KR20200075431A - 강판의 표면에 패턴을 형성하는 패턴 형성 장치 - Google Patents
강판의 표면에 패턴을 형성하는 패턴 형성 장치 Download PDFInfo
- Publication number
- KR20200075431A KR20200075431A KR1020180164099A KR20180164099A KR20200075431A KR 20200075431 A KR20200075431 A KR 20200075431A KR 1020180164099 A KR1020180164099 A KR 1020180164099A KR 20180164099 A KR20180164099 A KR 20180164099A KR 20200075431 A KR20200075431 A KR 20200075431A
- Authority
- KR
- South Korea
- Prior art keywords
- steel sheet
- information
- optical system
- controller
- forming apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/359—Working by laser beam, e.g. welding, cutting or boring for surface treatment by providing a line or line pattern, e.g. a dotted break initiation line
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/067—Dividing the beam into multiple beams, e.g. multi-focusing
- B23K26/0676—Dividing the beam into multiple beams, e.g. multi-focusing into dependently operating sub-beams, e.g. an array of spots with fixed spatial relationship or for performing simultaneously identical operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0869—Devices involving movement of the laser head in at least one axial direction
- B23K26/0876—Devices involving movement of the laser head in at least one axial direction in at least two axial directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/142—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor for the removal of by-products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/18—Sheet panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Laser Beam Processing (AREA)
Abstract
Description
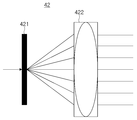
도 2는 도 1의 패턴 형성 장치의 광학계의 일실시예를 개략적으로 나타낸 도면이다.
도 3은 도 2의 광학계의 회절 광학계의 일실시예를 개략적으로 나타낸 도면이다.
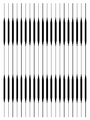
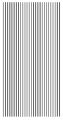
도 4 내지 도 7 각각은 본 발명의 패턴 형성 장치를 이용하여 형성된 패턴들의 실시예들을 개략적으로 나타낸 것이다.
11, 12, 13, 14, 15, 16, 17 : 롤
21, 22, 23 : 센서 31 : 센터 제어기
32 : 장력 제어기 33 : 위치 제어기
34 : 연동 제어기 41 : 레이저 발생기
42 : 광학계 43 : 패턴 제어기
431 : 회절 광학계 432 : 텔리 센트릭 광학계
50 : 오염물 흡입기 60 : 에어커튼 발생기
70 : 탈지 장치
Claims (11)
- 레이저를 이용하여 강판에 패턴을 형성하는 패턴 형성 장치에 있어서,
제1 레이저를 조사하는 레이저 발생기;
상기 제1 레이저를 복수개의 제2 레이저들로 분할하여 상기 강판으로 출력하는 광학계; 및
상기 레이저 발생기 및 상기 광학계를 제어하되, 상기 광학계를 회전시키거나, 상기 광학계를 상기 강판의 수직 방향인 제1축 방향으로 이동시키거나, 상기 광학계를 상기 강판의 폭 방향은 제2축 방향으로 이동시키는 패턴 제어기를 포함하는 패턴 형성 장치.
- 제1항에 있어서, 상기 패턴 제어기는
상기 제1 레이저의 세기를 조정하거나, 상기 레이저 발생기를 온 오프 시키거나, 상기 제1 레이저의 주파수를 조정하는 패턴 형성 장치.
- 제1항에 있어서, 상기 광학계는
상기 제1 레이저를 입사하고, 상기 제1 레이저를 서로 다른 복수개의 방향으로 회절시켜 복수개의 제3 레이저들로 분할하는 회절 광학계; 및
상기 복수개의 제3 레이저를 입사하고, 상기 복수개의 제3 레이저들 각각의 진행 방향을 변경시켜 서로 평행하게 진행하는 상기 제2 레이저를 형성하는 텔리 센트릭 광학계를 포함하는 패턴 형성 장치.
- 제1항에 있어서, 상기 패턴 형성 장치는
상기 강판을 강판의 길이 방향으로 이송하는 복수개의 롤들;
상기 강판의 움직임 또는 위치를 검출하는 센서부; 및
상기 센서부로부터 입력된 정보에 응답하여 상기 복수개의 롤들을 제어하는 제어부를 포함하는 패턴 형성 장치.
- 제4항에 있어서,
상기 센서부는 상기 강판의 움직임을 검출하고, 상기 강판의 움직임에 대한 정보인 움직임 정보를 출력하는 움직임 감지 센서를 포함하고,
상기 제어부는 상기 움직임 정보 및 강판의 두께에 대한 정보에 응답하여, 상기 복수개의 제2 레이저들의 진행 경로 상에서 상기 강판의 표면의 절대적인 위치가 일정한 범위내가 되도록 상기 복수개의 롤들 중 상기 복수개의 제2 레이저들의 진행 경로 상에 배치되는 롤의 위치를 제어하는 위치 제어기를 포함하는 패턴 형성 장치.
- 제5항에 있어서,
상기 센서부는 상기 복수개의 롤들 중 적어도 하나 이상의 롤의 중심으로부터 상기 강판의 폭방향의 중심까지의 거리 및 방향을 검출하고, 상기 거리 및 방향에 대한 정보인 중심 정보를 출력하는 중심 감지 센서를 더 포함하고,
상기 제어부는 상기 중심 정보에 응답하여 상기 강판의 폭방향의 중심과 상기 적어도 하나 이상의 롤의 중심 사이의 거리가 일정한 범위내가 되도록 상기 복수개의 롤들 중 적어도 하나 이상을 제어하는 중심 제어기를 더 포함하는 패턴 형성 장치.
- 제6항에 있어서, 상기 제어부는
상기 중심 정보 및 상기 움직임 정보에 응답하여 제1 조정값 및 제2 조정값을 출력하는 연동 제어기를 더 포함하고,
상기 위치 제어기는 상기 제1 조정값에 응답하여 출력되는 제어 신호를 조정하고, 상기 중심 제어기는 상기 제2 조정값에 응답하여 출력되는 제어 신호를 조정하는 패턴 형성 장치.
- 제5항에 있어서,
상기 센서부는 상기 강판의 장력을 검출하고, 상기 강판의 장력에 대한 정보인 장력 정보를 출력하는 장력 감지 센서를 더 포함하고,
상기 제어부는 상기 장력 정보에 응답하여 상기 강판의 장력이 일정한 범위 내가 되도록 상기 복수개의 롤들 중 적어도 하나 이상을 제어하는 장력 제어기를 포함하는 패턴 형성 장치.
- 제8항에 있어서, 상기 제어부는
상기 장력 정보 및 상기 움직임 정보에 응답하여 제1 조정값 및 제2 조정값을 출력하는 연동 제어기를 더 포함하고,
상기 위치 제어기는 상기 제1 조정값에 응답하여 출력되는 제어 신호를 조정하고, 상기 장력 제어기는 상기 제2 조정값에 응답하여 출력되는 제어 신호를 조정하는 패턴 형성 장치.
- 제1항에 있어서, 상기 패턴 형성 장치는
상기 강판에서 상기 복수개의 제2 레이저들에 의해 발생되는 오염물을 제거하는 오염물 제거기를 더 포함하는 패턴 형성 장치.
- 제1항에 있어서, 상기 패턴 형성 장치는
상기 강판과 상기 광학계 사이에 에어커튼을 형성하는 에어커튼 발생기를 더 포함하는 패턴 형성 장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180164099A KR102175588B1 (ko) | 2018-12-18 | 2018-12-18 | 강판의 표면에 패턴을 형성하는 패턴 형성 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180164099A KR102175588B1 (ko) | 2018-12-18 | 2018-12-18 | 강판의 표면에 패턴을 형성하는 패턴 형성 장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200075431A true KR20200075431A (ko) | 2020-06-26 |
| KR102175588B1 KR102175588B1 (ko) | 2020-11-06 |
Family
ID=71136975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180164099A Active KR102175588B1 (ko) | 2018-12-18 | 2018-12-18 | 강판의 표면에 패턴을 형성하는 패턴 형성 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102175588B1 (ko) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5781913A (en) * | 1980-11-12 | 1982-05-22 | Hitachi Ltd | Detector for position in width direction of heated metallic ingot |
| JP2003341132A (ja) * | 2002-05-27 | 2003-12-03 | Fuji Photo Film Co Ltd | レーザーマーキング方法及び装置 |
| JP3999999B2 (ja) | 2002-04-19 | 2007-10-31 | 新日本製鐵株式会社 | レーザ表面加工装置 |
| KR20170137468A (ko) * | 2016-06-03 | 2017-12-13 | 주식회사 소재의맥 | 대면적 통기성 필름 제조를 위한 롤투롤 레이저 가공 장치 및 방법 |
| KR20180074076A (ko) * | 2016-12-23 | 2018-07-03 | 주식회사 포스코 | 방향성 전기강판의 자구미세화 방법과 그 장치 |
-
2018
- 2018-12-18 KR KR1020180164099A patent/KR102175588B1/ko active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5781913A (en) * | 1980-11-12 | 1982-05-22 | Hitachi Ltd | Detector for position in width direction of heated metallic ingot |
| JP3999999B2 (ja) | 2002-04-19 | 2007-10-31 | 新日本製鐵株式会社 | レーザ表面加工装置 |
| JP2003341132A (ja) * | 2002-05-27 | 2003-12-03 | Fuji Photo Film Co Ltd | レーザーマーキング方法及び装置 |
| KR20170137468A (ko) * | 2016-06-03 | 2017-12-13 | 주식회사 소재의맥 | 대면적 통기성 필름 제조를 위한 롤투롤 레이저 가공 장치 및 방법 |
| KR20180074076A (ko) * | 2016-12-23 | 2018-07-03 | 주식회사 포스코 | 방향성 전기강판의 자구미세화 방법과 그 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102175588B1 (ko) | 2020-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2640994C2 (ru) | Устройство для тиснения и/или перфорирования листовых материалов для табачных изделий | |
| JP5000603B2 (ja) | ナノパターン形成装置及びこれを用いたナノパターン形成方法 | |
| JP6885899B2 (ja) | 校正デバイスを備えた製品の付加製造のための装置及びこの装置の校正方法 | |
| CN101255004B (zh) | 分割脆性材料的方法和装置 | |
| KR102148383B1 (ko) | 방향성 전기강판의 자구미세화 방법과 그 장치 | |
| JP2022504853A5 (ko) | ||
| JP6223476B2 (ja) | 所定輪郭を有する板金素材の切断方法 | |
| CN104858545B (zh) | 控制激光加工机的数值控制装置 | |
| JP6255479B2 (ja) | タバコ産業で使用される機械の中を転送されるマルチセグメントロッド内の回転したセグメントの検出方法及び装置 | |
| US8374715B2 (en) | Mode based metal strip stabilizer | |
| US20170327337A1 (en) | Web caliper measurement and control system | |
| KR20140064475A (ko) | 레이저 가공 장치 | |
| CN1305632C (zh) | 卷筒纸打孔装置 | |
| JP2012500763A (ja) | デュアルインライン機械方向空気クランプおよびバックステップを備えるシート安定化装置 | |
| KR102175588B1 (ko) | 강판의 표면에 패턴을 형성하는 패턴 형성 장치 | |
| KR101892230B1 (ko) | 방향성 전기강판의 자구미세화 방법과 그 장치 | |
| JPWO2020217353A5 (ko) | ||
| JPWO2020235091A5 (ko) | ||
| KR102070726B1 (ko) | 레이저 가공 시스템 및 레이저 가공 방법 | |
| KR101424462B1 (ko) | 크롭용 측정장치 | |
| DE102014203141A1 (de) | Erfassung einer Ausbreitungsrichtung eines optischen Strahls | |
| KR20170088251A (ko) | 방향성 전기강판의 자구미세화 방법과 그 장치 | |
| JP2008012546A (ja) | レーザ加工方法、レーザ加工装置 | |
| EP3302839B1 (de) | Verfahren zum schwenkbiegen | |
| JP5311682B2 (ja) | 抜型製造用レーザー加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E90F | Notification of reason for final refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |