RU2194875C1 - Устройство для формования зарядов из смесевого твердого топлива - Google Patents
Устройство для формования зарядов из смесевого твердого топлива Download PDFInfo
- Publication number
- RU2194875C1 RU2194875C1 RU2001125863A RU2001125863A RU2194875C1 RU 2194875 C1 RU2194875 C1 RU 2194875C1 RU 2001125863 A RU2001125863 A RU 2001125863A RU 2001125863 A RU2001125863 A RU 2001125863A RU 2194875 C1 RU2194875 C1 RU 2194875C1
- Authority
- RU
- Russia
- Prior art keywords
- cuff
- cup
- cover
- free part
- fuel
- Prior art date
Links
- 239000004449 solid propellant Substances 0.000 title claims abstract description 7
- 239000002131 composite material Substances 0.000 title abstract 2
- 238000004519 manufacturing process Methods 0.000 abstract description 3
- 230000000694 effects Effects 0.000 abstract 1
- 239000003380 propellant Substances 0.000 abstract 1
- 238000000926 separation method Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000000446 fuel Substances 0.000 description 15
- 230000032798 delamination Effects 0.000 description 5
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000004299 exfoliation Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images


Landscapes
- Closures For Containers (AREA)
Abstract
Устройство для формования зарядов из смесевого твердого топлива содержит корпус с манжетой, имеющей канавку и технологическую крышку с выступом, входящим в канавку манжеты. Внутренний диаметр выступа крышки равен 1,01÷1,02 наружного диаметра свободной части манжеты. Сборка устройства производится с упором крышки в манжету, причем гарантированный натяг равен 0,1÷0,2 длины свободной части манжеты. Предложенные соотношения размеров манжеты и технологической крышки позволяют исключить возможность появления отслоений эластичной манжеты от заряда и облоя топлива на торце манжеты. 4 ил.
Description
Изобретение относится к конструкциям ракетных двигателей на твердом топливе (РДТТ) и может быть использовано при проектировании скрепленных с корпусом двигателя зарядов из смесевого твердого топлива (СТТ) и пресс-форм для формования таких зарядов.
Скрепленные с корпусом заряды имеют близ торцев зоны концентрации напряжений. Для снятия напряжений в этих зонах в серийных и вновь отрабатываемых РДТТ используют компенсаторы напряжений или эластичные манжеты.
Конструкции эластичных манжет широко известны: заявка 97119771 от 26.11.1997, опубликована 10.08.1999 г., заявка 98119256/06 от 23.10.1998 г. (патент 2147342 от 10.04.2000 г.), заявка 96123943 от 18.12.1996 (патент 2117809 от 20.08.1998 г.). В качестве прототипа выбрана конструкция манжеты по патенту 2117809. Наиболее простая и распространенная форма манжет для зарядов с открытым торцом изображена на фиг. 1, где обозначены:
1 - заряд из СТТ;
2 - корпус;
3 - манжета;
4 - теплозащитное покрытие.
1 - заряд из СТТ;
2 - корпус;
3 - манжета;
4 - теплозащитное покрытие.
Широкое применение манжет выявило следующие недостатки данной конструкции: отрыв манжеты от корпуса при упоре технологической крышки 6 в торец манжеты 5 и наличие облоя топлива на поверхности торца манжеты 5, если между технологической крышкой и торцевой поверхностью манжеты имеется зазор.
Облой мешает контролировать отсутствие отслоений между манжетой и топливом, поэтому облой приходится удалять, что является тяжелой и опасной работой, проводимой вручную.
Частично указанные недостатки устранены в манжете с канавкой 9 фиг.2. В такой манжете упор выступа 12 технологической крышки 6 осуществляется по контуру БВ свободной части 13 манжеты относительно скрепленной с корпусом части манжеты технологическая крышка располагается с зазором, поэтому в точке А практически отсутствуют как технологические, так и эксплуатационные связанные с температурной усадкой топлива напряжения, тем самым ликвидируются отрывы манжеты от корпуса. Практика изготовления зарядов в корпусах, имеющих манжеты с канавками, показала, что в зарядах происходит отслоение манжеты от топлива, развивающееся от точки Г, хотя этот участок ограничен свободными поверхностями и теоретически не должен иметь напряжений. Кроме того, на торце манжеты (контур ВГ) имеется облой. Попытки ликвидировать облой введением упора технологической крышки в торец манжеты усугубляли отслоения.
Технической задачей предлагаемого изобретения является выявление таких соотношений между размерами манжеты и технологической оснастки, которые ликвидировали бы отслоения от топлива и облой на поверхности манжеты. Чтобы исключить отслоения манжеты от топлива, авторы предлагают установить зазор между выступом технологической крышки и контуром ВБ манжеты (размер δ фиг. 3). Иначе говоря, внутренний диаметр выступа крышки - размер Дкр - должен быть гарантированно больше наружного диаметра свободной части манжеты - размер Дм. При таком взаимном расположении манжеты и крышки в процессе заполнения корпуса топливом манжета будет деформироваться до упора в выступ крышки. После отверждения топлива деформированная манжета будет обжимать заряд, т.е. между свободной частью манжеты и топливом будут действовать сжимающие напряжения, препятствующие появлению отслоений манжеты от топлива.
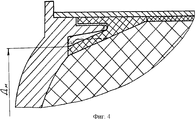
Как выяснилось в процессе отработки одного из зарядов, скрепленного с корпусом через манжету с канавкой, отслоение манжеты от топлива вызывается обратным соотношением размеров манжеты и внутренней крышки, т.е. когда внутренний диаметр выступа крышки меньше наружного диаметра свободной части манжеты. Обратное соотношение создается тем, что при вклейке манжеты в корпус в ней неизбежно возникают внутренние напряжения, под действием которых свободная часть манжеты отклонится к корпусу (пунктирный контур на фиг.3). Если выступ технологической крышки точно соответствует чертежному контуру манжеты (выполняется по контуру БВ фиг.3) или, тем более, собирается с натягом на манжету, свободный конец манжеты отжимается к оси заряда, в результате чего на изготовленном заряде возникают отрывные напряжения между топливом и манжетой, поскольку свободный конец манжеты стремится вернуться в первоначальное положение. Для исключения отслоений гарантированный зазор между чертежным положением манжеты и выступом технологической крышки должен быть не менее фактических усадочных деформаций свободной части манжеты. С другой стороны, при большой величине зазора при поднятии свободной части манжеты к выступу крышки будет загибаться конец манжеты, что тоже обусловит появление отрывных напряжений (пунктирный контур, фиг.4). Установленная на практике оптимальная величина зазора равна 0,005-0,01 от чертежного значения наружного диаметра свободной части манжеты (диаметр ДМ, фиг.4). Соответственно, внутренний диаметр выступа крышки должен быть равен 1,01-1,02 наружного диаметра свободной части манжеты.
При наличии зазора между выступом технологической крышки и манжетой появляется возможность ввести уплотнение между манжетой и крышкой по торцу и тем самым ликвидировать облой на торце манжеты. Уплотнение осуществляется за счет сборки технологической крышки с упором в торец манжеты. При этом свободная часть манжеты деформируется в продольном направлении, что приводит к возникновению сдвиговых напряжений между топливом и манжетой в готовом заряде. Однако при наличии сжимающих радиальных напряжений и оптимальной величины натяга сдвиговые напряжения не приводят к возникновению отслоений. Экспериментально установленная оптимальная величина натяга равна 0,1-0,2 от длины свободной части манжеты (размер L, фиг.3).
Новизна предлагаемого устройства для формования зарядов заключается в определении соотношения геометрических размеров технологической оснастки и сопрягаемых с ней размеров эластичной манжеты корпуса, а также в определении степени деформации свободной части манжеты технологической крышкой при сборке для формования заряда, что обеспечило новый уровень качества заряда, исключив возможность появления отслоений эластичной манжеты от заряда и облоя топлива на торце манжеты
Предложенные соотношения размеров манжеты и технологической крышки, которые вместе с корпусом и другими элементами технологической оснастки составляют устройство для формования зарядов из СТТ, проверены при изготовлении зарядов из СТТ весом 130 и 500 кг, при этом подтвердился предполагаемый положительный результат - были исключены отслоения между манжетой и топливом, а также ликвидирован облой.
Предложенные соотношения размеров манжеты и технологической крышки, которые вместе с корпусом и другими элементами технологической оснастки составляют устройство для формования зарядов из СТТ, проверены при изготовлении зарядов из СТТ весом 130 и 500 кг, при этом подтвердился предполагаемый положительный результат - были исключены отслоения между манжетой и топливом, а также ликвидирован облой.
Claims (1)
- Устройство для формования зарядов из смесевого твердого топлива, содержащее корпус с манжетой, имеющей канавку и технологическую крышку с выступом, входящим в канавку манжеты, отличающееся тем, что в нем внутренний диаметр выступа крышки равен 1,01÷1,02 наружного диаметра свободной части манжеты, а сборка устройства производится с упором крышки в манжету, причем гарантированный натяг равен 0,1÷0,2 длины свободной части манжеты.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2001125863A RU2194875C1 (ru) | 2001-09-20 | 2001-09-20 | Устройство для формования зарядов из смесевого твердого топлива |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2001125863A RU2194875C1 (ru) | 2001-09-20 | 2001-09-20 | Устройство для формования зарядов из смесевого твердого топлива |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2194875C1 true RU2194875C1 (ru) | 2002-12-20 |
Family
ID=20253277
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2001125863A RU2194875C1 (ru) | 2001-09-20 | 2001-09-20 | Устройство для формования зарядов из смесевого твердого топлива |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2194875C1 (ru) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2266422C1 (ru) * | 2004-05-18 | 2005-12-20 | Открытое акционерное общество Научно-производственное объединение "Искра" | Способ образования теплозащитного покрытия для камеры сгорания ракетного двигателя |
| RU2302546C2 (ru) * | 2005-08-10 | 2007-07-10 | Открытое акционерное общество Научно-производственное объединение "Искра" | Корпус ракетного двигателя твердого топлива |
| RU2341674C2 (ru) * | 2006-12-20 | 2008-12-20 | Федеральное государственное унитарное предприятие "Научно-исследовательский институт полимерных материалов" | Устройство для формования заряда из смесевого твердого топлива |
| RU2426000C1 (ru) * | 2009-12-24 | 2011-08-10 | Федеральное государственное унитарное предприятие "Федеральный центр двойных технологий "Союз" (ФГУП "ФЦДТ "Союз") | Устройство для формования канального заряда из смесевого ракетного твердого топлива |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2466627A1 (fr) * | 1979-10-05 | 1981-04-10 | Europ Propulsion | Dispositif anti-clappement pour propulseur a propergol solide |
| RU2015391C1 (ru) * | 1992-02-28 | 1994-06-30 | Конструкторское бюро приборостроения Научно-производственного объединения "Точность" | Ракетный двигатель твердого топлива |
| RU2079689C1 (ru) * | 1994-02-08 | 1997-05-20 | Акционерная компания "Туламашзавод" | Ракетный двигатель твердого топлива управляемого снаряда и воспламенитель твердотопливного заряда |
| RU2102623C1 (ru) * | 1996-03-19 | 1998-01-20 | Государственное научно-производственное предприятие "Сплав" | Ракетный двигатель твердого топлива |
| RU2117810C1 (ru) * | 1996-11-21 | 1998-08-20 | Открытое акционерное общество "Станкомаш" | Способ соединения концевых уплотнительных манжет с внутренней поверхностью корпуса ракетного двигателя |
| RU2117809C1 (ru) * | 1996-12-18 | 1998-08-20 | Государственное научно-производственное предприятие "Сплав" | Ракетный двигатель твердого топлива реактивного снаряда системы залпового огня |
| RU2147342C1 (ru) * | 1998-10-23 | 2000-04-10 | Государственное научно-производственное предприятие "Сплав" | Ракетный двигатель твердого топлива |
-
2001
- 2001-09-20 RU RU2001125863A patent/RU2194875C1/ru not_active IP Right Cessation
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2466627A1 (fr) * | 1979-10-05 | 1981-04-10 | Europ Propulsion | Dispositif anti-clappement pour propulseur a propergol solide |
| RU2015391C1 (ru) * | 1992-02-28 | 1994-06-30 | Конструкторское бюро приборостроения Научно-производственного объединения "Точность" | Ракетный двигатель твердого топлива |
| RU2079689C1 (ru) * | 1994-02-08 | 1997-05-20 | Акционерная компания "Туламашзавод" | Ракетный двигатель твердого топлива управляемого снаряда и воспламенитель твердотопливного заряда |
| RU2102623C1 (ru) * | 1996-03-19 | 1998-01-20 | Государственное научно-производственное предприятие "Сплав" | Ракетный двигатель твердого топлива |
| RU2117810C1 (ru) * | 1996-11-21 | 1998-08-20 | Открытое акционерное общество "Станкомаш" | Способ соединения концевых уплотнительных манжет с внутренней поверхностью корпуса ракетного двигателя |
| RU2117809C1 (ru) * | 1996-12-18 | 1998-08-20 | Государственное научно-производственное предприятие "Сплав" | Ракетный двигатель твердого топлива реактивного снаряда системы залпового огня |
| RU2147342C1 (ru) * | 1998-10-23 | 2000-04-10 | Государственное научно-производственное предприятие "Сплав" | Ракетный двигатель твердого топлива |
Non-Patent Citations (1)
| Title |
|---|
| ФАХРУТДИНОВ И.Х. и др. Конструкция и проектирование ракетных двигателей твердого топлива. - М.: Машиностроение, 1987, рис. 1.4. * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2266422C1 (ru) * | 2004-05-18 | 2005-12-20 | Открытое акционерное общество Научно-производственное объединение "Искра" | Способ образования теплозащитного покрытия для камеры сгорания ракетного двигателя |
| RU2302546C2 (ru) * | 2005-08-10 | 2007-07-10 | Открытое акционерное общество Научно-производственное объединение "Искра" | Корпус ракетного двигателя твердого топлива |
| RU2341674C2 (ru) * | 2006-12-20 | 2008-12-20 | Федеральное государственное унитарное предприятие "Научно-исследовательский институт полимерных материалов" | Устройство для формования заряда из смесевого твердого топлива |
| RU2426000C1 (ru) * | 2009-12-24 | 2011-08-10 | Федеральное государственное унитарное предприятие "Федеральный центр двойных технологий "Союз" (ФГУП "ФЦДТ "Союз") | Устройство для формования канального заряда из смесевого ракетного твердого топлива |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5183271A (en) | Sealing device and manufacturing method of the same | |
| US4229028A (en) | Pipe coupler | |
| FI91989C (fi) | Putkien muhviliitos | |
| JPH05276619A (ja) | ケーブルスプライス装置 | |
| EP0924450A3 (en) | Protective boot for automotive component and method of making | |
| JPH0240157B2 (ru) | ||
| RU2194875C1 (ru) | Устройство для формования зарядов из смесевого твердого топлива | |
| US3986250A (en) | Method of forming seal securing portion on cup-shaped ball joint housing | |
| CN107061520B (zh) | 连结轴以及连结轴的制造方法 | |
| RU2418187C1 (ru) | Снаряженный корпус ракетного двигателя твердого топлива | |
| JPH1074560A (ja) | ケース一体コネクタ、及びその成形方法 | |
| GB2192578A (en) | Pipe couplings | |
| JPH09309563A (ja) | 樹脂性容器の防水構造および製造方法 | |
| JPS62116900A (ja) | 炸薬填実弾、及び該炸薬填実弾内に炸薬を密封する方法 | |
| US5914462A (en) | Composite insulator having end fittings with gaps | |
| US5230149A (en) | Method of manufacturing a hydraulic seal | |
| KR20010079537A (ko) | 두개의 엔진부품 특히 엔진블럭과 실린더 헤드 사이에시일을 형성하기 위한 방법 | |
| JPS6043155A (ja) | エンジンオイルパンの取付方法 | |
| JPH04102036A (ja) | 圧力センサの製造方法 | |
| RU2243401C1 (ru) | Способ защиты внутренней поверхности корпуса ракетного двигателя | |
| KR20190126404A (ko) | 스테이터 및 일축 편심 나사 펌프 | |
| RU2341674C2 (ru) | Устройство для формования заряда из смесевого твердого топлива | |
| RU2213006C2 (ru) | Гидростатическая камера для изготовления изделий из композиционных материалов | |
| JP7411519B2 (ja) | コネクタ、コネクタの製造方法 | |
| JPH0727133Y2 (ja) | 成形型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PC43 | Official registration of the transfer of the exclusive right without contract for inventions |
Effective date: 20150514 |
|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20170921 |