KR20200089663A - 내부 유체 채널 및 구형 헤드 인접 표면을 가진 절삭 공구 패스너 - Google Patents
내부 유체 채널 및 구형 헤드 인접 표면을 가진 절삭 공구 패스너 Download PDFInfo
- Publication number
- KR20200089663A KR20200089663A KR1020207013407A KR20207013407A KR20200089663A KR 20200089663 A KR20200089663 A KR 20200089663A KR 1020207013407 A KR1020207013407 A KR 1020207013407A KR 20207013407 A KR20207013407 A KR 20207013407A KR 20200089663 A KR20200089663 A KR 20200089663A
- Authority
- KR
- South Korea
- Prior art keywords
- head
- cutting tool
- fastener
- clamp
- spherical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1666—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts clamped by a clamping member acting almost perpendicularly on chip-forming plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/04—Cutting-off tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/10—Cutting tools with special provision for cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/0471—Square
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2205/00—Fixation of cutting inserts in holders
- B23B2205/04—Fixation screws, bolts or pins of particular form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2240/00—Details of connections of tools or workpieces
- B23B2240/24—Connections using hollow screws, e.g. for the transmission of coolant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2260/00—Details of constructional elements
- B23B2260/03—Clamps
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For Machine Tools (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Drilling Tools (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Milling Processes (AREA)
Abstract
Description
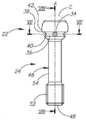
도 1은 밀봉제 리세스를 갖는 패스너의 제1 실시예를 도시한 등각도이다.
도 2는 도 1의 패스너를 도시한 측면도이다.
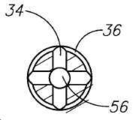
도 3은 도 2의 III-III 선을 따라 도시한 단면도이다.
도 4는 도 2의 IV-IV 선을 따라 도시한 단면도이다.
도 5는 유체 수집기를 가진 패스너의 제2 실시예를 도시한 등각도이다.
도 6은 도 5의 패스너를 도시한 측면도.
도 7은 도 6의 VII-VII 선을 따라 도시한 단면도이다.
도 8은 도 6의 VIII-VIII 선을 따라 도시한 단면도이다.
도 9는 밀봉제 리세스 및 릴리프 표면을 갖는 패스너의 제3 실시예를 도시한 등각도이다.
도 10은 도 9의 패스너를 도시한 측면도이고, 도 10a는 도 10의 일부분을 확대하여 도시한 도면이다.
도 11은 도 10의 XI-XI 선을 따라 도시한 단면도이다.
도 12는 도 10의 XII-XII 선을 따라 도시한 단면도이다.
도 13은 밀봉제 리세스를 포함하고 해칭이 제거된 도 2의 XIII-XIII 선을 따라 도시한 예시적인 단면도이다.
도 14는 도 1의 패스너 및 클램프를 포함하는 선삭 공구를 도시한 등각도이다.
도 15는 도 14의 선삭 공구를 도시한 평면도이다.
도 16은 도 15의 XVI-XVI 선을 따라 도시한 단면도이다.
도 17은 도 14의 클램프를 도시한 등각도이다.
도 18은 도 17의 클램프의 평면도이다.
도 19는 도 18의 XIX-XIX 선을 따라 도시한 단면도이다.
적절한 것으로 간주되면, 대응하거나 유사한 요소를 표시하기 위해 도면들에서 참조 번호들이 반복될 수 있다.
Claims (22)
- 회전축(A)을 가지고 2개의 절삭 공구 부재(16, 18)들 사이에 각 변위 및 피봇 회전 변위를 수용하며 상기 2개의 절삭 공구 부재들을 서로 고정하고 절삭 공구 부재들 사이에 유체 경로를 형성하도록 구성된 절삭 공구 패스너(20)로서, 상기 패스너(20)는:
유체를 방출하기 위한 적어도 하나의 헤드 개구부(34)를 가진 헤드 주변부 표면(26)을 포함하는 헤드(22); 및
헤드(22)로부터 연장되는 몸체(24)를 포함하고, 상기 몸체는:
몸체 주변부 표면(46);
헤드 개구부(34)를 통해 방출되는 유체를 수용하기 위한 몸체 개구부(50);
회전축(A)을 따라 적어도 부분적으로 연장되고 헤드 및 몸체 개구부(34, 50)와 유체 소통하는 내부 패스너 유체 채널(56); 및
유체 밀봉을 제공하도록 구성된 상부 밀봉 수단(38, 32, 33)을 포함하고, 상기 상부 밀봉 수단(38, 32, 33)은 헤드(22)에 위치하고 헤드 개구부(34) 위에서 축 방향으로 위치하며 몸체(24)로부터 떨어져 위치하고;
상기 헤드 주변부 표면(26)은 구형 헤드 인접 표면(30)을 포함하며, 구형 헤드 인접 표면의 적어도 일부분은 몸체(24)를 향하고;
상기 구형 헤드 인접 표면(30)은 바닥 구형 밀봉부 표면 구역(40)을 포함하며;
상기 헤드 개구부(34)는 구형 헤드 인접 표면(30)으로 개방되고;
상기 바닥 구형 밀봉부 표면 구역(40)은 몸체(24)와 헤드 개구부(34) 사이에 축 방향으로 위치하는 것을 특징으로 하는 패스너(20). - 제1항에 있어서,
상기 구형 헤드 인접 표면(30)은 헤드 유체 수집기(36)를 포함하고;
적어도 하나의 헤드 개구부(34)는 헤드 유체 수집기(36)를 통해 구형 헤드 인접 표면(30)에 간접적으로 개방되는 것을 특징으로 하는 패스너(20). - 제2항에 있어서,
상기 헤드 유체 수집기(36)는 헤드 주변부 표면(26) 주위에서 원주 방향으로 360도 연장되는 것을 특징으로 하는 패스너(20). - 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 적어도 하나의 헤드 개구부(34)는 상기 구형 헤드 인접 표면(30)으로 직접 개방되는 것을 특징으로 하는 패스너(20).
- 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 패스너(20)는 몸체 주변부 표면(46) 상에 형성된 수나사(52)를 포함하고 회전축(A)을 따라 연장되는 나사이며;
상기 헤드(22)는 구동 배열(44)을 가지는 것을 특징으로 하는 패스너(20). - 제5항에 있어서, 상기 패스너(20)는 회전축(A)을 따라 헤드(22)와 수나사(52) 사이에서 연장되고 나사산이 없는 넥(54)을 더 포함하는 것을 특징으로 하는 패스너(20).
- 제1항 내지 제6항 중 어느 한 항에 있어서,
상기 밀봉 수단(38, 32, 33)은 구형 헤드 인접 표면(30) 내에 형성된 상부 구형 밀봉부 표면 구역(38)을 포함하는 것을 특징으로 하는 패스너(20). - 제7항에 있어서,
헤드 주변부 표면(26)은 상기 상부 구형 밀봉부 표면 구역(38)에 연결되고 원주 방향으로 연장되며 마찰을 감소시키는 릴리프 표면(42)을 추가로 포함하고;
상기 릴리프 표면(42)은 구형 헤드 인접 표면(30)의 가상의 구형 연장부(C) 로부터 내부로 오목하게 형성되는 것을 특징으로 하는 패스너(20). - 제1항 내지 제8항 중 어느 한 항에 있어서,
상기 헤드 주변부 표면(26)은 헤드 개구부(34) 위에서 몸체(24)로부터 떨어져 위치하고 원주 방향으로 연장되며 마찰을 감소시키는 릴리프 표면(42)을 추가로 포함하고; 상기 릴리프 표면(42)은 상기 구형 헤드 인접 표면(30)의 가상의 구형 연장부(C)로부터 내부로 오목하게 형성되는 것을 특징으로 하는 패스너(20). - 제1항 내지 제9항 중 어느 한 항에 있어서,
밀봉 수단(38, 32, 33)은 헤드 주변부 표면(26) 내에 형성되고 밀봉 부재(33)를 포함하며 원주 방향으로 연장되는 밀봉제 리세스(32)를 포함하는 것을 특징으로 하는 패스너(20). - 제1항 내지 제10항 중 어느 한 항에 있어서,
상기 몸체(24)는 정확하게 단일 몸체 개구부(50)를 포함하고;
상기 헤드(22)는 정확하게 4개의 헤드 개구부(34)를 포함하는 것을 특징으로 하는 패스너(20). - 제1항 내지 제11항 중 어느 한 항에 있어서, 헤드(22)는 회전축(A)에 대해 수직인 방향으로 몸체(24)보다 넓은 것을 특징으로 하는 패스너(20).
- 절삭 공구 클램프(16)로서,
상부 클램프 단부(73)와 하부 클램프 단부(74) 사이에서 연장되는 클램프 주변부 표면(76)을 가진 기다란 기저부 부분(70)을 포함하고, 상기 기저부 부분은:
상부 클램프 단부(73)에서 클램프 주변부 표면(76)으로 개방되는 수용 리세스(77); 및
상기 수용 리세스(77)에 연결되고 바닥 클램프 단부(74)에서 개방되는 패스너 구멍(88)을 포함하고;
기다란 기저부 부분(70)으로부터 횡 방향으로 연장되고 기다란 클램핑 부분(68)을 포함하고, 상기 클램핑 부분은:
전방 클램프 단부(72); 및
수용 리세스(77)와 유체 연통하는 클램핑 부분 유입구(84) 및 전방 클램프 단부(72)에 위치한 클램핑 부분 배출구(80) 사이에서 연장되는 클램핑 부분 채널(82)을 포함하며;
상기 수용 리세스(77)는 구형 시팅 표면(92)을 포함하고;
상기 클램핑 부분 유입구(84)는 구형 시팅 표면(92)으로 개방되며;
상기 패스너 구멍(88)은 구형 시팅 표면(92)으로 개방되는 것을 특징으로 하는 절삭 공구 클램프(16). - 제13항에 있어서, 구형 시팅 표면(92) 내에 형성되고 클램핑 부분 유입구(84)와 유체 연통하며 원주 방향으로 연장되는 리세스 유체 수집기(94)를 더 포함하는 것을 특징으로 하는 절삭 공구 클램프(16).
- 제14항에 있어서,
수용 리세스(77)의 평면도에서, 클램핑 부분 유입구(84)가 중심에 위치할 때 상기 리세스 유체 수집기(94)는 원주 방향으로 180도 초과하여 연장되는 것을 특징으로 하는 절삭 공구 클램프(16). - 절삭 공구 클램핑 조립체에 있어서:
제1항 내지 제12항 중 어느 한 항에 따른 절삭 공구 패스너(20)와
제13항 내지 제15항 중 어느 한 항에 따른 절삭 공구 클램프(16)의 조합을 포함하는 것을 특징으로 하는 절삭 공구 클램핑 조립체. - 선삭 공구(10)로서,
클램프 리세스(60) 및 인서트 포켓(14)을 갖는 공구 몸체(18);
수용 리세스(77)를 갖는 절삭 공구 클램프(16);
클램프(16)에 의해 포켓(14) 내에 고정되는 선삭 인서트(12); 및
수용 리세스(77)를 점유하고 절삭 공구 클램프(16)를 공구 몸체(18)에 고정시키고 제1항 내지 제12항 중 어느 한 항을 따르는 절삭 공구 패스너(20)를 포함하는 것을 특징으로 하는 선삭 공구(10). - 유체 이송 절삭 공구 커플링(96)으로서,
제1 절삭 공구 부재(18);
구형 시팅 표면(92)을 포함하는 오목한 수용 리세스(77)를 갖는 제2 절삭 공구 부재(16); 및
상기 제2 절삭 공구 부재(16)와 상기 제1 절삭 공구 부재(18)를 서로 고정시키고 동시에 제2 절삭 공구 부재와 상기 제1 절삭 공구 부재 사이에 유체 경로를 형성하며 제1항 내지 제12항 중 어느 한 항을 따르는 패스너(20)를 포함하고;
상기 패스너(20)의 구형 헤드 인접 표면(30)은 제2 절삭 공구 부재(16)의 구형 시팅 표면(92)에 인접하며;
2개의 절삭 공구 부재(18, 16) 사이의 상대 각 위치 범위에 걸쳐서 절삭 공구 부재들이 서로 고정되고 절삭 공구 부재들 사이에 유체 경로가 형성되도록 상기 패스너 및 절삭 공구 부재가 구성되는 것을 특징으로 하는 유체 이송 절삭 공구 커플링(96). - 제18항에 있어서, 수용 리세스(77)는 리세스 유체 수집기(94)를 포함하는 것을 특징으로 하는 유체 이송 절삭 공구 커플링(96).
- 제18항 또는 제19항에 있어서, 구형 헤드 인접 표면(30)과 구형 시팅 표면(92)은 동일한 반경을 갖는 것을 특징으로 하는 유체 이송 절삭 공구 커플링(96).
- 선삭 공구(10)로서:
클램프 리세스(60) 및 인서트 포켓(14)을 갖는 공구 몸체(18);
클램프 리세스(60)를 점유하고 제13항 내지 제15항 중 어느 한 항에 따른 절삭 공구 클램프(16):
클램프(16)에 의해 포켓(14) 내에 고정되는 선삭 인서트(12); 및
클램프의 수용 리세스(77)를 점유하고 클램프(16)를 공구 몸체(18)에 고정시키는 절삭 공구 패스너(20)를 포함하는 것을 특징으로 하는 선삭 공구(10). - 선삭 공구(10)로서:
클램프 리세스(60) 및 인서트 포켓(14)을 갖는 공구 몸체(18);
제1항 내지 제12항 중 어느 한 항에 따른 절삭 공구 패스너(20);
상기 클램프 리세스(60)를 점유하고 제13항 내지 제15항 중 어느 한 항에 따른 절삭 공구 클램프(16); 및
절삭 공구 클램프(16)에 의해 인서트 포켓(14) 내에 고정되는 선삭 인서트(12)를 포함하고;
상기 절삭 공구 패스너(20)는 클램프의 수용 리세스(77)를 점유하고 클램프(16)를 공구 몸체(18)에 고정하며;
구형 헤드 인접 표면(30)은 구형 시팅 표면(92) 상에 배열되고;
구형 시팅 표면(92)과 구면 헤드 인접 표면(30)은 동일한 반경을 가지며;
패스너 구멍(88)의 구형 헤드 인접 표면(30), 구형 시팅 표면(92)과 변위 영역(90)은 패스너(20)와 클램프(16) 사이의 각 변위를 허용하여 볼-소켓 조인트를 형성하는 것을 특징으로 하는 선삭 공구(10).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762591875P | 2017-11-29 | 2017-11-29 | |
| US62/591,875 | 2017-11-29 | ||
| PCT/IL2018/051289 WO2019106661A1 (en) | 2017-11-29 | 2018-11-27 | Cutting tool fastener having internal fluid channel and spherical head abutment surface |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200089663A true KR20200089663A (ko) | 2020-07-27 |
| KR102507629B1 KR102507629B1 (ko) | 2023-03-08 |
Family
ID=64901621
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207013407A Active KR102507629B1 (ko) | 2017-11-29 | 2018-11-27 | 내부 유체 채널 및 구형 헤드 인접 표면을 가진 절삭 공구 패스너 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US10730115B2 (ko) |
| EP (1) | EP3717157B1 (ko) |
| JP (1) | JP7161528B2 (ko) |
| KR (1) | KR102507629B1 (ko) |
| CN (1) | CN111417478B (ko) |
| BR (1) | BR112020010288B8 (ko) |
| CA (1) | CA3083211A1 (ko) |
| ES (1) | ES2925802T3 (ko) |
| IL (1) | IL274243B2 (ko) |
| PL (1) | PL3717157T3 (ko) |
| PT (1) | PT3717157T (ko) |
| TW (1) | TWI772563B (ko) |
| WO (1) | WO2019106661A1 (ko) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12350778B2 (en) * | 2019-08-29 | 2025-07-08 | Kyocera Corporation | Cutting tool, cutting structure, data collection system, and cutting tool holder |
| EP3868500B1 (en) * | 2020-02-20 | 2024-07-17 | Walter Ag | Turning tool |
| EP3903973B1 (en) * | 2020-04-27 | 2022-12-21 | Seco Tools Ab | Metal cutting tool with nozzle for providing coolant fluid to a cutting edge |
| EP4011530B1 (en) * | 2020-12-09 | 2024-05-01 | Ceratizit Luxembourg Sàrl | Clamping device and cutting tool |
| US12179276B2 (en) * | 2021-01-20 | 2024-12-31 | Iscar, Ltd. | Rotary cutting tool having an energy harvesting arrangement |
| JP7004107B1 (ja) * | 2021-07-02 | 2022-01-21 | 株式会社タンガロイ | ホルダおよび切削工具 |
| US12138693B2 (en) | 2021-08-17 | 2024-11-12 | Kennametal Inc. | Clamping tool holder |
| US12202050B2 (en) | 2021-12-29 | 2025-01-21 | Kennametal Inc. | Turning toolholder with enhanced coolant delivery system |
| JPWO2024202343A1 (ko) | 2023-03-30 | 2024-10-03 | ||
| JP7393747B1 (ja) | 2023-10-06 | 2023-12-07 | 株式会社タンガロイ | 固定部材及び切削工具 |
| JP7420311B1 (ja) | 2023-10-06 | 2024-01-23 | 株式会社タンガロイ | 固定部材及び切削工具 |
| EP4574317A1 (en) | 2023-12-21 | 2025-06-25 | AB Sandvik Coromant | A turning tool for metal cutting |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070283794A1 (en) * | 2006-06-13 | 2007-12-13 | Giannetti Enrico R | Machine tool holder having internal coolant supply and cutter retaining and coolant distribution cutter insert retaining clamp assembly |
| JP2013538703A (ja) * | 2010-10-08 | 2013-10-17 | ティーディーワイ・インダストリーズ・エルエルシー | クーラントシステムおよび締結具を用いた切削工具 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3946473A (en) | 1974-04-15 | 1976-03-30 | Ex-Cello-O Corporation | Cutting tools |
| JPS581282B2 (ja) * | 1977-03-19 | 1983-01-11 | 三菱マテリアル株式会社 | クランプ機構 |
| JPS5848282B2 (ja) * | 1977-05-14 | 1983-10-27 | 三菱マテリアル株式会社 | クランプ装置 |
| AT366306B (de) * | 1980-04-04 | 1982-04-13 | Plansee Metallwerk | Schneidwerkzeug |
| MX9205453A (es) * | 1992-09-25 | 1994-05-31 | Kennametal Inc | Portaherramientas para romper astillas con tapa deorificio ajustable. |
| US6957933B2 (en) * | 2003-05-30 | 2005-10-25 | Siderca S.A.I.C. | Threading insert with cooling channels |
| US7273331B2 (en) * | 2004-12-29 | 2007-09-25 | Giannetti Enrico R | Boring bar having internal coolant supply |
| DE102005031683A1 (de) | 2005-07-05 | 2007-01-25 | Dihart Ag | Maschinenwerkzeug |
| US20070286689A1 (en) * | 2006-06-13 | 2007-12-13 | Giannetti Enrico R | Boring bar having internal coolant supply and cutter retaining nozzle |
| IL178377A (en) * | 2006-09-28 | 2010-06-30 | Iscar Ltd | Cutting tool and cutting tool fastened by its external clamp |
| SE533017C2 (sv) * | 2009-02-20 | 2010-06-08 | Seco Tools Ab | Skärverktyg och skär med fluidströmningsstrukturer |
| US8827599B2 (en) * | 2010-09-02 | 2014-09-09 | Kennametal Inc. | Cutting insert assembly and components thereof |
| US8734062B2 (en) * | 2010-09-02 | 2014-05-27 | Kennametal Inc. | Cutting insert assembly and components thereof |
| US8388268B2 (en) * | 2011-03-07 | 2013-03-05 | Kennametal Inc. | Cutting assembly |
| US8827598B2 (en) * | 2011-11-22 | 2014-09-09 | Kennametal Inc. | Cutting assembly with enhanced coolant delivery |
| US8696259B2 (en) * | 2012-02-02 | 2014-04-15 | Iscar, Ltd. | Tool holder having set screw for clamping a cutting insert therein |
| US8826786B2 (en) * | 2012-02-23 | 2014-09-09 | Iscar, Ltd. | Cutting tool with internal fluid delivery system |
| EP2703104B1 (en) * | 2012-08-29 | 2015-07-08 | Sandvik Intellectual Property AB | Holder assembly for a cutting tool insert |
| US8985913B2 (en) * | 2012-11-13 | 2015-03-24 | Iscar, Ltd. | Cutting tool holder with internal coolant passage having a compressible member |
| DE102013111852B4 (de) | 2012-11-16 | 2020-09-03 | Kennametal Inc. | Schneidbaugruppe |
| US20140270999A1 (en) | 2013-03-16 | 2014-09-18 | Hsien-Jen Huang | Coolant delivery device for cutting tools |
| JP5788581B1 (ja) * | 2014-10-26 | 2015-09-30 | 株式会社城北工範製作所 | 球体形状を先端が円錐溝の逆センターで保持する芯出し方法。 |
| US10596634B2 (en) * | 2015-06-30 | 2020-03-24 | Seco Tools Ab | Cutting tool with a nozzle with a coolant channel |
| KR101918535B1 (ko) * | 2017-05-16 | 2018-11-14 | 한국야금 주식회사 | 절삭 인서트 냉각 장치 |
| US10300532B2 (en) * | 2017-06-26 | 2019-05-28 | Kennametal Inc. | Clamp for tool holder |
-
2018
- 2018-11-19 US US16/194,645 patent/US10730115B2/en active Active
- 2018-11-27 CA CA3083211A patent/CA3083211A1/en active Pending
- 2018-11-27 BR BR112020010288A patent/BR112020010288B8/pt active Search and Examination
- 2018-11-27 WO PCT/IL2018/051289 patent/WO2019106661A1/en not_active Ceased
- 2018-11-27 ES ES18827257T patent/ES2925802T3/es active Active
- 2018-11-27 JP JP2020522958A patent/JP7161528B2/ja active Active
- 2018-11-27 PT PT188272579T patent/PT3717157T/pt unknown
- 2018-11-27 KR KR1020207013407A patent/KR102507629B1/ko active Active
- 2018-11-27 PL PL18827257.9T patent/PL3717157T3/pl unknown
- 2018-11-27 CN CN201880077149.6A patent/CN111417478B/zh active Active
- 2018-11-27 EP EP18827257.9A patent/EP3717157B1/en active Active
- 2018-11-27 TW TW107142160A patent/TWI772563B/zh active
-
2020
- 2020-04-26 IL IL274243A patent/IL274243B2/en unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070283794A1 (en) * | 2006-06-13 | 2007-12-13 | Giannetti Enrico R | Machine tool holder having internal coolant supply and cutter retaining and coolant distribution cutter insert retaining clamp assembly |
| JP2013538703A (ja) * | 2010-10-08 | 2013-10-17 | ティーディーワイ・インダストリーズ・エルエルシー | クーラントシステムおよび締結具を用いた切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019106661A1 (en) | 2019-06-06 |
| US20190160549A1 (en) | 2019-05-30 |
| CA3083211A1 (en) | 2019-06-06 |
| JP2021504152A (ja) | 2021-02-15 |
| ES2925802T3 (es) | 2022-10-19 |
| TWI772563B (zh) | 2022-08-01 |
| BR112020010288B1 (pt) | 2023-03-28 |
| IL274243B1 (en) | 2023-01-01 |
| PL3717157T3 (pl) | 2022-09-26 |
| BR112020010288B8 (pt) | 2023-11-14 |
| PT3717157T (pt) | 2022-08-09 |
| KR102507629B1 (ko) | 2023-03-08 |
| CN111417478A (zh) | 2020-07-14 |
| CN111417478B (zh) | 2023-03-21 |
| US10730115B2 (en) | 2020-08-04 |
| BR112020010288A2 (pt) | 2020-11-17 |
| IL274243A (en) | 2020-06-30 |
| JP7161528B2 (ja) | 2022-10-26 |
| RU2020112994A (ru) | 2021-12-29 |
| EP3717157A1 (en) | 2020-10-07 |
| EP3717157B1 (en) | 2022-05-25 |
| IL274243B2 (en) | 2023-05-01 |
| TW201924816A (zh) | 2019-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200089663A (ko) | 내부 유체 채널 및 구형 헤드 인접 표면을 가진 절삭 공구 패스너 | |
| EP2398613B1 (en) | Cutting tool and cutting insert with fluid flow structures | |
| US10029312B2 (en) | Coupling for a cooling system in a cutting tool and a blade | |
| JP6200960B2 (ja) | 圧縮性部材を有する内部クーラント通路を備えた切削工具ホルダ | |
| US20080166197A1 (en) | Drill plate with a clamping attachment in a base body | |
| US7758286B2 (en) | Insert-indexable tool | |
| FI3693110T3 (fi) | Työkalujärjestelmä | |
| US20160067786A1 (en) | Toolholder with clamp having fluid flow passages, and tool including such a toolholder | |
| CN102261488B (zh) | 球阀座密封件 | |
| US10335862B2 (en) | Tool body and a turning tool for grooving operations | |
| US11413696B2 (en) | Indexable cutting tool | |
| RU2776387C2 (ru) | Крепежный элемент режущего инструмента, имеющий внутренний канал для текучей среды и сферическую упорную поверхность головки | |
| CN115614568B (zh) | 被安装部的安装构造及软管配管的端部的凸缘头的安装构造 | |
| US11338314B2 (en) | Nozzle device and nozzle unit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-3-3-R10-R17-oth-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 4 |