KR20250029151A - 캠 장치 - Google Patents
캠 장치 Download PDFInfo
- Publication number
- KR20250029151A KR20250029151A KR1020257002180A KR20257002180A KR20250029151A KR 20250029151 A KR20250029151 A KR 20250029151A KR 1020257002180 A KR1020257002180 A KR 1020257002180A KR 20257002180 A KR20257002180 A KR 20257002180A KR 20250029151 A KR20250029151 A KR 20250029151A
- Authority
- KR
- South Korea
- Prior art keywords
- cam
- sliding
- holder
- driver
- slider
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/12—Structural composition; Use of special materials or surface treatments, e.g. for rust-proofing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/08—Dies with different parts for several steps in a process
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C27/00—Alloys based on rhenium or a refractory metal not mentioned in groups C22C14/00 or C22C16/00
- C22C27/06—Alloys based on chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/04—Alloys based on copper with zinc as the next major constituent
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Gears, Cams (AREA)
- Sliding-Contact Bearings (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Valve-Gear Or Valve Arrangements (AREA)
Abstract
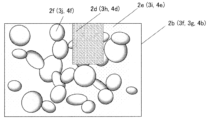
근래의 자동차 외판용에 다용되는 하이텐재 등의 고강도재의 가공에 있어서는, 캠 장치의 내마모성 및 내구성이 문제가 되고 있는 점에서, 내마모성 및 내구성을 향상시킨 캠 장치를 제공하는 것을 목적으로 한다. 본 발명은, 황동계 주조 합금으로 이루어지는 소지(2e(3i, 4e))와, 소지(2e(3i, 4e))에 포함되고, Cr-Fe-Si계 금속간 화합물(2f(3j, 4f))이 노출된 영역의 나노인덴테이션 경도가 20 GPa 이상 28 GPa 이하인 Cr-Fe-Si계 금속간 화합물(2f(3j, 4f))을 가지는 접동재(2b(3f, 3g, 4b))를 구비한 캠 장치이다.
Description
본 발명은 캠 장치에 관한 것이다.
캠 장치는, 유압 등의 프레스 기계에 이용되며, 그 접동재는, 저속 고하중, 과혹한 접동 환경 조건에서 사용된다. 따라서, 캠 장치는, 그 접동재에, 내마모, 저마찰 특성이 필요하다. 캠 장치에 탑재되는 접동재는, 초기 길들임성에 관하여, 마찰 마모 특성의 중요성은 인정되고 있었지만, 사용되는 황동계 주조 합금의 적성의 상세에 대하여 검토되어 있지는 않았다.
특허 문헌 1에는, 캠 홀더의 접동면의 경도가 캠 슬라이더 측의 접동면의 경도보다 부드럽게 설정되고, 또한, 캠 드라이버에 있어서의 접동면의 경도가 캠 슬라이더의 접동면의 경도보다 부드럽게 설정됨으로써, 초기 길들이기를 조기에 완료시키는 것이 기재되어 있다.
특허 문헌 2에는, 캠 홀더 접동면과 캠 슬라이더 접동면의 사이의 마모량은, 캠 드라이버 접동면과 캠 슬라이더 접동면의 사이의 마모량보다 크게 함으로써 초기 마모 기간에서의 길들이기에 의한 접촉 면적의 확대를 진행시켜, 접촉 면압의 과대를 방지하는 것이 기재되어 있다.
특허 문헌 3에는, 황동 소지를 β상으로 한정하고, Fe-Cr-Si계 금속간 화합물 등의 Fe계의 실리사이드를 포함하는 것의 기재가 있는데, 캠 장치에 대한 적용에 관한 상세는 불명하다.
캠 장치에 이용되는 접동재에는, 오로지 CAC303로 대표되는 JIS 고력 황동계 주조 합금이 사용된다. 근래의 자동차 외판용에 다용되는 하이텐재 등의 고강도재의 가공에 있어서는, 캠 장치의 내마모성 및 내구성이 문제가 되고 있었다.
본 발명은, 이러한 종래의 문제를 해결하기 위하여 이루어진 것으로, 내마모성 및 내구성을 향상시킨 캠 장치를 제공하는 것을 목적으로 한다.
본 발명은, 황동계 주조 합금으로 이루어지는 소지와, 소지에 포함되고, Cr-Fe-Si계 금속간 화합물이 노출된 영역의 나노인덴테이션 경도가 20 GPa 이상 28 GPa 이하인 Cr-Fe-Si계 금속간 화합물을 가지는 접동재를 구비한 캠 장치이다.
본 발명에 따르면, 내마모성 및 내구성을 향상시킨 캠 장치를 제공하는 것이 가능해진다.
도 1은 캠 장치의 도이다.
도 2는 캠 장치의 동작에 관한 도이다.
도 3은 접동재에 고체 윤활제가 매설된 도이다.
도 4는 접동재의 단면 구조를 나타내는 도이다.
도 5는 접동재 중의 Cr-Fe-Si계 금속간 화합물의 SEM 이미지이다.
도 6a는 나노인덴터 경도의 측정도이다.
도 6b는 나노인덴터 경도의 측정도이다.
도 7은 Fe-Al계 금속간 화합물의 도이다.
도 8은 왕복 접동 시험 장치의 도이다.
도 9는 왕복 접동 시험 결과를 나타내는 도이다.
도 10은 캠 접동 시험 장치의 도이다.
도 11은 캠 장치 접동재의 마모 곡선을 나타내는 도이다.
도 12는 캠 장치 접동재의 마모 곡선을 나타내는 도이다.
도 13은 다이 마운트 캠 장치의 도이다.
도 14는 롤러 캠 장치의 도이다.
도 2는 캠 장치의 동작에 관한 도이다.
도 3은 접동재에 고체 윤활제가 매설된 도이다.
도 4는 접동재의 단면 구조를 나타내는 도이다.
도 5는 접동재 중의 Cr-Fe-Si계 금속간 화합물의 SEM 이미지이다.
도 6a는 나노인덴터 경도의 측정도이다.
도 6b는 나노인덴터 경도의 측정도이다.
도 7은 Fe-Al계 금속간 화합물의 도이다.
도 8은 왕복 접동 시험 장치의 도이다.
도 9는 왕복 접동 시험 결과를 나타내는 도이다.
도 10은 캠 접동 시험 장치의 도이다.
도 11은 캠 장치 접동재의 마모 곡선을 나타내는 도이다.
도 12는 캠 장치 접동재의 마모 곡선을 나타내는 도이다.
도 13은 다이 마운트 캠 장치의 도이다.
도 14는 롤러 캠 장치의 도이다.
이하, 실시 형태의 캠 장치에 대하여 상세하게 설명한다. 또한, 본 발명은 이 실시 형태에 한정되지 않는다.
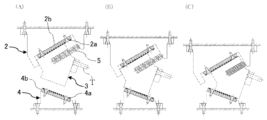
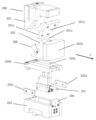
도 1은 실시 형태의 캠 장치를 나타내는 분해 사시도이다. 도 1에 나타내는 바와 같이, 실시 형태의 캠 장치(1)는, 캠 홀더(2)와, 캠 슬라이더(3)와, 캠 드라이버(4)와, 리턴용 탄성 부재(5)를 가진다.
캠 홀더(2)는, 캠 홀더 접동면(2a)을 가지는 캠 홀더 접동재(2b)와, 캠 홀더 기부(2c)를 가진다. 캠 홀더 접동재(2b)는, 캠 홀더 기부(2c)의 장착면에, 볼트로 장착된다. 이에 의해, 캠 홀더 접동재(2b)를 용이하게 교환할 수 있다.
접동재의 마모 시에 금형으로부터 캠 홀더 기부를 떼어낼 필요가 없어지기 때문에, 캠 홀더 접동재가 캠 홀더 기부와 일체로 되어 있는 구조에 비해, 교환에 걸리는 시간이 단축되어, 코스트가 낮아지는 이점이 있다. 또한, 도 1에 나타내는 캠 홀더 접동재(2b)는 평판 형상이지만, 접동하는 기능을 가지고 있으면 형상은 이에 한정되지 않는다.
캠 슬라이더(3)는, 캠 홀더(2)의 캠 홀더 접동면(2a)에 슬라이딩 접촉하는 캠 홀더 측 캠 슬라이더 접동면(3a)과, 캠 드라이버 측 캠 슬라이더 접동면(3b)과, 공구 장착면(3e)을 가진다. 캠 슬라이더(3)는, 캠 홀더 측 캠 슬라이더 접동면(3a)이 캠 홀더 접동면(2a)에 접촉하는 것에 의해, 캠 홀더(2)에 대하여, 이동하고, 또한 캠 드라이버 측 캠 슬라이더 접동면(3b)이 후술하는 캠 드라이버 접동면(4a)에 접촉하는 것에 의해, 캠 드라이버(4)에 대하여, 정해진 가공 방향으로 이동한다. 공구 장착면(3e)에는, 미도시의 가공 공구(예를 들면, 타공용 펀치 또는 굽힘 공구 등)가 장착된다.
캠 드라이버(4)는, 캠 드라이버 측 캠 슬라이더 접동면(3b)에 접촉하는 캠 드라이버 접동면(4a)을 가지는 캠 드라이버 접동재(4b)와, 캠 드라이버 기부(4c)를 가진다. 캠 드라이버 접동면(4a)이 캠 드라이버 측 캠 슬라이더 접동면(3b)에 접촉하는 것에 의해, 캠 드라이버(4)는, 캠 슬라이더(3)를 정해진 가공 방향으로 강제적으로 이동시킨다. 캠 드라이버 접동재(4b)는, 캠 드라이버 기부(4c)의 장착면에, 볼트로 장착되어 있다. 이에 의해, 캠 드라이버 접동재(4b)를 용이하게 교환할 수 있다.
접동재의 마모 시에 금형으로부터 캠 드라이버 기부를 떼어낼 필요가 없어지기 때문에, 캠 드라이버 접동부가 캠 드라이버 기부와 일체로 되어 있는 구조에 비해, 교환에 걸리는 시간이 단축되어, 코스트가 낮아지는 이점이 있다. 또한, 도 1에 나타내는 캠 드라이버 접동재(4b)는, V자 단면 형상을 가지지만, 접동하는 기능을 가지고 있으면, 이에 한정되지 않으며, 평판 형상 또는 볼록 단면 형상 등이어도 된다.
도 1에서는, 캠 홀더(2)와 캠 드라이버(4)가 각각 캠 홀더 접동재(2b)와 캠 드라이버 접동재(4b)를 가지지만, 이것에 한정되지 않으며, 캠 슬라이더(3)는, 장착 가능한 캠 홀더 측 캠 슬라이더 접동재(3f)(미도시), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g)(미도시)를 가지고, 캠 슬라이더(3)의 캠 홀더 측 캠 슬라이더 접동면(3a) 또는 캠 드라이버 측 캠 슬라이더 접동면(3b)이, 장착 가능한 캠 홀더 측 캠 슬라이더 접동재(3f) 및 캠 드라이버 측 캠 슬라이더 접동재(3g)의 접동면이어도 된다.
또한, 캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g)는, 본체에 장착 가능한 별체일 필요는 없으며, 본체와 일체적(혹은 본체의 일부)이어도 된다.
리턴용 탄성 부재(5)로서는, 예를 들면, 코일 스프링 또는 가스압 실린더를 이용할 수 있다. 도 1에서는, 가스압 실린더를 사용하는 예를 나타낸다. 리턴용 탄성 부재(5)의 탄발력(彈發力)에 의해 캠 슬라이더(3)를 초기 위치로 복귀시킨다.
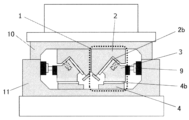
도 2는 캠 장치의 동작을 나타내는 도이다. 도 2의 (A) ~ (C)에, 캠 장치(1)의 동작을 단면도를 이용하여 나타낸다. 리턴용 탄성 부재(5)는, 코일 스프링이다. 도 2의 (A)에 나타내는 상태(초기 상태)로부터, 캠 홀더(2)가, 금형(도시하지 않음)의 상형과 함께 상사점(도 2의 (A))으로부터 하사점(도 2의 (C))으로 상하 방향으로 이동함으로써, 캠 슬라이더(3)가 가공 방향으로 이동한다. 캠 슬라이더(3)의 공구 장착면(3e)에 마련된 가공 공구(T)가 가공 방향으로 이동하여, 금형에 설치된 워크에 대하여 타공 가공 또는 굽힘 가공을 행한다.
캠 장치(1)의 동작 시에, 캠 홀더 접동면(2a)과 캠 드라이버 접동면(4a)에, 접동에 의한 마모가 발생한다. 여기서, 가공 공구와 피가공물 등과의 상대 위치 조정에는 높은 정밀도가 요구되기 때문에, 캠 홀더 접동면(2a)과 캠 드라이버 접동면(4a)에 발생하는 마모는 작은 것이 요구된다.
도 3은 황동계 주조 합금에 고체 윤활제가 매설된 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 또는, 캠 드라이버 측 캠 슬라이더 접동재(3g))의 접동면(캠 홀더 접동면(2a), 캠 드라이버 접동면(4a), 캠 홀더 측 캠 슬라이더 접동면(3a), 또는, 캠 드라이버 측 캠 슬라이더 접동면(3b))의 일부를 확대하여 나타내는 도이다.
도면에 나타내는 바와 같이, 접동면에는, 소지(2e(4e, 3i))에, 원형 단면의 고체 윤활재(2d(4d, 3h))가 분포하고 있다. 고체 윤활제(2d(4d, 3h))는, 예를 들면, 그래파이트이다. 매설된 고체 윤활제가 혼합 윤활 하에서 자기 윤활 작용을 이루어, 유막이 형성되기 어려운 충격을 수반하는 환경 하에서도 양호한 윤활 성능을 나타낸다. 또한, 접동면은 소지와 경질 입자에 의해 유지된다. 고체 윤활제는, 경질 입자인 Cr-Fe-Si계 금속간 화합물에 강고하게 이전 부착하여, 윤활막을 형성하고, 마찰 계수를 저하시키는 효과를 가진다. 그 결과, 고체 윤활제와 경질 입자에 의해, 마모의 진행을 늦춰(마찰 속도를 저하시켜), 수명을 길게 할 수 있다. 또한, 소지 표면에도 고체 윤활제가 이전 부착하여 접동을 돕는다.
도 4는 실시 형태의 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 또는, 캠 드라이버 측 캠 슬라이더 접동재(3g))의 일부의 단면 구조를 나타내는 도이다. 또한, 캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g)는, 동일한 단면 구성을 가지기 때문에, 도 4를 이용하여, 이들 접동재의 구성을 동시에 설명한다. 또한, 도 4에 있어서의, 고체 윤활제와 Cr-Fe-Si계 금속간 화합물의 크기의 관계는 설명을 위한 것이며, 엄밀한 크기의 관계를 나타내는 것은 아니다.
여기서, 캠 홀더 접동재(2b)는, 소지(2e), Cr-Fe-Si계 금속간 화합물(2f), 고체 윤활재(2d)를 가지고, 캠 드라이버 접동재(4b)는, 소지(4e), Cr-Fe-Si계 금속간 화합물(4f), 고체 윤활재(4d)를 가지고, 캠 홀더 측 캠 슬라이더 접동재(3f)는, 소지(3i), Cr-Fe-Si계 금속간 화합물(3j), 고체 윤활재(3h)를 가지고, 캠 드라이버 측 캠 슬라이더 접동재(3g)는, 소지(3i), Cr-Fe-Si계 금속간 화합물(3j), 고체 윤활재(3h)를 가지는 것으로 한다.
도 4는 접동면에 수직인 단면으로부터 본 금속간 화합물의 구조를 나타낸다. 캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g)는, 각각, 소지(2e, 4e, 및, 3i)와, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)과, 고체 윤활재(2d, 4d, 및, 3h)를 가진다.
소지(2e, 4e, 및, 3i)는, 황동계 주조 합금이다. 소지(2e, 4e, 및, 3i)는, 각각, 용도에 따른 형상, 및, 기계적인 강도를 캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g)에 부여한다.
실시 형태의 캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g)는, 각각, Cr을 주성분으로 하는 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)로서, (Cr, Fe)3Si를 포함한다. Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)은, 대표적으로는 (Cr0.85Fe0.15)3Si의 구조를 가진다.
Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)은, Cr, Fe, 및, Si로 이루어지는 조성의 화합물이다. 실시 형태의 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)은, (Cr, Fe)3Si의 구조를 가진다. Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 각각은, 둥그스름한 곡면의 외형을 가진다.
소지(2e, 4e, 및, 3i)에 각각 포함되는 다수의 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)은, 서로 결합되고, 이에 의해, 다수의 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)이 각각 연결된 입체 구조를 구성한다. 실시 형태의 캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g)에 각각 포함되는 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)은, 20 GPa 이상 28 GPa 이하의 나노인덴테이션 경도를 가진다.
Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 동정, 원자의 결합 비율에 대해서는 SEM-EDS의 포인트 분석에 의한 원자%의 조성으로부터 화합물의 원자 결합비를 산출했다. 예를 들면, 단순한 Mn 실리사이드의 경우, Mn : Si = 5 : 3의 결합비이며, 화학 구조가 Mn5Si3의 화합물인 것을 알 수 있다.
이 금속간 화합물의 표기는, 일반 합금 성분의 표기와 마찬가지로, 많은 성분부터 차례로 기재하여, Mn-Si계 금속간 화합물이라 표기한다. 따라서, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)이란 Cr을 주성분으로 하는 Cr과 Fe과 Si로 이루어지는 화합물인 것을 나타낸다.
본 발명자들은, 이 화합물이 Mn-Fe-Si계 금속간 화합물과 같이, 삼원화된 경우에 있어서는, 주구조가 Mn5Si3인 것에 변함은 없으며, Mn의 일부가 치환된 (Mnx, Fey)(단 x+y=1)이 되는 것을 확인하고, 그 치환비를 명확하게 했다. 즉, 이들 계측 장치 및 화학 구조를 결정하는 사고 방식을 도입함으로써, 정확한 화학 구조를 아는 것이 가능하게 되었다.
종래, 금속간 화합물은, 오로지 단면 형상을 기초로 평가하는 경우가 많았다. 그러나, 마찰 마모의 상황에 있어서는, 마모가 진행되는 프로세스에 대응하여 화합물의 3차원적인 정출 형태를 파악할 필요가 있다.
본 발명자들은, 황동의 소지(2e, 4e, 및, 3i)를 용해하여, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)만을 남기는 부식법을 개발했다. 이에 의해, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 3차원적인 정출 형태를 SEM(2차 전자상) 관찰하는 것이 가능하게 되었다.(도 5)
또한, 미세한 조직인 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 경도는, 나노인덴터에 의해 경도 측정이 가능하다.
나노인덴터에 의한 경도 계측은, “ISO 14577-1 Metallic materials-Instrumented indentation test for hardness and materials parameters-“ 및 그 부칙 “Annex A (normative) Materials parameters determined from the force / indentation depth data set”에 준거한다. 나노인덴터에 의한 경도 계측에는, BRUKER사 제품 HYSITRONTI980 장치를 이용했다.
나노인덴테이션 경도의 측정 조건, 및, 측정 순서를, 이하에 나타낸다.
나노인덴테이션 측정 조건은 이하이다
테스트 하중 800 μN,
부하 1 s,
보지(保持) 0.4 s,
제하(除荷) 1 s
측정 조건의 ISO 표기는 이하이다.
HIT = HIT8 x 10-4 / 1 / 0.4 / 1(비고 : ISO 14577-1 Annex A)
측정 순서와 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 나노인덴테이션 경도의 결정 방법은 이하이다.
1. 시료 측정면을 이온 밀링 장치로 연마하여, 평활한 표면으로 한다.
2. Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)을 포함하는 시야 내의 구성 성분을, SEM/EDS를 이용하여 확인한다. 다음으로, 나노인데이테이션 측정 장치의 카메라를 이용하여, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)과 동일 시야인 것을 확인한다. 이에 의해, 나노인덴테이션 측정 시야를 결정한다.
3. Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)을 포함하는, 13.5 μm × 13.5 μm의 시야에 있어서, 1.5 μm 격자 간격의 그리드를 설정한다. 그리드의 합계 100 점의 격자점의 나노인덴테이션 경도를 상기의 나노인덴테이션 측정 조건으로 순차 계측한다.
4. 상기 측정 결과를 기초로, 동일한 나노인덴테이션 경도의 점을 선으로 접속하는 것에 의해 등고선도를 얻는다. 도 6a는 동일한 경도의 점을 선으로 접속하는 것에 의해 얻어진 등고선도이다. 다음으로, 도 6a의 나노인덴테이션 경도의 피크를 지나, X축에 평행한 선(도 6a 중의 D-D')으로, 등고선의 단면을 취한다. 도 6b는 등고선의 단면을 취하는 것에 의해 얻어진 경도 분포를 나타내는 단면도이다.
5. 도 6b의 경도 단면도에 있어서, A는 소지(2e, 4e, 및, 3i)의 영역을 나타내고, B는 소지(2e, 4e, 및, 3i)와 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)과의 경계 영역을 나타내고, C는 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 영역을 나타낸다.
소지(2e, 4e, 및, 3i)의 영역(A)에 있어서의 나노인덴테이션 경도는, 약 4 GPa이다. 소지(2e, 4e, 및, 3i)와 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)과의 경계 영역(B)에서는, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)이 정출되는 것에 의해 소지(2e, 4e, 및, 3i)보다 경도가 커지고, 소지(2e, 4e, 및, 3i)에 가까운 주변 부분부터 급격하게 경도가 상승한다. Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 영역(C)에서는, 중심부의 나노인덴테이션 경도는 비교적 플랫이며, 도 6b에서는, 19.5 GPa 이상 24.4 GPa 이하의 나노인덴테이션 경도가 된다.
본 측정법에서는 나노인덴테이션 경도가 이산값으로 밖에 얻어지지 않는다. 이 때문에, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 경도를 나타내는 방법으로서, 중심부의 플랫인 고경도의 영역(C)을 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)이 정출된 영역으로 간주했다. 그리고, 영역(C)의 나노인덴테이션 경도를 이용하여, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 경도로 했다.
또한, 경계 영역(B)의 결정에 있어서는, 어느 격자점의 나노인덴테이션 경도를 Hn으로 하고, 그 옆의 1.5 μm 떨어진 격자점의 나노인덴테이션 경도를 Hn+1으로 했을 경우에, |Hn+1-Hn| > 6.0 GPa의 조건을 충족하는 부분을 경계 영역(B)으로 하고, C와 B의 영역의 경계선은 등고선에 따라 마련하는 것으로 했다.
이와 같이 결정한 경계 영역(B)보다 경도가 큰 영역(C)을, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)이 정출된 영역으로 간주한다. 도 6b에 나타낸 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 경우에는, 영역(C)의 나노인덴테이션 경도는, 19.5 GPa 이상 24.4 GPa 이하이다.
또한, 나노인덴테이션 경도의 측정은, 복수의 시야(예를 들면, 5 개소의 시야)를 반영시키는 것이어도 된다. 그 경우, 시야 1 ~ 5의 각각의 나노인덴테이션 경도 중에서, 최소값부터 최대값을, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 나노인덴테이션 경도로 한다. 또한, 다른 금속간 화합물의 나노인덴테이션 경도의 측정 순서 ~ 결정 방법에 대해서도 동일한 프로세스로 행한다.
실시 형태의 캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g)는, 각각, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 입자의 3차원 결합 구조와, 나노인덴테이션 경도에 의해, 접동성을 향상시키고 있다.
실시 형태의 캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g)와, 비교예의 접동재의, 조성, 구조, 입체 구조 및 나노인덴테이션 경도를 비교해, 실시 형태의 캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g)의 효과를 확인했다.
실시 형태의 캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g)는, 각각, 황동계 주조 합금의 소지(2e, 4e, 및, 3i) 중에 (Cr, Fe)3Si의 구조를 가지고, 둥그스름한 곡면으로 구성되고 또한 부분적으로 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)이 연결된 입체 구조를 가지며, 나노인데이테이션 경도가 20 GPa 이상 28 GPa 이하인 경도를 가진다.
Cr, Fe 및 Si로 이루어지는 금속간 화합물에는, Cr을 주성분으로 하는 실시 형태의 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)인 (Cr, Fe)3Si(구체적으로는, (Cr0.85Fe0.15)3Si)와, Fe을0 주성분으로 하는 Fe-Cr-Si계 금속간 화합물(Fe, Cr)3Si(구체적으로는, (Fe0.85Cr0.15)3Si)의 2 종류의 화합물이 존재한다. 그러나, 이 2 개의 금속간 화합물은 완전히 상이한 형태를 나타낸다.
Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)과 Fe-Cr-Si계 금속간 화합물은 동시에 정출되는 경향이 있으며, 본 발명자들은, 오로지 Cr-Fe-Si계 금속간 화합물만을 활용하는 목적으로, 이 2 개의 실리사이드의 분리 응고를 시도했다. 그 결과, 응고 조건을 제어함으로써 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)과, Fe-Cr-Si계 금속간 화합물을 분리 응고시키는 것에 성공했다. 그것에 의해, Cr-Fe-Si계 금속간 화합물에 특화된 우수한 마찰 마모 특성을 파악할 수 있어, 실시 형태에 이르는 것이 가능해졌다.
동일한 Cr, Fe, Si를 구성 성분으로 하는 금속간 화합물이라도, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)과 Fe-Cr-Si계 금속간 화합물에서는, 그 형태 및 나노인데이테이션 경도가 완전히 상이하며, 그 결과 경질 화합물이 가져오는 마찰 마모 성능이 상이하다. 실시 형태에서는, 이 중 Cr을 주성분으로 하고, 둥그스름한 곡면으로 구성되고 또한 부분적으로 연결된 입체 구조를 가지는 것을 특징으로 하는 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 활용을 목적으로 했다.
황동계 주조 합금에서는, 트라이볼로지 기초식 (1)에 따라, 내마모성과 저마찰성(저μ성)이 평가된다.
μ = τ0 / PH
···
(1)
단, μ:마찰 계수, τ0:윤활 물질의 전단력, PH:경도(하중/면적)이다.
마찰 계수(μ)는, 윤활 물질의 전단력에 비례하고, 하지 경도에 반비례한다. 경도(PH)는, 하중을 접촉 면적으로 나눈 것이다. 마찰 계수(μ)를 저하시키기 위해서는, 마찰 시 하중점이 되는 금속간 화합물의 경도를 높이는 것, 또는 금속간 화합물의 접촉 면적을 작게 하는 것이 필요하다.
즉, 화합물의 형상은, 이상적으로는 구형에 가깝게 하여 접촉 면적을 작게 하고, 또한, 견고한 화합물이면, 마찰 계수를 저하시킬 수 있다.
도 4 및 도 5는 실시 형태의 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)을 나타낸다. 도 4 및 도 5에 나타내는 바와 같이, 실시 형태의 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)은, 경질이며 둥그스름한 곡면으로 구성되고, 또한 연결된 화합물 형태이다.
이에 의해, 실시 형태의 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)은, 경질이고 또한 마찰면을 작게 하고, 또한 방열 면적을 늘린 형태는, 마찰 계수를 낮추는 것이 가능한 형태라고 할 수 있다.
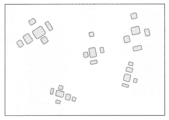
도 7은 비교예 2의 Fe-Al계 금속간 화합물을 나타낸다. 도 7에 나타내는 바와 같이, 비교예 2의 Fe-Al계 금속간 화합물은 각형이며 작고 화합물이 각각 독립하여 연결되어 있지 않다.
실시 형태의 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)에 의한 효과는, 상기 트라이볼로지 기초식 (1)식에 따라, PH(경도)의 증대가 마찰 계수를 저하시키고, 윤활제가 개재되는 것에 의해, μ × 하중 × 속도로 나타내지는 마찰일을 저하시키고, 이에 의해, 마찰열의 발생을 줄일 수 있어, 저마찰 효과를 발휘하는 것이다.
접동재의 마모량(V)은 (2)식으로 나타내진다.
V = Z(P / PH)L
···
(2)
마모량(V)은, 마모 계수(Z)와 하중(P), 마찰 거리(L)에 비례하고, 경도(PH)에 반비례한다. 따라서, 부드러운 황동계 주조 합금에 정출되는 화합물의 경도를 높임으로써 마모량을 줄이는 것이 가능해진다.
실시 형태의 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 영역(C)(도 6a, 도 6b에 나타냄)의 나노인덴테이션 경도는, 20 GPa ~ 28 GPa이며, 내마모성이 우수한 조직이다.
마찰 시, 금속간 화합물은, 하중점이 되어 강한 마찰열이 발생한다. 이 마찰열은 화합물과 구리 합금 매트릭스 계면을 통과하여 방열된다. 따라서, 화합물이 3차원적으로 연결되어 있는 것은, 화합물 전체의 표면적을 크게 하여, 방열 효율을 비약적으로 높일 수 있다. 이와 같이 마찰 시의 방열 효율이 좋은 것은, 표면 온도의 상승을 방지하고, 과혹한 마찰 상황을 완화할 수 있다.
예를 들면, 단독으로 정출된 입상(粒狀)의 비교예의 Fe-Al계 금속간 화합물은, 하중점이 되어 마찰열이 증대되었을 때에, 금속간 화합물이 고온화되어, 화합물/소지 계면이 연화되고, 화합물 계면이 불안정화되어, 유리될 가능성이 있다.
한편, 도 4 및 도 5에 나타내는 바와 같이, 실시 형태의 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)은, 표면적이 크고, 연결되어 있기 때문에, 열 교환 면적이 증가하여, 집중 하중에 의해 생기는 마찰열을 적절하게 확산시킬 수 있다. 이와 같이 3차원 구조를 가지는 것은, 마찰 마모의 상황에 있어서는 중요한 요소이다.
이와 같이, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 형상, 및 연속성은 중요한 의미를 가지며, 그 용도로서도 고부하 접동재로서 유효하게 기능한다. 즉 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 연속성과 경도는, 마모를 방지하여, 저마찰 상태를 현출하는 우수한 구조라 할 수 있다.
이하에, 본 발명의 평가예에 대하여 설명을 한다. 또한, 본 발명은 이하의 평가예에 한정되지 않는다.
표 1에, 실시예의 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g))와 비교예의 접동재에 포함되는 금속간 화합물의 구성을 나타낸다. 실시예 1의 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g))와 비교예 2의 접동재는, Cu-26 Zn-5 Al의 황동계 주조 합금 소지 중에, 표 1에 나타내는 금속간 화합물을 포함한다.
실시예 1은, 소지(2e, 4e, 및, 3i) 중에, 각각, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)을 정출시킨 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g))이다. 비교예 2는, 소지 중에 Fe-Al계 금속간 화합물을 정출시킨 접동재로, 일반적으로 사용되는 고력 황동재이다.
표 1에, 각각의 금속간 화합물의 화학식, 금속간 화합물의 정출 형태(금속간 화합물의 형상, 금속간 화합물의 연속성(결합, 연결)), 나노인덴테이션 경도(GPa)를 나타냈다. 또한 실시예 1의 Si의 첨가량은, 0.3%로 하고, 정출되는 화합물의 조성에 따라, Mn, Fe, Cr 등의 첨가량을 정했다.
[표 1]
어느 합금이나, 먼저 용해 온도 1100℃에서 순Cu 지금을 용해하고, 다음으로 Zn을 정해진 양 첨가하여 Cu-Zn 합금을 작성하고, 다음으로 Al을 첨가, 용해하고, 다음으로 1200℃까지 승온한 후, 필요한 원소의 모합금을 첨가 용해하고, 정해진 성분이 되도록 용해 주조하여, 시험편 형상으로 가공되었다. 또한 본 실시 형태의 접동재는, 사형 주조법, 금형 주조법, 및 금형 주조한 후, 압출 가공, 인발 가공을 실시하는 공법으로도 만들 수 있으며, 각 제조 방법에 한정되는 것은 아니다.
실시예 1의 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 경우에는, Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)을 포함하는 시야에 있어서 나노인덴테이션 경도 19.5 GPa 이상 27.9 GPa 이하의 영역이 관찰되었다. 한편, 비교예 2의 Fe-Al계 금속간 화합물의 경우는, 6.6 GPa 이상 7.4 GPa 이하의 영역이 관찰되었다.
이와 같이, 실시예 1의 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)은 매우 경질인 금속간 화합물이며, 이 경도가 트라이볼로지 성능에 크게 영향을 준다.
도 8에, 왕복 접동 시험 장치의 개요를 나타낸다. 이른바 핀 온 디스크 타입의 왕복 접동 시험 장치로, 마모량을 계측할 수 있다. 도면 중의, 1은 가압 장치, 2는 공시 재료, 3은 상대 재료를 나타낸다. 4는 상대재를 왕복 접동시키는 모터이다. 이하에 시험 조건을 나타낸다.
· 시험기 : 왕복동 하중 시험기
· 최고 접동 속도 : 8 m/min
· 왕복 접동 거리 : 150 mm
· 토탈 접동 거리 : 500 m
· 시험 온도(축받이 배면 온도) : 100℃
· 상대재 : FC250, 표면 거칠기 Ra3.0
· 윤활유 : VG32
· 마모 시험 하중 : 30 MPa 일정 하중
도 9에, 실시예 1의 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g)) 및 비교예 2의 접동재의 마모량을 나타낸다. 놀랍게도, 실시예 1에서는 마모량은 2 μm이다. 한편, 비교예 2에서는 마모량은 20 μm이다.
실시예 1의 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g))는, 종래부터 사용되고 있는 비교예 2의 접동재보다 현격히 우수한 내마모성이 얻어지는 것을 알 수 있다.
이와 같이 실시예의 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g))는, 정출 형태 및 나노인덴터 경도에 있어서 트라이볼로지 성능이 우수한 Cr-Fe-Si계 금속간 화합물(2f, 4f, 및, 3j)의 정출에 의해, 우수한 트라이보 성능의 개선이 얻어지는 것이 실증되었다.
다음으로, 실시예 1의 접동재(캠 홀더 접동재(2b) 및 캠 드라이버 접동재(4b)), 비교예 2의 접동재를, 도 1에 나타내는 캠 장치에 탑재하여, 캠 장치로서의 기능을, 도 10에서 나타내는 시험 장치를 이용하여 평가를 실시했다. 도면 중의, 1은 캠 유닛, 9는 부하용 가스 실린더, 10은 상형, 11은 하형을 나타낸다. 또한, 타회 시험이란 프레스 장치를 이용한, 실제의 금형 가공을 모의한 시험 방법을 말한다.
타회 시험의 시험 조건을 이하에 나타낸다. 또한, 타회수란 프레스의 동작 횟수를 나타내며, 프레스기의 슬라이드가 상사점으로부터 하강하여, 금형의 상형을 하사점까지 누르고, 캠 장치를 작동시켜 다시 원래의 상사점으로 복귀하는 1 사이클의 동작의 수를 나타내고, 샷수라고도 한다.
· 부하 하중
92(KN)
· 면압
캠 홀더 측
30.0(N/mm2)
캠 드라이버 측
24.7(N/mm2)
· 프레스 속도
30(min-1(SPM))
· 슬라이딩 속도
캠 홀더 측
10.7(m/min)
캠 드라이버 측
6.9(m/min)
· 타회수(샷수)
50000(회)
통상, 마모 곡선은, 길들이기 단계에서 급속히 마모가 진행되는 I) 초기 마모 영역과, 그 후 길들임 면이 형성되어 마모 속도가 감속하는 II) 정상(定常) 마모 영역의 2 개의 영역으로 나누어 생각할 수 있다. 초기 마모 단계는, 가공 오차를 포함하는 가공면이 접동하는 것에 의해, 필요한 마모가 급속히 생겨, 그 장치에 최적인 길들임 면을 형성한다. 초기 마모 단계를 조기에 클리어하여, 안정된 길들임 면끼리의 접동이 됨으로써, 마모량은 감속하여, 안정된 마찰 상태에 들어간다. 마모 곡선을 비교함으로써, 각각의 접동재의 특성을 아는 것이 가능하다. 또한, 초기 마모 영역이란, 타회수가 0 ~ 5000 회까지의 영역이라 정의하고, 정상 마모 영역이란 타회수가 20000 회 이후의 안정 영역이라 정의한다.
시험 결과를 도 11, 12에 나타낸다. 시험 결과는, 종축에 마모량, 횡축에 타회수를 취한 마모 곡선으로 나타냈다. 본 시험에서는 타회수를 50000 회까지 실시하고, 실시예 1과 비교예 2의 캠 홀더 접동재와 캠 드라이버 접동재의 마모 곡선을 측정했다.
캠 홀더 접동재(2b)(도 11), 캠 드라이버 접동재(4b)(도 12) 모두, 초기 마모(~ 5000 회) 후, 정상 마모(20000 회 ~) 상태로 이행되는 것을 알 수 있다(도 11, 12 중의 2의 선). 도 12에 나타내는 바와 같이, 5 만회 타회 시의 마모량은 비교예 2(도 12중의 1의 선)의 캠 드라이버 접동재가 17.8 μm인데 대하여, 실시예 1(도 12 중의 2의 선)의 캠 드라이버 접동재(4b)가 4.9 μm이다. 도 11에 나타내는 바와 같이, 5 만회 타회 시의 마모량은, 비교예 2(도 11 중의 1의 선)의 캠 홀더 접동재가 12.7 μm인데 대하여, 실시예 1(도 11 중의 2의 선)의 캠 홀더 접동재(2b)가 4.4 μm이다. 캠 홀더 접동재(2b)도 캠 드라이버 접동재(4b)도 비교예 2와 비교해 실시예 1은 매우 적고, 놀랍게도, 초기 마모 영역에서도 정상 마모 영역에서도 마모 속도가 저하되는 것을 알았다.
표 2에는, 캠 드라이버 접동재(4b)의 초기 마모 영역 및 정상 마모 영역의 마모 속도를 나타낸다. 0 ~ 5000 회 타회까지의 초기 마모 영역에 있어서 표 1에 나타내는 경질인 화합물을 석출시킨 본원 재료가 6.8 μm/104 타회의 마모 속도인데 대하여, 연질인 화합물을 석출시킨 비교재는 30.0 μm/104 타회로 약 4.4 배의 마모 속도를 나타냈다. 또한 마모량이 안정되는 정상 마모 영역에서도 본원 재료는 매우 낮은 마모 속도로 안정되어 있는데 대하여 비교예는 약 4.3 배의 속도로 마모가 진행되는 것이 판명되었다. 이와 같이, 실시 형태의 접동재(캠 홀더 접동재(2b) 및 캠 드라이버 접동재(4b))를 이용한 캠 장치에 있어서는, 초기 마모 영역, 정상 마모 영역 모두에 있어서 우수한 내마모 성능이 실증되었다.
[표 2]
실시 형태의 캠 장치는, 접동면에 고체 윤활제가 매설되고, 황동계 주조 합금 소지에, 나노인덴테이션 경도가 20 GPa 이상 28 GPa 이하인 Cr-Fe-Si계 금속간 화합물을 포함하는 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g))를, 캠 장치에 설치하고, 20.0(N/mm2) 이상의 면압에 있어서, 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g))의 정상 마모 영역에 있어서의 마모 속도가 0.20(μm/104 타회) 이하인 캠 장치이다.
실시 형태의 캠 장치는, 접동면에 고체 윤활제가 매설되고, 황동계 주조 합금 소지에, 나노인덴테이션 경도가 20 GPa 이상 28 GPa 이하인 Cr-Fe-Si계 금속간 화합물을 포함하는 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g))를, 캠 장치에 설치하고, 20.0(N/mm2) 이상의 면압에 있어서, 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g))의 초기 마모 영역의 마모 속도는, 8.0 μm/104 타회 이하인 캠 장치이다.
실시 형태의 캠 장치는, 접동면에 고체 윤활제가 매설되고, 황동계 주조 합금 소지에, 나노인덴테이션 경도가 20 GPa 이상 28 GPa 이하인 Cr-Fe-Si계 금속간 화합물을 포함하는 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g))를, 캠 장치에 설치하고, 20.0 N/mm2 이상의 면압에 있어서, 접동재의 5 만회 타회 시에 있어서의 마모량은, 5.0 μm 이하인 캠 장치이다.
일반적으로 하이텐재라고 불리는 재료 강도 780 MPa의 패널(판 두께 1 mm)에, 폭 46 mm의 캠에 설치할 수 있는 최대의 리테이너(섕크 직경 φ16)로 가공할 때의 타발력을 산출한 결과, 캠 홀더 접동면(2a)에 걸리는 면압은 19.1 MPa로 산출되고, 실시 형태의 캠 장치(1)에 있어서 고가공력이란 접동면에 걸리는 면압이 20 MPa를 초과하는 것으로 한다.
[표 3]
즉, 실시 형태의 접동재(캠 홀더 접동재(2b), 캠 드라이버 접동재(4b), 캠 홀더 측 캠 슬라이더 접동재(3f), 및, 캠 드라이버 측 캠 슬라이더 접동재(3g))는 캠 장치(1)에 적용되어, 고부하(20 MPa 이상)에도 견디며, 또한 매우 작은 마모에 그치는 것에 의해, 고정밀도의 가공을 유지할 수 있는 것이 판명되었다.
실시 형태에 따른 캠 장치는, 상술한 예에 한정되지 않는다. 예를 들면, 실시 형태에 나타내는 캠 장치는, 캠 홀더 및 캠 드라이버가 각각, 금형과는 상이한 부품으로서 조립되어 있지만, 이 별체 구조에 한정되지 않는다. 예를 들면, 캠 홀더 혹은 캠 드라이버 중 어느 일방이, 금형과 일체로 되어 있어도 된다. 캠 드라이버가 금형과 일체화된 구조이면, 금형이 캠 드라이버로서의 기능을 가진다.
예를 들면, 캠 장치에는, 에어리얼 캠(도 1에 나타내는 캠 장치(1)), 다이 마운트 캠, 롤러 캠 등의 종류가 있으며, 각각 구조가 상이하다. 어느 캠도 접동부를 가지고, 각각의 접동부에 실시 형태의 캠 장치의 접동재를 적용할 수 있다. 이에 의해, 내마모성 및 내구성이 향상되어 고가공력을 구비하는 캠 장치로 할 수 있다.
이하에, 실시 형태의 캠 장치(1)의 응용예를 설명한다. 실시 형태의 캠 장치는, 예를 들면, 이하에 설명하는 다이 마운트 캠 장치 또는 롤러 캠 장치로 할 수 있다. 또한, 각 캠 장치의 공지의 구성에 대해서는 설명을 적절히 생략한다.
도 13에, 다이 마운트 캠 장치(200)의 분해도를 나타낸다. 캠 장치(200)는, 캠 드라이버(201), 캠 슬라이더(202), 캠 홀더(203), 리턴용 탄성 부재(207)를 가진다. 캠 드라이버(201)는, 프레스 금형 장치의 상형에 장착되고, 캠 슬라이더(202)를 가공 방향으로 구동한다. 캠 홀더(203)는 하형에 장착된다. 캠 슬라이더(202)는, 워크를 가공하는 가공 공구가 설치 가능하며, 캠 홀더(203)에 접동 가능하게 장착되어 있다.
도 13에 나타내는 바와 같이, 캠 드라이버(201)에는, 접동면(201b)을 가지는 접동재(201a)가 착탈 가능하게 마련되어 있다. 캠 슬라이더(202)는, 접동면(201b)과 슬라이딩 접촉하는 접동면(202a)과, 공구 장착면(202b)과, 접동면(202c)과, 접동면(202d)을 가진다. 캠 홀더(203)는, 캠 슬라이더(202)와 슬라이딩 접촉하는 접동면(203a)을 가진다.
예를 들면, 캠 드라이버(201)의 접동부, 캠 슬라이더(202)의 접동부, 캠 홀더(203)의 접동부 중 어느 1 이상의 접동재가, 황동계 주조 합금으로 이루어지는 소지와, 소지에 포함되고, Cr-Fe-Si계 금속간 화합물이 노출된 영역의 나노인덴테이션 경도가 20 GPa 이상 28 GPa 이하인 Cr-Fe-Si계 금속간 화합물을 가지고, 소지에 매설된 고체 윤활제를 더 가지고, 20.0 N/mm2 이상의 면압에 있어서, 접동재의 마모 속도는, 정상 마모 영역에 있어서, 0.20 μm/104 타회 이하인 것에 의해, 고가공력을 구비하고 접동성이 우수한 캠 장치(200)를 실현할 수 있다.
또한, 캠 드라이버(201)의 접동부, 캠 슬라이더(202)의 접동부, 캠 홀더(203)의 접동부 중 어느 1 이상의 접동재가, 소지에 매설된 고체 윤활제를 더 가지고, 20.0 N/mm2 이상의 면압에 있어서, 접동재의 초기 마모 영역의 마모 속도는, 8.0 μm/104 타회 이하인 것에 의해, 고가공력을 구비하고 접동성이 뛰어난 캠 장치(200)를 실현할 수 있다. 또한, 20.0 N/mm2 이상의 면압에 있어서, 접동재의 5 만회 타회 시에 있어서의 마모량은, 5.0 μm 이하인 캠 장치를 제공할 수 있다.
도 14에, 롤러 타입의 캠 장치(300)의 분해도를 나타낸다. 캠 장치(300)는, 고정 금형(하형, 미도시) 등에 고정된 캠 홀더(301)와, 캠 홀더(301)에 접동 가능하게 지지되는 캠 슬라이더부(302)와, 이동 금형(상형, 미도시) 등에 고정되어, 캠 슬라이더(302)를 정해진 가공 방향(A)으로 구동하기 위한 캠 드라이버(303)를 가진다. 캠 슬라이더(302)는, 리턴용 탄성 부재(306)로 리턴 방향으로 부세되어, 정해진 스트로크로 가공 방향(A)으로 왕복 동작하고, 측면에 가공 공구(미도시)가 장착된다.
도 14에 나타내는 바와 같이, 캠 홀더(301)는, 캠 슬라이더(302)를 정해진 가공 방향(A)으로 동작 가능하게 하기 위한 접동재(301a, 301b, 301c, 301d)를 가진다.
도 14에 나타내는 바와 같이, 캠 슬라이더(302)는, 롤러(304)를 가진다.
예를 들면, 캠 홀더(301)의 접동부(301a, 301b, 301c, 302d), 캠 슬라이더(302)의 롤러(304) 중 어느 1 이상의 접동재가, 황동계 주조 합금으로 이루어지는 소지와, 소지에 포함되고, Cr-Fe-Si계 금속간 화합물이 노출된 영역의 나노인덴테이션 경도가 20 GPa 이상 28 GPa 이하인 Cr-Fe-Si계 금속간 화합물을 가지고, 소지에 매설된 고체 윤활제를 더 가지고, 20.0 N/mm2 이상의 면압에 있어서, 접동재의 마모 속도는, 정상 마모 영역에 있어서, 0.20 μm/104 타회 이하인 것에 의해, 접동성이 우수한 캠 장치(300)를 실현할 수 있다.
또한, 캠 홀더(301)의 접동부(301a, 301b, 301c, 302d), 캠 슬라이더(302)의 롤러(304) 중 어느 1 이상의 접동재가, 소지에 매설된 고체 윤활제를 더 가지고, 20.0 N/mm2 이상의 면압에 있어서, 접동재의 초기 마모 영역의 마모 속도는, 8.0 μm/104 타회 이하인 것에 의해, 고가공력을 구비하고 접동성이 우수한 캠 장치(300)를 실현할 수 있다. 또한, 20.0 N/mm2 이상의 면압에 있어서, 접동재의 5 만회 타회 시에 있어서의 마모량은, 5.0 μm 이하인 캠 장치를 제공할 수 있다.
이와 같이, 실시 형태의 캠 장치는, 접동부에 다양한 형상(예를 들면, 플레이트형, 원통형)의 접동재를 가질 수 있어, 캠 장치(1)(도 1)와는 상이한 구조의 캠 장치(200)(도 13) 또는 캠 장치(300)(도 14)에 응용할 수 있다.
이상, 실시 형태를 설명했지만, 이 실시 형태는, 예로서 제시한 것이며, 발명의 범위를 한정하는 것은 의도되지 않는다. 이 신규 실시 형태는, 그 외의 다양한 형태로 실시되는 것이 가능하며, 발명의 요지를 일탈하지 않는 범위에서, 각종 생략, 치환, 변경을 행할 수 있다. 이 실시 형태 및 그 변형은, 발명의 범위 및 요지에 포함되고, 또한 특허 청구의 범위에 기재된 발명과 그 균등한 범위에 포함된다.
1 : 캠 장치
1, 2 : 캠 홀더
3 : 캠 슬라이더
4 : 캠 드라이버
5 : 리턴용 탄성 부재
1, 2 : 캠 홀더
3 : 캠 슬라이더
4 : 캠 드라이버
5 : 리턴용 탄성 부재
Claims (9)
- 황동계 주조 합금으로 이루어지는 소지와,
상기 소지에 포함되고, 상기 Cr-Fe-Si계 금속간 화합물이 정출된 영역의 나노인덴테이션 경도가 20 GPa 이상 28 GPa 이하인 Cr-Fe-Si계 금속간 화합물을 가지는 접동재를 구비한 캠 장치. - 제 1 항에 있어서,
상기 접동재는, 상기 소지에 매설된 고체 윤활제를 더 가지고,
타회 시험에 있어서의 상기 접동재의 20.0 N/mm2 이상의 면압에 있어서, 상기 접동재의 초기 마모 영역의 마모 속도는, 8.0 μm/104 타회 이하인, 캠 장치. - 제 1 항 또는 제 2 항에 있어서,
상기 접동재는, 상기 소지에 매설된 고체 윤활제를 더 가지고,
타회 시험에 있어서의 상기 접동재의 20.0 N/mm2 이상의 면압에 있어서, 상기 접동재의 정상 마모 영역의 마모 속도는, 0.20 μm/104 타회 이하인, 캠 장치. - 제 3 항에 있어서,
상기 접동재의 정상 마모 영역의 마모 속도는, 보다 바람직하게는, 0.10 μm/104 타회 이하인, 캠 장치. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 접동재는, 상기 소지에 매설된 고체 윤활제를 더 가지고,
타회 시험에 있어서의 상기 접동재의 20.0 N/mm2 이상의 면압에 있어서, 상기 접동재의 5 만회 타회 시에 있어서의 마모량은, 5.0 μm 이하인, 캠 장치. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 캠 장치는,
캠 홀더 접동부를 가지는 캠 홀더와,
상기 캠 홀더 접동부에 슬라이딩 접촉하는 캠 홀더 측 캠 슬라이더 접동부와, 캠 드라이버 측 캠 슬라이더 접동부를 가지는 캠 슬라이더와,
상기 캠 드라이버 측 캠 슬라이더 접동부에 슬라이딩 접촉하는 캠 드라이버 접동부를 가지는 캠 드라이버를 가지고,
상기 접동재는,
상기 캠 홀더 접동부, 상기 캠 드라이버 접동부, 상기 캠 홀더 측 캠 슬라이더 접동부와, 및, 상기 캠 드라이버 측 캠 슬라이더 접동부 중 적어도 하나인, 캠 장치. - 제 2 항, 제 3 항 및 제 5 항 중 어느 한 항에 있어서,
상기 고체 윤활제는, 그래파이트인, 캠 장치. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 Cr-Fe-Si계 금속간 화합물은, 상기 Cr-Fe-Si계 금속간 화합물이 연결된 입체 구조를 가지고, 또한, 둥그스름한 곡면으로 구성된 형상을 가지며, (Cr, Fe)3Si의 화학 구조를 가지는, 캠 장치. - 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 캠 장치는, 에어리얼 타입의 캠 장치뿐 아니라, 다이 마운트 타입의 캠 장치, 또는, 롤러 타입의 캠 장치인, 캠 장치.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022108604 | 2022-07-05 | ||
| JPJP-P-2022-108604 | 2022-07-05 | ||
| JPJP-P-2023-101688 | 2023-06-21 | ||
| JP2023101688 | 2023-06-21 | ||
| PCT/JP2023/024721 WO2024009985A1 (ja) | 2022-07-05 | 2023-07-04 | カム装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20250029151A true KR20250029151A (ko) | 2025-03-04 |
Family
ID=89453415
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020257002180A Pending KR20250029151A (ko) | 2022-07-05 | 2023-07-04 | 캠 장치 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7539192B2 (ko) |
| KR (1) | KR20250029151A (ko) |
| CN (1) | CN119343471A (ko) |
| WO (1) | WO2024009985A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7698355B1 (ja) * | 2024-08-30 | 2025-06-25 | 三協オイルレス工業株式会社 | トグルリンク機構の軸受ブシュ及びその製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010265500A (ja) | 2009-05-13 | 2010-11-25 | Oiles Ind Co Ltd | 摺動部材用高力黄銅合金および摺動部材 |
| JP2011140048A (ja) | 2010-01-08 | 2011-07-21 | Sankyo Oilless Industry Inc | カム装置 |
| JP2015027702A (ja) | 2014-11-14 | 2015-02-12 | 三協オイルレス工業株式会社 | カム装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60114545A (ja) * | 1983-11-25 | 1985-06-21 | Kobe Steel Ltd | 耐摩耗性銅合金 |
| DE3427740A1 (de) * | 1984-07-27 | 1986-02-06 | Diehl GmbH & Co, 8500 Nürnberg | Messinglegierung, herstellungsverfahren und verwendung |
| JP2605791B2 (ja) * | 1988-03-31 | 1997-04-30 | 三菱マテリアル株式会社 | Cu系焼結合金製変速機同期リング |
| JP5217247B2 (ja) * | 2007-05-24 | 2013-06-19 | オイレス工業株式会社 | カム装置 |
| JP5342882B2 (ja) * | 2009-01-06 | 2013-11-13 | オイレス工業株式会社 | 摺動部材用高力黄銅合金および摺動部材 |
| JP2010279987A (ja) * | 2009-06-05 | 2010-12-16 | Oiles Ind Co Ltd | カム装置 |
| JP7105522B1 (ja) * | 2022-03-31 | 2022-07-25 | 三協オイルレス工業株式会社 | 摺動材 |
-
2023
- 2023-07-04 WO PCT/JP2023/024721 patent/WO2024009985A1/ja not_active Ceased
- 2023-07-04 CN CN202380046032.2A patent/CN119343471A/zh active Pending
- 2023-07-04 KR KR1020257002180A patent/KR20250029151A/ko active Pending
- 2023-07-04 JP JP2023573201A patent/JP7539192B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010265500A (ja) | 2009-05-13 | 2010-11-25 | Oiles Ind Co Ltd | 摺動部材用高力黄銅合金および摺動部材 |
| JP2011140048A (ja) | 2010-01-08 | 2011-07-21 | Sankyo Oilless Industry Inc | カム装置 |
| JP2015027702A (ja) | 2014-11-14 | 2015-02-12 | 三協オイルレス工業株式会社 | カム装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024009985A1 (ko) | 2024-01-11 |
| WO2024009985A1 (ja) | 2024-01-11 |
| CN119343471A (zh) | 2025-01-21 |
| JP7539192B2 (ja) | 2024-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9568047B2 (en) | High-strength brass alloy for sliding member, and sliding member | |
| US8360647B2 (en) | Plain bearing composite material, use thereof and production methods therefor | |
| CN101680482B (zh) | 滑动轴承 | |
| KR101786763B1 (ko) | 안티프레팅층 | |
| KR101516852B1 (ko) | 납프리 구리계 소결 슬라이딩 재료 및 슬라이딩 부품 | |
| CN102146535A (zh) | 锌基合金 | |
| JP7072526B2 (ja) | 無鉛高張力黄銅合金及び高張力黄銅合金製品 | |
| US9803264B2 (en) | High-plasticity free-cutting zinc alloy | |
| KR20120004548A (ko) | 플레인 베어링 소재 | |
| CN103725381B (zh) | 碳钢与低合金钢材料冷锻造的润滑剂 | |
| KR20250029151A (ko) | 캠 장치 | |
| CN103695089B (zh) | 不锈钢板金冷模锻的润滑剂 | |
| JP4122305B2 (ja) | 内燃機関用すべり軸受 | |
| JP2010265500A (ja) | 摺動部材用高力黄銅合金および摺動部材 | |
| Zhang et al. | Wear mechanism maps of uncoated HSS tools drilling die-cast aluminum alloy | |
| US20010055695A1 (en) | Lead-free plain bearing and method for its manufacture | |
| KR20240167845A (ko) | 접동재 | |
| KR101309884B1 (ko) | 표면품질, 성형성 및 내식성이 우수한 마그네슘 판재의 제조방법 및 그에 의하여 제조된 마그네슘 판재 | |
| CN111503126A (zh) | 一种球形复合耐磨垫片及其制备方法 | |
| US20060088710A1 (en) | Oil tempered steel wire excellent in coiling workability and method for production thereof | |
| CN103666655B (zh) | 拉拔镁及镁合金线、管材的润滑剂 | |
| CN103710107A (zh) | 冷挤压镁及镁合金材料的润滑剂 | |
| EP2345824A1 (en) | Clutch support structure | |
| CN213776079U (zh) | 在钢熔铜的双金属中镶嵌固体润滑剂颗粒的滑板 | |
| CN116274811A (zh) | 精密冷镦成型机的斜面过渡主滑台传动装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20250121 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20250121 Comment text: Request for Examination of Application |
|
| PG1501 | Laying open of application |