RU2013473C1 - Установка для химической обработки деталей на подвесках - Google Patents
Установка для химической обработки деталей на подвесках Download PDFInfo
- Publication number
- RU2013473C1 RU2013473C1 SU4950071A RU2013473C1 RU 2013473 C1 RU2013473 C1 RU 2013473C1 SU 4950071 A SU4950071 A SU 4950071A RU 2013473 C1 RU2013473 C1 RU 2013473C1
- Authority
- RU
- Russia
- Prior art keywords
- bath
- parts
- hollow
- devices
- supplying
- Prior art date
Links
- 239000000725 suspension Substances 0.000 title claims description 23
- 239000000126 substance Substances 0.000 title abstract description 5
- 238000012545 processing Methods 0.000 claims description 18
- 238000012993 chemical processing Methods 0.000 claims description 6
- 230000001105 regulatory effect Effects 0.000 claims description 5
- 238000001311 chemical methods and process Methods 0.000 claims description 2
- 230000008030 elimination Effects 0.000 claims description 2
- 238000003379 elimination reaction Methods 0.000 claims description 2
- 239000000463 material Substances 0.000 claims 3
- 238000009434 installation Methods 0.000 description 9
- 239000003779 heat-resistant material Substances 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000000034 method Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 3
- 238000005422 blasting Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
Images

Landscapes
- Electroplating Methods And Accessories (AREA)
Abstract
Использование: струйная обработка деталей на подвесках на автоматических линиях гальванопокрытий. Сущность изобретения: в установке для химической обработки деталей на подвесках, где с обеих сторон вдоль бортов ванны расположены устройства формирования струй обрабатывающего раствора, каждое из которых выполнено в виде горизонтально расположенных труб с элементами формирования струй, соединенных вертикальными патрубками с полой направляющей, соединенной через пазы в корпусе ванны, выполненные с элементами изменяющейся конфигурацией, каждый из которых выполнен в виде гармошки с полыми штоками соответствующих пневмоцилиндров с трехходовыми распределителями с целью увеличения рабочего объема ванны, каждая из полых направляющих выполнена П-образной формы и оснащена с обоих концов фланцами, каждый из пневмоцилиндров выполнен в виде поршневого пневмоцилиндра двустороннего действия с двусторонним штоком, расположенным по обе стороны поршня и выполненным полым, один конец которого также оснащен фланцем, а другой - соединен с гибким шлангом с соответствующим коллектором подвода обрабатывающего раствора. 2 ил.
Description
Изобретение относится к химической обработке деталей, в частности к устройствам струйной обработки деталей на подвесках на автоматических линиях гальванопокрытий.
Известная установка для химической обработки деталей на подвесках содержит ванну, оснащенную ловителями штанги с подвеской с деталями, сливным каналом с ручным вентилем для регулирования расхода сливаемого раствора и исполнительным механизмом для слива последнего, двухпредельным датчиком - реле уровня обрабатывающего раствора, крышкой с исполнительными механизмами для ее открывания-закрывания, бортовыми отсосами, расположенными с обеих сторон вдоль бортов ванны устройствами формирования струй обрабатывающего раствора, каждое из которых выполнено в виде горизонтально расположенных труб с элементами формирования струй, соединенных вертикальными патрубками с полой направляющей, соединенной гибкими шлангами из коррозионно-влаго-термостойкого материала с соответствующим коллектором подвода обрабатывающего раствора и через пазы в корпусе ванны оснащенные устройствами с изменяющейся конфигурацией, каждое из которых выполнено в виде гармошки из коррозионно-влаго-термостойкого материала, со штоками соответствующих пневмоцилиндров с трехходовыми электромагнитными пневматическими распределителями, используемых для возвратно-поступательного перемещения устройств формирования струй в вертикальной плоскости, ограниченной направляющими, расположенными в ванне, датчик положения транспортирующего подвеску с деталями средства, датчик загрузки ванны подвеской с деталями, датчики открытого и закрытого положений крышки, датчики положения устройств формирования струй, емкость для хранения и подготовки обрабатывающего раствора, насос для подачи последнего в устройства формирования струй, блок автоматического управления процессами химической обработки и задатчик вида последней.
Недостатком установки является сравнительно ограниченный (в частности, по ширине) рабочий объем ванны, из-за необходимости размещения в последней коллекторов для подвода обрабатывающего раствора и их последующей связи с полыми направляющими, что в свою очередь приводит к искусственному сокращению (по ширине) габаритов обрабатываемых деталей или увеличению соответствующего габарита ванны.
Целью изобретения является увеличение рабочего объема ванны за счет исключения необходимости размещения в последней коллекторов для подвода обрабатывающего раствора и их связей с полыми направляющими.
Цель достигается тем, что в установке для химической обработки деталей на подвесках, содержащей ванну, оснащенную ловителями штанги с подвеской с деталями, сливным каналом с ручным вентилятором для регулирования расхода сливаемого раствора и исполнительным механизмом для слива последнего, двухпредельным датчиком-реле уровня обрабатывающего раствора, крышкой с исполнительными механизмами для ее открывания-закрывания, бортовыми отсосами, расположенными с обеих сторон вдоль бортов ванны устройствами формирования струй обрабатывающего раствора, каждое из которых выполнено в виде горизонтально расположенных труб с элементами формирования струй, соединенных вертикальными патрубками с полой направляющей, соединенной гибкими шлангами из коррозионно-влаго-термостойкого материала с соответствующим коллектором подвода обрабатывающего раствора, и через пазы в корпусе ванны оснащенные устройствами с изменяющейся конфигурацией, каждое из которых выполнено в виде гармошки из коррозионо-влаго-термостойкого материала, со штоками соответствующих пневмоцилиндров с трехходовыми электромагнитными пневматическими распределителями, используемых для возвратно-поступательного перемещения устройств формирования струй в вертикальной плоскости, ограниченной направляющими, расположенными в ванне, датчик положения транспортирующего подвеску с деталями средства, датчик загрузки ванны подвеской с деталями, датчики открытого и закрытого положений крышки, датчики положения устройств формирования струй, емкость для хранения и подготовки обрабатывающего раствора, насос для подачи последнего в устройства формирования струй, блок автоматического управления процессами химической обработки и задатчик вида последней, согласно изобретению, каждая из полых направляющих выполнена П-образной формы и оснащена с обеих концов фланцами, каждый из пневмоцилиндров выполнен в виде поршневого пневмоцилиндра двустороннего действия с двусторонним штоком, расположенным по обе стороны поршня и выполненным полым, один конец которого оснащен фланцем, сочленяемым с соответствующим фланцем полой направляющей, а другой соединен с гибким шлангом из коррозионно-влаго-термостойкого материала с соответствующим коллектором подвода обрабатывающего раствора.
Заявляемая установка отличается от основного изобретения выполнением полых направляющих, пневмоцилиндров и их соединением.
Таким образом, заявляемая установка соответствует критерию "Новизна".
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию "Существенные отличия".
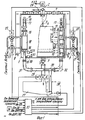
На фиг. 1 представлена структурная схема установки для химической обработки деталей на подвесках, вид с торцовой стороны ванны, разрез; на фиг. 2 представлен вид А на фиг. 1.
Установка для химической обработки деталей на подвесках содержит ванну 1, оснащенную ловителями (на фиг. 1, 2 не обозначены) штанги 2 с подвеской 3 с деталями 4, сливным каналом 5 с ручным вентилем для регулирования расхода сливаемого раствора (на фиг. 1 не обозначен) и исполнительным механизмом (ИМ) 6 для слива последнего, двухпредельным датчиком-реле уровня обрабатывающего раствора (на фиг. 1, 2 не показан), двухстворчатой крышкой 7 с исполнительными механизмами (ИМ) для ее открывания-закрывания (на фиг. 1, 2 не показаны), бортовыми отсосами 8, 9, расположенными с обеих сторон вдоль бортов ванны 1 устройствами формирования струй обрабатывающего раствора, каждое из которых выполнено в виде горизонтально расположенных труб 10 с элементами 11 формирования струй, соединенных вертикальными патрубками 12 с полой направляющей 13 П-образной формы, оснащенной с обеих концов фланцами (на фиг. 1, 2 не обозначены), соединенной через пазы 14 в корпусе ванны 1, выполненные с элементами с изменяющейся конфигурацией, каждый из которых выполнен в виде гармошки 15 из коррозионно-влаго-термостойкого материала, с полыми штоками 16, 17 соответствующих пневмоцилиндров 18, 19 с трехходовыми электромагнитными пневматическими распределителями 20-23, используемых для возвратно-поступательного перемещения устройств формирования струй в вертикальной плоскости, ограниченной направляющими 24, расположенными в ванне 1, датчик 25 положения транспортирующего штангу 2 с подвеской 3 с деталями 4 средства (на фиг. 1, 2 не показано), датчик 26 загрузки ванны 1 подвеской 3 с деталями 4, датчики открытого и закрытого положений крышки 7 (на фиг. 1, 2 не показаны), датчики положения устройств формирования струй, емкость 27 для хранения и подготовки обрабатывающего раствора, насос 28 для подачи последнего с устройства формирования струй через коллекторы 29, 30 подвода обрабатывающего раствора, гибкие шланги 31, 32 и полые штоки 16, 17 пневмоцилиндров 18, 19, блок 33 автоматического управления процессами химической обработки и задатчик 34 вида последней.
Каждый из датчиков положения устройств формирования струй выполнен в виде передающей и воспринимающей воздействие частей, механически связанных, соответственно, с полым штоком 16 (17) соответствующего пневмоцилиндра 18 (19) и корпусом ванны 1, и выполненных в виде, соответственно, металлической пластины 35 и бесконтактного конечного выключателя 36.
Направляющие 24 выполнены с ограничителями хода горизонтально расположенных труб с упругими элементами (на фиг. 1 не обозначены).
Каждый из пневмоцилиндров 18, 19 выполнен с пружиной для компенсации ударных нагрузок (на фиг. 2 не обозначена).
А трехходовые электромагнитные пневматические распределители 20-23 выполнены с пневматическими дросселями для регулирования расхода сжатого воздуха (на фиг. 1 не обозначены).
Поскольку работа установки аналогична прототипу, наиболее подробно рассмотрим функционирование изменяемых частей устройства.
После загрузки транспортирующим средством штанги 2 с подвеской 3 с деталями 4 в ловители ванны 1 и закрывания створок крышки 7 последней с помощью соответствующего ИМ сигналом с третьего (в данном случае) выхода блока 33 производится включение насоса 28 и подача последним обрабатывающего раствора из емкости 27, через коллекторы 29, 30, гибкие шланги 31, 32, полые штоки 16, 17 пневмоцилиндров 18, 19, полые направляющие 13 П-образной формы и вертикальные патрубки 12, в горизонтальные трубы 10, оснащенные элементами 11.
После этого сигналами с четвертого и пятого своих выходов блок 33 производит включение распределителей 21, 23, обеспечивая тем самым подачу сжатого воздуха в нижние вводы пневмоцилиндров 18, 19, для перемещения вверх их полых штоков 16, 17, соединенных с нижними их концами гибких шлангов 31, 32, устройств формирования струй и передающих воздействие частей - металлических пластин 35 датчиков положения устройств формирования струй в положение, показанное пунктиром на фиг. 1, 2.
Одновременно исчезают управляющие сигналы на шестом и седьмом выходах блока 33, что приводит к отключению распределителей 20, 22 и соединению их пневмовыходов через пневмодроссели с атмосферой.
При этом производится перемещение вверх устройств формирования струй и струйная подача обрабатывающего раствора на детали 4.
При достижении верхнего положения устройствами формирования струй на выходах воспринимающих воздействие частей - выключателей 36 датчиков верхнего положения (ДВП) появляются сигналы, поступающие на седьмую (в данном случае) группу входов блока 33, что приводит к появлению управляющих сигналов на шестом и седьмом выходах последнего и, как следствие, включению распределителей 20, 22, обеспечивая тем самым подачу сжатого воздуха в верхние вводы пневмоцилиндров 18, 19, для перемещения вниз их полых штоков 16, 17, соединенных с нижними их концами гибких шлангов 31, 32, устройств формирования струй и передающих воздействие частей - металлических пластин 35 датчиков положения устройств формирования струй в исходное, показанное сплошной линией на фиг. 1, 2 положение.
Одновременно исчезают управляющие сигналы на четвертом и пятом выходах блока 33, что приводит к отключению распределителей 21, 23 и соединению их пневмоцилиндров через пневмодроссели с атмосферой.
В этом случае в отличие от предыдущего растягиваются верхние части жестко связанных с полыми направляющими 13 гармошек 15 и сжимаются нижние части последних.
При достижении своего нижнего положения устройствами формирования струй и срабатывания воспринимающих воздействие частей - выключателей 36 датчиков нижнего положения (ДНП) устройств формирования струй процессы возвратно-поступательного перемещения направляющих 13, штоков 16, 17 пневмоцилиндров 18, 19, гибких шлангов 31, 32, горизонтально расположенных труб 10 с элементами 11 возобновляются описанным выше образом.
При этом обрабатывающий раствор после взаимодействия с поверхностью деталей 4 по сливному каналу 5, открытый ручной вентиль и нормально открытый ИМ 6 поступает в емкость 27.
После окончания времени, например, струйной обработки, выбранной с помощью задатчика 34, исчезает управляющий сигнал на третьем выходе блока 33, что приводит к отключению насоса 28 и прекращению подачи обрабатывающего раствора в устройства формирования струй, а при достижении последними своего нижнего (исходного, показанного сплошной линией на фиг. 1, 2) положения сигналы на шестом и седьмом выходах блока 33 остаются (например), а на его четвертом и пятом выходах уже не появляются.
После открывания створок крышки 7, выгрузки штанги 2 с подвеской 3 с деталями 4 из ванны 1 транспортирующим средством и перещения последнего к следующей по технологии ванне происходит закрывание створок крышки 7.
Установка готова для проведения нового процесса химической обработки деталей на подвесках.
Таким образом предлагаемая установка, по сравнению с известной, выбранной в качестве прототипа, позволяет при тех же габаритах (что и в прототипе) ванны обрабатывать детали большего (в частности, по ширине) габарита.
Кроме того предлагаемое устройство содержит меньшее количество элементиов и проще в эксплуатации и реализации, которая может быть осуществлена силами большинства из предприятий приборо- и машиностроения.
Claims (1)
- УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ПОДВЕСКАХ, содержащая ванну, оснащенную ловителями штанги с подвеской с деталями, сливным каналом с ручным вентилем для регулирования расхода сливаемого раствора и исполнительным механизмом для слива последнего, двухпредельным датчиком-реле уровня обрабатываемого раствора, крышкой с исполнительными механизмами для ее открывания-закрывания, бортовыми отсосами, расположенными с обеих сторон вдоль бортов ванны устройствами формирования струй обрабатывающего раствора, каждое из которых выполнено в виде горизонтально расположенных труб с элементами формирования струй, соединенных вертикальными патрубками с полой направляющей, соединенной гибкими штангами из коррозионно-влаготермостойкого материала с соответствующим коллектором подвода обрабатывающего раствора и через пазы в корпусе ванны, оснащенные устройствами с изменяющейся конфигурацией, каждое из которых выполнено в виде гармошки из коррозионно-влаготермостойкого материала, с штоками соответствующих пневмоцилиндров с трехходовыми электромагнитными пневматическими распределителями, используемых для возвратно-поступательного перемещения устройств формирования струй в вертикальной плоскости, ограниченной направляющими, расположенными в ванне, датчик положения транспортирующего подвеску с деталями средства, датчик загрузки ванны подвеской с деталями, датчики открытого и закрытого положений крышки, датчики положения устройств формирования струй, емкость для хранения и подготовки обрабатывающего раствора, насос для подачи последнего в устройства формирования струй, блок автоматического управления процессами химической обработки и задатчик вида последней, отличающаяся тем, что, с целью увеличения рабочего объема ванны за счет исключения необходимости размещения в последней коллекторов для подвода обрабатывающего раствора и их связей с полыми направляющими, каждая из полых направляющих выполнена П-образной и оснащена с обоих концов фланцами, каждый из пневмоцилиндров выполнен в виде поршневого пневмоцилиндра двустороннего действия с двусторонним штоком, расположенным по обе стороны поршня и выполненным полым, один конец его оснащен фланцем, сочленяемым с соответствующим фланцем полой направляющей, а другой соединен с гибким шлангом из коррозионно-влаготермостойкого материала с соответствующим коллектором подвода обрабатывающего раствора.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU4950071 RU2013473C1 (ru) | 1991-06-27 | 1991-06-27 | Установка для химической обработки деталей на подвесках |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU4950071 RU2013473C1 (ru) | 1991-06-27 | 1991-06-27 | Установка для химической обработки деталей на подвесках |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2013473C1 true RU2013473C1 (ru) | 1994-05-30 |
Family
ID=21581682
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU4950071 RU2013473C1 (ru) | 1991-06-27 | 1991-06-27 | Установка для химической обработки деталей на подвесках |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2013473C1 (ru) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2426820C1 (ru) * | 2009-12-28 | 2011-08-20 | Государственное Образовательное Учреждение Высшего Профессионального Образования "Московский Государственный Технический Университет Имени Н.Э. Баумана" | Способ струйной химической обработки и очистки поверхностей плоских изделий |
| RU2580259C1 (ru) * | 2014-12-01 | 2016-04-10 | Акционерное общество "Научно-производственное предприятие "Исток" имени А.И. Шокина" (АО "НПП "Исток" им. Шокина") | Установка химической очистки и сушки изделий |
| RU216682U1 (ru) * | 2022-12-21 | 2023-02-17 | Общество с ограниченной ответственностью "Санкт-Петербургский Центр "ЭЛМА (Электроникс Менеджмент)" | Узел подачи раствора на заготовку печатной платы |
-
1991
- 1991-06-27 RU SU4950071 patent/RU2013473C1/ru active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2426820C1 (ru) * | 2009-12-28 | 2011-08-20 | Государственное Образовательное Учреждение Высшего Профессионального Образования "Московский Государственный Технический Университет Имени Н.Э. Баумана" | Способ струйной химической обработки и очистки поверхностей плоских изделий |
| RU2580259C1 (ru) * | 2014-12-01 | 2016-04-10 | Акционерное общество "Научно-производственное предприятие "Исток" имени А.И. Шокина" (АО "НПП "Исток" им. Шокина") | Установка химической очистки и сушки изделий |
| RU216682U1 (ru) * | 2022-12-21 | 2023-02-17 | Общество с ограниченной ответственностью "Санкт-Петербургский Центр "ЭЛМА (Электроникс Менеджмент)" | Узел подачи раствора на заготовку печатной платы |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20110155257A1 (en) | Method and arrangement in a pneumatic material conveying system | |
| SE411707B (sv) | Anordning vid torkanleggningen for tryckluft | |
| RU2013473C1 (ru) | Установка для химической обработки деталей на подвесках | |
| RU2107551C1 (ru) | Пневматическая отсадочная машина | |
| EP0340869A3 (en) | Supply device and method for press actuators, with recovery of the raising energy | |
| RU95116444A (ru) | Пневматическая отсадочная машина | |
| GB900750A (en) | Improvements in remote controlled fluid-flow control valves | |
| RU2112580C1 (ru) | Устройство для регенерации зернистой загрузки фильтра | |
| DE50003332D1 (de) | Hydraulische Bedienungseinrichtung für eine Verdeckeinheit eines Fahrzeugs | |
| RU2256549C2 (ru) | Захватная головка | |
| CN220738918U (zh) | 一种氧气瓶内部清洗机 | |
| KR960000320A (ko) | 급수관 등의 내부세정장치 | |
| SU1154006A1 (ru) | Установка дл мойки изделий | |
| SU1710467A1 (ru) | Установка пневмоконтейнерного транспорта | |
| GB1258076A (ru) | ||
| KR20230174668A (ko) | 진공을 이용한 배수 우회장치 | |
| GB2263942A (en) | Valve control apparatus | |
| RU2024653C1 (ru) | Линия для гальванохимической обработки деталей | |
| SU1658888A1 (ru) | Устройство дл подачи стеблей в емкость | |
| EP1496295A2 (en) | Flow rate regulator valve, in particular for hydraulic systems | |
| GB1084581A (en) | Apparatus for controlling the intensity of the jigging pulses in jigging machines in which the pulstation chambers are disposed below the jig screen | |
| GB712748A (en) | Improvements in or relating to plant or apparatus for cleaning or otherwise treatingarticles in baths containing liquids | |
| CA1303458C (en) | Apparatus and method for flow control | |
| SU1122599A1 (ru) | Система управлени вакуумного захватного устройства | |
| SU1011834A2 (ru) | Устройство дл перемещени горизонтально-скольз щей опалубки |