RU2728811C1 - Способ изготовления уголкового изгиба на прямолинейном волноводе с любым углом поворота волновода от 0 до 180 градусов - Google Patents
Способ изготовления уголкового изгиба на прямолинейном волноводе с любым углом поворота волновода от 0 до 180 градусов Download PDFInfo
- Publication number
- RU2728811C1 RU2728811C1 RU2019136494A RU2019136494A RU2728811C1 RU 2728811 C1 RU2728811 C1 RU 2728811C1 RU 2019136494 A RU2019136494 A RU 2019136494A RU 2019136494 A RU2019136494 A RU 2019136494A RU 2728811 C1 RU2728811 C1 RU 2728811C1
- Authority
- RU
- Russia
- Prior art keywords
- waveguide
- angle
- rotation
- bending
- bend
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 13
- 238000005452 bending Methods 0.000 claims abstract description 19
- 239000007787 solid Substances 0.000 claims abstract description 13
- 238000000034 method Methods 0.000 claims description 2
- 239000002131 composite material Substances 0.000 claims 1
- 230000002950 deficient Effects 0.000 abstract 1
- 230000000694 effects Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 238000010586 diagram Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01P—WAVEGUIDES; RESONATORS, LINES, OR OTHER DEVICES OF THE WAVEGUIDE TYPE
- H01P1/00—Auxiliary devices
- H01P1/02—Bends; Corners; Twists
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01P—WAVEGUIDES; RESONATORS, LINES, OR OTHER DEVICES OF THE WAVEGUIDE TYPE
- H01P11/00—Apparatus or processes specially adapted for manufacturing waveguides or resonators, lines, or other devices of the waveguide type
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01P—WAVEGUIDES; RESONATORS, LINES, OR OTHER DEVICES OF THE WAVEGUIDE TYPE
- H01P3/00—Waveguides; Transmission lines of the waveguide type
- H01P3/12—Hollow waveguides
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Waveguides (AREA)
Abstract
Изобретение относится к радиотехнике СВЧ и может быть использовано при изготовлении элементов волноводного тракта. Технический результат заключается в снижении трудоёмкости изготовления, повышении выхода годных изделий. Способ изготовления уголкового изгиба прямоугольного волновода с произвольным углом поворота волновода заключается в вырезании в трёх стенках волновода в направлении, перпендикулярном оси волновода, сквозного паза Y-образной формы с углом, равным углу поворота волновода, и на сплошной стенке волновода - узких пазов, прилегающих к боковым стенкам волновода в плоскости изгиба, сгибании сплошной стенки волновода радиусом цилиндра, ось которого перпендикулярна плоскости изгиба, а центр радиуса изгиба находится на оси симметрии Y-образного паза, при этом сквозной Y-образный паз вырезают с углом, равным углу поворота волновода, с прорезью в основании обращённой к сплошной стенке волновода. 1 з.п. ф-лы, 1 табл., 4 ил.
Description
Изобретение относится к радиотехнике СВЧ. Цель заявляемого изобретения состоит в снижении трудоёмкости изготовления уголкового изгиба, повышении выхода годных изделий и обеспечении изготовления изгиба с цилиндрической внешней стенкой изгиба не заполненного диэлектриком прямоугольного волновода из цельного элемента волновода. Предлагаемый метод позволяет в частности изготавливать уголковые изгибы волноводов, содержащие входной и выходной волноводы, расположенные под любым углом от 0 градусов до 180 градусов, у которых стенки в плоскости изгиба совмещены, и соединяющий их участок, который выполнен в виде наружной стенки угловой волноводной части имеющей форму цилиндра с определённым оптимальным радиусом с центром, расположенным на биссектрисе внутреннего не скруглённого угла изгиба уголкового волновода и на оптимальном расстоянии от вершины внутреннего не скруглённого угла уголкового изгиба.
В отрезке прямоугольного волновода 1 (Фиг. 1) перпендикулярно его оси в трёх его стенках 3, 4 и 5 выполнен паз 2. В стенках 3 и 4, прилегающих к сплошной стенке (СС) 6, паз имеет «У» образную форму с углом р равным углу поворота волновода и прорезью, в основании обращённой к СС 6, а СС 6 по обе стороны имеет узкие прорези 7 вдоль оси волновода вплотную прилегающие к стенкам 3 и 4. СС 6 волновода сгибают по определённому радиусу цилиндра, ось которого перпендикулярна плоскости изгиба, а центр радиуса изгиба находится на оси симметрии «У» образного паза. К месту изгиба прикладывают пуансон (Фиг. 3) перпендикулярно плоскости заготовки, и прикладывают усилие, с выдерживанием соотношений размеров, схематично показанных на Фиг. 4. Линии совмещения боковых сторон 3 и 4 и прорези и СС 6 после гибки пропаивают.
Изобретение относится к радиотехнике СВЧ и может быть использовано при изготовлении элементов волноводного тракта.
Технический результат, достигаемый с помощью заявляемого изобретения, состоит в снижении трудоёмкости изготовления, повышении выхода годных изделий.
Указанный технический результат достигается благодаря применению следующего способа изготовления уголкового изгиба. Берут заготовку, представляющую собой отрезок волновода. В заготовке фрезеровкой или любым иным способом, дающим аналогичный результат, делают вырез, а также боковые пазы. К месту сгиба перпендикулярно плоскости заготовки прикладывают на месте сгиба пуансон. К пуансону применяют механическое усилие, требуемое для достижения необходимого угла изгиба заготовки.
Сущность предлагаемого решения поясняется с помощью чертежей и формул, где:
- на Фиг. 1 схематически представлена заготовка уголкового изгиба с произвольным углом поворота волновода;
- на Фиг. 2 представлен общий вид уголкового изгиба волноводного тракта с произвольным углом изгиба до 90 градусов;
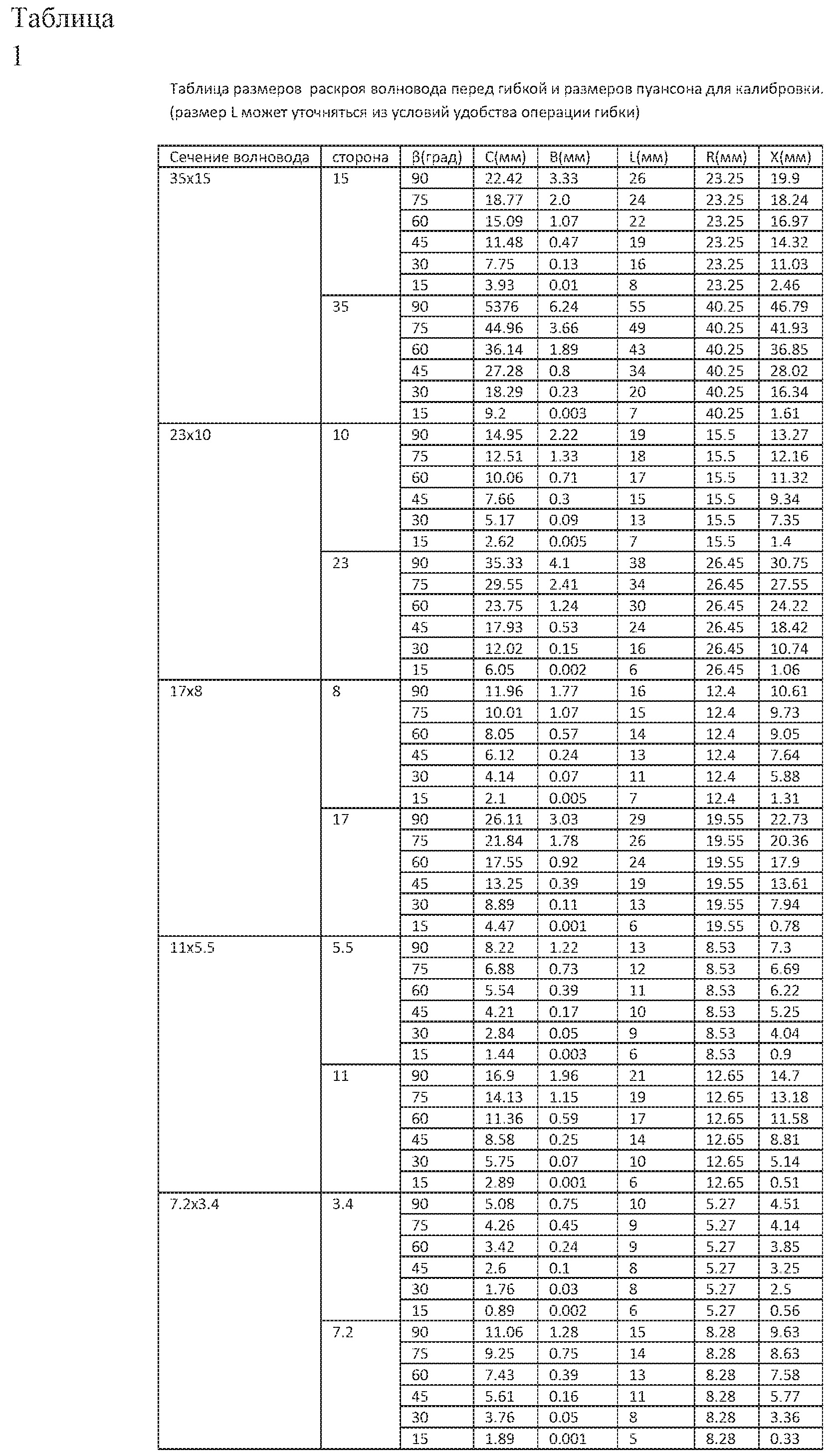
- на Фиг. 3 представлена схема гибки волновода с основными размерами пуансона, закладываемого внутрь волновода до гибки, где R - радиус цилиндрической поверхности с центром в точке О, X - длина хорды цилиндрической части пуансона с радиусом R, угол (180-(3°) - угол между плоскими участками пуансона;
- на Фиг. 4 представлен чертёж с обозначением размеров разделки волновода под гибку.
Заготовка уголкового изгиба прямоугольного волновода с произвольным углом изгиба (Фиг. 1) представляет собой отрезок волновода 1 со сквозным пазом 2 в трёх его стенках 3, 4 и 5, расположенных
перпендикулярно оси волновода 1. В стенках 3 и 4, прилегающих к сплошной стенке (СС) 6, паз имеет «Y» образную форму с углом (3 равным углу поворота волновода и прорезью, в основании обращённой к СС 6, а СС 6 по обе стороны имеет узкие прорези 7 шириной 8=0.2-Ю.3 миллиметра вдоль оси волновода вплотную прилегающие к стенкам 3 и 4.
Изготовление уголкового изгиба прямоугольного волновода под произвольным углом, изображённого на Фиг. 2, осуществляется следующим образом.
В волноводе 1 вырезают сквозной паз 2 и узкие прорези в сплошной стенке, в результате чего получают заготовку, изображённую на Фиг. 1, сгибают сплошную стенку 6 волновода 1 по радиусу цилиндра с калибровкой пуансоном и производят пропайку швов по линиям совмещения боковых сторон и прорезей в сплошной стенке. Выступающие за пределы СС боковые стенки волновода могут быть удалены. На Фиг. 2 они обозначены пунктирными линиями.
Выполнение сквозного паза 2 и узких прорезей в сплошной стенке в соответствии с Фиг. 1 позволяет снизить трудоёмкость изготовления за счёт уменьшения длины паяных швов и повысит выход годных изделий за счёт обеспечения изготовления изгиба с цилиндрической внешней стенкой изгиба прямоугольного волновода из цельного элемента волновода.
На Фиг. 4 изображён чертёж с обозначением размеров разделки волновода под гибку, где L - длина прорезей в стенках волновода, размер 5 - ширина прорезей в диапазон 0,2-0,25 мм, В - ширина вырезов в других стенках волновода, угол — угол р° трапецеидальных вырезов в других стенках, равный углу изгиба волноводного уголка, С - основание трапецеидальных вырезов в других стенках.
В Таблице 1, в качестве примера, приведена таблица размеров раскроя пяти стандартных волноводов перед гибкой в Е и Н плоскостях а также размеров пуансона, изображённого на Фиг. 4, для калибровки сплошной стенки волновода.
Claims (2)
1. Способ изготовления уголкового изгиба прямоугольного волновода с произвольным углом поворота волновода, заключающийся в вырезании в трёх стенках волновода в направлении, перпендикулярном оси волновода, сквозного паза Y-образной формы с углом, равным углу поворота волновода, и на сплошной стенке волновода - узких пазов, прилегающих к боковым стенкам волновода в плоскости изгиба, сгибании сплошной стенки волновода радиусом цилиндра, ось которого перпендикулярна плоскости изгиба, а центр радиуса изгиба находится на оси симметрии Y-образного паза, отличающийся тем, что сквозной Y-образный паз вырезают с углом, равным углу поворота волновода с прорезью, в основании обращённой к сплошной стенке волновода.
2. Способ по п. 1, отличающийся тем, что, с целью обеспечения поворота прямоугольного волновода, на углы, превышающие 90 градусов, уголковый изгиб выполняют составным из двух уголковых изгибов по п. 1 из цельного элемента волновода, которые отстоят друг от друга на определённом расстоянии и соединены отрезком из основного волновода.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2019136494A RU2728811C1 (ru) | 2019-11-13 | 2019-11-13 | Способ изготовления уголкового изгиба на прямолинейном волноводе с любым углом поворота волновода от 0 до 180 градусов |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2019136494A RU2728811C1 (ru) | 2019-11-13 | 2019-11-13 | Способ изготовления уголкового изгиба на прямолинейном волноводе с любым углом поворота волновода от 0 до 180 градусов |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2728811C1 true RU2728811C1 (ru) | 2020-07-31 |
Family
ID=72085771
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2019136494A RU2728811C1 (ru) | 2019-11-13 | 2019-11-13 | Способ изготовления уголкового изгиба на прямолинейном волноводе с любым углом поворота волновода от 0 до 180 градусов |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2728811C1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2845587C1 (ru) * | 2024-12-11 | 2025-08-22 | Акционерное общество "Государственный Рязанский приборный завод"(АО "ГРПЗ") | Способ изготовления волновода с одинарным прямоугольным изгибом |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1218432A1 (ru) * | 1984-02-01 | 1986-03-15 | Предприятие П/Я А-1836 | Способ изготовлени @ -градусного уголкового перехода на пр моугольном волноводе |
| JPS62249502A (ja) * | 1986-04-23 | 1987-10-30 | Fujitsu Ltd | コ−ナ導波管の製造方法 |
| JPH03242001A (ja) * | 1990-02-20 | 1991-10-29 | Nec Corp | 導波管接合の位置決め用溝 |
| RU2668622C1 (ru) * | 2017-10-18 | 2018-10-02 | Акционерное общество Центральное конструкторское бюро аппаратостроения | Уголковый изгиб волноводного тракта |
| RU188628U1 (ru) * | 2018-10-02 | 2019-04-18 | Акционерное общество "Научно-исследовательский институт Приборостроения имени В.В. Тихомирова" | Секционный волновод |
-
2019
- 2019-11-13 RU RU2019136494A patent/RU2728811C1/ru active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1218432A1 (ru) * | 1984-02-01 | 1986-03-15 | Предприятие П/Я А-1836 | Способ изготовлени @ -градусного уголкового перехода на пр моугольном волноводе |
| JPS62249502A (ja) * | 1986-04-23 | 1987-10-30 | Fujitsu Ltd | コ−ナ導波管の製造方法 |
| JPH03242001A (ja) * | 1990-02-20 | 1991-10-29 | Nec Corp | 導波管接合の位置決め用溝 |
| RU2668622C1 (ru) * | 2017-10-18 | 2018-10-02 | Акционерное общество Центральное конструкторское бюро аппаратостроения | Уголковый изгиб волноводного тракта |
| RU188628U1 (ru) * | 2018-10-02 | 2019-04-18 | Акционерное общество "Научно-исследовательский институт Приборостроения имени В.В. Тихомирова" | Секционный волновод |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2845587C1 (ru) * | 2024-12-11 | 2025-08-22 | Акционерное общество "Государственный Рязанский приборный завод"(АО "ГРПЗ") | Способ изготовления волновода с одинарным прямоугольным изгибом |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4154535B2 (ja) | ツイスト導波管および無線装置 | |
| EP2677594B1 (en) | A planar waveguide, waveguide filter and antenna | |
| US10164307B2 (en) | Waveguide bend formed in a metal block and coupled to a board unit to form a wireless device | |
| US9000861B2 (en) | Polarization coupler | |
| CN102640349A (zh) | 可选耦合能级波导耦合器 | |
| CA2315399C (en) | Non-radiative dielectric line and integrated circuit of the same | |
| RU2728811C1 (ru) | Способ изготовления уголкового изгиба на прямолинейном волноводе с любым углом поворота волновода от 0 до 180 градусов | |
| JP4712841B2 (ja) | 導波管・ストリップ線路変換器及び高周波回路 | |
| JP2010087651A (ja) | 導波管・ストリップ線路変換器 | |
| CN1221886A (zh) | 不同类型波导管之间含线性转换部分的不辐射介质波导管 | |
| JP2014007456A (ja) | 同軸導波管変換器及びその製造方法 | |
| JP2019016846A (ja) | 導波管スロットアンテナ | |
| RU2435254C1 (ru) | Уголковый изгиб волноводного тракта | |
| RU2267192C1 (ru) | Волноводный уголок | |
| US3988702A (en) | Waveguide section for connecting rectangular waveguide with elliptical waveguide | |
| EP3499636A1 (en) | A rotator device for connecting non-aligned waveguides and a method of manufacture thereof | |
| CN104868213A (zh) | 一种新型的基片集成非辐射介质波导馈电结构 | |
| RU2668622C1 (ru) | Уголковый изгиб волноводного тракта | |
| CN108257836B (zh) | 一种交错子周期折叠波导慢波结构设计方法 | |
| RU2718403C1 (ru) | Уголковый изгиб волноводного тракта | |
| US20090289742A1 (en) | Waveguide coupler | |
| US9525199B2 (en) | Millimeter waveband filter | |
| US12237555B2 (en) | Waveguide, method of manufacturing waveguide and antenna | |
| SU1218432A1 (ru) | Способ изготовлени @ -градусного уголкового перехода на пр моугольном волноводе | |
| CN103078164B (zh) | 紧凑型单排长孔定向耦合器 |