KR20220126596A - 브레이크 디스크 제조방법 - Google Patents
브레이크 디스크 제조방법 Download PDFInfo
- Publication number
- KR20220126596A KR20220126596A KR1020210031054A KR20210031054A KR20220126596A KR 20220126596 A KR20220126596 A KR 20220126596A KR 1020210031054 A KR1020210031054 A KR 1020210031054A KR 20210031054 A KR20210031054 A KR 20210031054A KR 20220126596 A KR20220126596 A KR 20220126596A
- Authority
- KR
- South Korea
- Prior art keywords
- hat
- brake disc
- braking
- manufacturing
- hat part
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/16—Casting in, on, or around objects which form part of the product for making compound objects cast of two or more different metals, e.g. for making rolls for rolling mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/04—Casting in, on, or around objects which form part of the product for joining parts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D65/00—Parts or details
- F16D65/02—Braking members; Mounting thereof
- F16D65/12—Discs; Drums for disc brakes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2250/00—Manufacturing; Assembly
- F16D2250/0007—Casting
- F16D2250/0015—Casting around inserts
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Braking Arrangements (AREA)
- Turning (AREA)
Abstract
Description
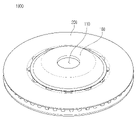
도 2는 본 발명의 일 실시예에 따라 제조된 브레이크 디스크의 사시도이다.
도 3은 본 발명의 일 실시예에 따라 제조된 햇파트의 사시도 및 부분 확대도이다.
도 4는 본 발명의 일 실시예에 따라 제조된 제동파트의 사시도 및 부분 확대도이다.
도 5는 본 발명의 일 실시예에 따라 제조된 브레이크 디스크의 단면도이다.
100 햇파트
110 관통홀
120 외측둘레
121 삽입부
200 제동파트
210 내측둘레
211 돌기
Claims (5)
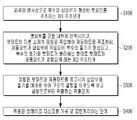
- 외곽에 방사상으로 복수의 삽입부가 형성된 햇파트를 주조하는 제1 주조단계;
햇파트를 금형 또는 사형 내부에 안착시키고, 햇파트와 다른 소재의 용탕을 주입하여 제동파트를 주조하되, 제동파트가 삽입부에 유입되어 복수의 돌기가 형성되고, 복수의 돌기를 햇파트가 둘러싸는 형태로 햇파트와 제동파트가 결합되게 하는 제2 주조단계; 및
결합된 햇파트와 제동파트를 응고시켜 삽입부와 돌기를 매개로 하여 구조적 결합을 이루도록 하고, 금형 또는 사형으로부터 취출하는 취출단계를 포함하는, 브레이크 디스크 제조방법. - 제1항에 있어서,
상기 햇파트는 회주철로 이루어지고, 상기 제동파트는 구상흑연주철로 이루어진 것을 특징으로 하는, 브레이크 디스크 제조방법. - 제1항에 있어서,
상기 제1 주조단계에서,
상기 복수의 삽입부는 중자를 이용하여 형성되는 것을 특징으로 하는, 브레이크 디스크 제조방법. - 제1항에 있어서,
제1 주조단계에서,
상기 복수의 삽입부는 상기 햇파트의 외곽 둘레를 따라 서로 일정한 간격을 두고 형성되는 것을 특징으로 하는, 브레이크 디스크 제조방법. - 제1항 내지 4항 중 어느 하나에 따른 제조방법에 의해 제조된 브레이크 디스크.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210031054A KR20220126596A (ko) | 2021-03-09 | 2021-03-09 | 브레이크 디스크 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210031054A KR20220126596A (ko) | 2021-03-09 | 2021-03-09 | 브레이크 디스크 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220126596A true KR20220126596A (ko) | 2022-09-16 |
Family
ID=83445049
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210031054A Ceased KR20220126596A (ko) | 2021-03-09 | 2021-03-09 | 브레이크 디스크 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20220126596A (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102757690B1 (ko) * | 2024-05-27 | 2025-01-21 | 서한이노빌리티(주) | 유동 방지 플레이트를 구비하는 차량용 브레이크 디스크 |
| KR102757691B1 (ko) * | 2024-05-27 | 2025-01-21 | 서한이노빌리티(주) | 응력 저감 구조를 구비한 차량용 브레이크 디스크 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101499125B1 (ko) | 2014-07-16 | 2015-03-06 | 주식회사 동성정기 | 이종 금속 브레이크 디스크 및 이의 제조방법 |
-
2021
- 2021-03-09 KR KR1020210031054A patent/KR20220126596A/ko not_active Ceased
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101499125B1 (ko) | 2014-07-16 | 2015-03-06 | 주식회사 동성정기 | 이종 금속 브레이크 디스크 및 이의 제조방법 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102757690B1 (ko) * | 2024-05-27 | 2025-01-21 | 서한이노빌리티(주) | 유동 방지 플레이트를 구비하는 차량용 브레이크 디스크 |
| KR102757691B1 (ko) * | 2024-05-27 | 2025-01-21 | 서한이노빌리티(주) | 응력 저감 구조를 구비한 차량용 브레이크 디스크 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7775332B2 (en) | Bi-metal disc brake rotor and method of manufacturing | |
| US5887684A (en) | Disk brake calliper | |
| CN106256462B (zh) | 用于车辆的盘中鼓式制动盘及其制造方法 | |
| US5433511A (en) | Cast wheel reinforced with a metal matrix composite | |
| KR20220126596A (ko) | 브레이크 디스크 제조방법 | |
| CN108087460B (zh) | 固体式制动盘及其制造方法 | |
| US4858731A (en) | Composite brake drum | |
| US7922839B2 (en) | Method for brake rotor assembly and manufacture | |
| CA1096320A (en) | Composite brake drum | |
| KR20220029115A (ko) | 다중 벤트 브레이크 디스크 | |
| KR20140067347A (ko) | 경량형 브레이크 부품 제조방법 | |
| KR102803890B1 (ko) | 브레이크 디스크 제조방법 | |
| WO1997040285A1 (en) | Integrated brake rotor and wheel hub | |
| KR102853835B1 (ko) | 상용차용 브레이크 디스크의 가공방법 | |
| KR102810553B1 (ko) | 브레이크 디스크 | |
| KR20120002148U (ko) | 경량 브레이크 디스크구조 | |
| JPH03238157A (ja) | 鋳鉄製シリンダブロックの製造方法 | |
| US20080035437A1 (en) | Brake Disk Comprising A Ceramic Friction Ring | |
| CN221824337U (zh) | 一种组合式制动盘 | |
| CN223894824U (zh) | 一种复合式制动盘 | |
| JPS5857529A (ja) | デイスクブレ−キのブレ−キロ−タ | |
| KR101571669B1 (ko) | 이종재질 브레이크 드럼 및 이의 제조방법 | |
| JPH09250577A (ja) | デイスクブレーキ装置 | |
| JP2001165212A (ja) | ブレーキディスク | |
| JP2000240695A (ja) | 鉄道車両用ブレーキディスク |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20210309 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20220913 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20221117 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20220913 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |