KR910000009B1 - 전자기 강판 또는 비정질 재료의 철손 개선방법 및 장치 - Google Patents
전자기 강판 또는 비정질 재료의 철손 개선방법 및 장치 Download PDFInfo
- Publication number
- KR910000009B1 KR910000009B1 KR1019860008936A KR860008936A KR910000009B1 KR 910000009 B1 KR910000009 B1 KR 910000009B1 KR 1019860008936 A KR1019860008936 A KR 1019860008936A KR 860008936 A KR860008936 A KR 860008936A KR 910000009 B1 KR910000009 B1 KR 910000009B1
- Authority
- KR
- South Korea
- Prior art keywords
- steel sheet
- torch
- plasma
- iron loss
- plasma salt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
- C21D1/09—Surface hardening by direct application of electrical or wave energy; by particle radiation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1294—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a localised treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Thermal Sciences (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Dispersion Chemistry (AREA)
- Soft Magnetic Materials (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
Abstract
Description



Claims (6)
- 평균 결정립 크기가 3㎜ 이상인 2차 재결정된 결정립과 100A/m의 자화력에서 1.85T 이상의 자속밀도를 갖는 최종 소둔후의 방향성 전자기 강판에, 2.0㎜ 이하의 직경을 갖는 노즐 구멍을 통해 플라즈마염 방사 노즐과 강판사이의 상대 속도 S(㎜/초) 및 플라즈마염의 전류 밀도 I(A/㎟)가 하기의 관계식을 만족시키는 조건하에서 플라즈마염을 강판의 압연 방향에 수직 방향으로 방사하는 철손 개선방법.
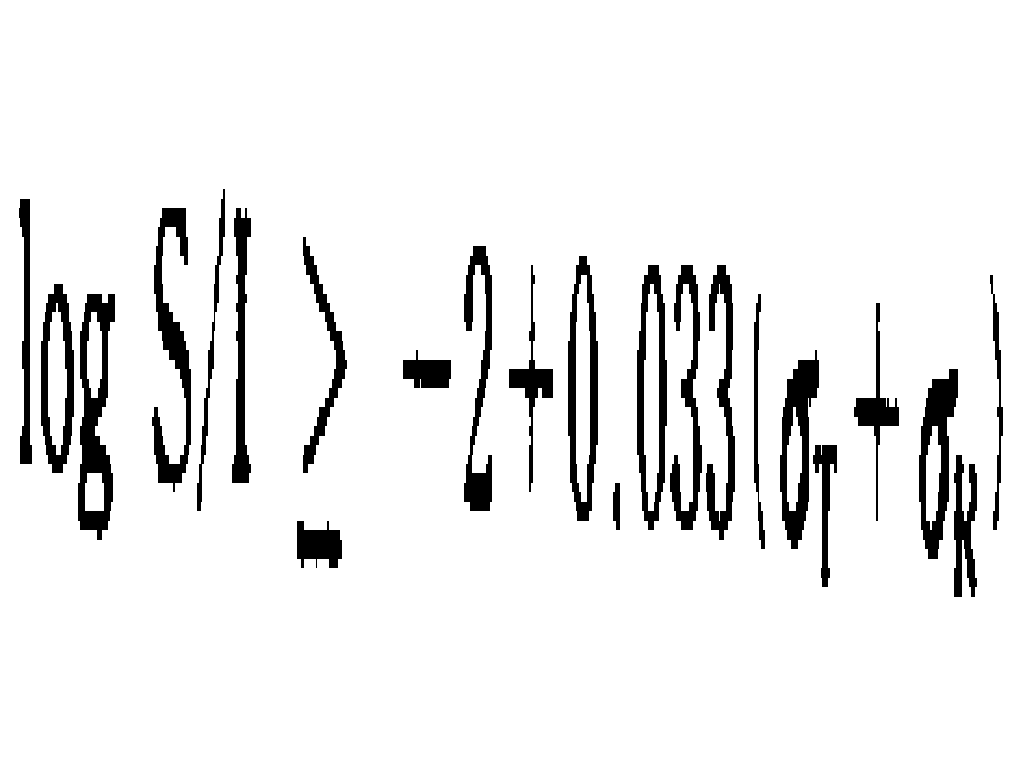 여기서, σT(㎏/㎟) 및 σR(㎏/㎟)은 각각 필요한 경우에 강판에 부여된 인장 응력 및 굽힘 응력.
여기서, σT(㎏/㎟) 및 σR(㎏/㎟)은 각각 필요한 경우에 강판에 부여된 인장 응력 및 굽힘 응력. - 제1항에 있어서, 상기 강판의 압연 방향과 수직한 방향으로 왕복 이동하는 플라즈마염 방사 토오치의 적어도 하나 이상을 통하여, 강판의 표면에 방사되는 플라즈마염의 궤도가 강판 너비 전체에 걸쳐 확장되나 왕복 이동의 전환 영역은 포함하지 않는 조건하에서 상기 플라즈마염의 방사가 실행되는 철손 개선방법.
- 제2항에 있어서, 하나의 토오치가 사용될때, 토오치가 강판의 너비에 걸쳐 왕복 이동하는 철손 개선방법.
- 제2항에 있어서, 다수의 토오치들이 사용될때, 서로 인접한 토오치들의 왕복 이동 범위가 중첩되도록 토오치가 설치되고, 중첩된 부위에서 내부에 위치한 토오치 노즐이 강판 표면과 분리되어 떨어지는 철손 개선방법.
- 제2항에 있어서, 다수의 토오치들이 사용될때, 서로 인접한 토오치들의 왕복 이동 범위가 중첩되도록 토오치가 설치되고, 중첩된 부위에서 내부에 위치한 토오치의 플라즈마 전류가 감소되는 철손 개선방법.
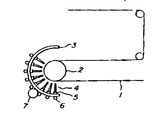
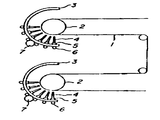
- 최종 소둔후의 방향성 전자기 강판을 압연 방향으로 이동시키는 장치, 상기 강판을 원주 방향을 따라 이동시키는 회전 드럼, 이 회전 드럼 상을 이동하는 강판과 동기하여 회전 드럼 상과 동일한 원을 그리어 이동하고 또한 회전 드럼의 축방향으로 이동하는 플라즈마염 방사 토오치의 이동 장치, 및 이 이동 장치에 설치된 적어도 1개 이상의 플라즈마염 방사 토오치를 구비하며, 상기 플라즈마염 방사 토오치를 회전 드럼상을 따라 이동하는 강판에 대하여 그 이동 방향으로는 상대적으로 정지시키면서, 플라즈마염을 강판의 압연 방향과 직각 방향으로 방사하는 철손 개선 장치.
Applications Claiming Priority (15)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP236,271 | 1985-10-24 | ||
| JP60236271A JPH0772300B2 (ja) | 1985-10-24 | 1985-10-24 | 低鉄損方向性珪素鋼板の製造方法 |
| JP236.271/85 | 1985-10-24 | ||
| JP291,847 | 1985-12-26 | ||
| JP291,841/85 | 1985-12-26 | ||
| JP291,850/85 | 1985-12-26 | ||
| JP291,846/85 | 1985-12-26 | ||
| JP60291841A JPS62151511A (ja) | 1985-12-26 | 1985-12-26 | 方向性珪素鋼板の鉄損低減方法 |
| JP291,846 | 1985-12-26 | ||
| JP291,841 | 1985-12-26 | ||
| JP291,847/85 | 1985-12-26 | ||
| JP291,850 | 1985-12-26 | ||
| JP60291850A JPH0649903B2 (ja) | 1985-12-26 | 1985-12-26 | 方向性けい素鋼板の鉄損改善装置 |
| JP29184785A JPH066745B2 (ja) | 1985-12-26 | 1985-12-26 | 方向性けい素鋼板の鉄損改善方法 |
| JP60291846A JPH0649902B2 (ja) | 1985-12-26 | 1985-12-26 | 方向性けい素鋼板の鉄損改善方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR870004468A KR870004468A (ko) | 1987-05-09 |
| KR910000009B1 true KR910000009B1 (ko) | 1991-01-19 |
Family
ID=27529962
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019860008936A Expired KR910000009B1 (ko) | 1985-10-24 | 1986-10-24 | 전자기 강판 또는 비정질 재료의 철손 개선방법 및 장치 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US4772338A (ko) |
| EP (1) | EP0220940B1 (ko) |
| KR (1) | KR910000009B1 (ko) |
| CA (1) | CA1325372C (ko) |
| DE (1) | DE3678099D1 (ko) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0615694B2 (ja) * | 1987-04-17 | 1994-03-02 | 川崎製鉄株式会社 | 方向性けい素鋼板の鉄損低減方法 |
| EP0611829B1 (en) * | 1993-02-15 | 2001-11-28 | Kawasaki Steel Corporation | Method of producing low iron loss grain-oriented silicon steel sheet having low-noise and superior shape characteristics |
| TWI305548B (en) * | 2005-05-09 | 2009-01-21 | Nippon Steel Corp | Low core loss grain-oriented electrical steel sheet and method for producing the same |
| RU2405841C1 (ru) * | 2009-08-03 | 2010-12-10 | Открытое акционерное общество "Новолипецкий металлургический комбинат" | Способ производства листовой анизотропной электротехнической стали |
| JP5561068B2 (ja) * | 2010-09-28 | 2014-07-30 | Jfeスチール株式会社 | 圧縮応力下での鉄損劣化の小さいモータコア |
| CN107636175A (zh) | 2015-01-09 | 2018-01-26 | 伊利诺斯工具制品有限公司 | 用于热处理连续产品的成列基于激光的系统和方法 |
| EP3243364B1 (en) * | 2015-01-09 | 2020-07-29 | Illinois Tool Works Inc. | Inline plasma-based system and method for thermal treatment of continuous products |
| WO2016158322A1 (ja) * | 2015-03-27 | 2016-10-06 | Jfeスチール株式会社 | 絶縁被膜付き方向性電磁鋼板およびその製造方法 |
| EP3276043B1 (en) * | 2015-03-27 | 2021-12-15 | JFE Steel Corporation | Insulating-coated oriented magnetic steel sheet and method for manufacturing same |
| KR102458991B1 (ko) * | 2018-03-30 | 2022-10-25 | 제이에프이 스틸 가부시키가이샤 | 방향성 전기 강판의 제조 방법 및 연속 성막 장치 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT262357B (de) * | 1964-09-23 | 1968-06-10 | Boehler & Co Ag Geb | Verfahren zur Oberflächenhärtung härtbarer Stähle |
| FR2338330A1 (fr) * | 1976-01-19 | 1977-08-12 | Melfo | Dispositif assurant le recuit d'un fil metallique a la sortie d'une machine de traitement |
| JPS5518566A (en) * | 1978-07-26 | 1980-02-08 | Nippon Steel Corp | Improving method for iron loss characteristic of directional electrical steel sheet |
| GB2062972B (en) * | 1979-10-19 | 1983-08-10 | Nippon Steel Corp | Iron core for electrical machinery and apparatus and well as method for producing the iron core |
| JPS5797606A (en) * | 1980-12-10 | 1982-06-17 | Kawasaki Steel Corp | Manufacture of amorphous alloy thin belt having extremely low iron loss |
| JPS57161025A (en) * | 1981-03-28 | 1982-10-04 | Nippon Steel Corp | Formation of magnetic anisotropy in plane of amorphous magnetic alloy |
| JPS58144424A (ja) * | 1982-02-19 | 1983-08-27 | Kawasaki Steel Corp | 低鉄損方向性電磁鋼板の製造方法 |
| US4645547A (en) * | 1982-10-20 | 1987-02-24 | Westinghouse Electric Corp. | Loss ferromagnetic materials and methods of improvement |
| US4554029A (en) * | 1982-11-08 | 1985-11-19 | Armco Inc. | Local heat treatment of electrical steel |
| GB8324643D0 (en) * | 1983-09-14 | 1983-10-19 | British Steel Corp | Production of grain orientated steel |
-
1986
- 1986-10-21 US US06/921,523 patent/US4772338A/en not_active Expired - Fee Related
- 1986-10-22 CA CA000521084A patent/CA1325372C/en not_active Expired - Fee Related
- 1986-10-23 DE DE8686308239T patent/DE3678099D1/de not_active Expired - Fee Related
- 1986-10-23 EP EP86308239A patent/EP0220940B1/en not_active Expired - Lifetime
- 1986-10-24 KR KR1019860008936A patent/KR910000009B1/ko not_active Expired
-
1988
- 1988-06-22 US US07/209,845 patent/US4846448A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE3678099D1 (de) | 1991-04-18 |
| EP0220940A2 (en) | 1987-05-06 |
| KR870004468A (ko) | 1987-05-09 |
| US4846448A (en) | 1989-07-11 |
| EP0220940A3 (en) | 1987-12-16 |
| US4772338A (en) | 1988-09-20 |
| CA1325372C (en) | 1993-12-21 |
| EP0220940B1 (en) | 1991-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR910000009B1 (ko) | 전자기 강판 또는 비정질 재료의 철손 개선방법 및 장치 | |
| RU2578331C2 (ru) | Устройство для улучшения свойств текстурированного листа электротехнической стали по потерям в железе | |
| SK285746B6 (sk) | Spôsob zlepšenia magnetických charakteristík kremíkových oceľových plechov s orientovanými zrnami na elektrotechnické účely pôsobením lasera | |
| KR20160126015A (ko) | 저소음 변압기용의 방향성 전자 강판 및 그 제조 방법 | |
| JPH0772300B2 (ja) | 低鉄損方向性珪素鋼板の製造方法 | |
| RU2710496C1 (ru) | Текстурированный лист из электротехнической стали и способ производства такого листа | |
| JP3174451B2 (ja) | 低鉄損方向性けい素鋼板の製造方法およびプラズマ発生装置 | |
| JPH06136449A (ja) | 低鉄損一方向性珪素鋼板の製造方法 | |
| JP7639805B2 (ja) | 方向性電磁鋼板 | |
| KR100345722B1 (ko) | 저자왜 방향성 전기강판의 제조방법 및 이에 사용되는제조장치 | |
| EP0611829B1 (en) | Method of producing low iron loss grain-oriented silicon steel sheet having low-noise and superior shape characteristics | |
| KR102500997B1 (ko) | 방향성 전자 강판 및 그의 제조 방법 | |
| JPH02277780A (ja) | 低鉄損一方向性珪素鋼板及びその製造方法 | |
| JPS62151518A (ja) | 方向性けい素鋼板の鉄損低減方法 | |
| JPH066745B2 (ja) | 方向性けい素鋼板の鉄損改善方法 | |
| CA3157424C (en) | Grain-oriented electrical steel sheet and method of manufacturing same | |
| JPS63262421A (ja) | 方向性けい素鋼板の鉄損低減方法 | |
| JPS62151512A (ja) | 方向性けい素鋼板の鉄損改善装置 | |
| KR20250033762A (ko) | 방향성 전기강판 및 그 자구미세화 방법 | |
| JPS63105927A (ja) | 方向性けい素鋼板の鉄損改善方法 | |
| JPS62151515A (ja) | 方向性けい素鋼板の鉄損改善方法 | |
| JPH07316655A (ja) | 低鉄損方向性電磁鋼板の製造方法 | |
| CA3228800A1 (en) | Grain-oriented electrical steel sheet | |
| JPH06128647A (ja) | 低鉄損方向性けい素鋼板の製造方法 | |
| JPS62151519A (ja) | 方向性けい素鋼板の鉄損改善装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-3-3-R10-R17-oth-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| G160 | Decision to publish patent application | ||
| PG1605 | Publication of application before grant of patent |
St.27 status event code: A-2-2-Q10-Q13-nap-PG1605 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 9 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 10 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 11 |
|
| FPAY | Annual fee payment |
Payment date: 20020110 Year of fee payment: 12 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 12 |
|
| LAPS | Lapse due to unpaid annual fee | ||
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20030120 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20030120 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |