KR20200065268A - 비계용 다형상 파이프 및 그 제조방법 - Google Patents
비계용 다형상 파이프 및 그 제조방법 Download PDFInfo
- Publication number
- KR20200065268A KR20200065268A KR1020180151563A KR20180151563A KR20200065268A KR 20200065268 A KR20200065268 A KR 20200065268A KR 1020180151563 A KR1020180151563 A KR 1020180151563A KR 20180151563 A KR20180151563 A KR 20180151563A KR 20200065268 A KR20200065268 A KR 20200065268A
- Authority
- KR
- South Korea
- Prior art keywords
- width direction
- pipe
- polymorphic
- scaffolding
- bending
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G1/00—Scaffolds primarily resting on the ground
- E04G1/02—Scaffolds primarily resting on the ground composed essentially of members elongated in one dimension [1D] only, e.g. poles, lattice masts, with or without end portions of special form, connected together by any means
- E04G1/12—Scaffolds primarily resting on the ground composed essentially of members elongated in one dimension [1D] only, e.g. poles, lattice masts, with or without end portions of special form, connected together by any means comprising members of special, e.g. composite, cross-section or with lugs or the like or lateral apertures for supporting or attaching other members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D47/00—Making rigid structural elements or units, e.g. honeycomb structures
- B21D47/01—Making rigid structural elements or units, e.g. honeycomb structures beams or pillars
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G5/00—Component parts or accessories for scaffolds
- E04G5/14—Railings
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Mechanical Engineering (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Bridges Or Land Bridges (AREA)
Abstract
Description
도 2 및 도 3은 본 발명의 일 실시예에 따른 비계용 다형상 파이프 제조방법을 설명하기 위한 개략도.
도 4 내지 도 6은 본 발명의 일 실시예에 따른 비계용 다형상 파이프 제조방법의 제6 단계를 설명하기 위한 개략도.
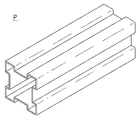
도 7은 본 발명의 일 실시예에 따른 비계용 다형상 파이프를 도시한 개략 사시도.
S1: 제1 단계
S2: 제2 단계
S3: 제3 단계
S4: 제4 단계
S5: 제5 단계
S6: 제6 단계
10: 평판부
10a: 제1 끝단
10b: 제2 끝단
11: 제1 돌출부
13: 제2 돌출부
P: 비계용 다형상 파이프
Q: 성형틀
Claims (9)
- 안전 난간대에 사용되는 비계(飛階)용 다형상 파이프를 제조하는 방법에 있어서,
소정 두께의 사각 평판으로 제작된 평판부를 제공하는 제1 단계;
상기 평판부의 폭방향을 따라 단차지도록 상기 평판부를 가공하여, 단차로 인해 전면으로 돌출된 제1 돌출부 및 배면으로 돌출된 제2 돌출부가 형성되도록 하는 제2 단계;
상기 평판부의 제1 폭방향을 향한 제1 끝단과 상기 제1 폭방향의 반대 방향인 제2 폭방향을 향한 제2 끝단이 전방을 향하도록 절곡하는 제3 단계;
전방을 향한 상기 제1 끝단이 상기 제2 폭방향을 향하도록 절곡하는 제4 단계;
전방을 향한 상기 제2 끝단이 상기 제1 폭방향을 향하도록 절곡하는 제5 단계; 및
상기 제1 끝단과 상기 제2 끝단이 접촉된 채, 고정되도록 하는 제6 단계;를 포함하며,
상기 제1 끝단과 상기 제2 끝단이 접촉되면, 상기 평판부의 전면은 내측면이 되고, 상기 평판부의 배면은 외측면이 되어, 중공이 형성된 비계용 다형상 파이프가 되도록 하는 비계용 다형상 파이프 제조방법.
- 제1항에 있어서,
상기 제1 돌출부는,
상기 평판부의 일측단으로부터 타측단을 향해 순차적으로 배치된, 제1-1 돌출편, 제1-2 돌출편, 제1-3 돌출편, 제1-4 돌출편 및 제1-5 돌출편으로 구성되고,
상기 제2 돌출부는,
상기 평판부의 일측단으로부터 타측단을 향해 순차적으로 배치된, 제2-1 돌출편, 제2-2 돌출편, 제2-3 돌출편 및 제2-4 돌출편으로 구성되는 것을 특징으로 하는 비계용 다형상 파이프 제조방법.
- 제2항에 있어서,
상기 제1-1 돌출편 및 상기 제1-5 돌출편의 폭의 크기는 제1 크기이고,
상기 제1-2 돌출편, 상기 제1-3 돌출편 및 상기 제1-4 돌출편의 폭의 크기는 제2 크기이며,
상기 제1 크기는, 상기 제2 크기보다 작고,
상기 제2-1 돌출편, 상기 제2-2 돌출편, 상기 제2-3 돌출편 및 상기 제2-4 돌출편의 폭의 크기는 제3 크기이며,
상기 제3 크기는, 상기 제1 크기의 2배인 것을 특징으로 하는 비계용 다형상 파이프 제조방법.
- 제3항에 있어서,
상기 제3 단계는,
상기 제2-1 돌출편의 폭방향 중간 영역을 절곡하는 제3-1 단계 및 상기 제2-4 돌출편의 폭방향 중간 영역을 절곡하는 제3-2 단계를 포함하며,
상기 제2-1 돌출편은, 폭방향 중간 영역이 절곡되어, 상기 제2 폭방향과 대향하는 제1-1 절곡부 및 후방과 대향하는 제1-2 절곡부로 구성되고,
상기 제2-4 돌출편은, 폭방향 중간 영역이 절곡되어, 상기 제1 폭방향과 대향하는 제2-1 절곡부 및 후방과 대향하는 제2-2 절곡부로 구성되는 것을 특징으로 하는 비계용 다형상 파이프 제조방법.
- 제4항에 있어서,
상기 제4 단계는,
상기 제2-2 돌출편의 폭방향 중간 영역을 절곡하여, 상기 제1 끝단이 상기 제2 폭방향을 향하도록 하고,
상기 제2-2 돌출편은, 폭방향 중간 영역을 절곡하여, 상기 제2 폭방향과 대향하는 제3-1 절곡부 및 후방과 대향하는 제3-2 절곡부로 구성되는 것을 특징으로 하는 비계용 다형상 파이프 제조방법.
- 제5항에 있어서,
상기 제5 단계는,
상기 제2-3 돌출편의 폭방향 중간 영역을 절곡하여, 상기 제2 끝단이 상기 제1 폭방향을 향하도록 하며,
상기 제2-3 돌출편은, 폭방향 중간 영역을 절곡하여, 상기 제1 폭방향과 대향하는 제4-1 절곡부 및 후방과 대향하는 제4-2 절곡부로 구성되는 것을 특징으로 하는 비계용 다형상 파이프 제조방법.
- 제6항에 있어서,
상기 제6 단계는,
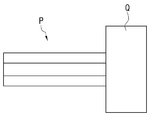
상기 비계용 다형상 파이프의 종단면과 동일한 형상으로 형성되는 성형틀의 일측으로, 상기 제1 끝단과 상기 제2 끝단이 접촉된 평판부의 일측단을 삽입하는 제6-1 단계, 성형틀의 타측으로 돌출된 상기 평판부의 일측단을 인출하는 제6-2 단계 및 상기 제1 끝단과 상기 제2 끝단이 접촉된 채, 고정되도록 용접하는 제6-3 단계를 포함하는 것을 특징으로 하는 비계용 다형상 파이프 제조방법.
- 제1항 내지 제7항 중 어느 한 항에 따른 비계용 다형상 파이프 제조방법에 의해 제조된 비계용 다형상 파이프.
- 제8항에 있어서,
사각 형상의 메인파이프 및 상기 메인파이프의 모서리에 형성된 4개의 보조파이프로 구성되는 비계용 다형상 파이프.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180151563A KR20200065268A (ko) | 2018-11-30 | 2018-11-30 | 비계용 다형상 파이프 및 그 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180151563A KR20200065268A (ko) | 2018-11-30 | 2018-11-30 | 비계용 다형상 파이프 및 그 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200065268A true KR20200065268A (ko) | 2020-06-09 |
Family
ID=71082271
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180151563A Ceased KR20200065268A (ko) | 2018-11-30 | 2018-11-30 | 비계용 다형상 파이프 및 그 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20200065268A (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102377845B1 (ko) * | 2021-03-29 | 2022-03-25 | 김대진 | 비계 파이프 연결구 제조 프레스 시스템 |
| KR102700582B1 (ko) * | 2023-08-21 | 2024-08-29 | 정영훈 | 포밍프레임을 이용한 온실 시스템 |
| KR102739965B1 (ko) * | 2023-08-16 | 2024-12-06 | 정영훈 | 비닐하우스용 포밍 골조프레임 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130117916A (ko) | 2012-04-19 | 2013-10-29 | 송성효 | 비계용 파이프 |
-
2018
- 2018-11-30 KR KR1020180151563A patent/KR20200065268A/ko not_active Ceased
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130117916A (ko) | 2012-04-19 | 2013-10-29 | 송성효 | 비계용 파이프 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102377845B1 (ko) * | 2021-03-29 | 2022-03-25 | 김대진 | 비계 파이프 연결구 제조 프레스 시스템 |
| KR102739965B1 (ko) * | 2023-08-16 | 2024-12-06 | 정영훈 | 비닐하우스용 포밍 골조프레임 |
| KR102700582B1 (ko) * | 2023-08-21 | 2024-08-29 | 정영훈 | 포밍프레임을 이용한 온실 시스템 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200065268A (ko) | 비계용 다형상 파이프 및 그 제조방법 | |
| US2116668A (en) | Reinforcement for plastic material | |
| CN111236638B (zh) | 组装型梁模具 | |
| US7941987B1 (en) | Tile spacer and method for its use | |
| CN104246093A (zh) | 临时设置脚手架用接头 | |
| US2052024A (en) | Metal stud for buildings | |
| CN105492708B (zh) | 楼承板及其制造方法 | |
| JP3279452B2 (ja) | 構造用部材及びその製造方法 | |
| JP5934325B2 (ja) | せん断ダンパ | |
| KR200469835Y1 (ko) | 동바리 및 비계용 수평재 체결구 | |
| RS65062B1 (sr) | Profilisano metalno vlakno | |
| EP0664094B1 (en) | Cross member made from a tubular section for joining the uprights of metal shelving | |
| EP1132545A3 (de) | Schalungsmaterial | |
| KR100320754B1 (ko) | 비용접사각파이프및이의제조방법 | |
| GB2555188A (en) | Building strap | |
| US5097692A (en) | Bending apparatus | |
| US20180292104A1 (en) | Flooring grate with channel grate and cross bars and method for manufacturing same | |
| JP6741268B2 (ja) | エンボス形状を有する鋼板の製造方法及び製造装置 | |
| KR200486799Y1 (ko) | 연장 구조의 천장 마감재 | |
| JP2020186602A (ja) | デッキプレート連結部材及びデッキプレート連結方法 | |
| JP2020019053A (ja) | 溶接用裏当金 | |
| GB1590298A (en) | Arch formers for use in the building of arches | |
| JP2024027280A (ja) | 座屈拘束ブレース | |
| KR100954939B1 (ko) | 대형 이형철근 슬리트 방법 | |
| JPS61159232A (ja) | エキスパンドグレ−チングの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20181130 |
|
| PA0201 | Request for examination | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200313 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20200821 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20200313 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |