KR20200097080A - 프레임 용접용 지그 - Google Patents
프레임 용접용 지그 Download PDFInfo
- Publication number
- KR20200097080A KR20200097080A KR1020190014385A KR20190014385A KR20200097080A KR 20200097080 A KR20200097080 A KR 20200097080A KR 1020190014385 A KR1020190014385 A KR 1020190014385A KR 20190014385 A KR20190014385 A KR 20190014385A KR 20200097080 A KR20200097080 A KR 20200097080A
- Authority
- KR
- South Korea
- Prior art keywords
- welding
- frame
- plate
- present
- fixing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
- B23K37/0443—Jigs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/0461—Welding tables
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
Description
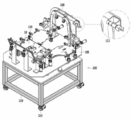
도 2는 본 발명의 프레임 용접용 지그의 측면도.
도 3은 본 발명의 플레이트와 용접프레임의 분해사시도.
도 4는 본 발명의 회전테이블을 나타낸 사시도.
도 5는 도 4에 도시된 회전테이블을 나타낸 분해사시도.
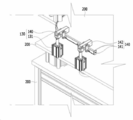
도 6은 본 발명의 클램프를 나타낸 사시도.
도 7은 본 발명의 용접장치의 용접로봇을 나타낸 예시도.
도 8은 본 발명의 용접장치의 회전지지체를 나타낸 예시도.
100: 플레이트 110: 고정판
111: 수평유지장치 112: 비젼센서
120: 측판 130: 클램프
131: 결합체 140: 고정장치
141: 안착부 142: 고정부
200: 회전테이블 210: 지지대
211: 수직부재 212: 수평부재
213: 상판 214: 회전모터
215: 이동장치 216: 고정체
220: 안착장치 221: 안착판
222: 서포터 230: 회전장치
231: 회전체 232: 결합판
300: 용접장치 310: 용접로봇
311: 플랜지 312: 로봇암
313: 용접용 토치 314: 추적센서
320: 고정축 330: 회전지지체
340: 구동모터
Claims (5)
- 용접에 의하여 결합되는 용접프레임(10);,
상기 용접프레임(10)을 고정하는 플레이트(100);,
동력에 의하여 상기 플레이트(100)를 회전시키는 회전테이블(200);를 포함하는 프레임 용접용 지그.
- 청구항 1에 있어서,
상기 회전테이블(200)에 형성되며, 상기 플레이트(100)가 안착되는 안착장치(220);,
상기 안착장치(220)의 내측에 형성되며, 상기 플레이트(100)를 회전시키는 회전장치(230);를 포함하는 프레임 용접용 지그.
- 청구항 1에 있어서,
상기 플레이트(100)에 형성되며, 상기 회전테이블(200)에 결합되는 고정판(110);,
상기 용접프레임(10)의 양단부에 형성되는 측판(120);을 포함하는 프레임 용접용 지그.
- 청구항 1에 있어서,
상기 플레이트(100)에 형성되며, 상기 용접프레임(10)의 외측을 고정하는 다수의 클램프(130);를 포함하는 프레임 용접용 지그.
- 청구항 2에 있어서
상기 플레이트(100)의 외측에 형성되며, 다수로 분리된 상기 용접프레임(10)을 용접하는 용접장치(300);를 포함하는 프레임 용접용 지그.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190014385A KR102196606B1 (ko) | 2019-02-07 | 2019-02-07 | 프레임 용접용 지그 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190014385A KR102196606B1 (ko) | 2019-02-07 | 2019-02-07 | 프레임 용접용 지그 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200097080A true KR20200097080A (ko) | 2020-08-18 |
| KR102196606B1 KR102196606B1 (ko) | 2020-12-30 |
Family
ID=72265641
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190014385A Active KR102196606B1 (ko) | 2019-02-07 | 2019-02-07 | 프레임 용접용 지그 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102196606B1 (ko) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102229338B1 (ko) * | 2020-11-09 | 2021-03-18 | 나이스레이저(주) | 용접용 클램프 |
| CN116475676A (zh) * | 2023-06-21 | 2023-07-25 | 山东博奥电气有限公司 | 一种低压配电柜加工用焊接夹具 |
| KR20240090038A (ko) * | 2022-12-12 | 2024-06-21 | 주식회사화신 | 용접용 지그장치 |
| KR102902031B1 (ko) * | 2025-09-18 | 2025-12-24 | 주식회사 케이제이 | 자동화 장비 프레임 제작용 정반 및 고정장치 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20020090559A (ko) * | 2001-05-28 | 2002-12-05 | 현대자동차주식회사 | 차체조립용 용접지그 장치 |
| KR20100066186A (ko) * | 2008-12-09 | 2010-06-17 | 주식회사 성우하이텍 | 용접용 지그장치 |
| KR20110085087A (ko) | 2010-01-19 | 2011-07-27 | 주식회사 신영 | 벤딩 기능을 갖는 차량 프레임 용접용 지그장치 |
| KR20130002370U (ko) | 2011-10-11 | 2013-04-19 | 현대중공업 주식회사 | 용접용 가이드지그 |
| KR20140036286A (ko) * | 2014-02-14 | 2014-03-25 | 주식회사 티엠씨 | 액화천연가스 저장탱크의 방벽용 헤비 스틸 코너의 자동 용접 테이블 장치 및 헤비 스틸 코너의 제조 방법 |
| KR101397163B1 (ko) | 2011-04-06 | 2014-05-19 | 주식회사 영풍기계 | 자동용접용 지그 |
| JP2014223717A (ja) * | 2013-04-15 | 2014-12-04 | 滋 林 | ワーク把持装置 |
| KR101626595B1 (ko) | 2015-09-15 | 2016-06-03 | (주)동국메카트로닉스 | 마스크 프레임 용접용 지그 및 이를 이용한 마스크 프레임 제조방법 |
-
2019
- 2019-02-07 KR KR1020190014385A patent/KR102196606B1/ko active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20020090559A (ko) * | 2001-05-28 | 2002-12-05 | 현대자동차주식회사 | 차체조립용 용접지그 장치 |
| KR20100066186A (ko) * | 2008-12-09 | 2010-06-17 | 주식회사 성우하이텍 | 용접용 지그장치 |
| KR20110085087A (ko) | 2010-01-19 | 2011-07-27 | 주식회사 신영 | 벤딩 기능을 갖는 차량 프레임 용접용 지그장치 |
| KR101397163B1 (ko) | 2011-04-06 | 2014-05-19 | 주식회사 영풍기계 | 자동용접용 지그 |
| KR20130002370U (ko) | 2011-10-11 | 2013-04-19 | 현대중공업 주식회사 | 용접용 가이드지그 |
| JP2014223717A (ja) * | 2013-04-15 | 2014-12-04 | 滋 林 | ワーク把持装置 |
| KR20140036286A (ko) * | 2014-02-14 | 2014-03-25 | 주식회사 티엠씨 | 액화천연가스 저장탱크의 방벽용 헤비 스틸 코너의 자동 용접 테이블 장치 및 헤비 스틸 코너의 제조 방법 |
| KR101626595B1 (ko) | 2015-09-15 | 2016-06-03 | (주)동국메카트로닉스 | 마스크 프레임 용접용 지그 및 이를 이용한 마스크 프레임 제조방법 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102229338B1 (ko) * | 2020-11-09 | 2021-03-18 | 나이스레이저(주) | 용접용 클램프 |
| KR20240090038A (ko) * | 2022-12-12 | 2024-06-21 | 주식회사화신 | 용접용 지그장치 |
| CN116475676A (zh) * | 2023-06-21 | 2023-07-25 | 山东博奥电气有限公司 | 一种低压配电柜加工用焊接夹具 |
| CN116475676B (zh) * | 2023-06-21 | 2023-09-01 | 山东博奥电气有限公司 | 一种低压配电柜加工用焊接夹具 |
| KR102902031B1 (ko) * | 2025-09-18 | 2025-12-24 | 주식회사 케이제이 | 자동화 장비 프레임 제작용 정반 및 고정장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102196606B1 (ko) | 2020-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102196606B1 (ko) | 프레임 용접용 지그 | |
| KR100979651B1 (ko) | 용접용 지그장치 | |
| US20230031507A1 (en) | Roof laser brazing system | |
| US10265793B2 (en) | Side panel home-positioning jig for roof laser-brazing system | |
| JPH0344472Y2 (ko) | ||
| JP3666658B2 (ja) | 車両のラジエータモジュールの組付け方法及びその組付け装置 | |
| CN211728051U (zh) | 一种汽车后桥焊接夹具 | |
| CN208083754U (zh) | 一种汽车门环加工定位工装 | |
| KR101372611B1 (ko) | 차량 프레임 제작용 지그장치 | |
| KR20210136260A (ko) | 밸브조립용 테이블장치 | |
| CN114378465B (zh) | 铁路车辆的车顶结构体用夹具及包含上述夹具的焊接系统 | |
| CN110732812A (zh) | 四轴车桥直环缝焊装置 | |
| CN211219437U (zh) | 一种双工位焊接变位设备 | |
| CN119369015A (zh) | 钢构件焊接用辅助装置及高精度焊接方法 | |
| CN118218757A (zh) | 一种焊接设备 | |
| CN218362865U (zh) | 一种合金钢管板制造用焊接装置 | |
| KR20100098062A (ko) | 굴곡 파이프용 고정장치 | |
| KR101817166B1 (ko) | 해머링 기능을 갖는 레이저 웰더 | |
| CN213592801U (zh) | 一种在位检测的测试工作台 | |
| JPH06155190A (ja) | ワーク取付け装置 | |
| CN212496139U (zh) | 一种焊接搬运一体的焊枪装置 | |
| KR100515402B1 (ko) | 알루미늄 진공 체임버 측판용 자동 엠아이지용접 시스템 | |
| JP3482636B2 (ja) | シーム溶接線自動倣い装置のハンドリング治具 | |
| CN215146118U (zh) | 一种汽车焊装装配夹具组件辅助装置 | |
| CN114083183A (zh) | 一种翻转焊接平台 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E90F | Notification of reason for final refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 6 |