Polyolefin-Mehrschichtfolie, ein Verfahren zur Herstellung dieser Folie sowie ihre Verwendung
Die Erfindung betrifft eine Polyolefin-Mehrschichtfolie mit definierten Schrumpfeigenschaften aus mindestens drei Schichten, enthaltend entweder a) eine als Basisschicht fungierende Kernschicht A aus mindestens einem Polyolefin und zwei beidseitigen Deckschichten B und C, die gleich oder verschieden sind, aus mindestens einem amorphen Polyolefin mit einer Tg von 35 bis 180°C oder b) eine Kemschicht A aus mindestens einem amorphen Polyolefin mit einer Tg von 35 bis 180°C und zwei Deckschichten B und C, die gleich oder verschieden sind, aus mindestens einem Polyolefin. Die Polyolefinschichten in a) und b) können auch zusätzlich mindestens ein amorphes Polyolefin enthalten. Auch kann eine der Deckschichten B und C in a) zusätzlich mit mindestens einem Polyolefin gemischt sein. Die Erfindung betrifft ferner ein Verfahren zur. Herstellung dieser Folie sowie ihre Verwendung.
Schrumpffolien aus verschiedenen Polymeren werden oft als Rundum - Etiketten, auch „Sleeves" genannt, für Kunststoff- oder Glasbehälter verwendet, da sie einfach aufzubringen sind und nach Gebrauch der Behälter entweder mit diesem verworfen, getrennt oder gemeinsam wiederaufbereitet, d.h. recycliert werden.
Die Schrumpfeigenschaften der eingesetzten Polymere sind von vielen Faktoren abhängig. So kann beispielsweise das Schrumpfverhalten von Polymeren, z.B. die Längenänderung orientierter Folien - bei „Sleeves" bevorzugt monoaxial -, als Funktion von Vordehnung im Elastizitätsbereich, Temperatur oder Zeit ausgedrückt werden, hervorgerufen durch die Dehnung und die Temperaturabhängigkeit des Elastizitätsmoduls im Glasübergangsbereich. Maßgebend hierbei ist die Glasübergangstemperatur (Tg) der meist in Mischung verwendeten Polymere. Das Auftreten einer einzelnen Glasübergangstemperatur wird als Maß für Mischbarkeit homogen mischbarer Polymere angesehen, während bei Unmischbarkeit zwei Glasübergangstemperaturen beobachtet werden, die denen der Ausgangsstoffe entsprechen.
Für teilweise mischbare Polymere werden zwei Glasübergangstemperaturen beobachtet, die von denen der Ausgangsstoffe leicht abweichen.
Wichtig ist auch der Einfluß der natürlichen Schrumpfung, da viele der einsetzbaren Polymere eine Tg unterhalb von 0°C besitzen und es somit zu einer Störung bei der Anwendung kommen kann. Hierbei ist besonders auf die Lagerbedingungen der zu verarbeitenden Polymere zu achten. Durch ungleichmäßigen Schrumpf kann z.B. auch die Transparenz der Etiketten beeinträchtigt werden. Bei einer eventuellen Wiedergewinnung, d.h. Recyclierung der Polymere muß auch das spezifische Gewicht sowohl des Substrats, d.h. des Behältnisses, als auch des Polymers in Betracht gezogen werden, damit einwandfrei eine einfache gravimetrische Trennung durch Flotation oder auch durch Windsichtung erfolgen kann. Zwecks einer späteren getrennten Wiederaufbereitung von Container- und „Sleeve"-Material muß letzteres zusätzlich noch mit dem Verschlußmaterial (z.B. Schraubkappe) mischbar sein, da es im Recyclierungsprozeß gemeinsam mit diesem anfällt. Die temperaturabhängige Schrumpfkurve ist ein Maß für die Verarbeitbarkeit der eingesetzten Folien. Bei einem steilen Abfall der Schrumpfkurve können Folien nur unzureichend auf ungleichmäßig geformte Substrate aufgeschrumpft werden, d.h. es können Falten entstehen oder der Folienschlauch paßt sich nur unzureichend an wechselnde Durchmesser des Containers an. Daher bestand seit langem die Bestrebung einen Weg zu finden, um die Temperaturabhängigkeit des Elastizitätsmoduls im Glasübergangsbereich und des Schrumpfes unter gleichzeitiger Wahrung der Transparenz zu beeinflussen, wobei gleichzeitig eine niedrige Rückschrumpfkraft der „Sleeve"-Folie auftreten soll.
Bekannt ist eine schrumpfbare 3-Schicht-FoIie, aufgebaut aus einem Polyolefin niederer Dichte (LDPE, LLDPE) als Kernschicht und einer Mischung eines amorphen Cycloolefinpolymers mit einem teilkristallinen Polyolefin hoher Dichte (HDPE), LDPE oder LLDPE als Deckschichten. Eine solche Folie kann auch aus einer Mischung eines Cycloolefincopolymers mit einem kristallinen Polyolefin als Kernschicht und einem Polyolefin niederer Dichte als Deckschichten aufgebaut sein (JP 2000 - 202951 A2). Der Schrumpf einer solchen Folie bei 80°C wird mit 20 % oder mehr angegeben. In den Beispielen wird ein Schrumpf bis 36 % genannt. Hinweise auf den Rückschrumpf bei
anderen Temperaturen, die Höhe des gesamt erzielbaren Rückschrumpfes und eine Möglichkeit des Einsteilens eines gewünschten Schrumpfkurvenverlaufes können der Schrift nicht entnommen werden.
Aufgabe der vorliegenden Erfindung ist, die Nachteile des Standes der Technik zu vermeiden.
Gegenstand der Erfindung ist eine Polyolefin-Mehrschichtfolie aus mindestens drei Schichten, enthaltend entweder a) eine als Basisschicht fungierende Kernschicht A aus mindestens einem Polyolefin und zwei beidseitigen Deckschichten B und C, die gleich oder verschieden sind, aus mindestens einem amorphen Polyolefin mit einer Tg von 35 bis 180°C oder b) eine Kernschicht A aus mindestens einem amorphen Polyolefin mit einer Tg von 35 bis 180°C und zwei Deckschichten B und C, die gleich oder verschieden sind, aus mindestens einem Polyolefin. Die Polyolefinschichten in a) und b) können auch zusätzlich mindestens ein amorphes Polyolefin enthalten. Auch kann eine der Deckschichten B und C in a) zusätzlich mit mindestens einem Polyolefin gemischt sein. Die Erfindung betrifft ferner ein Verfahren zur Herstellung dieser Folie sowie ihre Verwendung, wodurch eine neue, deutlich verbesserte Generation von „Sleeve"-Folien geschaffen wird.
COC als Polyolefin mit amorphen Charakter behält diese Eigenschaft in jeder Verarbeitungsstufe bei, z.B. beim Schmelzen, Plastizifieren, als Folie, beim Verstrecken, und nimmt deshalb nicht - wie teilkristalline Materialien, z.B. Polypropylen oder Polyester - durch Streckung in seiner Kristallinität zu. Es erfährt damit keine Änderung hinsichtlich seiner Schrumpfkraft und -geschwindigkeit. COC bleibt beim Rückschrumpf in der Nichtschrumpfrichtung stabil, d.h. im Gegensatz zu anderen Materialien tritt im allgemeinen keine Längung oder auch Verkürzung quer zur Schrumpfrichtung ein.
Durch eine Kombination von verschiedenen Polymeren in einem Verbund gemäß der Erfindung, der durch Coextrusion, Extrusionsbeschichtung oder Laminierung erreicht wird, werden die Eigenschaftsprofile der verschiedenen polymeren Werkstoffe positiv miteinander vereinigt. Die additiven Folienlagen gewährleisten einen gewünschten
Rückschrumpf in einem großen Temperaturbereich, z.B. von 35 bis 180°C, die Einstellung eines Rückschrumpfes -je nach dem Typ und dem Anteil an dem amorphen Polyolefin - von 15 bis 90 % und eine Möglichkeit des variablen Einsteilens eines gewünschten Schrumpfkurvenverlaufes, wobei dieser auf einen steilen oder flachen Verlauf gerichtet werden kann. Im vorliegenden Fall können die Einflüsse von mehreren miteinander - homogen oder inhomogen - vermischten Polymeren dazu genutzt werden, um den Tg-Punkt des einzelnen Materials vorteilhaft in einen Tg-Bereich zu verwandeln. Damit kann gezielt eine Schrumpfkurve den Anforderungen der Anwendung wie Steifigkeit, Schrumpfwert, Schrumpftemperatur und Schrumpfkraft angepaßt werden. Die Zumischung eines Polyolefins zu einem amorphen Polyolefin bewirkt ferner eine Beeinflussung der Eigenschaften des Folienverbundes, z.B. der Fettbeständigkeit und der Flexibilität, und erhöht somit die Durchstoßfestigkeit des Verbundes, und zwar bei gleichzeitig hoher Transparenz und guter Thermoformbarkeit. Zu den Eigenschaften der Folie gemäß der Erfindung gehört auch eine ausreichende Steifigkeit, um bei der angestrebten Verwendung der Folie als „Sleeves" leicht über das dabei eingesetzte Behältnis geführt zu werden.
Es werden aber nicht nur die physikalischen und chemischen Eigenschaften verbessert, sondern es ist auch möglich, eine Reduktion der additiven Dicke des gesamten Folienaufbaues zu erzielen, um bei gegebenen Eigenschaftsprofilen eine deutliche Reduktion der Schichtdicke und damit eine Kostenersparnis, z.B. gegenüber einer Monofolie, herbeizuführen.
Die verwendeten amorphen Polyolefine werden entweder als Einzelkomponenten, - d.h. sie besitzen einen einheitlichen Glasübergangspunkt Tg - oder als Blends mit unterschiedlichen Tg's eingesetzt. Der Einfluß der Zugabe eines Polyolefins zu den amorphen Polyolefinen ist bereits vorstehend angeführt. Der Anteil des amorphen Polyolefins in der jeweiligen Schicht liegt im Bereich von 20 bis 100 %, vorzugsweise 60 bis 95 %, insbesondere 70 bis 90 %.
Die Mehrschichtfolie gemäß der Erfindung weist im allgemeinen nach der Verstreckung eine Stärke von 20 bis 80 μm, vorzugsweise 40 bis70 μm auf. Dabei betragen die
Schichtdicken der die amorphen Polyolefine enthaltenen Schichten 20 bis 70 % des gesamten Aufbaus.
Das in der Folie gemäß der Erfindung enthaltene amorphe Polyolefin ist vorzugsweise ein amorphes Cycloolefinpolymer.
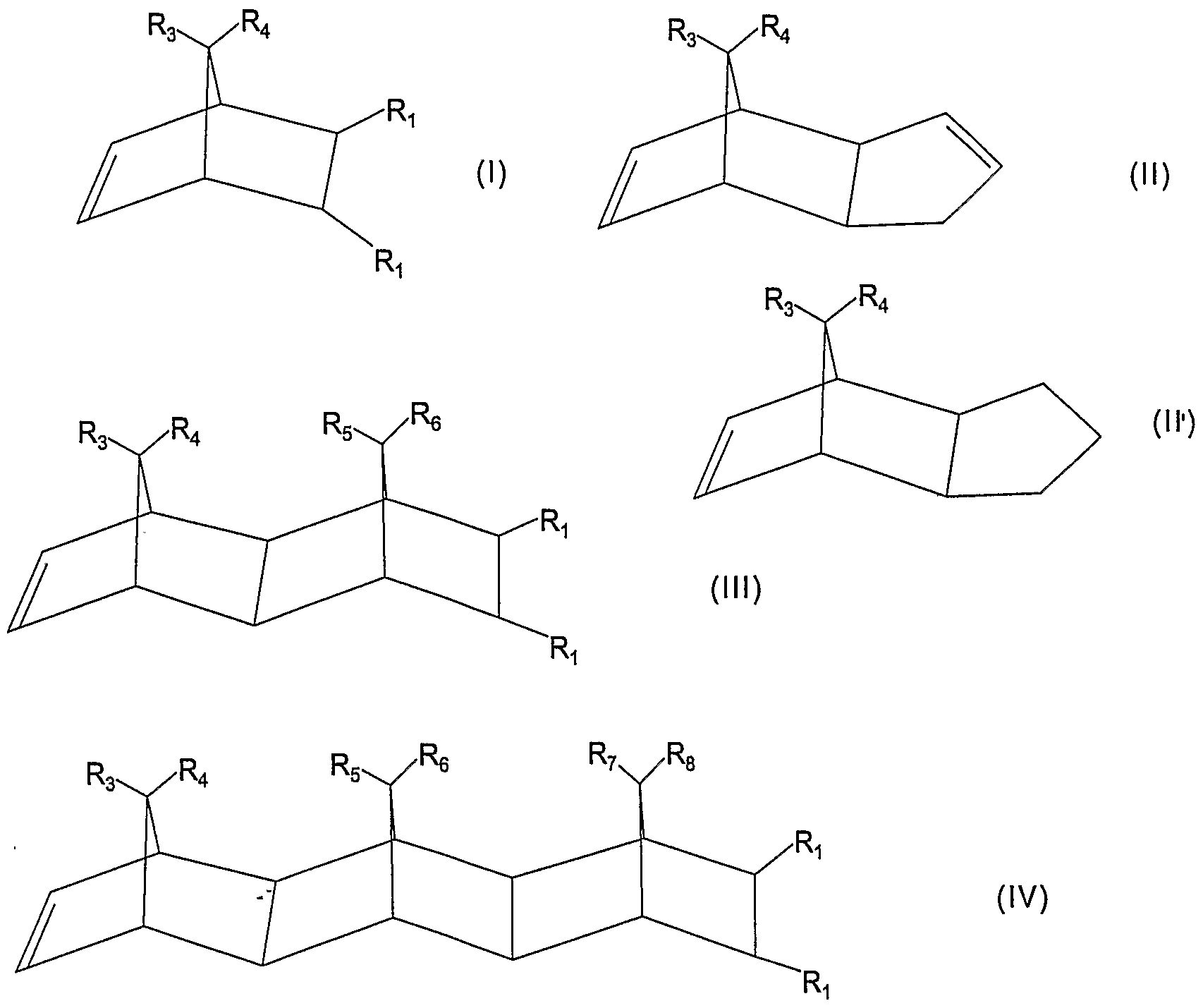
Das Cycloolefinpolymer enthält im allgemeinen 0,1 Gew.-% bis 100,0 Gew.-%, vorzugsweise 0,1 Gew.-% bis 99,9 Gew.-%, bezogen auf die Gesamtmasse des Cycloolefincopolymers, polymerisierte Einheiten, welche sich ableiten von mindestens einem polycyclischen Olefin der Formeln I, II, II', III, IV, V oder VI
worin R
1, R
2, R
3, R
4, R
5, R
6, R
7 und R
8 gleich oder verschieden sind und ein Wasserstoffatom oder einen Cι-C
2o-Kohlenwasserstoffrest, wie einen linearen oder verzweigten C-i-Cs-Alkylrest, C
6-C
8-Arylrest, C
7-C
2o-Alkylenarylrest, einen cyclischen oder acyclischen C
2-C
2o-Alkenylrest bedeuten, oder einen gesättigten, ungesättigten oder aromatischen Ring bilden, wobei gleiche Reste R
1 bis R
8 in den verschiedenen Formeln I bis VI eine unterschiedliche Bedeutung haben können, worin n Werte von 0 bis 5 annehmen kann, und 0 bis 99,9 Gew.-%, vorzugsweise 0,1 bis 99,9 Gew.-%, bezogen auf die Gesamtmasse des Cycloolefincopolymers, polymerisierte Einheiten, welche sich ableiten von einem oder mehreren acyclischen Olefinen der Formel VII
9 11
10 κC=C. \ 12 m
R ..
worin R9, R10, R11 und R12 gleich oder verschieden sind und ein Wasserstoffatom, einen linearen, verzweigten, gesättigten oder ungesättigten Cι-C2(rKohlenwasserstoffrestwie einen Cι-C8-Alkylrest oder einen C6-Cι8-Arylrest bedeuten.
Außerdem können die verwendeten Cycloolefincopolymere 0 bis 45 Gew.-%, bezogen auf die Gesamtmasse des Cycloolefincopolymers, polymerisierte Einheiten enthalten, welche sich ableiten von einem oder mehreren monocyclischen Olefinen der Formel VIII
HC ;CH (VIII)
(CH2) m
worin m eine Zahl von 2 bis 10 ist.
Bei den cyclischen Olefinen sind ebenfalls Derivate dieser cyclischen Olefine mit polaren Gruppen, wie Halogen-, Hydroxyl-, Ester-, Alkoxy-, Carboxy-, Cyano-, Amido-, Imido- oder Silylgruppen, eingeschlossen.
Bevorzugt im Sinne der Erfindung sind Cycloolefincopolymere, die polymerisierte Einheiten enthalten, welche sich ableiten von polycyclischen Olefinen der Formeln I oder III, und polymerisierte Einheiten, welche sich ableiten von acyclischen Olefinen der Formel VII, insbesondere Olefine mit Norbornengrundstruktur wie Norbomen und Tetracyclododecen und gegebenenfalls Vinylnorbornen oder Norbornadien.
Bevorzugt sind auch Cycloolefincopolymere mit polymerisierten Einheiten, abgeleitet von acyclischen Olefinen mit endständigen Doppelbindungen wie α-Olefine mit 2 bis 20 C-Atomen, insbesondere Ethylen oder Propylen, beispielsweise Ethylen/Norbomen- und Ethylen/Tetracyclododecen-Copolymere.
Als Terpolymere sind bevorzugt Ethylen/Norbomen/Vinylnorbonen-, Ethylen/ Norbomen/Norbomadien-, Ethylen/Tetracyclododecen Vinylnorbomen-, Ethylen/Tetracyclododecen/Vinyltetracyclododecen-oder Ethylen/Norbomen/ Dicyclopentadien-Terpolymere.
Ganz besonders vorteilhaft ist als amorphes Polyolefin ein Copolymer aus Ethylen und Norbomen einsetzbar.
Der Anteil der polymerisierten Einheiten, die sich ableiten von einem Polyen, bevorzugt Vinylnorbornen oder Norbornadien, liegt im allgemeinen bei 0,1 bis 50,0 mol-%, vorzugsweise bei 0,1 bis 20,0 mol-%, der Anteil des acyclischen Monoolefins der Formel VII beträgt im allgemeinen 0 bis 99,9 mol-%, vorzugsweise 5,0 bis 80,0 mol-%, bezogen auf die Gesamtzusammensetzung des Cycloolefinpolymers. In den beschriebenen Terpolymeren liegt der Anteil des polycyclischen Monoolefins bei 0,1 bis 99,9 mol-%, vorzugsweise 3,0 bis 75,0 mol-%, bezogen auf die Gesamtzusammensetzung des Cycloolefinpolymers.
Die Folien gemäß der Erfindung sind im allgemeinen transparent. Sie können aber auch durch Zugabe von Polymeren, die mit dem amorphen Polyolefin keine homogene Mischung bilden oder Pigmenten, als opake, oder von löslichen Farbstoffen als gefärbte Folien hergestellt werden.
Der Einsatz des amorphen Polymers verbessert nicht nur die Siegelfähigkeit und den Schlupf der Folie, sondern erhöht auch die Farbhaftung bei Beschriftung oder Bedruckung, wenn es in den Deckschichten eingesetzt wird.
Abmischungen der genannten Polymere mit typischen Kunststoffadditiven wie Antioxidantien, Metalldesaktivatoren, Lichtschutzmitteln, Weichmachern, Gleitmitteln, Verarbeitungshilfsmitteln, Antistatika, optischen Aufhellern, Biostabilisatoren, Brandschutzmittel, sowie Füll- und Verstärkungsmittel (siehe auch Gächter, Müller, Plastics Additive Handbook, 4th edition, 1993, München, Hanser) sind ebenfalls geeignet.
Die Cycloolefincopolymere können in bekannter Weise hergestellt werden bei Temperaturen von -78 bis 200 °C und einem Druck von 0,01 bis 200 bar, in Gegenwart eines oder mehrerer Katalysatorsysteme, die mindestens eine Übergangsmetallverbindung und gegebenenfalls einen Cokatalysator und gegebenenfalls ein Trägermaterial enthalten. Als Übergangsmetallverbindungen eignen sich Metallocene, insbesondere stereorigide Metallocene. Beispiele für Katalysatorsysteme, die für die Herstellung der Cycloolefincopolymere geeignet sind, sind z.B. beschrieben in US-A-5,008,356, EP-A-0407870, EP-A-0485893 und EP-A-0 503 422, worauf Bezug genommen wird.
Die Herstellung der Cycloolefincopolymere kann auch auf anderen, nachfolgend kurz skizzierten Wegen erfolgen : Katalysatorsysteme, basierend auf Mischkatalysatoren aus Titansalzen und Aluminiumorganylen, werden in DD-A-109 224 und DD-A-237 070 beschrieben. EP-A-0 156 464 beschreibt die Herstellung mit Katalysatoren auf Vanadiumbasis.
Die Cycloolefincopolymere können auch durch ringöffnende Polymerisation mindestens eines der Monomere mit den Formeln I bis VI und anschließender Hydrierung der erhaltenen Produkte erhalten werden.
Die Polymerisation kann auch mehrstufig erfolgen, wobei auch Blockcopolymere entstehen können (DE-A-42 05 416).
Unter amorphen Polyolefinen werden solche Polyolefine verstanden, welche trotz einer regellosen Anordnung der Molekülketten bei Raumtemperatur Feststoffe sind. Sie sind im wesentlichen nicht kristallin, und ihr Kristallinitätsgrad liegt im allgemeinen unter 5 %, vorzugsweise unter 2 %, oder beträgt 0 %, bestimmt durch Röntgend iffraktometrie. Die Wärmeformbeständigkeiten der Cycloolefincopolymere lassen sich in einem weiten Bereich einstellen. Als Anhaltspunkt für die Wärmeformbeständigkeit, wie sie nach ISO 75 Teil 1 und Teil 2 an Spritzgußformkörpern bestimmt werden kann, läßt sich für Cycloolefincopolymere die Glasübergangstemperatur heranziehen, gemessen nach DIN EN ISO 11357-1 mit Hilfe einer DSC. Die beschriebenen Cycloolefincopolymere weisen Glasübergangstemperaturen im Bereich von 35 bis 180 °C auf, vorzugsweise von 50 bis 170 °C, insbesondere von 55 bis 140 °C.
Die mittlere Molmasse der Cycloolefincopolymere läßt sich durch Wasserstoff- Dosierung, Variation der Katalysatorkonzentration oder Variation der Temperatur in bekannter Weise steuern. Die in den Folien enthaltenen Cycloolefincopolymere weisen mittlere Molmassen Mw im Bereich von 500 bis 2.000.000 g/mol auf, vorzugsweise von 1.000 bis 1.000.000 g/mol, insbesondere von 3.000 bis 500.000 g/mol. Diese mit Hilfe der Gelpermeationschromatographie (GPC) \n Chloroform bei 35°C mit Hilfe eines Rl Detektors bestimmten Molmassen sind relativ und beziehen sich auf eine Eichung mit engverteilten Polystyrolstandards.
Die beschriebenen Cycloolefincopolymere besitzen gemäß DIN 53 728 Viskositätszahlen von 5 bis 5.000 ml/g, vorzugsweise von 5 bis 2.000 ml/g und insbesondere von 5 bis 1.000 ml/g.
Die Dichte der Cycloolefincopolymere, die in der vorliegenden Erfindung eingesetzt werden, liegt üblicherweise im Bereich von 0,9 bis 1 ,1 g/cm3, vorzugsweise 0,9 bis 1 ,05 g/cm3. Die Dichte der daraus hergestellten Mehrschichtfolie weist im allgemeinen einen Wert von <1 ,0 g/cm3, vorzugsweise ≤ 0,98 g/cm3 auf. Dadurch ist es möglich, eine als Schrumpffolie verwendete Folie gemäß der Erfindung in bekannter Weise, z.B. durch Flotation oder Windsichtung, von einem als Träger (z.B. Container) fungierenden Substrat, beispielsweise PET, zu trennen, d.h. beide Materialien zu recyclieren. Materialien wie Polyvinylchlorid, Polystyrol und Polyester, die in der Praxis auch als Schrumpffolien eingesetzt werden, sind nach diesen Verfahren nicht oder nur mit großem Aufwand abtrennbar.
Als Polyolefine, die in der Folie gemäß der Erfindung eingesetzt werden können, sind Polyethylene hoher oder niederer Dichte (HDPE, LDPE, LLDPE), Ethylen-Vinylacetat- Copolymer, lonomer, Polypropylen, Olefin-Copolymere, Plastomere oder Mischungen daraus geeignet. _
Es gibt Ausführungsformen, die zusätzlich zwischen den einzelnen Schichten aufgebrachte, die Haftung verbessernde Schichten aufweisen. Die hierfür eingesetzten Substanzen können mindestens ein oder mehrere Polymere enthalten und sind allgemein bekannt. Auch kann der bei dem Fertigungsprozeß anfallende Folienverschnitt mit allen seinen Komponenten hierfür eingesetzt und somit wiederverwertet werden. Hierdurch läßt sich die Wirtschaftlichkeit deutlich verbessern und eine Umweltbelastung reduzieren.
Die die Haftung verbessernde Schicht kann vorteilhaft in der Schmelze oder aber als Lösung, Suspension oder lösemittelhaltiger Klebstoff aufgebracht werden.
Die Folien gemäß der Erfindung können beispielsweise hergestellt werden durch ein bekanntes Verfahren zur Herstellung einer Kunststoff-Mehrschichtfolie, bei welchem die die Folie bildenden Polymeren und/oder Polymermischungen in einem Extruder komprimiert, erwärmt und anschließend die Schmelze/n durch eine Flachdüse extrudiert werden, die so erhaltene Folie auf einer oder mehreren Walzen abgezogen wird, die
Folie verstreckt und/oder gegebenenfalls thermofixiert und/oder oberflächenbehandelt wird.
Die gegebenenfalls zugesetzten Additive können bereits im Polymer bzw. in der Polymermischung enthalten sein oder via Masterbatch-Technik zugegeben werden.
Eine so erhaltene Flach-Folie wird dann im allgemeinen für die „Sleeve"-Anwendung quer zur Extrusionsrichtung verstreckt, was zu einer Orientierung der Molekülketten führt. Hierbei wird vorzugsweise im Verhältnis 3:1 bis 8:1 auf einem Rahmen - inline oder offline -gearbeitet.
Die Schmelze/n können auch durch eine Ringdüse extrudiert werden, wobei die so erhaltene Folie auf einer Blasfolienanlage unter Einsatz des sogenannten „double bubble"-Prozesses zur Folie verarbeitet und über Walzen flachgelegt wird und die Folie gegebenenfalls thermofixiert und/oder oberflächenbehandelt wird. Bei diesem Prozeß ist es für die „Sleeve"-Herstellung notwendig, die durchzuführende Querverstreckung monoaxial durchzuführen.
Eine monoaxiale Längsstreckung hat bei dem „Sleeve"-Material nur eine untergeordnete Bedeutung. Bei Bedarf kann jedoch eine monoaxiale Längsorientierung, z.B. für Batterieetiketten, mit den gleichen Streckverhältnissen günstig sein. Hierbei wird man diese Streckung zweckmäßigerweise mit Hilfe zweier oder mehrerer entsprechend dem angestrebten Streckverhältnis verschieden schnellaufenden Walzen durchführen.
Durch das Verstrecken werden die Rückschrumpfeigenschaften der Folie eingestellt. Ein Rückschrumpf in der vorher nicht gereckten Richtung tritt nicht ein. Auch erfolgt dort auch keine Längenänderung der Folie.
Es kann anschließend eine Thermofixierung (Wärmebehandlung) durchgeführt werden, wobei die Folie etwa 0,5 bis 10 Sekunden lang bei Temperaturen unter den jeweiligen Tg's, vorzugsweise 10°C darunter, gehalten wird. Anschließend wird die Folie in üblicher Weise mit einer Aufwickeleinrichtung aufgewickelt.
Die Abzugswalze oder -walzen, auf der die extrudierte Folie im Castfolienprozeß abgekühlt und verfestigt wird, wird meist auf einer Temperatur von 20 bis 90°C gehalten.
Die Temperatur, bei der Querstreckung durchgeführt wird, kann variieren. Im allgemeinen wird sie bei 35 bis 150°C, vorzugsweise 80 bis 120°C - angepaßt an die jeweiligen Tg's - durchgeführt.
Gegebenenfalls kann/können eine oder beide Oberfläche/n der Folie nach bekannten Methoden korona- oder flammbehandelt werden.
Durch eine Behandlung der Oberfläche wird diese für eine Beschriftung oder Bedruckung nach allgemein bekannten Methoden vorbereitet.
Die als Flachfolien erhaltenen Folien können ferner in üblicher Weise zu Schläuchen verklebt werden. .
Die Folien gemäß der Erfindung können als Schrumpffolien Verwendung finden, da sie einen Rückschrumpf in einem großen Temperaturbereich, z.B. von 35 bis 180°C, die Einstellung eines Rückschrumpfes -je nach der Schrumpftemperatur, dem Streckfaktor, der Strecktemperatur und dem Anteil an dem amorphen Polyolefin - von 15 bis 90 % und eine Möglichkeit des variablen Einstellens eines gewünschten Schrumpfkurvenverlaufes, wobei dieser auf einen steilen oder flachen Verlauf gerichtet werden kann, gewährleisten. Im allgemeinen wird in der Praxis ein Rückschrumpf bis 70 % angestrebt. Der Schrumpfkurvenverlauf kann insbesondere durch die Verwendung von Blends der verschiedenen amorphen Polyolefine mit verschiedenen Tg's beeinflußt werden, z.B. um das Verarbeitungsfenster zu vergrößern. Ferner kann ihre Schrumpfspannung in einem Bereich von 3 bis 10 N/mm2 eingestellt werden, vorzugsweise von 3,5 bis 8 N/mm2, besonders bevorzugt von 4 bis 6 N/mm2. Durch die hohe Durchstoßfestigkeit des Verbundes bei gleichzeitig hoher Transparenz, guter Thermoformbarkeit und einer hohen Steifigkeit, eignet sich die Folie hervorragend zur Verwendung als Rundumetiketten „Sleeves", die leicht über das dabei eingesetzte Behältnis geführt werden kann.
Beispiele 1 bis 3; Vergleichsbeispiele V1 bis V4
In den folgenden Beispielen 1 bis 3 wurden die folgenden Ausgangsmaterialien eingesetzt:
1. Ethylen-Norbomen Copolymer mit einer Glasübergangstemperatur Tg von 80 °C und einer Viskositätszahl (VZ) von 80 ml/g (Handelsname ©Topas 8007, Ticona GmbH, Frankfurt a. M.).
2. Ethylen-Norbomen Copolymer mit einer Glasübergangsemperatur Tg von 140 °C und einer VZ von 60 ml/g (Handelsname ©Topas 6013, Ticona GmbH, Frankfurt a. M).
3. Polypropylen (Handelsname ©Profax SR 727, Basell GmbH, Wesseling)
4. Polyethylen (Handelsname ©Lupolex 18QFA, Basell GmbH)
5. Polyvinylchlorid (Handelsname ©Genotherm GZ 48, Klöckner Pentaplast, Montabaur)
Aus den genannten Materialen wurden gemäß den in Tabelle 1 angeführten Beispielen Folien durch Coextrusion bzw. Extrusion in den angegeben Stärken hergestellt und mit dem Faktor 6 bei den angegebenen Temperaturen gestreckt. Anschließend wurde die Längenänderung dieser verstreckten Folien als Funktion der Temperatur bestimmt. Die Werte für die Schrumpfkurven wurden unter zwei verschiedenen Bedingungen ermittelt. Bei den Meßpunkten bis 90 °C genügte eine Lagerung der Folien für 30 Sekunden im Wasserbad. Für die Meßpunkte oberhalb von 90 °C erfolgte die Lagerung ausschließlich für 180 Sekunden im Umlufttrockenschrank auf Sand. Der Wert für den Schrumpf ergibt sich aus der Differenz der Länge vor und nach der Wärmelagerung geteilt durch die Ausgangslänge.
Tabelle 1
X = Gew.-Anteil der COC-Mischungen (8007:6013) : 65 : 35 Die verwendeten Materialien sind zuvor unter 1. bis 5. angeführt.
In der Tabelle 2 sind die Ergebnisse des Schrumpfkurvenverlaufs der einzelnen Beispiele zusammengefaßt:
Tabelle 2
TA = Temperatur bei Schrumpf 10% [°C] TE = Temperatur bei Schrumpf 70% [°C] ΔT = Differenz TE - TA [K]
Der Schrumpfkurvenverlauf ist wichtig, weil damit ein gleichmäßiges Aufschrumpfen der Sleeves möglich ist, ohne daß Störungen, z.B. Faltenbildungen auftreten. ΔT ist ein Maß, dessen Aussage die Steilheit der Schrumpfkurve wiedergibt. Der Wert soll möglichst groß sein, um eine flache Kurve zu erhalten. Ein kleiner ΔT-Wert ergibt somit eine steile Kurve. Damit ist die Möglichkeit gegeben, durch Einsatz geeigneter Ausgangsmaterialien den Verlauf der Kurve zu beeinflussen.
Beispiel 1 zeigt deutlich, daß das Verarbeitungsfenster durch Verwendung von Blends zweier verschiedener COC's beeinflusst wird, d.h. der Wert von ΔT ist hoch. Falls ein steilerer Verlauf der Kurve erwünscht wird, ist es vorteilhaft, Strukturen gemäß der Beispiele 2 und 3 einzusetzen. Hier wird der Rückschrumpf bereits bei etwas niedrigeren Temperaturen erreicht. Aufgrund der Struktur der Folie gemäß Beispiel 2 ergibt sich zudem eine höhere Steifigkeit im Vergleich zu Beispiel 3.
Beispiel 1 zeigt auch gegenüber den Vergleichsbeispielen 3 und 4 einen flacheren Verlauf der Schrumpfkurve. Außerdem ist gegenüber Vergleich 3 aufgrund des Drei- Schichtenaufbaus bei gleichbleibender Folienstärke eine deutliche Reduktion des COC- Anteils gegeben. Die Vergleichsbeispiele 1 und 2 weisen einen steilen Verlauf der Kurve auf.
Beispiele 4 bis 6; Vergleichsbeispiele V5 und V6
In den folgenden Beispielen wurden die folgenden Ausgangsmaterialien eingesetzt:
1. Ethylen-Norbomen Copolymer mit einer Glasübergangstemperatur Tg von 65 °C und einer Viskositätszahl (VZ) von 95 ml/g (Handelsname: ©Topas 9506, Ticona GmbH, Frankfurt a. M.).
2. Ethylen-Norbomen Copolymer mit einer Glastübergangsemperatur Tg von 80 °C und einer VZ von 80 ml/g (Handelsname: ©Topas 8007, Ticona GmbH, Frankfurt a. M).
3. Polypropylen (Handelsname: ©Profax SR 727, Basell GmbH, Wesseling).
4. Polyethylen (Handelsname: ©Lupolex 18QFA, Basell GmbH, Wesseling).
Aus den genannten Materialen wurden gemäß den in Tabelle 3 angeführten Beispielen Folien durch Coextrusion bzw. Extrusion in den angegeben Stärken hergestellt und mit dem Faktor 6 bei den angegebenen Temperaturen gestreckt. Anschließend wurde die Längenänderung dieser gestreckten Folien als Funktion der Temperatur bestimmt. Die Werte für die Schrumpfkurven wurden bei einer Lagerung der Folien für 30 Sekunden im Wasserbad ermittelt. Der Wert für den Schrumpf ergibt sich aus der Differenz der Länge vor und nach der Wärmelagerung geteilt durch die Ausgangslänge.
Die Messung der Schrumpfspannung in [N/mm2] erfolgte bei einer Temperatur von 100 °C im Umlufttrockenschrank.
Tabelle 3
In der nachfolgenden Tabelle 4 sind die Ergebnisse des Schrumpfkurvenverlaufs der einzelnen Beispiele 4 bis 6 und V5 und V6 zusammengefasst:
Tabelle 4
*extrapoliert aus der Kurvensteigung
TA = Temperatur bei Schrumpf 10% [°C] TE = Temperatur bei Schrumpf 70% [°C] ΔT = Differenz TE - TA [K]
In der nachfolgenden Tabelle 5 werden die Werte für die Schrumpfspannung, die an den Folien der Beispiele 4 bis 6 und V5 und V6 im Umluftofen bei einer Temperatur von 100 °C gemessen wurden, zusammengefasst:
Tabelle 5
Die vorstehend dargestellten Messergebnisse zeigen deutlich, wie durch die Wahl der Struktur der Folie (Monofolie oder Mehrschichtfolie) und durch den Einsatz von
Mischungen aus COC und anderen Polyolefinen ein steiler oder flacher Verlauf der Schrumpfkurve (Δ T groß oder klein) gezielt eingestellt werden können und wie weiter die Schrumpfspannung der Folien den jeweiligen Anforderungen in der Praxis optimal angepasst werden kann.