RU2425808C1 - Method of producing polished sheet sun glass and device to this end - Google Patents
Method of producing polished sheet sun glass and device to this end Download PDFInfo
- Publication number
- RU2425808C1 RU2425808C1 RU2010111255/03A RU2010111255A RU2425808C1 RU 2425808 C1 RU2425808 C1 RU 2425808C1 RU 2010111255/03 A RU2010111255/03 A RU 2010111255/03A RU 2010111255 A RU2010111255 A RU 2010111255A RU 2425808 C1 RU2425808 C1 RU 2425808C1
- Authority
- RU
- Russia
- Prior art keywords
- glass
- layers
- photochromic
- thickness
- faces
- Prior art date
Links
- 239000011521 glass Substances 0.000 title claims abstract description 128
- 238000000034 method Methods 0.000 title claims abstract description 12
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims abstract description 17
- 230000037072 sun protection Effects 0.000 claims abstract description 13
- 238000009826 distribution Methods 0.000 claims abstract description 9
- 238000006124 Pilkington process Methods 0.000 claims abstract description 7
- 235000019353 potassium silicate Nutrition 0.000 claims abstract description 6
- 239000005357 flat glass Substances 0.000 claims description 22
- 239000007788 liquid Substances 0.000 claims description 13
- 238000001816 cooling Methods 0.000 claims description 12
- 238000010411 cooking Methods 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 238000000137 annealing Methods 0.000 claims description 4
- 230000007480 spreading Effects 0.000 claims description 3
- 238000003892 spreading Methods 0.000 claims description 3
- 230000008569 process Effects 0.000 claims description 2
- 230000006698 induction Effects 0.000 claims 1
- 238000000926 separation method Methods 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract description 3
- 239000000126 substance Substances 0.000 abstract description 2
- 238000004519 manufacturing process Methods 0.000 description 12
- 230000005855 radiation Effects 0.000 description 7
- 230000000475 sunscreen effect Effects 0.000 description 4
- 239000000516 sunscreening agent Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 239000005329 float glass Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000002834 transmittance Methods 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000006060 molten glass Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000005368 silicate glass Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images




Landscapes
- Joining Of Glass To Other Materials (AREA)
Abstract
Description
Изобретение относится к солнцезащитным светопрозрачным ограждающим конструкциям и может быть использовано в строительстве для наружного широкоформатного остекления фасадов монолитных с повышенной этажностью, высотных и уникальных зданий.The invention relates to translucent sun-protection enclosing structures and can be used in construction for exterior wide-angle glazing of monolithic facades with increased number of storeys, high-rise and unique buildings.
Известен экструзионный способ получения и устройство солнцезащитного ограждения из полимерного материала (патент РФ №2306397, кл. Е06В 9/24, 2006). Способ позволяет изготовить устройство солнцезащитного ограждения, в котором солнцезащитные жалюзи из полимерного окрашенного материала размещены внутри светопрозрачного бесцветного листового полимерного стекла.Known extrusion method of obtaining and the device of a sun-protection from polymer material (RF patent No. 2306397, class EB 9/24, 2006). The method allows to manufacture a sun protection device, in which sun blinds made of polymer painted material are placed inside a translucent colorless polymer sheet glass.
Из-за более низкой долговечности по сравнению со стеклом такое ограждение не может быть использовано в качестве широкоформатного наружного остекления здания.Due to the lower durability compared to glass, such a fence cannot be used as a wide-format exterior glazing of a building.
Известно солнцезащитное ограждение из алюмоборсиликатного стекла, в котором размещена жалюзийная солнцезащитная решетка из смеси стекла и чешуек из непрозрачной керамики (Авторское свидетельство СССР №1265162, кл. С03С 14/00, Е06В 9/24, 1986). Такое стекло получают методом вертикального вытягивания в виде ленты из выработочной лодочки. Этим методом можно получить стекло толщиной не более 10 мм. Данный метод не позволяет получить полированное стекло. Эти два недостатка не позволяют использовать такое стекло для широкоформатного (9÷20) м2 наружного остекления здания.A sun-protection fence made of aluminoborsilicate glass is known in which a louvred sun-protection grating made of a mixture of glass and flakes of opaque ceramics is placed (USSR Author's Certificate No. 1265162,
Известно солнцезащитное ограждение из листового алюмоборсиликатного стекла, в котором размещена жалюзийная решетка из фотохромного алюмоборсиликатного стекла (Авторское свидетельство СССР №1063793, кл. С03С 3/30, Е06В 9/24, 1983). Такое стекло получают методом вертикального вытягивания в виде ленты из выработочной лодочки. Этим методом можно получить стекло толщиной не более 10 мм. Этот метод не позволяет получить полированное стекло. Для широкоформатного наружного вертикального остекления оно также не пригодно. Однако технико-экономический эффект от использования этого изобретения заключается в снижении расхода серебра на 50÷75% при сохранении солнцезащитного эффекта. Другим преимуществом такого стекла является повышение светопропускания на 40÷60% при отсутствии облучения.Known sun protection made of sheet aluminoborsilicate glass in which a louvre lattice made of photochromic aluminoborsilicate glass is placed (USSR Author's Certificate No. 1063793, class C03C 3/30, EV 9/24, 1983). Such glass is obtained by vertical stretching in the form of a tape from a production boat. Using this method, glass with a thickness of not more than 10 mm can be obtained. This method does not allow polished glass. It is also not suitable for large-format exterior vertical glazing. However, the technical and economic effect of the use of this invention is to reduce the consumption of silver by 50 ÷ 75% while maintaining the sun effect. Another advantage of this glass is an increase in light transmission by 40 ÷ 60% in the absence of irradiation.
В качестве аналога предполагаемого изобретения является флоат-способ производства листового полированного стекла (Химическая технология стекла и ситаллов. Под редакцией Н.М.Павлушкина, М.: Стройиздат, 1983, с. 232-237).As an analogue of the proposed invention is a float method for the production of polished flat glass (Chemical technology of glass and glass materials. Edited by N.M. Pavlushkina, Moscow: Stroyizdat, 1983, pp. 232-237).
Флоат-способ формования листового полированного стекла заключается в том, что вязко-текучая стекломасса из выработочной части стекловаренной печи по сливному лотку стекает на зеркальную поверхность расплавленного олова оловянной ванны, формируется в ленту стекла равновесной толщины до 30 мм. Жидкое высокоразогретое олово является одновременно подложкой и теплонесущей средой. Оно придает стеклу снизу необходимую плоскостность - полированную поверхность и чистоту поверхности. Сверху в оловянной ванне стекло сглаживается при помощи огневой полировки.The float method of forming sheet polished glass consists in the fact that viscous-flowing molten glass from the working part of the glass melting furnace flows down the drain tray onto the mirrored surface of the molten tin of a tin bath, and is formed into a glass ribbon of equilibrium thickness up to 30 mm. Liquid highly heated tin is both a substrate and a heat transfer medium. It gives the glass the bottom necessary flatness - a polished surface and surface cleanliness. From above, in a tin bath, the glass is smoothed using fire polishing.
Лента стекла покидает ванну полностью отформованной при температуре около 600°С и попадает через специальные валки с водяным охлаждением в роликовые печи отжига.The glass ribbon leaves the bathtub completely molded at a temperature of about 600 ° C and enters through annealing rollers through special water-cooled rolls.
Техническим результатом предлагаемого изобретения является создание флоат-способа получения эффективного солнцезащитного ограждения и конструкции солнцезащитного ограждения из полированного стекла.The technical result of the invention is the creation of a float method for producing an effective sun protection and the construction of a sun protection made of polished glass.
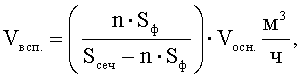
Поставленная техническая задача достигается тем, что в флоат-способе получения листового полированного светопрозрачного стекла, включающем процесс вытекания жидкой прозрачной бесцветной стекломассы из выработочной части основной печи по каналу в лоток с регулируемым шибером, растекания жидкого стекла по горизонтальной поверхности расплавленного олова с достижением равномерной толщины, охлаждения сформованной ленты стекла до затвердевшего состояния в конце ванны, отделения ленты стекла от поверхности расплавленного олова, поступления затвердевшей ленты стекла в электрическую отжигательную печь осуществляют дополнительную подачу через трубопровод с рапределительными патрубками фотохромного или цветного жидкого стекла из ванны вспомогательной варочной печи через дополнительные с одинаковой формой выходных отверстий щелевые фильеры, соединенные с распределительными патрубками и установленные в сечении ленты стекла, перпендикулярном направлению движения ленты стекла, в зоне, где происходит переход стекла из жидкого состояния в пластичное, с образованием плоскопараллельных слоев толщиной К=(0,1÷0,3)·l фотохромного или цветного стекла между слоями прозрачного бесцветного стекла под углом α=(30÷45)°С к горизонту на расстоянии h=(1÷2)·l. друг от друга, где l - толщина стекла, равная l=(15÷30) мм с образованием плоской поверхности торцев плоскопараллельных слоев, размещенных на расстоянии δ=(2÷4) мм от верхней и нижней плоских поверхностей, образованных прозрачным бесцветным стеклом. Скорость подачи жидкого фотохромного или цветного стекла через выходные отверстия фильер и его температура равны скорости движения ленты стекла и ее температуре в зоне фильер, а объемная производительность по фотохромному или цветному стеклу вспомогательной варочной печи Vвсп. связана с объемной производительностью по прозрачному бесцветному стеклу основной варочной печи Vосн. в м3/час соотношениемThe stated technical problem is achieved by the fact that in the float method for producing sheet polished translucent glass, including the process of flowing liquid transparent colorless glass from the working part of the main furnace through a channel into a tray with an adjustable gate, spreading liquid glass on the horizontal surface of the molten tin to achieve a uniform thickness, cooling the molded glass ribbon to a hardened state at the end of the bath, separating the glass ribbon from the surface of the molten tin, After hardening the glass tape into the electric annealing furnace, additional supply through the pipe with the distribution pipes of photochromic or colored liquid glass from the bath of the auxiliary cooking furnace through slotted nozzles connected to the distribution pipes and installed in the cross section of the glass tape perpendicular to the direction of movement glass tape, in the area where the glass transitions from a liquid to a plastic state, with the formation of a flat of parallel layers of thickness K = (0.1 ÷ 0.3) · l of photochromic or colored glass between transparent clear glass layers at an angle α = (30 ÷ 45) ° С to the horizon at a distance of h = (1 ÷ 2) · l. from each other, where l is the glass thickness equal to l = (15 ÷ 30) mm with the formation of a flat surface of the ends of plane-parallel layers located at a distance δ = (2 ÷ 4) mm from the upper and lower flat surfaces formed by transparent colorless glass. The feed rate of liquid photochromic or colored glass through the outlet openings of the spinnerets and its temperature are equal to the speed of the glass ribbon and its temperature in the zone of the spinnerets, and the volumetric productivity of photochromic or colored glass of the auxiliary cooking furnace is V aux. It is connected with volumetric productivity on transparent colorless glass of the main cooking furnace V main. in m 3 / hour ratio

где n - количество фильер, Sф - площадь выходного отверстия, Sceч.=l·A, где А - ширина ленты стекла, при этом охлаждение сформованной ленты стекла до затвердевшего состояния в конце ванны осуществляют на двух участках, причем скорость охлаждения ленты стекла на первом участке выше скорости охлаждения ее на втором участке.where n is the number of dies, S f is the area of the outlet, S cech. = l · A, where A is the width of the glass ribbon, while the molded glass ribbon is cooled to a hardened state at the end of the bath in two sections, the glass ribbon cooling rate in the first section being higher than its cooling rate in the second section.
Поставленная техническая задача достигается также и тем, что солнцезащитное полированное листовое стекло выполнено многослойным, причем плоскопараллельные слои из фотохромного или цветного стекла толщиной К=(0,1-0,3)·l размещены между слоями из прозрачного бесцветного стекла под углом α=(30÷45)°С к граням стекла на расстоянии h=(1÷2)·l друг от друга, где l - толщина ограждения, равная l=(15÷30) мм, а торцы плоскопараллельных слоев фотохромного или цветного стекла выполнены в форме плоских граней и расположены параллельно граням стекла с образованием зазора δ=(2÷4) мм между ними.The stated technical problem is also achieved by the fact that the sun-polished sheet glass is laminated, and plane-parallel layers of photochromic or colored glass with a thickness of K = (0.1-0.3) · l are placed between layers of transparent colorless glass at an angle α = ( 30 ÷ 45) ° С to the faces of the glass at a distance h = (1 ÷ 2) · l from each other, where l is the thickness of the fence equal to l = (15 ÷ 30) mm, and the ends of plane-parallel layers of photochromic or colored glass are made in the shape of flat faces and are parallel to the faces of the glass to form the gap δ = (2 ÷ 4) mm between them.
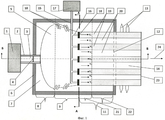
На фиг.1 изображена принципиальная схема оборудования, на которой реализуется способ получения солнцезащитного полированного листового стекла (вид в плане), где 1 - выработочная часть основной печи, 2 - канал, 3 - лоток, 4 - регулируемый шибер, 5 - зона вытекания с лотка 3 жидкого прозрачного бесцветного стекла, 6 - ванна, 7 - горизонтальная поверхность расплавленного олова, 8 - зона вытекания жидкого прозрачного бесцветного стекла на горизонтальную поверхность расплавленного олова, 9 - зона растекания жидкого прозрачного бесцветного стекла по горизонтальной поверхности расплавленного олова с достижением равномерной толщины в конце зоны, 10 - ролики для растягивания стекла в ширину, 11 - зона охлаждения сформованной ленты стекла от жидкого состояния до отвердевшего состояния в конце ванны, 12 - граница отделения ленты стекла от поверхности расплавленного олова, 13 - валки, 14 - граница поступления затвердевшей ленты солнцезащитного стекла в электрическую отжигательную печь, 15 - трубопровод, 16 - распределительные патрубки, 17 - выработочная часть вспомогательной печи, 18 - щелевые фильеры, 19 - плоскопараллельные слои фотохромного или цветного стекла, 20 - слои прозрачного бесцветного стекла, 21 - первый участок охлаждения, 22 - второй участок охлаждения, 23 - солнцезащитное полированное листовое стекло, 24 - направление движения солнцезащитного полированного листового стекла 23.Figure 1 shows a schematic diagram of equipment that implements a method for producing sun-polished sheet glass (plan view), where 1 is the production part of the main furnace, 2 is the channel, 3 is the tray, 4 is the adjustable gate, 5 is the outflow zone with
На фиг.2 изображена принципиальная схема оборудования, на которой реализуется способ получения солнцезащитного полированного листового стекла (вид - продольный разрез по стрелкам Б-Б на фиг.1), где 25 - масса расплавленного олова.Figure 2 shows a schematic diagram of equipment that implements a method for producing sun-polished sheet glass (view is a longitudinal section along arrows BB in figure 1), where 25 is the mass of molten tin.
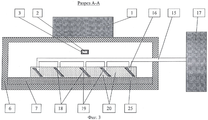
На фиг.3 изображена принципиальная схема оборудования, на которой реализуется способ получения солнцезащитного полированного листового стекла (вид - поперечный разрез по стрелкам А-А на фиг.1).Figure 3 shows a schematic diagram of equipment that implements a method for producing sun-polished sheet glass (view is a cross section along arrows AA in figure 1).
На фиг.4 изображено сечение ленты стекла, расположенной на поверхности расплавленного олова (вид - по стрелкам А-А на фиг.1), где 18 - щелевые фильеры с одинаковой заданной геометрией их выходных сечений, соединенные с распределительными патрубками 16, через которые выдавливается со скоростью V2=V1 масса жидкого фото-хромного или цветного стекла с температурой t2=t1 в форме плоскопараллельных слоев 19, 26 - внутренняя толщина фильер 18, равная К=(0,1÷0,3)·l, она же одновременно является толщиной слоев 19, 27 - толщина сформованной ленты стекла 23, равная l, 28 - угол наклона слоев 19 и фильер 18 к горизонту, равный α=(30÷45)°, 29 - верхняя грань ленты стекла, 30 - нижняя грань ленты стекла 23, движущаяся по горизонтальной поверхности расплавленного олова 7, 31 - верхние торцы слоев 19, 32 - нижние торцы слоев 19, 33 и 34 - верхние и нижние зазоры между торцами 31 и 32 гранями 29 и 30 ленты солнцезащитного полированного стекла 23, равные δ=(2÷4) мм, 35 - расстояние между соседними слоями непрозрачного стекла 19, равное h=(1÷2)·l.Figure 4 shows a cross section of a glass ribbon located on the surface of the molten tin (view is along arrows AA in figure 1), where 18 are slotted dies with the same given geometry of their output sections, connected to
На фиг.5 изображено устройство солнцезащитного полированного листового стекла в поперечном разрезе, где 29 - вертикальная наружная грань стекла, 30 - вертикальная внутренняя грань стекла, 26 - толщина плоскопараллельных слоев 19 фотохромного или цветного стекла - К=(0,1÷0,3)·l, принята равной 3 мм, 28 - угол наклона плоскопараллельных слоев стекла 19 к граням ограждения 29 и 30 - α=(30÷45)°, принятый равным α=45°, 35 - расстояние между соседними слоями стекла 19 - h=(1÷2)·l, принято равным h=30 мм, 27 - толщина ограждения ленты солнцезащитного полированного стекла 23 - l=(15÷30) мм, принята равной l=15 мм, 33 и 34 - зазоры между торцами 31 и 32 плоскопараллельных слоев стекла 19 и гранями 29 и 30 ограждения ленты солнцезащитного полированного стекла 23 - δ=(2÷4) мм, приняты равными δ=2,5 мм, 36 - направление солнечного излучения, S - поток солнечной энергии.Figure 5 shows the device of sun-polished sheet glass in a cross section, where 29 is the vertical outer face of the glass, 30 is the vertical inner face of the glass, 26 is the thickness of the plane-
На фиг.6 изображено устройство солнцезащитного полированного листового стекла в плане.Figure 6 shows the device polished sunscreen sheet glass in plan.
В таблице 1 представлены физико-технические характеристики созданных авторами физических моделей фотохромного и цветного полированного стекла.Table 1 presents the physical and technical characteristics of the physical models of photochromic and colored polished glass created by the authors.
Угол наклона 28 - α плоскопараллельных слоев (фиг.4, 5) и расстояние h между слоями 35 определяются аналогично расчету угла наклона пластин жалюзи и расстояния между ними. Для участка территории земного шара между Россией и экватором защитный угол, определяющий расстояние между слоями 19, равняется α=(30÷45)° к граням ограждения 29 и 30, т.е. при интервале угла наклона слоев 19 расстояние между слоями равно h=(1÷2)·l.The angle of inclination 28 - α of plane-parallel layers (Figs. 4, 5) and the distance h between
Толщина "К" слоев 19 (фиг.4, 5) фотохромного или цветного стекла 26 должна обеспечивать эффективное отражение солнечных лучей с одной стороны, а исходя из эстетического вида светопрозрачного полированного листового стекла 23 слои 19 должны быть как можно тоньше. Величина "К" является компромиссным параметром, который также зависит от гидравлического сопротивления линии: трубопровод 15 - распределительные патрубки 16 - фильеры 18, зависит также от концентрации солей серебра в фотохромном слое или концентрации красителя в цветном стекле, толщины светопрозрачного полированного листового стекла 23.The thickness "K" of the layers 19 (Figs. 4, 5) of photochromic or
Наибольшая толщина светопрозрачного полированного листового стекла 23 - lmax-27 определяется современными техническими возможностями флоат-способа получения полированного стекла и не превышает 30 мм, а наименьшая толщина lmin светопрозрачного полированного листового стекла 23 будет определяться техническими требованиями к широкоформатному остеклению здания на высоте. Поэтому применяемое стекло, как правило, имеет толщину не менее 15 мм.The maximum thickness of translucent polished flat glass 23 - l max -27 is determined by the modern technical capabilities of the float method for producing polished glass and does not exceed 30 mm, and the smallest thickness l min of translucent polished
Величина зазоров 33 и 34 - δ между гранями 29 и 30 светопрозрачного полированного листового стекла 23 и торцами 31 и 32 слоев 19 будет зависеть от физико-химических свойств прозрачного бесцветного стекла 20, конструкции фильер, толщины светопрозрачного полированного листового стекла 23, и минимальный зазор δmin не может быть менее 2 мм и не должен быть более δmах, равного 4 мм.The size of the
Принципиальным условием реализации предлагаемого способа является необходимость обеспечения одинаковых скоростей подачи жидкого фотохромного или цветного стекла 19 из фильер 18 и движения слоев прозрачного бесцветного стекла 20 в сечении А-А (фиг.1), т.е. V1=V2 и их температур t1=t2. Только при этих условиях не будет перемешивания слоев прозрачного бесцветного стекла 20 со слоями фотохромного или цветного стекла 19, и будет отсутствовать диффундирование этих слоев друг в друга, т.е. будет достигнута строгая геометрия жалюзийной решетки, образованной фотохромными или цветными слоями стекла 19 внутри слоев прозрачного бесцветного стекла 20 светопрозрачного полированного листового стекла 23. Этой же цели служит повышенная скорость охлаждения ленты стекла 23 на первом участке охлаждения 21.A fundamental condition for the implementation of the proposed method is the need to ensure the same feed rates of liquid photochromic or
Другим необходимым условием реализации предлагаемого способа является соответствие производительности выработанной части основной печи l - Vосн. и выработочной части вспомогательной печи Vвсп.(фиг.1). Примем, что ширина ленты 23 имеет стандартную ширину 3 м. Другие размеры возьмем с фиг.5: К=3 мм, α=45°, h=30 мм, l=15 мм, δ=2,5, длина слоев 19 равна 16 мм (фиг.5).Another necessary condition for the implementation of the proposed method is the compliance of the productivity of the developed part of the main furnace l - V main. and the working part of the auxiliary furnace V aux. (figure 1). We assume that the width of the
Количество фильер будет равно: 300 см: 3 см = 100 фильер.The number of dies will be equal to: 300 cm: 3 cm = 100 dies.

Таким образом, при изготовлении солнцезащитного полированного листового стекла 23 (фиг.5,6) производительность выработочной части вспомогательной печи 17 (фиг.3) не должна быть ниже 9,7% от производительности выработочной части основной печи 1.Thus, in the manufacture of sun-polished sheet glass 23 (Fig. 5,6), the productivity of the production part of the auxiliary furnace 17 (Fig. 3) should not be lower than 9.7% of the productivity of the production part of the
Пример 1. Светопрозрачное полированное листовое стекло 23 со слоями 19 из фотохромного стекла работает следующим образом. В утренние и вечерние часы, а также в пасмурные дни, когда интенсивность солнечного облучения S стекла невелика, стекло бесцветно и прозрачно, слоев не видно. При повышении интенсивности солнечного облучения слои становятся видимыми, темнеют, начинают отражать и частично поглощать солнечные лучи. Фотохромные слои 19 начинают работать как жалюзи. Чем выше плотность потока солнечного излучения, тем темнее становятся слои 19, их отражательная и поглощательная способности возрастают и, как следствие этого, они задерживают больше солнечной энергии.Example 1. Translucent polished
Пример 2. Светопрозрачное полированное листовое стекло 23 со слоями 19 из цветного стекла работают следующим образом. Слои 19 из цветного стекла внутри светопрозрачного полированного листового стекла 23 всегда видны и работают как обычные жалюзи, частично отражая солнечное излучение.Example 2. Translucent
Оценка светозащитных и теплозащитных свойств (таблица 1) двух физических моделей светопрозрачного полированного листового стекла 23 со слоями 19 из фотохромного стекла (пример 1) и цветного стекла (пример 2) осуществлялась по коэффициентам светопропускания и теплопропускания.Evaluation of the light-shielding and heat-shielding properties (table 1) of two physical models of translucent
Конструкция ограждения (фиг.5, 6) является солнцезащитным полированным стеклом 23, защищающим от перегрева солнечного излучения помещения здания. Светопрозрачное полированное листовое стекло 23 может быть использовано для широкоформатного фасадного остекления, выполняя функцию пассивного кондиционера, сокращая расход электроэнергии на работу системы централизованного кондиционирования помещений в зданиях повышенной этажности.The design of the fence (Fig.5, 6) is a sun-polished
Claims (2)
где n - количество фильер; Sф - площадь выходного отверстия фильеры, м2; Sсеч=l·A, где А - ширина ленты стекла, м;
при этом охлаждение сформованной ленты стекла до затвердевшего состояния в конце ванны осуществляют на двух участках, причем скорость охлаждения ленты стекла на первом участке выше скорости охлаждения ее на втором участке.1. The float method for producing sheet polished sun-protection glass, including the processes of flowing liquid transparent colorless glass from the working part of the main furnace through a channel into a tray with an adjustable gate, spreading liquid glass along the horizontal surface of molten tin to achieve uniform thickness, cooling the formed glass ribbon to hardened state at the end of the bath, separation of the glass tape from the surface of the molten tin, the receipt of the hardened glass tape in the electric annealing an induction furnace, characterized in that they provide additional supply through the pipeline with the distribution pipes of photochromic or colored liquid glass from the bath of the auxiliary cooking furnace through slotted dies connected to distribution pipes and installed in the section of the glass tape perpendicular to the direction of movement of the glass through additional outlet pipes of the same shape glass in the zone where the glass goes from liquid to plastic, with the formation of plane-parallel layers with a thickness K = (0.1 ÷ 0.3) · l of photochromic or colored glass between layers of transparent colorless glass at an angle α = (30-45) ° to the horizon at a distance h = (1 ÷ 2) · l from each other, where l is the glass thickness equal to l = (15 ÷ 30) mm, with the formation of a flat surface of the ends of plane-parallel layers placed at a distance δ = (2 ÷ 4) mm from the upper and lower flat surfaces formed by transparent colorless glass, and the liquid feed rate photochromic or colored glass through the outlet openings of the dies and its temperature are equal to the speed of the glass ribbon on top of molten tin and its temperature in the zone of the dies, and volumetric productivity in photochromic or colored glass of an auxiliary cooking furnace V aux. It is connected with volumetric productivity on transparent colorless glass of the main cooking furnace V main. in m 3 / h ratio
where n is the number of dies; S f - the area of the outlet of the die, m 2 ; S section = l · A, where A is the width of the glass ribbon, m;
while cooling the molded glass tape to a hardened state at the end of the bath is carried out in two sections, and the cooling rate of the glass tape in the first section is higher than the cooling rate in the second section.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010111255/03A RU2425808C1 (en) | 2010-03-25 | 2010-03-25 | Method of producing polished sheet sun glass and device to this end |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010111255/03A RU2425808C1 (en) | 2010-03-25 | 2010-03-25 | Method of producing polished sheet sun glass and device to this end |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2425808C1 true RU2425808C1 (en) | 2011-08-10 |
Family
ID=44754515
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010111255/03A RU2425808C1 (en) | 2010-03-25 | 2010-03-25 | Method of producing polished sheet sun glass and device to this end |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2425808C1 (en) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2116242A (en) * | 1982-02-23 | 1983-09-21 | Nigel Dennis Hall | Glazing |
| EP0825478A1 (en) * | 1996-08-22 | 1998-02-25 | Saint-Gobain Vitrage | Glazing with variable optical and/or energetic characteristics |
| RU2306397C1 (en) * | 2006-02-14 | 2007-09-20 | Сергей Алексеевич Сидорцев | Method for polymeric sun enclosure production and sun enclosure structure |
-
2010
- 2010-03-25 RU RU2010111255/03A patent/RU2425808C1/en active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2116242A (en) * | 1982-02-23 | 1983-09-21 | Nigel Dennis Hall | Glazing |
| EP0825478A1 (en) * | 1996-08-22 | 1998-02-25 | Saint-Gobain Vitrage | Glazing with variable optical and/or energetic characteristics |
| RU2306397C1 (en) * | 2006-02-14 | 2007-09-20 | Сергей Алексеевич Сидорцев | Method for polymeric sun enclosure production and sun enclosure structure |
Non-Patent Citations (1)
| Title |
|---|
| ПАВЛУШКИН Н.М. Химическая технология стекла и ситаллов. - М.: Стройиздат, 1983, с.232-237. * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3843346A (en) | Manufacture of sheet glass by continuous float process | |
| CS209479B2 (en) | Method of coating the flat glass by the silicon and device for executing the same | |
| KR101908881B1 (en) | Tempered and non-tempered glass coatings having similar optical characteristics | |
| JP2020537625A (en) | Thin glass substrate, especially borosilicate glass thin glass substrate, its manufacturing method and manufacturing equipment | |
| KR102405370B1 (en) | Glazing | |
| JP2009256185A (en) | Architectural crystallized glass article and method for producing the same | |
| EP2042031B1 (en) | Greenhouse system | |
| Qahtan et al. | Experimental determination of thermal performance of glazed façades with water film, under direct solar radiation in the tropics | |
| RU2425808C1 (en) | Method of producing polished sheet sun glass and device to this end | |
| CN202540868U (en) | Energy-saving protective glass | |
| CN105599397A (en) | Laminated glass and manufacturing method thereof | |
| RU2306397C1 (en) | Method for polymeric sun enclosure production and sun enclosure structure | |
| CN103029283A (en) | Sunshine board production equipment and production method | |
| KR101465395B1 (en) | insulation for windbreaking and shading | |
| KR20170079889A (en) | Heat ray screening film and manufactcturing method thereof | |
| US10119667B1 (en) | Light-redirecting optical daylighting system | |
| Liebold et al. | Fluiglass-Façade Elements for Active Solar Control for High-Rise Buildings | |
| DE69102091T2 (en) | Glazing for natural lighting. | |
| US20110083817A1 (en) | Exterior Solar Shading With Light Redirection | |
| SU1063793A1 (en) | Sun protection enclosure | |
| RU2440477C1 (en) | Method of manufacturing and arrangement of double-walled cellular solar-control barrier from polymer material and solar-control heat-accumulating screen | |
| DE10338378A1 (en) | Light transparent components for selective masking of light radiation in architectural applications, uses surface structures with linear prismatic structured surfaces | |
| CN205395367U (en) | Low -emissivity coated glass tectorial membrane protection device | |
| KR101817565B1 (en) | Transparent film and manufacturing method for the same | |
| EP1829675B1 (en) | Glazing panel |