KR900000040B1 - 어니일링 장치 및 방법 - Google Patents
어니일링 장치 및 방법 Download PDFInfo
- Publication number
- KR900000040B1 KR900000040B1 KR1019830001938A KR830001938A KR900000040B1 KR 900000040 B1 KR900000040 B1 KR 900000040B1 KR 1019830001938 A KR1019830001938 A KR 1019830001938A KR 830001938 A KR830001938 A KR 830001938A KR 900000040 B1 KR900000040 B1 KR 900000040B1
- Authority
- KR
- South Korea
- Prior art keywords
- tube
- annealing
- chamber
- heating
- carriage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000000137 annealing Methods 0.000 title claims description 105
- 238000000034 method Methods 0.000 title claims description 18
- 238000010438 heat treatment Methods 0.000 claims description 38
- 238000010791 quenching Methods 0.000 claims description 16
- 230000000171 quenching effect Effects 0.000 claims description 15
- 230000006698 induction Effects 0.000 claims description 13
- 238000011144 upstream manufacturing Methods 0.000 claims description 11
- 239000007789 gas Substances 0.000 claims description 10
- 239000011261 inert gas Substances 0.000 claims description 9
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 claims description 7
- 239000000498 cooling water Substances 0.000 claims description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 5
- 239000002826 coolant Substances 0.000 claims description 2
- 239000007787 solid Substances 0.000 claims description 2
- 238000001816 cooling Methods 0.000 claims 3
- 239000012530 fluid Substances 0.000 claims 3
- 238000000926 separation method Methods 0.000 claims 3
- 230000004323 axial length Effects 0.000 claims 1
- 239000007788 liquid Substances 0.000 claims 1
- 239000002184 metal Substances 0.000 claims 1
- 239000007921 spray Substances 0.000 claims 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- 238000010304 firing Methods 0.000 description 3
- 238000011437 continuous method Methods 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
Claims (22)
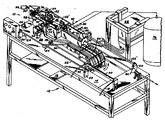
- 금속제 튜브(30)를 이동시키는 동안 그 튜브의 일부를 선택적으로 어니일링을 하기 위한 장치에 있어서, 가이드 레일(22,22')을 포함하는 받침대(12)와; 그 가이드 레일상에서 왕복운동을 하도록 장착된 캐리지(28)와; 상기 캐리지(28)에 장착된 어니일링 챔버(32)와, 상기 어니일링 챔버의 상규쪽 단부에 장착되고 어니일되는 튜브 부위의 축방향 길이만큼 상호 간격을 두고 있는 한쌍의 클램프 부재(52,52',54,54')와; 상기 어니일링 챔버를 관통하는 튜브의 적어도 하나의 분리 부위와 맞물리도록 및 상기 캐리지 및 어니일링 챔버가 상기 튜브의 이동에 의해 움직여지도록 상기 간격을 두고 있는 클램프 부재를 주기적으로 작동하기 위한 수단(58,60)과; 상기 어니일링 챔버에 놓여 튜브가 상기 클램프 부재에 의해 맞물리는 동안 튜브의 적어도 하나의 분리부위를 가열 및 어니일링 하기 위한 수단과 상기 클램프 부재를 해제하기 위한 수단(58,60)과; 상기 가이드레일(22,22')의 상류쪽 단부로 상기 캐리지를 복귀시키기 위한 수단(38,40)을 구비하는 것을 특징으로 하는 어니일링 장치.
- 제1항에 있어서, 상기 어니일링 챔버가 불활성 가스를 수용하기 위한 유입구 수단(80)을 포함하는 것을 특징으로 하는 어니일링 장치.
- 제1항에 있어서, 상기 어니일링 챔버의 바로 하류쪽에 위치하고, 클램프 부재가 풀려진 후에 가열된 튜브의 부위를 유체로 급속히 냉각시키기 위한 유체 유입 노즐수단(86)을 내장하고 있는 퀀칭 챔버를 추가로 구비하는 것을 특징으로 하는 어니일링 장치.
- 제3항에 있어서, 상기 퀀칭 챔버(34)가 불활성 가스를 수용하기 위한 유입구(82)를 포함하는 것을 특징으로 하는 어니일링 장치.
- 제3항에 있어서, 상기 유체 유입노즐수단(86)이 튜브의 가열부위에 물을 분사하기 위한 분무 노즐을 포함하는 것을 특징으로 하는 어니일링 장치.
- 제1항에 있어서, 상기 클램프는 축방향으로 간격을 두고 있는 고정 클램프 부재(52)(52')와 튜브의 축에 수직한 방향으로의 운동을 위해 장착되어 상기 간격을 두고 있는 클램프 부재에 대항하는 힘을 튜브에 주는 한쌍의 이동 가능한 클램프 부재(54,54')로 구성되는 것을 특징으로 하는 어니일링 장치.
- 제6항에 있어서, 상기 이동 가능한 클램프 부재는 에어 실린더(60)에 의해 이동하는 것을 특징으로 하는 어니일링 장치.
- 제1항에 있어서, 상기 캐리지를 복귀시키기 위한 수단(40)이 에어 실린더(40)를 포함하는 것을 특징으로 하는 어니일링 장치.
- 제1항에 있어서, 상기 어니일링 챔버를 통과하여 상기 튜브를 이동시키기 위해 상류쪽에 위치한 직선화 로울러 수단(94)를 추가로 구비하는데, 상기 어니일링 챔버가 그 축방향으로 대향한 단부에 상기 튜브를 수용하기 위한 개구(32',34')를 구비하는 것을 특징으로 하는 어니일링 장치.
- 제9항에 있어서, 상기 어니일링 챔버는 상부판(33)으로 덮히고, 단부 중간에 위치하여 불활성 기체를 수용하기 위한 유입구 수단(80)를 구비하는데, 상기한 불활성 기체는 어니일링 챔버의 상기 축방향으로 대향한 개구(32',34')를 통하여 상기 챔버로부터 나오는 것을 특징으로 하는 어니일링 장치.
- 제6항에 있어서, 상기 고정 클램프 부재는 튜브의 적어도 하나의 분리 부위를 가열하기 위해 전류를 상기 고정부위로 전달하도록 되어 있는 상기 받침대(12)에 의해 이송되는 한쌍의 가요성 전기 케이블(66)에 전기적으로 연결되며, 상기 이동 가능한 클램프 부재(54,54')는 상호 절연된 것을 특징으로 하는 어니일링 장치.
- 제1항에 있어서, 상기 가열 및 어니일링 하기 위한 수단은 상기 한쌍의 클램프 부재에 부착되어 상기 튜브의 분리된 부위를 저항 가열하기 위한 한쌍의 가요성 전기 케이블을 포함하는 것을 특징으로 하는 어니일링 장치.
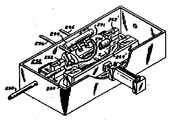
- 제1항에 있어서, 상기 가열 및 어니일링 하기 위한 수단은 상기 튜브의 분리 부위를 유도 가열하기 위한 한쌍의 간격을 두고 있는 클램프 부재(152,152',154,154')들 사이의, 어니일링 챔버(132)에 장착된 유도 가열코일(188)을 포함하며, 상기 코일의 축은 튜브의 축과 일치하는 것을 특징으로 하는 어니일링 장치.
- 제13항에 있어서, 상기 유도 가열코일은 냉각수 공급 및 배출 튜브(190,190')에 연결되는 것을 특징으로하는 어니일링 장치.
- 제14항에 있어서, 상기 유도 가열코일은 중공형 튜브(188")에 결합되는 고형 바아(188')를 포함하는데, 상기한 바아는 전기 케이블 수단(166)과 연결되고 중공형 튜브는 냉각수 공급 및 배출튜브(190, 190')에 연결되는 것을 특징으로 하는 어니일링 장치.
- 제1항에 있어서, 상기 가열 및 어니일링 하기 위한 수단은 튜브의 분리부위를 가열하기 위한 어니일링 챔버(23)에 장착된 복사가열 챔버(291)를 포함하여, 상기 가열 챔버의 축은 튜브축과 일치하는 것을 특징으로 하는 어니일링 장치.
- 제16항에 있어서, 상기 복사 가열 챔버에는 상기한 튜브와 내부 반사벽 표면(293)쪽의 반경방향으로 다수의 가수 버너(292)를 포함하는 것을 특징으로 하는 어니일링 장치.
- 제17항에 있어서, 상기 내부 반사벽 표면은 냉각수 자켓에 둘러쌓여지는 것을 특징으로 하는 어니일링 장치.
- 축의 한방향으로 이동시키기 위해 안내되고 있는 연속 이동하는 일정길이 튜브(30)의 간격을 두고 있는 일부를 선택적으로 어니일링 하는 방법에 있어서, 튜브의 일부가 챔버내에 있도록 튜브축의 방향에서 장착 받침대(12)에 대해 왕복운동을 하기 위해 그 단부에 튜브 수용 개구를 구비한 어니일링 챔버(32)를 캐리지(28)상에 장착하는 단계와; 상기 캐리지 및 어니일링 챔버가 하류쪽 방향으로 상기 이동 튜브와 함께 이동하도록 어니일링 챔버의 상류 단부에서 어니일링 챔버에 대해 튜브의 일부를 상기 간격을 두고 있는 클램프 부재(52,52',54,54')로 고정시키는 단계와; 튜브가 고정될시, 어니일링 온도로 튜브의 일부를 가열하는 단계와, 상기 튜브를 해제하는 단계와; 상기 캐리지 및 어니일링 챔버를 장착 받침대에 대해 초기의 상류위치로 복귀시키는 단계로 구성되는 것을 특징으로 하는 어니일링 방법.
- 제19항에 있어서, 상기 어니일링 챔버의 바로 하류쪽에 놓여진 액체 분모 퀀칭 챔버(34)를 통과시킴으로써, 튜브의 클램핑이 해제된 후에 튜브의 가열부위를 냉각시키기 위한 단계를 추가로 포함하는 것을 특징으로 하는 어니일링 방법.
- 제20항에 있어서, 상기 냉각단계는 상기 캐리지 및 어니일링 챔버가 그들의 처음 상류위치로 복귀되는 것을 특징으로 하는 어니일링 방법.
- 제20항에 있어서, 상기 불활성 가스는 상기 어니일링 및 퀀칭 챔버에 공급되는 것을 특징으로 하는 어니일링 방법.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US37578182A | 1982-05-06 | 1982-05-06 | |
| US375781 | 1982-05-06 | ||
| US06/460,971 US4428563A (en) | 1982-05-06 | 1983-01-26 | Apparatus for spot annealing tubing |
| US460971 | 1983-01-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR840004789A KR840004789A (ko) | 1984-10-24 |
| KR900000040B1 true KR900000040B1 (ko) | 1990-01-18 |
Family
ID=27007192
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019830001938A Expired KR900000040B1 (ko) | 1982-05-06 | 1983-05-06 | 어니일링 장치 및 방법 |
Country Status (7)
| Country | Link |
|---|---|
| KR (1) | KR900000040B1 (ko) |
| BR (1) | BR8302343A (ko) |
| CA (1) | CA1197094A (ko) |
| DE (1) | DE3316023A1 (ko) |
| ES (1) | ES522111A0 (ko) |
| FI (1) | FI72749C (ko) |
| IT (1) | IT1161599B (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3808258A1 (de) * | 1988-03-12 | 1989-09-21 | Hoesch Ag | Kontinuierliches nahtgluehverfahren |
| JP2002241839A (ja) * | 2001-02-21 | 2002-08-28 | High Frequency Heattreat Co Ltd | V型シリンダブロックの誘導加熱熱処理装置 |
| DE102010002531A1 (de) * | 2010-03-03 | 2011-09-08 | Eldec Schwenk Induction Gmbh | Härteeinrichtung |
| CN107974546B (zh) * | 2017-12-21 | 2023-05-05 | 杭州热威电热科技股份有限公司 | 一种发热管双工位局部退火自动化设备 |
-
1983
- 1983-05-03 DE DE19833316023 patent/DE3316023A1/de not_active Withdrawn
- 1983-05-05 BR BR8302343A patent/BR8302343A/pt unknown
- 1983-05-05 ES ES522111A patent/ES522111A0/es active Granted
- 1983-05-05 FI FI831546A patent/FI72749C/fi not_active IP Right Cessation
- 1983-05-06 IT IT20985/83A patent/IT1161599B/it active
- 1983-05-06 CA CA000427653A patent/CA1197094A/en not_active Expired
- 1983-05-06 KR KR1019830001938A patent/KR900000040B1/ko not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| KR840004789A (ko) | 1984-10-24 |
| FI831546A0 (fi) | 1983-05-05 |
| FI72749C (fi) | 1987-07-10 |
| FI72749B (fi) | 1987-03-31 |
| BR8302343A (pt) | 1984-01-10 |
| IT8320985A1 (it) | 1984-11-06 |
| IT1161599B (it) | 1987-03-18 |
| ES8501447A1 (es) | 1984-11-16 |
| DE3316023A1 (de) | 1983-12-01 |
| ES522111A0 (es) | 1984-11-16 |
| FI831546L (fi) | 1983-11-07 |
| CA1197094A (en) | 1985-11-26 |
| IT8320985A0 (it) | 1983-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4447690A (en) | Inductive preheating of upset tubing | |
| SU1813194A3 (ru) | Вакуумная печь для термической обработки металлических изделий | |
| US4122321A (en) | Induction heating furnace | |
| KR900000040B1 (ko) | 어니일링 장치 및 방법 | |
| US2298249A (en) | Apparatus for making finned tubes | |
| US4093816A (en) | Furnace heating apparatus | |
| US4725715A (en) | Apparatus for producing a jet of gas at high temperature | |
| US4428563A (en) | Apparatus for spot annealing tubing | |
| US4046603A (en) | Process for the continuous hardening of tubes | |
| US4448615A (en) | Method of spot annealing tubing | |
| RU2016095C1 (ru) | Способ термической обработки сваренных высокочастотной сваркой труб из углеродистых и низколегированных сталей | |
| EP0452582A1 (en) | Method and apparatus for inhibiting stress corrosion cracking | |
| DE3744044A1 (de) | Verfahren zur waermebehandlung der schweissnaht an laengsgeschweissten metallrohren und vorrichtung zur durchfuehrung des verfahrens | |
| JPH0135899B2 (ko) | ||
| US3076884A (en) | Apparatus for induction brazing of metal tubing | |
| US3288980A (en) | Heat stress relieving apparatus | |
| JP2885831B2 (ja) | 均一オーステナイト構造を得る方法 | |
| US211938A (en) | Improvement in hardening | |
| US3060067A (en) | Induction heating with an internally cooled conductor having a triangular cross-section | |
| JPH11152525A (ja) | 鋼帯材若しくは類似のものを連続的に熱処理するための装置 | |
| JP2895223B2 (ja) | 金属コードをキャプスタン上に通す事によって熱処理する方法および装置 | |
| JP3853534B2 (ja) | 金属条材曲げ加工用加熱、冷却装置 | |
| US2367617A (en) | Method and apparatus for heat treatment | |
| SU1146163A1 (ru) | Машина дл контактной стыковой сварки полос оплавлением | |
| US4497474A (en) | Apparatus for sequentially annealing and then hardening long metal components made of fine or special steel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 19830506 |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 19851126 Comment text: Request for Examination of Application Patent event code: PA02011R01I Patent event date: 19830506 Comment text: Patent Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 19881129 Patent event code: PE09021S01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 19890527 Patent event code: PE09021S01D |
|
| G160 | Decision to publish patent application | ||
| PG1605 | Publication of application before grant of patent |
Comment text: Decision on Publication of Application Patent event code: PG16051S01I Patent event date: 19891127 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 19900331 |
|
| NORF | Unpaid initial registration fee | ||
| PC1904 | Unpaid initial registration fee |