WO2009113515A1 - バイオマス由来積層プラスチック成形体及びその製造方法 - Google Patents
バイオマス由来積層プラスチック成形体及びその製造方法 Download PDFInfo
- Publication number
- WO2009113515A1 WO2009113515A1 PCT/JP2009/054495 JP2009054495W WO2009113515A1 WO 2009113515 A1 WO2009113515 A1 WO 2009113515A1 JP 2009054495 W JP2009054495 W JP 2009054495W WO 2009113515 A1 WO2009113515 A1 WO 2009113515A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- biomass
- derived
- laminated plastic
- molded body
- plastic molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/10—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels flexible, e.g. blown foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/13—Articles with a cross-section varying in the longitudinal direction, e.g. corrugated pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/22—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor using multilayered preforms or parisons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
- B32B1/08—Tubular products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0207—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by material, e.g. composition, physical features
- B65D1/0215—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by material, e.g. composition, physical features multilayered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/22—Articles comprising two or more components, e.g. co-extruded layers the components being layers with means connecting the layers, e.g. tie layers or undercuts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
- B29C48/325—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles being adjustable, i.e. having adjustable exit sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6604—Thermal conditioning of the blown article
- B29C49/6605—Heating the article, e.g. for hot fill
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0059—Degradable
- B29K2995/006—Bio-degradable, e.g. bioabsorbable, bioresorbable or bioerodible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7158—Bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2272/00—Resin or rubber layer comprising scrap, waste or recycling material
Definitions
- the present invention relates to a biomass-derived laminated plastic molded article excellent in heat resistance, impact resistance and surface smoothness, and a method for producing the same.
- Plastics are used in large quantities in many fields, and their waste causes serious environmental problems such as landscape obstruction, adverse effects on marine life, and pollution of the global environment.
- Conventionally used resins derived from petroleum raw materials include polyethylene, polypropylene, polyvinyl chloride, polyethylene terephthalate, and the like, and these resins have been disposed of by incineration or landfill.
- biodegradable polymers In order to solve the above-described problems, research on biodegradable polymers has been actively conducted in recent years.
- biodegradable plastics that have been studied for practical use include aliphatic polyesters, modified PVA (polyvinyl alcohol), cellulose ester compounds, modified starches, and blends thereof.
- aliphatic polyester a polylactic acid polymer has attracted attention as a semisynthetic polymer.
- Resins derived from biomass materials which are mainly made from plants, are environmentally friendly in that they use almost no petroleum as a raw material.
- the resins derived from biomass materials especially polylactic acid has excellent biodegradability. Since it has, it attracts attention as a constituent material of a molded object.
- a resin derived from a biomass raw material has a low melting point and glass transition temperature, a low crystallization temperature located in the middle, and a low crystallization rate.
- polylactic acid has a melting point of about 170 ° C., a crystallization temperature of about 110 ° C., and a glass transition temperature of about 57 ° C. Therefore, polylactic acid is excellent in molding processability but has a very low crystallization rate and hardly crystallizes in a normal molding process. Therefore, although it is a crystalline polymer, the heat resistance of the molded product has been below the glass transition temperature so far.
- the bottle is exposed to a temperature change of about ⁇ 20 ° C. to 50 ° C. under a normal use environment. Since the bottle is sealed so as not to be affected by outside air in order to store the contents, if the bottle itself is not rigid, it will be affected by the thermal expansion and contraction of the contents due to its temperature change and deformed. Resulting in. In the preservation of cosmetics, medicines or foods, the deformation of the container reminds the user that the resin is dissolved into the contents or the sealing property is impaired, which is not preferable as a product. In the case of producing a bottle by blow molding polylactic acid, which is one of biomass-derived plastics, the internal pressure increases as the outside air rises under sealed conditions, and it deforms in an environment of 50 ° C. for 2 hours.
- polylactic acid which is one of biomass-derived plastics
- a resin derived from a biomass raw material can improve impact strength and heat resistance temperature by promoting crystallization.
- the following are known as specific techniques for promoting the crystallization.
- a method of adding a powder such as talc, silica, calcium lactate or the like as a crystal nucleating agent to a resin derived from a biomass raw material of an injection molding material (for example, see Patent Document 1 below).
- a method of promoting crystallization by maintaining the crystallization temperature in the mold during injection molding see, for example, Patent Document 2 below
- an annealing process is performed as a secondary process (for example, see Patent Document 3 below).
- the resin composition includes polylactic acid (PLA), polypropylene (PP) having a weight average molecular weight of 100,000 or more, and inorganic filling And forming a resin composition capable of molding a resin product having a high silkiness and a matte tone and having a high design property (for example, see Patent Document 4).
- PLA polylactic acid
- PP polypropylene
- the biomass 5 is placed in the mold 5 held below the crystallization temperature of the resin derived from the biomass raw material and below the glass transition temperature.
- a method for producing a resin molded body derived from a biomass raw material obtained by injecting a resin derived from a raw material or a blend resin of a resin derived from a petroleum raw material and a resin derived from a biomass raw material and then cooled and solidified.
- the degree of crystallinity also advances to some extent, and functions under a low load (load deflection test according to ASTM D468: 0.45 MPa).
- load deflection test according to ASTM D468: 0.45 MPa.
- a sealed bottle Deformation is unavoidable under the load applied to.
- crystallization in the mold disclosed in Patent Document 2 crystallization can be most promoted, but the bottle is fragile and can not be made, for example, a bottle that can be used at home.
- Patent Documents 3 and 4 In the case of a blow-molded product such as a bottle, the resin is stretched in the molding process and there is residual stress. Therefore, if an annealing process as in Patent Documents 3 and 4 is performed, it is deformed during the process. According to the invention of Patent Document 5, Patent Documents 3 and 4 prevent heat from being applied, in which crystallization is not promoted, heat resistance cannot be improved, and deformation during cooling is further prevented. In order to suppress this, gradual cooling at 5 ° C./min or less is necessary, and there is a problem that the production cost increases.
- Patent Documents 1 to 5 have a matte texture as in Patent Document 5 in any case, and it is not possible to obtain a high glossy and glossy texture. Is possible.
- Cited Document 6 polylactic acid or the like can be heat-treated in a short time using infrared rays, but there is a problem that blow molded products such as bottles are deformed when heated rapidly.
- blow-molded products such as bottles, unlike injection molding, are around three times (2-5 times) in circumference while cooling the parison (preliminary molding) during the molding process. Stretch to. for that reason, It is inevitable that the thickness of the product will not be uniform due to the residual stress remaining and stretching due to air blowing. As a result, there is a problem that non-uniform deformation occurs when reheating such as annealing in secondary processing.
- the thickness of the barrel is as thin as 0.2 to 1.5 mm. Deformation often occurs.
- the present invention has been made in view of the above-mentioned problems of the conventional biomass-derived laminated plastic molded body and the production method thereof, and is not deformed under a load applied to a sealed bottle, while having high impact resistance.
- An object of the present invention is to provide a biomass-derived laminated plastic molded body and a method for producing the same.
- Another object of the present invention is to provide a biomass-derived laminated plastic molded article having no or very little residual stress and not deforming during production, and a method for producing the same.
- the present invention further provides a biomass-derived laminated plastic molded body in which the entire molded body is crystallized and is not crystallized, does not have a matte texture, and can obtain a high gloss and glossy texture, and a method for producing the same. The purpose is to provide.
- the present invention is a blow-molded laminated plastic molded body, wherein at least 25 wt% of the constituent component of one layer is a biomass-derived plastic, and the other layer is a polyolefin resin.
- a biomass-derived laminated plastic molded article characterized in that an annealing process is performed in which the temperature is increased at a rate of 1 / min, held in an environment of 85 to 100 ° C. for 3 to 10 minutes, and gradually cooled at 10 to 15 ° C./min. is there.
- a laminated plastic molded body is blow-molded, and at least 25 wt% of the constituent component of one layer is a biomass-derived plastic, and the other layer is a polyolefin resin.
- the method for producing a biomass-derived laminated plastic molded article is characterized in that an annealing process is performed in which the temperature is raised at a temperature of 85 ° C. to 100 ° C./min. is there.
- biomass-derived laminated plastic molded body and the manufacturing method thereof of the present invention a biomass-derived laminated plastic molded body that does not deform even under a load applied to a sealed bottle and has high impact resistance and a manufacturing method thereof are configured. Can do. According to the biomass-derived laminated plastic molded body and the method for producing the same of the present invention, it is also possible to configure a biomass-derived laminated plastic molded article having no or very little residual stress and not deformed during production, and a method for producing the same. .
- the entire molded body is crystallized, there is no portion that is not crystallized, and further, a mat-like texture is not obtained, and a high glossy and glossy texture is obtained.
- a biomass-derived laminated plastic molded body and a method for producing the same can be configured.
- biomass-derived laminated plastic molded article having heat resistance while maintaining flexibility and a method for producing the same can be configured.
- the manufacturing method of the biomass origin laminated plastic molded object of embodiment of this invention is demonstrated based on drawing.
- the manufacturing method of the biomass-derived laminated plastic molded body firstly prepares a parison P, that is, a preformed body.
- the parison P is extruded and has a pipe shape.
- the lower end of the parison P is closed and the upper end is open.
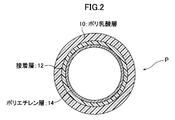
- the cross section of the parison P of the first form has a three-layer structure of a polylactic acid layer 10 as an outer layer, an adhesive layer 12 as an intermediate layer, and a polyethylene layer 14 as an inner layer.
- the adhesive layer 12 is an adhesive resin such as modified polyolefin and vinyl acetate.
- the thickness of the pipe-shaped part of the parison P is, for example, 2 mm.
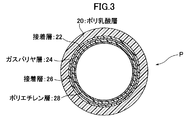
- the P section of the parison 1 of the second form is shown in FIG. 3. It is a five-layer structure of a layer 26 and an inner polyethylene layer 28.
- the gas barrier layer 24 is an ethylene / vinyl alcohol copolymer.
- the adhesive layer 22 and the adhesive layer 26 are adhesive resins such as modified polyolefin and vinyl acetate.
- the thickness of the pipe-shaped part of the parison P is, for example, 2 mm.
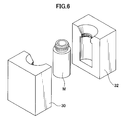
- the parison P is disposed between the dies 30 and 32 that are cooled to 20 ° C. and opened. Thereafter, the molds 30 and 32 are closed as shown in FIG. Subsequently, air is blown from the upper end opening of the parison P as indicated by an arrow 40 in FIG.
- the molds 30 and 32 are opened, and the plastic molded body M shown in FIG. 6 is taken out.
- the plastic molded body M has an outer diameter of 60 mm and a height of 150 mm.
- a three-layer bottle (capacity: 300 ml, blow ratio: about 3 times, trunk average wall thickness: 0.7 mm) is blown into a general olefin resin by blow molding. Molded under the same conditions.
- Outer layer plastic composed of 70% by weight or more of polylactic acid and 30% by weight or less of styrene resin
- Intermediate layer adhesive resin
- Inner layer polyethylene.
- the plastic molded body M was annealed by a constant temperature layer under the following conditions.
- Table 1 Temperature rising rate Maximum temperature Maximum temperature holding time Cooling rate A 5 ° C / min 75 ° C 10 min 5 ° C / min B 5 ° C / min 80 ° C 10 min 5 ° C / min C 5 ° C / min 85 ° C 10 min 5 ° C / min D 5 ° C / min 90 ° C 10min 5 ° C / min E 5 ° C / min 95 ° C 10min 5 ° C / min F 5 ° C / min 100 ° C 10min 5 ° C / min G 5 ° C / min 105 ° C 10min 5 ° C / Min H 5 ° C / min 110 ° C 10 min 5 ° C / min
- a to F In all of A to F, no deformation due to the annealing treatment was observed.
- a to F were charged with 275 ml of tap water, sealed with a cap, and subjected to a heat resistance test for 48 hours in a constant temperature layer at 50 ° C.
- A, B, C, and D no deformation that was problematic in appearance and function was observed.
- E and F were deformed. Based on the above results, the optimum cooling rate was determined to be 10 to 15 ° C./min in the blow molded bottle when annealing treatment was performed in consideration of heat resistance, impact resistance and productivity.
- the temperature is raised from room temperature to 5-20 ° C / min and in an environment of 85-100 ° C It has been found that it is desirable to perform the annealing treatment under the conditions of holding at 3 to 10 minutes and gradually cooling at 10 to 15 ° C./minute.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Laminated Bodies (AREA)
Abstract
Description
従来、汎用されてきた石油原料由来の樹脂としては、ポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリエチレンテレフタレート等が挙げられ、これらの樹脂は、焼却や埋立により処分されてきた。
埋立法においても、上記のような石油原料由来の樹脂は、化学的安定性が高いため、原形をとどめたまま半永久的に残留してしまい、これは埋立地の不足の深刻化を招いている。
すなわち、上記のような石油原料由来の樹脂が自然環境中に廃棄された場合、これらは極めて安定性が高いため、長期間に亘って美観を損ねたり、海洋生物、鳥類等による誤食を招いたりし、環境破壊の原因となる。
脂肪族ポリエステルとしては、半合成系重合体としてポリ乳酸系重合体が注目されている。
植物を主原料とする、いわゆるバイオマス原料由来の樹脂は、原料として石油をほとんど用いない点において環境面に優れており、バイオマス原料由来の樹脂の中でも、特にポリ乳酸は、優れた生分解性を有しているので、成形体の構成材料として注目されている。
例えばポリ乳酸は、融点が約170℃、結晶化温度が約110℃、ガラス転移温度が約57℃である。従って、ポリ乳酸は、成形加工性には優れているが、結晶化速度が極めて遅く、通常の成形加工工程ではほとんど結晶化しない。そのため、結晶性高分子でありながら、成形品の耐熱性はこれまでガラス転移温度以下であった。
バイオマス由来プラスチックの一つであるポリ乳酸をブロー成型によるボトルを製造した場合、密閉した条件だと外気の上昇に伴い内圧も上昇し、50℃・2時間の環境下では変形してしまう。
射出成形材料のバイオマス原料由来の樹脂に、結晶核剤のタルク、シリカ、乳酸カルシウム等の粉末を添加する方法がある(例えば、下記特許文献1参照)。
また、射出成形において金型内で結晶化温度を保持することによって結晶化を促進する方法(例えば、下記特許文献2参照)、シート部材を真空・圧空成形の後に、成形品の結晶化を促進するために二次加工としてアニール処理する方法(例えば、下記特許文献3参照)である。
特許文献2に開示された金型内で結晶化させる方法では、最も結晶化を促進することができるが、衝撃にもろく、例えば家庭内での使用に耐えられるボトルを作ることはできない。
特許文献5の発明によれば、特許文献3及び4熱がかからないようにしているものであり、その部分においては結晶化が促進されず、耐熱性の向上は図れず、さらに、冷却時の変形を抑えるために、5℃/分以下の徐冷が必要であり、生産コストが高くなるという問題がある。
残留応力が残ること、及びエアーの吹込みによる延伸のため、製品の肉厚が均一にならないことが避けられない。この結果、2次加工においてアニール処理など再加熱をすると、不均一な変形を起してしまう問題がある。特に、化粧品、薬品、又は食品の保存に使用されるボトルの場合、その胴部の肉厚は0.2~1.5mmと薄い物であるため、このようなブロー成型品をアニール処理すると、変形が発生する場合が多い。
本発明は、従来のバイオマス由来積層プラスチック成形体及びその製造方法の上述した問題点に鑑みてなされたものであって、密閉されたボトルに掛かる荷重においては変形せず、一方耐衝撃性が高いバイオマス由来積層プラスチック成形体及びその製造方法を提供することを目的とする。
本発明はさらに、成形体全体が結晶化され、結晶化されないところがなく、さらに、マット調の質感とならず、高光沢でつやのある質感を得ることができるバイオマス由来積層プラスチック成形体及びその製造方法を提供することを目的とする。
本発明はまた、積層プラスチック成形体をブロー成形し、少なくとも一層の構成成分の25wt%以上がバイオマス由来プラスチックであり、他の層がポリオレフィン樹脂であり、成形後、常温から5~20℃/分で昇温し、85~100℃の環境下にて3~10分保持し、10~15℃/分で徐冷するアニール処理を行うことを特徴とするバイオマス由来積層プラスチック成形体の製造方法である。
本発明のバイオマス由来積層プラスチック成形体及びその製造方法によればまた、残留応力が無くあるいは極めて少なく、製造中に変形することがないバイオマス由来積層プラスチック成形体及びその製造方法を構成することができる。
本発明のバイオマス由来積層プラスチック成形体及びその製造方法によれば、成形体全体が結晶化され、結晶化されない部分がなく、さらに、マット調の質感とならず、高光沢でつやのある質感を得ることができるバイオマス由来積層プラスチック成形体及びその製造方法を構成することができる。
本バイオマス由来積層プラスチック成形体の製造方法は、第1に、パリソンPすなわち予備成形体を準備する。パリソンPは、図1に示すように、押し出し成形されて、パイプ状である。パリソンPの下端部は塞がれ、上端部は開放されている。第1形態のパリソンPの断面は、図2に示すように、外側層のポリ乳酸層10と、中間層の接着層12と、内側層のポリエチレン層14との3層構造である。接着層12は、変性ポリオレフィン、酢酸ビニール等の接着性樹脂である。パリソンPのパイプ状部分の厚さは、例えば2mmである。
第1実施形態のパリソンPを使用して、ブロー成型により3層のボトル(容量:300ml、ブロー比:約3倍、胴部平均肉厚:0.7mm)を、一般的なオレフィン系樹脂と同様の条件にて成型した。
層構成としては、
外層:ポリ乳酸を70wt%以上、スチレン系樹脂を30wt%以下からなるプラスチック
中間層:接着性樹脂
内層:ポリエチレン
である。
(表1)
昇温速度 最高温度 最高温度保持時間 冷却速度
A 5℃/分 75℃ 10分 5℃/分
B 5℃/分 80℃ 10分 5℃/分
C 5℃/分 85℃ 10分 5℃/分
D 5℃/分 90℃ 10分 5℃/分
E 5℃/分 95℃ 10分 5℃/分
F 5℃/分 100℃ 10分 5℃/分
G 5℃/分 105℃ 10分 5℃/分
H 5℃/分 110℃ 10分 5℃/分
これらの結果により、ブロー成型ボトル(ブロー比:約3倍、胴部平均肉厚:0.7mm)のアニール処理すなわち結晶化に適している温度は85~100℃と判断された。
(表2)
昇温速度 最高温度 最高温度保持時間 冷却速度
A 5℃/分 90℃ 1分 5℃/分
B 5℃/分 90℃ 3分 5℃/分
C 5℃/分 90℃ 5分 5℃/分
D 5℃/分 90℃ 7分 5℃/分
E 5℃/分 90℃ 10分 5℃/分
F 5℃/分 90℃ 15分 5℃/分
C,D、E,Fについて、さらに落下による耐衝撃試験(水道水を満注量入れ、キャップにより密閉。1mの高さからコンクリートフロアに落下)をしたところ、Fのみ成立状態での落下時に、底部に割れが発生した。
これらの結果により、ブロー成型ボトルにおいて耐熱性、耐衝撃性、生産性を勘案しアニール処理をする場合、最高温度の保持時間は3~10分と判断された。
(表3)
昇温速度 最高温度 最高温度保持時間 冷却速度
A 5℃/分 90℃ 5分 5℃/分
B 10℃/分 90℃ 5分 5℃/分
C 20℃/分 90℃ 5分 5℃/分
D 30℃/分 90℃ 5分 5℃/分
E 40℃/分 90℃ 5分 5℃/分
F 60℃/分 90℃ 5分 5℃/分
A、B、Cについて、水道水275mlを入れキャップにより密閉。50℃の恒温層にて48時間の耐熱試験を行った結果、A、B、C共に外観上、及び機能的に問題となる変形は見られなかった。耐衝撃試験においても、A、B、C共に割れは発生しなかった。
これらの結果から、最適な昇温速度は5~20℃/分と判断された。
(表4)
昇温速度 最高温度 最高温度保持時間 冷却速度
A 10℃/分 90℃ 5分 1℃/分
B 10℃/分 90℃ 5分 5℃/分
C 10℃/分 90℃ 5分 10℃/分
D 10℃/分 90℃ 5分 15℃/分
E 10℃/分 90℃ 5分 20℃/分
F 10℃/分 90℃ 5分 水道水による急速冷却
以上の結果により、ブロー成型ボトルにおいて、耐熱性、耐衝撃性、生産性を勘案しアニール処理をする場合、最適冷却速度は10~15℃/分と判断された。
M プラスチック成形体
10 ポリ乳酸層
12 接着層
14 ポリエチレン層
20 ポリ乳酸層
22 接着層
24 ガスバリヤ層
26 接着層
28 ポリエチレン層
Claims (6)
- ブロー成形された積層プラスチック成形体であって、少なくとも一層の構成成分の25wt%以上がバイオマス由来プラスチックであり、他の層がポリオレフィン樹脂であり、成形後、常温から5~20℃/分で昇温し、85~100℃の環境下にて3~10分保持し、10~15℃/分で徐冷するアニール処理を行ったことを特徴とするバイオマス由来積層プラスチック成形体。
- 前記積層プラスチック成形体が、内層と外層を有し、前記外層の構成成分の25wt%以上がバイオマス由来プラスチックであり、前記内層がポリオレフィン樹脂であり、成形後、常温から5~20℃/分で昇温し、85~100℃の環境下にて3~10分保持し、10~15℃/分で徐冷するアニール処理を行ったことを特徴とする請求項1に記載のバイオマス由来積層プラスチック成形体。
- 前記バイオマス由来プラスチックが、ポリ乳酸、ポリトリメチレンテレフタレート、ポリブチレンサクシネート/アジペート、ポリブチレンアジペート/テレフタレート、ポリヒドロキシ酪酸等のポリヒドロキシアルカノエート、澱粉樹脂、酢酸セルロース及びこれら の2種以上の混合物からなる群から選ばれたものであることを特徴とする請求項1または請求項2記載のバイオマス由来積層プラスチック成形体。
- 前記ポリオレフィン樹脂が、ポリエチレン、ポリプロピレン又はポリエチレン-プロピレンであることを特徴とする請求項1または請求項2記載のバイオマス由来積層プラスチック成形体。
- 前記バイオマス由来積層プラスチック成形体が、ボトルであることを特徴とする請求項1または請求項2記載のバイオマス由来積層プラスチック成形体。
- 積層プラスチック成形体をブロー成形し、少なくとも一層の構成成分の25wt%以上がバイオマス由来プラスチックであり、他の層がポリオレフィン樹脂であり、成形後、常温から5~20℃/分で昇温し、85~100℃の環境下にて3~10分保持し、10~15℃/分で徐冷するアニール処理を行うことを特徴とするバイオマス由来積層プラスチック成形体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09718820.5A EP2258548B1 (en) | 2008-03-10 | 2009-03-10 | Molded body of laminated plastic derived from biomass, and manufacturing method therefor |
| US12/736,081 US20110001275A1 (en) | 2008-03-10 | 2009-03-10 | Molded body of laminated plastic derived from biomass, and manufacturing method therefore |
| KR1020107022504A KR101239506B1 (ko) | 2008-03-10 | 2009-03-10 | 바이오매스 유래 적층 플라스틱 성형체 및 그의 제조 방법 |
| CN2009801168026A CN102026806A (zh) | 2008-03-10 | 2009-03-10 | 生物质来源的层叠塑料成形体及其制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008060035A JP5439692B2 (ja) | 2008-03-10 | 2008-03-10 | バイオマス由来積層プラスチック成形体及びその製造方法 |
| JP2008-060035 | 2008-03-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009113515A1 true WO2009113515A1 (ja) | 2009-09-17 |
Family
ID=41065182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/054495 Ceased WO2009113515A1 (ja) | 2008-03-10 | 2009-03-10 | バイオマス由来積層プラスチック成形体及びその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20110001275A1 (ja) |
| EP (1) | EP2258548B1 (ja) |
| JP (1) | JP5439692B2 (ja) |
| KR (1) | KR101239506B1 (ja) |
| CN (1) | CN102026806A (ja) |
| WO (1) | WO2009113515A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016013702A (ja) * | 2015-09-24 | 2016-01-28 | 大日本印刷株式会社 | ポリエステル樹脂組成物の積層体 |
| JP2016013703A (ja) * | 2015-09-24 | 2016-01-28 | 大日本印刷株式会社 | ポリエステル樹脂組成物の積層体 |
| JP2016034757A (ja) * | 2015-09-24 | 2016-03-17 | 大日本印刷株式会社 | ポリエステル樹脂組成物の積層体 |
| JP2016052782A (ja) * | 2015-09-24 | 2016-04-14 | 大日本印刷株式会社 | ポリエステル樹脂組成物の積層体 |
| JP2016052781A (ja) * | 2015-09-24 | 2016-04-14 | 大日本印刷株式会社 | ポリエステル樹脂組成物の積層体 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021029372A1 (ja) | 2019-08-09 | 2021-02-18 | 日精エー・エス・ビー機械株式会社 | 生分解性樹脂製容器の製造方法及びその製造装置 |
| KR20210116363A (ko) * | 2021-08-31 | 2021-09-27 | 씨제이제일제당 (주) | 생분해성 용기 및 이의 제조방법 |
| CN114347518B (zh) * | 2021-12-31 | 2023-06-02 | 漳州杰安塑料有限公司 | 一种pla吸管结晶工艺 |
| KR102923239B1 (ko) * | 2022-11-22 | 2026-02-06 | 주식회사 와이케이신터링 | 열간 프레스 성형을 이용한 수지성형물 제조방법 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0873628A (ja) | 1994-09-09 | 1996-03-19 | Dainippon Ink & Chem Inc | 乳酸系ポリマーから成る耐熱性シート及び成形品の製造方法 |
| JPH08193165A (ja) | 1993-12-24 | 1996-07-30 | Mitsui Toatsu Chem Inc | 耐熱性乳酸系ポリマー成形物 |
| JPH09263651A (ja) * | 1995-11-28 | 1997-10-07 | Dainippon Ink & Chem Inc | 発泡体及び積層体 |
| JPH10120887A (ja) * | 1996-10-24 | 1998-05-12 | Mitsui Chem Inc | 樹脂組成物及びその成形加工品 |
| JP2001225430A (ja) * | 2000-02-17 | 2001-08-21 | Heiwa Kagaku Kogyosho:Kk | 生分解性プラスチック製品 |
| JP2004035691A (ja) * | 2002-07-02 | 2004-02-05 | Toyoda Gosei Co Ltd | 結晶性生分解性樹脂組成物 |
| JP2004338185A (ja) * | 2003-05-14 | 2004-12-02 | Fuji Photo Film Co Ltd | ポリ乳酸樹脂成形品およびその製造方法 |
| JP2004359763A (ja) | 2003-06-03 | 2004-12-24 | Sony Corp | 生分解性樹脂組成物の弾性率向上方法 |
| JP2005074791A (ja) | 2003-08-29 | 2005-03-24 | Fujitsu Ltd | 生分解性樹脂の射出成形方法 |
| JP2007145912A (ja) | 2005-11-24 | 2007-06-14 | Toyota Motor Corp | 樹脂組成物並びに樹脂成形体およびその製造方法 |
| JP2007160653A (ja) | 2005-12-13 | 2007-06-28 | Ricoh Co Ltd | バイオマス原料由来の樹脂成形体の製造方法、及びこれにより得られるバイオマス原料由来の樹脂成形体 |
| JP2008081585A (ja) * | 2006-09-27 | 2008-04-10 | Toyoda Gosei Co Ltd | ポリ乳酸系樹脂成形品 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6037384A (en) * | 1995-11-28 | 2000-03-14 | Dainippon Ink And Chemicals, Inc. | Expanded material and laminate |
| WO1998010932A1 (en) * | 1996-09-13 | 1998-03-19 | Kureha Kagaku Kogyo K.K. | Gas-barrier, multi-layer hollow container |
| JP2002011778A (ja) * | 2000-06-28 | 2002-01-15 | Tokai Kasei Corp | 中空成形体の製造方法 |
| KR100768628B1 (ko) * | 2000-08-02 | 2007-10-18 | 미쯔이카가쿠 가부시기가이샤 | 수지조성물 및 그 용도 |
| US7727606B2 (en) * | 2004-11-02 | 2010-06-01 | Jsp Corporation | Polylactic acid resin foamed molding and process for manufacturing the same |
| TWI370057B (en) * | 2005-01-11 | 2012-08-11 | Mitsubishi Plastics Inc | Heat shrinkable laminated film |
| KR100979421B1 (ko) * | 2005-03-10 | 2010-09-02 | 도세로 가부시끼가이샤 | 폴리락트산계 조성물, 그 조성물로 이루어지는 성형품 |
-
2008
- 2008-03-10 JP JP2008060035A patent/JP5439692B2/ja active Active
-
2009
- 2009-03-10 EP EP09718820.5A patent/EP2258548B1/en active Active
- 2009-03-10 CN CN2009801168026A patent/CN102026806A/zh active Pending
- 2009-03-10 WO PCT/JP2009/054495 patent/WO2009113515A1/ja not_active Ceased
- 2009-03-10 US US12/736,081 patent/US20110001275A1/en not_active Abandoned
- 2009-03-10 KR KR1020107022504A patent/KR101239506B1/ko not_active Expired - Fee Related
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08193165A (ja) | 1993-12-24 | 1996-07-30 | Mitsui Toatsu Chem Inc | 耐熱性乳酸系ポリマー成形物 |
| JPH0873628A (ja) | 1994-09-09 | 1996-03-19 | Dainippon Ink & Chem Inc | 乳酸系ポリマーから成る耐熱性シート及び成形品の製造方法 |
| JPH09263651A (ja) * | 1995-11-28 | 1997-10-07 | Dainippon Ink & Chem Inc | 発泡体及び積層体 |
| JPH10120887A (ja) * | 1996-10-24 | 1998-05-12 | Mitsui Chem Inc | 樹脂組成物及びその成形加工品 |
| JP2001225430A (ja) * | 2000-02-17 | 2001-08-21 | Heiwa Kagaku Kogyosho:Kk | 生分解性プラスチック製品 |
| JP2004035691A (ja) * | 2002-07-02 | 2004-02-05 | Toyoda Gosei Co Ltd | 結晶性生分解性樹脂組成物 |
| JP2004338185A (ja) * | 2003-05-14 | 2004-12-02 | Fuji Photo Film Co Ltd | ポリ乳酸樹脂成形品およびその製造方法 |
| JP2004359763A (ja) | 2003-06-03 | 2004-12-24 | Sony Corp | 生分解性樹脂組成物の弾性率向上方法 |
| JP2005074791A (ja) | 2003-08-29 | 2005-03-24 | Fujitsu Ltd | 生分解性樹脂の射出成形方法 |
| JP2007145912A (ja) | 2005-11-24 | 2007-06-14 | Toyota Motor Corp | 樹脂組成物並びに樹脂成形体およびその製造方法 |
| JP2007160653A (ja) | 2005-12-13 | 2007-06-28 | Ricoh Co Ltd | バイオマス原料由来の樹脂成形体の製造方法、及びこれにより得られるバイオマス原料由来の樹脂成形体 |
| JP2008081585A (ja) * | 2006-09-27 | 2008-04-10 | Toyoda Gosei Co Ltd | ポリ乳酸系樹脂成形品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2258548A4 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016013702A (ja) * | 2015-09-24 | 2016-01-28 | 大日本印刷株式会社 | ポリエステル樹脂組成物の積層体 |
| JP2016013703A (ja) * | 2015-09-24 | 2016-01-28 | 大日本印刷株式会社 | ポリエステル樹脂組成物の積層体 |
| JP2016034757A (ja) * | 2015-09-24 | 2016-03-17 | 大日本印刷株式会社 | ポリエステル樹脂組成物の積層体 |
| JP2016052782A (ja) * | 2015-09-24 | 2016-04-14 | 大日本印刷株式会社 | ポリエステル樹脂組成物の積層体 |
| JP2016052781A (ja) * | 2015-09-24 | 2016-04-14 | 大日本印刷株式会社 | ポリエステル樹脂組成物の積層体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5439692B2 (ja) | 2014-03-12 |
| KR101239506B1 (ko) | 2013-03-05 |
| US20110001275A1 (en) | 2011-01-06 |
| EP2258548A4 (en) | 2013-06-26 |
| JP2009214405A (ja) | 2009-09-24 |
| EP2258548A1 (en) | 2010-12-08 |
| EP2258548B1 (en) | 2014-06-11 |
| CN102026806A (zh) | 2011-04-20 |
| KR20100124317A (ko) | 2010-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5439692B2 (ja) | バイオマス由来積層プラスチック成形体及びその製造方法 | |
| KR100451403B1 (ko) | 가스 배리어성 다층 중공 용기 | |
| US7678444B2 (en) | Thermoformed article made from renewable polymer and heat-resistant polymer | |
| JP4294475B2 (ja) | 二軸延伸ブロー熱固定成形容器及びその製造方法 | |
| TW201000540A (en) | Thermoformed article made from bio-based biodegradable polymer composition | |
| JP3473714B2 (ja) | 乳酸系ポリマーから成る耐熱性シート及び成形品の製造方法 | |
| BR112014021357B1 (pt) | composição termoconformável, contêiner termoconformado, tampa termoconformada e seu uso | |
| JPH10138371A (ja) | ガスバリヤー性多層中空容器 | |
| US8012553B2 (en) | Biodegradable stretch mold container having excellent heat resistance | |
| JPH11116785A (ja) | 成形体及びその製造方法 | |
| US20220089863A1 (en) | Pre-forms for making biodegradable containers and resin therefor | |
| JPH10337772A (ja) | 延伸ブロー容器及びその製造方法 | |
| JP3886613B2 (ja) | 成形体及びその製造方法 | |
| Cinelli et al. | Naturally Made Hard Containers for Food Packaging: Actual and Future Perspectives | |
| HK1156574A (en) | Molded body of laminated plastic derived from biomass, and manufacturing method therefor | |
| JPH11116784A (ja) | 成形体及びその製造方法 | |
| CN222178942U (zh) | 一种拉伸强度高的聚丙烯烟膜 | |
| JP7151139B2 (ja) | ポリ乳酸製容器及びその製造方法 | |
| JP2003245971A (ja) | 乳酸系ポリマーから成る耐熱性シート及び成形品の製造方法 | |
| US9045611B2 (en) | Process for preparing a heat resistant polylactic acid foamed article | |
| JPS6147337A (ja) | ガスバリヤ−性に優れたプラスチツク容器 | |
| JP2004244457A (ja) | ポリエステル樹脂組成物、延伸成形体及び延伸成形体の製法 | |
| CN121620563A (zh) | 家用可堆肥容器 | |
| JP2004230866A (ja) | 偏平状ポリエステル延伸成形体 | |
| JP2007269038A (ja) | 熱成形用ポリ乳酸系多層シートおよびその成形物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980116802.6 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09718820 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 12736081 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009718820 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20107022504 Country of ref document: KR Kind code of ref document: A |