RU2185285C2 - Устройство для формования деталей из полимерных композиционных материалов - Google Patents
Устройство для формования деталей из полимерных композиционных материалов Download PDFInfo
- Publication number
- RU2185285C2 RU2185285C2 RU99116881A RU99116881A RU2185285C2 RU 2185285 C2 RU2185285 C2 RU 2185285C2 RU 99116881 A RU99116881 A RU 99116881A RU 99116881 A RU99116881 A RU 99116881A RU 2185285 C2 RU2185285 C2 RU 2185285C2
- Authority
- RU
- Russia
- Prior art keywords
- composite materials
- autoclave
- mandrel
- tsulag
- parts
- Prior art date
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 9
- 239000002131 composite material Substances 0.000 title claims description 5
- 239000013013 elastic material Substances 0.000 claims abstract description 4
- 238000007789 sealing Methods 0.000 claims description 2
- 229920000642 polymer Polymers 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract 1
- 238000012856 packing Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 238000009489 vacuum treatment Methods 0.000 abstract 1
- 239000000463 material Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 239000000565 sealant Substances 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000000181 anti-adherent effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000011089 mechanical engineering Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Устройство относится к области формования деталей из полимерных композиционных материалов и может быть использовано в авиационной, судостроительной, автомобильной промышленности. Устройство для формования деталей из полимерных композиционных материалов содержит автоклав, выполненный с возможностью размещения в автоклаве пресс-формы, включающей оправку, на которой расположены цулага, антиадгезионный слой, гибкий чехол, снабженный средствами уплотнения и крепления его по контуру поверхности оправки и соединенный с системой вакуумирования. При этом цулага выполнена из отдельных жестких формующих элементов плоской или приближенно плоской формы, которые соединены на стыках эластичным материалом, и покрыта дренажным слоем. Использование данной конструкции устройства для формования деталей из полимерных композиционных материалов позволяет достигнуть технический результат, заключающийся в исключении остаточных деформаций и напряжения в детали, улучшении качества формуемых деталей. 3 ил.
Description
Изобретение относится к области формования детали из ПКМ и может быть использовано в авиационной, судостроительной, автомобильной области промышленности.
Известно устройство для формообразования изделий из ПКМ (СССР, а.с. 1494404, МКИ В 29 С 43/12, 1987 г.), содержащее перфорированную оправку, с одного конца соединенную с системой подачи рабочей среды под давлением, охватывающий ее эластичный чехол, ограничительную форму и второй эластичный чехол, установленный соосно первому чехлу и соединенный с системой подачи рабочей среды под давлением. Использование данного устройства при формовании деталей сложной формы, имеющих перегибы, приводит к касательным деформациям слоев детали и остаточным напряжениям в детали.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является устройство для формовки деталей из ПКМ (В. Н. Крысин, М. В. Крысин, "Технологические процессы формования, намотки и склеивания конструкции", М. , Машиностроение, 1989 г., с.50, рис. 1.24, с. 177, рис.3.8), содержащее установленный на плите и насаженный на штуцер жесткий вкладыш; эластичные цулаги, изготовленные с соблюдением эквидистантного контура на толщину формуемых деталей, на угловых переходах которых устанавливается препрег усиливающий, дополнительно усиленный вспенивающейся композицией; подушку воздушную, обеспечивающую давление при формообразовании детали. Это устройство имеет следующие недостатки: устройство невозможно использовать для формования деталей особо сложной формы; при формовании детали происходит частичное движение цулаги по касательной к детали, особенно в местах перегибов, радиусов, искривлений контура детали, что приводит к касательным деформациям слоев детали и, как следствие, к остаточным напряжениям в детали.
Изобретение направлено на повышение качества формуемых деталей.
Сущность изобретения заключается в том, что устройство для формования деталей из ПКМ содержит автоклав для создания формующего давления и выполненный с возможностью размещения в нем пресс-форму, включающую оправку и расположенные на ней цулагу, изготовленную с соблюдением эквидистантного контура на толщину формуемой детали, антиадгезионный и дренажный слои, гибкий чехол со средствами уплотнения и крепления его к оправке по контуру формующей поверхности. Гибкий чехол соединен с системой вакуумирования. В отличие от прототипа цулага выполнена из отдельных жестких формующих элементов плоской или приближенно-плоской формы, которые соединены на стыках эластичным материалом. Каждый жесткий формующий элемент формует соответственно свой участок заготовки и не зависит от перемещения (на величину усадки материала заготовки) соседних формующих жестких элементов в местах их стыковки, что обеспечивается наличием гарантированного зазора между элементами. В местах стыков жестких элементов формование происходит за счет проникновения эластичного материала под действием формующего давления. Качество поверхности детали определяется качеством поверхности составной цулаги. Независимость жестких формующих элементов друг от друга обеспечивает направление формования всех участков деталей строго перпендикулярно к каждой точке поверхности детали, что исключает остаточные деформации и напряжения в детали, улучшается качество материала детали.
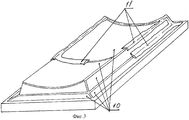
Сущность изобретения поясняется графическими материалами. На фиг.1 показан общий вид устройства, на фиг.2 - схема пресс-формы, на фиг.3 - схема составной цулаги.
Предлагаемое устройство содержит пресс-форму, включающую оправку 1. На оправке 1 расположена заготовка 2, покрытая антиадгезионным слоем 3. Снаружи заготовки установлена цулага 4, которая покрывается дренажным слоем 5 и чехлом 6, соединенным с помощью герметика 7 с оправкой 1 по контуру формующей поверхности. Чехол 6 через штуцер 8 соединен с вакуум-насосом (не показан). Собранная пресс-форма установлена в автоклаве 9. Возможно применение вместо автоклава термопечи для деталей из ПКМ холодного отвердения. Цулага 4 состоит из жестких элементов 10 и эластичного компенсатора 11.
Устройство для формования деталей из ПКМ работает следующим образом. Сначала осуществляют сборку пресс-формы: устанавливают на формующую поверхность оправки 1 заготовку детали 2, выкладывают антиадгезионный слой 3, устанавливают составную цулагу 4, дренажный слой 5 и упаковывают чехлом 6 с помощью герметика 7. Собранную пресс-форму помещают в автоклав 9 и подключают через штуцер 8 к вакуумной системе. В результате работы вакуум-насоса внутри чехла создается разряжение. Под действием разности между давлением в автоклаве и давлением разряженного воздуха в вакуумной полости чехла на формуемую заготовку действует одинаковое равномерно распределенное давление прессования и происходит формование рисуемой заготовки в соответствии с формой рабочей поверхности оправки с одной стороны и формой цулаги с другой стороны.
Использование изобретения по сравнению с известными техническими решениями позволяет снизить поводку готовых деталей и дает возможность изготовления деталей любой сложности и размеров.
Claims (1)
- Устройство для формования деталей из полимерных композиционных материалов, содержащее автоклав, выполненную с возможностью размещения в автоклаве пресс-форму, включающую оправку, на которой расположены цулага, антиадгезионный слой, гибкий чехол, снабженный средствами уплотнения и крепления его по контуру поверхности оправки и соединенный с системой вакуумирования, отличающийся тем, что цулага выполнена из отдельных жестких формующих элементов плоской или приближенно плоской формы, которые соединены на стыках эластичным материалом, и покрыта дренажным слоем.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU99116881A RU2185285C2 (ru) | 1999-08-03 | 1999-08-03 | Устройство для формования деталей из полимерных композиционных материалов |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU99116881A RU2185285C2 (ru) | 1999-08-03 | 1999-08-03 | Устройство для формования деталей из полимерных композиционных материалов |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU99116881A RU99116881A (ru) | 2001-07-10 |
| RU2185285C2 true RU2185285C2 (ru) | 2002-07-20 |
Family
ID=20223400
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU99116881A RU2185285C2 (ru) | 1999-08-03 | 1999-08-03 | Устройство для формования деталей из полимерных композиционных материалов |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2185285C2 (ru) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2348526C1 (ru) * | 2007-09-03 | 2009-03-10 | Открытое акционерное общество Таганрогский авиационный научно-технический комплекс им. Г.М. Бериева | Устройство для формования изделий из полимерных композиционных материалов |
| RU2535707C2 (ru) * | 2010-07-15 | 2014-12-20 | Мицубиси Хеви Индастрис, Лтд. | Способ изготовления композиционного материала на основе смолы |
| RU2787657C1 (ru) * | 2022-05-18 | 2023-01-11 | Акционерное общество "Обнинское научно-производственное предприятие "Технология" им. А.Г.Ромашина" | Цулага для формирования деталей из полимерных композиционных материалов |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU244596A1 (ru) * | В. А. Бреслер , Г. Б. Шалун | Пресс для изготовления крупногабаритных изделий из стеклопластиков | ||
| US4915896A (en) * | 1987-09-01 | 1990-04-10 | Phillips Petroleum Company | Vacuum bagging process for fiber reinforced thermoplastics |
| FR2685249A1 (fr) * | 1991-12-24 | 1993-06-25 | Snecma | Procede de fabrication d'une pale de soufflante en materiau composite et outillage de moulage. |
| RU2021130C1 (ru) * | 1990-12-29 | 1994-10-15 | Авиационный научно-технический комплекс им.О.К.Антонова | Дренажное устройство для вакуум-автоклавного формования изделий из композиционных материалов |
-
1999
- 1999-08-03 RU RU99116881A patent/RU2185285C2/ru active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU244596A1 (ru) * | В. А. Бреслер , Г. Б. Шалун | Пресс для изготовления крупногабаритных изделий из стеклопластиков | ||
| US4915896A (en) * | 1987-09-01 | 1990-04-10 | Phillips Petroleum Company | Vacuum bagging process for fiber reinforced thermoplastics |
| RU2021130C1 (ru) * | 1990-12-29 | 1994-10-15 | Авиационный научно-технический комплекс им.О.К.Антонова | Дренажное устройство для вакуум-автоклавного формования изделий из композиционных материалов |
| FR2685249A1 (fr) * | 1991-12-24 | 1993-06-25 | Snecma | Procede de fabrication d'une pale de soufflante en materiau composite et outillage de moulage. |
Non-Patent Citations (1)
| Title |
|---|
| КРЫСИН В.Н. и др. Технологические процессы формования, намотки и склеивания конструкций. - М.: Машиностроение, 1989, с.50, 177, рис. 1.24,3.8. * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2348526C1 (ru) * | 2007-09-03 | 2009-03-10 | Открытое акционерное общество Таганрогский авиационный научно-технический комплекс им. Г.М. Бериева | Устройство для формования изделий из полимерных композиционных материалов |
| RU2535707C2 (ru) * | 2010-07-15 | 2014-12-20 | Мицубиси Хеви Индастрис, Лтд. | Способ изготовления композиционного материала на основе смолы |
| US9227386B2 (en) | 2010-07-15 | 2016-01-05 | Mitsubishi Heavy Industries, Ltd. | Method for manufacturing resin-based composite material |
| RU2787657C1 (ru) * | 2022-05-18 | 2023-01-11 | Акционерное общество "Обнинское научно-производственное предприятие "Технология" им. А.Г.Ромашина" | Цулага для формирования деталей из полимерных композиционных материалов |
| RU221037U1 (ru) * | 2023-07-18 | 2023-10-16 | Акционерное общество "Казанский вертолётный завод" (АО "Казанский вертолётный завод") | Устройство для формования многослойных длинномерных изделий сложной конфигурации из композиционных материалов |
| RU232402U1 (ru) * | 2023-08-09 | 2025-03-11 | Акционерное общество "Обнинское научно-производственное предприятие "Технология" им. А.Г. Ромашина" | Цулага для формирования деталей из полимерных композиционных материалов |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4338070A (en) | Apparatus for molding reinforced resin products | |
| US4822436A (en) | Apparatus for debulking and autoclaving laminates of complex shapes | |
| US4842670A (en) | Molded vacuum bag for debulking and autoclaving laminates of complex shapes | |
| US6024555A (en) | Tooling having compliant forming surface for forming resin composites | |
| US7655168B2 (en) | Tools for manufacturing composite parts and methods for using such tools | |
| JP3040490B2 (ja) | Rtm・法により大面積の構成エレメントを製作する装置並びに方法 | |
| US9096021B2 (en) | Method and shaping device for producing a composite fiber component for air and space travel | |
| US4544588A (en) | Hollow bodies of plastic materials | |
| KR910000499B1 (ko) | 중공 섬유 보강 구조물 제조방법 | |
| US4536364A (en) | Manufacture of two part mold | |
| CA2201981A1 (en) | Dual purpose lay-up tool | |
| CN101835583A (zh) | 模制填料的方法 | |
| JPH07314469A (ja) | 表皮付き発泡体を表面に有するプラスチック成形品の製造方法およびそれに用いる発泡成形型 | |
| US5635013A (en) | Process for producing composite panels | |
| JP2001009873A (ja) | エラストマーのグレージング形材成形用モールド | |
| US12565015B2 (en) | Device for moulding a bladed part of a turbomachine | |
| RU2185285C2 (ru) | Устройство для формования деталей из полимерных композиционных материалов | |
| JPS58205730A (ja) | 複合材料製品の成形方法 | |
| US12544992B2 (en) | Device for moulding a bladed part of a turbomachine | |
| JP6357984B2 (ja) | 複合材料の成形方法および成形装置 | |
| JPH11151767A (ja) | 大型容器及びその製造方法 | |
| CN116653319B (zh) | 一种复合材料的成型工艺 | |
| US5913995A (en) | Method for fabricating boat hulls and other laminate components | |
| CN222858811U (zh) | 成型系统及装饰部件 | |
| JPH10119072A (ja) | 繊維強化複合材の成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PC43 | Official registration of the transfer of the exclusive right without contract for inventions |
Effective date: 20110525 |
|
| PC43 | Official registration of the transfer of the exclusive right without contract for inventions |
Effective date: 20140701 |