RU2425185C2 - Эластичная лента из силиконовой резины - Google Patents
Эластичная лента из силиконовой резины Download PDFInfo
- Publication number
- RU2425185C2 RU2425185C2 RU2008122348/05A RU2008122348A RU2425185C2 RU 2425185 C2 RU2425185 C2 RU 2425185C2 RU 2008122348/05 A RU2008122348/05 A RU 2008122348/05A RU 2008122348 A RU2008122348 A RU 2008122348A RU 2425185 C2 RU2425185 C2 RU 2425185C2
- Authority
- RU
- Russia
- Prior art keywords
- elastic
- rubber
- fibers
- tape
- layer
- Prior art date
Links
- 229920002379 silicone rubber Polymers 0.000 title claims abstract description 28
- 239000000835 fiber Substances 0.000 claims abstract description 49
- 229920001971 elastomer Polymers 0.000 claims abstract description 44
- 239000005060 rubber Substances 0.000 claims abstract description 44
- 238000000034 method Methods 0.000 claims abstract description 17
- 239000007788 liquid Substances 0.000 claims abstract 3
- 239000004744 fabric Substances 0.000 claims description 33
- 239000004945 silicone rubber Substances 0.000 claims description 24
- 210000004177 elastic tissue Anatomy 0.000 claims description 12
- 238000004519 manufacturing process Methods 0.000 claims description 12
- 229920002334 Spandex Polymers 0.000 claims description 6
- 239000013013 elastic material Substances 0.000 claims description 6
- 229920003052 natural elastomer Polymers 0.000 claims description 6
- 229920001194 natural rubber Polymers 0.000 claims description 6
- 239000011248 coating agent Substances 0.000 claims description 5
- 238000000576 coating method Methods 0.000 claims description 5
- 244000043261 Hevea brasiliensis Species 0.000 claims description 3
- 229920000459 Nitrile rubber Polymers 0.000 claims description 3
- 239000002318 adhesion promoter Substances 0.000 claims description 3
- GQSGZTBDVNUIQS-DGCLKSJQSA-N ciclonicate Chemical compound C1C(C)(C)C[C@H](C)C[C@H]1OC(=O)C1=CC=CN=C1 GQSGZTBDVNUIQS-DGCLKSJQSA-N 0.000 claims description 3
- 239000004759 spandex Substances 0.000 claims description 3
- 239000011230 binding agent Substances 0.000 claims 2
- 239000000126 substance Substances 0.000 abstract description 4
- 239000004753 textile Substances 0.000 description 16
- 238000009998 heat setting Methods 0.000 description 6
- 238000004043 dyeing Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 210000001519 tissue Anatomy 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 238000010073 coating (rubber) Methods 0.000 description 3
- 230000032798 delamination Effects 0.000 description 3
- 229920003051 synthetic elastomer Polymers 0.000 description 3
- 239000005061 synthetic rubber Substances 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000004061 bleaching Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- -1 wool Polymers 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C7/00—Heating or cooling textile fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D29/00—Producing belts or bands
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C21/00—Shrinking by compressing
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C21/00—Shrinking by compressing
- D06C21/005—Compacting belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2083/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen, or carbon only, in the main chain, as moulding material
- B29K2083/005—LSR, i.e. liquid silicone rubbers, or derivatives thereof
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Woven Fabrics (AREA)
- Belt Conveyors (AREA)
- Dry Development In Electrophotography (AREA)
- Devices For Conveying Motion By Means Of Endless Flexible Members (AREA)
- Prostheses (AREA)
- Laminated Bodies (AREA)
Abstract
Предлагается лента на основе резины, содержащая по меньшей мере один слой плотно упакованных эластичных нитей или волокон и по меньшей мере один слой силиконовой резины. Также раскрыт способ производства ленты на основе резины, согласно которому наматывают на барабан по меньшей мере одну эластичную нить или по меньшей мере одно эластичное волокно, которая или которое формирует на указанном барабане по меньшей мере один слой; поверх указанного по меньшей мере одного слоя наносят жидкий высоковязкий силиконовый каучук и нагревают барабан для полимеризации указанного силиконового каучука. 3 н. и 20 з.п. ф-лы, 4 ил.
Description
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники
Настоящее изобретение в целом относится к производству текстильных изделий. В частности, настоящее изобретение относится к ленте ткацкого станка, используемой при финишной обработке текстильного изделия.
Уровень техники
Во время предварительной обработки кругловязаных тканей, вырабатываемых на кругловязальных машинах, крашения таких тканей, их финишной обработки и нанесения на них декоративного рисунка они при необходимости могут быть подвергнуты различным последовательным операциям, причем указанные операции могут быть выполнены как над замкнутыми в трубчатую форму тканями, так и над открытой тканью, получаемой путем разрезания замкнутой в трубчатую форму ткани вдоль одной из ее боковых краев. Как правило, перед влажной обработкой, например, перед крашением, в зависимости от типа или типов волокон, формирующих ткань, ее подвергают термофиксации. В частности, выполняют термофиксацию тканей, полностью или частично состоящих из синтетических волокон, таких как термопластичные волокна. Термофиксацию проводят для фиксации размеров ткани, плоскостности ее поверхностей и обеспечения в результате этого ее прочности. Термофиксация также устраняет в ткани постоянные складки или деформации, возникающие при ее обработке в отбеливающей или красильной машине.
В известных термофиксирующих машинах невозможно по-разному обрабатывать ткани с прямоугольной тканой структурой, т.е. уточно-основного типа, и в целом трикотажные ткани. Это приводит к увеличению продолжительности обработки за счет разрезания и раскрытия замкнутой в трубчатую форму ткани для термофиксации и иногда за счет операций повторного сшивания ткани в трубчатую форму для отбеливания/крашения с последующим повторным раскрытием для финишной обработки и нанесения декоративного рисунка. Кроме того, указанными машинами нельзя выполнять термофиксацию кругловязаных тканей, которые при обработке должны сохранять трубчатую форму по техническим, финансовым или маркетинговым соображениям.
Обработка замкнутых в трубчатую форму тканей без термофиксации может отрицательно сказаться на качестве и осуществляется лишь в исключительных случаях. Ранее предпринимались попытки разработать специальные машины для термофиксации тканей, замкнутых в трубчатую форму. Однако полученные результаты оказались недостаточно удовлетворительными. Основными характеристиками известных машин являются способ перемещения и направления ткани, замкнутой в трубчатую форму, и система передачи в ткань тепла.
В некоторых машинах ткани направляются плоско растягивающим приспособлением и в плоской форме подаются между поверхностью нагретого стального цилиндра и бесконечной войлочной лентой. К основным недостаткам этих машин относятся сплющивание боковых краев указанной ткани и неравномерный теплообмен ее двух поверхностей. В других машинах плоско растягивающее приспособление направляет выровненную указанную ткань и сопровождает ее в горизонтальной или вертикальной камере до выхода из последней. Внутри камеры обе поверхности указанной ткани подвергаются воздействию потоков горячего воздуха. Однако теплообмен с обеими поверхностями указанной ткани недостаточен.
При производстве текстиля по новой технологии используют эластичную ленту определенной длины. При этом на участке машины, предназначенном для термофиксации получаемого текстиля или ткани, эластичная лента заданной длины удлиняется на 50-70% ее начальной длины. В настоящее время согласно указанной новой технологии используют ленты из резины на основе каучука и нитрильного каучука, усиленные нитями или волокнами стандартной эластичности. Кроме того, также используют ленты, выполненные только из резины на основе каучука. Однако ленты указанных типов при их использовании для производства текстиля по новой технологии имеют короткий срок службы. Срок службы указанных известных лент еще меньше, если они в машине для производства текстиля на участке термофиксации подвергаются воздействию повышенных температур. Поэтому диапазон температур, которые могут быть использованы в производственном процессе, ограничен. Кроме того, при удлинении известных лент в машинном направлении они чрезмерно сужаются в направлении поперек движения ткани в машине, что затрудняет производственный процесс.
Ранее были предприняты попытки решить указанные проблемы путем использования лент, покрытых эластичным материалом. Однако эти попытки оказались неудачными, так как покрытие отслаивалось от ленты.
В связи с этим, существует потребность в ленте, которая при удлинении в машинном направлении на 50-70% незначительно сужается в направлении поперек движения ткани в машине. Кроме того, существует потребность в усиленной ленте из резины на основе каучука, характеризующейся низкой вероятностью отслаивания резиновой части от усиливающей части при удлинении ленты в машинном направлении. Настоящее изобретение направлено на преодоление указанных недостатков уровня техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, главной задачей изобретения является создание ленты на основе резины, выполненной с возможностью использования при производстве текстиля по новой технологии.
Еще одной задачей изобретения является создание ленты на основе резины, выполненной с возможностью использования при повышенных температурах, подобных тем, что имеют место на участке термофиксации текстильной машины.
Еще одной задачей изобретения является создание ленты на основе резины, выполненной с возможностью удлинения на 50-70% ее начальной длины.
Еще одной задачей изобретения является создание ленты на основе резины, которая при удлинении в машинном направлении незначительно сужается в направлении поперек движения ткани в машине.
Еще одной задачей изобретения является создание ленты на основе резины, которая устойчива к расслоению при удлинении.
Еще одной задачей изобретения является создание ленты на основе резины, выполненной с возможностью использования при производстве текстильных изделий различных видов.
Еще одной задачей настоящего изобретения является создание ленты на основе резины, которая имеет повышенную прочность и, следовательно, увеличенный срок службы.
В настоящем изобретении решены эти и другие задачи. В этом отношении изобретение относится к машинной ленте, используемой при производстве текстильных изделий. Предлагаемая лента представляет собой ленту из резины на основе каучука, содержащую по меньшей мере один слой плотно упакованных эластичных нитей или волокон и слой силиконовой резины. Эластичные нити или волокна плотно упакованы для того, чтобы при удлинении ленты в машинном направлении обеспечить практически неизменную ширину ленты в направлении поперек движения ткани в машине.
Кроме того, настоящее изобретение относится к способу производства ленты на основе резины. Согласно указанному способу на барабан или вокруг двух по существу параллельных валиков наматывают по меньшей мере одну эластичную нить или по меньшей мере одно эластичное волокно, которая или которое формирует на барабане или на двух по существу параллельных валиках по меньшей мере один слой, после этого на указанный по меньшей мере один слой наносят высоковязкий силиконовый каучук, а затем барабан или два по существу параллельных валика и нанесенный силиконовый каучук нагревают для полимеризации с получением силиконовой резины.
Различные отличительные признаки, характеризующие настоящее изобретение, указаны подробно в прилагаемой формуле, которая является частью описания настоящего изобретения. Для лучшего понимания сущности изобретения, полученных технических результатов и задач, решаемых его использованием, описание приведено со ссылками на прилагаемые чертежи, иллюстрирующие предпочтительные варианты реализации, причем на чертежах соответствующие компоненты имеют аналогичные числовые обозначения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Нижеследующее подробное описание, являющееся примером и не ограничивающее настоящее изобретение, будет более понятным при его рассмотрении вместе с прилагаемыми чертежами, на которых аналогичные элементы имеют аналогичные числовые обозначения и среди которых:
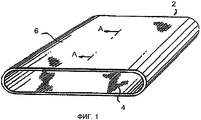
фиг.1 - перспективный вид ленты согласно настоящему изобретению;
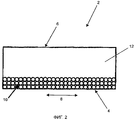
фиг.2 - сечение предлагаемой ленты по линии А-А фиг.1 согласно одному варианту реализации настоящего изобретения;
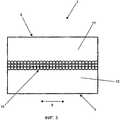
фиг.3 - сечение предлагаемой ленты по линии А-А фиг.1 согласно еще одному варианту реализации настоящего изобретения; и
фиг.4 - сечение предлагаемой ленты по линии А-А фиг.1 согласно еще одному варианту реализации настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Ниже приведено более подробное описание настоящего изобретения со ссылками на прилагаемые чертежи, на которых показаны предпочтительные варианты его реализации. Однако возможны и другие варианты реализации изобретения, и изображенные примеры не следует считать ограничением. Напротив, изображенные варианты реализации имеют целью лишь обеспечить точность и полноту настоящего описания и раскрытие им объема изобретения для специалистов в данной области. В нижеследующем описании одинаковые или соответствующие компоненты на всех фигурах имеют одинаковые числовые обозначения.
Настоящее изобретение относится к ленте из силиконовой резины, которая усилена структурой, содержащей эластичные нити или волокна. В настоящем описании под эластичной нитью или волокном понимается нить или волокно, удлинение которой или которого в точке разрыва составляет 40-400% ее или его начальной длины.
В настоящее время известны ленты из резины на основе каучука, выполненные из натуральных или синтетических каучуков и усиленные нитями или волокнами стандартной эластичности. Также известны ленты только из резины на основе натурального, синтетического и силиконового каучука. Ленты из резины на основе натурального и синтетического каучука имеют хорошую эластичность, но низкую термо- и химическую стойкость. Напротив, ленты из резины на основе силиконового каучука имеют высокую термо- и химическую стойкость, но низкие механические свойства. Для удовлетворения потребности в ленте с хорошей термо- и химической стойкостью, а также механическими свойствами, настоящим изобретением предлагается лента из усиленной резины на основе силиконового каучука.
Для создания требуемой усиленной ленты на основе резины была использована система для нанесения покрытий. Иными словами, было создано бесконечное основное полотно, которое было покрыто резиной на основе силиконового каучука. Для обеспечения хороших механических свойств основное полотно было выполнено двух- или трехслойным. Однако лента такой структуры представляет собой структуру, подверженную опасности отслоения покрытия из силиконовой резины от тканой основы, особенно при растяжении ленты с большим удлинением.
Настоящее изобретение решает проблемы, связанные с известными имеющими покрытие лентами, благодаря созданию более прочной и более эластичной ленты на основе резины. В предпочтительном варианте реализации настоящее изобретение получают намоткой на цилиндр или барабан эластичных нитей или волокон, полученных, помимо прочего, из таких материалов, как резина на натурального каучука, LYCRA® и ELASTAN®. Длина наружной поверхности барабана должна быть близка к длине получаемой эластичной ленты. Эластичные нити или волокна наворачивают на барабан по меньшей мере в один слой. Количество слоев эластичных нитей зависит от требуемой устойчивости ленты к удлинению. По меньшей мере один слой эластичных нитей или волокон может быть получен путем непрерывной намотки одной эластичной нити или одного эластичного волокна на барабан с формированием указанного по меньшей мере одного слоя, причем в каждом слое соседние нити или волокна оказываются плотно набиты. Кроме того, для формирования по меньшей мере одного слоя плотно набитых эластичных нитей или волокон может быть осуществлена намотка на барабан нескольких эластичных нитей или волокон.
После намотки или наложения на барабан эластичных нитей или волокон поверх слоев указанных нитей или волокон наносят высоковязкий силиконовый каучук для получения требуемой толщины ленты и для формирования поверхности, контактирующей с текстильным изделием. Указанная поверхность может быть предназначена для гладкой или текстурной финишной обработки формируемого на ней текстильного изделия.
Эластичные нити или волокна обработаны специальным связующим покрытием или промотором, усиливающим адгезию, чтобы обеспечить отличную адгезию покрытия из силиконовой резины к указанным нитям или волокнам, благодаря чему снижается вероятность расслоения ленты во время удлинения. Адгезия между нитями и покрытием из силиконовой резины может быть также усилена путем использования крученых и комплексных нитей.
Затем для полимеризации нанесенного силиконового каучука барабан нагревают. Полученная таким способом лента во время удлинения в машинном направлении незначительно сужается в направлении поперек движения ткани в машине, причем указанная лента может удлиняться в машинном направлении на 50-70% относительно ее начальной длины. Готовая лента может быть использована для финишной обработки, например, текстильных изделий из хлопковых, шерстяных, синтетических волокон, а также смеси различных волокон.
Другой способ получения предлагаемой ленты аналогичен описанному выше, но вместо барабана в нем используют два по существу параллельных валика, размещенных на некотором расстоянии друг от друга. Расстояние между двумя по существу параллельными валиками соответствует общей длине готовой ленты. Согласно этому способу эластичные нити или волокна наматывают вокруг двух по существу параллельных валиков. После намотки эластичных нитей на указанные валики изготовление ленты аналогично описанному выше способу с использованием барабана.
На фиг.1 показан перспективный вид эластичной ленты из силиконовой резины согласно настоящему изобретению. Лента 2 имеет внутреннюю, или нижнюю, поверхность 4 и наружную, или верхнюю, поверхность 6. Поверхность 6 контактирует с текстильным изделием. Поверхность 4 ленты 2 находится в контакте со стальными цилиндрами машины для производства текстильного изделия.
На фиг.2 показано поперечное сечение по линии А-А (фиг.1) варианта реализации ленты 2. Направление поперек движения ткани в машине показано стрелкой 8. Вблизи поверхности 4 ленты 2 расположен по меньшей мере один слой эластичных нитей или волокон 10. Как видно из фиг.2, нити или волокна 10 упакованы очень плотно. Плотная упаковка гарантирует, что лента при ее использовании в машине для производства текстильных изделий во время удлинения по существу не будет сужаться в направлении поперек движения ткани в машине. Поверх нитей или волокон 10 вблизи поверхности 6 ленты 2 имеется слой 12 силиконовой резины.
На фиг.3 и 4 показано поперечное сечение по линии А-А (фиг.1) других вариантов реализации ленты 2. На фиг.3 по меньшей мере один слой нитей или волокон 10 размещен между слоями 12. На фиг.4 слои нитей или волокон 10 чередуются со слоями 12. В такой структуре вблизи поверхности 4 ленты 2 находится слой нитей или волокон 10, а вблизи поверхности 6 ленты 2 находится слой 12. Для специалистов в данной области понятно, что имеется множество способов размещения слоев нитей или волокон 10 и слоев 12 в ленте согласно настоящему изобретению.
Несмотря на то что в тексте настоящего описания раскрыт предпочтительный вариант реализации настоящего изобретения и его модификации, необходимо понимать, что настоящее изобретение не ограничено указанным вариантом реализации и его модификациями и что специалистами в данной области могут быть внесены различные изменения без выхода за рамки сущности и объема изобретения, которые определены прилагаемой формулой. Сфера применения предлагаемой ленты не ограничена машинами, в которых требуется отсутствие поперечного сужения ленты. Иными словами, предлагаемая лента может быть использована в любых областях, где имеются указанные выше требования к качеству и сроку службы.
Claims (23)
1. Лента на основе резины, содержащая по меньшей мере один слой плотно упакованных эластичных нитей или волокон, проходящих в машинном направлении; и по меньшей мере один слой резины на основе силиконового каучука.
2. Лента на основе резины по п.1, в которой указанный по меньшей мере один слой плотно упакованных эластичных нитей или волокон получен из одной эластичной нити или одного эластичного волокна, непрерывно намотанной на барабан.
3. Лента на основе резины по п.1, в которой указанный по меньшей мере один слой плотно упакованных эластичных нитей или волокон получен из нескольких эластичных нитей или волокон.
4. Лента на основе резины по п.1, в которой удлинение указанных эластичных нитей или волокон в точке разрыва составляет 40-400% их начальной длины.
5. Лента на основе резины по п.1, удлинение которой в машинном направлении составляет 50-70% ее начальной длины.
6. Лента на основе резины по п.5, ширина которой в направлении поперек движения ткани в машине остается, по существу, неизменной при удлинении указанной ленты в указанном машинном направлении.
7. Лента на основе резины по п.1, в которой указанные эластичные нити или волокна обработаны связующим покрытием или промотором адгезии.
8. Лента на основе резины по п.1, в которой указанные эластичные нити или волокна представляют собой крученые моноволоконные нити или волокна.
9. Лента на основе резины по п.1, в которой указанные эластичные нити или волокна сформированы из эластичного материала.
10. Лента на основе резины по п.9, в которой указанный эластичный материал выбран из группы, в которую входят резина на основе натурального каучука, нитрильного каучука, силиконового каучука, а также LYCRA® и ELASTAN®.
11. Лента на основе резины по п.1, в которой каждые из плотно упакованных эластичных нитей или волокон контактируют по меньшей мере с одной соседней эластичной нитью или одним соседним эластичным волокном, относящейся или относящимся к указанным плотно упакованным эластичным нитям или волокнам в указанном сформированном слое.
12. Способ производства ленты на основе резины, согласно которому наматывают на барабан в машинном направлении по меньшей мере одну эластичную нить или по меньшей мере одно эластичное волокно, которая или которое формирует на указанном барабане по меньшей мере один слой; поверх указанного по меньшей мере одного слоя наносят жидкий высоковязкий силиконовый каучук и нагревают барабан для полимеризации указанного силиконового каучука с образованием силиконовой резины.
13. Способ по п.12, в котором удлинение указанных эластичных нитей или волокон в точке разрыва составляет 40-400% их начальной длины.
14. Способ по п.12, в котором удлинение указанной ленты на основе резины в машинном направлении составляет 50-70% ее начальной длины.
15. Способ по п.14, в котором ширина указанной удлиненной ленты в направлении поперек движения ткани в машине остается, по существу, неизменной при удлинении указанной ленты в указанном машинном направлении.
16. Способ по п.12, согласно которому указанные эластичные нити или волокна дополнительно обрабатывают связующим покрытием или промотором адгезии.
17. Способ по п.12, в котором указанные эластичные нити или волокна представляют собой крученые моноволоконные нити или волокна.
18. Способ по п.12, в котором указанные эластичные нити или волокна сформированы из эластичного материала.
19. Способ по п.18, в котором указанный эластичный материал выбран из группы, в которую входят резина на основе натурального каучука, нитрильного каучука, силиконового каучука, а также LYCRA® и ELASTAN®.
20. Способ по п.12, в котором указанную по меньшей мере одну плотно упакованную эластичную нить или указанное по меньшей мере одно плотно упакованное эластичное полотно размещают плотно упакованными, причем каждые из плотно упакованных эластичных нитей или волокон контактируют по меньшей мере с одной соседней эластичной нитью или одним соседним эластичным волокном, относящейся или относящимся к указанным плотно упакованным эластичным нитям или волокнам, и указанная по меньшей мере одна плотно упакованная эластичная нить или указанное по меньшей мере одно плотно упакованное эластичное волокно формирует на указанном барабане по меньшей мере один слой.
21. Способ производства ленты на основе резины, согласно которому наматывают в машинном направлении вокруг двух, по существу, параллельных валиков, размещенных на некотором расстоянии друг от друга, по меньшей мере одну эластичную нить или по меньшей мере одно эластичное волокно, которая или которое формирует на указанных двух, по существу, параллельных валиках по меньшей мере один слой; поверх указанного по меньшей мере одного слоя наносят жидкий высоковязкий силиконовый каучук и нагревают указанные два, по существу, параллельных валика и указанный нанесенный силиконовый каучук для полимеризации последнего с получением резины.
22. Способ по п.21, в котором указанные эластичные нити или волокна сформированы из эластичного материала.
23. Способ по п.21, в котором указанную по меньшей мере одну плотно упакованную эластичную нить или указанное по меньшей мере одно плотно упакованное эластичное полотно размещают плотно упакованными, причем указанная по меньшей мере одна плотно упакованная эластичная нить или указанное по меньшей мере одно плотно упакованное эластичное волокно формирует на двух, по существу, параллельных валиках по меньшей мере один слой, а каждые из плотно упакованных эластичных нитей или волокон контактируют по меньшей мере с одной соседней эластичной нитью или одним соседним эластичным волокном, относящейся или относящимся к указанным плотно упакованным эластичным нитям или волокнам.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/320,989 US9222208B2 (en) | 2005-12-29 | 2005-12-29 | Elastic silicone rubber belt |
| US11/320,989 | 2005-12-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2008122348A RU2008122348A (ru) | 2010-02-10 |
| RU2425185C2 true RU2425185C2 (ru) | 2011-07-27 |
Family
ID=38107991
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2008122348/05A RU2425185C2 (ru) | 2005-12-29 | 2006-12-21 | Эластичная лента из силиконовой резины |
Country Status (18)
| Country | Link |
|---|---|
| US (1) | US9222208B2 (ru) |
| EP (1) | EP1974081B1 (ru) |
| JP (1) | JP5033812B2 (ru) |
| KR (1) | KR101383026B1 (ru) |
| CN (1) | CN101346504B (ru) |
| AT (1) | ATE464418T1 (ru) |
| AU (1) | AU2006332887A1 (ru) |
| BR (1) | BRPI0620746B1 (ru) |
| CA (1) | CA2632474C (ru) |
| DE (1) | DE602006013716D1 (ru) |
| ES (1) | ES2345360T3 (ru) |
| NO (1) | NO20083312L (ru) |
| PL (1) | PL1974081T3 (ru) |
| PT (1) | PT1974081E (ru) |
| RU (1) | RU2425185C2 (ru) |
| TW (1) | TWI428487B (ru) |
| WO (1) | WO2007079029A2 (ru) |
| ZA (1) | ZA200804819B (ru) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010144892A2 (en) * | 2009-06-12 | 2010-12-16 | Federal-Mogul Powertrain, Inc. | Textile sleeve with high temperature abrasion resistant coating and methods of assembly, construction and curing thereof |
| DE202013000165U1 (de) * | 2013-01-09 | 2013-04-02 | Hübner GmbH | Balg eines Übergangs eines Gelenkfahrzeugs sowie Gelenkfahrzeug des öffentlichen Personentransports mit einem solchen Balg |
| CN105179439A (zh) * | 2015-09-29 | 2015-12-23 | 上海和为科技有限公司 | 无纬环 |
| CN110565310A (zh) * | 2019-08-30 | 2019-12-13 | 安徽省通信产业服务有限公司 | 一种绝缘胶带防老化方法 |
| CN110747631B (zh) * | 2019-10-12 | 2022-03-01 | 陕西科技大学 | 柔性、可拉伸硅橡胶基可穿戴应变传感纤维的制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1030354A (en) * | 1964-02-14 | 1966-05-18 | James Dawson & Son Ltd | An improved endless conveyor band and a method for the production thereof |
| GB1088066A (en) * | 1964-12-02 | 1967-10-18 | Albany Felt Co | Fabric material |
| US4940047A (en) * | 1987-06-24 | 1990-07-10 | Bayer Aktiengesellschaft | Textile sheet-like structure with reactive resin |
| US5233733A (en) * | 1990-04-12 | 1993-08-10 | Rollin S.A. | Sheet material shrinkage apparatus |
| RU2139378C1 (ru) * | 1995-01-31 | 1999-10-10 | Курт Мюллер Др. | Способ сушки и усадки текстильного изделия и устройство для его осуществления |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2021975A (en) | 1931-02-10 | 1935-11-26 | Cluett Peabody & Co Inc | Method of and means for treating woven and the like fabrics and yarns |
| US3469001A (en) * | 1965-10-08 | 1969-09-23 | Du Pont | Process for making polyester cord for no-reset v-belts |
| US3792621A (en) * | 1972-10-11 | 1974-02-19 | T Smith | Drive belt |
| IT973167B (it) * | 1972-12-29 | 1974-06-10 | Pirelli | Elementi anulari accessori per macchinario dell industria tes sile e procedimento di fabbri cazione relativo |
| US4183986A (en) * | 1978-12-14 | 1980-01-15 | Timex Corporation | Method for making straps |
| JPS5842444U (ja) * | 1981-09-17 | 1983-03-22 | 三ツ星ベルト株式会社 | 動力伝動用vベルト |
| JPS58118332U (ja) | 1982-02-05 | 1983-08-12 | 三ツ星ベルト株式会社 | 動力伝動用ベルト |
| US4674622A (en) * | 1985-08-14 | 1987-06-23 | Bridgestone Corporation | Conveyor belt |
| EP0280175B1 (en) * | 1987-02-27 | 1993-05-05 | Nitta Industries Corporation | Process for producing endless belt |
| US4987030A (en) | 1987-10-07 | 1991-01-22 | Toray Industries, Inc. | High-tenacity conjugated fiber and process for preparation thereof |
| US5261473A (en) | 1988-09-28 | 1993-11-16 | Compagnie Generale Des Etablissements Michelin-Michelin & Cie | Assembly of concentric layers of filaments |
| JP3007371B2 (ja) | 1990-02-23 | 2000-02-07 | バンドー化学株式会社 | 繊維補強ゴム製品 |
| US5208087A (en) * | 1991-10-08 | 1993-05-04 | Albany International Corp. | Spiral construction for a long nip press belt |
| US5171389A (en) * | 1991-11-08 | 1992-12-15 | Albany International Corp. | Spiral construction of grooved long nip press |
| US5744237A (en) * | 1993-02-19 | 1998-04-28 | Hoechst Celanese Corporation | Heterofilaments for cord reinforcement in rubber goods |
| US5731059A (en) * | 1993-04-07 | 1998-03-24 | Wangner Systems Corporation | Dryer fabric having an abrasion resistant edge |
| US5360379A (en) * | 1993-10-25 | 1994-11-01 | Alliedsignal Inc. | Packaging machinery belt with non-directional splice |
| US5846654A (en) * | 1995-06-02 | 1998-12-08 | Hercules Incorporated | High tenacity, high elongation polypropylene fibers, their manufacture, and use |
| JPH09109283A (ja) * | 1995-10-13 | 1997-04-28 | Kureha Elastomer Kk | 無端ゴムベルトおよびその製法 |
| JP3634952B2 (ja) * | 1997-11-18 | 2005-03-30 | 株式会社金陽社 | 電子機器用転写ベルトの製造方法 |
| JPH11231699A (ja) * | 1998-02-16 | 1999-08-27 | Kin Yosha Kk | ベルト式定着装置 |
| US6228448B1 (en) * | 1999-02-24 | 2001-05-08 | Day International, Inc. | Endless belt for use in digital imaging systems |
| JP3488397B2 (ja) * | 1999-04-26 | 2004-01-19 | 市川毛織株式会社 | シュープレス用ベルト及びその製造方法 |
| DE60032937T2 (de) * | 1999-11-12 | 2007-10-18 | The Gates Corp., Denver | Treibriemen mit schlauchförmigem deckgestück |
| CN1230636C (zh) * | 1999-11-12 | 2005-12-07 | 盖茨公司 | 使用开口网格纺织材料的动力传送带 |
| US6630223B2 (en) | 2001-01-26 | 2003-10-07 | Albany International Corp. | Spirally wound shaped yarns for paper machine clothing and industrial belts |
| JP2003090376A (ja) * | 2001-07-13 | 2003-03-28 | Toray Ind Inc | 衝撃エネルギー吸収部材 |
| WO2004072368A1 (de) | 2003-02-12 | 2004-08-26 | Huyck Austria Ges.M.B.H. | Gewebeband |
| DE10327027A1 (de) | 2003-06-16 | 2005-01-05 | Brückner Trockentechnik GmbH & Co. KG | Vorrichtung zum Kompaktieren von textilen Warenbahnen |
| US7303656B2 (en) * | 2003-07-02 | 2007-12-04 | Albany International Corp. | Low permeability textile substrate for a two-sided coated product |
| DE102004021524A1 (de) * | 2004-05-03 | 2005-12-08 | Arntz Beteiligungs Gmbh & Co. Kg | Kraftübertragungsriemen und Verfahren zu dessen Herstellung |
| EP1657340A1 (en) * | 2004-11-15 | 2006-05-17 | Sperotto Rimar S.R.L. | Apparatus and method for shrinking textile substrates |
-
2005
- 2005-12-29 US US11/320,989 patent/US9222208B2/en active Active
-
2006
- 2006-12-21 EP EP06848036A patent/EP1974081B1/en active Active
- 2006-12-21 ES ES06848036T patent/ES2345360T3/es active Active
- 2006-12-21 JP JP2008548652A patent/JP5033812B2/ja not_active Expired - Fee Related
- 2006-12-21 KR KR1020087018583A patent/KR101383026B1/ko active Active
- 2006-12-21 DE DE602006013716T patent/DE602006013716D1/de active Active
- 2006-12-21 CN CN2006800493394A patent/CN101346504B/zh not_active Expired - Fee Related
- 2006-12-21 PL PL06848036T patent/PL1974081T3/pl unknown
- 2006-12-21 PT PT06848036T patent/PT1974081E/pt unknown
- 2006-12-21 ZA ZA200804819A patent/ZA200804819B/xx unknown
- 2006-12-21 AT AT06848036T patent/ATE464418T1/de active
- 2006-12-21 WO PCT/US2006/049038 patent/WO2007079029A2/en not_active Ceased
- 2006-12-21 CA CA2632474A patent/CA2632474C/en active Active
- 2006-12-21 RU RU2008122348/05A patent/RU2425185C2/ru active
- 2006-12-21 AU AU2006332887A patent/AU2006332887A1/en not_active Abandoned
- 2006-12-21 BR BRPI0620746A patent/BRPI0620746B1/pt active IP Right Grant
- 2006-12-27 TW TW095149162A patent/TWI428487B/zh not_active IP Right Cessation
-
2008
- 2008-07-28 NO NO20083312A patent/NO20083312L/no not_active Application Discontinuation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1030354A (en) * | 1964-02-14 | 1966-05-18 | James Dawson & Son Ltd | An improved endless conveyor band and a method for the production thereof |
| GB1088066A (en) * | 1964-12-02 | 1967-10-18 | Albany Felt Co | Fabric material |
| US4940047A (en) * | 1987-06-24 | 1990-07-10 | Bayer Aktiengesellschaft | Textile sheet-like structure with reactive resin |
| US5233733A (en) * | 1990-04-12 | 1993-08-10 | Rollin S.A. | Sheet material shrinkage apparatus |
| RU2139378C1 (ru) * | 1995-01-31 | 1999-10-10 | Курт Мюллер Др. | Способ сушки и усадки текстильного изделия и устройство для его осуществления |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2008122348A (ru) | 2010-02-10 |
| PL1974081T3 (pl) | 2010-11-30 |
| ZA200804819B (en) | 2009-11-25 |
| KR20080081357A (ko) | 2008-09-09 |
| AU2006332887A1 (en) | 2007-07-12 |
| DE602006013716D1 (de) | 2010-05-27 |
| EP1974081B1 (en) | 2010-04-14 |
| NO20083312L (no) | 2008-09-25 |
| BRPI0620746A2 (pt) | 2011-11-22 |
| CN101346504A (zh) | 2009-01-14 |
| ES2345360T3 (es) | 2010-09-21 |
| US20070155565A1 (en) | 2007-07-05 |
| WO2007079029A2 (en) | 2007-07-12 |
| TW200736436A (en) | 2007-10-01 |
| CN101346504B (zh) | 2012-11-28 |
| US9222208B2 (en) | 2015-12-29 |
| PT1974081E (pt) | 2010-07-06 |
| CA2632474A1 (en) | 2007-07-12 |
| EP1974081A2 (en) | 2008-10-01 |
| JP2009522135A (ja) | 2009-06-11 |
| JP5033812B2 (ja) | 2012-09-26 |
| BRPI0620746B1 (pt) | 2016-10-11 |
| ATE464418T1 (de) | 2010-04-15 |
| CA2632474C (en) | 2014-08-12 |
| WO2007079029A3 (en) | 2007-08-23 |
| TWI428487B (zh) | 2014-03-01 |
| KR101383026B1 (ko) | 2014-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4817662B2 (ja) | 乾燥布を製造する方法及び改善されたシートの安定性のために背面で空気を流す乾燥布 | |
| JP4829500B2 (ja) | 工業用布への選択的ポリマー沈積をコントロールする方法及び工業用布 | |
| FI95824C (fi) | Parannettu lenkkirakenne puristinkankaissa | |
| KR930006253A (ko) | Lnp 벨트 코팅명 보강재 | |
| NO304277B1 (no) | Endel°st belte for avvanningspresse samt fremgangsmÕte for fremstilling derav | |
| JP4768268B2 (ja) | 製紙と紙加工に関する応用のための樹脂含浸エンドレスベルト構造を製造するための方法及びそのベルト | |
| RU2394119C2 (ru) | Полупроницаемые ткани для транспортных лент и прессовых тканей | |
| RU2288985C2 (ru) | Промышленная ткань со средствами контроля ее износа | |
| RU2425185C2 (ru) | Эластичная лента из силиконовой резины | |
| RU2405872C2 (ru) | Прошитая прочесом лента большой толщины и с большой упругостью | |
| JP2021533278A (ja) | プレスカバー、プレスカバーの使用、ならびにプレスロール、およびシュープレス | |
| RU2408756C2 (ru) | Спиральнопетелевая ткань с улучшенной гибкостью | |
| JP3189698B2 (ja) | ツイスタベルト | |
| TW201703932A (zh) | 磨擦帶研磨產品 | |
| WO2025211417A1 (ja) | ベルト | |
| CN102839514B (zh) | 用于用来使纺织品防缩的机器的压毡 | |
| WO2007034904A1 (ja) | シュープレス用ベルト | |
| JPS60500970A (ja) | 織物層体を有するポリマ−材製品、および該製品を製造する方法 |