KR20200099544A - 파스너 공급 헤드 및 파스너 설치 장치 - Google Patents
파스너 공급 헤드 및 파스너 설치 장치 Download PDFInfo
- Publication number
- KR20200099544A KR20200099544A KR1020207018888A KR20207018888A KR20200099544A KR 20200099544 A KR20200099544 A KR 20200099544A KR 1020207018888 A KR1020207018888 A KR 1020207018888A KR 20207018888 A KR20207018888 A KR 20207018888A KR 20200099544 A KR20200099544 A KR 20200099544A
- Authority
- KR
- South Korea
- Prior art keywords
- fastener
- carriage
- chute
- head
- detents
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009434 installation Methods 0.000 title claims abstract description 41
- 238000011144 upstream manufacturing Methods 0.000 claims abstract description 30
- 238000006243 chemical reaction Methods 0.000 claims description 20
- 238000000034 method Methods 0.000 claims 18
- 239000000853 adhesive Substances 0.000 description 10
- 230000006835 compression Effects 0.000 description 6
- 238000007906 compression Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000000295 complement effect Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000002146 bilateral effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 238000011900 installation process Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000002459 sustained effect Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
- B23P19/004—Feeding the articles from hoppers to machines or dispensers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
- B23P19/006—Holding or positioning the article in front of the applying tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/06—Screw or nut setting or loosening machines
- B23P19/062—Pierce nut setting machines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Slide Fasteners (AREA)
- Portable Nailing Machines And Staplers (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Description
도 2는 도 3의 선 2-2를 따라 취한 단면도이다.
도 3은 도 1에 도시된 파스너 설치 장치의 정면도이다.
도 4는 도 1에 도시된 파스너 설치 장치의 평면도이다.
도 5a는 캐리지 하우징이 제거된 도 1에 도시된 파스너 공급 헤드의 부분 사시도이다.
도 5b는 캐리지 하우징이 제거된 다른 실시 예에 따른 파스너 공급 헤드의 부분 사시도이다.
도 6은 도 1에 도시된 파스너 공급 헤드의 캐리지 및 슈트의 분해 사시도이다.
도 7a 내지 도 7e는 도 1에 도시된 파스너 공급 헤드의 왕복 운동 및 공급 사이클의 개략도이다.
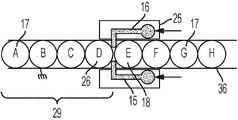
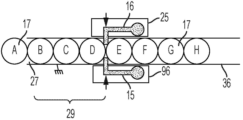
도 8a는 도 5a에 도시된 실시 예에 따른 멈춤쇠에 맞물리는 일련의 파스너들의 평면도이다.
도 8b는 도 5b에 도시된 실시 예에 따른 멈춤쇠에 맞물리는 일련의 파스너들의 평면도이다.
도 9는 도 5a에 도시된 실시 예에 따른 멈춤쇠에 맞물리는 일련의 파스너들의 저면도이다.
도 10은 도 1에 도시된 장치를 사용하여 설치될 수 있는 자체-부착 볼 스터드 파스너의 측면도이다.
도 11a는 도 5a에 도시된 실시 예에 따른 제1 멈춤쇠 및 나선형 압축 스프링의 사시도이다.
도 11b는 도 5b에 도시된 실시 예에 따른 제1 멈춤쇠 및 나선형 압축 스프링의 사시도이다.
Claims (20)
- 공급 호퍼로부터 설치 헤드까지 파스너들을 전진시키기 위한 파스너 공급 헤드로서,
상류 구역 및 하류 구역을 가지며, 공급 축선을 따라 공급 통로를 형성하는 슈트 - 여기서 상기 공급 통로는 슈트 입구로부터 상기 파스너 설치 헤드에 연결된 슈트 출구까지 파스너들을 지지하고 안내함;
상기 슈트 상의 후퇴 위치와 공급 위치 사이에서 움직일 수 있는 캐리지; 및
상기 캐리지에 피봇 가능하게 부착된 제1 및 제2 대향 멈춤쇠;
를 포함하며,
상기 캐리지는 상기 상류 구역의 파스너들의 큐로부터 상기 하류 구역의 파스너들의 큐까지 미리 결정된 개수의 파스너를 주기적으로 전진시키며, 이 전진은 상기 캐리지가 상기 공급 위치로부터 상기 후퇴 위치로 후퇴하고; 상기 상류 큐 내의 선두 파스너를 상기 멈춤쇠들과 인접시키고; 및 상기 캐리지가 상기 공급 위치에 도달할 때까지 상기 멈춤쇠들로 상기 선두 파스너를 구동하여 이루어지는, 파스너 공급 헤드. - 제 1 항에 있어서,
상기 캐리지가 상기 공급 위치로부터 상기 후퇴 위치로의 이동을 개시할 때 상기 멈춤쇠들은 벌어져 개방되고;
상기 캐리지가 상기 후퇴 위치에 도달할 때 상기 멈춤쇠들은 상기 선두 파스너와 제2 상류 파스너를 조밀하게 중개하는, 파스너 공급 헤드. - 제 2 항에 있어서,
상기 캐리지에 부착된 제1 및 제2 대향 반응 바; 및
상기 슈트를 향해 각각의 멈춤쇠를 편향시키기 위해 제1 및 제2 멈춤쇠 각가과 제1 및 제2 반응 바 각각의 사이에 각각 배치된 스프링;
을 추가로 포함하는, 파스너 공급 헤드. - 제 3 항에 있어서,
상기 캐리지는 슬라이드 기구에 의해 상기 슈트에 움직일 수 있게 부착되며,
상기 슈트는 각각 세장형 바디 슬롯을 갖는 제1 및 제2 대향 측벽을 포함하는, 파스너 공급 헤드. - 제 4 항에 있어서,
각각의 멈춤쇠는 일 단부에 힌지를 포함하고, 각각의 멈춤쇠는 타 단부에 상기 바디 슬롯들 중 하나를 통해 상기 공급 통로 내로 연장되는 바디 인덱싱 돌출부를 포함하는, 파스너 공급 헤드. - 제 5 항에 있어서,
상기 슈트의 각각의 측벽은 상기 바디 슬롯에 평행한 세장형 헤드 슬롯을 포함하고,
각각의 멈춤쇠는 상기 헤드 슬롯들 중 하나를 통해 상기 공급 통로 내로 연장되는 헤드 인덱싱 돌출부를 포함하는, 파스너 공급 헤드. - 제 6 항에 있어서,
각각의 멈춤쇠는 멈춤쇠 암을 가지며, 상기 멈춤쇠 암은 상기 스프링들 중 하나의 일부와 맞물리는 리시버와 힌지 보어를 가지는, 파스너 공급 헤드. - 제 7 항에 있어서,
각각의 바디 인덱싱 돌출부는 각도 후퇴 모따기 및 각도 접촉면을 가지는, 파스너 공급 헤드. - 제 2 항에 있어서,
왕복 운동 캠, 상기 캐리지 상의 협력하는 캠 종동자, 및 상기 캐리지를 상기 공급 위치를 향해 편향시키는 전진 스프링을 포함하고,
상기 캠은 후퇴 스트로크 동안 상기 캐리지를 상기 후퇴 위치로 구동하고, 상기 캠은 공급 스트로크 동안 상기 캐리지가 공급 위치를 향해 이동하게 하는, 파스너 공급 헤드. - 제 9 항에 있어서,
상기 수동 후퇴 기구는 상기 슈트에 고정된 앵커 블록과 후퇴 샤프트를 포함하고,
상기 전진 스프링은 상기 샤프트를 둘러싸고 상기 앵커 블록에 대해 안착되는, 파스너 공급 헤드. - 제 10 항에 있어서,
상기 파스너 공급 헤드는,
먼저 상기 캐리지가 상기 후퇴 위치에 도달할 때까지 상기 전진 스프링의 편향력에 대항해 상기 후퇴 샤프트를 후퇴시킨 다음, 상기 전진 스프링의 편향력에 대항하지 않도록 상기 후퇴 샤프트를 해제하여, 상기 공급 방향으로 파스너를 전진시키는, 파스너 공급 헤드. - 제 9 항에 있어서,
상기 캠 종동자는 상기 공급 축선에 수직인 상기 캐리지에 제거 가능하게 부착된 원통형 핀을 포함하는, 파스너 공급 헤드. - 제 12 항에 있어서,
상기 캐리지는 상기 캠이 상기 캠 종동자와 접촉할 때 상기 캠과 상기 캐리지 사이의 접촉을 방지하는 캠 릴리프 부분을 포함하는, 파스너 공급 헤드. - 제 13 항에 있어서,
상기 캠은 상기 캐리지의 캠 릴리프 부분에서 상기 캠 종동자와 접촉하는, 파스너 공급 헤드. - 제 4 항에 있어서,
상기 슬라이드 기구는 상기 슈트에 동축으로(co-axially) 연결된 베어링 레일을 포함하는, 파스너 공급 헤드. - 제 15 항에 있어서,
상기 슬라이드 기구는 상기 베어링 레일과 맞물린 슬라이더 블록을 포함하는, 파스너 공급 헤드. - 제 2 항에 있어서,
상기 멈춤쇠는 상기 슈트의 대향 측면들 상에 대칭으로 배열되고, 상기 공급 축선의 대향 측면들 상에서 파스너와 접촉하는, 파스너 공급 헤드. - 제 17 항에 있어서,
멈춤쇠들 각각은 상기 파스너의 중심 축선을 따라 이격된 위치에서 상기 파스너와 접촉하는 복수의 돌출부를 포함하는, 파스너 공급 헤드. - 제 18 항에 있어서,
상기 멈춤쇠들이 선두 파스너를 상기 상류 구역으로부터 상기 하류 구역으로 구동시키면서 상기 선두 파스너를 실질적으로 회전시키지 않도록, 상기 돌출부들은 균등하게 이격되어 있는, 파스너 공급 헤드. - 파스너 설치 장치로서,
(a) 파스너 설치 헤드; 및
(b) 공급 호퍼로부터 상기 파스너 설치 헤드까지 파스너들을 전진시키기 위한 공급 헤드를 포함하고,
상기 공급 헤드는:
(i) 상류 영역, 하류 영역, 및 공급 축선을 따르는 공급 통로를 가지는 슈트 - 여기서 상기 공급 통로는 슈트 입구로부터 상기 파스너 설치 헤드에 연결된 슈트 출구까지 상기 파스너들을 지지 및 안내함;
(ⅱ) 상기 슈트 상의 후퇴 위치와 공급 위치 사이에서 움직일 수 있는 캐리지; 및
(ⅲ) 상기 캐리지에 피봇 가능하게 부착된 제1 및 제2 대향 멈춤쇠;
를 포함하며,
상기 캐리지는 큐로부터 미리 결정된 수의 파스너를 주기적으로 전진시키며, 이 전진은, 상기 공급 위치로부터 상기 후퇴 위치까지 후퇴하고; 상기 상류 큐 내의 선두 파스너를 상기 멈춤쇠들과 인접시키며; 및 상기 캐리지가 상기 공급 위치에 도달할 때까지 상기 멈춤쇠들로 상기 선두 파스너를 구동하여 이루어지는, 파스너 설치 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/849,638 US11000926B2 (en) | 2017-12-20 | 2017-12-20 | Fastener feed head |
| US15/849,638 | 2017-12-20 | ||
| PCT/US2018/065926 WO2019125991A2 (en) | 2017-12-20 | 2018-12-17 | Fastener feed head |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200099544A true KR20200099544A (ko) | 2020-08-24 |
| KR102590623B1 KR102590623B1 (ko) | 2023-10-17 |
Family
ID=66814072
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207018888A Active KR102590623B1 (ko) | 2017-12-20 | 2018-12-17 | 파스너 공급 헤드 및 파스너 설치 장치 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11000926B2 (ko) |
| EP (1) | EP3727742A4 (ko) |
| JP (1) | JP7311516B2 (ko) |
| KR (1) | KR102590623B1 (ko) |
| CN (1) | CN111655423B (ko) |
| TW (1) | TWI771547B (ko) |
| WO (1) | WO2019125991A2 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180038438A (ko) * | 2015-06-03 | 2018-04-16 | 아르놀트 움포름테히닉 게엠베하 운트 콤파니 카게 | 연결 요소들을 배치하기 위한 장치 및 방법 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100698701B1 (ko) * | 2006-03-28 | 2007-03-23 | 삼성에스디아이 주식회사 | 유기전계발광 표시장치 및 그의 구동방법 |
| GB2569126A (en) | 2017-12-05 | 2019-06-12 | Atlas Copco Ias Uk Ltd | Fastener magazines, and related supply systems and methods |
| GB2569122A (en) | 2017-12-05 | 2019-06-12 | Atlas Copco Ias Uk Ltd | Fastener handling devices for fastener setting machines, and related methods |
| GB2569127A (en) * | 2017-12-05 | 2019-06-12 | Atlas Copco Ias Uk Ltd | Nose arrangements for fastener setting machines, and related methods |
| CN113829033B (zh) * | 2021-10-26 | 2024-06-14 | 苏州科米隆机电有限公司 | 扭簧安装机构及其控制方法 |
| TWI841303B (zh) * | 2023-03-17 | 2024-05-01 | 安拓實業股份有限公司 | 具內螺紋的予嵌式螺帽成型方法及其裝置 |
| CN118204757B (zh) * | 2024-04-23 | 2025-11-04 | 捷普电子(广州)有限公司 | 螺丝供料系统 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4442965A (en) * | 1981-04-20 | 1984-04-17 | Leistner H E | Nail feed mechanism |
| WO1993019889A1 (de) * | 1992-04-03 | 1993-10-14 | Luckhardt, Christof | Zuführvorrichtung zum zuführen von fügeteilen |
| US5339983A (en) * | 1993-05-18 | 1994-08-23 | Multifastener Corporation | Dual pawl spool feeder |
| US6405915B1 (en) * | 2000-06-29 | 2002-06-18 | Tyco Electronics Corporation | Feed mechanism for a machine |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3089360A (en) | 1957-03-25 | 1963-05-14 | Multifastener Corp | Feed head |
| US3114477A (en) | 1961-06-19 | 1963-12-17 | Paul H Dixon | Mechanism for handling workpieces |
| US3405436A (en) | 1964-11-13 | 1968-10-15 | Albert C. Koett | Method of and apparatus for securing fastener means |
| DE1482662A1 (de) * | 1965-11-15 | 1969-04-03 | Schmalbach Lubeca | Vorrichtung zum Aufziehen elastischer Ringe auf Behaelterteile |
| US3942235A (en) | 1975-05-05 | 1976-03-09 | Multifastener Corporation | Fastener installation head |
| US4003417A (en) | 1975-07-28 | 1977-01-18 | Leroy Cornwell | Self locking and unlocking clamp for automatic fastener driving tools |
| US4530446A (en) * | 1981-09-28 | 1985-07-23 | Dixon Automatic Tool, Inc. | Machine for handling parts |
| US4485952A (en) * | 1982-06-03 | 1984-12-04 | Power-Line Fastener Systems, Inc. | Shiftable magazine clip feed for fastener driving tools |
| US4551913A (en) | 1983-06-07 | 1985-11-12 | Zenith Electronics Corporation | Component delivery system |
| DE3542702C2 (de) | 1984-12-04 | 1996-10-31 | Max Co Ltd | Vorrichtungen zum Ausrichten und Zuführen von Schrauben sowie Vorrichtungen zum Anziehen von Schrauben |
| US5273200A (en) * | 1990-08-13 | 1993-12-28 | Duo-Fast Corporation | Fastener driving tool |
| DE4219095C1 (de) * | 1992-06-11 | 1993-12-16 | Helfer & Co Kg | Vorschubeinrichtung an einem Eintreibwerkzeug zum Zuführen von Befestigungsmitteln, insbesondere Schrauben |
| GB9226517D0 (en) | 1992-12-19 | 1993-02-10 | Henrob Ltd | Improvements in or relating to sefl-piercing riveting |
| JP2537135B2 (ja) * | 1994-02-10 | 1996-09-25 | 有限会社新城製作所 | ピアスナット打込み装置 |
| DE9406687U1 (de) | 1994-04-21 | 1995-08-17 | Emhart Inc., Newark, Del. | Zufuhreinrichtung für längliche, insbesondere mit Kopf ausgebildete Bauteile |
| US5697521A (en) * | 1995-06-01 | 1997-12-16 | Huck International | Hand-held collar dispenser |
| JPH09254044A (ja) * | 1996-03-22 | 1997-09-30 | Meisho Kk | ねじ自動締付け装置 |
| AUPO045296A0 (en) | 1996-06-14 | 1996-07-11 | Henrob Ltd | Feeding heads for fastening machines |
| US6276050B1 (en) | 1998-07-20 | 2001-08-21 | Emhart Inc. | Riveting system and process for forming a riveted joint |
| DE29719744U1 (de) | 1997-11-06 | 1998-02-26 | Emhart Inc., Newark, Del. | Transportvorrichtung für längliche mit einem Kopf und einem Schaft ausgebildete Bauteile |
| GB9816796D0 (en) | 1998-08-03 | 1998-09-30 | Henrob Ltd | Improvements in or relating to fastening machines |
| US6631827B2 (en) * | 2002-03-01 | 2003-10-14 | Fabristeel Products, Inc. | Fastener feed and installation head |
| US6578258B1 (en) | 2002-05-24 | 2003-06-17 | Whitesell Of Michigan Inc. | Pierce nut installation head |
| BR0318190A (pt) | 2003-03-19 | 2006-03-21 | Fabristeel Prod Inc | aparelho para instalação de porcas de perfurar e botão de matriz para prender uma porca de perfurar a um painel localizado em uma sapata de matriz inferior de uma prensa reciprocante |
| US7237996B2 (en) | 2004-05-18 | 2007-07-03 | Fabristeel Products, Inc. | Nut feed system and nut |
| US7866521B2 (en) * | 2004-12-03 | 2011-01-11 | Black & Decker Inc. | Magazine for wired-collated fasteners with automatic loading |
| CN1827306A (zh) * | 2005-03-03 | 2006-09-06 | 陈河田 | 螺丝钉带自动供应装置 |
| JP2007167986A (ja) | 2005-12-20 | 2007-07-05 | Hitachi Koki Co Ltd | 打込機 |
| DE102007000025A1 (de) | 2007-01-19 | 2008-08-28 | Hilti Ag | Handgeführtes Setzgerät |
| WO2008125311A2 (de) | 2007-04-14 | 2008-10-23 | Böllhoff Verbindungstechnik GmbH | Setzgerät, verfahren und vorrichtungen zum zuführen von befestigungselementen |
| US8276798B2 (en) | 2007-06-21 | 2012-10-02 | Illinois Tool Works Inc. | Feeder mechanism retention device for fastener driving tool |
| JP5360692B2 (ja) | 2010-03-31 | 2013-12-04 | 日立工機株式会社 | 燃焼式打込機 |
| CN101890634B (zh) * | 2010-06-28 | 2012-12-26 | 东莞市精心自动化设备科技有限公司 | 一次输出四枚螺钉的自动分配器 |
| KR101149606B1 (ko) | 2010-11-24 | 2012-05-29 | 씨티엠(주) | 나사부품 삽입장치 |
| US8769788B2 (en) | 2011-06-17 | 2014-07-08 | Btm Corporation | Rivet machine |
| CN103084619A (zh) * | 2011-11-01 | 2013-05-08 | 安阳市佳明机械有限责任公司 | 门窗安装孔加工机床 |
| US9573260B2 (en) * | 2013-05-08 | 2017-02-21 | Arthur R. Walters, JR. | Fastening device for driving double-headed fasteners |
| US20140367442A1 (en) * | 2013-06-13 | 2014-12-18 | ACCO Brands Corporation | Staple cartridge, stapler, and interface |
| CN103447790B (zh) * | 2013-08-02 | 2015-10-28 | 华瑞电器股份有限公司 | 一种换向器自动开盖脱壳方法及装置 |
| CN103522036B (zh) * | 2013-10-28 | 2015-08-12 | 康金岺 | 螺钉盖体整列输送组装机 |
| CN103692202B (zh) * | 2013-12-27 | 2016-05-04 | 苏州博众精工科技有限公司 | 一种螺母螺钉自动装配机构 |
| CN104259835B (zh) * | 2014-10-21 | 2016-05-18 | 萨驰华辰机械(苏州)有限公司 | 钢圈自动抓取系统 |
| CN105328446B (zh) * | 2015-12-03 | 2017-10-24 | 新沂城北新区城市建设发展有限公司 | 一种用于批量螺帽螺杆装配总工装 |
-
2017
- 2017-12-20 US US15/849,638 patent/US11000926B2/en active Active
-
2018
- 2018-12-17 EP EP18891017.8A patent/EP3727742A4/en active Pending
- 2018-12-17 CN CN201880082684.0A patent/CN111655423B/zh active Active
- 2018-12-17 JP JP2020534912A patent/JP7311516B2/ja active Active
- 2018-12-17 KR KR1020207018888A patent/KR102590623B1/ko active Active
- 2018-12-17 WO PCT/US2018/065926 patent/WO2019125991A2/en not_active Ceased
- 2018-12-20 TW TW107146181A patent/TWI771547B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4442965A (en) * | 1981-04-20 | 1984-04-17 | Leistner H E | Nail feed mechanism |
| WO1993019889A1 (de) * | 1992-04-03 | 1993-10-14 | Luckhardt, Christof | Zuführvorrichtung zum zuführen von fügeteilen |
| US5339983A (en) * | 1993-05-18 | 1994-08-23 | Multifastener Corporation | Dual pawl spool feeder |
| US6405915B1 (en) * | 2000-06-29 | 2002-06-18 | Tyco Electronics Corporation | Feed mechanism for a machine |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180038438A (ko) * | 2015-06-03 | 2018-04-16 | 아르놀트 움포름테히닉 게엠베하 운트 콤파니 카게 | 연결 요소들을 배치하기 위한 장치 및 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7311516B2 (ja) | 2023-07-19 |
| CN111655423A (zh) | 2020-09-11 |
| US11000926B2 (en) | 2021-05-11 |
| WO2019125991A2 (en) | 2019-06-27 |
| EP3727742A2 (en) | 2020-10-28 |
| KR102590623B1 (ko) | 2023-10-17 |
| WO2019125991A3 (en) | 2019-11-28 |
| US20190184504A1 (en) | 2019-06-20 |
| EP3727742A4 (en) | 2021-09-15 |
| TW201927661A (zh) | 2019-07-16 |
| TWI771547B (zh) | 2022-07-21 |
| JP2021507821A (ja) | 2021-02-25 |
| CN111655423B (zh) | 2022-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200099544A (ko) | 파스너 공급 헤드 및 파스너 설치 장치 | |
| EP0613411B1 (en) | Fastening tools and tape therefor | |
| US9387557B2 (en) | Riveting method and apparatus | |
| EP2498934B1 (en) | Fastener dispensing apparatus | |
| US5339983A (en) | Dual pawl spool feeder | |
| CN113905849B (zh) | 用于单面紧固件的设置工具 | |
| EP2624981B1 (en) | Fastener delivery apparatus | |
| US6631827B2 (en) | Fastener feed and installation head | |
| US4242793A (en) | Nut guide for installation head | |
| EP1858659B1 (de) | Verfahren und vorrichtung zum zuführen von verbindungselementen zu einem verarbeitungsgerät | |
| JPH0675741B2 (ja) | 頭付き留め具の給送装置および給送装置付きのリベッタ | |
| JPH08509172A (ja) | ファスナー部圧入用圧入装置 | |
| US3089360A (en) | Feed head | |
| JPS5873306A (ja) | スライドフアスナ−チエ−ンの切断装置 | |
| KR960006917B1 (ko) | 견인 탭 고정 장치 | |
| AU670550B2 (en) | Fastening tools and tape therefor | |
| US5323919A (en) | Button feeder for button applicator | |
| US4465217A (en) | Fastener feeding method and mechanism | |
| US5326012A (en) | Button feed unit for button applicator | |
| EP0142853A2 (en) | Apparatus for assembling buttons | |
| WO2018057569A1 (en) | Tool for installing and setting rivets | |
| US5933944A (en) | Article feeding arrangement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20200630 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20210726 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20230315 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20230823 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20231013 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20231013 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |