KR20220080200A - 3d 물체들을 형성하는 방법 - Google Patents
3d 물체들을 형성하는 방법 Download PDFInfo
- Publication number
- KR20220080200A KR20220080200A KR1020227018342A KR20227018342A KR20220080200A KR 20220080200 A KR20220080200 A KR 20220080200A KR 1020227018342 A KR1020227018342 A KR 1020227018342A KR 20227018342 A KR20227018342 A KR 20227018342A KR 20220080200 A KR20220080200 A KR 20220080200A
- Authority
- KR
- South Korea
- Prior art keywords
- spray
- taper
- applicator
- data
- control means
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/18—Formation of a green body by mixing binder with metal in filament form, e.g. fused filament fabrication [FFF]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/38—Process control to achieve specific product aspects, e.g. surface smoothness, density, porosity or hollow structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/80—Data acquisition or data processing
- B22F10/85—Data acquisition or data processing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/53—Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/115—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces by spraying molten metal, i.e. spray sintering, spray casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C24/00—Coating starting from inorganic powder
- C23C24/02—Coating starting from inorganic powder by application of pressure only
- C23C24/04—Impact or kinetic deposition of particles
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2203/00—Controlling
- B22F2203/03—Controlling for feed-back
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F3/04—Compacting only by applying fluid pressure, e.g. by cold isostatic pressing [CIP]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Automation & Control Theory (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Powder Metallurgy (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Spray Control Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Description
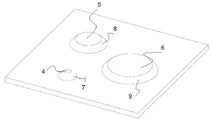
도 1은 3D 콜드 스프레이 프린터의 등각 투영도;
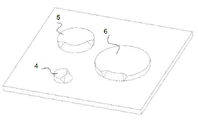
도 2는 상기 프린터에 의해 부분적으로 생성된 각각의 3 개의 3D 물체의 제 1 레이어의 등각 투영도;
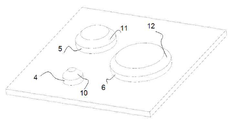
도 3은 더 발전된 단계에서의 부분적으로 생성된 물체들의 등각 투영도;
도 4는 두 레이어들이 거의 완성된, 부분적으로 생성된 상기 세개의 물체들의 등각 투영도;
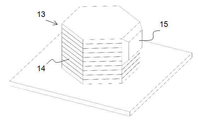
도 5는 상기 프린터에 의해 여러 레이어들로 형성된 추가 물체의 등각 투영도;
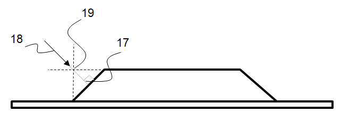
도 6은 테이퍼된 가장자리를 메울 수 있는 방법을 보여주는 부분적으로 형성된 물체의 개략 측면도;
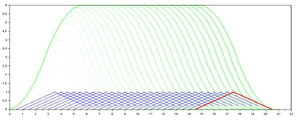
도 7은 콜드 스프레이드 레이어가 서로 인접한 라인들을 스프레잉하여 쌓여질 수 있는 방법을 나타낸 개략 단면도;
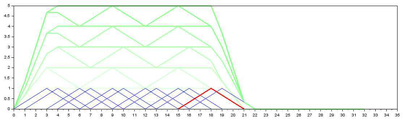
도 8은 인접하게 스프레이하는 대신, 적절한 표면 영각을 위해 스프레이 라인들을 인터리브하여 콜드 스프레이 레이어가 쌓일 수 있는 상기 방법을 나타낸 개략 단면도이다.
Claims (10)
- 3D 물체를 형성하기 위한 방법으로서,
물체의 3D 형상 파라미터들을 정의하는 데이터를 참조하여 제어 수단을 작동시키는 단계를 포함하고,
상기 제어 수단은 상기 데이터를 도포용구 및/또는 기판 홀더를 제어하여 스프레이 물질이 상기 기판에, 또한 그 후에는 부분 형성된 물체에 스프레이되도록 하여 점진적으로 도포된 레이어들에서 상기 물체를 만들어내기 위해 상기 데이터를 사용하며;
상기 레이어들의 적어도 일부는 초기 내측으로 테이퍼된 외부면을 가지며; 또한
상기 레이어들 중 적어도 일부에 대하여, 상기 제어 수단은 상기 테이터를 사용하여 도포용구로 하여금 스프레이 물질을 도포해 상기 데이터를 채우는,
방법. - 제 1항에 있어서,
상기 스프레이는 금속 분말을 포함하는 콜드 스프레이인,
방법. - 제 1항에 있어서,
상기 테이퍼를 채우는 것은 상기 제어 수단을 통해:
상기 스프레이의 특성들에 기반하여 상기 테이퍼의 파라미터들을 계산하는 것, 상기 테이퍼를 채우기에 적절한 상기 도포용구 및 테이퍼 사이의 각도를 계산하는 것, 또한 상기 도포용구 및 테이퍼가 상기 각도에 위치하도록하며 상기 도포용구가 상기 테이퍼에 스프레이 물질을 도포하도록 하는 것을 포함하는,
방법. - 제 1항에 있어서,
상기 데이터는 일련의 상기 레이어들의 관점으로 상기 3D 물체를 정의하며, 또한
상기 제어 수단은 상기 테이퍼를 스프레이로 채우기 위해 상기 도포용구 및 테이퍼 사이의 상기 각도를 제어하기 위해 다음 레이어의 미리-정의된 파라미터들을 사용하는,
방법. - 제 4항에 있어서,
표면 스캐너는 상기 물체가 만들어짐에 따라서 상기 물체를 반복적으로 측정하며,
상기 제어 수단은 상기 물체(부분 형성된 때) 및 상기 노즐의 상대적인 위치들을 조정하거나, 상기 노즐의 스프레이 파라미터를 조정하거나, 상기 물체(부분 형성된 때) 및 상기 노즐의 상대적인 위치들을 조정하면서 상기 노즐의 스프레이 파라미터를 조정하여 상기 형상 파라미터들과 완성된 상기 물체 사이의 일치의 정확성을 높이기 위해 상기 측정값들을 사용하는,
방법. - 3D 물체를 형성하기 위한 방법으로서,
컴퓨터화된 컨트롤러를 물체의 3D 형상 파라미터들을 개념적 슬라이스들의 관점으로 정의하는 데이터를 참조하여 작동시키는 단계를 포함하고,
상기 컨트롤러는 상기 데이터를 사용하여 도포용구가 금속 분말을 포함하는 물질을 기판에, 그 다음에는 부분-형성된 상기 물체에, 인접하는 라인들에 스프레이하여 상기 슬라이스들에 대응하는 점진적으로 도포된 레이어들로 상기 물체를 만들며,
상기 레이어들의 적어도 일부는 초기 내측으로 테이퍼된 외부면을 가지며; 또한
상기 레이어들 중 적어도 일부에 대하여, 상기 컨트롤러는 상기 테이터를 사용하여 도포용구로 하여금 상기 테이퍼에 수직으로 도포하도록 하여 상기 데이터를 채우는,
방법. - 제 6항에 있어서,
각각의 라인을 위해 스프레이된 상기 물질이 하나 또는 그 이상의 이웃하는 라인들을 위해 스프레이된 물질과 인터리빙하는.
방법. - 제 7항에 있어서,
표면 스캐너는 상기 물체가 생성됨에 따라서 상기 물체를 반복적으로 측정하며, 또한
상기 컨트롤러는 상기 측정값들을 사용하여 도포용구 및/또는 기판 및/또는 스프레이 파라미터들을 조정하여 완성되었을 때의 상기 형상 파라미터들과 상기 물체 사이의 일치의 정확성을 높이기 위해 상기 측정값을 사용하는,
방법. - 제 1항에 있어서,
상기 스프레이는 금속 분말을 포함하는 콜드스프레이 이며;
상기 테이퍼를 채우는 단계에서 상기 스프레이의 특성에 기반하여 상기 테이퍼의 상기 파라미터를 계산하며, 상기 테이퍼를 채우기에 적합한 상기 도포용구 및 테이퍼 사이의 각도를 계산하며, 또한 상기 도포용구 및 테이퍼가 상기 각도에 있도록 하며 또한 상기 도포용구가 상기 테이퍼세 스프레이 물질을 도포하도록 하는 상기 제어 수단을 수반하며;
상기 데이터는 일련의 상기 레이어들의 관점으로 상기 3D 물체를 정의하며, 상기 제어 수단은 상기 테이퍼를 스프레이로 채우기 위하여 상기 도포용구 및 테이퍼 사이의 상기 각도를 조정하기 위해 상기 다음 레이어의 사전-정의된 파라미터들을 사용하며; 또한
상기 제어 수단은 상기 물체(부분 형성된 때) 및 상기 노즐의 상대적인 위치들을 조정하거나, 상기 노즐의 스프레이 파라미터를 조정하거나, 상기 물체(부분 형성된 때) 및 상기 노즐의 상대적인 위치들을 조정하면서 상기 노즐의 스프레이 파라미터를 조정하여 상기 형상 파라미터들과 완성된 상기 물체 사이의 일치의 정확성을 높이기 위해 상기 측정값들을 사용하는,
방법. - 3D 물체를 형성하기 위한 프린터로서,
컴퓨터화된 제어 수단; 물체의 3D 형상 파라미터들을 정의하는 전자 데이터; 도포용구; 및 기판 홀더를 포함하며,
제어 수단은:
상기 데이터를 사용하여 상기 도포용구 및/또는 상기 기판 홀더를 상기 기판 및 그 후에는 부분-형성된 물체에 스프레이하도록 제어하여 점진적으로 도포된 레이어들로 상기 물체를 만들도록 조정되며,
상기 레이어들 중 적어도 일부에 대하여, 상기 제어 수단은 상기 테이터를 사용하여 도포용구로 하여금 스프레이 물질을 도포해 상기 데이터를 채우는,
프린터.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020247024976A KR102888871B1 (ko) | 2016-10-11 | 2017-10-05 | 3d 물체들을 형성하는 방법 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2016904106A AU2016904106A0 (en) | 2016-10-11 | A Method of Forming 3D Objects | |
| AU2016904106 | 2016-10-11 | ||
| KR1020197011562A KR20190067814A (ko) | 2016-10-11 | 2017-10-05 | 3d 물체들을 형성하는 방법 |
| PCT/AU2017/051083 WO2018068082A1 (en) | 2016-10-11 | 2017-10-05 | A method of forming 3d objects. |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197011562A Division KR20190067814A (ko) | 2016-10-11 | 2017-10-05 | 3d 물체들을 형성하는 방법 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020247024976A Division KR102888871B1 (ko) | 2016-10-11 | 2017-10-05 | 3d 물체들을 형성하는 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220080200A true KR20220080200A (ko) | 2022-06-14 |
Family
ID=61904955
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227018342A Ceased KR20220080200A (ko) | 2016-10-11 | 2017-10-05 | 3d 물체들을 형성하는 방법 |
| KR1020247024976A Active KR102888871B1 (ko) | 2016-10-11 | 2017-10-05 | 3d 물체들을 형성하는 방법 |
| KR1020197011562A Ceased KR20190067814A (ko) | 2016-10-11 | 2017-10-05 | 3d 물체들을 형성하는 방법 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020247024976A Active KR102888871B1 (ko) | 2016-10-11 | 2017-10-05 | 3d 물체들을 형성하는 방법 |
| KR1020197011562A Ceased KR20190067814A (ko) | 2016-10-11 | 2017-10-05 | 3d 물체들을 형성하는 방법 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US12234557B2 (ko) |
| EP (1) | EP3526044A4 (ko) |
| JP (1) | JP7092756B2 (ko) |
| KR (3) | KR20220080200A (ko) |
| CN (1) | CN109843591B (ko) |
| AU (2) | AU2017342702B2 (ko) |
| BR (1) | BR112019007190B1 (ko) |
| RU (1) | RU2019113774A (ko) |
| WO (1) | WO2018068082A1 (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10569459B2 (en) * | 2016-04-23 | 2020-02-25 | Robotic Research, Llc | Handheld 3D printer |
| US11269311B2 (en) * | 2018-07-26 | 2022-03-08 | Divergent Technologies, Inc. | Spray forming structural joints |
| US12303978B2 (en) | 2018-11-07 | 2025-05-20 | Effusiontech IP Pty Ltd | Method of 3D printing |
| KR102191296B1 (ko) * | 2018-11-15 | 2020-12-15 | 한밭대학교 산학협력단 | 점도 특성이 상이한 접착제를 통해 비정형 건축물 제작이 가능한 하이브리드 바인더젯 3d 프린팅 장치 및 그 방법 |
| US12397493B2 (en) * | 2020-03-23 | 2025-08-26 | The Boeing Company | Apparatuses, methods, and products for cold spray additive manufacturing of multi curved and reinforced components |
| CN111962059B (zh) * | 2020-08-24 | 2022-09-30 | 西北工业大学 | 利用冷喷涂对太空构件在轨制造和修复的固态3d打印系统及方法 |
| US12220819B2 (en) * | 2020-10-21 | 2025-02-11 | Divergent Technologies, Inc. | 3-D printed metrology feature geometry and detection |
Family Cites Families (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0470712B1 (en) * | 1990-08-09 | 1995-12-13 | Imperial Chemical Industries Plc | Spraying of liquids |
| JP3091316B2 (ja) * | 1992-05-26 | 2000-09-25 | 松下電工株式会社 | 三次元形状の形成方法 |
| US6296043B1 (en) * | 1996-12-10 | 2001-10-02 | Howmet Research Corporation | Spraycast method and article |
| US6492651B2 (en) | 2001-02-08 | 2002-12-10 | 3D Systems, Inc. | Surface scanning system for selective deposition modeling |
| US20070158200A1 (en) * | 2002-10-29 | 2007-07-12 | Microfabrica Inc. | Electrochemical fabrication processes incorporating non-platable metals and/or metals that are difficult to plate on |
| US20040222310A1 (en) * | 2003-05-07 | 2004-11-11 | Lear Corporation | Method of spray polyurethane application utilizing internally mixed components applied with a flat fan spray |
| CN201143468Y (zh) * | 2008-01-09 | 2008-11-05 | 中国船舶重工集团公司第七二五研究所 | 一种冷喷涂用的拉阀尔喷嘴 |
| US20100170937A1 (en) * | 2009-01-07 | 2010-07-08 | General Electric Company | System and Method of Joining Metallic Parts Using Cold Spray Technique |
| JP5289990B2 (ja) * | 2009-01-28 | 2013-09-11 | 日立建機株式会社 | 丸軸表面の改質方法及びこれに用いる改質装置 |
| CN102597296B (zh) * | 2009-10-27 | 2015-11-25 | 西门子公司 | 涂层厚度的模拟方法 |
| CA2814925C (en) * | 2010-12-22 | 2017-11-21 | Plasma Giken Co., Ltd. | Cold-spray nozzle and cold-spray device using cold-spray nozzle |
| JP6343564B2 (ja) * | 2011-12-16 | 2018-06-13 | エイチ.シー. スターク インコーポレイテッド | スパッタリングターゲットの噴霧侵食復活 |
| JP2013142176A (ja) | 2012-01-11 | 2013-07-22 | Toyota Motor Corp | コールドスプレーのノズル位置調整装置及びコールドスプレーのノズル位置調整方法。 |
| US10059056B2 (en) * | 2012-02-01 | 2018-08-28 | Nscrypt, Inc. | Micro-dispensing multi-layered 3D objects with curing steps |
| CN107419260B (zh) * | 2012-04-04 | 2020-12-01 | 联邦科学与工业研究组织 | 一种用于生产钛承重结构的方法 |
| DE102012008664B4 (de) * | 2012-05-03 | 2015-10-01 | Cl Schutzrechtsverwaltungs Gmbh | Verfahren zur Befüllung einer Dosierkammer sowie Vorrichtung hierfür |
| DE102013216439A1 (de) * | 2013-05-22 | 2014-11-27 | Siemens Aktiengesellschaft | Verfahren zum Erzeugen eines schalenförmigen Bauteils sowie zur Anwendung dieses Verfahrens geeignete Herstellungsanlage |
| FR3006606B1 (fr) * | 2013-06-11 | 2015-07-03 | Tech Avancees Et Membranes Industrielles | Procede de fabrication de membranes de filtration par technique additive et membranes obtenues |
| US9604412B2 (en) * | 2013-07-12 | 2017-03-28 | Xerox Corporation | Digital manufacturing system for printing three-dimensional objects on a rotating surface |
| JP6259602B2 (ja) * | 2013-07-31 | 2018-01-10 | グローリー株式会社 | 紙葉類結束装置 |
| US9855698B2 (en) | 2013-08-07 | 2018-01-02 | Massachusetts Institute Of Technology | Automatic process control of additive manufacturing device |
| HRP20201302T1 (hr) | 2013-08-19 | 2021-02-05 | The Regents Of The University Of California | Spojevi i metode za liječenje epileptičnog poremećaja |
| JP6578563B2 (ja) * | 2013-11-06 | 2019-09-25 | ラトガーズ、ザ ステイト ユニバーシティ オブ ニュージャージー | 付加製造プロセスにおける低温固化を利用した多孔質マトリックスからのモノリシック体の製造 |
| CN103786342A (zh) * | 2014-01-10 | 2014-05-14 | 康子纯 | 机体可倾斜的3d打印机 |
| CN116197407A (zh) | 2014-04-15 | 2023-06-02 | 联邦科学与工业研究组织 | 使用冷喷涂生产预制件的方法 |
| BR112016028857B1 (pt) | 2014-06-09 | 2021-08-24 | Hybrid Manufacturing Technologies Limited | Máquina-ferramenta, métodos para criar e inspecionar um artigo, e, cabeçote de processamento |
| EP3159141B1 (en) | 2014-06-20 | 2025-04-30 | Fujimi Incorporated | Powder material |
| WO2016039399A1 (ja) | 2014-09-10 | 2016-03-17 | 日本発條株式会社 | 積層体、および積層体の製造方法 |
| JP2018029090A (ja) * | 2014-11-26 | 2018-02-22 | 株式会社日立製作所 | 異種金属接合構造物、並びにその製造方法及びそれを備える水冷電力変換素子 |
| CN105751492B (zh) * | 2014-12-15 | 2018-05-18 | 广州光宝移动电子部件有限公司 | 三维对象及其制造方法 |
| US9895845B2 (en) * | 2015-02-16 | 2018-02-20 | Arevo Inc. | Method and a system to optimize printing parameters in additive manufacturing process |
| CN104760284A (zh) * | 2015-03-17 | 2015-07-08 | 百度在线网络技术(北京)有限公司 | 三维打印头及三维打印机 |
| US10474134B2 (en) * | 2015-04-29 | 2019-11-12 | University Of Southern California | Systems and methods for compensating for 3D shape deviations in additive manufacturing |
| US20160325498A1 (en) * | 2015-05-04 | 2016-11-10 | Daniel Gelbart | 3D Printer Based on a Staggered Nozzle Array |
| CN104985813B (zh) * | 2015-06-23 | 2017-03-08 | 同济大学 | 一种基于冷喷涂的3d打印方法及系统 |
| US10532552B2 (en) * | 2015-10-23 | 2020-01-14 | Makerbot Industries, Llc | Build patterns for surfaces of a three-dimensionally printed object |
| US11059217B2 (en) * | 2015-11-23 | 2021-07-13 | Frank A. McKiel, Jr. | Method and apparatus for transposing extruded materials to fabricate an object surface |
| CN205587662U (zh) * | 2016-02-25 | 2016-09-21 | 昆明理工大学 | 一种金属材料连续加工装置 |
| US20170287685A1 (en) * | 2016-04-01 | 2017-10-05 | Honeywell International Inc. | Sputtering target assembly having a graded interlayer and methods of making |
| US11529681B2 (en) * | 2016-08-16 | 2022-12-20 | Tessonics, Inc. | 3D printing method of forming a bulk solid structure element by cold spray |
-
2017
- 2017-10-05 KR KR1020227018342A patent/KR20220080200A/ko not_active Ceased
- 2017-10-05 JP JP2019518914A patent/JP7092756B2/ja active Active
- 2017-10-05 WO PCT/AU2017/051083 patent/WO2018068082A1/en not_active Ceased
- 2017-10-05 KR KR1020247024976A patent/KR102888871B1/ko active Active
- 2017-10-05 EP EP17860372.6A patent/EP3526044A4/en active Pending
- 2017-10-05 CN CN201780063158.5A patent/CN109843591B/zh not_active Expired - Fee Related
- 2017-10-05 US US16/340,737 patent/US12234557B2/en active Active
- 2017-10-05 RU RU2019113774A patent/RU2019113774A/ru not_active Application Discontinuation
- 2017-10-05 AU AU2017342702A patent/AU2017342702B2/en active Active
- 2017-10-05 BR BR112019007190-3A patent/BR112019007190B1/pt active IP Right Grant
- 2017-10-05 KR KR1020197011562A patent/KR20190067814A/ko not_active Ceased
-
2023
- 2023-04-19 AU AU2023202406A patent/AU2023202406A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| KR102888871B1 (ko) | 2025-11-21 |
| JP7092756B2 (ja) | 2022-06-28 |
| EP3526044A4 (en) | 2020-06-24 |
| KR20190067814A (ko) | 2019-06-18 |
| AU2023202406A1 (en) | 2023-05-11 |
| US12234557B2 (en) | 2025-02-25 |
| AU2017342702A1 (en) | 2019-05-16 |
| JP2019537523A (ja) | 2019-12-26 |
| KR20240117658A (ko) | 2024-08-01 |
| EP3526044A1 (en) | 2019-08-21 |
| BR112019007190B1 (pt) | 2022-11-01 |
| RU2019113774A (ru) | 2020-11-13 |
| CN109843591B (zh) | 2022-02-08 |
| WO2018068082A1 (en) | 2018-04-19 |
| AU2017342702B2 (en) | 2023-05-11 |
| CN109843591A (zh) | 2019-06-04 |
| BR112019007190A2 (pt) | 2019-07-02 |
| US20190316262A1 (en) | 2019-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20220080200A (ko) | 3d 물체들을 형성하는 방법 | |
| EP3442731B1 (en) | Apparatus for additive manufacturing and method of additive manufacturing | |
| Jin et al. | A parallel-based path generation method for fused deposition modeling | |
| CN103726049B (zh) | 一种金属零件的激光增材制造方法和装备 | |
| US12083738B2 (en) | Method, device, and recoating module for producing a three-dimensional object | |
| US10059056B2 (en) | Micro-dispensing multi-layered 3D objects with curing steps | |
| CN110475633B (zh) | 用于控制用于工件制造的辐照系统的方法和设备 | |
| CN203807559U (zh) | 一种金属零件的激光增材制造设备 | |
| US10967564B2 (en) | Method for the layered construction of a shaped body | |
| CN111263674A (zh) | 用于粉末床制造或修复的轮廓的二极管激光器纤维阵列 | |
| US10864675B2 (en) | Method for the layered construction of a shaped body | |
| CN107529489A (zh) | 用于三维对象打印的分层的非接触式控制 | |
| EP3246148B1 (en) | Additive layer manufacturing base plate | |
| CN108723364B (zh) | 3d形状制造用粉末供给装置 | |
| KR102012236B1 (ko) | 레이저와 금속 분말을 이용한 3차원 형상 제조방법 | |
| JP2020529936A (ja) | in situ注入およびイメージングを用いる立体自由造形 | |
| KR102152465B1 (ko) | 3d 프린팅 시스템 분말제어 장치 및 방법 | |
| CN108349000A (zh) | 用于制造三维金属成形体的装置和方法 | |
| EP2377641A2 (en) | Method and apparatus for Manufacturing a Component | |
| JP3923511B1 (ja) | 光造形方法 | |
| JP2020128099A (ja) | 3次元の物体を付加製造する方法、照射ユニット、照射ユニットを備える装置、及び非一過性のコンピュータ可読記憶媒体 | |
| JP2018080356A5 (ko) | ||
| KR101683799B1 (ko) | 형상물의 슬라이싱 단면을 영역분할하고 그 분할된 면적에 따라 빔의 크기 및 속도를 조절하여 생산속도를 향상시킨 3차원 형상 가공 방법 | |
| US20260084215A1 (en) | Method and planning device for planning local selective irradiation of a work region using an energy beam, and method and manufacturing device for additively manufacturing a component from a powder material | |
| US20230234135A1 (en) | Planning device and method for planning a locally selective irradiation of a work region using an energy beam, computer program product for carrying out such a method, manufacturing device having such a planning device, and method for the additive manufacture of a component from a powder material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| PA0104 | Divisional application for international application |
Comment text: Divisional Application for International Patent Patent event code: PA01041R01D Patent event date: 20220530 Application number text: 1020197011562 Filing date: 20190422 |
|
| PG1501 | Laying open of application | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20220629 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20221122 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20230925 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20221122 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20230925 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20230522 Comment text: Amendment to Specification, etc. |
|
| PX0601 | Decision of rejection after re-examination |
Comment text: Decision to Refuse Application Patent event code: PX06014S01D Patent event date: 20240229 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20240117 Comment text: Decision to Refuse Application Patent event code: PX06011S01I Patent event date: 20230925 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20230522 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20221122 |
|
| X601 | Decision of rejection after re-examination | ||
| A107 | Divisional application of patent | ||
| PA0104 | Divisional application for international application |
Comment text: Divisional Application for International Patent Patent event code: PA01041R01D Patent event date: 20240724 Application number text: 1020197011562 Filing date: 20190422 |