明 細 書
6段圧延機 技術分野
この発明は、 熱間圧延機、 中でも粗圧延機で圧延されたシー トバーを製品厚まで圧延する熱間仕上圧延機、 または該熱間仕 上圧延で得られたコィルを圧延する冷間圧延機に用いる 6段圧 延機に関し、 特に板の板幅中央部とエッジ近傍部分との板厚差 として定義される板クウランを高精度に制御し、 さらには板ェ ッジ部での厚みが極端に薄く なるエツジ ドロップの低減をも実 現するためのものである。
背景技術
一般に、 熱間仕上圧延機にて熱延鋼板を製造する場合には、 圧延荷重によってロールが橈むことにより、 板幅中央部の板厚 よりもエッジ部の板厚の板厚より薄くなつて、 そこに板クラウ ンが発生する。 この板クラウンは、 これらが大き くなると、 次 工程の冷間圧延において、 適切な板プロフィ ルをもたらすこ と が困難になるとともに、 形状不良が発生し易く なつて、 歩留り の低下を余儀なく されることから、 特に熱間仕上圧延機では、 板クラウンをできるだけ小さ くするこ とが必要になる。
一方、 冷間圧延は常温で行うことから、 熱間圧延に比べて板 の変形抵抗が大きく圧延荷重も大きくなるため、 特に板のエツ ジ部での厚みが極端に薄くなる、 エツジ ドロップが発生し易い。 従って、 冷間圧延に用いる圧延機には、 エッジ ドロップの発生 を回避し得る機能も必要となる。
板の形状制御を目指した技術として、 例えば板クラゥンを小 さ くすることを目的として、 特公昭 6 2 — 1 0 7 2 2号公報に は、 ノくックアップロールとワークロールとの間に、 ロールの全 長で均一の径をそなえる、 いわゆる平ロールからなる中間口一 ルを配設し、 両中間ロールを、 それらの軸線方向に、 栢互に逆 向きにシフ ト可能ならしめた 6段圧延機を後段スタン ドに設置 することによって、 クラウン制御能を高めた圧延機列が開示さ れている。 また、 特開昭 5 7 - 9 1 8 0 7号公報には、 ワーク ロール、 中間ロールもしく はバックアップ口ールのいずれかに S字状のクラウンを付与し、 その S字状クラウンを有するロー ルを軸線方向にシフ トさせることによってクラウン制御能を高 めた圧延機が、 提案されている。
しかしながら、 特公昭 6 2 — 1 0 7 2 2号公報に開示された 技術にあっては、 中間ロールの長さを、 バッ クアップロールお よびワークロールの各長さと同程度のものとしていることから、 板クラウンを小ならしめるべく 中間ロールをシフ 卜させた場合
は、 その中間ロールと、 ノくッ クアップロールおよびワーク口一 ルとの接触長さが短かくなって、 圧延機の縦剛性が低下するた め、 シー トバーの温度偏差その他によって圧延荷重が変化する と、 ワークロールのロールギャ ップが大き く変化し、 所定の板 厚精度をもたらし得ない問題があり、 また、 シー トバーの曲が りなどによって、 板幅中心が圧延機の中心から外れると、 圧延 機の左右の剛性差に起因する蛇行が発生し、 絞り込みから圧延 不能に陥つたりする問題があつた。
加えて中間ロールをシフ ト した場合において、 他のロールと の接触長さが短かいため、 ロール間線圧の増加に起因してスポ 一リ ングが発生し、 またロールの寿命が早期に低下するという 別の問題もあった。
なお、 上記の問題は中間ロールのシフ ト量を少なくするこ と で回避できるが、 当然圧延機のクラゥン制御能が極めて狭い範 囲に制限されることになる。
次に、 特開昭 5 7 — 9 1 8 0 7号公報に開示された後者の従 来技術にあっては、 例えば S字状のクラゥンを付与したヮーク ロールのシフ トによってプロフィル制御を行う場合は、 ワーク ロールの摩耗が原因となってクラウン制御が不能となる問題が あつ
また、 中間ロールまたはバッ クアップロールに湾曲状の口一
ルクラウンを付与して板プロフィルを制御する場合に、 大きな クラウン制御量を得るには、 ロールクラウンを大きくすること が必要になるが、 比較的板幅の狭く圧延荷重の小さいシ一 トバ 一の圧延において、 中間ロールとバックアツプロール間または ワークロールとバックァップロ一ル間に非接触部が生じて圧延 機の縦剛性が低下し、 板厚精度も低下してしまう。 さらに、 非 接触部の発生は、 圧延機のロール軸方向での剛性差をまねき、 板の *S行や絞りを発生させて圧延不能に陥ることもある。
一方、 エッジドロップの低減に関して、 特開昭 5 5 — 7 7 9 0 3号公報には、 端部を先細り としたワークロールのシフ ト量 を制卸することが記載されているが、 ェッジドロップの低減は みとめられるものの、 扳幅全体にわたるプロフィル制御は不可 能である。
発明の開示
この発明は、 従来技術のかかる問題をことごとく解決するも のであり、 板クラウンの制御およびエッジドロップの低減を可 能とし、 特に中間ロールを大き く シフ トさせることに起因する、 圧延機の剛性低下および圧延材の蛇行を防止し、 またロールの 長寿命化をも達成する、 6段圧延機を提供するものである。
すなわちこの癸明は、 上、 下各一対のワークロール、 中間口 ールおよびバッ クアツプロールをそなえ、 それぞれの中間ロー
ルおよびヮークロールのうち少なく とも中間ロールは軸方向の シフ トを可能とした、 6段圧延機であって、 各中間ロールは、 最大および最小シフ ト姿勢においても、 そのバレル端がバッ ク アップロールのバレル端より外側に突出し得る、 ノくッ クアップ ロールのバレル長より も長いバレル長を有し、 しかも該中間口 —ル対は上下で点対称となるロールクラウンをそなえてなる、 6段圧延機である。
ここで、 中間ロールのバレル長は、 ノくッ クアップロールのノく レル長の 1. 2 〜2. 5 倍とするこ と、 そしてワークロールのバレ ル長は、 中間ロールのバレル長より も長く、 好ま しく はバッ ク ァップロールのバレル長の 1. 4 〜2. 5 倍とすることが、 実施に 当たり有利である。
また、 中間ロールのロールクラウンは、 S字状、 ノく レルの片 端へ向かって漸次小径となる片先細り状、 およびバレルの両端 へ向かって漸次小径となる両先細り状のうちから選ばれるいず れか 1種が、 有利に適合する。 ここに、 S字状のロールクラウ ンとは、 3次以上の高次の関数曲線から 1 ピッチ分を取出した もの、 正弦関数曲線から 1 ピッチ分を取出したもの、 又はそれ らの曲線に近似する曲線のいずれかからなるロールクラウンを 指すものとする。
さらに、 ワークロールには、 バレルの片端へ向かって漸次小
径となる片先細り状、 またはバレルの両端へ向かつて漸次小径 となる両先細り状のロールクラウンを付与し、 該ワークロール と、 上記のいずれかのロールクラゥンを付与した中間ロールと を適宜組み合わせて、 6段圧延機を構成することができる。
この発明の 6段圧延機は、 中間ロールにロールクラウンを付 与することによって、 各ロール間、 とりわけ中間ロール端部と ワークロール端部との間に作用する荷重が低減されるため、 ク ラウン制御能を向上させることができる。 特に、 S字状のロー ルクラウンによると、 板の側端部分に作用する圧延荷重を有効 に低減し、 このことは、 それぞれの中間ロールを、 栢互に逆方 向へ点対称にシフ トさせた場合に一層顕著なものとなり、 クラ ゥン制御能を大きな向上が望める。
さて、 この圧延機では、 中間ロールにバッ クアップロールの バレル長より も長いバレル長を付与しているため、 中間ロール のシフ ト量を大きく しても、 バックアップロールの全長にわた つて常にかつ確実に中間ロールが接触することから、 プロフィ ル制御に起因する、 圧延機の縦剛性の低下を極めて有効に防止 することができ、 従って圧延板の幅の変動に影響を受けること なく、 板厚精度を十分に高めることができ、 併せて圧延板に曲 がりが存在しても、 それを全幅にわたってほぼ均等に圧下する ことをもって、 蛇行の発生を有効に低減することができる。
なお、 中間ロールのノくレル長がノく ッ クァップロールのノくレル 長と同等程度であると、 必要なクラウン制御量を得るためには 、 ロールクラウンを付与した中間口一ルの最大および最小直径 差を大きくする必要がある。 すると、 ロール間線圧が増大する ところから、 スポーリ ングの発生やロール寿命の低下をまねく 可能性がある。 さらに、 圧延板の幅が比較的に狭くて圧延荷重 が小さい場合は、 中間ロールとバッ クアップロールまたはヮー クロールのバレル内との間に非接触領域が発生し、 よつて縦剛 性が低下し所定の板厚精度が得られない問題も生じかねない。 そこで、 これらの杞憂を拭払するために、 中間ロールのバレル 長をバッ クアツプロールのバレル長の 1. 2 〜2. 5 倍の長さとす ることが、 好ましい。
また、 ワークロールのバレル長を、 中間ロールのバレル長よ り も長く、 好ま しく はバックアップロールの 1. 4 〜2. 5 倍とす ることによって、 中間ロールのシフ ト量にかかわらず、 ワーク ロールはその全長にわたって常にかつ確実に中間ロールと接触 することから、 圧延機の縦剛性をさらに高めるでき、 特に蛇行 の低減を助成し得る。 しかも、 各ロール間の接触域が広くて、 ロール間の線圧上昇を抑えることができるため、 ロールの長寿 命化にも効果的である
図面の簡単な説明
第 1 図は、 この発明の圧延機を示す正面図、
第 2図は、 中間ロールのロールクラウンを示す図、
第 3図は、 中間ロールのシフ ト状態を示す図、
第 4図は、 圧延機の制御系統図、
第 5図は、 各ロール間の線圧および板クラウンを示すグラフ 第 6図は、 中間ロールおよびバックアツプロールの比と口一 ル間の最大線圧を示すグラフ、
第 7図は、 中間ロールおよびバックアップロールの比に関す るロール間接触状態を示すグラフ、
第 8図は、 中間ロールの撓みを説明する図、
第 9図は、 中間ロールおよびバックアップロールの比と中間 ロールの撓み量との関係を示すグラフ、
第 10図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 I I図は、 潤滑油を洪給する手法を説明する模式図、 第 12図は、 潤滑油を供給する手法を説明する模式図、 第 13図は、 ワークロール直径とクラウン制御量との関係を示 すグラフ、
第 14図は、 圧延機を示す正面図、
第 15図は、 板クラゥンの圧延本数に対する分布状態を示すグ
ラフ、
第 1 6図は、 エッジ ドロップの発生量を示すグラフ、
第 1 7図は、 圧延機を示す正面図、
第 18図は、 ロールの先細り部の輪郭形状を示す模式図、 第 19図は、 中間ロールのシフ ト状態を示す図、
第 20図は、 ロール間線圧分布を示すグラフ、
第 21図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 22図は、 圧延機を示す正面図、
第 23図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 24図は、 圧延機を示す正面図、
第 25図は、 ロールの先細り部の輪郭形状を示す模式図、 第 26図は、 中間ロールのシフ ト状態を示す図、
第 27図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 28図は、 圧延機を示す正面図、
第 29図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 30図は、 圧延機を示す正面図、
第 31図は、 ワークロールのシフ ト状態を示す図、
- 1 o - 第 32図は、 エッジ ドロップの変化量を示すグラフ、
第 33図は、 板クラゥンの圧延本数に対する分布状態を示すグ ラフ、
第 34図は、 エッジドロップの発生量を示すグラフ、
第 35図は、 圧延機を示す正面図、
第 36図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 37図は、 圧延機を示す正面図、
第 38図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 39図は、 圧延機を示す正面図、
第 40図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 41図は、 圧延機を示す正面図、
第 42図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 43図は、 圧延機を示す正面図、
第 44図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 45図は、 圧延機を示す正面図、
第 46図は、 板クラウンの圧延本数に対する分布状態を示すグ
ラフ、
第 47図は、 圧延機を示す正面図、
第 48図は、 板クラゥンの圧延本数に対する分布状態を示すグ ラフ、
第 49図は、 圧延機を示す正面図、
第 50図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 51図は、 圧延機を示す正面図、
第 52図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 53図は、 圧延機を示す正面図、
第 54図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフ、
第 55図は、 圧延機を示す正面図、
第 56図は、 板クラウンの圧延本数に対する分布状態を示すグ ラフである。
発明を実施するための最良の形態
以下にこの発明を図示例に基づいて説明する。
[実施例 1 ]
第 1 図に、 この発明に従う 6段圧延機について示す。
ここでは、 ハウジング 1 に、 それぞれが上、 下で対をなすヮ
—クロール 2、 中間ロール 3およびバックアップロール 4をそ れぞれ配設し、 両ワークロール 2は、 それぞれのシフ ト装置 5 によって、 各軸線方向へ相互に逆向きのシフ トを可能とすると ともに、 両中間ロール 3は、 他のそれぞれのシフ ト装置 6によ つて、 これもまた各軸線方向へ相互に逆向きのシフ トを可能と してなる。
バッ クアップロール 4は、 ノくレル径が全長にわたつて均一な、 いわゆる平ロールで構成する一方、 中間ロール 3はバックアツ プロール 4のバレル長よりも長いバレル長を有するとともに、 第 2図に示すような、 S字状のロールクラウンを付与してなる。
ここで、 S字状ロールクラウンの形成曲線としては、 前述し たように、 3次以上の高次の関数曲線から 1 ピッチ分を取出し たもの、 正弦関数曲線から 1 ピッチ分を取出したものまたは、 それらの曲線に近似する曲線のいずれかを選択することができ る。 なお、 中間ロールに付与する S字状ロールクラウンは、 口 ールの最大および最小直径差を 1讓以下とすることが好ま しい。 かかるロールクラウンを有するそれぞれの中間ロール 3は、 第 1 図に示すように、 相互に逆向きに配置された状態で、 シフ ト装置 6の作用に基づき、 第 3図(a) および(b) にそれぞれ示 す、 最小シフ ト位置および最大シフ ト位置との間で互いに逆方 向へシフ トされる。 そして、 第 3図(a) に示す最小シフ ト位置
においては、 中間ロール 3の一方のバレル端 3 aが、 ノくッ クァ ップロ一ル 4の一方のバレル端 4 aに丁度整列する一方、 第 3 図(b) に示す最大シフ ト位置にては、 中間ロール 3の他方のバ レル端 3 が、 ノくッ クアップロール 4の他方のバレル端 4 bに 丁度整列する。
またワークロール 2は、 第 1 図および第 3図に示すところか ら明らかなように、 ノくッ クアップロール 4 と同程度の長さのバ レル長を有する均一径の平ロールである。
それぞれの口ール 2 , 3および 4を以上のように構成したと ころにおいて、 第 1 図では、 各ワークロール 2を、 スピン ドル 7およびピニオンスタン ド 8を順次に介して、 モータ 9に取付 けた減速機 1 0に連結する。 こ こで、 ピニオンスタン ド 8およ びスピン ドル 7を介してワークロール 2に連結したシフ ト装置 5による、 ワークロール 2のシフ ト位置は、 例えばマグネスケ ールを用いた位置検出装置 1 1 により、 また中間ロール 3に連 結したシフ ト装置 6による、 中間ロール 3のシフ ト位置は、 こ れも例えばマグネスケールを用いた他の位置検出装置 1 2によ り、 それぞれ検出する。
なお図中 1 3は製品となる圧延板、 1 4 はワークロールベン ダー、 1 5は中間ロールベンダ一および 1 6はロー ドセルをそ れぞれ示す。
第 4図は、 以上のような圧延機の制御系統図である。
すなわち図中 2 1 は演算装置を示し、 この演算装置 2 1 には 1 サイクルの圧延条件、 例えばワークロール 2の先細り部分の 形状および寸法、 中間ロール 3のクラウン形状および寸法、 板 幅、 各スタン ドの圧下率、 仕上板厚、 目標板クラウン、 目標板 形状などが予め入力されており、 演算装置 2 1 は、 これらの情 報と、 ワークロール 2のサイク リ ックなシフ ト量とに基づき、 目標とする板クラウンおよび板形状をもたらすべく、 中間口一 ル 3のシフ ト量および、 各ロールベンダー 1 4, 1 5のべンデ ィ ング力の設定値を計算する。
そしてこの計算結果に基づき、 シフ ト制御装置 2 2およびべ ンダー制御装置 2 3のそれぞれが、 シフ ト装置 6およびロール ベンダー 1 4, 1 5の作動を制御して、 中間ロール 3のシフ ト 量およびロールベンディ ング力のそれぞれを設定値とし、 かか る状態にて圧延の開始を待機する。
次に、 圧延中においては、 板形状検出機 2 4および板クラウ ン検出機 2 5から演算装置 2 1へのフィー ドバック信号に基づ き、 その演算装置 2 1 は、 目標板形状および目標板クラウンを 高い精度をもって実現すべく、 中間ロール 3 のシフ ト量、 およ びそれぞれのロールのベンディ ング力の修正値を算出し、 そし て、 シフ ト制御装置 2 2およびベンダー制御装置 2 3は、 その
修正値に基づいて、 中間ロール 3のシフ ト量およびロールベン ダ一 1 4, 1 5のベンディ ング力の調整を行う。
このような圧延機による圧延に際しては、 特に中間ロール 3 のロールクラウンの作用下で、 シ一 トバーの側端部がヮーク口 ールから受ける圧延荷重を極めて有効に低減することができる ため、 ロールベンダ一 1 4, 1 5の作用とも併せて、 板クラウ ンを高い精度で制御することができ、 その制御範囲は中間ロー ル 3をシフ トすることによつて十分広範なものにし得る。
ちなみに、 中間ロール 3にロールクラウンを付与する要領に ついて、 先に第 2図に示した 3次式に従うロールクラウンの付 与を例に説明する。
すなわち第 2図(a) に示した中間ロール 3の下側ロールプロ フィルは同図(b) に示す曲線に従う もので、 この曲線は下記の 式(1) で表すことができる。
Υ: ( X ) = - a 〔 { x - ( (5 +0F) } ZL〕 3 + b ( x/L )
— (1) ここで、 y : ロールクラウン母線曲線、
a : 3次係数、
b : 1 次係数、
X : バレル中心座標、
L : 中間ロールバレル長の 1 / 2、
δ : 中間口一ルシフ ト量
(但し X = LB を起点とする) 、
OF:軸方向オフセッ ト量
である。
一方、 中間ロール 3の上側ロールプロフィルは下側と点対称 となるため、 次式(2) となる。
y2 (x) =- a 〔 {χ + ( δ +0F) } ZL〕 3 + b (xZL)
— (2) 上記式(1) および(2) から、 上下中間ロール間のギャップ差 Δ yは、
— (3) そして、 上下中間ロールで形成される合成ロールクラウン CR は、 ミル中心を零 ( 0 ) として、 次式(4) で表すことができる。
CR= Δ y ( 0 ) -Ay ( x)
=- 6 a {( d+OF) /L} (x/L)
2 - - - (4) また、 最大の合成ロールクラウンを与えるシフ ト量 <5
fflex は、
ここで、 LB : ノくッ クアップロールバレル長の 1 Z 2
であり、 最小シフ ト量 5 mi n { = - ( L - L B ) } で上下中間 ロールの合成クラウンを零とするためには、 オフセッ ト量 OFを
0F= L - L B —(6) とする必要がある。
なお通常の熱間圧延であれば、 上下中間ロールの合成クラウ ンが零のときを最小のクラゥン量とすればよいが、 最小の合成 クラウンを零より大き く または小さ くする必要がある場合は、 中間ロールのシフ ト量が零の位置 ( X = L ) を起点としたとき のオフセッ ト量 OFを
0F= C ( L - L B ) —(7) ここで Cは定数
とすればよい。
また、 合成ロールクラウンを変化させずに、 中間ロールの最 大および最小直径差を小さ くするには、 上記式(4) に式(5) お よび(6) を代入した次式
CR= - 6 a {( 1 +C) ( L - L B ) / L 3 } - x 3 —(8) から、 3次係数 aを最小に、 従って (L— LB ) /L 3 を最大 にするのが有効である。 そして (L— LB ) /L 3 を最大とす るには、
L =1.5 LB —(9) とする必要がある。 従って中間ロールのバレル長をバッ クアツ
プロールのバレル長の 1.5 倍とすることによって、 中間ロール の最大および最小直径差を小さく、 すなわち中間ロールに S字 状のロールクラウンを形成する際の研削量を少なくでき、 中間 ロールの長寿命化に寄与するロール研削が実現される。
ここに、 L = 1.5 L B に従うバレル長を有する中間ロールを 用いた場合のロール間線圧分布および板クラゥンを、 L = 1.1 L B の中間ロールを用いた場合と比較して、 第 5図に示す。 同 図に示すように、 バレル長が 1.5 L B (実線) ではワークロー ルが中間ロールに沿って撓むため、 バレル長が 1.1 L B (—点 破線) と比べて、 板クラウンは小さ くなつている。 また最大線 圧を表 1 に示すように、 最大線圧はバレル長が 1.5 L B の場合 がより小さいことは明らかであり、 ロール寿命の向上に寄与し 得ることがわかる。
表 1
(実験例)
次に、 中間ロールの特にバレル長に関する実験結果について. 説明する。
すなわち、 ワークロールのバレル長 : 2300ramおよび直径 : 680 mm、 バッ クアツブロールのバレル長 : 2300mmおよび直径 : 1330 隱とし、 上記した式(8) の 3次係数 aが 0. 833 である中間ロー ルのバレル長を種々に変化させ、 それぞれ板幅 : 1500mraでスタ ン ド入側の板厚 : 5. 2 mmを 4. 16隱の厚みとする圧延を実施し、 各種の調査を行った。
まず第 6図に、 中間ロールおよびバッ クアップロールのバレ ル長の比 (L Z L B ) と中間ロールおよびバッ クアップロール 間の最大線圧との関係を示すように、 比 ( L Z L B ) が 1. 2 倍 以上になると線圧が緩やかに低下するところから、 中間ロール のバレル長をバッ クアップロールのバレル長より も長く、 好ま しく は 1. 2 倍以上にすると有利であることがわかる。
また第 7図に、 同一の板クラウンを得る条件における、 バレ ル長の比に関する中間ロールおよびバックアップロールの接触 状態について示す。 同図から、 比を 1. 2 倍以上にすると非接触 域の発生を防止でき、 板厚精度の向上および蛇行、 さらには絞 りの抑制に有効であることがわかる。
ところで、 圧延機のハウジングに取付けられる中間ロールの シフ ト用ブロッ クと中間ロールのチヨ ッ クとの間に間隙 (中間 ロールの摺動による磨耗や機械精度不良から発生する) がある と、 第 8図(a) に示すように、 中間ロール 2に撓みが生じる。
そこで、 同図(b) に示すように、 チヨ ッ ク間での最大変位量 t を水平撓み量とし、 上記間隙が 3 mmのときの、 水平撓み量 t と 中間ロールおよびバックアップロールのバレル長の比 (L Z L B ) との関係について調べた結果を、 第 9図に示す。
第 9図に示すように、 水平撓み量 t は、 バレル長比が大き く なるに従い大きくなつている。 この水平撓み量が大き くなると、 上下ワークロールの間隙が変化し、 また上下の中間口一ルで水 平撓み量が異なると、 上下ワークロールの軸方向のロール間隙 が変化するため、 板クラウンや板形状が圧延中に変化する、 等 の不利をまねく。 従って、 バレル長比を小さ くするため中間口 —ル長は短いことが好ましいが、 水平撓み量が 0. 45mm程度まで は板クラウンゃ板形状に与える影響が少ないため、 通常の圧延 では問題とならない上、 上記した間隙は 3 mm以下に管理するの が通例であるところから、 中間ロールのバレル長がバッ クアツ プロールのバレル長の 2. 5 倍以下であれば圧延可能であること 力 ねカヽる o
(具体例)
次に、 この発明に係る圧延機を用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラゥン分布などに関 する比較試験について説明する。
発明圧延機
第 1 図に示す構成の 6段圧延機を、 後段 3 スタ ン ドに配置し た熱間仕上圧延機列において、 幅が 900 〜1 600mmおよび厚みが 40誦のシ一トバ—を、 仕上げ厚みが 1 . 6 〜3. 2 隱の薄物低炭素 鋼板に圧延する処理を行った。 この処理の 5 コイル毎に、 エツ ジから 25mm位置での板クラゥンを測定した。
なおここでは、 ワークロールのバレル長さを 2300mm、 中間口 ールのバレル長さを 3000mm、 ノくックアップロールのバレル長さ を 2300mmとしたところにおいて、 中間ロール最大径と最小径と の径差を 0. 8 nunとするとともに、 その中間ロールを 0 ramから 700 mmの範囲でシフ 卜させた。
従来圧延機
最終スタン ドを含む後段 3スタン ドに、 ともに平ロールから なり、 バレル長さがいずれも 2300mmのワークロール、 中間口一 ルおよびバッ クアップロールのそれぞれを具える 6段圧延機を 配設したところにおいて、 中間ロールをシフ トさせながら、 発 明圧延機による場合と同様の熱間圧延を行う とともに、 その場 合と同様に板クラウ ンの測定を行った。
試験結果
これらの測定結果を、 第 1 0図に示す。 同図に示したところに よれば、 この発明の圧延機を用いた場合には、 目標クラウンを
変更しても、 それに極めて近い高精度の板圧延を行い得ること が明白である。 なお、 板幅に関する圧延スケジュールは、 発明 圧延機および従来圧延機ともに同様とした。
また、 上記の発明圧延機および従来圧延機を用い、 薄物サイ クルで 1 0万ト ンの圧延を施した場合の、 絞り回数、 板厚精度 および板クラウン平均値は表 2に示す通り となり、 この表によ れば、 発明圧延機では、 板厚精度、 通板性 (絞りの減少) とも に、 従来圧延機より もはるかにすぐれたものとなった。
表 2
ここで、 上記の圧延機による圧延を実施するに当たり、 バッ クアップロールと中間ロールとの間および,または中間ロール とワークロールとの間に、 潤滑油を供給することが、 好ましい
。 すなわち、 第 1 1図に示すように、 バックアップロール 4 と中 間ロール 3 との間および中間ロール 3 とワークロール 2 との間 に向けて、 潤滑油を供給する潤滑用ノズル 2 6を配置し、 潤滑 油タンク 2 7からポンプ 2 8によって潤滑油を汲み上げ、 さら にこの潤滑油を供給管 2 9を介して潤滑用ノズル 2 6に導いて
なる。 さらに、 中間ロール 3およびワークロール 2に対しては、 冷却水ポンプ 3 0から供給管 3 1 にて導いた冷却水を、 冷却用 ノズル 3 2から供給する。 なお、 ここで用いる潤滑油としては、 基油に極圧剤を含む高濃度のエマルシヨ ンが好ましく、 特に潤 滑油でロール冷却を兼ねる場合は、 低濃度のエマルシヨ ンを用 いてもよい。
また、 第 12図に示すように、 中間ロール 3における直径の大 きい部分の近傍では、 直径の小さい部分の近傍より も潤滑油供 給量を多くするために、 潤滑用ノズル 2 6の設置間隔を狭くす ることが、 好ま しい。 なお、 潤滑油の供給量を増加させずに、 ロール軸方向で潤滑油の濃度を変化しても、 同様の効果を期待 できる。
ちなみに、 第 1図に示した圧延機による、 上述の圧延におい て、 潤滑油として 10 %のエマルシヨ ンを用いるとともに、 冷却 水として工業用水を用いて、 第 1 1図に従って圧延を行ったとこ ろ、 ロールの焼き付きを発生することなく、 120 本をこえる圧 延が達成できた。 比較として、 工業用水による冷却のみを施す、 同様の圧延を行ったところ、 100 本をこえた時点でヮ一クロー ルと中間ロールに焼き付きが生じて、 板の表面性状が劣化し、 さらに 120 本をこえた時点で、 大きな焼き付きが発生して、 圧 延の継続が困難となった。
上記した、 中間ロールにロールクラウンを付与した圧延機に おいては、 ロールクラウンの大きさによって、 ロール間の線圧 分布が変化し、 結果としてワーク π—ルの軸心のたわみが変化 して、 板クラウンひいては形状の制御が可能となる。 従って、 圧延荷重の大小によってクラゥン制御量が変化することはない。 このため、 ワークロールの直径が小さい場合は、 軸心のたわみ 量の変化は大き くなつて、 中間ロールのシフ トによるクラウン 制御量も大きくなる。 一方、 ワークロールの直径が大きい場合 は、 軸心のたわみ量の変化は小さ くなつて、 中間ロールのシフ トによるクラウン制御量も小さ くなる。
このワークロールの直径とクラゥン制御量とに関し、 幅 1500 mmの圧延板について調べた結果を、 第 13図に示す。 同図から、 ワークロールの直径を小さ く、 好ましく は 700 mm以下とすると、 クラウン制御量が大きくなることがわかる。 一方、 ワーク口一 ルの直径が 400 mm未満になると、 ワークロールの水平たわみが 大きくなって板形状が悪化し、 またワークロールの駆動が難し くなる上、 ワークロールによるベンディ ング効果が小さ くなる ため、 400 mm以上の直径を確保することが、 望ましい。
[実施例 2 ]
第 14図に、 第 1 図に示した 6段圧延機における、 ワーク口一 ル 2のバレル長を中間ロール 3のバレル長より も長くすること
によって、 圧延機の縦剛性を向上してなる、 圧延機を示す。 す なわち、 圧延機の縦剛性は、 圧延荷重が変化した際の、 ワーク ロール間のギャ ップ量によって決まる。 このギヤ ップ量に影響 を与えるのは、 ノくックアップロールのたわみ、 ハウジング等の 弾性変形およびロール間のへん平変形である。 そして、 ワーク ロールのバレル長が長い場合は、 ワークロールと中間ロールと の接触域も長くなり、 圧延荷重が変化しても、 ロール間の線圧 は、 接触域が短い場合に比して、 小さ くなるため、 当然圧延機 の縦剛性は大き くなる。 それ故、 圧延板が圧延機のセンターか ら外れて通る場合においても、 ヮ一クロールのバレル長が長い と、 ロール間の線圧変化は小さ く、 圧延機のセンターの左右で の変形量差も小さ くなり、 板の蛇行や絞りの抑制に有効である。 なお、 ワークロールのバレル長の好適範囲は、 既に述べたよ うに、 ノくックアップロ ールのバレル長の 1. 4 〜 2. 5 倍であるが、 この上、 下限に規制する理由は、 上記した中間ロールの場合と、 ほぼ同様である。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラゥン分布などに関 する比較を行った。
発明圧延機
第 14図に示す構成の 6段圧延機を、 熱間仕上圧延機列の後段
3スタン ドに配置し、 上記実施例 1 での処理と同様の条件下で、 圧延を行った。 この処理の 5 コイル毎に、 エッジから 25fflffl位置 での板クラゥンを測定した。
ここでは、 ワークロールのノ レル長を 3400mm、 中間ロールの バレノレ長を 3000mm、 バックアップロールのノくレノレ長を 2300mmと したところにおいて、 中間ロール最大径と最小径との径差を
0. 8 ππηとするとともに、 その中間ロールを 0 mmから 700 mmの範 囲でシフ トさせた。 なお、 比較とする従来圧延機の仕様につい ては、 実施例 1 の場合と同様である。
ό 験 *δ
扳クラウンの測定結果を、 第 15図に示す。 同図に示したとこ ろによれば、 この発明の圧延機を用いた場合には、 目標クラウ ンを変更しても、 それに極めて近い高精度の板圧延を行い得る ことが明白である。
また、 上記の発明圧延機および従来圧延機を用い、 薄物サイ クルで 1 0万トンの圧延を施した場合の、 絞り回数、 板厚精度 および板クラウン平均値は表 3に示す通り となり、 この表によ れば、 発明圧延機では、 板厚精度、 通板性 (絞りの減少) とも に、 従来圧延機より もはるかにすぐれたものとなった。
表 3
[実施例 3 ]
第 1 図に示した 6段圧延機を、 4スタン ドからなる冷間圧延 機列の第 1段スタン ドに配置し、 幅が 900 〜 1 1 00mmおよび厚み が 2〜 3隨のコイルを、 仕上げ厚みが 0. 5 匪の薄物低炭素鋼板 に圧延する処理を行った。 この処理を経た板における、 エッジ から 1 00 mm位置での板厚偏差を調査した。
なおここでは、 ワークロールのバレル長を 2000ΜΙ、 中間口一 ルのバレノレ長を 2700mm、 ノくッ クアップ口一ルのバレル長さを 20 O OIMとしたところにおいて、 中間ロール最大径と最小径との径 差を 0. 8 nunとするとともに、 その中間ロールを 0 nunから 700 mm の範囲でシフ トさせた。
従来圧延機
第 1 スタン ドに、 ともに平ロールからなり、 バレル長さがい ずれも 2000mmのワークロール、 中間ロールおよびバッ クアップ ロールのそれぞれを具える 6段圧延機を配設したところにおい て、 中間ロールをシフ トさせながら、 発明圧延機による場合と
同様の冷間圧延を行う とともに、 その場合と同様に板厚偏差の 測定を行った。
gi験結木
板厚偏差の測定結果を、 第 16図に示す。 同図に示したところ によれば、 この発明の圧延機を用いた場合に、 エッジ ドロップ の発生が低減されていることが明白である。
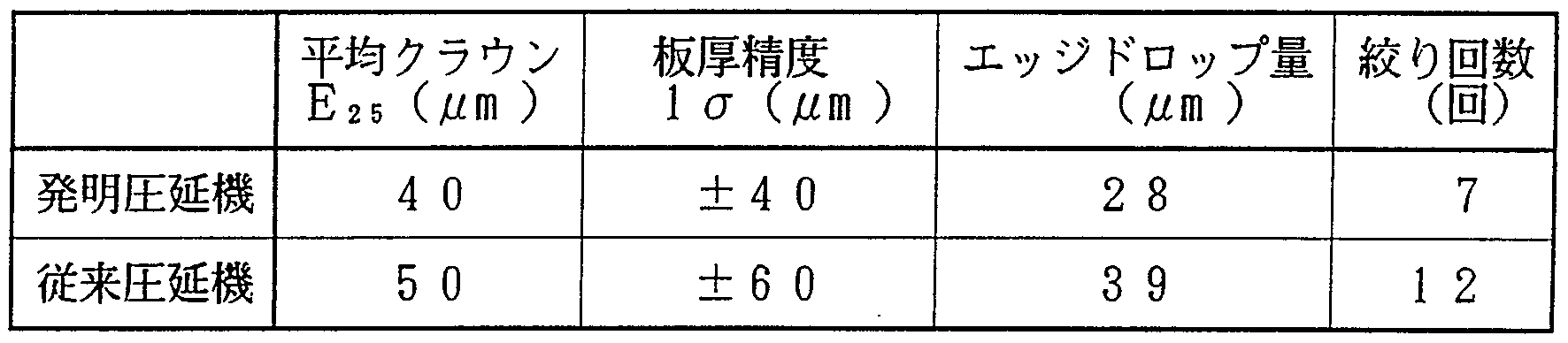
また、 上記の発明圧延機および従来圧延機を用いて、 さらに 1 0万ト ンの圧延を施した場合の、 絞り回数およびエッジ ドロ ップ量は、 表 4に示す通りとなり、 この表によれば、 発明圧延 機では、 板厚精度、 通板性 (絞りの減少) ともに、 従来圧延機 よりもはるかにすぐれたものとなった。 ただし、 エッジドロッ プ量は、 エッジから 100 mmと 7. 5 咖位置の板厚偏差で定義した。
表 4
ここに、 この発明の圧延機を冷間圧延に適用するに当たって. 特にエツジドロップ制御を担う場合にあっては、 圧延板が冷間 圧延の後段スタン ドに移るにつれて板幅方向の変形が小さ くな るため、 第 1 スタン ドに配置することが必須であり、 順次に後
段へ適用範囲を拡げていく ことが、 好ま しい。 また、 冷間圧延 機のスタン ド間には張力が作用して、 板の蛇行は制限されてい るが、 熱延板のキャンバーゃゥヱ ッジが大きいと、 これらに起 因した絞り込みが発生することがある。 しかし、 この圧延機に おいては、 中間ロールのバレル長を長く して縦剛性を確保して いるため、 絞りの発生を回避することも可能である。
次いで、 中間ロールに付与するロールクラゥンを片先細り状 または両先細り状とした、 6段圧延機について説明する。
[実施例 4 ]
第 17図に示す圧延機は、 中間ロール 3にバレルの片端へ向か つて漸次小径となる片先細り状のロールクラウンを付与した例 で、 その他の構成は先の第 1 図に示した圧延機と同様である。 すなわち、 各中間ロール 3は、 相互に反対側のバレル端部分に 先細り部分 3 aを有するとともに、 その先細り部分 3 aに隣接 して連続し、 ロール長の大部分を占める均一径部分 3 bを有す るロールにて構成する。
そして、 このような中間ロール 3の各々は、 それの最大シフ ト姿勢においてなお、 ノくッ クアップロール 4 に、 それの全長に わたって接触し得る長さを有し、 また、 中間ロール 3の先細り 部分 3 aは、 それのシフ ト量が零の状態下で、 バッ クアツプロ ール 4のバレル端を越えてロール端側へのびる延在領域を有す
る o
ここにおいて、 先細り部分 3 aは、 圧延荷重の作用時に、 少 なく ともバックアップロール 4、 通常は、 たとえワークロール 2がシフ トされていても、 そのワークロール 2およびバックァ ップロ一ル 4の両者に接触して、 それらのロール間の接触線圧 を有効に低減すべく機能する。 従って、 その先細り部分 3 aの、 ワークロール 2およびバックアップロール 4への接触位置を、 中間ロール 3のシフ トによつて適宜に選択することにより、 板 クラゥンを所要に応じて制御することができる。
ところで、 先細り部分 3 aの、 軸線を含む断面内での輪郭形 状は、 所要の板クラウン、 中間ロールの最大シフ ト量その他に 応じて、 第 17図で示したようなテ一パ形状の他、 第 18図(a) に 示す、 正弦もしく は余弦曲線形状または、 同図(b) に示す、 2 次、 4次もしく は 6次以上の高次の関数曲線形状とすることも できる。
このような圧延機において、 中間ロール 3を、 例えば第 19図 に示すように、 点対称にシフ トさせた場合には、 その中間ロー ル 3の先細り部分 3 aに接触する、 それぞれのロール 2 , 4の バレル部分の接触線圧を極めて有効に低減させることができ、 これがため、 ロールベンダ一 1 4 , 1 5の作用とも併せて、 板 クラゥンを所要に応じて広い範囲にわたって制御することがで
JP92/00639
- 3 1 - きる。
第 20図は、 上側のヮ一クロール 2 と中間ロール 3 と間の線圧 分布について示すグラフであり、 これらの両ロール 2 , 3の線 接触状態において、 中間ロール 3からヮ一クロール 2に作用す る圧力は、 ワークロール 2の、 先細り部分 3 a との接触部分に おいて、 その先細り部分 3 aの先細り形状との対応の下で、 そ れの径が小さ く なるにつれて減少し、 ワークロール 2のバレル 端において最も小さい値となる。 従って、 ワークロール 2は、 全体として下側へ凸状をなす形状に湾曲することになり、 板 1 3 の板クラウンは、 中間ロール 3をシフ トさせない場合に比して、 有効に低減される。
力、く して、 この圧延機によれば、 とく には、 中間ロール 3が バッ クアップロール 4 より長い長さを有しており、 その中間口 ール 3がシフ ト しても、 中間ロール 3 と、 ノヽッ クアップロール 4およびワークロール 2の接触長さが変化せず、 圧延機の縦剛 性が変化しないので、 熱間仕上げ圧延の板厚精度が大き く改善 されることになり、 しかも、 シー トバーが圧延機中心に対して オフセンターした場合であっても、 圧延機の左右側部の線圧変 化が従来技術より小さ くなつて、 ロール間の偏平量の変化、 ひ いては、 板ゥエ ッジが小さ く なることから、 板の曲がりを効果 的に低減することができる。
(具体例)
以下に、 この発明に係る圧延機を用いた場合と、 従来の圧延 機を用いた場合との、 圧延本数に対する板クラウン分布その他 に関する比較試験について説明する。
発明圧延機
第 17図に示した構成の 6段圧延機を、 後段 3スタン ドに配置 した熱間圧延機列において、 幅が 900 〜1 600mm、 厚みが 40mmの シー トバーを、 仕上げ厚みが 1. 6 〜3. 2mni の薄物低炭素鋼板に 圧延する処理を行った。 この処理の 5 コイル毎に、 エッジから 25mni位置での板クラウンを測定した。
なおここでは、 ワークロールおよびバッ クアップロールのそ れぞれのバレル長を 2300mmとし、 中間ロールのバレル長を 3000 mmとしたところにおいて、 中間ロールの先細り部分を、 1. 6 X 10一3 (0. 32mm /200mm 直径当り) のテーパ状とするとともに、 その中簡ロールを 0 mmから 700mm の範囲でシフ トさせた。
従来圧延機
最終ス夕ン ドを含む後段 3スタン ドに、 ともに平ロールから なり、 バレル長さがいずれも 2300minのワークロール、 中間口一 ルおよびバッ クアップロールのそれぞれを具える 6段圧延機を 配設したところにおいて、 中間ロールをシフ トさせながら、 発 明圧延機による場合と同様の圧延を行う とともに、 その場合と
同様の板クラウン測定を行った。
試験結果
これらの測定結果を第 21図に示す。 同図に示したところによ れば、 この発明の圧延機を用いた場合には、 目標クラウンを変 更しても、 それに極めて近い高精度の板圧延を行い得るこ とが 明白である。 なお、 板幅に関する圧延スケジュールは、 発明圧 延機および従来圧延機ともに同様とした。
また、 上記の発明圧延機および従来圧延機を用いて、 さらに 1 0万トンの圧延を施した場合の、 絞り回数、 板厚精度および 板クラウン平均値は表 5に示す通り となり、 この表によれば、 発明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従 来圧延機より もはるかにすぐれたものとなつた。
表 5
[実施例 5 ]
第 22図に、 第 1 7図に示した 6段圧延機における、 ワークロ ー ル 2のバレル長を中間ロール 3のバレル長より も長く してなる、 圧延機を示す。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラゥン分布などに関 する比較を行った。
発明圧延機
第 22図に示す構成の 6段圧延機を、 熱間仕上圧延機列の後段 3スタン ドに配置し、 上記実施例 4での処理と同様の条件下で、 圧延を行った。 この処理の 5 コイル毎に、 エッジから 25nmi位置 での板クラゥンを測定した。
ここでは、 ワークロールのバレル長を 3400ιηπι、 中間ロールの ノく レル長を 3000imn、 バックアップロールのノく レル長を 2300mmと したところにおいて、 中間ロールに実施例 4 と同様の片先細り 状の口 一ルテ一パを付与するとともに、 その中間ロールを 0 nun から 700 mmの範囲でシフ トさせた。 なお、 比較とする従来圧延 機の仕様については、 実施例 4の場合と同様である。
BW<験結果
板クラウンの測定結果を、 第 23図に示す。 同図に示したとこ ろによれば、 この発明の圧延機を用いた場合には、 目標クラウ ンを変更しても、 それに極めて近い高精度の板圧延を行い得る ことが明白である。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万トンの圧延を施した場合の、 絞り回数、 板厚精度および板
クラウン平均値は表 6に示す通り となり、 この表によれば、 発 明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従来 圧延機より もはるかにすぐれたものとなった。
表 6
[実施例 6 ]
第 24図に示す圧延機は、 中間ロール 3にバレル中央からそれ ぞれ両バレル端へ向かって漸次小径となる両先細り状のロール クラウンを付与した例で、 その他の構成は先の第 1 図に示した 圧延機と同様である。 すなわち、 各中間ロール 3は、 相互に反 対側のバレル端部分に先細り となる先細り部分 3 aを有すると ともに、 この部分 3 aに隣接して連続し、 ロールの他端へ緩傾 斜で先細り となる、 先細り部分 3 bを有する、 すなわち中高非 対称のロールクラウンを有するロールにて構成する。 このよう な中間ロール 3の各々は、 最大シフ ト姿勢においても、 バッ ク アップロール 4に、 それの全長にわたつて接触し得る長さを有 する。
ここにおいて、 先細り部分 3 aは、 圧延荷重の作用時に、 少
なく ともバックアップロール 4、 通常は、 たとえワークロール 2がシフ 卜されていても、 そのワークロール 2およびバックァ ップロール 4の両者に接触して、 それらのロール間の接触線圧 を有効に低減すべく機能する。 従って、 先細り部分 3 aおよび 3 bの境界部の位置を、 中間ロール 3のシフ トによつて適宜に 選択することにより、 板クラウンを所要に応じて制御すること ができる。
ところで、 中間ロールの、 軸線を含む断面内での輪郭形状は、 所要の板クラウン、 中間ロールの最大シフ ト量その他に応じて、 第 24図で示したような両テーパ形状の他、 第 25図(a) に示す、 正弦もしく は余弦曲線形状または、 同図(b) に示す、 2次、 4 次もしく は 6次以上の高次の関数曲線形状とすることもできる。 なお、 両先細り部分の輪郭形状は、 同じでもまた異なるもので もよい。
この圧延機において、 中間ロール 3を、 例えば第 26図に示す ように、 点対称にシフ トさせた場合には、 その中間ロール 3の 先細り部分 3 aおよび 3 bに接触する、 それぞれのロール 2, 4のバレル部分の接触線圧を極めて有効に低減させることがで き、 これがため、 ロールベンダー 1 4 , 1 5の作用とも併せて、 板クラウンを所要に応じて広い範囲にわたって制御することが できる。
特に、 中間ロール 3に両先細り状のロールクラウンを付与し た場合は、 第 26図に示した、 バッ クアップロール 4のバレル端 4 a と中間ロール 3のバレル端 3 c とが一致する、 最大シフ ト 姿勢において、 先細り部分 3 aおよび 3 bの境界部の位置を、 ノくックアップロール 4の軸方向バレル中心と一致させるこ とが でき、 圧延機におけるロール軸方向の剛性を均一にし得る。
この圧延機における、 上側のワークロール 2 と中間ロール 3 と間の線圧分布は上述の第 20図に示したところと同様になり、 すなわち中間ロール 3からワークロール 2に作用する圧力は、 ヮ一クロール 2の、 先細り部分との接触部分において、 その先 細り部分の先細り形状との対応の下で、 それの径が小さ くなる につれて減少し、 ワークロール 2のバレル端において最も小さ い値となる。 従って、 ワークロール 2は、 全体として下側へ凸 状をなす形状に湾曲することになり、 板 13の板クラウンは、 中 間ロール 3をシフ 卜させない場合に比して、 有効に低減される のである。
(具体例)
以下に、 この発明に係る圧延機を用いた場合と、 従来の圧延 機を用いた場合との、 圧延本数に対する板クラウン分布その他 に関する比較試験について説明する。
発明圧延機
第 24図に示した構成の 6段圧延機を、 後段 3スタン ドに配置 した圧延機列において、 幅が 900 〜1600mm、 厚みが 40mmのシー トバーを、 仕上げ厚みが 1. 6 〜3. 2mm の薄物低炭素鍋板に圧延 する処理を行った。 この処理の 5 コイル毎に、 エッジから 25mm 位置での扳クラウンを測定した。
なおここでは、 ワークロールおよびハックアップロールのそ れぞれのバレル長を 2300ramとし、 中間ロールのバレル長を 3000 關としたところにおいて、 中間ロールの先細り部分 3 aを、 1. 6 x l 0- 3 (0. 32譲 /200mm 直径当り) のテ一パ状、 また先細 り部分 3 bを、 0. 1 X 10_ 3 (0. 02mm Ζ200ηπη 直径当り) のテー パ状とするとともに、 その中間ロールを 0 mmから 700mffl の範囲 でシフ トさせた。
従来圧延機
最終スタン ドを含む後段 3スタン ドに、 ともに平ロールから なり、 ノくレル長さがいずれも 2300mmのワークロール、 中間ロー ルおよびバックアップロールのそれぞれを具える 6段圧延機を 配設したところにおいて、 中間ロールをシフ トさせながら、 発 明圧延機による場合と同様の圧延を行う とともに、 その場合と 同様の板クラゥン測定を行った。
試験結果
これらの測定結果を第 27図に示す。 同図に示したところによ れば、 この発明の圧延機を用いた場合には、 目標クラウンを変 更しても、 それに極めて近い高精度の板圧延を行い得ることが 明白である。 なお、 板幅に関する圧延スケジュールは、 発明圧 延機および従来圧延機ともに同様とした。
また、 上記の発明圧延機および従来圧延機を用いて、 さらに 1 0万ト ンの圧延を施した場合の、 絞り回数、 板厚精度および 板クラウン平均値は表 7に示す通りとなり、 この表によれば、 発明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従 来圧延機より もはるかにすぐれたものとなった。
[実施例 7 ]
第 28図に、 第 24図に示した 6段圧延機における、 ワークロ ー ル 2のバレル長を中間ロール 3のバレル長より も長く してなる 圧延機を示す。
この圧延機についても、 これを用いた場合と、 従来の圧延機
を用いた場合との、 圧延本数に対する板クラゥン分布などに関 する比較を行った。
発明圧延機
第 28図に示す構成の 6段圧延機を、 熱間仕上圧延機列の後段 3スタン ドに配置し、 上記実施例 1 での処理と同様の条件下で、 圧延を行った。 この処理の 5 コイル毎に、 エッジから 25mm位置 での板クラゥンを測定した。
ここでは、 ヮ一クロールのバレル長を 3400mm、 中間ロールの ノ レル長を 3000mmnmi、 ノくックアツブロールのバレノレ長を 2300mm としたところにおいて、 中間ロールに実施例 6 と同様の両先細 り状のロールテーパを付与するとともに、 その中間ロールを 0 mmから 700 mmの範囲でシフ トさせた。 なお、 比較とする従来圧 延機の仕様については、 実施例 6の場合と同様である。
^(験;^果
板クラウンの測定結果を、 第 29図に示す。 同図に示したとこ ろによれば、 この発明の圧延機を用いた場合には、 目標クラウ ンを変更しても、 それに極めて近い高精度の板圧延を行い得る ことが明白である。
また、 上記の発明圧延機および従来圧延機を用いて、 さらに 1 0万トンの圧延を施した場合の、 絞り回数、 板厚精度および 板クラウン平均値は表 8 に示す通り となり、 この表によれば、
発明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従 来圧延機より もはるかにすぐれたものとなった。
表 8
以上、 中間ロールに、 S字状、 片先細り状または両先細り状 のロールクラウンを付与した、 種々の圧延機について説明した が、 さらに様々なロールクラウンの組合わせが可能であり、 以 下にその組合わせを例示する。
[実施例 8 ]
第 30図に示す 6段圧延機は、 中間ロール 3に S字状のロール クラウンを付与する一方、 ワークロール 2に片先細り状ロール クラウンを付与した例である。
この圧延機においては、 ワークロール 2を、 第 31図(a) に示 す配置から、 同図(b) に示すようにシフ トすることによって、 ヮ一クロール 2の先細り部分 2 a力 圧延材 1 3の側端部にて、 上下ワークロール 2間のロールギャ ップを直接的に拡げるため、 エッジ ドロップのより一層の低減が可能となる。 また、 第 32図 に示すように、 ワークロール 2をシフ トすることによって、 先
細り部分 2 aの起点から板ェッジまでの距雜 E L (第 31図参照) を調整して、 エッジドロップを変化させることができ、 目標ェ ッジドロップ量を与えられた場合は、 ワークロールシフ トによ る、 エッジドロップ制御が可能となる。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラウン分布などに関 する比較を行った。
発明圧延機
第 30図に示した構成の 6段圧延機を、 後段 3スタン ドに配置 した圧延機列において、 幅が 900 〜1600mm、 厚みが 40mniのシ— トバ一を、 仕上げ厚みが 1. 6 〜3. 2隨 の薄物低炭素網板に圧延 する処理を行った。 この処理の 5 コイル毎に、 エッジから 25mm 位置での板クラゥンを測定した。
なおここでは、 ワークロールおよびバックアップロールのそ れぞれのバレル長を 2300ΠΠΒとし、 中間ロールのバレル長を 3000 mmとしたところにおいて、 中間ロールに最大および最小直径差 が 0. 8 mmの S字状のロールクラウンを付与するとともに、 ヮー クロールの先細り部分 2 aを、 0. 8 X 10— 3 (0. 1 6mm /200mm 直 径当たり) のテ一パ伏とし、 中間ロールを 0 mmから 700mm の範 囲でシフ トさせた。
従来圧延機
最終スタン ドを含む後段 3 スタ ン ドに、 ともに平ロールから なり、 ノくレル長さがいずれも 2300mmのワークロール、 中間ロ ー ルおよびバッ クアップロールのそれぞれを具える 6段圧延機を 配設したところにおいて、 中間ロールをシフ トさせながら、 発 明圧延機による場合と同様の圧延を行う とともに、 その場合と 同様の板クラウン測定を行った。
試験結果
これらの測定結果を第 33図に示す。 同図に示したところによ れば、 この発明の圧延機を用いた場合には、 目標クラウンを変 更しても、 それに極めて近い高精度の板圧延を行い得ることが 明白である。 なお、 板幅に関する圧延スケジュールは、 発明圧 延機および従来圧延機ともに同様とした。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万ト ンの圧延を施した場合の、 絞り回数、 エッジ ドロップ量 、 板厚精度および板クラゥン平均値は表 9に示す通り となり、 この表によれば、 発明圧延機では、 板厚精度、 通板性 (絞りの 減少) ともに、 従来圧延機より もはるかにすぐれたものとなつ た。 ただし、 エッジ ドロップ量は、 エッジ 1 00 mmと 25mmの板厚 差とした。
表 9
[実施例 9 ]
第 30図に示した 6段圧延機を、 4スタン ドからなる冷間圧延 機列の第 i段スタン ドに配置し、 幅が 900 〜 1 100匪および厚み が 2〜 3 mmのコイルを、 仕上げ厚みが 0. 5 mmの薄物低炭素鋼扳 に圧延する処理を行った。 この処理を経た板における、 エッジ から 100 film位置での板厚偏差を調査した。
なおここでは、 ワークロールのバレル長を 2000mm、 中間ロー ルのノくレゾレ長を 2700ram、 ノく ックアツプロールのノ レル長さを 20 00mmとしたところにおいて、 中間ロール最大径と最小径との径 差を 0. 8 mmとするとともに、 その中間ロールを 0 mmカヽら 700 mm の範囲でシフ トさせた。
従来圧延機
第 1 スタン ドに、 ともに平ロールからなり、 バレル長さがい ずれも 2000ιηιπのヮ一クロール、 中間ロールおよびバッ クアップ ロールのそれぞれを具える 6段圧延機を配設したところにおい
て、 中間ロールをシフ トさせながら、 発明圧延機による場合と 同様の冷間圧延を行う とともに、 その場合と同様に板厚偏差の 測定を行った。
験結果
板厚偏差の測定結果を、 第 34図に示す。 同図に示したところ によれば、 この発明の圧延機を用いた場合に、 エッジ ドロップ の発生が大幅に低減されていることが明白である。
また、 上記の発明圧延機および従来圧延機を用いて、 さらに 1 0万トンの圧延を施した場合の、 エッジ ドロップ量および絞 り回数は、 表 10に示す通り となり、 この表によれば、 発明圧延 機では、 板厚精度、 通板性 (絞りの減少) ともに、 従来圧延機 より もはるかにすぐれたものとなった。
表 1 0
[実施例 1 0 ]
第 35図に、 第 30図に示した 6段圧延機における、 ワークロ ー ル 2に両先細り状のロールクラゥンを付与してなる、 圧延機を 示す。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラウン分布などに関 する比較を行った。
発明圧延機
第 35図に示す構成の 6段圧延機を、 熱間仕上圧延機列の後段 3スタン ドに配置し、 上記実施例 8での処理と同様の条件下で、 圧延を行った。 この処理の 5 コイル毎に、 エッジから 25ffliD位置 での板クラウンを測定した。
ここでは、 ワークロールの両先細り部分 2 aおよび 2 bを、 0. 4 x lO" 3 (0. 08mm /200fflm 直径当り) のテ一パ状とするとと もに、 中間ロールを O mniから 700ιπηι の範囲でシフ トさせた。 な お、 比較とする従来圧延機の仕様については、 実施例 8の場合 と同様である。
試験結果
扳クラウンの測定結果を、 第 36図に示す。 同図に示したとこ ろによれば、 この発明の圧延機を用いた場合には、 目標クラウ ンを変更しても、 それに極めて近い高精度の板圧延を行い得る ことが明白である。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万トンの圧延を施した場合の、 絞り回数、 板厚精度および板 クラウン平均値は表 1 1に示す通り となり、 この表によれば、 発
明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従来 圧延機より もはるかにすぐれたものとなった。
表 1 1
[実施例 1 1 ]
第 37図に、 第 35図に示した 6段圧延機における、 ワーク口一 ル 2のバレル長を中間ロール 3のバレル長より も長く してなる、 圧延機を示す。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラウン分布などに関 する比較を行った。
発明圧延機
第 37図に示す構成の 6段圧延機を、 熱間仕上圧延機列の後段 3スタン ドに配置し、 上記実施例 1 0での処理と同様の条件下で、 圧延を行った。 この処理の 5 コイル毎に、 エッジから 25mm位置 での板クラゥンを測定した。
こ こでは、 ワークロールのバレル長を 3400mm、 中間ロールの
バレノレ長を 3000ΙΜ、 ノくックアップロールのノ<レル長を 2300mmと したところにおいて、 中間ロールの寸法および形状は実施例 10 と同様とし、 その中間ロールを 0 mmから 700 mmの範囲でシフ ト させた。 なお、 比較とする従来圧延機の仕様については、 実施 例 1 0の場合と同様である。
^秋結果
板クラウンの測定結果を、 第 38図に示す。 同図に示したとこ ろによれば、 この発明の圧延機を用いた場合には、 目標クラウ ンを変更しても、 それに極めて近い高精度の扳圧延を行い得る ことが明白である。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万ト ンの圧延を施した場合の、 絞り回数、 板厚精度および板 クラウン平均値は表 12に示す通りとなり、 この表によれば、 発 明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従来 圧延機よりもはるかにすぐれたものとなった。
表 1 2 平均クラウン 板厚精度 エツジドロップ量 絞り回数
E 2 5 ( jCim ) 1 σ ΐα ) C m ) (回) 発明圧延機 4 1 ± 4 2 2 5 5 従来圧延機 5 0 ± 6 0 3 9 1 2
[実施例 1 2 ]
第 39図に、 第 37図に示した 6段圧延機における、 ワークロ ー ル 2に両先細り状のロールクラウンを付与してなる、 圧延機を 示す。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラウン分布などに関 する比較を行った。
発明圧延機
第 39図に示す構成の 6段圧延機を、 熱間仕上圧延機列の後段 3スタン ドに配置し、 上記実施例 11での処理と同様の条件下で、 圧延を行った。 この処理の 5 コイル毎に、 エッジから 25隱位置 での板クラウンを測定した。
ここでは、 ロールの寸法および形状は実施例 11と同様とし、 ワークロール 2のの先細り部分 2 aを 0.8 X 10-3(0.16 mra/200 mm直径当り) および同 2 bを 0.01 X 10"3(0.02 mm/ /200mm 直径 当り) のテ一パ状とするとともに、 中間ロールを 0随から 700 關の範囲でシフ トさせた。 なお、 比較とする従来圧延機の仕様 については、 実施例 11の場合と同様である。
試験結果
板クラウンの測定結果を、 第 40図に示す。 同図に示したとこ ろによれば、 この発明の圧延機を用いた場合には、 目標クラウ
ンを変更しても、 それに極めて近い高精度の板圧延を行い得る ことが明白である。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万トンの圧延を施した場合の、 絞り回数、 板厚精度および板 クラウン平均値は表 13に示す通り となり、 この表によれば、 発 明圧延機では、 板厚精度、 通扳性 (絞りの減少) ともに、 従来 圧延機より もはるかにすぐれたものとなった。
表 1 3
[実施例 1 3 ]
第 41図に示す 6段圧延機は、 中間ロール 3およびワーク口一 ル 2に片先細り状ロールクラゥンを付与した例である。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラゥン分布などに関 する比較を行った。
発明圧延機
第 41図に示した構成の 6段圧延機を、 後段 3スタン ドに配置
した圧延機列において、 幅が 900 〜 1600mm、 厚みが 40mmのシー トバーを、 仕上げ厚みが 1.6 〜3.2mm の薄物低炭素鋼板に圧延 する処理を行った。 この処理の 5 コイル毎に、 エッジから 25mm 位置での板クラウンを測定した。
なおここでは、 ワークロールおよびバッ クアップロールのそ れぞれのバレル長を 2300mmとし、 中間ロールのバレル長を 3000 mmとしたところにおいて、 中間ロールの先細り部分 3 aを 1.6 X 10— 3(0.32 關/ 200 直径当り) のテーパ状とするとともに、 ワークロールの先細り部分 2 aを、 0.8 X 10-3(0.16 mm/200 mm 直径当り) のテ一パ状とし、 中間ロールを 0 mmから 700 1 の範 囲でシフ トさせた。
従来圧延機
最終ス夕ン ドを含む後段 3スタン ドに、 ともに平ロールから なり、 ノくレル長さがいずれも 2300mmのワークロール、 中間口一 ルぉよびバックアップロールのそれぞれを具える 6段圧延機を 配設したところにおいて、 中間ロールをシフ トさせながら、 発 明圧延機による場合と同様の圧延を行う とともに、 その場合と 同様の板クラウン測定を行った。
試験結果
これらの測定結果を第 42図に示す。 同図に示したところによ れば、 この発明の圧延機を用いた場合には、 目標クラウンを変
更しても、 それに極めて近い高精度の板圧延を行い得ることが 明白である。 なお、 板幅に関する圧延スケジュールは、 発明圧 延機および従来圧延機ともに同様とした。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万ト ンの圧延を施した場合の、 絞り回数、 板厚精度および板 クラウン平均値は表 14に示す通りとなり、 この表によれば、 発 明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従来 圧延機より もはるかにすぐれたものとなった。
表 1 4
[実施例 1 4 ]
第 43図に、 第 41図に示した 6段圧延機における、 ヮ一クロー ル 2に両先細り状のロールクラウンを付与してなる、 圧延機を 示す。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラゥン分布などに関 する比較を行った。
発明圧延機
第 43図に示す構成の 6段圧延機を、 熱間仕上圧延機列の後段 3スタン ドに配置し、 上記実施例 12での処理と同様の条件下で、 圧延を行った。 この処理の 5 コイル毎に、 エッジから 25πιπι位置 での板クラウンを測定した。
ここでは、 ロール寸法は実施例 14と同様に、 また中間ロール の形状は実施例 1 3と同様にし、 ワークロール 2の先細り部分 2 aおよび 2 bを、 0. 4 X 10— 3 (0. 8mm/ 200mm 直径当り) のテー パ状とするとともに、 中間ロールを 0 mmから 700mm の範囲でシ フ トさせた。 なお、 比較とする従来圧延機の仕様については、 実施例 13の場合と同様である。
βϊ 験 果
板クラウンの測定結果を、 第 44図に示す。 同図に示したとこ ろによれば、 この発明の圧延機を用いた場合には、 目標クラウ ンを変更しても、 それに極めて近い高精度の板圧延を行い得る ことが明白である。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万ト ンの圧延を施した場合の、 絞り回数、 板厚精度および板 クラウン平均値は表 15に示す通りとなり、 この表によれば、 発 明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従来 圧延機より もはるかにすぐれたものとなった。
表 1 5
[実施例 1 5 ]
第 45図に、 第 41図に示した 6段圧延機における、 ワークロー ル 2のバレル長を中間ロール 3 のノくレル長より も長く してなる、 圧延機を示す。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラゥン分布などに関 する比較を行った。
発明圧延機
第 45図に示す構成の 6段圧延機を、 熱間仕上圧延機列の後段 3スタン ドに配置し、 上記実施例 1 での処理と同様の条件下で、 圧延を行った。 この処理の 5 コイル毎に、 エッジから 25ram位置 での扳クラウンを測定した。
ここでは、 ワークロールのバレル長を 3400mm、 中間ロールの バレル長を 3000mm、 バックアップロールのバレル長を 2300mmと したところにおいて、 中間ロールおよびワークロールに実施例
00639
- 5 5 -
11と同様の片先細り状のロールテーパを付与するとともに、 中 間ロールを 0 mmから 700 mmの範囲でシフ 卜させた。 なお、 比較 とする従来圧延機の仕様については、 実施例 13の場合と同様で め o 試験結果
板ク ラ ウ ンの測定結果を、 第 46図に示す。 同図に示したとこ ろによれば、 この発明の圧延機を用いた場合には、 目標クラウ ンを変更しても、 それに極めて近い高精度の板圧延を行い得る ことが明白である。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万トンの圧延を施した場合の、 絞り回数、 板厚精度および板 クラウン平均値は表 16に示す通り となり、 この表によれば、 発 明圧延機では、 板厚精度、 通扳性 (絞りの減少) ともに、 従来 圧延機より もはるかにすぐれたものとなった。
表 1 6 平均クラウン 板厚精度 エツジドロップ量 絞り回数
Ε2ε 〃 m ) 1 σ 〃m ) ) (回) 発明圧延機 3 5 ± 4 6 2 2 3 従来圧延機 5 0 ± 6 0 3 9 1 2
[実施例 1 6 ]
第 47図に、 第 43図に示した 6段圧延機における、 ワーク口一 ル 2に両先細り状の口一ルクラゥンを付与してなる、 圧延機を 示す。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラゥン分布などに関 する比較を行った。
発明圧延機
第 47図に示す構成の 6段圧延機を、 熱間仕上圧延機列の後段 3スタン ドに配置し、 上記実施例 13での処理と同様の条件下で、 圧延を行った。 この処理の 5 コイル毎に、 エッジから 25mm位置 での板クラゥンを測定した。
ここでは、 ロールの寸法および形状は実施例 15と同様であり、 ワークロールの先細り部分 2 aを、 0, 8 X 10_ 3 (0. 16niffl /200 mm直径当り) のテ一パ状とし、 ワークロール 2の他方の先細り 部分 2 bを、 0. 1 X 10— 3 (0. 02 mm/200匪 直径当り) のテーパ 状とするとともに、 中間ロールを 0 mmから 700ram の範囲でシフ トさせた。 なお、 比較とする従来圧延機の仕様については、 実 施例 13の場合と同様である。
結果
板クラウンの測定結果を、 第 48図に示す。 同図に示したとこ
ろによれば、 この発明の圧延機を用いた場合には、 目標クラウ ンを変更しても、 それに極めて近い高精度の板圧延を行い得る こ とが明白である。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万トンの圧延を施した場合の、 絞り回数、 板厚精度および板 クラウン平均値は表 1 7に示す通り となり、 この表によれば、 発 明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従来 圧延機より もはるかにすぐれたものとなった。
表 1 7
[実施例 1 7 ]
第 49図に示す 6段圧延機は、 中間ロール 3に両先細り状の口 ールクラウンを付与する一方、 ワークロール 2に片先細り状口 ールクラウンを付与した例である。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラゥン分布などに関 する比較を行った。
発明圧延機
第 49図に示した構成の 6段圧延機を、 後段 3スタン ドに配置 した圧延機列において、 幅が 900 〜1600nim、 厚みが 40mmのシ一 トバーを、 仕上げ厚みが 1.6 〜3.2mni の薄物低炭素鋼板に圧延 する処理を行った。 この処理の 5 コイル毎に、 エッジから 25mm 位置での板クラゥンを測定した。
なおここでは、 ワークロールおよびバックアップロールのそ れぞれのバレル長を 2300mmとし、 中間ロールのバレル長を 3000 mmとしたところにおいて、 中間ロールの先細り部分 3 aを、 1.6 Χ10~3(0.32 匪 Z200mm 直径当り) のテーパ状にかつ他方 の先細り部分 3 bを、 0.1 xl0~3(0.02 mmZ200mm 直径当り) のテーパ状とし、 またワークロールの先細り部分 2 aを、 0.8 X 10"3(0.16mm /200mm 直径当り) のテーパ状とし、 中間口一 ルを 0匪から 700mm の範囲でシフ 卜させた。
従来圧延機
最終スタン ドを含む後段 3スタン ドに、 ともに平ロールから なり、 バレル長さがいずれも 2300niraのワークロール、 中間ロー ルおよびバックアップロールのそれぞれを具える 6段圧延機を 配設したところにおいて、 中間ロールをシフ トさせながら、 発 明圧延機による場合と同様の圧延を行う とともに、 その場合と 同様の板クラウン測定を行った。
試験結果
これらの測定結果を第 50図に示す。 同図に示したところによ れば、 この発明の圧延機を用いた場合には、 目標クラウンを変 更しても、 それに極めて近い高精度の板圧延を行い得るこ とが 明白である。 なお、 板幅に関する圧延スケジュールは、 発明圧 延機および従来圧延機ともに同様とした。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万ト ンの圧延を施した場合の、 絞り回数、 板厚精度および板 クラウン平均値は表 1 8に示す通り となり、 この表によれば、 発 明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従来 圧延機より もはるかにすぐれたものとなった。
表 1 8
[実施例 1 8 ]
第 5 1図に、 第 49図に示した 6段圧延機における、 ワーク口一 ル 2に両先細り状のロールクラウンを付与してなる、 圧延機を 示す。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラゥン分布などに関 する比較を行った。
発明圧延機
第 51図に示す構成の 6段圧延機を、 熱間仕上圧延機列の後段 3スタン ドに配置し、 上記実施例 17での処理と同様の条件下で、 圧延を行った。 この処理の 5 コイル毎に、 エッジから 25mm位置 での板クラゥンを測定した。
ここでは、 中間ロール 3の先細り部分 3 a, 3 bおよびヮー クロール 2の先細り部分 2 aを実施例 17と同様のテーパ状とし、 ワークロール 2の他方の先細り部分 2 bを、 0. 4 x l 0" 3 (0. 08 mm/200mm 直径当り) のテーパ状とするとともに、 中間ロール を 0 mmから 700mm の範囲でシフ トさせた。 なお、 比較とする従 来圧延機の仕様については、 実施例 17の場合と同様である。
e 験 JFn
板クラウンの測定結果を、 第 52図に示す。 同図に示したとこ ろによれば、 この発明の圧延機を用いた場合には、 目標クラウ ンを変更しても、 それに極めて近い高精度の板圧延を行い得る ことが明白である。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万トンの圧延を施した場合の、 絞り回数、 板厚精度および板
クラウン平均値は表 1 9に示す通り となり、 この表によれば、 発 明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従来 圧延機より もはるかにすぐれたものとなった。
表 1 9
[実施例 1 9 ]
第 53図に、 第 49図に示した 6段圧延機における、 ワーク口一 ル 2のバレル長を中間ロール 3のバレル長より も長く してなる、 圧延機を示す。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラウン分布などに関 する比較を行った。
発明 E延機
第 53図に示す構成の 6段圧延機を、 熱間仕上圧延機列の後段 3 スタ ン ドに配置し、 上記実施例 1 7での処理と同様の条件下で、 圧延を行った。 この処理の 5 コイル毎に、 エッジから 25mm位置 での板クラウンを測定した。
ここでは、 ヮ一クロールのバレル長を 3400mm、 中間ロールの バレル長を 3000mm、 ノく、グ クアツブロールのノ レル長を 2300mniと したところにおいて、 中間ロールに実施例 17と同様の両先細り 状のロールテーパを、 およびワークロールに実施例 17と同様の 片先細り状のロールテ一パを付与するとともに、 その中間ロー ルを O mmから 700 mmの範囲でシフ トさせた。 なお、 比較とする 従来圧延機の仕様については、 実施例 17の場合と同様である。
験結
板クラウンの測定結果を、 第 54図に示す。 同図に示したとこ ろによれば、 この発明の圧延機を用いた場合には、 目標クラウ ンを変更しても、 それに極めて近い高精度の板圧延を行い得る ことが明白である。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万トンの圧延を施した場合の、 絞り回数、 板厚精度および板 クラウン平均値は表 20に示す通り となり、 この表によれば、 発 明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従来 圧延機より もはるかにすぐれたものとなった。
表 2 0
[実施例 2 0 ]
第 55図に、 第 51図に示した 6段圧延機における、 ワーク口一 ル 2に両先細り状のロールクラウンを付与してなる、 圧延機を 示す。
この圧延機についても、 これを用いた場合と、 従来の圧延機 を用いた場合との、 圧延本数に対する板クラゥン分布などに関 する比較を行った。
発明圧延機
第 55図に示す構成の 6段圧延機を、 熱間仕上圧延機列の後段 3スタ ン ドに配置し、 上記実施例 1 7での処理と同様の条件下で、 圧延を行った。 この処理の 5 コイル毎に、 エッジから 25mm位置 での板クラウンを測定した。
ここでは、 ロール寸法および中間ロールの形状は実施例 1 9と 同様であり、 ワークロールの先細り部分 2 aを、 0. 8 X 10 " 3 (0. 1 6mm / 200mm 直径当り) のテ一パ状に、 および同 2 b *·、
0. 1 x 1 0 ~ 3 (0. 02 龍 Z200nim 直径当り) のテーパ状とするとと もに、 中間ロールを 0 mmから 700mm の範囲でシフ 卜させた。 な お、 比較とする従来圧延機の仕様については、 実施例 1 7の場合 と同様である。
試験結果
板クラウンの測定結果を、 第 56図に示す。 同図に示したとこ ろによれば、 この発明の圧延機を用いた場合には、 目標クラウ ンを変更しても、 それに極めて近い高精度の板圧延を行い得る ことが明白である。
また、 上記の発明圧延機および従来圧延機を用い、 さらに 1 0万トンの圧延を施した場合の、 絞り回数、 板厚精度および板 クラウン平均値は表 21に示す通りとなり、 この表によれば、 発 明圧延機では、 板厚精度、 通板性 (絞りの減少) ともに、 従来 圧延機より もはるかにすぐれたものとなった。
表 2 1 平均クラウン 板厚精度 エッジドロップ量 絞り回数
E 2 5 〃 m ) 1 σ ( /zm ) ( Aim ) (回) 発明圧延機 3 5 ± 4 6 2 6 7 従来圧延機 5 0 土 6 0 3 9 1 2
産業上の利用可能性
この発明によれば、 所望板クラウンおよびエッジ ドロップを そなえる、 目標とする板形状になる圧延板を高い精度で得るこ とができ、 次工程での歩留りを向上させることができるととも に、 常に安定した圧延を行うことができる。 さらに、 中間ロー ルおよびワークロールの長寿命化も可能となる。