WO2009047097A1 - Druckfarbenzusammensetzungen - Google Patents
Druckfarbenzusammensetzungen Download PDFInfo
- Publication number
- WO2009047097A1 WO2009047097A1 PCT/EP2008/062423 EP2008062423W WO2009047097A1 WO 2009047097 A1 WO2009047097 A1 WO 2009047097A1 EP 2008062423 W EP2008062423 W EP 2008062423W WO 2009047097 A1 WO2009047097 A1 WO 2009047097A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resins
- ketone
- printing ink
- ink compositions
- aldehyde
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/102—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions other than those only involving unsaturated carbon-to-carbon bonds
- C09D11/103—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions other than those only involving unsaturated carbon-to-carbon bonds of aldehydes, e.g. phenol-formaldehyde resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/102—Printing inks based on artificial resins containing macromolecular compounds obtained by reactions other than those only involving unsaturated carbon-to-carbon bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/30—Inkjet printing inks
- C09D11/32—Inkjet printing inks characterised by colouring agents
- C09D11/322—Pigment inks
Definitions
- the invention relates to printing ink compositions comprising at least one binder, a formaldehyde-free, carbonyl-hydrogenated ketone-aldehyde resin based on formaldehyde with low viscosity, very low color number and very high heat and light resistance, a colorant and optionally auxiliaries and additives, a process for their preparation and the use.
- the printing ink compositions are used for printing on different substrates, such.
- films of plastics and / or composites such.
- aluminum-laminated films textiles, fibers, fabric materials, leather, metals, cardboard, paper, cardboard, glass, paper laminates and / or synthetic materials, such as.
- artificial leather, etc. wherein the coating is largely free of formaldehyde.
- Suitable printing ink compositions for all conventional printing methods such.
- B. offset printing, flexographic printing, screen printing, gravure printing, pad printing, ink-jet ink or toner pressure such as offset printing, flexographic printing, screen printing, gravure printing, pad printing, ink-jet ink or toner pressure.
- Printing inks take on decorative functions and are used to inform, to decorate and to be effective in advertising through the visualization of text, ornaments and pictorial representations (see “Römpp Lexikon, Lacke und Druckmaschine, publisher Dr. Ulrich Zorll, Georg Thieme Verlag, Stuttgart, 1998 ").
- ketones or mixtures of ketones and aldehydes can be converted to resinous products in the presence of basic catalysts or acids.
- resins from mixtures of cyclohexanone and methylcyclohexanone (Ullmann, Vol. 12, p. 551).
- the reaction of ketones and aldehydes usually leads to hard resins, which are often used in the paint industry.
- Technically important ketone-aldehyde resins are nowadays mostly produced using formaldehyde.
- Ketone-formaldehyde resins have been known for a long time. Process for the preparation are for. As described in DE 33 24 287, US 2,540,885, US 2,540,886, DE 11 55 909, DD 12 433, DE 13 00 256 and DE 12 56 898.
- ketones and formaldehyde are normally reacted with each other in the presence of bases.
- Ketone-aldehyde resins are used in coating materials z. B. used as film-forming additional components to improve certain properties such as drying rate, gloss, hardness or scratch resistance. Because of their relatively low molecular weight, conventional ketone-aldehyde resins have a low melt and solution viscosity and therefore serve in coating materials and the like. a. as film-forming functional fillers.
- the carbonyl groups of the ketone-aldehyde resins are subject to z. B. irradiation with z. B. sunlight classic degradation reactions such. From the Norrish type I or Il [Laue, Piagens, name and keyword responses, Teubner organizations founded, Stuttgart, 1995].
- the use of unmodified ketone-aldehyde or ketone resins is therefore for high-quality applications such. B. outdoors, in which high resistance properties, in particular to weathering and heat are required, not possible.
- These disadvantages can be improved by hydrogenation of the carbonyl groups.
- the conversion of the carbonyl groups into secondary alcohols by hydrogenation of ketone-aldehyde resins has been practiced for a long time (DE 826 974, DE 870 022, JP 11012338, US 6,222,009).
- Formaldehyde can cause health problems. However, an exact classification is not yet made.
- IARC International Agency for Research on Cancer
- WHO World Health Organization
- Ketone-aldehyde resins have always been used to increase the content of non-volatile constituents in coating materials. Under the pressure of new guidelines such. For example, Council Directive 1999/13 / EC on the limitation of emissions of volatile organic compounds, these characteristics need to be further improved.
- the object of the present invention was to find printing ink compositions for printing on different substrates that are free of free formaldehyde.
- the ink compositions should have a high drying rate, water resistance and scratch resistance and a low solution viscosity at high solids content.
- the films should have a good adhesion to the ground have a low gloss, high color stability and high heat and light resistance.
- the invention relates to printing ink compositions with a content of free formaldehyde below 100 ppm, essentially containing
- R aromatic with 6-14 carbon atoms, (cyclo-) aliphatic with 1-12
- the carbonyl-hydrogenated ketone-aldehyde resins A) essential to the invention are used in amounts of from 5 to 75% by weight, preferably from 5 to 50% by weight.
- component A) are suitable carbonyl-hydrogenated ketone-aldehyde resins based on formaldehyde, having a content of free formaldehyde of less than 3 ppm, which contain substantially the structural elements of formula I.
- R aromatic with 6-14 carbon atoms, (cyclo-) aliphatic with 1-12
- the content of free formaldehyde is below 3 ppm, preferably below 2.5 ppm, particularly preferably below 2.0 ppm,
- the carbonyl number is between 0 and 100 mg KOH / g, preferably between 0 and 50 mg KOH / g, more preferably between 0 and 25 mg KOH / g,
- the hydroxyl number is between 50 and 450 mg KOH / g, preferably between 150 and 400 mg KOH / g, more preferably between 200 and 375 mg KOH / g,
- the Gardner color number (50% in ethyl acetate) is less than 1.5, preferably less than 1.0, more preferably less than 0.75,
- Gardner color number (50% in ethyl acetate) after thermal loading of the resin (24 h, 150 ° C.) is below 2.0, preferably below 1.5, particularly preferably below 1.0,
- the polydispersity (Mw / Mn) of the resins is between 1, 35 and 1, 6, more preferably between 1, 4 and 1, 58,
- the solution viscosity, 40% in phenoxyethanol is between 5000 and 12000 rnPa-s, more preferably between 6000 and 10000 rnPa-s,
- the melting point / range is between 50 and 150 ° C, preferably between 75 and 140 ° C, more preferably between 100 and 130 ° C, and
- Formaldehyde-free means that the carbonyl-hydrogenated ketone-aldehyde resins essential to the invention have a content of free formaldehyde below 3 ppm, preferably below 2.5 ppm, particularly preferably below 2.0 ppm.
- the carbonyl number of the carbonyl-hydrogenated ketone-aldehyde resins essential to the invention is between 0 and 100 mg KOH / g, preferably between 0 and 50 mg KOH / g, more preferably between 0 and 25 mg KOH / g, so that the Gardner color number (50% in ethyl acetate ) of the carbonyl-hydrogenated ketone-aldehyde resins essential to the invention is less than 1.5, preferably less than 1.0, more preferably less than 0.75, and the color number according to Gardner (50% in ethyl acetate) after thermal exposure (24 h, 150 ° C.) below 2, 0, preferably less than 1, 5, more preferably less than 1, 0.
- the solution viscosity of the carbonyl-hydrogenated ketone-aldehyde resins essential to the invention is 40% in phenoxyethanol, between 5000 and 12000 rnPa-s, more preferably between 6000 and 1000o mPa-S.
- the carbonyl-hydrogenated ketone-aldehyde resins essential to the invention have low polydispersities (Mw / Mn) between 1.35 and 1.6, more preferably between 1.4 and 1.58.
- Mw / Mn polydispersities between 1.35 and 1.6, more preferably between 1.4 and 1.58.
- the highest possible melting range of the invention essential carbonyl-hydrogenated ketone-aldehyde resins is desirable so that z. B. the drying rate of the coating materials and the hardness of the coatings are as high as possible.
- a high melting point / range can firstly be obtained via a high molecular weight (sum of k + I + m in formula I). However, the higher the molecular weight, the higher the solution viscosity. Therefore, it has been desired to raise the melting point / range without increasing the molecular weight. This could be achieved, in which k always predominates in formula I and is preferably chosen as high as possible.
- the value of k is from 2 to 15, preferably from 3 to 12, particularly preferably from 4 to 12.
- the carbonyl-hydrogenated ketone-aldehyde resins essential to the invention have melting point ranges between 50 and 150.degree. C., preferably between 75 and 140.degree. C., particularly preferably between 100 and 130.degree C.
- a high k according to formula I also has a positive effect on the solubility of the invention essential carbonyl-hydrogenated ketone-aldehyde resins in polar solvents such.
- polar solvents such as alcohols, which is especially important in printing inks, as often alcohols such.
- k is chosen such that k is greater than m and that the hydroxyl number is between 50 and 450 mg KOH / g, preferably between 150 and 400 mg KOH / g, more preferably between 200 and 375 mg KOH / g.
- solubility properties can be adjusted by the ratio of k, I and m.
- the ratio of k, I and m must be chosen so that other properties such. B. the water resistance can not be adversely affected.
- Suitable ketones for the preparation of the carbonyl-hydrogenated ketone-aldehyde resins A) based on formaldehyde are all ketones, in particular all ⁇ -methyl ketones which have no possibility of reacting in the ⁇ '-position to the carbonyl group or have only a low reactivity in the ⁇ '-position, such as As acetophenone, derivatives of acetophenone such. As hydroxyacetophenone, alkyl-substituted acetophenone derivatives having 1 to 8 carbon atoms on the phenyl ring, methoxyacetophenone, 3,3-dimethylbutanone, methyl isobutyl ketone but also propiophenone alone or in mixtures. These ketones, in particular the ⁇ -methyl ketones, are contained in the resins of the invention from 70 to 100 mol%, based on the ketone component.
- CH-acidic ketones can be used in a subordinate scale in mixture with the abovementioned ketones up to 30 mol%, preferably up to 15 mol% based on the ketone component, such as. Acetone, methyl ethyl ketone, heptanone-2, pentanone-3, cyclopentanone, cyclododecanone, mixtures of 2,2,4- and 2,4,4-trimethylcyclopentanone, cycloheptanone and cyclooctanone, cyclohexanone and all alkyl-substituted cyclohexanones having one or more alkyl radicals, having a total of 1 to 8 carbon atoms, individually or in mixture.
- the abovementioned ketones up to 30 mol%, preferably up to 15 mol% based on the ketone component, such as. Acetone, methyl ethyl ketone, heptanone-2, pentanone-3, cyclopen
- alkyl-substituted cyclohexanones there may be mentioned 4-tert.-amylcyclohexanone, 2-sec.-butylcyclohexanone, 2-tert.-butylcyclohexanone, 4-tert.-butylcyclohexanone, 2-methylcyclohexanone and 3,3,5-trimethylcyclohexanone.
- aldehyde In addition to formaldehyde are suitable as additional aldehyde components of the carbonyl-hydrogenated ketone-aldehyde resins based on formaldehyde, in principle, unbranched or branched aldehydes, such as. As acetaldehyde, n-butyraldehyde and / or iso-butyraldehyde, valeric aldehyde and dodecanal. In general, all the aldehydes mentioned in the literature as suitable for ketone resin syntheses can be used. Preferably, however, formaldehyde is used alone.
- the further aldehydes can be used in proportions between 0 and 75 mol%, preferably 0 and 50 mol%, particularly preferably between 0 and 25 mol%, based on the aldehyde component.
- Aromatic aldehydes such as. As benzaldehyde, may be included in a mixture with formaldehyde up to 10 mol% also.
- the required formaldehyde is usually used as about 20 to 40 wt .-% aqueous or alcoholic (eg, methanol or butanol) solution.
- Other forms of formaldehyde are formaldehyde donating compounds such. For example, para-formaldehyde and / or trioxane.
- Acetophenone, 3,3-dimethylbutanone and methyl isobutyl ketone and, if appropriate, CH-acidic ketones selected from cyclohexanone, methyl ethyl ketone, 2-tert-butylcyclohexanone, 4-tert-butylcyclohexanone and 3,3 are very particularly preferred starting compounds for the carbonyl-hydrogenated resins , 5-trimethylcyclohexanone used alone or in mixture and formaldehyde. It is also possible to use mixtures of different ketone-aldehyde resins.
- the molar ratio between the ketone and the aldehyde component is between 1: 0.25 to 1 to 15, preferably between 1: 0.9 to 1: 5 and more preferably between 1: 0.95 to 1: 4.
- the respective ketone or a mixture of different ketones with formaldehyde or a mixture of Formaldehyde and additional aldehydes in the presence of at least one basic catalyst reacted.
- formaldehyde as an aqueous solution and ketones whose water solubility is limited
- water-soluble organic solvents can be used advantageously.
- the reaction conversion is then faster and more complete.
- at least one phase transfer catalyst can additionally be used, whereby z. B. is possible to reduce the amount of alkali compound.
- the aqueous phase is separated from the resin phase.
- the reaction for producing the base resins of ketone and aldehyde can be carried out by using an auxiliary solvent.
- auxiliary solvent As suitable, alcohols such. As methanol or ethanol proved. It is also possible to use water-soluble ketones as auxiliary solvents, which then react with the resin.
- the basic catalyst used For purification of the base resins I. the basic catalyst used must be removed. This can be done easily by washing with water using acids for neutralization. In general, for neutralization all acids such. As all organic and / or inorganic acids suitable. Preferred are organic acids having 1 to 6 carbon atoms, more preferably organic acids having 1 to 4 carbon atoms. In the polycondensation mixture for preparing the base resins from ketone and aldehyde, phase transfer catalysts may optionally be additionally used.
- phase transfer catalyst 0.01 to 15% by weight, based on the ketone, of a phase transfer catalyst of the general formula (II)
- X a nitrogen or phosphorus atom
- Ri, R2, R3, R 4 may be the same or different and are an alkyl radical having 1 to 22 carbon atoms in the carbon chain and / or a phenyl and / or benzyl and
- Y the anion of an organic acid or a hydroxide ion.
- alkyl radicals (Ri -4 ) having 1 to 22 C atoms, in particular those having 1 to 12 C atoms, in the carbon chain and / or phenyl and / or benzyl radicals and / or mixtures of both are preferred.
- anions such strong (on) organic acids such. , Cl “, Br” J ", and also hydroxides, methoxide or acetates.
- quaternary ammonium salts are cetyldimethylbenzylammonium, tributylbenzyl, trimethylbenzylammonium, Trimethylbenzylammoniumjodid, triethylbenzylammonium or Thethylbenzylammoniumjodid, tetramethylammonium chloride, tetraethylammonium chloride, tetrabutylammonium Chloride.
- Benzyltributylammonium chloride, cetyldimethylbenzylammonium chloride and / or triethylbenzylammonium chloride is preferably used.
- alkyl radicals having 1 to 22 C atoms and / or phenyl radicals and / or benzyl radicals are preferred for R 1-4 .
- anions such strong (on) organic acids such. B. Cl “ , Br “ , J " but also hydroxides, methoxides or acetates in question.
- phase transfer catalyst is used in amounts of from 0.01 to 15, preferably from 0.1 to 10.0, and in particular in amounts of from 0.1 to 5.0% by weight, based on the ketone used, in the polycondensation mixture used.
- the carbonyl group-containing base resin I. is first prepared.
- 10 mol of ketone in a 50 to 90% strength methanolic solution, 0 to 5% by mass of a phase transfer catalyst and 1 to 5 mol of an aqueous formaldehyde solution are introduced and homogenized with stirring.
- the stirrer is stopped after further 0.5 to 5 h stirring at reflux temperature.
- aqueous formaldehyde solution may be added.
- the aqueous phase is separated from the resin phase.
- the crude product is washed with water using an organic acid until a melt sample of the resin appears clear. Then, the resin is dried by distillation.
- the resins of ketone and aldehyde are hydrogenated in the presence of a catalyst with hydrogen.
- the carbonyl groups of the ketone-aldehyde resin are converted into a secondary hydroxy group.
- a part of the hydroxy groups can be split off, so that methylene groups result.
- the reaction conditions are chosen so that the proportion of unreduced carbonyl groups is low. For illustrative purposes, the following simplified scheme is used:
- catalysts in principle all compounds can be used which catalyze the hydrogenation of carbonyl groups and the hydrogenation of free formaldehyde to methanol with hydrogen. It is possible to use homogeneous or heterogeneous catalysts; heterogeneous catalysts are particularly preferred.
- metal catalysts selected from nickel, copper, copper-chromium, palladium, platinum, ruthenium and rhodium alone or in mixture have been suitable proven, particularly preferred are nickel, copper-chromium and ruthenium catalysts.
- the catalysts may additionally contain doping metals or other modifiers.
- Typical dopants are z. B. Mo, Fe, Ag, Cr, Ni, V, Ga, In, Bi, Ti, Zr and Mn and the rare earths.
- Typical modifiers are for.
- those with which the acid-base properties of the catalysts can be influenced such.
- the catalysts may be in the form of powders or moldings, such as. As extrudates or pressed powders are used. Full contacts, Raney type catalysts or supported catalysts can be used. Preference is given to Raney type and supported catalysts.
- Suitable carrier materials are, for.
- the active metal can be applied in a manner known to those skilled in the carrier material, such as. B. by impregnation, spraying or precipitation.
- known in the art preparation steps are necessary, such.
- other auxiliaries such.
- the catalytic hydrogenation may be carried out in the melt, in solution of a suitable solvent or the hydrogenation product itself as a "solvent.”
- the optional solvent may, if desired, be separated after completion of the reaction after the solvent used, additional purification steps may be necessary for the complete or partial removal of by-products or by-products, such as, for example, methanol and water Suitable solvents are those in which both the starting material and the product dissolve in sufficient quantity, and under the chosen hydrogenation conditions inert behavior. These are z.
- alcohols preferably n- and i-butanol, cyclic ethers, preferably tetrahydrofuran and dioxane, alkyl ethers, aromatics, such as. B.
- XyIoI and esters such as. For example, ethyl and butyl acetate. There are also mixtures of these solvents possible.
- concentration of the resin in the solvent can be varied between 1 and 99%, preferably between 10 and 50%.
- the total pressure in the reactor is between 50 and 350 bar, preferably 100 to 300 bar.
- the optimum hydrogenation temperature depends on the hydrogenation catalyst used. Thus, for rhodium catalysts already temperatures of 40 to 75 ° C, preferably from 40 to 60 ° C is sufficient, whereas with Cu or Cu / Cr catalysts higher temperatures are necessary, which are typically between 100 and 140 ° C.
- the hydrogenation to the resins according to the invention can be carried out in discontinuous or continuous mode. It is also possible to use a semi-continuous procedure in which resin and / or solvent is fed in continuously in a batch reactor, and / or continuously one or more reaction products and / or solvents are removed.
- the catalyst loading is 0.05 to 4 t of resin per cubic meter of catalyst per hour, preferably 0.1 to 2 t of resin per cubic meter of catalyst per hour.
- process step II For the hydrogenation (process step II) of the produced carbonyl group-containing resin I is carried out in continuous fixed bed reactors.
- Particularly suitable for the preparation of the resins according to the invention are shaft furnaces and tube bundles, which are preferably operated in trickle bed mode.
- hydrogen and the resin to be hydrogenated, optionally dissolved in a solvent are added to the catalyst bed at the top of the reactor.
- the hydrogen can also be passed in countercurrent from bottom to top.
- the optionally contained solvent can - if desired - then be separated.
- the binders B) essential to the invention are used in amounts of from 20 to 90% by weight, preferably from 30 to 75% by weight.
- binders B from the group of polyurethanes, polyacrylates, polyethers, saturated and / or unsaturated polyesters and copolyesters, alkyd resins, polyamides, casein, polyureas, derivatives of cellulose such as.
- cellulose nitrate, cellulose ethers and / or Celluloseacetobutyrate polyvinyl alcohols and derivatives, polyvinyl acetates, polyvinylpyrolidones, (cyclo) rubbers, natural resins, hydrocarbon resins such.
- aminoplasts eg, melamine, benzoguanamine resins
- polyolefins acrylated polyesters , acrylated polyethers, acrylated epoxy resins, urethane acrylates, epoxy resin
- polyvinyl chloride and its derivatives chlorinated rubber, chlorinated polyester, PVDF used. It can also be used mixtures.
- the binders may be foreign and / or self-crosslinking, air-drying (physically drying) and / or oxidatively curing.
- Preferred as component B) are poly- urethanes, polyacrylates, polyethers, saturated and / or unsaturated polyesters and copolyesters, alkyd resins, polyureas, derivatives of cellulose such.
- cellulose nitrate As cellulose nitrate, cellulose ethers and / or cellulose acetobutyrates, polyvinyl alcohols and derivatives, polyvinyl acetates, polyvinylpyrolidones, natural resins, hydrocarbon resins such.
- aminoplasts e.g., melamine, benzoguanamine resins
- the binders may be soluble in organic solvents but also in reactive diluents and / or soluble in water, mixed or dispersible.
- the optional component C) is used in amounts of 0 to 50 wt .-%, preferably from 10 to 40 wt .-%.
- all colorants and / or fillers which are used in the printing ink industry are suitable. They are selected according to coloristic aspects and requirements such. B. hue, color intensity, brightness, saturation, transparency, hiding power, light fastness, bleeding fastness, compatibility, etc., as well as mechanical aspects and requirements such. As hardness, elasticity, etc.
- inorganic pigments and fillers such.
- quartz, quartz, cristobalite, kieselguhr, precipitated and / or fumed silica, glass flour and oxides such.
- Magnesium and aluminum oxides and hydroxides and organic pigments such.
- metallic effect pigments such.
- aluminum, copper, copper / zinc and zinc pigments, fire-colored bronzes, iron oxide-aluminum pigments, interference or pearlescent effect pigments such.
- dyes are used. A list of pigments, fillers and / or dyes used is described in "Römpp Lexikon, Lacke und Druckmaschine, publisher Ulrich Zorll, Georg Thieme Verlag, Stuttgart, 1998 "or” Pigment and Grestofftabellen, published by Olaf Lückert, Vincentz Verlag, Hannover, 2002 ". Component D)
- the component D) essential to the invention is used in amounts of from 5 to 75% by weight, preferably from 5 to 45% by weight.
- auxiliaries and additives such as inhibitors, organic solvents, water, surface-active substances, oxygen and / or radical scavengers, catalysts, light stabilizers, color brighteners, photosensitizers and initiators, additives for influencing rheological properties such.
- thixotropic and / or thickening agents leveling agents, anti-skinning agents, defoamers and deaerators, antistatic agents, lubricants, wetting and dispersing agents, crosslinking agents such.
- melamine-formaldehyde resins blocked and / or unblocked (poly) isocyanates, (poly) amines and / or (poly) carboxylic acids, preservatives such.
- thermoplastic additives, plasticizers, matting agents, fire retardants, internal release agents and / or blowing agents are suitable auxiliaries and additives such as inhibitors, organic solvents, water, surface-active substances, oxygen and / or radical scavengers, catalysts
- Suitable solvents are those used in the printing ink industry.
- z As alcohols, acetates, ketones, ethers, glycol ethers, aliphatic, aromatic, alone or in mixture. But it can also be called so Reactive thinner can be used, which are commonly used in radiation-curing coating materials such.
- B mono-, or higher functional acrylate monomers, which may also be alkoxylated, and / or vinyl ethers.
- the printing ink compositions are prepared by intensive mixing of the components at temperatures of 20 to 80 ° C ("Textbook of Lacktechnologie", Th. Brock, M. Groteklaes, P. Mischke, ed. V. Zorll, Vincentz Verlag, Hannover, 1998, Page 229 ff.).
- Non-liquid components are optionally first dissolved in suitable solvents or water prior to mixing, then the remaining components are added with stirring.
- suitable solvents or water As pigments and / or fillers, a dispersion using suitable aggregates such. B. three rolls, bead mills, ball mills o. ⁇ ..
- the formaldehyde content of the printing ink compositions is below 100 ppm, preferably below 50 ppm and more preferably below 10 ppm.
- the printing ink compositions are used for printing on different substrates, such.
- films of plastics and / or composites such.
- aluminum-laminated films textiles, fibers, fabric materials, leather, metals, cardboard, paper, cardboard, glass, paper laminates and / or synthetic materials, such as.
- artificial leather, etc. wherein the coating is largely free of formaldehyde.
- Suitable printing ink compositions for all conventional printing methods such.
- B. offset printing, flexographic printing, screen printing, gravure printing, pad printing, ink-jet ink or toner pressure such as offset printing, flexographic printing, screen printing, gravure printing, pad printing, ink-jet ink or toner pressure.
- the printing ink compositions according to the invention are distinguished by a particularly high rate of drying, scratch and water resistance.
- the films have a high gloss and a low gloss, high color stability and a very high heat and light resistance.
- the dried, cured or crosslinked films have good adhesion properties on underlying coatings; Also, the intercoat adhesion to overlying layers is positively affected.
- the claimed printing ink compositions have a satisfactory flow on the substrates used and are free of surface defects, such as craters and wetting disorders.
- the viscosities of the printing ink compositions are adjusted.
- the claimed printing ink compositions have a non-volatile content of 10% to 100% by weight, preferably 30% to 100%.
- the invention also relates to the objects processed with the printing ink compositions.
- the formaldehyde content is determined by HPLC using the lutidine method (Official Collection of Examination Procedures according to ⁇ 64 LFGB K 84.00 7 (EC): "Detection and Quantitative Determination of Free Formaldehyde") Device: HPLC system with two isocratic pumps, thermostatically controlled reactor, variable UVA / IS detector and evaluation unit, eg. B. Hewlett-Packard HP 1100 with
- Sample preparation Dissolve 250 mg in 3 ml THF and make up to 25 ml with water
- the OH number of component A) essential to the invention is determined on the basis of DIN 53240-2 "Determination of the Hydroxyl Number.” Care must be taken to ensure that an acetylation time of 3 hours is exactly maintained.
- non-volatile components is given as the mean value of a duplicate determination.
- a cleaned aluminum dish tare mass m ⁇ are weighed on an analytical balance, about 2 g of the sample (ink) (mass m 2 of the substance).
- the aluminum dish for 2 hours at 150 ° C in a circulating air Heating cabinet.
- the dish is cooled to room temperature and weighed to the nearest 0.1 mg (m 3 ).
- the nonvolatile fraction (nfA) is calculated according to the following equation:
- A) is carried out in 50% strength solution of the resin in ethyl acetate on the basis of DIN ISO 4630.
- the color number after thermal stress of the invention essential component A) is determined in this way.
- 5 g of the resin A) are first stored for 24 h at 150 ° C in an air atmosphere.
- the Gardner color number is then determined in 50% strength solution of the thermally loaded resin in ethyl acetate on the basis of DIN ISO 4630.
- Determining the solution viscosity of the ink is carried out according to DIN EN ISO 3219.
- the viscosity is measured at 20 0 C using a plate / cone viscometer (1 / 4OS).
- the molecular weight distribution of the component A) essential to the invention is measured by means of gel permeation chromatography in tetrahydrofuran against polystyrene as standard.
- the polydispersity (Mw / Mn) is calculated from the ratio of weight average (Mw) to number average (Mn). Determination of the melting range
- the determination of the melting point / melting range of the component A) essential to the invention is carried out with a capillary melting point measuring device (Büchi B-545) on the basis of DIN 53181.
- the molecular weight (Mn) is 1000 g / mol
- the OH number is 300 mg KOH / g
- the carbonyl number is 10 mg KOH / g.
- the coated panels were then subjected to a Xenon 1200 test or stored at 100 ° C for 24 hours.
- the CIE-Lab color differences before and after exposure between the comparative films without the invention essential component A) and the film with the invention essential component A) were according to DIN 6174 / DIN 5033 with the meter x-rite 8200 spectrophotometer (measurement parameters: without gloss / aperture 12.7mm / illuminant D65 / 10 0 ).
- the determination of the substrate wetting and the course of the printing inks takes place visually. Good wetting is achieved when the applied ink a closed film without defects such. B. crater results. A good course is achieved when the applied, closed film has a low intrinsic structure (eg, orange peel, too deep penetration into the substrate in, for example, paper, or the like).
- the adhesion of the coatings was tested by means of an adhesive tape test (Tesatest) before and after exposure (see below and tropical / water storage test).
- the printing ink is applied to the substrate to be examined. Then the optionally contained solvent is removed. After drying, the coatings are stored under normal conditions or under load (see there). Then an adhesive tape is glued on and removed by rapid tearing. The damage of the coating is assessed.
- Tropentest Storage of the applied films at 40 ° C and 95% humidity Storage: DIN EN ISO 2812-2 (storage of the test panels at 40 0 C in demineralised water) Determination of Glossy Gloss / Gloss Veiling The determination was carried out according to DIN EN ISO 2813.
- the printing inks are applied to the substrate to be examined. After 5 min, 1 h and 24 h the Tesatest (see adhesion) is carried out.
- the index finger is pulled over the coating and the degree of damage to the coating is assessed visually.
- Example A Adjustment of Example 2 of DE 892 974
- Example 3 of DE 33 34 631 A1 the resin obtained from Example A was continuously hydrogenated at 300 bar and 180 ° C. in a trickle bed reactor.
- the reactor was filled with 100 ml of Harshaw Ni-5124 contact (available from Engelhard Corp.). Every hour, 50 ml of a 30% strength solution of the resin in i-butanol were added, the pressure in the reactor being kept constant at 300 bar by adjusting the consumed hydrogen.
- Example I The resin of Example I was dissolved with 30% heating in i-butanol.
- the hydrogenation takes place in a continuously operated fixed bed reactor which is filled with 400 ml of a commercially available, silicon-supported copper-chromium contact. At 300 bar and 130 ° C 500 ml_ of the reaction mixture is driven hourly from top to bottom through the reactor (trickle). The pressure is kept constant by the addition of hydrogen.
- Example I The resin of Example I was dissolved in 30% i-butanol with heating.
- the hydrogenation takes place in a continuously operated fixed bed reactor which is filled with 400 ml of a commercially available, Raney-type nickel catalyst. At 300 bar and 130 ° C per hour 400 ml_ of the reaction mixture from top to bottom by drove the reactor (trickle down). The pressure is kept constant by the addition of hydrogen.
- the resins are soluble in common paint solvents.
- the resins are now soluble in polar solvents such as alcohols.
- the resins are soluble in ethanol, dichloromethane, ethyl acetate, butyl acetate, isopropanol, acetone and diethyl ether.
- the resins 1 to 4 according to the invention have a lower content of free formaldehyde in comparison with the noninventive resin of Example B. Corresponding to the lower carbonyl number, the color number and the color number after thermal stress are lower. Although these resins have up to 35% higher melting points than the noninventive resin of Example B, the viscosity is comparable to the resin of Example B. This may be explained by the higher polydispersity of the noninventive resin, if desired.
- the resins of Examples 1-4 are soluble in ethanol in any proportion.
- the resin of the comparative example is no longer perfectly soluble in ethanol at concentrations below 10% solids.
- nitrocellulose, Vestinol 9 and Nuosperse FX 9085 were dissolved in the solvent mixture with stirring.
- a pigment preparation was prepared by dispersion.
- the resins were added to Comparative Example B or Example 2 and 3 with stirring and with 550 g of a solvent mixture of ethyl acetate and ethanol (1: 1) to a viscosity at 23 ° C of 18 s in DIN 4 mm cup set.
- the printing inks were applied to pretreated OPP films with a layer thickness of about 3 ⁇ m. After 5 min, 1 h and 24 h, the adherence was checked.
- the respective printing ink was applied to the substrate to be examined with a 6 ⁇ m doctor blade. Then the adhesion of the printing inks after different times was checked by Tesatest.
- the printing inks were applied with a 6 ⁇ m doctor blade
- the colors were applied to aluminum plates and freed from the solvent.
- the coated panels were then subjected to a Xenon 1200 test for 24 hours.
- the samples were stored at 100 ° C for 24 h.
- the CIE-Lab color differences before and after exposure between the comparative films without the invention essential component A) and the film with the invention essential component A) were according to DIN 6174 / DIN 5033 with the meter x-rite 8200 spectrophotometer (measurement parameters: without gloss / aperture 12.7mm / illuminant D65 / 10 0 ).
- the components listed in the table are processed with stirring to form a UV printing varnish.
- the respective printing lacquer was applied to the substrate to be examined with a 6 ⁇ m doctor blade. Then the adhesion of the printing varnishes was checked after different times by means of Tesatest.
- the adhesion is not optimal (V5).
- the use of the comparative resin B in the formulation V6 leads to better results, especially after storage (relaxation).
- the best results with excellent initial and permanent adhesion are provided by the inks with the resins of Examples A5 and A6 according to the invention receive. This shows that the resins essential to the invention improve adhesion even in UV printing lacquers.
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Phenolic Resins Or Amino Resins (AREA)
- Inks, Pencil-Leads, Or Crayons (AREA)
Abstract
Die Erfindung betrifft Druckfarbenzusammensetzungen bestehend aus mindestens einem Bindemittel, einem formaldehydfreien, carbonylhydrierten Keton-Aldehydharz auf Basis von Formaldehyd mit geringer Viskosität, sehr niedriger Farbzahl und sehr hoher Hitze- und Lichtbeständigkeit, einem Farbmittel und gegebenenfalls Hilfs- und Zusatzstoffen, ein Verfahren zu ihrer Herstellung und die Verwendung.
Description
Druckfarbenzusammensetzunqen
Die Erfindung betrifft Druckfarbenzusammensetzungen bestehend aus mindestens einem Bindemittel, einem formaldehydfreien, carbonylhydrierten Keton-Aldehydharz auf Basis von Formaldehyd mit geringer Viskosität, sehr niedriger Farbzahl und sehr hoher Hitze- und Lichtbeständigkeit, einem Farbmittel und gegebenenfalls Hilfs- und Zusatzstoffen, ein Verfahren zu ihrer Herstellung und die Verwendung.
Verwendet werden die Druckfarbenzusammensetzungen für das Bedrucken unterschiedlicher Substrate, wie z. B. Folien aus Kunststoffen und/oder Verbundstoffen wie z. B. aluminiumkaschierten Folien, Textilien, Fasern, Gewebematerialien, Leder, Metallen, Pappe, Papier, Karton, Glas, Papierlaminaten und/oder synthetischen Materialien, wie z. B. Kunstledern, usw., wobei die Beschichtung weitestgehend frei von Formaldehyd ist. Geeignet sind die Druckfarbenzusammensetzungen für alle üblichen Druckmethoden, wie z. B. Offsetdruck, Flexodruck, Siebdruck, Tiefdruck, Tampondruck, Ink-jet Tintendruck oder Tonerdruck.
Druckfarben übernehmen dekorative Funktionen und werden verwendet, um durch Visualisierung von Text, Ornamenten und bildlichen Darstellungen zu informieren, zu schmücken und in der Verkaufsförderung werbewirksam zu sein (siehe „Römpp Lexikon, Lacke und Druckfarben, Herausgeber Dr. Ulrich Zorll, Georg Thieme Verlag, Stuttgart, 1998").
Das Bedrucken von z. B. Papier, Karton und Folien dient einerseits der Information (Broschüren, Verpackungsmaterialien), andererseits wird durch Layoutgestaltung diese Information in eine möglichst ansprechende Form überführt. Neben Eigenschaften wie z. B. höchstmöglicher Antrocknungsgeschwindigkeit sind gute Haftungseigenschaften und Wasserfestigkeiten von Bedeutung.
Nach der Applikation der Druckfarben ist ein schnelles Antrocknen wünschenswert, um eine schnelle Weiterverarbeitung zu gewährleisten und um Fehlstellen, verursacht
durch z. B. Verschmutzungen wie Staub und Schmutz usw., zu vermeiden. Außerdem ist eine hohe Kratzfestigkeit wichtig, um eine gegenüber mechanischer Belastung unempfindliche Beschichtung zu erhalten.
Es ist bekannt, dass Ketone oder Gemische aus Ketonen und Aldehyden in Gegenwart basischer Katalysatoren oder Säuren zu harzartigen Produkten umgesetzt werden können. So lassen sich aus Gemischen von Cyclohexanon und Methylcyclohexanon Harze herstellen (Ullmann Bd. 12, S. 551 ). Die Reaktion von Ketonen und Aldehyden führt zumeist zu Hartharzen, die oft in der Lackindustrie Verwendung finden. Technisch bedeutende Keton-Aldehydharze werden heute zumeist unter Verwendung von Formaldehyd hergestellt.
Keton-Formaldehydharze sind bereits seit langem bekannt. Verfahren zur Herstellung sind z. B. beschrieben in DE 33 24 287, US 2,540,885, US 2,540,886, DE 11 55 909, DD 12 433, DE 13 00 256 und DE 12 56 898.
Zur Herstellung werden normalerweise Ketone und Formaldehyd in Gegenwart von Basen miteinander zur Reaktion gebracht.
Keton-Aldehydharze werden in Beschichtungsstoffen z. B. als filmbildende Zusatzkomponenten eingesetzt, um bestimmte Eigenschaften wie Antrocknungs- geschwindigkeit, Glanz, Härte oder Kratzfestigkeit zu verbessern. Wegen ihres relativ geringen Molekulargewichtes besitzen übliche Keton-Aldehydharze eine geringe Schmelz- und Lösungsviskosität und dienen daher in Beschichtungsstoffen u. a. als filmbildende Funktionsfüllstoffe.
Die Carbonylgruppen der Keton-Aldehydharze unterliegen durch z. B. Bestrahlung mit z. B. Sonnenlicht klassischen Abbaureaktionen wie z. B. vom Norrish-Typ I oder Il [Laue, Piagens, Namen und Schlagwort-Reaktionen, Teubner Studienbücher, Stuttgart, 1995].
Die Verwendung nicht modifizierter Keton-Aldehyd- oder Ketonharze ist daher für qualitativ hochwertige Anwendungen z. B. im Außenbereich, bei dem hohe Beständigkeitseigenschaften insbesondere gegenüber Bewitterung und Hitze erforderlich sind, nicht möglich. Diese Nachteile können durch Hydrierung der Carbonylgruppen verbessert werden. Die Umwandlung der Carbonylgruppen in sekundäre Alkohole durch Hydrierung von Keton-Aldehydharzen wird seit langem praktiziert (DE 826 974, DE 870 022, JP 11012338, US 6,222,009).
Die Herstellung carbonyl- und kernhydrierter Keton-Aldehydharze auf Basis von Ketonen, die aromatische Gruppen enthalten, ist ebenfalls möglich. Solche Harze werden in DE 33 34 631 beschrieben.
Wie umfassende eigene Erkenntnisse belegen, ist allen diesen hydrierten Produkten ein relativ hoher Gehalt an freiem Formaldehyd gemein. Durch die durch den Stand der Technik beschriebenen Hydrierverfahren wird zwar der Anteil an freiem Formaldehyd gegenüber den nicht hydrierten Keton-Formaldehydharzen reduziert, es verbleiben jedoch signifikante Mengen freien Formaldehyds in den Hydrierprodukten zurück. Höhere Temperaturen während der Hydrierung können zu einem weiter reduzierten Formaldehydgehalt führen, dies kann sich jedoch nachteilig auf weitere Harzeigenschaften wie z. B. Farbe, Schmelzbereiche, OH-Zahlen usw. auswirken.
Formaldehyd kann gesundheitliche Schädigungen hervorrufen. Eine genaue Klassifizierung ist jedoch zurzeit noch nicht vorgenommen. Die „International Agency for Research on Cancer" (IARC), einer Institution der Weltgesundheitsorganisation (WHO), ermittelte kürzlich auf Basis einer Studie, dass Formaldehyd den spontan sehr selten auftretenden Nasenrachenraumkrebs (nasopharyngeal Cancer) beim Menschen hervorruft.
Obgleich die lARC-Bewertung rein wissenschaftlich ist und noch keine direkten rechtlichen Konsequenzen hervorruft, ist jedoch im Sinne einer „nachhaltigen Entwicklung" und einem „verantwortlichen Umgang mit chemischen Stoffen" die
Bereitstellung formaldehydfreier Produkte unabdingbar. Außerdem ist davon auszugehen, dass mittelfristig nur formaldehydfreie Produkte auf dem Markt existieren werden.
Eine Methode, den Formaldehydgehalt von nicht hydrierten Aceton-Formaldehyd- harzen zu senken, ohne die Carbonylgruppen zu reduzieren, wird in US 5,247,066 beschrieben. Hier wird ein Gehalt an freiem Formaldehyd unter 0,4 % erreicht, der jedoch nach heutigen Maßstäben signifikant zu hoch ist. Die vorhandenen Carbonylgruppen beeinträchtigen oben beschriebene Eigenschaften.
Die in den Patentschriften DE 826 974, DE 870 022, JP 11012338, US 6,222,009 und DE 33 34 631 aufgeführten Verfahren führen zu Produkten, die gegenüber den Ausgangsprodukten verbesserte Eigenschaften hinsichtlich Farbe, Hitze- und Lichtbeständigkeit besitzen. Nach heutigen Gesichtspunkten sind diese Produkte trotz ihrer Verbesserung nicht mehr ausreichend.
Die DE 10 2006 00 9079 beschreibt die Herstellung formaldehydfreier, carbonylhydrierter Keton-Aldehydharze. Die Verwendung in Druckfarben wird jedoch nicht beschrieben.
Keton-Aldehydharze werden seit jeher eingesetzt, um den Gehalt nicht flüchtiger Bestandteile in Beschichtungsstoffen zu erhöhen. Unter dem Zwang neuer Richtlinien wie z. B. der Richtlinie 1999/13/EG des Rates der EU über die Begrenzung von Emissionen flüchtiger organischer Verbindungen müssen diese Eigenschaften weiter verbessert werden.
Aufgabe der vorliegenden Erfindung war es, Druckfarbenzusammensetzungen für das Bedrucken unterschiedlicher Substrate zu finden, die frei von freiem Formaldehyd sind. Die Druckfarbenzusammensetzungen sollten eine hohe Antrocknungsgeschwindigkeit, Wasserfestigkeit und Kratzfestigkeit besitzen und eine geringe Lösungsviskosität bei hohem Feststoffanteil. Außerdem sollten die Filme eine gute Haftung zum Untergrund
aufweisen, einen geringen Glanzschleier, eine hohe Farbstabilität sowie eine hohe Hitze- und Lichtbeständigkeit besitzen.
Die der Erfindung zugrunde liegende Aufgabe konnte überraschenderweise durch den Einsatz spezieller Druckkfarbenstoffzusamnnensetzungen, die im Folgenden näher beschrieben werden, gelöst werden.
Gegenstand der Erfindung sind Druckfarbenzusammensetzungen mit einem Gehalt an freiem Formaldehyd unter 100 ppm, im Wesentlichen enthaltend
A) 5 bis 75 Gew.-% mindestens eines carbonylhydrierten Keton-Aldehydharzes auf Basis von Formaldehyd, mit einem Gehalt an freiem Formaldehyd von weniger als 3 ppm, das im Wesentlichen die Strukturelemente gemäß Formel I enthält

mit
R = aromatisch mit 6 - 14 Kohlenstoffatomen, (cyclo-)aliphatisch mit 1 - 12
Kohlenstoffatomen,
R' = H, CH2OH, k = 2 bis 15, bevorzugt 3 bis 12, besonders bevorzugt 4 bis 12,
m = 0 bis 13, bevorzugt 0 bis 9, I = 0 bis 2, wobei die Summe aus k + I + m zwischen 5 und 15 und k > m ist, bevorzugt zwischen 5 und 12 liegt, die drei Strukturelemente alternierend oder statistisch verteilt sein können und wobei die Strukturelemente über CH2-Gruppen linear und/oder über CH-Gruppen verzweigend verknüpft sind, und
B) 20 bis 90 Gew.-% mindestens eines Bindemittels, und ggf.
C) 0 bis 50 Gew.-% mindestens eines Farbmittels und/oder Füllstoffs und
D) 5 bis 75 Gew.-% mindestens eines Zusatzstoffes, wobei die Summe der Gewichtsangaben von Komponente A) bis D) 100 Gew.-% beträgt.
Es wurde gefunden, dass die Kombination der im Folgenden beschriebenen Druckfarbenzusammensetzungen aus den Komponenten A) bis D) alle geforderten Kriterien erfüllen.
Komponente A)
Die erfindungswesentlichen carbonylhydrierten Keton-Aldehydharze A) werden in Mengen von 5 bis 75 Gew.-%, bevorzugt von 5 bis 50 Gew.-% eingesetzt.
Als Komponente A) eignen sich carbonylhydrierte Keton-Aldehydharze auf Basis von Formaldehyd, mit einem Gehalt an freiem Formaldehyd von weniger als 3 ppm, die im Wesentlichen die Strukturelemente gemäß Formel I enthalten


R = aromatisch mit 6 - 14 Kohlenstoffatomen, (cyclo-)aliphatisch mit 1 - 12
Kohlenstoffatomen,
R' = H, CH2OH, k = 2 bis 15, bevorzugt 3 bis 12, besonders bevorzugt 4 bis 12; m = 0 bis 13, bevorzugt 0 bis 9,
I = 0 bis 2, wobei die Summe aus k + I + m zwischen 5 und 15 und k > m ist, bevorzugt zwischen 5 und 12 liegt, die drei Strukturelemente alternierend oder statistisch verteilt sein können und wobei die Strukturelemente über CH2-Gruppen linear und/oder über CH-Gruppen verzweigend verknüpft sind,
Besonders bevorzugt sind dabei carbonylhydrierte Keton-Aldehydharze A) auf Basis von Formaldehyd dadurch gekennzeichnet, dass
• der Gehalt an freiem Formaldehyd unter 3 ppm, bevorzugt unter 2,5 ppm, besonders bevorzugt unter 2,0 ppm liegt,
• die Carbonylzahl zwischen 0 und 100 mg KOH/g, bevorzugt zwischen 0 und 50 mg KOH/g, besonders bevorzugt zwischen 0 und 25 mg KOH/g liegt,
• die Hydroxylzahl zwischen 50 und 450 mg KOH/g, bevorzugt zwischen 150 und 400 mg KOH/g, besonders bevorzugt zwischen 200 und 375 mg KOH/g liegt,
• die Farbzahl nach Gardner (50 % in Ethylacetat) unter 1 ,5, bevorzugt unter 1 ,0, besonders bevorzugt unter 0,75 liegt,
• die Farbzahl nach Gardner (50 % in Ethylacetat) nach thermischer Belastung des Harzes (24 h, 150 °C) unter 2,0, bevorzugt unter 1 ,5, besonders bevorzugt unter 1 ,0 liegt,
• die Polydispersität (Mw/Mn) der Harze zwischen 1 ,35 und 1 ,6, besonders bevorzugt zwischen 1 ,4 und 1 ,58 liegt,
• die Lösungsviskosität, 40%ig in Phenoxyethanol, zwischen 5000 und 12000 rnPa-s, besonders bevorzugt zwischen 6000 und 10000 rnPa-s liegt,
• der Schmelzpunkt/-bereich zwischen 50 und 150 °C, bevorzugt zwischen 75 und 140 °C, besonders bevorzugt zwischen 100 und 130 °C liegt und
• der Gehalt an nicht flüchtigen Bestandteilen nach Temperung über 24 h bei 150 °C über 97,0 %, bevorzugt über 97,5 % liegt.
Die Herstellung der erfindungswesentlichen, formaldehydfreien, carbonylhydrierten Keton-Aldehydharzen A) auf Basis von Formaldehyd, die im Wesentlichen die Strukturelemente gemäß Formel I enthalten, erfolgt bevorzugt
I. durch Herstellung der Grundharze durch Kondensation von mindestens einem Keton mit mindestens einem Aldehyd in Gegenwart mindestens eines basischen Katalysators und gegebenenfalls mindestens eines Phasentransferkatalysators, lösemittelfrei oder unter Verwendung eines wassermischbaren organischen Lösemittels, und anschließend
II. durch kontinuierliche, halb- oder diskontinuierlicher Hydrierung der Carbonylgruppen der Keton-Aldehydharze aus I. in der Schmelze oder in Lösung eines geeigneten Lösemittels mit Wasserstoff in Gegenwart eines Katalysators bei
Drücken zwischen 50 und 350 bar, bevorzugt zwischen 100 und 300 bar, besonders bevorzugt zwischen 150 und 300 bar und Temperaturen zwischen 40 und 140 0C, bevorzugt zwischen 50 und 140 0C.
Auf diese Weise kann der Gehalt an gesundheitsschädlichem Formaldehyd stark reduziert werden. Formaldehydfrei bedeutet, dass die erfindungswesentlichen carbonylhydrierten Keton-Aldehydharze einen Gehalt an freiem Formaldehyd unter 3 ppm, bevorzugt unter 2,5 ppm, besonders bevorzugt unter 2,0 ppm, besitzen.
Es wurde gefunden, dass eine geringe Farbzahl und eine hohe thermische Beständigkeit das Resultat einer geringen Carbonylzahl (I < 2 von l-c) ist. Die Carbonylzahl der erfindungswesentlichen carbonylhydrierten Keton-Aldehydharze liegt zwischen 0 und 100 mg KOH/g, bevorzugt zwischen 0 und 50 mg KOH/g, besonders bevorzugt zwischen 0 und 25 mg KOH/g, so dass die Farbzahl nach Gardner (50 % in Ethylacetat) der erfindungswesentlichen carbonylhydrierten Keton-Aldehydharze unter 1 ,5, bevorzugt unter 1 ,0, besonders bevorzugt unter 0,75 liegt und die Farbzahl nach Gardner (50 % in Ethylacetat) nach thermischer Belastung (24 h, 150 0C) unter 2,0, bevorzugt unter 1 ,5, besonders bevorzugt unter 1 ,0 liegt.
Eine möglichst geringe Lösungsviskosität ist erwünscht, damit der Anteil organischer Lösemittel, der unter anderem notwendig ist, um die Lösungsviskosität in den gewünschten Verarbeitungsbereich zu senken, aufgrund der Wirtschaftlichkeit und aufgrund von Umweltschutzaspekten möglichst gering ist. Die Lösungsviskosität der erfindungswesentlichen carbonylhydrierten Keton-Aldehydharze liegt, 40%ig in Phenoxyethanol, zwischen 5000 und 12000 rnPa-s, besonders bevorzugt zwischen 6000 und 1000O mPa-S.
Bei gegebenem Molekulargewicht (Mn) ist die Lösungsviskosität umso höher, je uneinheitlicher das gelöste Polymer ist (hohe Polydispersität). Die erfindungswesentlichen carbonylhydrierten Keton-Aldehydharze besitzen geringe Polydispersitäten (Mw/Mn) zwischen 1 ,35 und 1 ,6, besonders bevorzugt zwischen 1 ,4 und 1 ,58.
Ein möglichst hoher Schmelzbereich der erfindungswesentlichen carbonylhydrierten Keton-Aldehydharze ist erwünscht, damit z. B. die Antrocknungsgeschwindigkeit der Beschichtungsstoffe und die Härte der Beschichtungen möglichst hoch sind.
Ein hoher Schmelzpunkt/-bereich kann zum einen über ein hohes Molekulargewicht (Summe aus k + I + m in Formel I) erhalten werden. Je höher jedoch das Molekulargewicht ist, desto höher liegt auch die Lösungsviskosität. Daher war es erwünscht, den Schmelzpunkt/-bereich anzuheben, ohne das Molekulargewicht zu erhöhen. Dies konnte erreicht werden, in dem k in Formel I immer überwiegt und bevorzugt möglichst hoch gewählt wird. Der Wert für k beträgt 2 bis 15, bevorzugt 3 bis 12, besonders bevorzugt 4 bis 12. Die erfindungswesentlichen carbonylhydrierten Keton-Aldehydharze besitzen SchmelzpunkteAbereiche zwischen 50 und 150 °C, bevorzugt zwischen 75 und 140 °C, besonders bevorzugt zwischen 100 und 130 °C. Ein hohes k nach Formel I wirkt sich zudem positiv auf die Löslichkeit der erfindungswesentlichen carbonylhydrierten Keton-Aldehydharze in polaren Lösemitteln wie z. B. Alkoholen aus, was vor allem bei Druckfarben wichtig ist, da hier häufig Alkohole wie z. B. Ethanol verwendet werden. Daher wird k so gewählt, dass k größer als m ist und dass die Hydroxylzahl zwischen 50 und 450 mg KOH/g, bevorzugt zwischen 150 und 400 mg KOH/g, besonders bevorzugt zwischen 200 und 375 mg KOH/g liegt.
Die Löslichkeitseigenschaften können eingestellt werden, durch das Verhältnis aus k, I und m. Je höher zum Beispiel k ist und je geringer m und I, desto besser sind die erfindungswesentlichen carbonylhydrierten Keton-Aldehydharze löslich in polaren Lösemitteln wie zum Beispiel Alkoholen. Auf der anderen Seite muss dass Verhältnis aus k, I und m so gewählt werden, dass weitere Eigenschaften wie z. B. die Wasserbeständigkeit nicht negativ beeinflusst werden.
Die Werte für k, I und m sowie die Summe der Werte können ganze Zahlen, z. B. 2, aber auch Zwischenwerte, wie z. B. 2,4 annehmen.
Komponenten zur Herstellung der carbonylqruppenhaltiqen Grundharze, Verfahrensschritt I. Ketone und Aldehyde
Als Ketone zur Herstellung der carbonylhydrierten Keton-Aldehydharze A) auf Basis von Formaldehyd eignen sich alle Ketone, insbesondere alle α-Methyl ketone, die in α'-Position zur Carbonylgruppe keine Reaktionsmöglichkeit besitzen oder in α'-Position nur eine geringe Reaktivität aufweisen, wie z. B. Acetophenon, Derivate des Acetophenons wie z. B. Hydroxyacetophenon, alkylsubstituierte Acetophenon-derivate mit 1 bis 8 Kohlenstoffatomen am Phenylring, Methoxyacetophenon, 3,3-Dimethylbutanon, Methyl isobutylketon aber auch Propiophenon allein oder in Mischungen. Diese Ketone, insbesondere die α-Methylketone, sind von 70 bis 100 mol- % bezogen auf die Ketonkomponente in den erfindungsgemäßen Harzen enthalten.
Bevorzugt werden carbonylhydrierte Keton-Aldehydharze auf Basis der Ketone Acetophenon, 3,3-Dimethylbutanon und Methyl isobutylketon allein oder in Mischung.
Des weiteren können weitere CH-acide Ketone im untergeordneten Maßstab in Mischung zu den oben genannten Ketonen bis zu 30 mol-%, bevorzugt bis zu 15 mol- % bezogen auf die Ketonkomponente verwendet werden, wie z. B. Aceton, Methylethylketon, Heptanon-2, Pentanon-3, Cyclopentanon, Cyclododecanon, Mischungen aus 2,2,4- und 2,4,4-Trimethylcyclopentanon, Cycloheptanon und Cyclooctanon, Cyclohexanon und alle alkylsubstituierten Cyclohexanone mit einem oder mehreren Alkylresten, die insgesamt 1 bis 8 Kohlenstoffatome aufweisen, einzeln oder in Mischung. Als Beispiele alkylsubstituierter Cyclohexanone können 4-tert.- Amylcyclohexanon, 2-sek.-Butylcyclohexanon, 2-tert.-Butylcyclohexanon, 4-tert.- Butylcyclohexanon, 2-Methylcyclohexanon und 3,3,5-Trimethylcyclohexanon genannt werden. Bevorzugt werden Cyclohexanon, Methylethylketon, 2-tert.-Butylcyclohexanon, 4-tert.-Butylcyclohexanon und 3,3,5-Trimethylcyclohexanon.
Neben Formaldehyd eignen sich als zusätzliche Aldehyd-Komponenten der carbonylhydrierten Keton-Aldehydharze auf Basis von Formaldehyd prinzipiell unverzeigte oder verzweigte Aldehyde, wie z. B. Acetaldehyd, n-Butyraldehyd und/oder iso-Butyraldehyd, Valerianaldehyd sowie Dodecanal. Im Allgemeinen können alle in der Literatur für Ketonharzsynthesen als geeignet genannte Aldehyde eingesetzt werden. Bevorzugt wird jedoch Formaldehyd allein verwendet. Die weiteren Aldehyde können in Anteilen zwischen 0 und 75 mol-%, bevorzugt 0 und 50 mol-%, besonders bevorzugt zwischen 0 und 25 mol-% bezogen auf die Aldehydkomponente eingesetzt werden. Aromatische Aldehyde, wie z. B. Benzaldehyd, können in Mischung mit Formaldehyd bis zu 10 mol-% ebenfalls enthalten sein.
Das benötigte Formaldehyd wird üblicherweise als ca. 20 bis 40 Gew.-%ige wässrige oder alkoholische (z. B. Methanol oder Butanol) Lösung eingesetzt. Andere Einsatzformen des Formaldehyds sind Formaldehyd-spendende Verbindungen wie z. B. para-Formaldehyd und/oder Trioxan.
Ganz besonders bevorzugt werden als Ausgangsverbindungen für die carbonylhydrierten Harze Acetophenon, 3,3-Dimethylbutanon sowie Methylisobutyl- keton und gegebenenfalls CH-acide Ketone ausgewählt aus Cyclohexanon, Methylethylketon, 2-tert.-Butylcyclohexanon, 4-tert.-Butylcyclohexanon und 3,3,5- Trimethylcyclohexanon allein oder in Mischung und Formaldehyd eingesetzt. Es ist dabei auch möglich, Mischungen unterschiedlicher Keton-Aldehydharze zu verwenden.
Das molare Verhältnis zwischen der Keton und der Aldehydkomponente liegt zwischen 1 : 0,25 bis 1 zu 15, bevorzugt zwischen 1 : 0,9 bis 1 : 5 und besonders bevorzugt zwischen 1 : 0,95 bis 1 : 4.
Verfahren zur Herstellung der carbonylgruppenhaltigen Grundharze (Verfahrensschritt I.)
Zur Herstellung der carbonylgruppenhaltigen Grundharze I. wird das jeweilige Keton oder eine Mischung verschiedener Ketone mit Formaldehyd oder einer Mischung aus
Formaldehyd und zusätzlicher Aldehyde in Gegenwart mindestens eines basischen Katalysators zur Reaktion gebracht. Insbesondere bei Verwendung von Formaldehyd als wässrige Lösung und Ketonen, deren Wasserlöslichkeit begrenzt ist, können vorteilhaft wassermischbare organische Lösemittel verwendet werden. Wegen der unter anderem damit verbundenen besseren Phasenmischung ist der Reaktionsumsatz dann schneller und vollständiger. Außerdem kann gegebenenfalls mindestens ein Phasentransferkatalysator zusätzlich eingesetzt werden, wodurch es z. B. möglich ist, die Menge an Alkaliverbindung zu reduzieren. Nach Beendigung der Reaktion wird die wässrige Phase von der Harzphase separiert. Das Rohprodukt wird mit saurem Wasser solange gewaschen, bis eine Schmelzprobe des Harzes klar erscheint. Dann wird das Harz durch Destillation von flüchtigen Bestandteilen befreit, d.h. getrocknet. Die Reaktion zur Herstellung der Grundharze aus Keton und Aldehyd wird in einem basischen Milieu durchgeführt. Im Allgemeinen können alle in der Literatur für Ketonharzsynthesen als geeignet genannten basischen Katalysatoren, wie z. B. Alkaliverbindungen, eingesetzt werden. Bevorzugt sind Hydroxide wie z. B. der Kationen NH4, NR4, Li, Na, K. Ganz besonders bevorzugt sind Hydroxide der Kationen NH4, NR4, Li, Na.
Die Reaktion zur Herstellung der Grundharze aus Keton und Aldehyd kann unter Verwendung eines Hilfslösemittels durchgeführt werden. Als geeignet haben sich Alkohole wie z. B. Methanol oder Ethanol erwiesen. Es ist auch möglich, als Hilfslösemittel wasserlösliche Ketone einzusetzen, die dann in das Harz mit einreagieren.
Zur Aufreinigung der Grundharze I. muss der verwendete basische Katalysator entfernt werden. Dies kann leicht durch Waschen mit Wasser unter Verwendung von Säuren zur Neutralisation geschehen. Im Allgemeinen sind für die Neutralisation alle Säuren wie z. B. alle organischen und/oder anorganischen Säuren, geeignet. Bevorzugt sind organische Säuren mit 1 bis 6 Kohlenstoffatomen, besonders bevorzugt organische Säuren mit 1 bis 4 Kohlenstoffatomen.
In der Polykondensationsmischung zur Herstellung der Grundharze aus Keton und Aldehyd können optional Phasentransferkatalysatoren zusätzlich verwendet werden.
Bei Verwendung eines Phasentransferkatalysators werden 0,01 bis 15 Gew.-% - bezogen auf das Keton - eines Phasentransferkatalysators der allgemeinen Formel (II)
R2
R-I X R3 Y (H) R4
eingesetzt, wobei
X: ein Stickstoff- oder Phosphoratom,
R-i, R2, R3, R4: gleich oder verschieden sein können und einen Alkylrest mit 1 bis 22 C- Atomen in der Kohlenstoffkette und/oder einen Phenyl- und/oder einen Benzylrest und
Y: das Anion einer (an)organischen Säure oder ein Hydroxidion bedeuten.
Für den Fall quaternärer Ammoniumsalze sind Alkylreste (Ri-4) mit 1 bis 22 C-Atomen, insbesondere solche mit 1 bis 12 C-Atomen, in der Kohlenstoffkette und/oder Phenyl- und/oder Benzylresten und/oder Mischungen aus beiden bevorzugt. Als Anionen kommen solche starker (an)organischer Säuren wie z. B. Cl", Br", J" aber auch Hydroxide, Methoxide oder Acetate in Frage. Beispiele quaternärer Ammoniumsalze sind Cetyldimethylbenzylammoniumchlorid, Tributylbenzylammoniumchlorid, Trimethylbenzylammoniumchlorid, Trimethylbenzylammoniumjodid, Triethylbenzylammoniumchlorid oder Thethylbenzylammoniumjodid, Tetramethylammoniumchlorid, Tetraethylammoniumchlorid, Tetrabutylammonium-
Chlorid. Vorzugsweise wird Benzyltributylammoniumchlorid, Cetyldimethylbenzyl- ammoniunnchlond und/oder Triethylbenzylammoniumchlorid eingesetzt.
Für quaternäre Phosphoniumsalze sind für R1-4 Alkylreste mit 1 bis 22 C-Atomen und/oder Phenylreste und/oder Benzylreste bevorzugt. Als Anionen kommen solche starker (an)organischer Säuren wie z. B. Cl", Br", J" aber auch Hydroxide, Methoxide oder Acetate in Frage.
Als quaternäre Phosphoniumsalze kommen z. B. Triphenylbenzylphosphoniumchlorid oder Triphenylbenzylphosphoniumjodid in Frage. Es können allerdings auch Mischungen eingesetzt werden.
Der gegebenenfalls enthaltene Phasentransferkatalysator wird in Mengen von 0,01 bis 15, vorzugsweise von 0,1 bis 10,0, und insbesondere in Mengen von 0,1 bis 5,0 Gew.- % - bezogen auf das eingesetzte Keton - in der Polykondensationsmischung eingesetzt.
Besonders bevorzugte Ausführungsform
In einer besonders bevorzugten Ausführungsform wird zunächst das carbonylgruppenhaltige Grundharz I. hergestellt. Hierzu werden 10 mol Keton in einer 50 bis 90%igen methanolischen Lösung, 0 bis 5 Massen-% eines Phasentransferkatalysators und 1 bis 5 mol einer wässrigen Formaldehydlösung vorgelegt und unter Rühren homogenisiert. Sodann erfolgt unter Rühren die Zugabe von 0,1 bis 5 mol einer wässrigen Natronlaugelösung. Bei 70 bis 115 °C erfolgt dann unter Rühren die Zugabe von 4 bis 10 mol einer wässrigen Formaldehydlösung über 30 bis 120 min. Der Rührer wird nach weiteren 0,5 bis 5 h Rühren bei Rückflusstemperatur abgestellt. Optional können nach etwa einem Drittel der Laufzeit weitere 0,1 bis 1 mol einer wässrigen Formaldehydlösung zugegeben werden. Die wässrige Phase wird von der Harzphase separiert. Das Rohprodukt wird mit Wasser unter Verwendung einer organischen Säure solange gewaschen, bis eine Schmelzprobe des Harzes klar erscheint. Dann wird das Harz durch Destillation getrocknet.
Verfahren zur Herstellung der erfindunqswesentlichen Harze A) gemäß Verfahrensschritt II.
Die Harze aus Keton und Aldehyd werden in Gegenwart eines Katalysators mit Wasserstoff hydriert. Dabei werden die Carbonylgruppen des Keton-Aldehydharzes in eine sekundäre Hydroxygruppe umgewandelt. Je nach Reaktionsbedingungen kann ein Teil der Hydroxygruppen abgespalten werden, so dass Methylengruppen resultieren. Die Reaktionsbedingungen werden so gewählt, dass der Anteil nicht reduzierter Carbonylgruppen gering ist. Zur Veranschaulichung dient folgendes vereinfachtes Schema:

Als Katalysatoren können prinzipiell alle Verbindungen eingesetzt werden, die die Hydrierung von Carbonylgruppen sowie die Hydrierung freien Formaldehyds zu Methanol mit Wasserstoff katalysieren. Es können homogene oder heterogene Katalysatoren eingesetzt werden, besonders bevorzugt sind heterogene Katalysatoren.
Um die erfindungsgemäßen formaldehydfreien Produkte zu erhalten, haben sich insbesondere Metallkatalysatoren ausgewählt aus Nickel, Kupfer, Kupfer-Chrom, Palladium, Platin, Ruthenium und Rhodium allein oder in Mischung als geeignet
erwiesen, besonders bevorzugt sind Nickel-, Kupfer-Chrom und Rutheniumkatalysatoren.
Zur Erhöhung der Aktivität, Selektivität und/oder Standzeit können die Katalysatoren zusätzlich Dotiermetalle oder andere Modifizierungsmittel enthalten. Typische Dotiermetalle sind z. B. Mo, Fe, Ag, Cr, Ni, V, Ga, In, Bi, Ti, Zr und Mn sowie die seltenen Erden. Typische Modifizierungsmittel sind z. B. solche, mit denen die Säure- Base-Eigenschaften der Katalysatoren beeinflusst werden können, wie z. B. Alkali- und Erdalkalimetalle bzw. deren Verbindungen sowie Phosphorsäure oder Schwefelsäure sowie deren Verbindungen. Die Katalysatoren können in Form von Pulvern oder Formkörpern, wie z. B. Extrudaten oder gepressten Pulvern, eingesetzt werden. Es können Vollkontakte, Raney-Typ-Katalysatoren oder Trägerkatalysatoren zur Anwendung kommen. Bevorzugt sind Raney-Typ und Trägerkatalysatoren. Geeignete Trägermaterialien sind z. B. Kieselgur, Siliciumdioxid, Aluminiumoxid, Alumosilikate, Titandioxid, Zirkoniumdioxid, Aluminium-Silicium-Mischoxide, Magnesiumoxid und Aktivkohle. Das Aktivmetall kann in dem Fachmann bekannter Weise auf das Trägermaterial aufgebracht werden, wie z. B. durch Imprägnierung, Aufsprühen oder Fällung. Je nach Art der Katalysatorherstellung sind weitere, dem Fachmann bekannte Präparationsschritte notwendig, wie z. B. Trocknung, Calcinierung, Formgebung und Aktivierung. Zur Formgebung können optional weitere Hilfsstoffe wie z. B. Graphit oder Magnesiumstearat zugesetzt werden.
Die katalytische Hydrierung kann in der Schmelze, in Lösung eines geeigneten Lösemittels oder dem Hydrierprodukt selbst als „Lösungsmittel" erfolgen. Das gegebenenfalls verwendete Lösemittel kann, falls gewünscht, nach beendeter Reaktion abgetrennt werden. Das abgetrennte Lösemittel kann in den Prozess zurückgeführt werden, wobei je nach verwendetem Lösungsmittel zusätzliche Reinigungsschritte zur vollständigen oder teilweisen Entfernung von leichter oder schwerer flüchtigen Nebenprodukten, wie z. B. Methanol und Wasser, notwendig sein können. Geeignete Lösemittel sind solche, in denen sich sowohl das Edukt als auch das Produkt in ausreichender Menge lösen, und die sich unter den gewählten Hydrierbedingungen
inert verhalten. Dies sind z. B. Alkohole, bevorzugt n- und i-Butanol, cyclische Ether, bevorzugt Tetrahydrofuran und Dioxan, Alkylether, Aromaten, wie z. B. XyIoI und Ester, wie z. B. Ethyl- und Butylacetat. Es sind auch Mischungen dieser Lösungsmittel möglich. Die Konzentration des Harzes im Lösungsmittel kann zwischen 1 und 99 % variiert werden, bevorzugt zwischen 10 und 50 %.
Um hohe Umsätze bei möglichst geringen Verweilzeiten im Reaktor zu erzielen, sind relativ hohe Drücke vorteilhaft. Der Gesamtdruck im Reaktor liegt zwischen 50 und 350 bar, bevorzugt 100 bis 300 bar. Die optimale Hydriertemperatur ist vom verwendeten Hydrierkatalysator abhängig. So sind für Rhodiumkatalysatoren bereits Temperaturen von 40 bis 75 °C, bevorzugt von 40 bis 60 °C ausreichend, wohingegen mit Cu- oder Cu/Cr-Katalysatoren höhere Temperaturen notwendig sind, die typischerweise zwischen 100 und 140 °C liegen.
Die Hydrierung zu den erfindungsgemäßen Harzen kann in diskontinuierlicher oder kontinuierlicher Fahrweise erfolgen. Es ist auch eine halbkontinuierliche Fahrweise möglich, bei der in einem Satzreaktor kontinuierlich Harz und/oder Lösungsmittel zugefahren wird, und/oder kontinuierlich ein oder mehrere Reaktionsprodukte und/oder Lösungsmittel entfernt werden.
Die Katalysatorbelastung beträgt 0,05 bis 4 t Harz pro Kubikmeter Katalysator und Stunde, bevorzugt 0,1 bis 2 t Harz pro Kubikmeter Katalysator und Stunde.
Zur Steuerung des Temperaturverlaufs im Reaktor und insbesondere zur Begrenzung der maximalen Temperatur sind verschiedene, dem Fachmann bekannte Methoden, geeignet. So kann z. B. bei ausreichend kleinen Harzkonzentrationen vollständig ohne zusätzliche Reaktorkühlung gearbeitet werden, wobei das Reaktionsmedium die freiwerdende Energie vollständig aufnimmt und dadurch konvektiv aus dem Reaktor heraus führt. Geeignet sind weiterhin zum Beispiel Hordenreaktoren mit Zwischenkühlung, die Verwendung von Wasserstoffkreisläufen mit Gaskühlung, die Rückführung eines Teils des gekühlten Produktes (Kreislaufreaktor) und die Verwendung von externen Kühlmittelkreisläufen, insbesondere bei Rohrbündelreaktoren.
Bevorzugte Ausführungsform zur Herstellung der erfindungswesentlichen, carbonylhydrierten Harze A), Verfahrensschritt II.
Zur Hydrierung (Verfahrensschritt II) des hergestellten carbonylgruppenhaltigen Harzes I wird in kontinuierlichen Festbettreaktoren gearbeitet. Besonders geeignet für die Herstellung der erfindungsgemäßen Harze sind Schachtöfen und Rohrbündel, die bevorzugt in Rieselbettfahrweise betrieben werden. Dabei werden Wasserstoff und das zu hydrierende Harz, gegebenenfalls in einem Lösungsmittel gelöst, am Kopf des Reaktors auf die Katalysatorschüttung gegeben. Alternativ kann der Wasserstoff auch im Gegenstrom von unten nach oben geführt werden. Das gegebenenfalls enthaltene Lösemittel kann - falls erwünscht - anschließend abgetrennt werden.
Komponente B)
Die erfindungswesentlichen Bindemittel B) werden in Mengen von 20 bis 90 Gew.-%, bevorzugt von 30 bis 75 Gew.-% eingesetzt.
Bevorzugt werden Bindemittel B), aus der Gruppe der Polyurethane, Polyacrylate, Polyether, gesättigte und/oder ungesättigte Polyester und Copolyester, Alkydharze, Polyamide, Casein, Polyharnstoffe, Derivate der Cellulose wie z. B. Cellulosenitrat, Celluloseether und/oder Celluloseacetobutyrate, Polyvinylalkohole und Derivate, Polyvinylacetate, Polyvinylpyrolidone, (Cyclo)Kautschuke, Naturharze, Kohlenwasserstoffharze wie z. B. Cumaron-, Inden-, Cyclopentadienharze, Terpenharze, Maleinat- harze, Phenolharze, Phenol-Aldehydharze, Harnstoff-Aldehydharze, Keton-Aldehyd- harze, Ketonharze, Aminoplaste (z. B. Melamin-, Benzoguanaminharze), Polyolefine, acrylierte Polyester, acrylierte Polyether, acrylierte Epoxidharze, Urethanacrylate, Epoxidharze, Resole, Kolophoniumharze, Resinate, Kieselsäureester und Alkalisilikate (z. B. Wasserglas) und/oder Silikonharze und/oder chlor- und/oder fluorhaltigen Polymere wie z. B. Polyvinylchlorid und seinen Derivaten, Chlorkautschuke, chlorierten Polyester, PVDF eingesetzt. Es können auch Mischungen eingesetzt werden. Die Bindemittel können fremd- und/oder selbstvernetzend sein, lufttrocknend (physikalisch trocknend) und/oder oxidativ härtend sein. Bevorzugt sind als Komponente B) PoIy-
urethane, Polyacrylate, Polyether, gesättigte und/oder ungesättigte Polyester und Copolyester, Alkydharze, Polyharnstoffe, Derivate der Cellulose wie z. B. Cellulose- nitrat, Celluloseether und/oder Celluloseacetobutyrate, Polyvinylalkohole und Derivate, Polyvinylacetate, Polyvinylpyrolidone, Naturharze, Kohlenwasserstoffharze wie z. B. Cumaron-, Inden-, Cyclopentadienharze, Terpenharze, Maleinatharze, Phenolharze, Phenol-Aldehydharze, Harnstoff-Aldehydharze, Keton-Aldehydharze, Ketonharze, Aminoplaste (z. B. Melamin-, Benzoguanaminharze), Resole, Kolophoniumharze, Resinate enthalten.
Die Bindemittel können in organischen Lösemitteln aber auch in Reaktivverdünnern löslich sein und/oder in Wasser löslich, misch- bzw. dispergierbar.
Grundsätzlich geeignet sind alle Bindemittel, die in Druckfarbenindustrie verwendet werden.
Komponente C)
Die ggf. enthaltene Komponente C) wird in Mengen von 0 bis 50 Gew.-%, bevorzugt von 10 bis 40 Gew.-% eingesetzt. Grundsätzlich geeignet sind alle Farbmittel und/oder Füllstoffe, die in der Druckfarbenindustrie verwendet werden. Ausgewählt werden sie nach coloristischen Aspekten und Anforderungen wie z. B. Farbton, Farbstärke, Helligkeit, Sättigung, Transparenz, Deckvermögen, Lichtechtheit, Ausblutechtheit, Verträglichkeit usw. sowie nach mechanischen Aspekten und Anforderungen wie z. B. Härte, Elastizität, usw.
Es werden anorganische Pigmente und Füllstoffe wie z. B. Miloriblau, Titandioxid, Eisenoxide, Metallpigmente (z. B. Spinell, Bismutvanadat, Nickeltitan, Chromoxid), Pigmentruße sowie Carbonate, wie z. B. Kreide, Kalksteinmehl, Calcit, Dolomit, Bariumcarbonat, Sulfate, wie z. B. Baryt, Blanc fixe, Calciumsulfate, Silicate, wie z. B. Talk, Pyrophyllit, Chlorit, Glimmer, Kaolin, Schiefermehl, Feldspalte, gefällte Ca-, AI-, Ca/Al-, Na/AI -Silicate, Kieselsäuren, wie z. B. Quarz, Quarzgut, Cristobalit, Kieselgur, gefällte und/oder pyrogene Kieselsäure, Glasmehl und Oxide, wie z. B. Magnesium-
und Aluminiumoxide und -hydroxide sowie organische Pigmente wie z. B. Isoindolin-, Azo-, Chinacridon-, Perylen, Dioxazin, Phthalocyanin-Pigmente verwendet. Außerdem können Metalleffektpigmente wie z. B. Aluminium-, Kupfer-, Kupfer/Zink- und Zink- Pigmente, feuergefärbte Bronzen, Eisenoxid-Aluminium-Pigmente, Interferenz- bzw. Perlglanzeffektpigmente wie z. B. Metalloxid-Glimmer-Pigmente, Bismutoxidchlorid, basisches Bleicarbonat, Fischsilber oder mikronisiertes Titandioxid, blättchenförmiger Graphit, blättchenförmiges Eisenoxid, Mehrschicht-Effektpigmente aus PVD-Filmen bzw. nach dem CVD-Verfahren hergestellt (Chemical Vapor Deposition) sowie Flüssigkristall-(Polymer)-Pigmente verwendet werden. Darüber hinaus kommen Farbstoffe zum Einsatz. Eine Aufstellung verwendeter Pigmente, Füllstoffe und/oder Farbstoffe ist in „Römpp Lexikon, Lacke und Druckfarben, Herausgeber Dr. Ulrich Zorll, Georg Thieme Verlag, Stuttgart, 1998" oder „Pigment- und Füllstofftabellen, Herausgeber Olaf Lückert, Vincentz Verlag, Hannover, 2002" gegeben. Komponente D)
Die erfindungswesentliche Komponente D) wird in Mengen von 5 bis 75 Gew.-%, bevorzugt von 5 bis 45 Gew.-% eingesetzt.
Als Komponente D) geeignet sind Hilfs- und Zusatzstoffe wie zum Beispiel Inhibitoren, organische Lösemittel, Wasser, grenzflächenaktive Substanzen, Sauerstoff- und/oder Radikalfänger, Katalysatoren, Lichtschutzmittel, Farbaufheller, Photosensibilisatoren und -initiatoren, Additive zur Beeinflussung rheologischer Eigenschaften wie z. B. Thixotropiermittel und/oder Eindickungsmittel, Verlaufmittel, Hautverhinderungsmittel, Entschäumer und Entlüfter, Antistatika, Gleitmittel, Netz- und Dispergiermittel, Vernetzer wie z. B. Melamin-Formaldehydharze, blockierte und/oder nicht blockierte (Poly)lsocyanate, (Poly)Amine und/oder (Poly)Carbonsäuren, Konservierungsmittel wie z. B. auch Fungizide und/oder Biozide, thermoplastische Additive, Weichmacher, Mattierungsmittel, Brandschutzmittel, interne Trennmittel und/oder Treibmittel.
Als Lösemittel geeignet sind solche, die in der Druckfarbenindustrie verwendet werden. Bevorzugt werden z. B. Alkohole, Acetate, Ketone, Ether, Glykolether, Aliphaten, Aromaten, allein oder in Mischung. Es können aber auch so genannte
Reaktivverdünner verwendet werden, die in strahlenhärtenden Beschichtungsstoffen üblicherweise Anwendung finden wie z. B. mono- di-, oder höherfunktionelle Acrylatmonomere, die auch alkoxyliert sein können, und/oder Vinylether.
Herstellung der Druckfarbenzusammensetzungen aus den Komponenten A) bis D):
Die Herstellung der Druckfarbenzusammensetzungen erfolgt durch intensives Mischen der Komponenten bei Temperaturen von 20 bis 80 °C („Lehrbuch der Lacktechnologie", Th. Brock, M. Groteklaes, P. Mischke, Hrsg. V. Zorll, Vincentz Verlag, Hannover, 1998, Seite 229 ff.).
Nicht flüssige Komponenten werden gegebenenfalls, vor dem Mischen zuerst in geeigneten Lösemitteln oder Wasser in Lösung gebracht, anschließend werden die restlichen Komponenten unter Rühren zugefügt. Im Falle von z. B. Pigmenten und/oder Füllstoffen erfolgt eine Dispergierung unter Verwendung geeigneter Aggregate wie z. B. Dreiwalzen, Perlmühlen, Kugelmühlen o. ä..
Der Formaldehydgehalt der Druckfarbenzusammensetzungen liegt unter 100 ppm, bevorzugt unter 50 ppm und besonders bevorzugt unterhalb von 10 ppm.
Verwendet werden die Druckfarbenzusammensetzungen für das Bedrucken unterschiedlicher Substrate, wie z. B. Folien aus Kunststoffen und/oder Verbundstoffen wie z. B. aluminiumkaschierten Folien, Textilien, Fasern, Gewebematerialien, Leder, Metallen, Pappe, Papier, Karton, Glas, Papierlaminaten und/oder synthetischen Materialien, wie z. B. Kunstledern, usw., wobei die Beschichtung weitestgehend frei von Formaldehyd ist. Geeignet sind die Druckfarbenzusammensetzungen für alle üblichen Druckmethoden, wie z. B. Offsetdruck, Flexodruck, Siebdruck, Tiefdruck, Tampondruck, Ink-jet Tintendruck oder Tonerdruck.
Die erfindungsgemäßen Druckfarbenzusammensetzungen zeichnen sich durch eine besonders hohe Antrocknungsgeschwindigkeit, Kratz- und Wasserfestigkeit aus.
Die Filme besitzen einen hohen Glanz und einen geringen Glanzschleier, eine hohe Farbstabilität sowie eine sehr hohe Hitze- und Lichtbeständigkeit.
Die getrockneten, gehärteten bzw. vernetzten Filme besitzen gute Haftungseigenschaften auf darunter liegenden Beschichtungen; auch ist die Zwischenschichthaftung zu darüber liegenden Schichten positiv beeinflusst.
Die beanspruchten Druckfarbenzusammensetzungen weisen auf den verwendeten Substraten einen einwandfreien Verlauf auf und sind frei von Oberflächenstörungen, wie zum Beispiel Kratern und Benetzungsstörungen.
Je nach Druckverfahren werden die Viskositäten der Druckfarbenzusammensetzungen eingestellt. Bei gegebener Lösungsviskosität besitzen die beanspruchten Druckfarbenzusammensetzungen einen nicht flüchtigen Anteil von 10 % bis 100 Gew.- %, bevorzugt von 30 % bis 100 %.
Gegenstand der Erfindung sind auch die mit den Druckfarbenzusammensetzungen bearbeiteten Gegenstände.
Die folgenden Beispiele sollen die gemachte Erfindung weiter erläutern aber nicht ihren Anwendungsbereich beschränken:
Beispiele
Analytische Methoden
Bestimmung des Gehaltes an freiem Formaldehvd
Der Formaldehydgehalt wird nach der Lutidin-Methode mittels HPLC ermittelt (Amtliche Sammlung von Untersuchungsverfahren nach§ 64 LFGB K 84.00 7(EG): „Nachweis und quantitative Bestimmung des freien Formaldehyds")
Gerät: HPLC-System mit zwei isokratischen Pumpen, thermostatisiertem Reaktor, variablem UVA/IS-Detektor und Auswerteeinheit, z. B. Hewlett-Packard HP 1100 mit
PC-gestützter Auswertesoftware ChemStation.
Stationäre Phase C18-reversed-phase, 5 μm, 250 x 4,0 mm
Mobile Phase Milli-Q-Wasser
Injektionsvolumen 20 μl
Nachsäulenderivatisierung Acetylaceton-Lösung
Fluss 1 ,0 ml/min
Detektion UV-Detektion bei 420 nm
Probenvorbereitung 250 mg in 3 ml THF lösen und mit Wasser auf 25 ml auffüllen
Kalibrierlösung 100 mg Formaldehyd-Lösung/100 ml Wasser
1 :1000 Verdünnung in Wasser
Auswertung gegen externen Standard
Bestimmung der Hvdroxylzahl
Die Bestimmung der OH-Zahl der erfindungswesentlichen Komponente A) erfolgt in Anlehnung an die DIN 53240-2 „Bestimmung der Hydroxylzahl". Hierbei ist darauf zu achten, dass eine Acetylierungszeit von 3 h exakt eingehalten wird.
Bestimmung der Carbonylzahl
Die Bestimmung der Carbonylzahl der erfindungswesentlichen Komponente A) erfolgt
FT-IR-spektroskopisch nach Kalibrierung mit 2-Ethylhexanon in THF in einer NaCI-
Küvette.
Bestimmung des Gehaltes nicht flüchtiger Anteile (nfA)
Der Gehalt nicht flüchtiger Anteile wird als Mittelwert aus einer Doppelbestimmung angegeben. In ein gereinigtes Aluminium-Schälchen (Taramasse m^ werden auf einer Analysenwaage ca. 2 g der Probe (Druckfarbe) eingewogen (Masse m2 der Substanz). Anschließend gibt man das Aluminium-Schälchen über 2 h bei 150 °C in einen Umluft-
Wärmeschrank. Das Schälchen wird auf Raumtemperatur abgekühlt und auf 0,1 mg genau zurückgewogen (m3).
Der nicht flüchtige Anteil (nfA) wird nach folgender Gleichung errechnet:
φ=™iZ3.. ιoo [Masse-%]
Bestimmung der Farbzahl nach Gardner vor und nach thermischer Belastung
Die Bestimmung der Farbzahl nach Gardner der erfindungswesentlichen Komponente
A) erfolgt in 50%iger Lösung des Harzes in Ethylacetat in Anlehnung an DIN ISO 4630.
Ebenfalls wird auf diese Weise die Farbzahl nach thermischer Belastung der erfindungswesentlichen Komponente A) ermittelt. Hierzu werden 5 g des Harzes A) zunächst 24 h bei 150 °C in Luftatmosphäre gelagert. Sodann erfolgt die Bestimmung der Farbzahl nach Gardner in 50%iger Lösung des thermisch belasteten Harzes in Ethylacetat in Anlehnung an DIN ISO 4630.
Bestimmung der Lösunqsviskosität
Die Bestimmung der Lösungsviskosität der Druckfarbe erfolgt nach der DIN EN ISO 3219. Die Messung der Viskosität erfolgt bei 200C mittels Platte/Kegel- Rotationsviskosimeter (1/4Os).
Bestimmung der Polvdispersität
Es erfolgt die Messung der Molekulargewichtsverteilung der erfindungswesentlichen Komponente A) mittels Gelpermeationschromatographie in Tetrahydrofuran gegen Polystyrol als Standard. Die Polydispersität (Mw/Mn) berechnet sich aus dem Verhältnis des Gewichtsmittels (Mw) zum Zahlenmittel (Mn).
Bestimmung des Schmelzbereiches
Die Bestimmung des Schmelzpunktes/Schmelzbereiches der erfindungswesentlichen Komponente A) erfolgt mit einem Kapillarschmelzpunkt-Messgerät (Büchi B-545) in Anlehnung an die DIN 53181.
Berechnung der Copolymer-Verteilunq
Zur Berechnung der Werte für k, I und m der erfindungswesentlichen Komponente A) wird wie folgt verfahren.
Berechnungsbeispiel (zur Veranschaulichung werden ganze Zahlen verwendet):

mit R = Phenyl
Annahmen:
Das Molekulargewicht (Mn) sei 1000 g/mol, die OH-Zahl sei 300 mg KOH/g, die Carbonylzahl sei 10 mg KOH/g.
Aus einer OH-Zahl von 300 mg KOH/g resultieren (300/56110*1000) 5,35 OH-Gruppen pro 1000 g/mol. Dies bedeutet, dass k = 5,35 beträgt.
Aus einer C=O-ZaN von 10 mg KOH/g resultieren (10/56110*1000) 0,18 C=O-Gruppen pro 1000 g/mol. Dies bedeutet, dass I = 0,18 beträgt.
Berechnung von m : (1000 g/mol - (5,35 mol * 134 g/mol) - (0,18 mol* 132 g/mol))/118 g/mol = 259 / 118 = 2,2
Die Summe aus k + m + I ist somit 5,35 + 2,2 + 0,18 = 7,73
Die folgenden Beispiele sollen die gemachte Erfindung weiter erläutern aber nicht ihren Anwendungsbereich beschränken:
Bestimmung der Verqilbunqs-, Licht- und Hitzebeständiqkeit Zur Bestimmung der Vergilbungs-, Licht- und Hitzebeständigkeit wurden die Druckfarben auf Aluminiumplatten aufgetragen und vom Lösemittel befreit.
Sodann wurden die beschichteten Bleche einem Xenon 1200-Test unterzogen bzw. sie wurden 24 h bei 100°C gelagert. Die CIE-Lab-Farbdifferenzen vor und nach Belastung zwischen den Vergleichsfilmen ohne die erfindungswesentliche Komponente A) und dem Film mit der erfindungswesentlichen Komponente A) wurden nach DIN 6174/DIN 5033 mit dem Messgerät x-rite 8200 Spektralfotometer (Messparameter: ohne Glanz/ Blende 12,7mm /Lichtart D65/100) ermittelt.
Bestimmung der Substratbenetzunq und des Verlaufs
Die Bestimmung der Substratbenetzung und des Verlaufs der Druckfarben erfolgt visuell. Eine gute Benetzung ist erreicht, wenn die applizierte Druckfarbe einen geschlossenen Film ohne Fehlstellen wie z. B. Krater ergibt. Ein guter Verlauf ist erreicht, wenn der applizierte, geschlossene Film eine geringe Eigenstruktur (z. B. Orangenhaut, zu tiefes Eindringen in das Substrat bei z. B. Papier, o. ä.) aufweist.
Bestimmung der Haftung
Die Haftung der Beschichtungen wurde mittels Klebebandtest (Tesatest) vor und nach Belastung (s. u. Tropen-/Wasserlagerungstest) untersucht. Die Druckfarbe wird auf das zu untersuchende Substrat appliziert. Dann wird das gegebenenfalls enthaltene Lösemittel entfernt. Nach Trocknung werden die Beschichtungen bei Normalklima bzw. unter Belastung (s. dort) gelagert. Dann wird ein Klebeband aufgeklebt und durch schnelles Abreißen wieder entfernt. Beurteilt wird die Beschädigung der Beschichtung.
Belastungstests / Wasserfestigkeit
Tropentest: Lagerung der applizierten Filme bei 40 °C und 95%iger Luftfeuchtigkeit Wasserlagerung: DIN EN ISO 2812-2 (Lagerung der Probetafeln bei 40 0C in VE- Wasser)
Bestimmung des Glanzqrades / Glanzschleier Die Bestimmung erfolgte nach DIN EN ISO 2813.
Antrocknungsgeschwindigkeit
Die Druckfarben werden auf die zu untersuchenden Substrat appliziert. Nach 5 min, 1 h und 24 h wird der Tesatest (s. Haftung) durchgeführt.
Kratzfestigkeit (Fingernageltest)
Der Zeigefinger wird über die Beschichtung gezogen und der Grad der Beschädigung der Beschichtung wird visuell beurteilt.
Beispiele:
Nicht erfindunqsqemäße Verqleichsbeispiele
Das Dokument, das den Stand der Technik am besten beschreibt, ist DE 33 34 631 A1. Das hier verwendete Acetophenon/Formaldehydharz wurde gemäß Beispiel 2 der DE 892 974 erhalten.
Beispiel A: Nachstellung des Beispiels 2 der DE 892 974
Zu 1200 g Acetophenon werden nach Zusatz von 240 g 50%iger Kalilauge und 400 g Methanol 1000 g 30%iger Formaldehydlösung im Laufe von 2 h unter starkem Rühren gegeben. Dabei erhöht sich die Temperatur auf 90 °C. Diese Temperatur wird 10 h gehalten. Es wird mit Schwefelsäure angesäuert und das entstandene Kondensationsprodukt mit heißem Wasser gewaschen, geschmolzen und im Vakuum entwässert.
Es werden 1260 g eines gelben Harzes erhalten. Das Harz ist klar und spröde und besitzt einen Schmelzpunkt von 67 °C. Die Farbzahl nach Gardner beträgt 3,8 (50%ig in Ethylacetat). Es ist z. B. in Acetaten wie z. B. Butyl- und Ethylacetat, in Aromaten wie Toluol und XyIoI löslich. Es ist unlöslich in Ethanol. Der Formaldehydgehalt liegt bei 255 ppm.
Beispiel B: Nachstellung des Beispiels 3 der DE 33 34 631 A1
Dem Beispiel 3 der DE 33 34 631 A1 entsprechend wurde das aus Beispiel A erhaltene Harz bei 300 bar und 180 °C kontinuierlich in einem Rieselbettreaktor hydriert. Der Reaktor war mit 100 ml_ Harshaw-Ni-5124-Kontakt (zu beziehen über Engelhard Corp.) gefüllt. Stündlich wurden 50 ml_ einer 30%igen Lösung des Harzes in i-Butanol zugefahren, wobei der Druck im Reaktor durch Nachführen des verbrauchten Wasserstoffs konstant bei 300 bar gehalten wurde.
Erfindungsgemäße Beispiele
Erfindungsgemäßes Beispiel I)
Herstellung eines Grundharzes für die weitere Hydrierung auf Basis von
Acetophenon und Formaldehyd
1200 g Acetophenon, 220 g Methanol, 0,3 g Benzyltributylammoniumchlorid und 360 g einer 30%igen, wässrigen Formaldehydlösung werden vorgelegt und unter Rühren homogenisiert. Sodann erfolgt unter Rühren die Zugabe von 32 g einer 25%igen, wässrigen Natronlaugelösung. Bei 80 bis 85 °C erfolgt dann unter Rühren die Zugabe von 655 g einer 30%igen, wässrigen Formaldehydlösung über 90 min. Der Rührer wird nach 5 h Rühren bei Rückflusstemperatur abgestellt und die wässrige Phase von der Harzphase separiert. Das Rohprodukt wird mit essigsaurem Wasser gewaschen, bis eine Schmelzprobe des Harzes klar erscheint. Dann wird das Harz durch Destillation getrocknet.
Es werden 1270 g eines leicht gelblichen Harzes erhalten. Das Harz ist klar und spröde und besitzt einen Schmelzpunkt von 72 °C. Die Farbzahl nach Gardner beträgt 0,8 (50%ig in Ethylacetat). Es ist z. B. in Acetaten wie z. B. Butyl- und Ethylacetat, in Aromaten wie Toluol und XyIoI löslich. Es ist unlöslich in Ethanol. Der Formaldehydgehalt liegt bei 35 ppm.
Hydrierung des Harzes auf Basis von Acetophenon und Formaldehyd aus Beispiel I) (Herstellung der Komponente A)
Erfindungsgemäßes Beispiel 1 :
300 g des Harzes aus Beispiel I) werden unter Erwärmen in 700 g i-Butanol gelöst. Sodann erfolgt die Hydrierung bei 260 bar und 120 °C in einem Autoklaven (Fa. Parr) mit Katalysatorkorb, der mit 100 ml_ eines Raney-Typ Nickelkatalysators gefüllt ist. Nach 8 h wird die Reaktionsmischung über ein Filter aus dem Reaktor abgelassen.
Erfindungsgemäßes Beispiel 2:
300 g des Harzes aus Beispiel I) werden in 700 g Tetrahydrofuran (Wassergehalt ca. 7 %) gelöst. Sodann erfolgt die Hydrierung bei 260 bar und 120 °C in einem Autoklaven (Fa. Parr) mit Katalysatorkorb, der mit 100 ml_ eines handelsüblichen Ru- Katalysators (3 % Ru auf Aluminiumoxid) gefüllt ist. Nach 20 h wird die Reaktionsmischung über ein Filter aus dem Reaktor abgelassen.
Erfindungsgemäßes Beispiel 3:
Das Harz aus Beispiel I) wurde unter Erwärmen30%ig in i-Butanol gelöst. Die Hydrierung erfolgt in einem kontinuierlich betriebenen Festbettreaktor, der mit 400 ml_ eines handelsüblichen, silikageträgerten Kupfer-Chrom-Kontaktes gefüllt ist. Bei 300 bar und 130 °C werden stündlich 500 ml_ der Reaktionsmischung von oben nach unten durch den Reaktor gefahren (Rieselfahrweise). Der Druck wird durch Nachführen von Wasserstoff konstant gehalten.
Erfindungsgemäßes Beispiel 4:
Das Harz aus Beispiel I) wurde unter Erwärmen 30%ig in i-Butanol gelöst. Die Hydrierung erfolgt in einem kontinuierlich betriebenen Festbettreaktor, der mit 400 ml_ eines handelsüblichen, Raney-Typ Nickelkatalysators gefüllt ist. Bei 300 bar und 130 °C werden stündlich 400 ml_ der Reaktionsmischung von oben nach unten durch
den Reaktor gefahren (Rieselfahrweise). Der Druck wird durch Nachführen von Wasserstoff konstant gehalten.
Die Harzlösungen aus den Beispielen 1 bis 4 und dem Vergleichsbeispiel B werden im Vakuum vom Lösemittel befreit. Die Eigenschaften der resultieren Harze sind in Tabelle 1. aufgeführt.
Tabelle 1.: Eigenschaften der hydrierten Harze nach den Beispielen 1 bis 4

Alle Harze sind in üblichen Lacklösemitteln löslich. Im Gegensatz zu dem Grundharz aus Beispiel I) sind die Harze nunmehr löslich in polaren Lösemitteln wie Alkoholen.
Beispielsweise sind die Harze löslich in Ethanol, Dichlormethan, Ethylacetat, Butylacetat, Isopropanol, Aceton und Diethylether.
Die erfindungsgemäßen Harze 1 bis 4 besitzen im Vergleich zu dem nichterfindungs- gemäßen Harz nach Beispiel B einen geringeren Gehalt an freiem Formaldehyd. Entsprechend der geringeren Carbonylzahl sind die Farbzahl und die Farbzahl nach thermischer Belastung geringer. Obwohl diese Harze um bis zu 35 % höhere Schmelzpunkte besitzen als das nichterfindungsgemäße Harz nach Beispiel B, ist die Viskosität in vergleichbarer Größenordnung zu dem Harz nach Beispiel B. Dies kann gegebenenfalls mit der höheren Polydispersität des nichterfindungsgemäßen Harzes erklärt werden.
Die Harze der Beispiele 1 - 4 sind in Ethanol in jedem Verhältnis löslich. Im Gegensatz dazu, ist das Harz aus dem Vergleichsbeispiel nicht mehr einwandfrei löslich in Ethanol bei Konzentrationen unter 10 % Feststoff.
Anwendungsbeispiel: Auf Nitrocellulose basierende Flexodruckfarbe
Die in der nachfolgenden Tabelle dargestellten Komponenten wurden zu einer schwarzen Flexodruckfarbe verarbeitet. Dazu wurden Nitrocellulose, Vestinol 9 und Nuosperse FX 9085 in dem Lösemittelgemisch unter Rühren gelöst. Nach Zugabe des Schwarzpigments Spezialschwarz 4 wurde durch Dispergierung eine Pigmentpräparation hergestellt. Anschließend wurden der Pigmentpräparation die Harze nach Vergleichsbeispiel B, bzw. Beispiel 2 und 3 unter Rühren zugefügt und mit 550 g eines Lösemittelgemisches aus Ethylacetat und Ethanol (1 : 1 ) auf eine Viskosität bei 23°C von 18 s im DIN 4 mm-Becher eingestellt.

Beispiele für Bezugsquellen:


Antrocknunqsqeschwindiqkeit
Zur Beurteilung der Antrocknungsgeschwindigkeit wurden die Druckfarben auf vorbehandelter OPP-Folien mit einer Schichtdicke von ca. 3 μm appliziert. Nach 5 min, 1 h und 24 h wurde die Tesahaftung überprüft.

1 sehr gut, 6 ungenügend
Ohne den Zusatz eines hydrierten Keton-Aldehydharzes ist die Haftung stets schlecht (V1 ). Die Verwendung des Vergleichsharzes B in der Formulierung V2 führt zu besseren Ergebnissen; jedoch wird eine gute Haftung erst nach 24 h erreicht, was gegebenenfalls auf den geringen Schmelzpunkt des Harzes aus V2 zurückzuführen ist. Im Gegensatz dazu besitzen die Druckfarben nach den erfindungsgemäßen Beispielen A1 und A2 sogar nach 5 min sehr gute Werte. Damit ist gezeigt, dass die erfindungsgemäßen Harze die Antrocknungsgeschwindigkeit verbessern.
Bestimmung der Haftung
Die jeweilige Druckfarbe wurde auf das zu untersuchende Substrat mit einem 6 μm Rakel appliziert. Dann wurde die Haftung der Druckfarben nach verschiedenen Zeiten mittels Tesatest überprüft.
OPP-Folie (vorbehandelt)
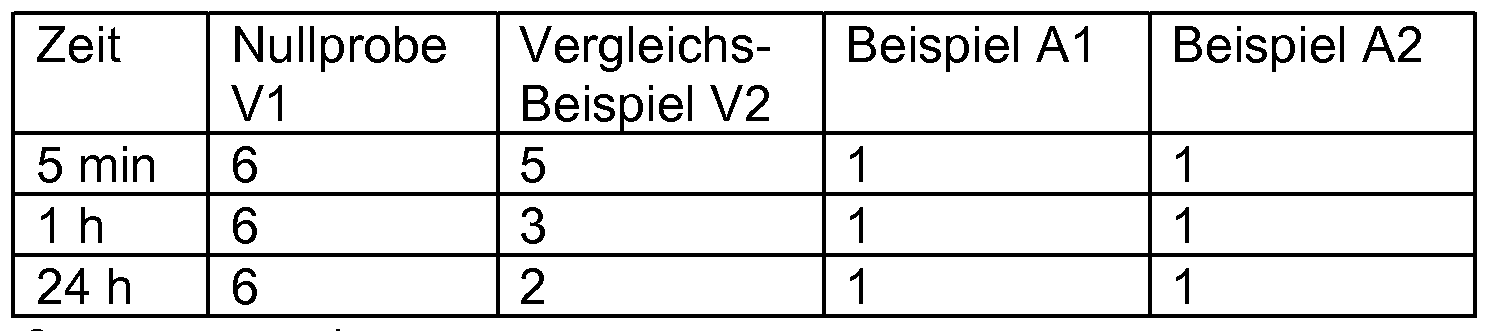
1 sehr gut, 6 ungenügend
Polyesterfolie (vorbehandelt)

1 sehr gut, 6 ungenügend
Man erkennt, dass die Haftung der Druckfarbe sowohl auf OPP-Folie als auch auf Polyesterfolie nur durch die erfindungsgemäßen Harze sehr gut ist.
Außerdem wurde die Haftung nach Lagerung der applizierten Filme über 24 h bei Normalklima und anschließender Lagerung bei 40 °C und 95%iger Luftfeuchtigkeit (Tropentest) über 24 h überprüft:
OPP-Folie (vorbehandelt)

1 sehr gut, 6 ungenügend
Polyesterfolie (vorbehandelt)

1 sehr gut, 6 ungenügend
Auch hier werden nur durch die erfindungsgemäßen Harze sehr gute Resultate erzielt. Außerdem wurde die Haftung der applizierten Filme nach 20 minütiger Wasserlagerung durch Reiben der aufeinander gelegten beschichteten Folien (sogenannter Nassribbeltest) überprüft:
OPP-Folie (vorbehandelt)

1 sehr gut, 6 ungenügend
Polyesterfolie (vorbehandelt)

1 sehr gut, 6 ungenügend
Insgesamt ist festzuhalten, dass ohne den Zusatz eines hydrierten Keton- Aldehydharzes ist die Haftung stets schlecht ist (V1 ). Die Verwendung des Vergleichsharzes B in der Formulierung V2 führt zu besseren Ergebnissen. Die besten Resultate werden durch die Druckfarben mit den Harzen aus den erfindungsgemäßen Beispielen A1 und A2 erhalten. Damit ist gezeigt, dass die erfindungswesentlichen Harze die Haftung auch unter kritischen Bedingungen verbessern.
Kratzfestigkeit (Fingernageltest)
Zur Bestimmung der Kratzfestigkeit wurden die Druckfarben mit einem 6 μm Rakel auf
OPP-Folie appliziert. Nach Lagerung bei Normalklima über 1 und 24 h erfolgte die
Messung.

1 : Film ist vollkommen kratzbeständig, 6: Film lässt sich komplett abkratzen
Ohne den Zusatz eines hydrierten Keton-Aldehydharzes ist die Kratzfestigkeit stets schlecht (V1 ). Die Verwendung des Vergleichsharzes B in der Formulierung V2 führt zu besseren Ergebnissen. Die besten Resultate werden durch die Druckfarben mit den Harzen aus den erfindungsgemäßen Beispielen A1 und A2 erhalten. Damit ist gezeigt, dass die erfindungswesentlichen Harze die Kratzfestigkeit verbessern.
Bestimmung der Verqilbunqs-, Licht- und Hitzebeständiqkeit
Zur Bestimmung der Vergilbungs-, Licht- und Hitzebeständigkeit wurde eine weiße
Farbe aus den Rohstoffen der nachfolgenden Tabelle hergestellt.

Die Farben wurden auf Aluminiumplatten aufgetragen und vom Lösemittel befreit. Sodann wurden die beschichteten Bleche für 24 h einem Xenon 1200-Test unterzogen.
Für die Bestimmung der Hitzbeständigkeit wurden die Proben 24 h bei 100°C gelagert. Die CIE-Lab-Farbdifferenzen vor und nach Belastung zwischen den Vergleichsfilmen ohne die erfindungswesentliche Komponente A) und dem Film mit der erfindungswesentlichen Komponente A) wurden nach DIN 6174/DIN 5033 mit dem Messgerät x-rite 8200 Spektralfotometer (Messparameter: ohne Glanz/ Blende 12,7mm /Lichtart D65/100) ermittelt.

Die Verwendung des Vergleichsharzes B in Formulierung V4 führt zu starken Farbtonabweichungen, gegebenenfalls aufgrund der hohen Carbonyl-Zahl. Im
Gegensatz dazu besitzen die Druckfarben nach den erfindungsgemäßen Beispielen A3 und A4 eine sehr gute Stabilität.
Bestimmung des Glanzgrades / Glanzschleier
Zur Bestimmung des Glanzes und des Glanzschleiers (Haze) wurden die weißen
Farben auf Basis der Nitrocellulose Normtyp 25 E mit einem 6 μm Rakel auf
Aluminiumplatten appliziert. Nach Lagerung bei Normalklima über 24 h erfolgte die
Messung.

Ohne den Zusatz eines hydrierten Keton-Aldehydharzes (V3) ist der Glanz relativ gering und der Haze hoch. Dies ist gegebenenfalls auf eine schlechte Pigmentbenetzung/-stabilisierung durch das Fehlen eines Hartharzes zurückzuführen. Die Verwendung des Vergleichsharzes B in der Formulierung V4 führt zu besseren Ergebnissen; allerdings ist hier ebenfalls der Haze hoch. Die besten Resultate werden durch die Druckfarben mit den Harzen aus den erfindungsgemäßen Beispielen A3 und A4 erhalten. Damit ist gezeigt, dass die erfindungswesentlichen Harze Glanz und Glanzschleier verbessern.
Anwendungsbeispiel auf UV härtenden Drucklack
Die in der Tabelle genannten Komponenten werden unter Rühren zu einem UV- Drucklack verarbeitet.

Bestimmung der Haftung
Der jeweilige Drucklack wurde auf das zu untersuchende Substrat mit einem 6 μm Rakel appliziert. Dann wurde die Haftung der Drucklacke nach verschiedenen Zeiten mittels Tesatest überprüft.
Polyesterfolie (vorbehandelt)

1 sehr gut, 6 ungenügend
Ohne den Zusatz eines hydrierten Keton-Aldehydharzes ist die Haftung nicht optimal (V5). Die Verwendung des Vergleichsharzes B in der Formulierung V6 führt zu besseren Ergebnissen, insbesondere nach Lagerung (Relaxation). Die besten Resultate mit einer hervorragenden Anfangs- und Dauerhaftung werden durch die Druckfarben mit den Harzen aus den erfindungsgemäßen Beispielen A5 und A6
erhalten. Damit ist gezeigt, dass die erfindungswesentlichen Harze die Haftung auch in UV-Drucklacken verbessern.
Claims
1. Druckfarbenzusammensetzungen mit einem Gehalt an freiem Formaldehyd unter
100 ppm, im Wesentlichen enthaltend
A) 5 bis 75 Gew.-% mindestens eines carbonylhydrierten Keton-Aldehydharzes auf Basis von Formaldehyd, mit einem Gehalt an freiem Formaldehyd von weniger als 3 ppm, das im Wesentlichen die Strukturelemente gemäß Formel I enthält

mit
R = aromatisch mit 6 - 14 Kohlenstoffatomen, (cyclo-)aliphatisch mit 1 - 12
Kohlenstoffatomen,
R' = H, CH2OH, k = 2 bis 15, bevorzugt 3 bis 12, besonders bevorzugt 4 bis 12, m = 0 bis 13, bevorzugt 0 bis 9,
I = 0 bis 2, wobei die Summe aus k + I + m zwischen 5 und 15 und k > m ist, bevorzugt zwischen 5 und 12 liegt, die drei Strukturelemente alternierend oder statistisch verteilt sein können und wobei die Strukturelemente über CH2-Gruppen linear und/oder über CH-Gruppen verzweigend verknüpft sind,
und
B) 20 bis 90 Gew.-% mindestens eines Bindemittels, und ggf.
C) 0 bis 50 Gew.-% mindestens eines Farbmittels und/oder Füllstoffs und
D) 5 bis 75 Gew.-% mindestens eines Zusatzstoffes, wobei die Summe der Gewichtsangaben von Komponente A) bis D) 100 Gew.-% beträgt.
2. Druckfarbenzusammensetzungen nach Anspruch 1 , dadurch gekennzeichnet, dass die carbonylhydrierten Keton-Aldehydharze A),
die im Wesentlichen die Strukturelemente gemäß Formel I enthalten

R = aromatisch mit 6 - 14 Kohlenstoffatomen, (cyclo-)aliphatisch mit 1 - 12
Kohlenstoffatomen,
R' = H, CH2OH, k = 2 bis 15, bevorzugt 3 bis 12, besonders bevorzugt 4 bis 12, m = 0 bis 13, bevorzugt 0 bis 9,
I = 0 bis 2, wobei die Summe aus k + I + m zwischen 5 und 15 und k > m ist, bevorzugt zwischen 5 und 12 liegt, die drei Strukturelemente alternierend oder statistisch verteilt sein können und wobei die Strukturelemente über CH2-Gruppen linear und/oder über CH-Gruppen verzweigend verknüpft sind, erhalten werden durch
I. die Herstellung der Grundharze durch Kondensation von mindestens einem Keton mit mindestens einem Aldehyd in Gegenwart mindestens eines basischen Katalysators und gegebenenfalls mindestens eines Phasentransferkatalysators, lösemittelfrei oder unter Verwendung eines wassermischbaren organischen Lösemittels,
und anschließender
II. kontinuierlicher, halb- oder diskontinuierlicher Hydrierung der Carbonylgruppen der Keton-Aldehydharze (A) in der Schmelze oder in Lösung eines geeigneten Lösemittels mit Wasserstoff in Gegenwart eines Katalysators bei Drücken zwischen 50 und 350 bar, bevorzugt zwischen 100 und 300 bar, besonders bevorzugt zwischen 150 und 300 bar und Temperaturen zwischen 40 und 140 0C, bevorzugt zwischen 50 und 140 0C.
3. Druckfarbenzusammensetzungen nach Anspruch 1 oder 2, wobei die carbonylhydrierten Keton-Aldehydharze dadurch gekennzeichnet sind, dass • der Gehalt an freiem Formaldehyd unter 3 ppm, bevorzugt unter 2,5 ppm, besonders bevorzugt unter 2,0 ppm liegt,
• die Carbonylzahl zwischen 0 und 100 mg KOH/g, bevorzugt zwischen 0 und 50 mg KOH/g, besonders bevorzugt zwischen 0 und 25 mg KOH/g liegt,
• die Hydroxylzahl zwischen 50 und 450 mg KOH/g, bevorzugt zwischen 150 und 400 mg KOH/g, besonders bevorzugt zwischen 200 und 375 mg KOH/g liegt,
• die Farbzahl nach Gardner (50 % in Ethylacetat) unter 1 ,5, bevorzugt unter 1 ,0, besonders bevorzugt unter 0,75 liegt,
• die Farbzahl nach Gardner (50 % in Ethylacetat) nach thermischer Belastung des Harzes (24 h, 150 °C) unter 2,0, bevorzugt unter 1 ,5, besonders bevorzugt unter 1 ,0 liegt,
• die Polydispersität (Mw/Mn) der Harze zwischen 1 ,35 und 1 ,6, besonders bevorzugt zwischen 1 ,4 und 1 ,58 liegt,
• die Lösungsviskosität, 40%ig in Phenoxyethanol, zwischen 5000 und 12000 nnPa-s, besonders bevorzugt zwischen 6000 und 10000 rnPa-s liegt,
• der Schmelzpunkt/-bereich zwischen 50 und 150 °C, bevorzugt zwischen 75 und 140 °C, besonders bevorzugt zwischen 100 und 130 °C liegt,
• der Gehalt an nicht flüchtigen Bestandteilen nach Temperung über 24 h bei 150 0C über 97,0 %, bevorzugt über 97,5 % liegt.
4. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass zur Herstellung der Keton-Aldehydharze A) α-Methylketone, die in α'-Position zur Carbonylgruppe keine Reaktionsmöglichkeit besitzen oder in α'-Position nur eine geringe Reaktivität aufweisen, verwendet werden.
5. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass als Ausgangsverbindungen zur Herstellung der Keton-Aldehydharze A) Acetophenon, Derivate des Acetophenons wie z. B. Hydroxyacetophenon, alkylsubstituierte Acetophenonderivate mit 1 bis 8 Kohlenstoffatomen am Phenylring, Methoxyacetophenon, 3,3-Dimethylbutanon, Methyl isobuty I keton, oder Propiophenon, allein oder in Mischungen, verwendet werden, in Mengen von 70 bis 100 Mol-%, bezogen auf die Ketonkomponente.
6. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass als Ausgangsverbindungen zur Herstellung der Keton-Aldehydharze A) bis zu 30 mol-%, bevorzugt bis zu 15 mol-% bezogen auf die Ketonkomponente, C-H- acide Ketone ausgewählt aus Aceton, Methylethylketon, Heptanon-2, Pentanon-3, Cyclopentanon, Cyclododecanon, Mischungen aus 2,2,4- und 2,4,4-Trimethylcyclopentanon, Cycloheptanon, Cyclooctanon, Cyclohexanon, alle alkylsubstituierten Cyclohexanone mit einem oder mehreren Alkylresten, die insgesamt 1 bis 8 Kohlenstoffatome aufweisen, allein oder in Mischungen, verwendet werden.
7. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass als Ausgangsverbindungen zur Herstellung der Keton-Aldehydharze A) bis zu
30 mol-%, bevorzugt bis zu 15 mol-% bezogen auf die Ketonkomponente, C-H- acide Ketone verwendet werden, ausgewählt aus Cyclohexanon, Methylethylketon,
2-tert.-Butylcyclohexanon, 4-tert.-Butylcyclohexanon und/oder 3,3,5-
Trimethylcyclohexanon.
8. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass als Ausgangsverbindung zur Herstellung der Keton-Aldehydharze A) Formaldehyd und/oder Formaldehyd-spendende Verbindungen eingesetzt werden.
9. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass als Ausgangsverbindung zur Herstellung der Keton-Aldehydharze A) Formaldehyd und/oder para-Formaldehyd und/oder Trioxan eingesetzt werden.
10. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass als Ausgangsverbindungen zur Herstellung der Keton-Aldehydharze A) zusätzlich zu Formaldehyd Aldehyde ausgewählt aus Acetaldehyd, n-Butyraldehyd, iso-Butyraldehyd, Valerianaldehyd, Dodecanal, allein oder in Mischungen in Anteilen bis zu 75 mol-%, bevorzugt bis zu 50 mol-%, besonders bevorzugt bis zu 25 mol-% bezogen auf die Aldehydkomponente, eingesetzt werden.
11. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass als Ausgangsverbindungen zur Herstellung der Keton-Aldehydharze A)
Acetophenon, 3,3-Dimethylbutanon und/oder Methylisobutylketon und gegebenenfalls CH-acide Ketone ausgewählt aus Cyclohexanon, Methyl ethylketon,
2-tert.-Butylcyclohexanon, 4-tert.-Butylcyclohexanon und 3,3,5-
Trimethylcyclohexanon, allein oder in Mischungen, und Formaldehyd eingesetzt werden.
12. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass das molare Verhältnis zwischen der Keton und der Aldehydkomponente zwischen 1 : 0,25 bis 1 zu 15, bevorzugt zwischen 1 : 0,9 bis 1 : 5 und besonders bevorzugt zwischen 1 : 0,95 bis 1 : 4 liegt.
13. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass Bindemittel B), aus der Gruppe der Polyurethane, Polyacrylate, Polyether, gesättigte und/oder ungesättigte Polyester und Copolyester, Alkydharze, Polyamide, Casein, Polyharnstoffe, Derivate der Cellulose, Polyvinylalkohole und Derivate, Polyvinylacetate, Polyvinylpyrolidone, (Cyclo)Kautschuke, Naturharze, Kohlenwasserstoffharze, Terpenharze, Maleinatharze, Phenolharze, Phenol- Aldehydharze, Harnstoff-Aldehydharze, Keton-Aldehydharze, Ketonharze, Aminoplaste, Polyolefine, acrylierte Polyester, acrylierte Polyether, acrylierte Epoxidharze, Urethanacrylate, Epoxidharze, Resole, Kolophoniumharze, Resinate, Kieselsäureester und Alkalisilikate, Silikonharze, fluorhaltigen Polymere, Chlorkautschuke, chlorierten Polyester, PVDF, allein oder in Mischungen, enthalten sind.
14. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass als Bindemittel B) Polyurethane, Polyacrylate, Polyether, gesättigte und/oder ungesättigte Polyester und Copolyester, Alkydharze, Polyharnstoffe, Derivate der Cellulose wie Cellulosenitrat, Celluloseether und/oder Celluloseacetobutyrate, Polyvinylalkohole und Derivate, Polyvinylacetate, Polyvinylpyrolidone, Naturharze, Kohlenwasserstoffharze wie Cumaron-, Inden-, Cyclopentadienharze, Terpenharze, Maleinatharze, Phenolharze, Phenol-Aldehydharze, Harnstoff- Aldehydharze, Keton-Aldehydharze, Ketonharze, Aminoplaste wie Melamin-, Benzoguanaminharze, Resole, Kolophoniumharze, Resinate, allein oder in Mischungen, enthalten sind.
15. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass als Komponente C) anorganische Pigmente und Füllstoffe ausgewählt aus Miloriblau, Titandioxid, Eisenoxiden, Metallpigmenten, Pigmentrußen, Carbonaten, Sulfaten, Silicaten, Pyrophyllit, Chlorit, Glimmer, Kaolin, Schiefermehl, Feldspalten, gefällten Ca-, AI-, Ca/AL-, Na/Al-Silicaten, Kieselsäuren, Kieselgur, gefällten und/oder pyrogenen Kieselsäuren, Glasmehl, Oxiden, allein oder in Mischungen, enthalten sind.
16. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass als Komponente C) organische Pigmente wie z. B. Isoindolin-, Azo-, Chinacridon-, Perylen, Dioxazin, Phthalocyanin-Pigmente, allein oder in Mischungen, enthalten sind.
17. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass als Komponente D) Inhibitoren, organische Lösemittel, Wasser, grenzflächenaktive Substanzen, Sauerstoff- und/oder Radikalfänger, Katalysatoren, Lichtschutzmittel, Farbaufheller, Photosensibilisatoren und - initiatoren, Additive zur Beeinflussung rheologischer Eigenschaften, Verlaufmittel, Hautverhinderungsmittel, Entschäumer, Entlüfter, Antistatika, Gleitmittel, Netz- und Dispergiermittel, Vernetzer, Konservierungsmittel, Fungizide, Biozide, thermoplastische Additive, Weichmacher, Mattierungsmittel, Brandschutzmittel, interne Trennmittel, oder Treibmittel, allein oder in Mischungen, enthalten sind.
18. Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass als organische Lösemittel der Komponente D) Alkohole, Acetate, Ketone,
Ether, Glykolether, Aliphaten, Aromaten, allein oder in Mischungen, enthalten sind.
19. Verfahren zur Herstellung von Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche durch intensives Mischen der Komponenten bei Temperaturen von 20 bis 80 °C.
20. Verwendung der Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche 1 bis 19 für das Bedrucken von Folien aus Kunststoffen und/oder Verbundstoffen, aluminiumkaschierten Folien, Textilien, Fasern, Gewebematerialien, Leder, Metallen, Pappe, Papier, Karton, Glas, Papierlaminaten und/oder synthetischen Materialien.
21. Verwendung der Druckfarbenzusammensetzungen nach mindestens einem der vorherigen Ansprüche 1 bis 19 für den Offsetdruck, Flexodruck, Siebdruck, Tiefdruck, Tampondruck, Ink-jet Tintendruck oder Tonerdruck.
22. Gegenstände, bearbeitet mit den Druckfarbenzusammensetzungen nach mindestens einem der Ansprüche 1 bis 19.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007047584A DE102007047584A1 (de) | 2007-10-05 | 2007-10-05 | Druckfarbenzusammensetzungen |
| DE102007047584.7 | 2007-10-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009047097A1 true WO2009047097A1 (de) | 2009-04-16 |
Family
ID=40070695
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2008/062423 Ceased WO2009047097A1 (de) | 2007-10-05 | 2008-09-18 | Druckfarbenzusammensetzungen |
Country Status (3)
| Country | Link |
|---|---|
| CN (1) | CN101434766A (de) |
| DE (1) | DE102007047584A1 (de) |
| WO (1) | WO2009047097A1 (de) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102040885B (zh) * | 2009-10-15 | 2013-08-21 | 比亚迪股份有限公司 | 一种油墨组合物及其制备方法和一种不锈钢工件 |
| WO2011115614A1 (en) * | 2010-03-15 | 2011-09-22 | Hewlett-Packard Development Company, L.P. | Inkjet ink with self-dispersed pigment |
| CN102250510B (zh) * | 2011-01-19 | 2013-10-02 | 深圳市美丽华油墨涂料有限公司 | 聚对苯二甲酸乙二醇酯材料用丝印油墨 |
| CN102061113B (zh) * | 2011-01-31 | 2013-06-26 | 郑州峰源油墨有限公司 | 醇溶聚氨酯凹版塑料油墨及其制备方法 |
| CN102558964B (zh) * | 2012-01-05 | 2013-12-18 | 汕头市华天富工业发展有限公司 | 彩色相纸标识印刷专用油墨 |
| CN103319937A (zh) * | 2013-06-05 | 2013-09-25 | 苏州凹凸彩印厂 | 铝箔用油墨及其制备方法 |
| CN103666042B (zh) * | 2013-11-25 | 2016-03-23 | 铜陵方正塑业科技有限公司 | 一种用于凹版印刷的紫外光固化油墨及其制备方法 |
| CN104312281A (zh) * | 2014-11-10 | 2015-01-28 | 合肥宏图彩印有限公司 | 一种耐化学腐蚀的印刷油墨及其制作方法 |
| CN105176188A (zh) * | 2015-09-17 | 2015-12-23 | 苏州市鼎立包装有限公司 | 一种包装用凹版油墨及其制备方法 |
| CN106854395A (zh) * | 2016-12-26 | 2017-06-16 | 海宁市佳峰彩印包装有限公司 | 一种高牢度改进彩印油墨及其制备方法 |
| CN107603335B (zh) * | 2017-10-30 | 2020-11-03 | 李炽仁 | 一种环保无毒水性烫画材料制备方法 |
| CN108084777A (zh) * | 2017-12-18 | 2018-05-29 | 成都海瑞斯特新材料有限公司 | 婴儿用品表印环保白墨及其制备方法 |
| CN109439066B (zh) * | 2018-12-17 | 2021-09-21 | 广东鑫瑞新材料科技有限公司 | 一种具有强烈珠光效果的珠光油墨及其制备方法 |
| WO2021092478A1 (en) * | 2019-11-08 | 2021-05-14 | Swimc Llc | Inks and labels to facilitate recycling |
| CN112759975A (zh) * | 2021-01-25 | 2021-05-07 | 陈曦 | 一种胶印油墨及其制备方法 |
| CN115595015B (zh) * | 2022-07-05 | 2023-11-14 | 佛山市儒林化工有限公司 | 一种耐高温超亮特白白墨及其制备方法 |
| CN115555223A (zh) * | 2022-09-30 | 2023-01-03 | 东风柳州汽车有限公司 | 一种设定标识的在线涂布方法 |
| CN116285483B (zh) * | 2023-02-23 | 2024-09-20 | 重庆宏图新材料科技有限公司 | 一种凹版印刷多功能通用添加剂及其制备方法 |
| CN117103883B (zh) * | 2023-08-22 | 2026-04-14 | 上海世丰印刷有限公司 | 一种包装盒印刷工艺 |
| CN117468268B (zh) * | 2023-12-27 | 2024-03-22 | 湖南大道新材料有限公司 | 一种阻水纸袋及其制备方法与应用 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004005208A1 (de) * | 2004-02-03 | 2005-08-11 | Degussa Ag | Verwendung strahlenhärtbarer Harze auf Basis hydrierter Keton- und Phenol-Aldehydharze |
| JP2005272585A (ja) * | 2004-03-24 | 2005-10-06 | Toyo Ink Mfg Co Ltd | 表刷り用グラビア印刷インキ組成物および印刷物 |
| DE102005010966A1 (de) * | 2005-03-10 | 2006-09-14 | Degussa Ag | Wässrige Druckfarbenzusammensetzungen |
| DE102005010964A1 (de) * | 2005-03-10 | 2006-09-14 | Degussa Ag | Wässrige Beschichtungsstoffzusammensetzungen für Effektlacke |
| DE102006000649A1 (de) * | 2006-01-03 | 2007-07-05 | Degussa Gmbh | Universell einsetzbare Zusammensetzungen |
| WO2007077045A1 (de) * | 2006-01-03 | 2007-07-12 | Evonik Degussa Gmbh | Universalpigmentpräparationen |
| DE102006000644A1 (de) * | 2006-01-03 | 2007-07-12 | Degussa Gmbh | Universell einsetzbare Harze |
| DE102006009079A1 (de) * | 2006-02-28 | 2007-08-30 | Degussa Gmbh | Formaldehydfreie, carbonylhydrierte Keton-Aldehydharze auf Basis Formaldehyd und ein Verfahren zu ihrer Herstellung |
| WO2008052831A2 (de) * | 2006-11-03 | 2008-05-08 | Evonik Degussa Gmbh | Feste, formaldehydfreie pigmentpräparationen |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD12433A (de) | ||||
| DE870022C (de) | 1944-07-16 | 1953-03-09 | Chemische Werke Huels Ges Mit | Verfahren zur Herstellung von Harzen |
| US2540886A (en) | 1947-05-16 | 1951-02-06 | Allied Chem & Dye Corp | Cyclohexanone-formaldehyde resin production |
| US2540885A (en) | 1947-05-16 | 1951-02-06 | Allied Chem & Dye Corp | Process of producing cyclohexanone-formaldehyde resins |
| DE892974C (de) | 1951-07-22 | 1953-10-12 | Licentia Gmbh | Verfahren zur Herstellung von Gusskoerpern aus einem haertenden Giessharz |
| DE826974C (de) | 1951-11-29 | 1952-01-07 | Chemische Werke Huels G M B H | Verfahren zur kontinuierlichen Hydrierung von Harzen aus fettaromatischen Ketonen und Formaldehyd |
| DE1155909B (de) | 1957-12-12 | 1963-10-17 | Rheinpreussen Ag | Verfahren zur kontinuierlichen Herstellung von hoehermolekularen Kondensationsprodukten |
| DE1300256B (de) | 1960-06-07 | 1969-07-31 | Rheinpreussen Ag | Verfahren zum Reinigen von Polykondensaten aus Ketonen und Aldehyden |
| DE1256898B (de) | 1965-09-06 | 1967-12-21 | Leuna Werke Veb | Verfahren zur Herstellung von hochmolekularen Kondensationsprodukten durch Kondensation eines Gemisches von Ketonen mit Formaldehyd |
| DE3334631A1 (de) | 1982-11-11 | 1984-05-17 | Chemische Werke Hüls AG, 4370 Marl | Benzinloesliche, hydrierte alkylarylketon/formaldehyd-harze sowie deren herstellung |
| DE3324287A1 (de) | 1983-07-06 | 1985-01-17 | Chemische Werke Hüls AG, 4370 Marl | Kondensationsharze auf basis von alkylarylketonen und formaldehyd |
| US5247066A (en) | 1991-08-29 | 1993-09-21 | National Starch And Chemical Investment Holding Corporation | Alkaline corrugating adhesive composition |
| JPH1112338A (ja) | 1997-06-19 | 1999-01-19 | Arakawa Chem Ind Co Ltd | ポリアルコール樹脂の製造法 |
| US6222009B1 (en) | 1999-08-02 | 2001-04-24 | Bic Corporation | Reduction of alkyl-aryl polymeric ketones using a metal alkoxide |
-
2007
- 2007-10-05 DE DE102007047584A patent/DE102007047584A1/de not_active Withdrawn
-
2008
- 2008-09-18 WO PCT/EP2008/062423 patent/WO2009047097A1/de not_active Ceased
- 2008-09-28 CN CNA2008101887619A patent/CN101434766A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004005208A1 (de) * | 2004-02-03 | 2005-08-11 | Degussa Ag | Verwendung strahlenhärtbarer Harze auf Basis hydrierter Keton- und Phenol-Aldehydharze |
| JP2005272585A (ja) * | 2004-03-24 | 2005-10-06 | Toyo Ink Mfg Co Ltd | 表刷り用グラビア印刷インキ組成物および印刷物 |
| DE102005010966A1 (de) * | 2005-03-10 | 2006-09-14 | Degussa Ag | Wässrige Druckfarbenzusammensetzungen |
| DE102005010964A1 (de) * | 2005-03-10 | 2006-09-14 | Degussa Ag | Wässrige Beschichtungsstoffzusammensetzungen für Effektlacke |
| DE102006000649A1 (de) * | 2006-01-03 | 2007-07-05 | Degussa Gmbh | Universell einsetzbare Zusammensetzungen |
| WO2007077045A1 (de) * | 2006-01-03 | 2007-07-12 | Evonik Degussa Gmbh | Universalpigmentpräparationen |
| DE102006000644A1 (de) * | 2006-01-03 | 2007-07-12 | Degussa Gmbh | Universell einsetzbare Harze |
| DE102006009079A1 (de) * | 2006-02-28 | 2007-08-30 | Degussa Gmbh | Formaldehydfreie, carbonylhydrierte Keton-Aldehydharze auf Basis Formaldehyd und ein Verfahren zu ihrer Herstellung |
| WO2008052831A2 (de) * | 2006-11-03 | 2008-05-08 | Evonik Degussa Gmbh | Feste, formaldehydfreie pigmentpräparationen |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101434766A (zh) | 2009-05-20 |
| DE102007047584A1 (de) | 2009-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009047097A1 (de) | Druckfarbenzusammensetzungen | |
| WO2009047102A1 (de) | Beschichtungsstoffzusammensetzungen | |
| DE102007034865A1 (de) | Beschichtungsstoffzusammensetzungen | |
| WO2007077045A1 (de) | Universalpigmentpräparationen | |
| DE102007059733B4 (de) | Polynitrone und deren Verwendung zur Vernetzung ungesättigter Polymere | |
| WO2007141115A2 (de) | Beschichtungsstoffzusammensetzungen auf der basis von universalpigmentpräparationen | |
| DE102005024246A1 (de) | Copolymere, ein Verfahren zu deren Herstellung und die Verwendung als Bindemittel | |
| EP1711567A1 (de) | Verwendung strahlenhärtbarer harze auf basis hydrierter keton- und phenol-aldehydharze | |
| DE102007034866A1 (de) | Ungesättigte Polyester | |
| WO2006094847A1 (de) | Wässrige druckfarbenzusammensetzungen | |
| EP3075789B1 (de) | Verfahren zur herselllung funktionalisierter keton-aldehyd-kondensationsharze | |
| EP1989240A1 (de) | Formaldehydfreie, carbonylhydrierte keton-aldehydharze auf basis von formaldehyd und ein verfahren zu ihrer herstellung | |
| DE102005010964A1 (de) | Wässrige Beschichtungsstoffzusammensetzungen für Effektlacke | |
| WO2007099038A1 (de) | Formaldehydfreie, carbonylhydrierte keton-aldehydharze auf basis bi-reaktiver ketone und formaldehyd und ein verfahren zu ihrer herstellung | |
| WO2009037014A1 (de) | Verfahren zur lösemittelfreien, kontinuierlichen herstellung von zinnfreien reaktionsprodukten von hydroxygruppenhaltigen, carbonylhydrierten keton-aldehydharzen und/oder hydrierten ketonharzen und/oder carbonylhydrierten und kernhydrierten keton-aldehydharzen | |
| EP2027172A1 (de) | Formaldehydfreie, oh-funktionelle, carbonyl- und kernhydrierte keton-aldehydharze auf basis von alkylarylketonen und formaldehyd und ein verfahren zu ihrer herstellung | |
| WO2006018341A1 (de) | Zinnfreie, hochschmelzende reaktionsprodukte aus carbonylhydrierten keton-aldehydharzen, hydrierten ketonharzen sowie carbonyl- und kernhydrierten keton-aldehydharzen auf basis von aromatischen ketonen und polyisocyanaten | |
| DE2842272B2 (de) | Überzugsmittel auf der Basis von Esterdiolakoxylaten | |
| WO2009047047A1 (de) | Kugelschreiberpastenzusammensetzungen | |
| WO2007077044A1 (de) | Universell einsetzbare harze | |
| WO2008052831A2 (de) | Feste, formaldehydfreie pigmentpräparationen | |
| EP2027171A1 (de) | Formaldehydfreie, carbonyl- und kernhydrierte keton-aldehydharze auf basis von alkylarylketonen und formaldehyd mit geringer oh-funktionalität und ein verfahren zu ihrer herstellung | |
| WO2007077047A1 (de) | Zusammensetzungen zur herstellung von universalpigmentpräparationen | |
| DE102005045981A1 (de) | Nicht schmelzende Reaktionsprodukte mit einer hohen Glasübergangstemperatur und geringer Lösungsviskosität |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08804364 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 08804364 Country of ref document: EP Kind code of ref document: A1 |