KR20200067879A - 판재의 프레스 성형 방법 - Google Patents
판재의 프레스 성형 방법 Download PDFInfo
- Publication number
- KR20200067879A KR20200067879A KR1020207013738A KR20207013738A KR20200067879A KR 20200067879 A KR20200067879 A KR 20200067879A KR 1020207013738 A KR1020207013738 A KR 1020207013738A KR 20207013738 A KR20207013738 A KR 20207013738A KR 20200067879 A KR20200067879 A KR 20200067879A
- Authority
- KR
- South Korea
- Prior art keywords
- shape
- molding
- press
- target
- top plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/10—Geometric CAD
- G06F30/17—Mechanical parametric or variational design
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F30/00—Computer-aided design [CAD]
- G06F30/20—Design optimisation, verification or simulation
- G06F30/23—Design optimisation, verification or simulation using finite element methods [FEM] or finite difference methods [FDM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F2113/00—Details relating to the application field
- G06F2113/24—Sheet material
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Mechanical Engineering (AREA)
- Geometry (AREA)
- General Physics & Mathematics (AREA)
- General Engineering & Computer Science (AREA)
- Evolutionary Computation (AREA)
- Computer Hardware Design (AREA)
- Computational Mathematics (AREA)
- Mathematical Analysis (AREA)
- Mathematical Optimization (AREA)
- Pure & Applied Mathematics (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
S1 : 목표 형상의 돌기부 영역을 유한 요소 해석용의 평면 요소와 절점으로 이산화한다
S2 : 이산화된 부위에 대하여, 그 내측으로부터 평면 요소의 법선 방향으로 내력을 가하고, 다음의 조건 a, b 하에서 변형시킨다
(a) 구성하는 평면 요소의 변형은 탄성 변형 범위 내
(b) 이웃하는 평면 요소끼리의 각도는 변화 자유
Description
도 2a 는, 본 발명의 취지를 나타내는 개략도이고, 목표로 하는 돌출부의 형상의 일례이다.
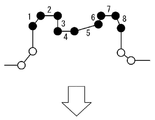
도 2b 는, 상기 돌출부를 평면 요소와 절점으로 이산화한 상태를 나타내는 도면이다.
도 2c 는, 상기 돌출부의 예비 형상을 나타내는 도면이다.
도 3a 는, 돌기부 주변을 이산화한 상태를 나타내는 도면이다.
도 3b 는, 도 3a 의 주요부 확대도이다.
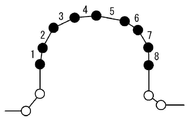
도 4a 는, 이산화된 부위에 내압을 부여한 후의 중간 성형체의 형상을 나타내는 도면이다.
도 4b 는, 이산화된 부위의 목표 형상을 나타내는 도면이다.
도 5a 는, 제 1 공정이 얕은 드로잉 성형, 제 2 공정이 패드가 부착된 굽힘 성형으로 이루어지는 비교법을 나타내는 도면이다.
도 5b 는, 도 5a 에 있어서의 패드 누름 위치를 나타내는 도면이다.
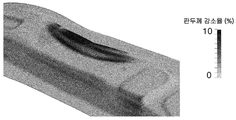
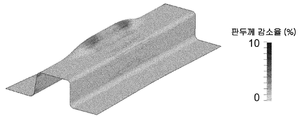
도 6 은, 종래법 1 에서 성형했을 때의 판두께 감소율을 나타내는 도면이다.
도 7 은, 비교법 1 에서 얕은 드로잉 성형 (제 1 공정) 했을 때의 판두께 감소율을 나타내는 도면이다.
도 8 은, 비교법 1 에서 패드가 부착된 굽힘 성형 (제 2 공정) 했을 때의 판두께 감소율을 나타내는 도면이다.
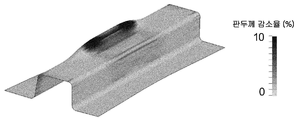
도 9 는, 본 발명법 1 에 따라 중간 성형체 형상으로 성형했을 때의 판두께 감소율을 나타내는 도면이다.
도 10 은, 본 발명법 1 에 따라 목표 형상으로 성형했을 때의 판두께 감소율을 나타내는 도면이다.
도 11 은, 실시예 2 에서 대상으로 하는 부품 형상을 나타내는 도면이다.
도 12 는, 실시예 2 의 대상 부품을 종래법 2 에서 성형했을 때의 판두께 감소율을 나타내는 도면이다.
도 13 은, 실시예 2 의 대상 부품을 비교법 2 에서 얕은 드로잉 성형 (제 1 공정) 했을 때의 판두께 감소율을 나타내는 도면이다.
도 14 는, 실시예 2 의 대상 부품을 비교법 2 에서 패드가 부착된 굽힘 성형 (제 2 공정) 했을 때의 판두께 감소율을 나타내는 도면이다.
도 15a 는, 실시예 2 의 대상 부품의 파단 위험부 부근을 이산화한 상태를 나타내는 도면이다.
도 15b 는, 도 15a 의 주요부 확대도이다.
도 16a 는, 이산화된 부위에 내압을 부여한 후의 중간 성형체의 형상을 나타내는 도면이다.
도 16b 는, 이산화된 부위의 목표 형상을 나타내는 도면이다.
도 17 은, 본 발명법 2 에 따라 중간 성형체 형상으로 성형했을 때의 판두께 감소율을 나타내는 도면이다.
도 18 은, 본 발명법 2 에 따라 목표 형상으로 성형했을 때의 판두께 감소율을 나타내는 도면이다.
10 : 성형 부재
11 : 천판부
12 : 세로벽부
13 : 플랜지
14 : 돌기부
Claims (1)
- 천판부와 세로벽부 및 플랜지로 이루어지는 단면 해트형으로서, 그 천판부에, 폐색 돌출 형상의 돌기부를 갖는 성형 부재를, 금속 소판으로부터 프레스 성형할 때에,
먼저, 프레스 성형 해석에 의해, 상기 돌기부 영역의 천판부에 대해, 하기에 서술하는 S1, S2 의 순서로, 목표로 하는 형상과 표면적이 거의 동일하고 또한 성형이 간이한 예비 성형 형상을 구하고,
이어서, 금속 소판을, 구한 상기 예비 성형 형상으로 프레스 성형하고, 그리고 나서, 해당 지점을 목표로 하는 최종 형상으로 폼 성형하는, 판재의 프레스 성형 방법.
S1 : 목표 형상의 돌기부 영역을 유한 요소 해석용의 평면 요소와 절점으로 이산화한다
S2 : 이산화된 부위에 대하여, 그 내측으로부터 평면 요소의 법선 방향으로 내력을 가하고, 다음의 조건 a, b 하에서 변형시킨다
(a) 구성하는 평면 요소의 변형은 탄성 변형 범위 내
(b) 이웃하는 평면 요소끼리의 각도는 변화 자유
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017220224 | 2017-11-15 | ||
| JPJP-P-2017-220224 | 2017-11-15 | ||
| PCT/JP2018/033855 WO2019097829A1 (ja) | 2017-11-15 | 2018-09-12 | 板材のプレス成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200067879A true KR20200067879A (ko) | 2020-06-12 |
| KR102333846B1 KR102333846B1 (ko) | 2021-12-01 |
Family
ID=66539646
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207013738A Active KR102333846B1 (ko) | 2017-11-15 | 2018-09-12 | 판재의 프레스 성형 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11376645B2 (ko) |
| EP (1) | EP3677357B1 (ko) |
| JP (1) | JP6569837B1 (ko) |
| KR (1) | KR102333846B1 (ko) |
| CN (1) | CN111344078B (ko) |
| MX (1) | MX2020005048A (ko) |
| WO (1) | WO2019097829A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230045052A (ko) * | 2020-09-02 | 2023-04-04 | 제이에프이 스틸 가부시키가이샤 | 프레스 부품의 제조 방법, 금형의 설계 방법, 금형 형상 설계 장치 및, 금형 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006185228A (ja) * | 2004-12-28 | 2006-07-13 | Japan Research Institute Ltd | 多段階成形シミュレーションシステム及び多段階成形シミュレーション用プログラム |
| JP5867657B2 (ja) | 2013-07-09 | 2016-02-24 | Jfeスチール株式会社 | 板材の成形方法、及び予成形形状の設定方法 |
| WO2017006793A1 (ja) | 2015-07-06 | 2017-01-12 | 新日鐵住金株式会社 | プレス部品の製造方法および製造装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3206505B2 (ja) * | 1997-08-06 | 2001-09-10 | 住友金属工業株式会社 | 金属管の液圧バルジ加工方法および液圧バルジ加工装置 |
| JP4583145B2 (ja) * | 2004-11-11 | 2010-11-17 | 株式会社日本総合研究所 | 板材成形シミュレーションシステム及び板材成形シミュレーション用プログラム |
| JP4783684B2 (ja) * | 2006-06-29 | 2011-09-28 | 株式会社日本総合研究所 | 絞り成形品モデル作成システムとそれを備えた絞り成形品モデル解析システム、および絞り成形品モデル作成プログラムとそれを備えた絞り成形品解析プログラム。 |
| US20090272171A1 (en) * | 2008-05-05 | 2009-11-05 | Ford Global Technologies, Llc | Method of designing and forming a sheet metal part |
| JP5281519B2 (ja) * | 2009-08-26 | 2013-09-04 | トヨタ自動車株式会社 | プレス成形方法 |
| JP2012074000A (ja) * | 2010-09-03 | 2012-04-12 | Aisin Aw Co Ltd | 有限要素法を用いた解析方法、及び有限要素法を用いた解析演算プログラム |
| US9921572B2 (en) * | 2013-11-12 | 2018-03-20 | Embraer S.A. | Springback compensation in formed sheet metal parts |
| JP5979164B2 (ja) * | 2014-01-27 | 2016-08-24 | Jfeスチール株式会社 | プレス成形方法 |
-
2018
- 2018-09-12 EP EP18879610.6A patent/EP3677357B1/en active Active
- 2018-09-12 US US16/754,743 patent/US11376645B2/en active Active
- 2018-09-12 WO PCT/JP2018/033855 patent/WO2019097829A1/ja not_active Ceased
- 2018-09-12 CN CN201880073714.1A patent/CN111344078B/zh active Active
- 2018-09-12 MX MX2020005048A patent/MX2020005048A/es unknown
- 2018-09-12 KR KR1020207013738A patent/KR102333846B1/ko active Active
- 2018-09-12 JP JP2019505084A patent/JP6569837B1/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006185228A (ja) * | 2004-12-28 | 2006-07-13 | Japan Research Institute Ltd | 多段階成形シミュレーションシステム及び多段階成形シミュレーション用プログラム |
| JP5867657B2 (ja) | 2013-07-09 | 2016-02-24 | Jfeスチール株式会社 | 板材の成形方法、及び予成形形状の設定方法 |
| WO2017006793A1 (ja) | 2015-07-06 | 2017-01-12 | 新日鐵住金株式会社 | プレス部品の製造方法および製造装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230045052A (ko) * | 2020-09-02 | 2023-04-04 | 제이에프이 스틸 가부시키가이샤 | 프레스 부품의 제조 방법, 금형의 설계 방법, 금형 형상 설계 장치 및, 금형 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3677357A4 (en) | 2020-11-11 |
| KR102333846B1 (ko) | 2021-12-01 |
| JPWO2019097829A1 (ja) | 2019-11-21 |
| MX2020005048A (es) | 2020-08-20 |
| CN111344078B (zh) | 2022-05-24 |
| EP3677357A1 (en) | 2020-07-08 |
| JP6569837B1 (ja) | 2019-09-04 |
| EP3677357B1 (en) | 2024-01-10 |
| CN111344078A (zh) | 2020-06-26 |
| US11376645B2 (en) | 2022-07-05 |
| WO2019097829A1 (ja) | 2019-05-23 |
| US20200316667A1 (en) | 2020-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5962774B2 (ja) | プレス成形品の製造方法 | |
| KR102445975B1 (ko) | 프레스 성형 방법 | |
| JP6590071B2 (ja) | プレス成形品の製造方法 | |
| CN107249773B (zh) | 冲压成形方法及冲压成形模具 | |
| JP5863886B2 (ja) | 冷間プレス成形方法 | |
| JP7356023B2 (ja) | 縮みフランジを有する冷間プレス部品 | |
| JP6354864B2 (ja) | プレス成形品、並びにそのプレス成形品の製造方法及び製造設備列 | |
| CN110087790B (zh) | 金属板的成型方法、中间形状的设计方法、金属板的成型用模具、计算机程序以及记录介质 | |
| CN115210013B (zh) | 冲压部件的制造方法、冲压成型用的金属板及高张力钢板 | |
| JP2019171440A (ja) | プレス成形方法 | |
| CN115666809B (zh) | 冲压成形方法 | |
| JP6112226B2 (ja) | プレス成形方法、及びプレス成形部品の製造方法 | |
| WO2017141603A1 (ja) | プレス成形品の製造方法 | |
| CN111372699A (zh) | 冲压成型方法 | |
| JP6152911B1 (ja) | プレス成形方法 | |
| KR101216789B1 (ko) | 하이드로폼 가공품 | |
| KR20200067879A (ko) | 판재의 프레스 성형 방법 | |
| JP2021164954A (ja) | プレス部品の製造方法、曲げ戻し用の金型、プレス部品の成形方法及び高強度鋼板 | |
| JP6493331B2 (ja) | プレス成形品の製造方法 | |
| JP6908078B2 (ja) | プレス部品の製造方法及び下金型の設計方法 | |
| JP7310777B2 (ja) | プレス成形方法、中間成形用プレス成形金型およびプレス成形品 | |
| CN108778549A (zh) | 构造体及其制造方法 | |
| JP6176429B1 (ja) | プレス成形品の製造方法 | |
| JP2020093303A (ja) | プレス部品の製造方法及び下金型の設計方法 | |
| KR20230003551A (ko) | 프레스 성형 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20200513 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20210315 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20211026 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20211129 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20211129 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20241029 Start annual number: 4 End annual number: 4 |