12-14 | 2025-11-18 | R.J. Reynolds Tobacco Company | Aerosol delivery device with improved cartridge loading |
| US12564221B2 (en) | 2022-12-14 | 2026-03-03 | R.J. Reynolds Tobacco Company | Aerosol delivery device with deflectable or collapsible housing |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5105831A (en) | 1985-10-23 | 1992-04-21 | R. J. Reynolds Tobacco Company | Smoking article with conductive aerosol chamber |
| JPH05103836A (ja) * | 1990-02-27 | 1993-04-27 | R J Reynolds Tobacco Co | シガレツト |
| JPH09272859A (ja) * | 1996-04-02 | 1997-10-21 | Toru Yamamoto | 撥水性・帯電防止性被膜組成物及びその被覆基材製造方法 |
| JP2013532953A (ja) * | 2010-07-30 | 2013-08-22 | 日本たばこ産業株式会社 | 無煙型香味吸引具 |
| JP2015174442A (ja) | 2014-03-18 | 2015-10-05 | コニカミノルタ株式会社 | 画像形成装置 |
| WO2015174442A1 (ja) * | 2014-05-15 | 2015-11-19 | 日本たばこ産業株式会社 | 香味吸引器及びカップ部材 |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB286948A (en) * | 1927-07-02 | 1928-03-15 | Agasote Millboard Co | An improved process of sizing fibres |
| US2159704A (en) * | 1937-05-04 | 1939-05-23 | Levey Harold Alvin | Cigarette and method of making the same |
| JPS513836A (ja) * | 1974-07-01 | 1976-01-13 | Toko Inc | Chensen |
| EP0419975A3 (en) * | 1989-09-29 | 1991-08-07 | R.J. Reynolds Tobacco Company | Cigarette and smokable filler material therefor |
| US5156170A (en) | 1990-02-27 | 1992-10-20 | R. J. Reynolds Tobacco Company | Cigarette |
| US5027837A (en) | 1990-02-27 | 1991-07-02 | R. J. Reynolds Tobacco Company | Cigarette |
| US5183062A (en) * | 1990-02-27 | 1993-02-02 | R. J. Reynolds Tobacco Company | Cigarette |
| US5247947A (en) | 1990-02-27 | 1993-09-28 | R. J. Reynolds Tobacco Company | Cigarette |
| FR2679574B1 (fr) * | 1991-07-25 | 1993-11-12 | Aussedat Rey | Composition pour rendre, un support a caractere papetier ou textile, resistant a l'eau, a l'huile et aux solvants, support traite et procede de realisation du support traite. |
| US5618387A (en) * | 1993-12-27 | 1997-04-08 | Taiwan Sugar Corp. | Method of preparing biodegradable, water-resistant paper utensils |
| DE4412019C2 (de) * | 1994-04-07 | 1996-08-01 | Alcan Gmbh | Zigaretteninneneinschlag aus metallisiertem Papier sowie Verfahren zu seiner Herstellung |
| JP3390278B2 (ja) * | 1994-12-05 | 2003-03-24 | ダイセル化学工業株式会社 | セルロースエステル組成物および成形品 |
| JP3541585B2 (ja) * | 1996-10-18 | 2004-07-14 | 王子製紙株式会社 | パルプモールド |
| CN2322903Y (zh) * | 1998-04-20 | 1999-06-09 | 马国良 | 纸制易拉罐 |
| CA2427988C (en) * | 2000-11-06 | 2009-06-16 | Japan Tobacco Inc. | Tobacco odor deodorizing perfume composition, tobacco odor deodorant, cigarette low in sidestream smoke odor, and tobacco package |
| DE10348717B4 (de) * | 2003-10-16 | 2006-09-21 | Hauni Primary Gmbh | Behälter für Tabakmaterial |
| US8440023B2 (en) * | 2009-10-09 | 2013-05-14 | Philip Morris Usa Inc. | Flavored packaging insert for smokeless tobacco |
| CN102144626B (zh) * | 2009-12-28 | 2015-04-15 | 狮王株式会社 | 熏烟装置 |
| US9039839B2 (en) * | 2010-04-08 | 2015-05-26 | R.J. Reynolds Tobacco Company | Smokeless tobacco composition comprising tobacco-derived material and non-tobacco plant material |
| EP2647300B1 (en) * | 2010-05-06 | 2019-04-24 | R.J. Reynolds Tobacco Company | Segmented smoking article |
| MY164565A (en) * | 2010-08-24 | 2018-01-15 | Japan Tobacco Inc | Non-heating type flavor inhalator and method of manufacturing flavor cartridge |
| US8496784B2 (en) * | 2011-04-05 | 2013-07-30 | P.H. Glatfelter Company | Process for making a stiffened paper |
| GB201108056D0 (en) * | 2011-05-13 | 2011-06-29 | British American Tobacco Co | Container |
| CN102754908B (zh) * | 2012-01-20 | 2015-06-10 | 奥驰亚客户服务公司 | 口腔用烟草产品 |
| TWI590769B (zh) * | 2012-02-13 | 2017-07-11 | 菲利浦莫里斯製品股份有限公司 | 包含雙導熱元件之吸煙製品及調整吸煙製品一口接一口抽吸的氣溶膠遞送量的方法 |
| US20130292279A1 (en) | 2012-05-04 | 2013-11-07 | R.J. Reynolds Tobacco Company | Transparent moisture barrier coatings for containers |
| CN102885398B (zh) * | 2012-09-26 | 2014-02-26 | 广东中烟工业有限责任公司 | 可调整燃吸过程中烟支温度的卷烟 |
| GB201220280D0 (en) * | 2012-11-12 | 2012-12-26 | British American Tobacco Co | Products including capsules, uses and preparation thereof |
| WO2015046420A1 (ja) | 2013-09-30 | 2015-04-02 | 日本たばこ産業株式会社 | 非燃焼型香味吸引器 |
| CN105167182B (zh) * | 2015-09-06 | 2018-11-16 | 叶菁 | 基于相变控温式燃料组件的非燃烧型低温卷烟制品及气溶胶发生段的制备方法 |
-
2016
- 2016-04-27 WO PCT/JP2016/063203 patent/WO2017187556A1/ja not_active Ceased
-
2017
- 2017-04-25 CN CN202110324588.6A patent/CN112998313A/zh active Pending
- 2017-04-25 KR KR1020187033545A patent/KR102095145B1/ko not_active Expired - Fee Related
- 2017-04-25 CA CA3021590A patent/CA3021590C/en active Active
- 2017-04-25 KR KR1020207008442A patent/KR102294178B1/ko active Active
- 2017-04-25 CN CN201780026482.XA patent/CN109068747B/zh not_active Expired - Fee Related
- 2017-04-25 EP EP19175906.7A patent/EP3552505B1/en active Active
- 2017-04-25 EP EP17789509.1A patent/EP3440949B1/en not_active Not-in-force
- 2017-04-25 JP JP2018514612A patent/JP6614596B2/ja not_active Expired - Fee Related
- 2017-04-25 WO PCT/JP2017/016308 patent/WO2017188227A1/ja not_active Ceased
- 2017-04-25 EA EA201992024A patent/EA201992024A1/ru unknown
- 2017-04-25 EA EA201892434A patent/EA034061B1/ru not_active IP Right Cessation
- 2017-04-27 TW TW108112899A patent/TWI690341B/zh active
- 2017-04-27 TW TW106114084A patent/TWI660755B/zh not_active IP Right Cessation
-
2018
- 2018-10-26 US US16/172,459 patent/US10798975B2/en not_active Expired - Fee Related
-
2020
- 2020-09-03 US US17/011,468 patent/US11503855B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5105831A (en) | 1985-10-23 | 1992-04-21 | R. J. Reynolds Tobacco Company | Smoking article with conductive aerosol chamber |
| JPH05103836A (ja) * | 1990-02-27 | 1993-04-27 | R J Reynolds Tobacco Co | シガレツト |
| JPH09272859A (ja) * | 1996-04-02 | 1997-10-21 | Toru Yamamoto | 撥水性・帯電防止性被膜組成物及びその被覆基材製造方法 |
| JP2013532953A (ja) * | 2010-07-30 | 2013-08-22 | 日本たばこ産業株式会社 | 無煙型香味吸引具 |
| JP2015174442A (ja) | 2014-03-18 | 2015-10-05 | コニカミノルタ株式会社 | 画像形成装置 |
| WO2015174442A1 (ja) * | 2014-05-15 | 2015-11-19 | 日本たばこ産業株式会社 | 香味吸引器及びカップ部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109068747A (zh) | 2018-12-21 |
| KR20180135032A (ko) | 2018-12-19 |
| KR102294178B1 (ko) | 2021-08-25 |
| CN109068747B (zh) | 2021-04-13 |
| US20190059449A1 (en) | 2019-02-28 |
| EA201992024A1 (ru) | 2020-01-24 |
| KR102095145B1 (ko) | 2020-03-30 |
| TW201932151A (zh) | 2019-08-16 |
| EA201892434A1 (ru) | 2019-03-29 |
| EP3552505B1 (en) | 2023-01-04 |
| TWI660755B (zh) | 2019-06-01 |
| TW201740991A (zh) | 2017-12-01 |
| US10798975B2 (en) | 2020-10-13 |
| TWI690341B (zh) | 2020-04-11 |
| US20200397045A1 (en) | 2020-12-24 |
| CA3021590C (en) | 2021-11-16 |
| CA3021590A1 (en) | 2017-11-02 |
| EP3440949A1 (en) | 2019-02-13 |
| JP6614596B2 (ja) | 2019-12-04 |
| WO2017187556A1 (ja) | 2017-11-02 |
| EP3552505A1 (en) | 2019-10-16 |
| US11503855B2 (en) | 2022-11-22 |
| EA034061B1 (ru) | 2019-12-24 |
| EP3440949A4 (en) | 2020-01-08 |
| CN112998313A (zh) | 2021-06-22 |
| WO2017188227A1 (ja) | 2017-11-02 |
| JPWO2017188227A1 (ja) | 2019-01-10 |
| EP3440949B1 (en) | 2020-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102095145B1 (ko) | 향미 흡인기 | |
| KR102110933B1 (ko) | 향미 흡인기 | |
| JP6076461B2 (ja) | 燃焼型熱源及び香味吸引器 | |
| US10398167B2 (en) | Burning type heat source, flavor inhaler, and manufacturing method of burning type heat source | |
| HK1262182B (en) | Flavor inhaler | |
| HK1262182A1 (en) | Flavor inhaler | |
| HK1261800B (zh) | 香味吸入器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| PA0104 | Divisional application for international application |
Comment text: Divisional Application for International Patent Patent event code: PA01041R01D Patent event date: 20200324 Application number text: 1020187033545 Filing date: 20181120 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200618 Patent event code: PE09021S01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20201229 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20210729 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20210820 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20210820 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |