WO2010016480A1 - 絶縁シート及び積層構造体 - Google Patents
絶縁シート及び積層構造体 Download PDFInfo
- Publication number
- WO2010016480A1 WO2010016480A1 PCT/JP2009/063794 JP2009063794W WO2010016480A1 WO 2010016480 A1 WO2010016480 A1 WO 2010016480A1 JP 2009063794 W JP2009063794 W JP 2009063794W WO 2010016480 A1 WO2010016480 A1 WO 2010016480A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- insulating sheet
- resin
- sheet according
- polymer
- skeleton
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- WGCKYCGUJYPRCV-UHFFFAOYSA-N CC(C(C1C(O2)=O)C2=O)C(C)=CC1C=C(C)C Chemical compound CC(C(C1C(O2)=O)C2=O)C(C)=CC1C=C(C)C WGCKYCGUJYPRCV-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K7/00—Constructional details common to different types of electric apparatus
- H05K7/20—Modifications to facilitate cooling, ventilating, or heating
- H05K7/2039—Modifications to facilitate cooling, ventilating, or heating characterised by the heat transfer by conduction from the heat generating element to a dissipating body
- H05K7/20436—Inner thermal coupling elements in heat dissipating housings, e.g. protrusions or depressions integrally formed in the housing
- H05K7/20445—Inner thermal coupling elements in heat dissipating housings, e.g. protrusions or depressions integrally formed in the housing the coupling element being an additional piece, e.g. thermal standoff
- H05K7/20472—Sheet interfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/42—Layered products comprising a layer of synthetic resin comprising condensation resins of aldehydes, e.g. with phenols, ureas or melamines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B17/00—Insulators or insulating bodies characterised by their form
- H01B17/56—Insulating bodies
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/20—Arrangements for cooling
- H10W40/25—Arrangements for cooling characterised by their materials
- H10W40/251—Organics
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/70—Fillings or auxiliary members in containers or in encapsulations for thermal protection or control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/202—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/302—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/254—Polymeric or resinous material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/258—Alkali metal or alkaline earth metal or compound thereof
Definitions
- the present invention relates to an insulating sheet used for adhering a heat conductor having a thermal conductivity of 10 W / m ⁇ K or more to a conductive layer, and more particularly, has excellent handling properties in an uncured state, and
- the present invention relates to an insulating sheet that gives a cured product excellent in dielectric breakdown characteristics, thermal conductivity, heat resistance, acid resistance, and workability, and a laminated structure using the insulating sheet.
- Patent Document 1 discloses an insulating material in which a glass cloth is impregnated with an adhesive composition containing an epoxy resin, an epoxy resin curing agent, a curing accelerator, an elastomer, and an inorganic filler.
- An adhesive sheet is disclosed.
- an insulating adhesive material that does not use glass cloth is also known.
- an insulating material containing bisphenol A type epoxy resin, phenoxy resin, phenol novolac, 1-cyanoethyl-2-phenylimidazole, ⁇ -glycidoxypropyltrimethoxysilane, and alumina An adhesive is disclosed.
- the epoxy resin curing agent include tertiary amines, acid anhydrides, imidazole compounds, polyphenol resins, and mask isocyanates.
- a glass cloth is used in order to improve handling properties.
- an insulating adhesive sheet containing glass cloth it has been difficult to reduce the film thickness, and various processes such as laser processing or drilling have been difficult.
- cured material of the insulating adhesive sheet containing a glass cloth is comparatively low, sufficient heat dissipation may not be obtained.
- special impregnation equipment had to be prepared in order to impregnate the glass cloth with the adhesive composition.
- the object of the present invention is to adhere a thermal conductor having a thermal conductivity of 10 W / m ⁇ K or more to a conductive layer, and has excellent handling properties in an uncured state, and has dielectric breakdown characteristics, thermal conductivity. It is providing the insulating sheet which gives the hardened
- an insulating sheet used for bonding a heat conductor having a thermal conductivity of 10 W / m ⁇ K or more to a conductive layer, and a polymer (A) having a weight average molecular weight of 10,000 or more. And at least one resin (B) of the epoxy resin (B1) having a weight average molecular weight of less than 10,000 and the oxetane resin (B2) having a weight average molecular weight of less than 10,000, and a curing agent (C).
- anhydrous magnesium carbonate (D1) not containing water of crystallization represented by the chemical formula MgCO 3 and a coated body (D2) in which the surface of the anhydrous magnesium carbonate (D1) is coated with an organic resin, silicone resin or silica
- An insulating sheet containing at least one substance (D) is provided.
- an inorganic filler (G) other than the substance (D) is further included.
- the inorganic filler (G) includes alumina, silica, boron nitride, aluminum nitride, silicon nitride, silicon carbide, zinc oxide, magnesium oxide, talc, mica, and hydrotal. At least one selected from the group consisting of sites.
- the polymer (A) is a polymer having an aromatic skeleton and having a weight average molecular weight of 30,000 or more.
- the curing agent (C) is a phenol resin, an acid anhydride having an aromatic skeleton or an alicyclic skeleton, a water additive of the acid anhydride, or the It is a modified product of an acid anhydride.
- the resin (B) has an aromatic skeleton and an epoxy monomer (B1b) having a weight average molecular weight of 600 or less and an aromatic skeleton, And at least one of oxetane monomers (B2b) having a weight average molecular weight of 600 or less.
- the insulating sheet according to the present invention in a total of 100% by weight of the resin components in the insulating sheet containing the polymer (A), the resin (B), and the curing agent (C). Further, the polymer (A) is in the range of 20 to 60% by weight, the resin (B) is in the range of 10 to 60% by weight, and the polymer (A) and the resin (B) are combined in a total of 100% by weight.
- the glass transition temperature of the uncured insulating sheet is 25 ° C. or less.
- the substance (D) is a spherical magnesium carbonate anhydrous salt (D1d1) containing no crystal water represented by the chemical formula MgCO 3 , and the spherical magnesium carbonate anhydrous.
- the surface of the salt (D1d1) is at least one substance (Dd1) in the covering (D2d1) covered with an organic resin, a silicone resin or silica.
- the substance (D) includes substantially polyhedral anhydrous magnesium carbonate (D1b2) containing no crystal water represented by the chemical formula MgCO 3 , and the substantially polyhedral An inorganic filler other than the substance (D), wherein the surface of the anhydrous magnesium carbonate (D1d2) is at least one substance (Dd2) in the covering (D2d2) covered with an organic resin, silicone resin or silica.
- the inorganic filler (G) is a plate-like filler.
- the average particle diameter of the substance (Dd2) is preferably in the range of 0.1 to 40 ⁇ m, and the average major axis of the plate-like filler is preferably in the range of 0.1 to 10 ⁇ m.
- the substance (Dd2) and the plate-like filler are contained in a volume ratio of 70:30 to 99: 1, and the substance (Dd2) and the plate-like filler are contained in a total of 60 to 90% by volume. Preferably it is.
- the plate-like filler is preferably at least one of alumina and boron nitride. The combination of the substance (Dd2) satisfying such shape, size, type, and the like and the plate-like filler can effectively improve the heat dissipation of the cured product of the insulating sheet.
- a dispersant (F) having a functional group containing a hydrogen atom having hydrogen bonding properties is further included.
- the pKa of the functional group containing a hydrogen atom having hydrogen bonding property of the dispersant (F) is preferably in the range of 2 to 10.
- the polymer (A) preferably has a functional group containing a hydrogen atom having hydrogen bonding properties.
- the functional group containing a hydrogen atom having hydrogen bonding property in the polymer (A) is preferably at least one selected from the group consisting of a phosphoric acid group, a carboxyl group, and a sulfonic acid group.
- the polymer (A) is preferably a phenoxy resin.
- the heat resistance of the cured product of the insulating sheet can be further enhanced.
- the glass transition temperature of the said phenoxy resin is 95 degreeC or more. In this case, the thermal deterioration of the resin can be further suppressed.
- the curing agent (C) is obtained by an addition reaction between an acid anhydride having a polyalicyclic skeleton, a water addition of the acid anhydride or a modification of the acid anhydride, or a terpene compound and maleic anhydride.
- the acid anhydride having an alicyclic skeleton, a water addition of the acid anhydride, or a modified product of the acid anhydride is preferable.
- the curing agent (C) is more preferably an acid anhydride represented by any of the following formulas (1) to (3). Use of these preferable hardening
- R1 and R2 each represent hydrogen, an alkyl group having 1 to 5 carbon atoms, or a hydroxyl group.
- the curing agent (C) is preferably a phenol resin having a melamine skeleton or a triazine skeleton, or a phenol resin having an allyl group.
- the hydroxyl equivalent of the resin (B) is preferably 6,000 or more.
- the handling property of the uncured insulating sheet can be further enhanced. Moreover, even if hardening progresses at the time of storage, it does not occur until the insulating sheet cracks during handling, and the storage stability of the uncured insulating sheet can be improved.
- the glass transition temperature of the uncured insulating sheet is 25 ° C. or less, and the bending elastic modulus at 25 ° C. of the uncured insulating sheet is 10 to 1
- the flexural modulus of the cured insulating sheet at 25 ° C. is in the range of 1,000 to 50,000 MPa
- the rotational dynamic viscosity is
- the tan ⁇ of the uncured insulating sheet at 25 ° C. measured using an elasticity measuring device is in the range of 0.1 to 1.0
- the uncured insulating sheet is from 25 ° C. to 250 ° C.
- the maximum value of tan ⁇ of the insulating sheet when the temperature is raised is in the range of 1.0 to 5.0.
- the laminated structure according to the present invention includes a thermal conductor having a thermal conductivity of 10 W / m ⁇ K or more, an insulating layer laminated on at least one surface of the thermal conductor, and the thermal conductor of the insulating layer. And a conductive layer laminated on a surface opposite to the surface laminated with, and the insulating layer is formed by curing an insulating sheet constructed according to the present invention.
- the heat conductor is preferably a metal.
- the handleability of the uncured insulating sheet can be improved. Furthermore, the dielectric breakdown characteristics, thermal conductivity, heat resistance, acid resistance and workability of the cured product formed by curing the insulating sheet according to the present invention can be enhanced.
- a conductive layer is laminated on at least one surface of a thermal conductor having a thermal conductivity of 10 W / m ⁇ K or more via an insulating layer, and the insulating layer is the present invention. Therefore, the heat from the conductive layer side is easily transferred to the heat conductor through the insulating layer. For this reason, heat can be efficiently dissipated by the heat conductor.
- FIG. 1 is a partially cutaway front sectional view schematically showing a laminated structure according to an embodiment of the present invention.
- the inventors of the present application have a polymer (A) having a weight average molecular weight of 10,000 or more, an epoxy resin (B1) having a weight average molecular weight of less than 10,000, and an oxetane resin having a weight average molecular weight of less than 10,000.
- (B2) at least one resin (B), curing agent (C), anhydrous magnesium carbonate (D1) not containing crystal water represented by the chemical formula MgCO 3 , and anhydrous magnesium carbonate (D1)
- a composition containing at least one substance (D) of the covering (D2) covered with an organic resin, a silicone resin or silica the surface of the insulating sheet can be handled in an uncured insulating sheet. It was found that the dielectric breakdown characteristics, thermal conductivity, heat resistance, acid resistance and workability of the cured product of the insulating sheet can be improved. .
- the inventors of the present application can improve the thermal conductivity of the cured product of the insulating sheet while ensuring high processability by using the substance (D) and the inorganic filler (G) other than the substance (D). It has been found that it can be further enhanced.
- the inventors of the present invention have a substance (D) containing spherical magnesium carbonate anhydrous salt (D1d1) not containing water of crystallization represented by the chemical formula MgCO 3 , and the surface of the spherical magnesium carbonate anhydrous salt (D1d1).
- the material (Dd1) is at least one of the coverings (D2d1) covered with an organic resin, a silicone resin, or silica
- the material (Dd1) can be filled at a high density, and the insulating sheet It has also been found that the processability of the cured product can be improved.
- the substance (Dd1) is filled with high density, the heat dissipation of the cured product of the insulating sheet can be further enhanced.
- the insulating sheet according to the present invention has an aromatic skeleton, a polymer (A) having a weight average molecular weight of 10,000 or more, an epoxy resin (B1) having a weight average molecular weight of less than 10,000, and a weight average.
- a polymer (A) having a weight average molecular weight of 10,000 or more an epoxy resin (B1) having a weight average molecular weight of less than 10,000, and a weight average.
- the surface of this magnesium carbonate anhydrous salt (D1) contains at least one substance (D) of the coating body (D2) coat
- the polymer (A) contained in the insulating sheet according to the present invention is not particularly limited as long as the weight average molecular weight is 10,000 or more.
- the polymer (A) preferably has an aromatic skeleton.
- the aromatic skeleton may be included in the entire polymer, may be included in the main chain skeleton, and may be included in the side chain. Also good.
- the polymer (A) preferably has an aromatic skeleton in the main chain skeleton. In this case, the heat resistance of the cured product of the insulating sheet can be further enhanced.
- a polymer (A) only 1 type may be used and 2 or more types may be used together.
- the aromatic skeleton is not particularly limited. Specific examples of the aromatic skeleton include naphthalene skeleton, fluorene skeleton, biphenyl skeleton, anthracene skeleton, pyrene skeleton, xanthene skeleton, adamantane skeleton, and bisphenol A skeleton. Of these, a biphenyl skeleton or a fluorene skeleton is preferable. In this case, the heat resistance of the cured product of the insulating sheet can be further enhanced.
- thermoplastic resin a thermosetting resin, or the like can be used as the polymer (A).
- thermoplastic resin and thermosetting resin are not particularly limited.
- examples of the thermoplastic resin and thermosetting resin include thermoplastic resins such as polyphenylene sulfide, polyarylate, polysulfone, polyethersulfone, polyetheretherketone, and polyetherketone.
- thermoplastic resin and the thermosetting resin a heat-resistant resin group called a super engineering plastic such as thermoplastic polyimide, thermosetting polyimide, benzoxazine, or a reaction product of polybenzoxazole and benzoxazine, etc. Can be used.
- a thermoplastic resin only 1 type may be used and 2 or more types may be used together.
- As for the said thermosetting resin only 1 type may be used and 2 or more types may be used together. Either one of a thermoplastic resin and a thermosetting resin may be used, and a thermoplastic resin and a thermosetting resin may be used in combination.
- the polymer (A) is preferably a styrene polymer, a (meth) acrylic polymer or a phenoxy resin, and more preferably a phenoxy resin. In this case, the oxidative deterioration of the cured product of the insulating sheet can be prevented, and the heat resistance can be further enhanced.
- styrene polymer specifically, a homopolymer of a styrene monomer, a copolymer of a styrene monomer and an acrylic monomer, or the like can be used. Of these, styrene polymers having a styrene-glycidyl methacrylate structure are preferred.
- styrene monomer examples include styrene, o-methyl styrene, m-methyl styrene, p-methyl styrene, p-methoxy styrene, p-phenyl styrene, p-chloro styrene, p-ethyl styrene, pn- Butyl styrene, p-tert-butyl styrene, pn-hexyl styrene, pn-octyl styrene, pn-nonyl styrene, pn-decyl styrene, pn-dodecyl styrene, 2,4-dimethyl Examples include styrene and 3,4-dichlorostyrene.
- acrylic monomer examples include acrylic acid, methacrylic acid, methyl acrylate, ethyl acrylate, butyl acrylate, 2-ethylhexyl acrylate, cyclohexyl acrylate, phenyl acrylate, methyl methacrylate, ethyl methacrylate, Examples include butyl methacrylate, hexyl methacrylate, 2-ethylhexyl methacrylate, glycidyl methacrylate, ethyl ⁇ -hydroxyacrylate, propyl ⁇ -aminoacrylate, stearyl methacrylate, dimethylaminoethyl methacrylate or diethylaminoethyl methacrylate. It is done.
- the phenoxy resin is specifically a resin obtained by reacting, for example, an epihalohydrin and a divalent phenol compound, or a resin obtained by reacting a divalent epoxy compound and a divalent phenol compound.
- the phenoxy resin comprises a bisphenol A skeleton, a bisphenol F skeleton, a bisphenol A / F mixed skeleton, a naphthalene skeleton, a fluorene skeleton, a biphenyl skeleton, an anthracene skeleton, a pyrene skeleton, a xanthene skeleton, an adamantane skeleton, and a dicyclopentadiene skeleton. It is preferred to have at least one skeleton selected from the group.
- the phenoxy resin preferably has at least one skeleton selected from the group consisting of a bisphenol A skeleton, a bisphenol F skeleton, a bisphenol A / F mixed skeleton, a naphthalene skeleton, a fluorene skeleton, and a biphenyl skeleton.
- it has at least one of a fluorene skeleton and a biphenyl skeleton.
- the phenoxy resin preferably has a polycyclic aromatic skeleton in the main chain.
- the phenoxy resin preferably has at least one skeleton of the skeletons represented by the following formulas (4) to (9) in the main chain.
- R 1 may be the same or different and is a hydrogen atom, a hydrocarbon group having 1 to 10 carbon atoms or a halogen atom, and X 1 is a single bond, having 1 to 7 divalent hydrocarbon group, —O—, —S—, —SO 2 —, or —CO—.
- R 1a may be the same or different and is a hydrogen atom, a hydrocarbon group having 1 to 10 carbon atoms or a halogen atom
- R 2 is a hydrogen atom, carbon number 1 A hydrocarbon group having 1 to 10 carbon atoms or a halogen atom
- R 3 is a hydrogen atom or a hydrocarbon group having 1 to 10 carbon atoms
- m is an integer of 0 to 5.
- R 1b may be the same or different from each other, and is a hydrogen atom, a hydrocarbon group having 1 to 10 carbon atoms or a halogen atom, and R 4 is the same or different from each other. It may be a hydrogen atom, a hydrocarbon group having 1 to 10 carbon atoms or a halogen atom, and l is an integer of 0 to 4.
- R 5 and R 6 are a hydrogen atom, an alkyl group having 1 to 5 carbon atoms or a halogen atom, and X 2 is —SO 2 —, —CH 2 —, —C (CH 3 ) 2. -Or -O-, and k is 0 or 1.
- polymer (A) for example, a phenoxy resin represented by the following formula (10) or the following formula (11) is preferably used.
- a 1 has a structure represented by any one of the above formulas (4) to (6), and the structure of the structure represented by the above formula (4) is 0 to 60 mol%, the structure represented by the above formula (5) is 5 to 95 mol%, and the structure represented by the above formula (6) is 5 to 95 mol%, and A 2 is a hydrogen atom or the above formula And n 1 is an average value of 25 to 500.
- a 3 has a structure represented by the above formula (8) or the above formula (9), and n 2 is a value of at least 21 or more.
- the glass transition temperature Tg of the polymer (A) is preferably in the range of 60 to 200 ° C., and more preferably in the range of 90 to 180 ° C. If the Tg of the polymer (A) is too low, the resin may be thermally deteriorated. If the Tg of the polymer (A) is too high, the compatibility between the polymer (A) and the other resin is deteriorated. As a result, the handling property of the uncured insulating sheet and the heat resistance of the cured product of the insulating sheet tend to decrease.
- the glass transition temperature Tg of the phenoxy resin is preferably 95 ° C. or more, more preferably in the range of 110 to 200 ° C., and 110 to 180 ° C. More preferably, it is in the range. If the Tg of the phenoxy resin is too low, the resin may be thermally deteriorated. If the Tg of the phenoxy resin is too high, the compatibility between the phenoxy resin and the other resin is deteriorated. As a result, the handling property of the uncured insulating sheet and the heat resistance of the cured product of the insulating sheet tend to decrease.
- the polymer (A) preferably has a functional group containing a hydrogen atom having hydrogen bonding properties.
- a polymer having a functional group containing a hydrogen atom having hydrogen bonding property has high affinity with the substance (D) or the inorganic filler (G). Therefore, the dispersibility of the substance (D) or the inorganic filler (G) in the insulating sheet and the adhesion between the polymer (A) and the substance (D) or the inorganic filler (G) can be enhanced. For this reason, the dielectric breakdown characteristics and thermal conductivity of the cured product of the insulating sheet can be further enhanced without generating voids at the interface between the substance (D) or the inorganic filler (G) and the resin layer.
- the functional group containing a hydrogen atom having hydrogen bonding property in the polymer (A) is preferably at least one selected from the group consisting of a hydroxyl group, a phosphate group, a carboxyl group, and a sulfonic acid group. More preferably, it is at least one selected from the group consisting of a group, a carboxyl group and a sulfonic acid group.
- the functional group containing a hydrogen atom having the hydrogen bonding property of the polymer (A) is a carboxyl group or a phosphate group. preferable.
- the pKa of the functional group containing a hydrogen atom having hydrogen bonding property is preferably in the range of 2 to 10, and more preferably in the range of 3 to 9.
- the pKa is less than 2
- the acidity of the polymer (A) is too high, and the reaction of the epoxy component and the oxetane component in the resin component is easily promoted.
- the storage stability of the insulating sheet may be insufficient.
- pKa exceeds 10
- the effect which improves the dispersibility of the substance (D) or an inorganic filler (G) in an insulating sheet may be insufficient. For this reason, it may be difficult to sufficiently enhance the dielectric breakdown characteristics and thermal conductivity of the cured product of the insulating sheet.
- Examples of the polymer (A) having a functional group containing a hydrogen atom having hydrogen bonding property include a functional group containing a hydrogen atom having hydrogen bonding property such as a carboxylic acid group, a sulfonic acid group, a phosphoric acid group, or a hydroxyl group.
- Examples of a method for obtaining such a polymer include a method of copolymerizing a monomer having a functional group containing a hydrogen atom having hydrogen bonding properties with another monomer, and a hydrogen bonding property to a base trunk polymer.
- a method of graft-copolymerizing a monomer having a functional group containing a hydrogen atom having a hydrogen atom, or a polymer having a derivative group of a functional group containing a hydrogen atom having a hydrogen bondability, wherein the derivative group of the polymer has the hydrogen bondability The method etc. which convert into the functional group containing a hydrogen atom are mentioned.
- the polymer having a functional group containing a hydrogen atom having hydrogen bonding properties include a carboxylic acid group-containing styrene-based polymer, a carboxylic acid group-containing phenoxy resin, a carboxylic acid group-containing polyester, a carboxylic acid group-containing polyether, Acid group-containing (meth) acrylic polymer, carboxylic acid group-containing aliphatic polymer, carboxylic acid group-containing polysiloxane polymer, phosphoric acid group-containing styrene polymer, phosphoric acid group-containing phenoxy resin, phosphoric acid group-containing polyester, phosphorus Acid group-containing polyether, phosphoric acid group-containing (meth) acrylic polymer, phosphoric acid group-containing aliphatic polymer, phosphoric acid group-containing polysiloxane polymer, sulfonic acid group-containing styrene polymer, phosphoric acid group-containing phenoxy resin, Sulfonic acid group-containing polyester,
- the weight average molecular weight of the polymer (A) is 10,000 or more.
- the weight average molecular weight of the polymer (A) is preferably 30,000 or more, more preferably in the range of 30,000 to 1,000,000, and in the range of 40,000 to 250,000. More preferably it is. If the weight average molecular weight of the polymer (A) is too small, the insulating sheet may be thermally deteriorated. When the weight average molecular weight of the polymer (A) is too large, the compatibility between the polymer (A) and another resin is deteriorated. As a result, the handleability of the insulating sheet and the heat resistance of the cured product of the insulating sheet tend to decrease.
- total resin component X In total 100% by weight of the total resin components (hereinafter sometimes abbreviated as total resin component X) contained in the insulating sheet containing the polymer (A), the resin (B), and the curing agent (C).
- the polymer (A) is preferably contained within a range of 20 to 60% by weight, and more preferably within a range of 30 to 50% by weight.
- the polymer (A) is preferably contained in such a content that the total of the polymer (A) and the resin (B) is less than 100% by weight within the above range.
- the total resin component X refers to the total of the polymer (A), the epoxy resin (B1), the oxetane resin (B2), the curing agent (C), and other resin components added as necessary.
- the insulating sheet according to the present invention contains at least one of the epoxy resin (B1) and the oxetane resin (B2) (B).
- the resin (B) only the epoxy resin (B1) may be used, or only the oxetane resin (B2) may be used, and both the epoxy resin (B1) and the oxetane resin (B2) are used. Also good.
- the weight average molecular weight of the epoxy resin (B1) is less than 10,000.
- the epoxy resin (B1) is not particularly limited as long as the weight average molecular weight is less than 10,000.
- an epoxy monomer (B1b) having an aromatic skeleton and having a weight average molecular weight of 600 or less is suitably used.
- the epoxy resin (B1) include an epoxy monomer having a bisphenol skeleton, an epoxy monomer having a dicyclopentadiene skeleton, an epoxy monomer having a naphthalene skeleton, an epoxy monomer having an adamantene skeleton, an epoxy monomer having a fluorene skeleton, and biphenyl.
- examples thereof include an epoxy monomer having a skeleton, an epoxy monomer having a bi (glycidyloxyphenyl) methane skeleton, an epoxy monomer having a xanthene skeleton, an epoxy monomer having an anthracene skeleton, and an epoxy monomer having a pyrene skeleton.
- an epoxy resin (B1) only 1 type may be used and 2 or more types may be used together.
- Examples of the epoxy monomer having a bisphenol skeleton include an epoxy monomer having a bisphenol A type, bisphenol F type, or bisphenol S type bisphenol skeleton.
- Examples of the epoxy monomer having a dicyclopentadiene skeleton include dicyclopentadiene dioxide and a phenol novolac epoxy monomer having a dicyclopentadiene skeleton.
- Examples of the epoxy monomer having a naphthalene skeleton include 1-glycidylnaphthalene, 2-glycidylnaphthalene, 1,2-diglycidylnaphthalene, 1,5-diglycidylnaphthalene, 1,6-diglycidylnaphthalene, 1,7-diglycidyl. Naphthalene, 2,7-diglycidylnaphthalene, triglycidylnaphthalene, 1,2,5,6-tetraglycidylnaphthalene, and the like can be given.
- Examples of the epoxy monomer having an adamantene skeleton include 1,3-bis (4-glycidyloxyphenyl) adamantene and 2,2-bis (4-glycidyloxyphenyl) adamantene.
- Examples of the epoxy monomer having a fluorene skeleton include 9,9-bis (4-glycidyloxyphenyl) fluorene, 9,9-bis (4-glycidyloxy-3-methylphenyl) fluorene, and 9,9-bis (4- Glycidyloxy-3-chlorophenyl) fluorene, 9,9-bis (4-glycidyloxy-3-bromophenyl) fluorene, 9,9-bis (4-glycidyloxy-3-fluorophenyl) fluorene, 9,9-bis (4-Glycidyloxy-3-methoxyphenyl) fluorene, 9,9-bis (4-glycidyloxy-3,5-dimethylphenyl) fluorene, 9,9-bis (4-glycidyloxy-3,5-dichlorophenyl) Fluorene or 9,9-bis (4-glycidyloxy-3,5-dibromophenyl) Fluorene,
- Examples of the epoxy monomer having a biphenyl skeleton include 4,4'-diglycidylbiphenyl, 4,4'-diglycidyl-3,3 ', 5,5'-tetramethylbiphenyl, and the like.
- Examples of the epoxy monomer having a bi (glycidyloxyphenyl) methane skeleton include 1,1′-bi (2,7-glycidyloxynaphthyl) methane, 1,8′-bi (2,7-glycidyloxynaphthyl) methane, 1,1′-bi (3,7-glycidyloxynaphthyl) methane, 1,8′-bi (3,7-glycidyloxynaphthyl) methane, 1,1′-bi (3,5-glycidyloxynaphthyl) methane 1,8'-bi (3,5-glycidyloxynaphthyl) methane, 1,2'-bi (2,7-glycidyloxynaphthyl) methane, 1,2'-bi (3,7-glycidyloxynaphthyl) Examples include methane or 1,
- Examples of the epoxy monomer having a xanthene skeleton include 1,3,4,5,6,8-hexamethyl-2,7-bis-oxiranylmethoxy-9-phenyl-9H-xanthene.
- the weight average molecular weight of the oxetane resin (B2) is less than 10,000.
- the oxetane resin (B2) is not particularly limited as long as the weight average molecular weight is less than 10,000.
- an oxetane monomer (B2b) having an aromatic skeleton and having a weight average molecular weight of 600 or less is preferably used.
- oxetane resin (B2) examples include, for example, 4,4′-bis [(3-ethyl-3-oxetanyl) methoxymethyl] biphenyl, 1,4-benzenedicarboxylate bis [(3-ethyl-3 -Oxetanyl) methyl] ester, 1,4-bis [(3-ethyl-3-oxetanyl) methoxymethyl] benzene, or oxetated phenol novolak.
- oxetane resin (B2) only 1 type may be used and 2 or more types may be used together.
- the hydroxyl equivalent of the resin (B) is preferably 6,000 or more. In this case, the handling property of the uncured insulating sheet can be further enhanced.
- the hydroxyl equivalent of the resin (B) is more preferably 6,500 or more, further preferably 7,000 or more, and most preferably 15,000 or more.
- the hydroxyl group equivalent of the resin (B) is calculated by calculating the amount of hydroxyl group based on the total amount of the resin (B) by the high performance liquid chromatograph mass spectrometer (LC-MS) or 1 H-nuclear magnetic resonance spectrum ( 1 H-NMR). It is a value determined by quantifying as% and obtained by the following formula.
- the theoretical chemical structure purity of the resin (B) is preferably 90% or more, more preferably 95% or more, and further preferably 97% or more. The higher the theoretical chemical structure purity of the resin (B), the higher the handleability of the uncured insulating sheet.
- the “theoretical chemical structural purity of the resin (B)” specifically indicates the ratio of a substance having no hydroxyl group and having a three-membered ring (epoxy) or four-membered ring (oxetane) cyclic ether structure.
- the resin (B) is preferably at least one of a distilled epoxy resin and a distilled oxetane resin, and more preferably a distilled epoxy resin. In this case, the handling property of the uncured insulating sheet can be further enhanced.
- the weight average molecular weight of the epoxy resin (B1) and the oxetane resin (B2) that is, the weight average molecular weight of the resin (B) is less than 10,000.
- the weight average molecular weight of the resin (B) is preferably 600 or less.
- the minimum with a preferable weight average molecular weight of resin (B) is 200, and a more preferable upper limit is 550. If the weight average molecular weight of the resin (B) is too small, the volatility of the resin (B) may be too high and the handleability of the insulating sheet may be lowered. If the weight average molecular weight of the resin (B) is too large, the insulating sheet may be hard and brittle, or the adhesiveness of the cured product of the insulating sheet may be reduced.
- the resin (B) is preferably contained in the range of 10 to 60% by weight, and more preferably in the range of 10 to 40% by weight, in the total 100% by weight of the total resin component X.
- the resin (B) is preferably contained in such a content that the total of the polymer (A) and the resin (B) is less than 100% by weight within the above range.
- the resin (B) has an aromatic skeleton and an epoxy monomer (B1b) having a weight average molecular weight of 600 or less, and an oxetane monomer (B2b) having an aromatic skeleton and a weight average molecular weight of 600 or less. It is preferable that at least one of the monomers is included.
- the resin (B) is an epoxy monomer (B1b) having an aromatic skeleton and having a weight average molecular weight of 600 or less and an oxetane monomer (B2b) having an aromatic skeleton and having a weight average molecular weight of 600 or less. It is preferable that at least one of the monomers is contained within a range of 40 to 100% by weight, more preferably within a range of 60 to 100% by weight, and particularly preferably within a range of 80 to 100% by weight. .
- the content of the epoxy monomer (B1b) and the oxetane monomer (B2b) is within the above preferable range, the flexibility of the insulating sheet and the adhesiveness and heat resistance of the cured product of the insulating sheet can be further enhanced. .
- the curing agent (C) contained in the insulating sheet according to the present invention is not particularly limited.
- the curing agent (C) is preferably a phenol resin, or an acid anhydride having an aromatic skeleton or an alicyclic skeleton, a water additive of the acid anhydride, or a modified product of the acid anhydride.
- a cured product of an insulating sheet having an excellent balance of heat resistance, moisture resistance and electrical properties can be obtained.
- curing agent (C) only 1 type may be used and 2 or more types may be used together.
- the phenol resin is not particularly limited. Specific examples of the phenol resin include phenol novolak, o-cresol novolak, p-cresol novolak, t-butylphenol novolak, dicyclopentadiene cresol, polyparavinylphenol, bisphenol A type novolak, xylylene modified novolak, decalin modified novolak, Examples include poly (di-o-hydroxyphenyl) methane, poly (di-m-hydroxyphenyl) methane, and poly (di-p-hydroxyphenyl) methane.
- a phenol resin having a melamine skeleton, a phenol resin having a triazine skeleton, or a phenol resin having an allyl group is preferable.
- phenol resins include MEH-8005, MEH-8010, and NEH-8015 (all of which are manufactured by Meiwa Kasei Co., Ltd.), YLH903 (manufactured by Japan Epoxy Resin Co., Ltd.), LA-7052, LA-7054, and LA-7751.
- LA-1356 and LA-3018-50P all of which are manufactured by DIC Corporation
- PS6313 and PS6492 manufactured by Gunei Chemical Co., Ltd.
- the acid anhydride having an aromatic skeleton, a water additive of the acid anhydride, or a modified product of the acid anhydride is not particularly limited.
- Examples of the acid anhydride having an aromatic skeleton, a water addition of the acid anhydride, or a modified product of the acid anhydride include, for example, a styrene / maleic anhydride copolymer, benzophenone tetracarboxylic acid anhydride, pyromellitic acid anhydride, Trimellitic anhydride, 4,4'-oxydiphthalic anhydride, phenylethynylphthalic anhydride, glycerol bis (anhydrotrimellitate) monoacetate, ethylene glycol bis (anhydrotrimellitate), methyltetrahydrophthalic anhydride
- Examples include acid, methylhexahydrophthalic anhydride, or trialkyltetrahydrophthalic anhydride.
- methyl nadic acid anhydride or trialkyltetrahydrophthalic anhydride is preferable.
- the use of methyl nadic acid anhydride or trialkyltetrahydrophthalic anhydride can increase the water resistance of the cured product of the insulating sheet.
- Examples of commercially available acid anhydrides having an aromatic skeleton, water additives of the acid anhydrides, or modified products of the acid anhydrides include SMA Resin EF30, SMA Resin EF40, SMA Resin EF60, and SMA Resin EF80 (any of the above Also manufactured by Sartomer Japan), ODPA-M and PEPA (all of which are manufactured by Manac), Rikagit MTA-10, Rikagit MTA-15, Rikagit TMTA, Rikagit TMEG-100, Rikagit TMEG-200, Rikagit TMEG-300, Rikagit TMEG-500, Rikagit TMEG-S, Rikagit TH, Rikagit HT-1A, Rikagit HH, Rikagit MH-700, Rikagit MT-500, Rikagit DSDA and Rikagit TDA-100 (all of which are manufactured by Shin Nippon Rika) EPICLON B4400, EPICLON B650, and EPICLON B570 (all
- the acid anhydride having an alicyclic skeleton, a water additive of the acid anhydride, or a modified product of the acid anhydride is an acid anhydride having a polyalicyclic skeleton, a water additive of the acid anhydride, or the A modified product of an acid anhydride, or an acid anhydride having an alicyclic skeleton obtained by addition reaction of a terpene compound and maleic anhydride, a water additive of the acid anhydride, or a modified product of the acid anhydride It is preferable. In this case, the flexibility, moisture resistance or adhesion of the insulating sheet can be further enhanced.
- Examples of the acid anhydride having the alicyclic skeleton, a water addition of the acid anhydride, or a modified product of the acid anhydride include methyl nadic acid anhydride, acid anhydride having a dicyclopentadiene skeleton, and the acid.
- Examples of the modified product include anhydrides.
- Examples of commercially available acid anhydrides having the alicyclic skeleton, water additions of the acid anhydrides, or modified products of the acid anhydrides include RICAJIT HNA and RICAJIT HNA-100 (all manufactured by Shin Nippon Rika Co., Ltd.) , And EpiCure YH306, EpiCure YH307, EpiCure YH308H, EpiCure YH309 (all of which are manufactured by Japan Epoxy Resin Co., Ltd.) and the like.
- the curing agent (C) is more preferably an acid anhydride represented by any one of the following formulas (1) to (3).
- this preferable curing agent (C) the flexibility, moisture resistance or adhesion of the insulating sheet can be further enhanced.
- R1 and R2 each represent hydrogen, an alkyl group having 1 to 5 carbon atoms, or a hydroxyl group.
- the above curing agent and curing accelerator may be used in combination.
- the curing accelerator is not particularly limited. Specific examples of the curing accelerator include tertiary amines, imidazoles, imidazolines, triazines, organic phosphorus compounds, quaternary phosphonium salts, diazabicycloalkenes such as organic acid salts, and the like. Examples of the curing accelerator include organometallic compounds, quaternary ammonium salts, metal halides, and the like. Examples of the organometallic compounds include zinc octylate, tin octylate, and aluminum acetylacetone complex.
- a high melting point imidazole curing accelerator a high melting point dispersion type latent curing accelerator, a microcapsule type latent curing accelerator, an amine salt type latent curing accelerator, or a high temperature dissociation type and thermal cation
- a polymerization type latent curing accelerator or the like can be used.
- the said hardening accelerator only 1 type may be used and 2 or more types may be used together.
- Examples of the high melting point dispersion type latent accelerator include amine addition type accelerators in which dicyandiamide or amine is added to an epoxy monomer or the like.
- Examples of the microcapsule type latent accelerator include a microcapsule type latent accelerator in which the surface of an imidazole, phosphorus or phosphine accelerator is coated with a polymer.
- Examples of the high temperature dissociation type and thermal cationic polymerization type latent curing accelerator include Lewis acid salt or Bronsted acid salt.
- the curing accelerator is preferably a high melting point imidazole curing accelerator.
- a high melting point imidazole-based curing accelerator By using a high melting point imidazole-based curing accelerator, the reaction system can be easily controlled, and the curing speed of the insulating sheet and the physical properties of the cured product of the insulating sheet can be more easily adjusted.
- a high-melting-point curing accelerator having a melting point of 100 ° C. or higher is excellent in handleability. Accordingly, the melting accelerator preferably has a melting point of 100 ° C. or higher.
- the curing agent (C) is preferably contained in the range of 10 to 40% by weight, and preferably in the range of 12 to 25% by weight, in the total 100% by weight of the total resin component X. . If the content of the curing agent (C) is too small, it may be difficult to sufficiently cure the insulating sheet. When there is too much content of a hardening
- the insulating sheet according to the present invention includes magnesium carbonate anhydrous salt (D1) not containing water of crystallization represented by the chemical formula MgCO 3 , and the surface of the magnesium carbonate anhydrous salt (D1) coated with an organic resin, silicone resin or silica. It contains at least one substance (D) in the covered body (D2). As the substance (D), only the anhydrous magnesium carbonate (D1) may be used, or only the covering (D2) may be used. The anhydrous magnesium carbonate (D1) and the covering (D2) may be used. ) May be used.
- the workability of the cured product of the insulating sheet can be enhanced while sufficiently ensuring the thermal conductivity and heat resistance of the cured product of the insulating sheet. Since the insulating sheet of the present invention is excellent in workability, for example, it is possible to suppress wear of equipment used when processing the insulating sheet. Therefore, the insulating sheet can be stably produced over a long period.
- nitride In order to impart thermal conductivity, aluminum nitride, boron nitride, alumina, magnesium oxide, silica and the like are generally used as fillers.
- the thermal conductivity of nitride is very high.
- the thermal conductivity of aluminum nitride is 150 to 250 W / m ⁇ K
- the thermal conductivity of boron nitride is 30 to 50 W / m ⁇ K.
- nitrides are very expensive.
- Alumina is relatively inexpensive and has a relatively high thermal conductivity of 20 to 35 W / m ⁇ K.
- alumina has a Mohs hardness of 9, which is high. For this reason, when alumina is used, wear of equipment during processing sometimes becomes a problem.
- Magnesium oxide is inexpensive and has a good thermal conductivity of 45 to 60 W / m ⁇ K. However, magnesium oxide has low water resistance and high Mohs hardness of 6. For this reason, when magnesium oxide is used, workability may become a problem. Silica is very inexpensive. However, silica has a low thermal conductivity of 2 W / m ⁇ K and a high Mohs hardness of 6.
- the anhydrous magnesium carbonate (D1) containing no water of crystallization represented by the chemical formula MgCO 3 has a relatively good thermal conductivity of 15 W / m ⁇ K and a low Mohs hardness of 3.5. Furthermore, the anhydrous magnesium carbonate (D1) is less expensive than nitride. Therefore, the production cost of the insulating sheet can be reduced by using the magnesium carbonate (D1) or the covering (D2) containing the magnesium carbonate.
- Formula MgCO 3 magnesium carbonate does not contain crystal water represented by anhydrous salt (D1), for example different from the hydroxy magnesium carbonate of Formula 4MgCO 3 ⁇ Mg (OH 2) ⁇ 4H 2 O.
- This hydroxy magnesium carbonate is sometimes simply referred to as magnesium carbonate. When this hydroxy magnesium carbonate is heated to around 100 ° C., it releases crystal water. For this reason, magnesium magnesium carbonate is not suitable for applications requiring high solder heat resistance, for example.
- magnesium carbonate anhydrous salt (D1) which does not contain crystal water represented by the chemical formula MgCO 3 . Since natural products contain impurities, physical properties such as heat resistance may not be stable when natural products are used. For this reason, it is desirable that the magnesium carbonate anhydrous salt (D1) is a synthetic product.
- the covering body (D2) has a core / shell structure in which magnesium carbonate anhydrous salt (D1) is a core and a covering layer formed of an organic resin, a silicone resin, or silica is a shell. Since the said covering (D2) has the said coating layer, the dispersibility to resin is high. Furthermore, the acid resistance of the hardened
- the method for coating the surface of the anhydrous magnesium carbonate (D1) with the coating layer is not particularly limited.
- this method for example, a method of spray drying a dispersion in which magnesium carbonate anhydrous salt (D1) is dispersed in a solution in which a silane coupling agent, which is an organic resin, a silicone resin, or a silica raw material, is dissolved, an organic resin
- a silane coupling agent which is an organic resin, a silicone resin, or a silica raw material
- a method of precipitating polysiloxane reacting a polymerizable monomer such as acrylic resin, styrene resin or low molecular weight silane in a medium in which magnesium carbonate anhydrous salt (D1) is dispersed to increase the molecular weight and cannot be dissolved in the medium.
- the organic resin is not particularly limited as long as it can cover the surface of anhydrous magnesium carbonate (D1).
- the organic resin is preferably a resin that can impart acid resistance to the cured product.
- the organic resin may be a thermosetting resin or a thermoplastic resin.
- the organic resin examples include (meth) acrylic resin, styrene resin, urea resin, melamine resin, phenolic resin, thermoplastic urethane resin, thermosetting urethane resin, epoxy resin, thermoplastic polyimide.
- (meth) acrylic resins or styrene resins are preferred because there are many types of monomers, the covering layer can be designed widely, and the reaction can be easily controlled by heat or light.
- the styrene resin is not particularly limited.
- examples of the styrene resin include styrene, o-methyl styrene, m-methyl styrene, p-methyl styrene, p-methoxy styrene, p-phenyl styrene, p-chloro styrene, p-ethyl styrene, pn-butyl styrene.
- P-tert-butylstyrene P-tert-butylstyrene, pn-hexylstyrene, pn-octylstyrene, pn-nonylstyrene, pn-decylstyrene, pn-dodecylstyrene, 2,4-dimethylstyrene, Examples include 3,4-dichlorostyrene and divinylbenzene.
- Examples of the (meth) acrylic resin include alkyl (meth) acrylate, (meth) acrylonitrile, (meth) acrylamide, (meth) acrylic acid, glycidyl (meth) acrylate, 2-hydroxyethyl methacrylate, 2-hydroxypropyl methacrylate, Examples thereof include ethylene glycol di (meth) acrylate, trimethylolpropane (meth) acrylate, and dipentaerythritol (meth) acrylate.
- alkyl (meth) acrylate examples include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, cumyl (meth) acrylate, cyclohexyl (meth) acrylate, and myristyl (meth) acrylate. , Palmityl (meth) acrylate, stearyl (meth) acrylate or isobornyl (meth) acrylate.
- the organic resin preferably contains a crosslinkable monomer having two or more reactive groups in the molecule.
- the SP value according to the Okitsu calculation formula of the organic resin for forming the coating layer is 10 (cal / cm 3). ) It is preferable that it is 1/2 or less.
- ⁇ ( ⁇ F) / ( ⁇ v) (X)
- ⁇ is the SP value [unit: (cal / cm 3 ) 1/2 ]
- ⁇ F is the molar attractive constant of each atomic group in the molecule
- ⁇ v is the molar volume of each atomic group.
- the thickness of the coating layer is preferably in the range of 10 nm to 1 ⁇ m.
- the thickness of the coating layer is less than 10 nm, the effect of improving the dispersibility of the cover (D2) in the resin and the effect of improving the acid resistance of the cured product of the insulating sheet may not be sufficiently obtained.
- the thickness of the coating layer exceeds 1 ⁇ m, the thermal conductivity of the coated body (D2) may be significantly lowered.
- the shape of the substance (D) is not particularly limited.
- the substance (D) preferably has a substantially polyhedral shape or a shape having an aspect ratio which is a ratio of the major axis to the minor axis in the range of 1 to 2.
- the insulating sheet can be filled with the substance (D) at a high density, and thus the heat dissipation of the cured insulating sheet can be improved.
- Substance (D) is a spherical magnesium carbonate anhydrous salt (D1d1) not containing water of crystallization represented by the chemical formula MgCO 3 , and the surface of the spherical magnesium carbonate anhydrous salt (D1d1) is made of organic resin, silicone resin or silica. It is preferable that it is at least one substance (Dd1) in the coated body (D2d1) coated.
- the surface of the spherical magnesium carbonate anhydrous salt (D1d1) is coated with an organic resin, a silicone resin, or silica, whereby the coated body (D2d1) can be made spherical.
- the substance (Dd1) is preferably spherical.
- the insulating sheet can be filled with the substance (Dd1) at a high density, so that the heat dissipation of the cured product of the insulating sheet can be enhanced. Furthermore, the dielectric breakdown characteristic of the hardened
- the spherical shape is not limited to a true spherical shape.
- the spherical shape includes a shape in which the true sphere is slightly flattened or distorted.
- a spherical shape has a shape with an aspect ratio in the range of 1 to 1.5, or many parts of the surface, for example, 30% or more of the surface is a curved surface rather than a flat surface, and a part of the surface
- a shape in which less than 70% of the surface is not a curved surface but a flat surface or the like is included.
- a shape in which 50% or more of the surface is a curved surface is more preferable, and a shape in which a portion of 70% or more of the surface is a curved surface is more preferable.
- the spherical magnesium carbonate anhydrous salt (D1d1), the coated body (D2d1) or the spherical substance (Dd1) using the spherical magnesium carbonate anhydrous salt is pulverized by a jet mill or a rotating rotor and a stator.
- -It is preferable that the material has been spheroidized by a surface treatment apparatus.
- the sphericity can be increased, and a spherical shape or a shape close to a spherical shape can be obtained.
- the aggregate of the substance (D) can be crushed by the spheroidization treatment.
- the substance (Dd1) can be filled in the insulating sheet at a high density. For this reason, the heat dissipation of the hardened
- the average particle diameter of the substance (D) is preferably in the range of 0.1 to 40 ⁇ m. When the average particle diameter is less than 0.1 ⁇ m, it may be difficult to fill the substance (D) at a high density. When the average particle diameter exceeds 40 ⁇ m, when the thickness of the insulating sheet is about 100 ⁇ m and the insulating sheet is thinned, the dielectric breakdown characteristics of the cured product of the insulating sheet tend to deteriorate.
- the “average particle size” is an average particle size obtained from a particle size distribution measurement result in a volume average measured by a laser diffraction particle size distribution measuring device.
- two or more types of substances (D) having different shapes may be used, and two or more types having different particle sizes may be used.
- Substance (D) may be used.
- the substance (D) includes a substantially polyhedral magnesium carbonate anhydrous salt (D1d2) not containing water of crystallization represented by the chemical formula MgCO 3 , and the surface of the substantially polyhedral magnesium carbonate anhydrous salt (D1d2) is an organic resin, It is also preferable that it is at least one substance (Dd2) in the covering (D2d2) covered with silicone resin or silica.
- the surface of the substantially polyhedral magnesium carbonate anhydrous salt (D1d2) is coated with an organic resin, silicone resin, or silica, whereby the coated body (D2d2) can be formed into a substantially polyhedral shape.
- the substance (Dd2) is preferably spherical.
- an inorganic filler (G) other than the substance (D) is further included, and the inorganic filler (G) is a plate-like filler.
- the substance (Dd2) has a substantially polyhedral shape and includes a plate-like filler
- the substance (Dd2) and the plate-like filler are not in point contact but in surface contact in the insulating sheet, and the substance (Dd2) and The contact area with the plate filler is increased.
- a plurality of substances (Dd2) dispersed at a distance in the insulating sheet contact or approach each other via the plate-like filler, so that each filler in the insulating sheet is bridged or effectively approached. It becomes the structure made. For this reason, the heat conductivity of the hardened
- the “substantially polyhedral shape” includes not only a polyhedron shape constituted only by a plane, which is a general definition of a polyhedron, but also a shape having a plane and a curved surface with a certain ratio or less.
- the substantially polyhedral shape includes, for example, a shape constituted by a curved surface of 10% or less of the surface and a plane of 90% or more of the surface.
- the substantially polyhedral shape is preferably a substantially cubic shape or a substantially rectangular parallelepiped shape.
- the substance (D) is contained in the range of 20 to 90% by volume in 100% by volume of the insulating sheet.
- the minimum with more preferable content of the substance (D) in 100 volume% of insulating sheets is 30 volume%, and a more preferable upper limit is 80 volume%.
- content of the said substance (D) exceeds 90 volume%, there exists a possibility that the softness
- the substance (D) is more preferably contained within a range of 30 to 90% by volume in 100% by volume of the insulating sheet.
- the insulating sheet according to the present invention preferably contains an inorganic filler (G) other than the substance (D).
- an inorganic filler (G) By containing the inorganic filler (G), the thermal conductivity of the cured product of the insulating sheet can be further enhanced while ensuring high processability.
- an inorganic filler (G) only 1 type may be used and 2 or more types may be used together.
- the inorganic filler (G) is not particularly limited.
- the inorganic filler (G) may be at least one selected from the group consisting of alumina, silica, boron nitride, aluminum nitride, silicon nitride, silicon carbide, zinc oxide, magnesium oxide, talc, mica and hydrotalcite. preferable. In this case, the heat dissipation of the cured product of the insulating sheet can be further enhanced.
- the inorganic filler (G) is particularly preferably spherical.
- the inorganic filler (G) can be filled at a high density, the heat dissipation of the cured product of the insulating sheet can be further enhanced.
- the average particle diameter of the inorganic filler (G) is preferably in the range of 0.1 to 40 ⁇ m. When the average particle size is less than 0.1 ⁇ m, it may be difficult to fill the inorganic filler (G) at a high density. When the average particle diameter exceeds 40 ⁇ m, the dielectric breakdown characteristics of the cured product of the insulating sheet tend to be lowered.
- the above-mentioned “average particle diameter” is an average particle diameter obtained from a volume average particle size distribution measurement result measured with a laser diffraction particle size distribution measuring apparatus.
- the inorganic filler (G) is preferably a plate-like filler.
- the average particle diameter of the substance (Dd2) is preferably in the range of 0.1 to 40 ⁇ m, and the average long diameter of the plate filler is preferably in the range of 0.1 to 10 ⁇ m.
- the average major axis of the plate-like filler is less than 0.1 ⁇ m, it is difficult to fill the plate-like filler, or the plate-like filler efficiently and sufficiently bridges between substantially polyhedral substances (Dd2). May not be possible.
- the average major axis of the plate filler exceeds 10 ⁇ m, the insulating property of the insulating sheet tends to be lowered.
- the average major axis of the plate filler is more preferably in the range of 0.5 to 9 ⁇ m, and more preferably in the range of 1 to 9 ⁇ m.
- the average thickness of the plate filler is preferably 100 nm or more. When the thickness of the plate filler is 100 nm or more, the thermal conductivity of the cured product can be further increased.
- the aspect ratio of the plate filler is preferably in the range of 2-50. When the aspect ratio of the plate filler exceeds 50, it may be difficult to fill the plate filler.
- the aspect ratio of the plate filler is more preferably in the range of 3 to 45.
- the plate filler is preferably at least one of alumina and boron nitride.
- the thermal conductivity of the cured product of the insulating sheet can be further increased.
- the combined use of the substance (Dd2) and at least one of alumina and boron nitride can further increase the thermal conductivity of the cured product of the insulating sheet.
- the content thereof is determined as appropriate depending on the type, particle size and shape of the substance (D) and the inorganic filler (G). Is done.
- the total amount of the substance (D) and the inorganic filler (G) is preferably in the range of 60 to 90% by volume in 100% by volume of the insulating sheet. When the total content of the substance (D) and the inorganic filler (G) is less than 60% by volume, the heat dissipation of the cured product may not be sufficiently improved. When the amount of the substance (D) and the inorganic filler (G) exceeds 90% by volume, the flexibility or adhesiveness of the insulating sheet may be significantly reduced.
- the substance (D) is more preferably contained in the range of 20 to 80% by volume in 100% by volume of the insulating sheet. .
- the substance (Dd2) and the plate filler are preferably contained in a volume ratio of 70:30 to 99: 1. Further, it is preferable that the substance (Dd2) and the plate-like filler are contained in a total amount of 60 to 90% by volume in 100% by volume of the insulating sheet.
- the substance (Dd2) and the plate-like filler are contained in the insulating sheet in a volume ratio of 70:30 to 99: 1, and the substance (Dd2) and the plate are contained in 100% by volume of the insulating sheet. More preferably, the filler is contained within the range of 60 to 90% by volume in total. When the contents of the substance (D2d) and the plate-like filler are within the preferable ranges, the workability and thermal conductivity of the cured product of the insulating sheet can be further enhanced.
- the insulating sheet according to the present invention preferably contains a dispersant (F).
- the dispersant (F) is preferably a dispersant (F) having a functional group containing a hydrogen atom having hydrogen bonding properties.
- a dispersing agent (F) By containing a dispersing agent (F), the thermal conductivity and dielectric breakdown characteristics of the cured product of the insulating sheet can be further enhanced.
- the pKa of the functional group containing a hydrogen atom having the hydrogen bond property of the dispersant (F) is preferably in the range of 2 to 10, more preferably in the range of 3 to 9.
- the pKa of the functional group is less than 2, the acidity of the dispersant (F) becomes too high, and the reaction of the epoxy component and the oxetane component in the raw resin component may be facilitated. Therefore, when the uncured insulating sheet is stored, the storage stability of the insulating sheet may be reduced. If the pKa of the functional group exceeds 10, the function as a dispersant may not be sufficiently achieved, and the thermal conductivity and dielectric breakdown characteristics of the cured product of the insulating sheet may not be sufficiently improved.
- the functional group containing a hydrogen atom having hydrogen bonding properties is preferably a carboxyl group or a phosphate group. In this case, the thermal conductivity and dielectric breakdown characteristics of the cured product of the insulating sheet can be further enhanced.
- dispersant (F) examples include polyester carboxylic acid, polyether carboxylic acid, polyacrylic carboxylic acid, aliphatic carboxylic acid, polysiloxane carboxylic acid, polyester phosphoric acid, Polyether phosphoric acid, polyacrylic phosphoric acid, aliphatic phosphoric acid, polysiloxane phosphoric acid, polyester phenol, polyether phenol, polyacrylic phenol, aliphatic phenol or polysiloxane phenol It is done.
- a dispersing agent (F) only 1 type may be used and 2 or more types may be used together.
- the dispersant (F) is preferably contained within a range of 0.01 to 20% by weight, and more preferably within a range of 0.1 to 10% by weight. .
- content of a dispersing agent (F) exists in the said range, aggregation of the said substance (D) can be suppressed, and the heat conductivity and dielectric breakdown characteristic of the hardened
- the insulating sheet according to the present invention may contain rubber particles (E).
- the rubber particles (E) are not particularly limited.
- the rubber particles (E) include acrylic rubber, butadiene rubber, isoprene rubber, acrylonitrile butadiene rubber, styrene butadiene rubber, styrene isoprene rubber, urethane rubber, silicone rubber, fluorine rubber, and natural rubber.
- rubber particles (E) are acrylic rubber or silicone rubber.
- the coefficient of linear thermal expansion of the cured product of the insulating sheet can be lowered and the stress relaxation property of the cured product of the insulating sheet can be expressed. . Furthermore, peeling or cracking of the cured product of the insulating sheet is further less likely to occur under high temperature conditions or cooling cycle conditions.
- the rubber particles (E) are preferably contained in the range of 0.1 to 40% by weight and more preferably in the range of 0.3 to 20% by weight in 100% by weight of the insulating sheet. . If the content of the rubber particles (E) is too small, the stress relaxation property of the cured product of the insulating sheet may not be sufficiently exhibited. When there is too much content of a rubber particle (E), the adhesiveness of the hardened
- the insulating sheet according to the present invention may contain a base material such as glass cloth, glass nonwoven fabric, and aramid nonwoven fabric in order to further improve handling properties.
- a base material such as glass cloth, glass nonwoven fabric, and aramid nonwoven fabric
- the insulating sheet of the present invention is self-supporting even in an uncured state at room temperature (23 ° C.) and has excellent handling properties. Therefore, the insulating sheet preferably does not contain a base material, and particularly preferably does not contain glass cloth.
- the thickness of an insulating sheet can be made thin and the thermal conductivity of the hardened
- an insulating sheet does not contain the said base material
- various processes such as a laser processing or a drilling process
- self-supporting means that the shape of a sheet can be maintained and handled as a sheet even when a support such as a PET film or copper foil is not present or in an uncured state.
- the insulating sheet of the present invention may contain a thixotropic agent, a dispersant, a flame retardant, a colorant, or the like, if necessary.
- the manufacturing method of the insulating sheet which concerns on this invention is not specifically limited.
- the insulating sheet can be obtained, for example, by forming a mixture obtained by mixing the above-described materials into a sheet shape by a method such as a solvent casting method or an extrusion film forming method. Defoaming is preferred when forming into a sheet.
- the film thickness of the insulating sheet is not particularly limited.
- the thickness of the insulating sheet is preferably in the range of 10 to 300 ⁇ m, more preferably in the range of 50 to 200 ⁇ m, and still more preferably in the range of 70 to 120 ⁇ m.
- the film thickness is too thin, the insulating property of the cured product of the insulating sheet tends to decrease. If the film thickness is too thick, the heat dissipation tends to decrease when the metal body is bonded to the conductive layer.
- the dielectric breakdown characteristics of the cured product of the insulating sheet can be further enhanced. However, even if the film thickness is small, the dielectric breakdown characteristics of the cured product of the insulating sheet of the present invention are sufficiently high.
- the glass transition temperature Tg of the uncured insulating sheet is preferably 25 ° C. or lower. When the glass transition temperature exceeds 25 ° C., it may be hard and brittle at room temperature. For this reason, there exists a tendency for the handleability of the uncured insulation sheet to fall.
- the flexural modulus at 25 ° C. of the uncured insulating sheet is preferably in the range of 10 to 1,000 MPa, more preferably in the range of 20 to 500 MPa.
- the bending elastic modulus at 25 ° C. of the uncured insulating sheet is less than 10 MPa, the self-supporting property of the uncured insulating sheet at room temperature is remarkably lowered, and the handling property of the uncured insulating sheet is degraded. Tend. If the bending elastic modulus at 25 ° C.
- the elastic modulus of the uncured insulating sheet exceeds 1000 MPa, the elastic modulus does not become sufficiently low during heat bonding, so the cured product of the insulating sheet may not sufficiently adhere to the object to be bonded, And the adhesiveness of the hardened
- the flexural modulus at 25 ° C. of the cured product of the insulating sheet is preferably in the range of 1,000 to 50,000 MPa, and in the range of 5,000 to 30,000 MPa. More preferably.
- the bending elastic modulus at 25 ° C. of the cured product of the insulating sheet is too low, for example, using the insulating sheet, a laminated body such as a thin laminated board or a laminated board provided with copper circuits on both sides was produced. In such a case, the obtained laminate is easily bent. For this reason, a laminated body becomes easy to be damaged by bending or bending. If the bending elastic modulus at 25 ° C. of the cured product of the insulating sheet is too high, the cured product of the insulating sheet may be too hard and brittle, and the cured product of the insulating sheet may be easily cracked.
- the bending elastic modulus is, for example, a distance between fulcrums using a universal tester RTC-1310A (Orientec Co., Ltd.) and using a test piece having a length of 8 cm, a width of 1 cm and a thickness of 4 mm in accordance with JIS K 7111. It can be measured under conditions of 6 cm and a speed of 1.5 mm / min.
- cured material of an insulating sheet is obtained by making it harden
- the tan ⁇ of the uncured insulating sheet at 25 ° C. measured using a rotary dynamic viscoelasticity measuring device is in the range of 0.1 to 1.0 and It is preferable that the maximum value of tan ⁇ of the insulating sheet when the temperature of the insulating sheet in the cured state is raised from 25 ° C. to 250 ° C. is in the range of 1.0 to 5.0.
- the tan ⁇ of the insulating sheet is more preferably in the range of 0.1 to 0.5.
- the maximum value of tan ⁇ of the insulating sheet is more preferably in the range of 1.5 to 4.0.
- the tan ⁇ of the uncured insulating sheet at 25 ° C. is less than 0.1, the flexibility of the uncured insulating sheet is lowered and the uncured insulating sheet is easily damaged.
- the tan ⁇ of the uncured insulating sheet at 25 ° C. is 1.0 or more, the uncured insulating sheet tends to be too soft, and the handleability of the uncured insulating sheet tends to decrease.
- the maximum value of the tan ⁇ of the insulating sheet when the insulating sheet in the uncured state is raised from 25 ° C. to 250 ° C. is less than 1.0, the insulating sheet is sufficiently adhered to the object to be bonded during heat bonding There are things that do not.
- the maximum value of tan ⁇ of the insulating sheet exceeds 5.0, the fluidity of the insulating sheet is too high, and the thickness of the insulating sheet becomes thin at the time of heat bonding, and a sufficiently high dielectric breakdown characteristic may not be obtained. .
- the tan ⁇ of the uncured insulating sheet at 25 ° C. is a disc-shaped uncured insulating sheet having a diameter of 2 cm, using a rotary dynamic viscoelasticity measuring device VAR-100 (manufactured by Rheologicala Instruments). Can be measured at 25 ° C. with an oscillation strain control mode, a starting stress of 10 Pa, a frequency of 1 Hz, and a strain of 1% using a parallel plate having a diameter of 2 cm.
- the maximum value of tan ⁇ of the insulating sheet when the insulating sheet in the uncured state is heated from 25 ° C. to 250 ° C. is obtained by adding the uncured insulating sheet to the measurement conditions and increasing the heating rate 30 It can be measured by raising the temperature from 25 ° C. to 250 ° C. at a rate of ° C./min.
- the handling properties of the uncured insulating sheet are remarkably increased during manufacture and use. Furthermore, when a high thermal conductor such as a copper foil or an aluminum plate is bonded to the conductive layer using an insulating sheet, the adhesive strength is remarkably increased. Moreover, when the bonding surface of the high thermal conductor has irregularities, the followability of the insulating sheet to the irregularities can be improved. For this reason, it becomes difficult for voids to be formed at the bonding interface, and thus the thermal conductivity is increased.
- the thermal conductivity of the cured product of the insulating sheet is preferably 3.0 W / m ⁇ K or more.
- the thermal conductivity of the cured product of the insulating sheet is more preferably 5.0 W / m ⁇ K or more, and further preferably 7.0 W / m ⁇ K or more. If the thermal conductivity is too low, the heat dissipation of the cured product of the insulating sheet may be lowered.
- the dielectric breakdown voltage of the cured product of the insulating sheet is preferably 30 kV / mm or more.
- the dielectric breakdown voltage of the cured product of the insulating sheet is more preferably 40 kV / mm or more, further preferably 50 kV / mm or more, further preferably 80 kV / mm or more, and 100 kV / mm or more. More preferably. If the dielectric breakdown voltage is too low, the insulating property may be lowered when the insulating sheet is used for a large current application such as for a power element.
- the volume resistivity of the cured product of the insulating sheet is preferably 10 14 ⁇ ⁇ cm or more, and more preferably 10 16 ⁇ ⁇ cm or more. If the volume resistivity is too low, the insulation between the conductor layer and the heat conductor may not be maintained.
- the thermal linear expansion coefficient of the cured product of the insulating sheet is preferably 30 ppm / ° C. or less, and more preferably 20 ppm / ° C. or less. If the coefficient of thermal expansion is too high, the thermal cycle resistance of the cured product of the insulating sheet may be reduced.
- the insulating sheet according to the present invention is used for bonding a heat conductor having a thermal conductivity of 10 W / m ⁇ K or more to a conductive layer.
- the insulating sheet according to the present invention constitutes an insulating layer of a laminated structure in which a conductive layer is laminated on at least one surface of a thermal conductor having a thermal conductivity of 10 W / m ⁇ K or more via an insulating layer. It is used suitably for.
- FIG. 1 shows a laminated structure according to an embodiment of the present invention.
- the laminated structure 1 shown in FIG. 1 is opposite to the heat conductor 2, the insulating layer 3 laminated on one surface 2a of the heat conductor 2, and the surface of the insulating layer 3 on which the heat conductor 2 is laminated. And a conductive layer 4 laminated on the side surface.
- the insulating layer 3 is formed by curing the insulating sheet according to the present invention.
- the heat conductivity of the heat conductor 2 is 10 W / m ⁇ K or more.
- the insulating layer 3 and the conductive layer 4 are laminated in this order on at least one surface 2a of the heat conductor 2, and the insulating layer and the conductive layer are also formed on the other surface 2b of the heat conductor 2. You may laminate
- the insulating layer 3 has a high thermal conductivity, heat from the conductive layer 4 side is easily transferred to the thermal conductor 2 through the insulating layer 3. In the laminated structure 1, heat can be efficiently dissipated by the heat conductor 2.
- the laminated structure 1 can be obtained.
- the thermal conductor having a thermal conductivity of 10 W / m ⁇ K or more is not particularly limited.
- Examples of the heat conductor having a thermal conductivity of 10 W / m ⁇ K or more include aluminum, copper, alumina, beryllia, silicon carbide, silicon nitride, aluminum nitride, and graphite sheet.
- the heat conductor whose said heat conductivity is 10 W / m * K or more is copper or aluminum. Copper or aluminum is excellent in heat dissipation.
- the insulating sheet according to the present invention is suitably used for bonding a thermal conductor having a thermal conductivity of 10 W / m ⁇ K or more to a conductive layer of a semiconductor device on which a semiconductor element is mounted on a substrate.
- the insulating sheet according to the present invention is used to adhere a thermal conductor having a thermal conductivity of 10 W / m ⁇ K or more to a conductive layer of an electronic component device in which electronic component elements other than semiconductor elements are mounted on a substrate.
- a thermal conductor having a thermal conductivity of 10 W / m ⁇ K or more to a conductive layer of an electronic component device in which electronic component elements other than semiconductor elements are mounted on a substrate.
- the insulating sheet of this invention is used suitably for such a use.
- [Curing agent (C)] (1) Alicyclic skeleton acid anhydride (manufactured by Shin Nippon Chemical Co., Ltd., trade name: MH-700) (2) Aromatic skeleton acid anhydride (manufactured by Sartomer Japan, trade name: SMA resin EF60) (3) Polyalicyclic skeleton acid anhydride (manufactured by Shin Nippon Rika Co., Ltd., trade name: HNA-100) (4) Terpene skeleton acid anhydride (manufactured by Japan Epoxy Resin Co., Ltd., trade name: Epicure YH-306) (5) Biphenyl skeleton phenol resin (Madewa Kasei Co., Ltd., trade name: MEH-7851-S) (6) Allyl group-containing skeleton phenol resin (trade name: YLH-903, manufactured by Japan Epoxy Resin Co., Ltd.) (7) Triazine skeleton phenolic resin (manufactured by DIC
- Spherical synthetic magnesite A 21 ⁇ m anhydrous magnesium carbonate (D1d)
- Substantially polyhedral synthetic magnesite manufactured by Kamishima Chemical Industry Co., Ltd., trade name: MSL, average particle diameter 6 ⁇ m
- substantially polyhedral synthetic magnesite manufactured by Kamishima Chemical Industry Co., Ltd., trade name: MSPS, average particle diameter Spherical synthetic magnesite A 21 ⁇ m was obtained in the same manner as spherical synthetic magnesite A 6 ⁇ m except that 21 ⁇ m) was used.
- Spherical synthetic magnesite B 6 ⁇ m anhydrous magnesium carbonate (D1d)
- a continuous surface treatment device manufactured by Earth Technica, trade name: kryptron orb having a rotor and a stator that rotate a substantially polyhedral synthetic magnesite (trade name: MSL, average particle diameter: 6 ⁇ m, manufactured by Kamishima Chemical Co., Ltd.) at high speed.
- spheroidizing treatment was performed to obtain spherical synthetic magnesite B 6 ⁇ m.
- Spherical synthetic magnesite B21 ⁇ m anhydrous magnesium carbonate (D1d)
- Substantially polyhedral synthetic magnesite manufactured by Kamishima Chemical Industry Co., Ltd., trade name: MSL, average particle diameter 6 ⁇ m
- substantially polyhedral synthetic magnesite manufactured by Kamishima Chemical Industry Co., Ltd., trade name: MSPS, average particle diameter Spherical synthetic magnesite B 21 ⁇ m was obtained in the same manner as spherical synthetic magnesite B 6 ⁇ m except that 21 ⁇ m) was used.
- Synthesis Example 3 The surface was coated with a silicone resin in the same manner as in Synthesis Example 1, except that a methacryloxy group-containing silicone (silaplane FM-7721) was used instead of dipentaerythritol hexamethacrylate as a monomer for coating the surface.
- a methacryloxy group-containing silicone silicaplane FM-7721
- dipentaerythritol hexamethacrylate dipentaerythritol hexamethacrylate
- reaction solution was dehydrated with centr, and further vacuum-dried to obtain spherical synthetic magnesite 6 ⁇ m (spherical silica-coated synthetic magnesite 6 ⁇ m) whose surface was coated with silica.
- Dispersant (F) (1) Acrylic dispersant (manufactured by Big Chemie Japan, trade name: Disperbyk-2070, pKa has a carboxyl group of 4) (2) Polyether-based dispersant (manufactured by Enomoto Kasei Co., Ltd., trade name: ED151, pKa has 7 phosphate groups)
- Dispersants other than dispersant (F) (1) Nonionic dispersant (manufactured by Kyoeisha Chemical Co., Ltd., trade name: D-90, a dispersant having no functional group containing a hydrogen atom having hydrogen bonding properties)
- Epoxysilane coupling agent manufactured by Shin-Etsu Chemical Co., Ltd., trade name: KBE403
- Example 1 Using a homodisper type stirrer, each raw material was blended and kneaded at a ratio shown in Table 1 below (the blending unit is parts by weight) to prepare an insulating material.
- the obtained insulating material was applied to a release PET sheet having a film thickness of 50 ⁇ m so that the film thickness became 100 ⁇ m, and dried in an oven at 90 ° C. for 30 minutes to produce an insulating sheet on the PET sheet.
- Examples 2 to 21 and Comparative Examples 1 to 3 An insulating material was prepared in the same manner as in Example 1 except that the types and blending amounts of the raw materials used were as shown in Tables 1 to 3 below, and an insulating sheet was produced on the PET sheet.
- the insulating sheet was heated in an oven at 120 ° C. for 1 hour and then in an oven at 200 ° C. for 1 hour to cure the insulating sheet.
- the thermal conductivity of the cured product of the insulating sheet was measured using a thermal conductivity meter “Rapid thermal conductivity meter QTM-500” manufactured by Kyoto Electronics Industry Co., Ltd.
- Dielectric breakdown voltage The insulation sheet was cut out into a planar shape of 100 mm ⁇ 100 mm to obtain a test sample. The obtained test sample was cured in an oven at 120 ° C. for 1 hour and further in an oven at 200 ° C. for 1 hour to obtain a cured product of an insulating sheet. Using a withstand voltage tester (MODEL7473, manufactured by EXTECH Electronics), an alternating voltage was applied between the cured products of the insulating sheets so that the voltage increased at a rate of 1 kV / second. The voltage at which the cured product of the insulating sheet was broken was defined as the dielectric breakdown voltage.
- MODEL7473 manufactured by EXTECH Electronics
- Solder heat resistance test An insulating sheet is sandwiched between an aluminum plate having a thickness of 1.5 mm and an electrolytic copper foil having a thickness of 35 ⁇ m, and kept at a pressure of 4 MPa with a vacuum press machine at 120 ° C. for 1 hour, and further at 200 ° C. The insulating sheet was press-cured for 1 hour to form a copper-clad laminate. The obtained copper-clad laminate was cut into a size of 50 mm ⁇ 60 mm to obtain a test sample. The obtained test sample was floated in a solder bath at 288 ° C. with the copper foil side facing down, and the time until the copper foil swelled or peeled off was measured and judged according to the following criteria.
- the insulating sheet was cut into a 100 mm ⁇ 100 mm planar shape and cured in an oven at 120 ° C. for 1 hour and further in an oven at 200 ° C. for 1 hour to obtain a sample.
- the obtained sample was immersed in a hydrochloric acid solution having a pH of 2.0 heated to 50 ° C. for 3 hours. Then, the weight reduction of the sample was calculated
- An insulating sheet is sandwiched between an aluminum plate having a thickness of 1.5 mm and an electrolytic copper foil having a thickness of 35 ⁇ m, and maintained at a pressure of 4 MPa with a vacuum press machine at 120 ° C. for 1 hour, and further at 200 ° C.
- the insulating sheet was press cured for a time to form a copper-clad laminate.
- the obtained copper-clad laminate was router-processed using a drill having a diameter of 2.0 mm (Union Tool, RA series) under conditions of a rotation speed of 30,000 and a table feed speed of 0.5 m / min. The processing distance until the flash was generated was measured, and the workability was evaluated according to the following criteria.
- the insulating sheet was cured at 120 ° C. for 1 hour and then at 200 ° C. for 1 hour to obtain a cured product of the insulating sheet.
- a test piece having a length of 8 cm, a width of 1 cm, and a thickness of 4 mm according to JIS K 7111, a fulcrum distance of 6 cm and a speed of 1
- the bending elastic modulus at 25 ° C. of the cured product of the obtained insulating sheet was measured by measuring under each condition of 0.5 mm / min.
- Example 22 to 24 An insulating material was prepared in the same manner as in Example 1 except that the types and blending amounts of the raw materials used were as shown in Table 4 below, and an insulating sheet was produced on the PET sheet.
- Example 25 to 32 An insulating material was prepared in the same manner as in Example 1 except that the types and blending amounts of the raw materials used were as shown in Table 5 below, and an insulating sheet was produced on the PET sheet.
- Example 33 to 44 and Comparative Example 4 An insulating material was prepared in the same manner as in Example 1 except that the types and blending amounts of the raw materials used were as shown in Tables 6 and 7 below, and an insulating sheet was produced on the PET sheet.
Landscapes
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Insulating Bodies (AREA)
Abstract
Description



本発明に係る絶縁シートに含まれている上記ポリマー(A)は、重量平均分子量が10,000以上であれば特に限定されない。ポリマー(A)は、芳香族骨格を有することが好ましい。ポリマー(A)が芳香族骨格を有する場合には、芳香族骨格をポリマー全体の中に有していればよく、主鎖骨格内に有していてもよく、側鎖中に有していてもよい。ポリマー(A)は、芳香族骨格を主鎖骨格内に有することが好ましい。この場合には、絶縁シートの硬化物の耐熱性をより一層高めることができる。ポリマー(A)は、1種のみが用いられてもよく、2種以上が併用されてもよい。



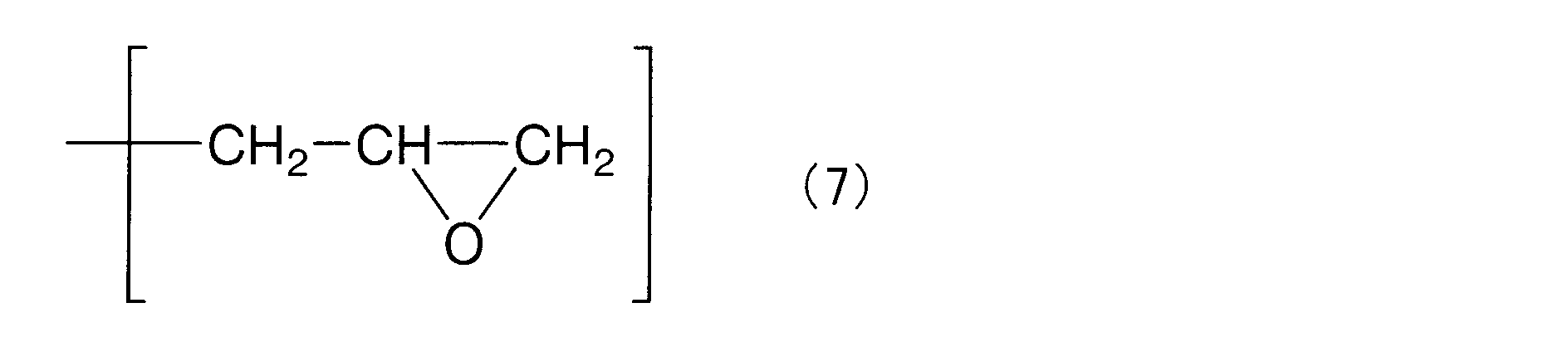
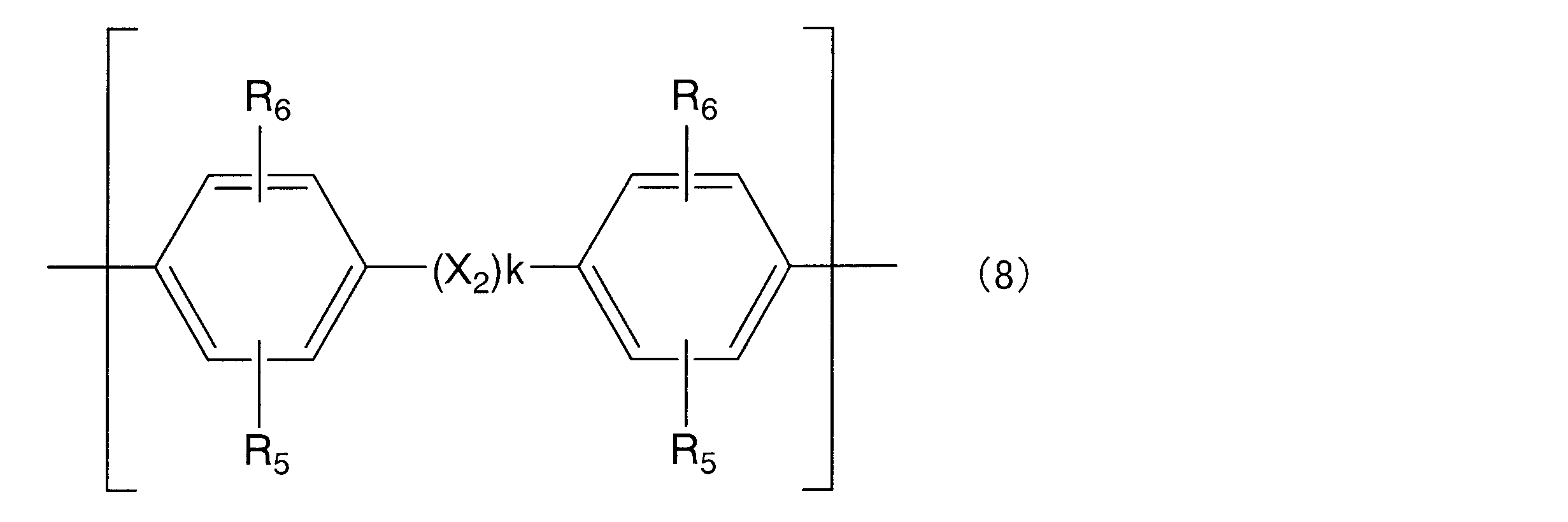



本発明に係る絶縁シートは、エポキシ樹脂(B1)及びオキセタン樹脂(B2)の内の少なくとも一方の樹脂(B)を含有する。樹脂(B)として、エポキシ樹脂(B1)のみが用いられてもよく、オキセタン樹脂(B2)のみが用いられてもよく、エポキシ樹脂(B1)とオキセタン樹脂(B2)との双方が用いられてもよい。
上記樹脂(B)の理論化学構造純度は90%以上であることが好ましく、95%以上であることがより好ましく、97%以上であることがさらに好ましい。上記樹脂(B)の理論化学構造純度が大きいほど、未硬化状態の絶縁シートのハンドリング性をより一層高くすることができる。
本発明に係る絶縁シートに含まれている硬化剤(C)は特に限定されない。硬化剤(C)は、フェノール樹脂、又は芳香族骨格もしくは脂環式骨格を有する酸無水物、該酸無水物の水添加物もしくは該酸無水物の変性物であることが好ましい。この好ましい硬化剤(C)の使用により、耐熱性、耐湿性及び電気物性のバランスに優れた絶縁シートの硬化物を得ることができる。硬化剤(C)は、1種のみが用いられてもよく、2種以上が併用されてもよい。
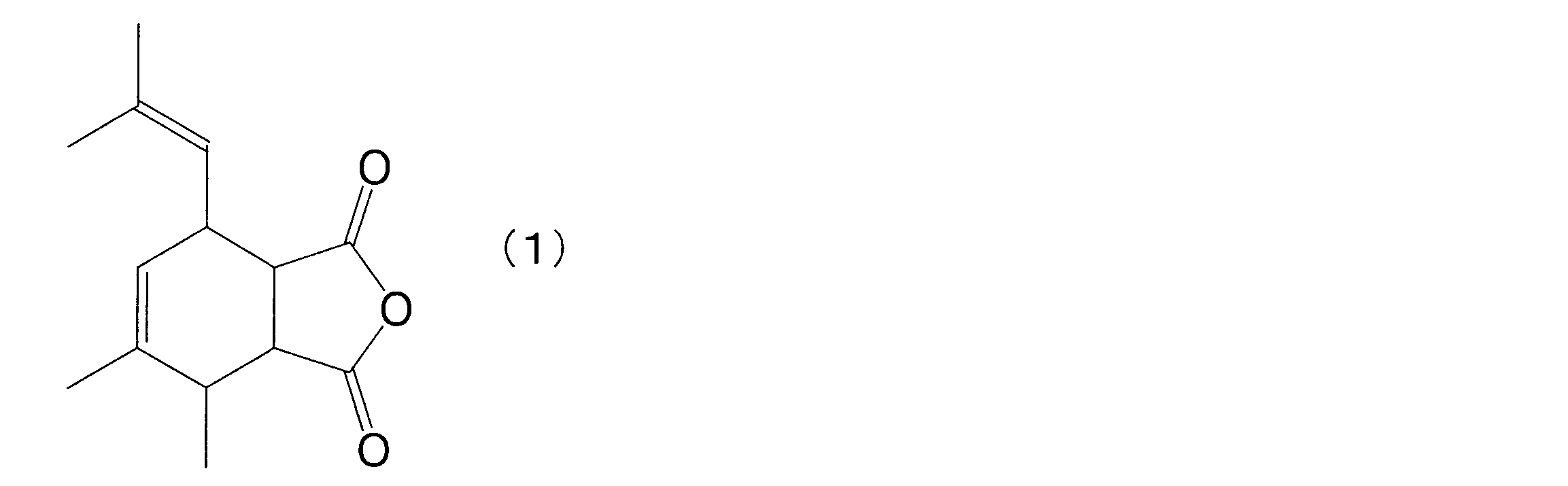
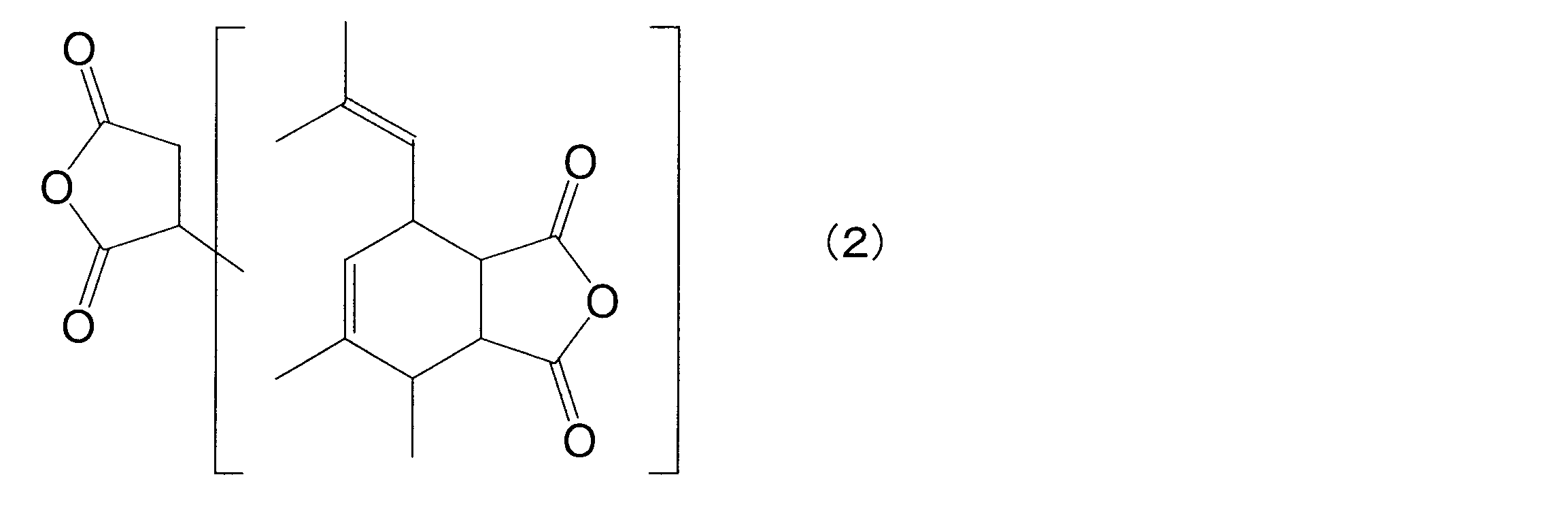

本発明に係る絶縁シートは、化学式MgCO3で示される結晶水を含まない炭酸マグネシウム無水塩(D1)、及び該炭酸マグネシウム無水塩(D1)の表面が、有機樹脂、シリコーン樹脂又はシリカにより被覆されている被覆体(D2)の内の少なくとも一方の物質(D)を含有する。物質(D)として、上記炭酸マグネシウム無水塩(D1)のみが用いられてもよく、上記被覆体(D2)のみが用いられてもよく、上記炭酸マグネシウム無水塩(D1)と上記被覆体(D2)との双方が用いられてもよい。
上記式(X)中、δはSP値[単位:(cal/cm3)1/2]であり、ΔFは分子中の各原子団のモル引力定数、Δvは各原子団のモル容積である。
本発明に係る絶縁シートは、物質(D)以外の無機フィラー(G)を含有することが好ましい。無機フィラー(G)の含有により、高い加工性を確保しつつ、絶縁シートの硬化物の熱伝導性をより一層高めることができる。無機フィラー(G)は1種のみが用いられてもよく、2種以上が併用されてもよい。
本発明に係る絶縁シートは、分散剤(F)を含有することが好ましい。分散剤(F)は、水素結合性を有する水素原子を含む官能基を有する分散剤(F)であることが好ましい。分散剤(F)の含有により、絶縁シートの硬化物の熱伝導性及び絶縁破壊特性をより一層高めることができる。
本発明に係る絶縁シートは、ゴム粒子(E)を含有してもよい。
本発明に係る絶縁シートは、ハンドリング性をより一層高めるために、ガラスクロス、ガラス不織布、アラミド不織布等の基材物質を含んでいてもよい。ただし、上記基材物質を含まなくても、本発明の絶縁シートは室温(23℃)において未硬化状態でも自立性を有し、かつ優れたハンドリング性を有する。よって、絶縁シートは基材物質を含まないことが好ましく、特にガラスクロスを含まないことが好ましい。絶縁シートが上記基材物質を含まない場合には、絶縁シートの厚みを薄くすることができ、かつ絶縁シートの硬化物の熱伝導性をより一層高めることができる。さらに、絶縁シートが上記基材物質を含まない場合には、必要に応じて絶縁シートにレーザー加工又はドリル穴開け加工等の各種加工を容易に行うこともできる。なお、自立性とは、PETフィルム又は銅箔といった支持体が存在しなくても、未硬化状態であっても、シートの形状を保持し、シートとして取扱うことができることをいう。
本発明に係る絶縁シートの製造方法は特に限定されない。絶縁シートは、例えば、上述した材料を混合した混合物を溶剤キャスト法又は押し出し成膜法等の方法でシート状に成形することにより得ることができる。シート状に成形する際に、脱泡することが好ましい。
本発明に係る絶縁シートは、熱伝導率が10W/m・K以上の熱伝導体を導電層に接着するのに用いられる。また、本発明に係る絶縁シートは、熱伝導率が10W/m・K以上の熱伝導体の少なくとも片面に、絶縁層を介して導電層が積層されている積層構造体の絶縁層を構成するのに好適に用いられる。
(1)ビスフェノールA型フェノキシ樹脂(ジャパンエポキシレジン社製、商品名:E1256、Mw=51,000、Tg=98℃)
(2)高耐熱フェノキシ樹脂(東都化成社製、商品名:FX-293、Mw=43,700、Tg=163℃)
(3)エポキシ基含有スチレン樹脂(日油社製、商品名:マープルーフG-1010S、Mw=100,000、Tg=93℃)
(4)カルボキシル基含有アクリル樹脂(新中村化学社製、商品名:PSY-130、Mw=30,000、Tg=109℃)
(5)スルホン酸基含有スチレン樹脂(日本エヌエスシー社製、商品名:VERSA-TL 72、Mw=70,000、Tg=98℃)
(6)リン酸基含有アクリル樹脂(合成例1で合成、Mw=12,000、Tg=97℃)
温度計、攪拌機、滴下ロート、及び還流冷却器を備えたフラスコに、メチルメタクリレート0.7モルとグリシジルメタクリレート0.3モルとを加えた後、溶媒としてのメチルエチルケトン及び触媒としてのアゾビスイソブチロニトリルをさらに加え、窒素雰囲気下、80℃で18時間攪拌した。その後、冷却し、重合禁止剤としてのメチルハイドロキノンを加えた。この溶液に水1モルを加えて、40℃に維持し、攪拌しつつ無水リン酸0.1モルを徐々に添加した。その後、3時間反応させ、リン酸基を含有するポリマーの溶液を得た。
(1)エポキシ基含有アクリル樹脂(日油社製、商品名:マープルーフG-0130S、Mw=9,000,Tg=69℃)
(1)ビスフェノールA型液状エポキシ樹脂(ジャパンエポキシレジン社製、商品名:エピコート828US、Mw=370、水酸基当量3,000、理論化学構造純度87%)
(2)ビスフェノールF型液状エポキシ樹脂(ジャパンエポキシレジン社製、商品名:エピコート806L、Mw=370、水酸基当量2,500、理論化学構造純度87%)
(3)3官能グリシジルジアミン型液状エポキシ樹脂(ジャパンエポキシレジン社製、商品名:エピコート630、Mw=300、水酸基当量3,700、理論化学構造純度92%)
(4)フルオレン骨格エポキシ樹脂(大阪ガスケミカル社製、商品名:オンコートEX1011、Mw=486、水酸基当量2,300、理論化学構造純度81%)
(5)ナフタレン骨格液状エポキシ樹脂(DIC社製、商品名:EPICLON HP-4032D、Mw=304、水酸基当量7,000、理論化学構造純度98%)
(6)ヘキサヒドロフタル酸骨格液状エポキシ樹脂(日本化薬社製、商品名:AK-601、Mw=284、水酸基当量2,800、理論化学構造純度90%)
(7)ビスフェノールA型固体状エポキシ樹脂(ジャパンエポキシレジン社製、商品名:1003、Mw=1,300、水酸基当量380、水酸基含有混合物、水酸基を有するため理論化学構造純度は低い)
(8)蒸留ビスフェノールA型液状エポキシ樹脂(東都化成社製、商品名:YD-8125、Mw=350、水酸基当量17,000、理論化学構造純度99%)
(1)ベンゼン骨格含有オキセタン樹脂(宇部興産社製、商品名:エタナコールOXTP、Mw=362.4、水酸基当量6,500、理論化学構造純度97%)
(1)脂環式骨格酸無水物(新日本理化社製、商品名:MH-700)
(2)芳香族骨格酸無水物(サートマー・ジャパン社製、商品名:SMAレジンEF60)
(3)多脂環式骨格酸無水物(新日本理化社製、商品名:HNA-100)
(4)テルペン系骨格酸無水物(ジャパンエポキシレジン社製、商品名:エピキュアYH-306)
(5)ビフェニル骨格フェノール樹脂(明和化成社製、商品名:MEH-7851-S)
(6)アリル基含有骨格フェノール樹脂(ジャパンエポキシレジン社製、商品名:YLH-903)
(7)トリアジン骨格系フェノール樹脂(DIC社製、商品名:フェノライトKA-7052-L2)
(8)メラミン骨格系フェノール樹脂(群栄化学工業社製、商品名:PS-6492)
(9)イソシアヌル変性固体分散型イミダゾール(イミダゾール系硬化促進剤、四国化成社製、商品名:2MZA-PW)
(1)略多面体状合成マグネサイト6μm(神島化学工業社製、商品名:MSL、平均粒子径6μm)
(2)略多面体状合成マグネサイト21μm(神島化学工業社製、商品名:MSPS、平均粒子径21μm)
(3)球状の合成マグネサイトA6μm(炭酸マグネシウム無水塩(D1d))
略多面体状の合成マグネサイト(神島化学工業社製、商品名:MSL、平均粒子径6μm)を流動床式のジェットミル(アーステクニカ社製、商品名:ジェディ)により砕いて、球状化処理を行い、球状の合成マグネサイトA6μmを得た。
略多面体状の合成マグネサイト(神島化学工業社製、商品名:MSL、平均粒子径6μm)にかえて、略多面体状の合成マグネサイト(神島化学工業社製、商品名:MSPS、平均粒子径21μm)を用いたこと以外は、球状の合成マグネサイトA6μmと同様にして、球状の合成マグネサイトA21μmを得た。
略多面体状の合成マグネサイト(神島化学工業社製、商品名:MSL、平均粒子径6μm)を高速回転するローター及びステーターを有する連続式表面処理装置(アーステクニカ製、商品名:クリプトロンオーブ)により砕いて、球状化処理を行い、球状の合成マグネサイトB6μmを得た。
略多面体状の合成マグネサイト(神島化学工業社製、商品名:MSL、平均粒子径6μm)にかえて、略多面体状の合成マグネサイト(神島化学工業社製、商品名:MSPS、平均粒子径21μm)を用いたこと以外は、球状の合成マグネサイトB6μmと同様にして、球状の合成マグネサイトB21μmを得た。
(合成例2)
攪拌機、ジャケット、還流冷却器及び温度計が取り付けられた2Lの重合容器内に、分散媒体としてメチルイソブチルケトン1000gと、略多面体状の合成マグネサイト(神島化学工業社製、商品名:MSL、平均粒子径6μm)600gと、ジペンタエリスリトールヘキサメタクリレート50gと、アゾビスイソブチロニトリル1gとを加え、攪拌により混合し、表面処理溶液中にマグネサイトが分散された分散液を調製した。その後、減圧して容器内の脱酸素を行った後、窒素により内部を大気圧まで戻し、容器内を窒素雰囲気とした。その後、攪拌しながら容器内を70℃に加熱し、8時間反応を行った。室温まで冷却した後、反応溶液をセントルにより脱溶剤し、更に真空乾燥することにより、表面がメタクリル樹脂により被覆された合成マグネサイト6μm(アクリル樹脂被覆合成マグネサイト6μm)を得た。
表面を被覆するためのモノマーとしてジペンタエリスリトールヘキサメタクリレートのかわりに、両末端メタクリロキシ基含有シリコーン(サイラプレーン FM―7721)を用いたこと以外は合成例1と同様にして、表面がシリコーン樹脂により被覆された合成マグネサイト6μm(シリコーン樹脂被覆合成マグネサイト6μm)を得た。
攪拌機、ジャケット、還流冷却器及び温度計が取り付けられた2Lの重合容器内に、分散媒体としてのpH9に調整されたイオン交換水1,000gと、略多面体状の合成マグネサイト(神島化学工業社製、商品名:MSL、平均粒子径6μm)600gと、テトラエトキシシラン60gとを加え、攪拌することにより混合し、表面処理溶液中にマグネサイトが分散された分散液を調製した。その後、攪拌しながら容器内を70℃に加熱し、8時間反応を行った。室温まで冷却した後、反応溶液をセントルにより脱水し、更に真空乾燥することにより、表面がシリカにより被覆された合成マグネサイト6μm(シリカ被覆合成マグネサイト6μm)を得た。
攪拌機、ジャケット、還流冷却器及び温度計が取り付けられた2Lの重合容器内に、分散媒体としてのpH9に調整されたイオン交換水1,000gと、上記球状の合成マグネサイトB6μm600gと、テトラエトキシシラン60gとを加え、攪拌により混合し、表面処理溶液中にマグネサイトが分散された分散液を調製した。その後、攪拌しながら容器内を70℃に加熱し、8時間反応を行った。室温まで冷却した後、反応溶液をセントルにより脱水し、更に真空乾燥することにより、表面がシリカにより被覆された球状の合成マグネサイト6μm(球状のシリカ被覆合成マグネサイト6μm)を得た。
(1)酸化マグネシウム1.1μm(堺化学工業社製、商品名:SMO、平均粒子径1.1μm、)
(2)結晶水含有炭酸マグネシウム9μm(神島化学工業社製、商品名:GP-30、平均粒子径9μm)
(3)球状アルミナ、平均粒子径0.4μm(住友化学社製、商品名:AKP-30)
(4)球状窒化アルミ、平均粒子径30μm(東洋アルミ社製、商品名:TOYALNITE―FLD)
(5)板状窒化ホウ素、平均長径8μm(昭和電工社製、商品名:UHP-1、アスペクト比30~50)
(6)板状炭化ケイ素、平均長径0.7μm(巴工業社製、商品名:HSC-490N、アスペクト比5~10)
(7)結晶性シリカ、平均粒子径20μm(龍森社製、商品名:クリスタライトC)
(8)非晶性シリカ、平均粒子径15μm(トクヤマ社製、商品名:SE-15)
(9)板状アルミナ、平均長径2μm(キンセイマテック社製、商品名:セラフ02025、アスペクト比20~30)
(1)アクリル系分散剤(ビックケミージャパン社製、商品名:Disperbyk-2070、pKaが4のカルボキシル基を有する)
(2)ポリエーテル系分散剤(楠本化成社製、商品名:ED151、pKaが7のリン酸基を有する)
(1)ノニオン系分散剤(共栄社化学社製、商品名:D-90、水素結合性を有する水素原子を含む官能基を有しない分散剤)
(1)エポキシシランカップリング剤(信越化学工業社製、商品名:KBE403)
(1)メチルエチルケトン
ホモディスパー型攪拌機を用い、下記の表1に示す割合(配合単位は重量部)で各原料を配合し、混練し、絶縁材料を調製した。
使用した各原料の種類及び配合量を下記の表1~3に示すようにしたこと以外は、実施例1と同様にして絶縁材料を調製し、PETシート上に絶縁シートを作製した。
上記のようにして得られた各絶縁シートを評価した。
PETシートと、該PETシート上に形成された絶縁シートとを有する積層シートを460mm×610mmの平面形状に切り出して、テストサンプルを得た。得られたテストサンプルを用いて、室温(23℃)でPETシートから未硬化状態の絶縁シートを剥離したときのハンドリング性を下記の基準で判定した。
◎:絶縁シートの変形がなく、容易に剥離可能である。柔軟性に富むため衝撃が加わっても破断しない
〇:絶縁シートの変形がなく、容易に剥離可能
△:絶縁シートを剥離できるものの、シート伸び又は破断が発生する
×:絶縁シートを剥離できない
未硬化状態の絶縁シートを、23℃及び相対湿度50%の条件で6ヶ月間保管した。保管前後の絶縁シートを目視により観察し、下記の基準で判定した。
◎:保管前後で、絶縁シートが全くかわらない
○:保管前後で殆どかわらないものの、保管後に絶縁シートがわずかに固くかつ脆くなる
△:保管後に絶縁シートが固くかつ脆くなり、絶縁シートの取扱いに注意を要する
×:保管後に絶縁シートとして取り扱えない
示差走査熱量測定装置「DSC220C」(セイコーインスツルメンツ社製)を用いて、3℃/分の昇温速度で未硬化状態の絶縁シートのガラス転移温度を測定した。
絶縁シートを120℃のオーブン内で1時間、その後200℃のオーブン内で1時間加温処理し、絶縁シートを硬化させた。絶縁シートの硬化物の熱伝導率を、京都電子工業社製熱伝導率計「迅速熱伝導率計QTM-500」を用いて測定した。
絶縁シートを100mm×100mmの平面形状に切り出して、テストサンプルを得た。得られたテストサンプルを120℃のオーブン内で1時間、更に200℃のオーブン内で1時間硬化させ、絶縁シートの硬化物を得た。耐電圧試験器(MODEL7473、EXTECH Electronics社製)を用いて、絶縁シートの硬化物間に、1kV/秒の速度で電圧が上昇するように、交流電圧を印加した。絶縁シートの硬化物が破壊した電圧を、絶縁破壊電圧とした。
絶縁シートを厚み1.5mmのアルミ板と厚み35μmの電解銅箔との間に挟み、真空プレス機で4MPaの圧力を保持しながら120℃で1時間、更に200℃で1時間、絶縁シートをプレス硬化し、銅張り積層板を形成した。得られた銅張り積層板を50mm×60mmのサイズに切り出し、テストサンプルを得た。得られたテストサンプルを288℃の半田浴に銅箔側を下に向けて浮かべ、銅箔の膨れ又は剥がれが発生するまでの時間を測定し、以下の基準で判定した。
〇:3分経過しても膨れ又は剥離の発生なし
△:1分経過後、かつ3分経過する前に膨れ又は剥離が発生
×:1分経過する前に膨れ又は剥離が発生
絶縁シートを100mm×100mmの平面形状に切り出して、120℃のオーブン内で1時間、更に200℃のオーブン内で1時間硬化させ、サンプルを得た。50℃に加熱されたpH2.0の塩酸溶液に、得られたサンプルを3時間浸漬した。その後、サンプルの重量減少を求め、更にサンプルの表面状態を観察し、耐酸性を以下の基準で判定した。
○:表面状態に変化なく、重量減少1%未満
△:重量減少が1%未満であるものの、絶縁シートの表面にマグネサイトの溶解による凹凸が観察された
×:重量減少が1%以上であり、かつ絶縁シートの表面に凹凸が観察された
絶縁シートを厚み1.5mmのアルミ板と厚み35μmの電解銅箔との間に挟み、真空プレス機で4MPaの圧力を保持しながら120℃で1時間、更に200℃で1時間、絶縁シートをプレス硬化し、銅張り積層板を形成した。得られた銅張り積層板を直径2.0mmのドリル(ユニオンツール社製、RA series)を用いて、回転数30,000及びテーブル送り速度0.5m/分の条件でルーター加工した。ばりが発生するまでの加工距離を測定し、加工性を以下の基準で評価した。
○:ばりが発生することなく5m以上加工可能
△:ばりが発生することなく1m以上、5m未満加工可能
×:1m未満の加工によりばりが発生
万能試験機RTC-1310A(オリエンテック社製)を用いて、JIS K 7111に準拠し、長さ8cm、幅1cm及び厚み4mmの試験片を、支点間距離6cm及び速度1.5mm/分の各条件で測定することにより、未硬化状態の絶縁シートの25℃での曲げ弾性率を測定した。
回転型動的粘弾性測定装置VAR-100(レオロジカ・インスツルメンツ社製)を用いて、直径2cmの円板状の未硬化状態の絶縁シートサンプルを使用し、直径2cmのパラレル型プレートにより、オシレーション歪み制御モード、開始応力10Pa、周波数1Hz及び歪み1%の各条件で、未硬化状態の絶縁シートの25℃でのtanδを測定した。また、未硬化状態での絶縁シートを25℃から250℃まで昇温させた場合の絶縁シートのtanδの最大値は、上記未硬化状態の絶縁シートサンプルを、上記測定条件に加え、昇温速度30℃/分で、25℃から250℃まで昇温させることにより測定した。

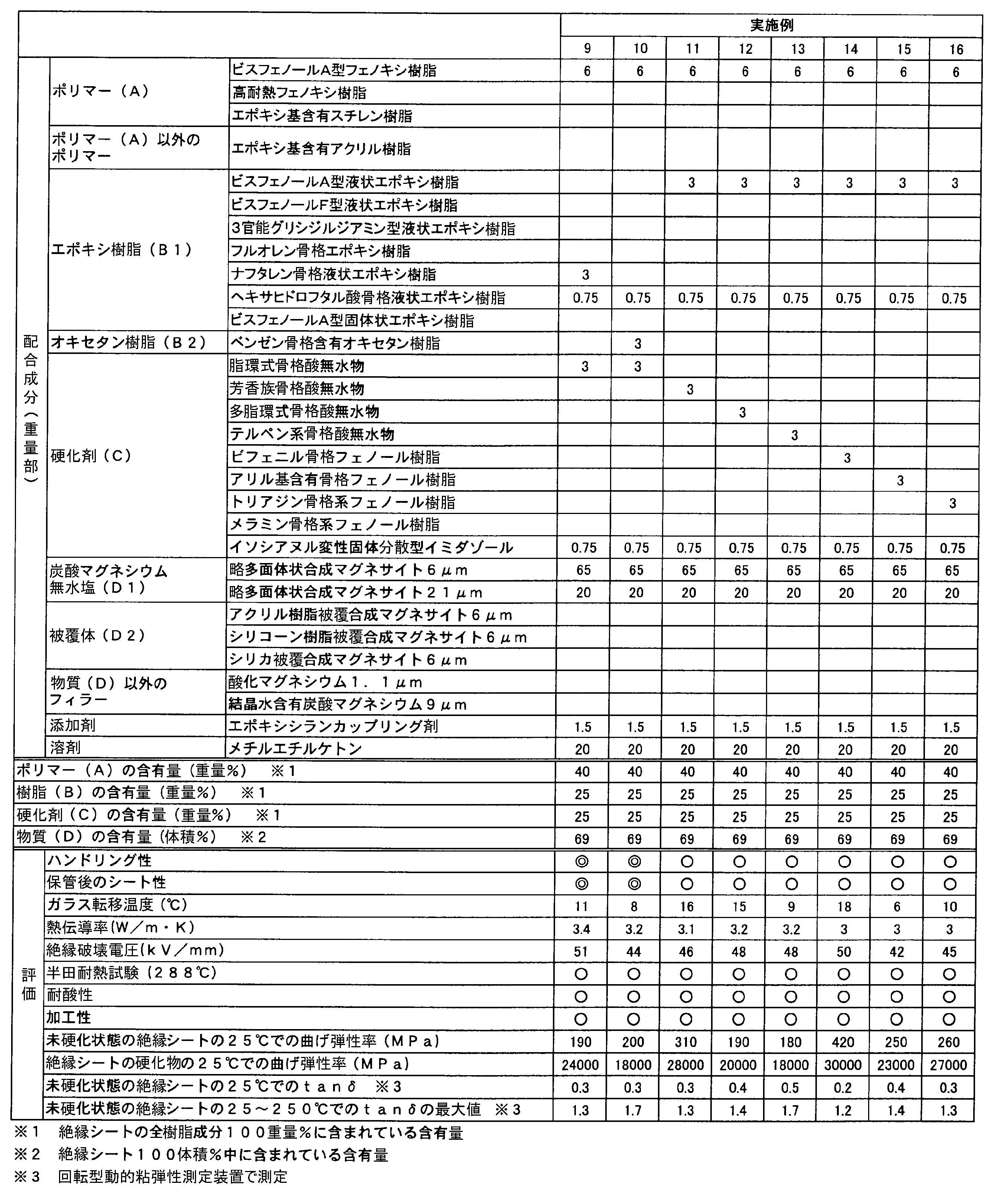
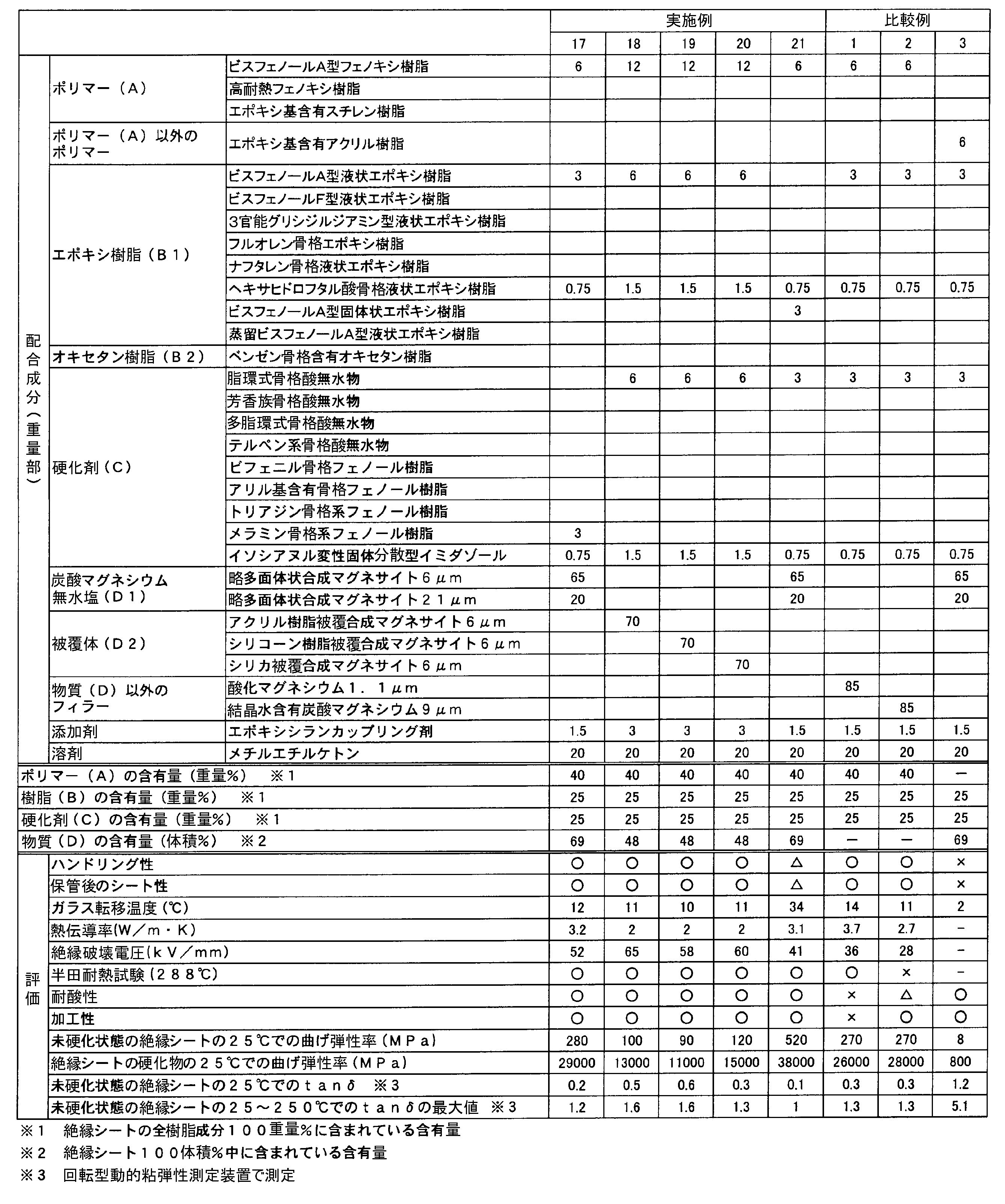
使用した各原料の種類及び配合量を下記の表4に示すようにしたこと以外は、実施例1と同様にして絶縁材料を調製し、PETシート上に絶縁シートを作製した。
上記実施例2~21及び比較例1~3の絶縁シートと同様に、上記評価項目(1)~(10)について評価を実施した。

使用した各原料の種類及び配合量を下記の表5に示すようにしたこと以外は、実施例1と同様にして絶縁材料を調製し、PETシート上に絶縁シートを作製した。
上記実施例2~21及び比較例1~3の絶縁シートと同様に、上記評価項目(1)~(10)について評価を実施した。

使用した各原料の種類及び配合量を下記の表6,7に示すようにしたこと以外は、実施例1と同様にして絶縁材料を調製し、PETシート上に絶縁シートを作製した。
上記実施例2~21及び比較例1~3の絶縁シートと同様に、上記評価項目(1)~(10)について評価を実施した。


2…熱伝導体
2a…一方の面
2b…他方の面
3…絶縁層
4…導電層
Claims (26)
- 熱伝導率が10W/m・K以上の熱伝導体を導電層に接着するのに用いられる絶縁シートであって、
重量平均分子量が10,000以上であるポリマー(A)と、
重量平均分子量が10,000未満であるエポキシ樹脂(B1)及び重量平均分子量が10,000未満であるオキセタン樹脂(B2)の内の少なくとも一方の樹脂(B)と、
硬化剤(C)と、
化学式MgCO3で示される結晶水を含まない炭酸マグネシウム無水塩(D1)、及び該炭酸マグネシウム無水塩(D1)の表面が、有機樹脂、シリコーン樹脂又はシリカにより被覆されている被覆体(D2)の内の少なくとも一方の物質(D)とを含有する、絶縁シート。 - 前記物質(D)以外の無機フィラー(G)をさらに含有する、請求項1に記載の絶縁シート。
- 前記無機フィラー(G)が、アルミナ、シリカ、窒化ホウ素、窒化アルミニウム、窒化ケイ素、炭化ケイ素、酸化亜鉛、酸化マグネシウム、タルク、マイカ及びハイドロタルサイトからなる群から選択された少なくとも1種である、請求項1又は2に記載の絶縁シート。
- 前記ポリマー(A)が、芳香族骨格を有し、かつ重量平均分子量が30,000以上であるポリマーである、請求項1~3のいずれか1項に記載の絶縁シート。
- 前記硬化剤(C)がフェノール樹脂、又は芳香族骨格もしくは脂環式骨格を有する酸無水物、該酸無水物の水添加物もしくは該酸無水物の変性物である、請求項1~4のいずれか1項に記載の絶縁シート。
- 前記樹脂(B)が、芳香族骨格を有し、かつ重量平均分子量が600以下であるエポキシモノマー(B1b)及び芳香族骨格を有し、かつ重量平均分子量が600以下であるオキセタンモノマー(B2b)の内の少なくとも一方のモノマーを含む、請求項1~5のいずれか1項に記載の絶縁シート。
- 前記ポリマー(A)と、前記樹脂(B)と、前記硬化剤(C)とを含む絶縁シート中の樹脂成分の合計100重量%中に、前記ポリマー(A)を20~60重量%の範囲内、前記樹脂(B)を10~60重量%の範囲内、かつ前記ポリマー(A)と前記樹脂(B)とを合計100重量%未満の含有量で含有し、
未硬化状態でのガラス転移温度が25℃以下である、請求項1~6のいずれか1項に記載の絶縁シート。 - 前記物質(D)が、化学式MgCO3で示される結晶水を含まない球状の炭酸マグネシウム無水塩(D1d1)、及び該球状の炭酸マグネシウム無水塩(D1d1)の表面が、有機樹脂、シリコーン樹脂又はシリカにより被覆されている被覆体(D2d1)の内の少なくとも一方の物質(Dd1)である、請求項1~7のいずれか1項に記載の絶縁シート。
- 前記物質(D)が、化学式MgCO3で示される結晶水を含まない略多面体状の炭酸マグネシウム無水塩(D1d2)、及び該略多面体状の炭酸マグネシウム無水塩(D1d2)の表面が、有機樹脂、シリコーン樹脂又はシリカにより被覆されている被覆体(D2d2)の内の少なくとも一方の物質(Dd2)であり、
前記物質(D)以外の無機フィラー(G)をさらに含有し、該無機フィラー(G)が板状フィラーである、請求項2~7のいずれか1項に記載の絶縁シート。 - 前記物質(Dd2)の平均粒子径が0.1~40μmの範囲内にあり、前記板状フィラーの平均長径が0.1~10μmの範囲内にある、請求項9に記載の絶縁シート。
- 前記物質(Dd2)と前記板状フィラーとを体積比で70:30~99:1で含み、
前記物質(Dd2)と前記板状フィラーとを合計で60~90体積%含む、請求項9又は10に記載の絶縁シート。 - 前記板状フィラーが、アルミナ及び窒化ホウ素の内の少なくとも一方である、請求項9~11のいずれか1項に記載の絶縁シート。
- 水素結合性を有する水素原子を含む官能基を有する分散剤(F)をさらに含有する、請求項1~12のいずれか1項に記載の絶縁シート。
- 前記分散剤(F)の前記水素結合性を有する水素原子を含む官能基のpKaが、2~10の範囲内にある、請求項13に記載の絶縁シート。
- 前記ポリマー(A)が、水素結合性を有する水素原子を含む官能基を有する、請求項1~14のいずれか1項に記載の絶縁シート。
- 前記ポリマー(A)の前記水素結合性を有する水素原子を含む官能基のpKaが2~10の範囲内にある、請求項15に記載の絶縁シート。
- 前記ポリマー(A)の前記水素結合性を有する水素原子を含む官能基が、リン酸基、カルボキシル基及びスルホン酸基からなる群から選択された少なくとも1種である、請求項15又は16に記載の絶縁シート。
- 前記ポリマー(A)がフェノキシ樹脂である、請求項1~17のいずれか1項に記載の絶縁シート。
- 前記フェノキシ樹脂のガラス転移温度が95℃以上である、請求項18に記載の絶縁シート。
- 前記硬化剤(C)が、多脂環式骨格を有する酸無水物、該酸無水物の水添加物もしくは該酸無水物の変性物、又はテルペン系化合物と無水マレイン酸との付加反応により得られた脂環式骨格を有する酸無水物、該酸無水物の水添加物もしくは該酸無水物の変性物である、請求項5~19のいずれか1項に記載の絶縁シート。
- 前記硬化剤(C)が、下記式(1)~(3)の内のいずれかで表される酸無水物である、請求項20に記載の絶縁シート。



- 前記硬化剤(C)が、メラミン骨格もしくはトリアジン骨格を有するフェノール樹脂、又はアリル基を有するフェノール樹脂である、請求項5~19のいずれか1項に記載の絶縁シート。
- 前記樹脂(B)の水酸基当量が6,000以上である、請求項1~22のいずれか1項に記載の絶縁シート。
- 未硬化状態の絶縁シートのガラス転移温度が25℃以下であり、
未硬化状態の絶縁シートの25℃での曲げ弾性率が10~1,000MPaの範囲内にあり、かつ、絶縁シートが硬化されたときに、絶縁シートの硬化物の25℃での曲げ弾性率が1,000~50,000MPaの範囲内にあり、
回転型動的粘弾性測定装置を用いて測定された25℃での未硬化状態の絶縁シートのtanδが0.1~1.0の範囲内にあり、かつ、未硬化状態の絶縁シートを25℃から250℃まで昇温させた場合の絶縁シートのtanδの最大値が1.0~5.0の範囲内にある、請求項1~23のいずれか1項に記載の絶縁シート。 - 熱伝導率が10W/m・K以上の熱伝導体と、
前記熱伝導体の少なくとも一方の面に積層された絶縁層と、
前記絶縁層の前記熱伝導体が積層された面とは反対側の面に積層された導電層とを備え、
前記絶縁層が、請求項1~24のいずれか1項に記載の絶縁シートを硬化させることにより形成されている、積層構造体。 - 前記熱伝導体が金属である、請求項25に記載の積層構造体。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020117002695A KR20110044860A (ko) | 2008-08-07 | 2009-08-04 | 절연 시트 및 적층 구조체 |
| CN2009801300918A CN102113065A (zh) | 2008-08-07 | 2009-08-04 | 绝缘片以及叠层结构体 |
| EP09804963A EP2312593A1 (en) | 2008-08-07 | 2009-08-04 | Insulating sheet and multilayer structure |
| JP2009532632A JP4469416B2 (ja) | 2008-08-07 | 2009-08-04 | 絶縁シート及び積層構造体 |
| US13/057,303 US20110135911A1 (en) | 2008-08-07 | 2009-08-04 | Insulating sheet and multilayer structure |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-204531 | 2008-08-07 | ||
| JP2008204531 | 2008-08-07 | ||
| JP2008313268 | 2008-12-09 | ||
| JP2008-313268 | 2008-12-09 | ||
| JP2009-001097 | 2009-01-06 | ||
| JP2009001097 | 2009-01-06 | ||
| JP2009-046692 | 2009-02-27 | ||
| JP2009046692 | 2009-02-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010016480A1 true WO2010016480A1 (ja) | 2010-02-11 |
Family
ID=41663697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/063794 Ceased WO2010016480A1 (ja) | 2008-08-07 | 2009-08-04 | 絶縁シート及び積層構造体 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20110135911A1 (ja) |
| EP (1) | EP2312593A1 (ja) |
| JP (1) | JP4469416B2 (ja) |
| KR (1) | KR20110044860A (ja) |
| CN (1) | CN102113065A (ja) |
| TW (1) | TW201012641A (ja) |
| WO (1) | WO2010016480A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012053348A1 (ja) * | 2010-10-21 | 2012-04-26 | 日東電工株式会社 | シート |
| JP2014201687A (ja) * | 2013-04-08 | 2014-10-27 | 東洋インキScホールディングス株式会社 | 易変形性凝集体、熱伝導性樹脂組成物、熱伝導性部材、および熱伝導性接着シート |
| JPWO2017191801A1 (ja) * | 2016-05-06 | 2019-03-07 | Dic株式会社 | 樹脂組成物、成形体、積層体及び接着剤 |
| WO2019208476A1 (ja) * | 2018-04-27 | 2019-10-31 | パナソニックIpマネジメント株式会社 | 樹脂組成物、樹脂フィルム、樹脂付き金属箔、プリプレグ、金属張積層板及びプリント配線板 |
| JPWO2021079900A1 (ja) * | 2019-10-25 | 2021-04-29 | ||
| WO2021091308A1 (ko) * | 2019-11-06 | 2021-05-14 | 주식회사 아모그린텍 | 방열 시트, 이의 제조방법 및 이를 포함하는 전자기기 |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI360153B (en) * | 2004-04-20 | 2012-03-11 | Hitachi Chemical Co Ltd | Adhesive sheet, semiconductor device, and producti |
| JP4495768B2 (ja) * | 2008-08-18 | 2010-07-07 | 積水化学工業株式会社 | 絶縁シート及び積層構造体 |
| JP4911806B2 (ja) * | 2010-06-08 | 2012-04-04 | 積水化学工業株式会社 | 光半導体装置用ダイボンド材及びそれを用いた光半導体装置 |
| JPWO2012073360A1 (ja) * | 2010-12-02 | 2014-05-19 | 積水化学工業株式会社 | 絶縁シート及び積層構造体 |
| WO2012114680A1 (ja) * | 2011-02-21 | 2012-08-30 | パナソニック株式会社 | 金属張積層板、及びプリント配線板 |
| EP2693476A4 (en) * | 2011-03-31 | 2014-10-15 | Mitsubishi Chem Corp | LAMINATE FOR A THREE-DIMENSIONAL INTEGRATED CIRCUIT AND INTERMEDIATE LAYER MATERIAL FOR THE LAMINATE FOR A THREE-DIMENSIONAL INTEGRATED CIRCUIT |
| JP2013000995A (ja) * | 2011-06-17 | 2013-01-07 | Panasonic Corp | 金属張積層板、及びプリント配線板 |
| JP2013062379A (ja) * | 2011-09-13 | 2013-04-04 | Nitto Denko Corp | 熱伝導性シートおよびその製造方法 |
| JP2013123907A (ja) * | 2011-12-16 | 2013-06-24 | Panasonic Corp | 金属張積層板、及びプリント配線板 |
| KR102047418B1 (ko) * | 2012-05-21 | 2019-11-22 | 토요잉크Sc홀딩스주식회사 | 이 변형성 응집체와 그 제조 방법, 열 전도성 수지 조성물, 열 전도성 부재와 그 제조 방법 및 열 전도성 접착 시트 |
| US9470808B2 (en) * | 2012-07-19 | 2016-10-18 | Geospace Technologies, Lp | Micro-geophone |
| US9297916B2 (en) * | 2012-07-19 | 2016-03-29 | Geospace Technologies, Lp | Micro-geophone |
| US9088009B2 (en) * | 2013-03-28 | 2015-07-21 | Lg Chem, Ltd. | Resin composition, optical film and organic light emitting display device |
| CN105308120B (zh) * | 2013-06-13 | 2017-10-10 | 东丽株式会社 | 树脂组合物、树脂片及其制造方法、以及半导体装置的制造方法 |
| CN103740321A (zh) * | 2014-01-02 | 2014-04-23 | 王亚洲 | 一种耐高温有机硅树脂应变胶 |
| JP6413249B2 (ja) * | 2014-02-03 | 2018-10-31 | 住友ベークライト株式会社 | 熱伝導性シートおよび半導体装置 |
| EP3428223B1 (en) * | 2016-03-10 | 2021-05-05 | Denka Company Limited | Ceramic resin composite body |
| KR102457334B1 (ko) | 2016-04-21 | 2022-10-20 | 최해용 | 고선명 2d/3d 겸용 프로젝터 시스템 |
| KR20170003757U (ko) | 2016-04-22 | 2017-11-01 | 최해용 | 고선명 2d/3d 겸용 프로젝터 시스템 |
| US10741519B2 (en) | 2016-07-11 | 2020-08-11 | Laird Technologies, Inc. | Systems of applying materials to components |
| US11014203B2 (en) * | 2016-07-11 | 2021-05-25 | Laird Technologies, Inc. | System for applying interface materials |
| US10344194B2 (en) | 2017-09-27 | 2019-07-09 | Momentive Performance Materials Inc. | Thermal interface composition comprising ionically modified siloxane |
| USD881822S1 (en) | 2017-10-06 | 2020-04-21 | Laird Technologies, Inc. | Material having an edge shape |
| USD999405S1 (en) | 2017-10-06 | 2023-09-19 | Laird Technologies, Inc. | Material having edging |
| CN110845736A (zh) * | 2018-08-21 | 2020-02-28 | 常州强力电子新材料股份有限公司 | 可能量固化的环氧接枝改性的有机硅树脂、含有其的可能量固化组合物及应用 |
| EP3683831B1 (en) * | 2019-01-15 | 2024-12-04 | Infineon Technologies AG | Interface material comprising a polymer ceramic |
| CN110828077B (zh) * | 2019-10-25 | 2021-11-19 | 国网辽宁省电力有限公司铁岭供电公司 | 多用途折叠绝缘垫 |
| EP3872851B1 (en) * | 2020-02-27 | 2025-04-30 | Infineon Technologies Austria AG | Protection cap for package with thermal interface material |
| JP7433653B2 (ja) * | 2020-11-06 | 2024-02-20 | 北川工業株式会社 | 熱伝導部材 |
| CN113136088B (zh) * | 2021-04-09 | 2022-06-21 | 中北大学 | 一种基于四重氢键增韧聚苯并噁嗪制备高性能基体树脂的方法 |
| CN113141714B (zh) * | 2021-04-20 | 2022-03-22 | 吉安诺惠诚莘科技有限公司 | 一种柔性电路板生产方法 |
| CN113916929B (zh) * | 2021-09-17 | 2023-04-07 | 东方电气集团东方电机有限公司 | 一种发电机定子线棒主绝缘固化程度的评价方法 |
| CN119306916B (zh) * | 2024-12-17 | 2025-03-14 | 河北铁科翼辰新材科技有限公司 | 可过滤低频振动的减振隔振聚氨酯弹性垫板及其制备方法 |
| CN119842038A (zh) * | 2025-02-07 | 2025-04-18 | 滁州银兴新材料科技有限公司 | 一种纳米二氧化硅改性聚氨酯保温材料的制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08332696A (ja) | 1995-06-06 | 1996-12-17 | Hitachi Chem Co Ltd | 絶縁接着材料付き金属体及びその製造方法 |
| JPH10242606A (ja) * | 1997-02-27 | 1998-09-11 | Hitachi Chem Co Ltd | 金属ベース基板 |
| JP2006342238A (ja) | 2005-06-08 | 2006-12-21 | Kyocera Chemical Corp | 熱硬化性接着シート、銅張積層板及びフレキシブルプリント配線板 |
| JP2007116134A (ja) * | 2005-09-22 | 2007-05-10 | Toray Ind Inc | 半導体用テープ、半導体用接着剤付きテープ、半導体集積回路接続用基板および半導体装置 |
| JP2009031536A (ja) * | 2007-07-27 | 2009-02-12 | Seiko Epson Corp | スキャナ |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4884691B2 (ja) * | 2005-04-13 | 2012-02-29 | 神島化学工業株式会社 | 合成ゴム組成物 |
| JP5122116B2 (ja) * | 2006-11-29 | 2013-01-16 | ポリプラスチックス株式会社 | 熱伝導性樹脂組成物 |
-
2009
- 2009-08-04 US US13/057,303 patent/US20110135911A1/en not_active Abandoned
- 2009-08-04 WO PCT/JP2009/063794 patent/WO2010016480A1/ja not_active Ceased
- 2009-08-04 KR KR1020117002695A patent/KR20110044860A/ko not_active Withdrawn
- 2009-08-04 CN CN2009801300918A patent/CN102113065A/zh active Pending
- 2009-08-04 EP EP09804963A patent/EP2312593A1/en not_active Withdrawn
- 2009-08-04 JP JP2009532632A patent/JP4469416B2/ja not_active Expired - Fee Related
- 2009-08-06 TW TW098126681A patent/TW201012641A/zh not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08332696A (ja) | 1995-06-06 | 1996-12-17 | Hitachi Chem Co Ltd | 絶縁接着材料付き金属体及びその製造方法 |
| JPH10242606A (ja) * | 1997-02-27 | 1998-09-11 | Hitachi Chem Co Ltd | 金属ベース基板 |
| JP2006342238A (ja) | 2005-06-08 | 2006-12-21 | Kyocera Chemical Corp | 熱硬化性接着シート、銅張積層板及びフレキシブルプリント配線板 |
| JP2007116134A (ja) * | 2005-09-22 | 2007-05-10 | Toray Ind Inc | 半導体用テープ、半導体用接着剤付きテープ、半導体集積回路接続用基板および半導体装置 |
| JP2009031536A (ja) * | 2007-07-27 | 2009-02-12 | Seiko Epson Corp | スキャナ |
Non-Patent Citations (1)
| Title |
|---|
| ADHESION, vol. 40, no. 8, 1996, pages 342 - 350 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012053348A1 (ja) * | 2010-10-21 | 2012-04-26 | 日東電工株式会社 | シート |
| JP2014201687A (ja) * | 2013-04-08 | 2014-10-27 | 東洋インキScホールディングス株式会社 | 易変形性凝集体、熱伝導性樹脂組成物、熱伝導性部材、および熱伝導性接着シート |
| JPWO2017191801A1 (ja) * | 2016-05-06 | 2019-03-07 | Dic株式会社 | 樹脂組成物、成形体、積層体及び接着剤 |
| JP7167441B2 (ja) | 2016-05-06 | 2022-11-09 | Dic株式会社 | 樹脂組成物、成形体、積層体及び接着剤 |
| AT522851A5 (de) * | 2018-04-27 | 2022-08-15 | Panasonic Ip Man Co Ltd | Harzzusammensetzung, Harzfilm, Metallfolie mit Harz, Prepreg, Metallkaschiertes Laminat und gedruckte Leiterplatte |
| JPWO2019208476A1 (ja) * | 2018-04-27 | 2021-05-20 | パナソニックIpマネジメント株式会社 | 樹脂組成物、樹脂フィルム、樹脂付き金属箔、プリプレグ、金属張積層板及びプリント配線板 |
| AT522851B1 (de) * | 2018-04-27 | 2022-08-15 | Panasonic Ip Man Co Ltd | Harzzusammensetzung, Harzfilm, Metallfolie mit Harz, Prepreg, Metallkaschiertes Laminat und gedruckte Leiterplatte |
| WO2019208476A1 (ja) * | 2018-04-27 | 2019-10-31 | パナソニックIpマネジメント株式会社 | 樹脂組成物、樹脂フィルム、樹脂付き金属箔、プリプレグ、金属張積層板及びプリント配線板 |
| JP7209267B2 (ja) | 2018-04-27 | 2023-01-20 | パナソニックIpマネジメント株式会社 | 樹脂組成物、樹脂フィルム、樹脂付き金属箔、プリプレグ、金属張積層板及びプリント配線板 |
| US11617261B2 (en) | 2018-04-27 | 2023-03-28 | Panasonic Intellectual Property Management Co., Ltd. | Resin composition, resin film, metal foil with resin, prepreg, metal-clad laminate, and printed wiring board |
| WO2021079900A1 (ja) * | 2019-10-25 | 2021-04-29 | パナソニックIpマネジメント株式会社 | 樹脂組成物、樹脂フィルム、樹脂付き金属箔、プリプレグ、金属張積層板及びプリント配線板 |
| JPWO2021079900A1 (ja) * | 2019-10-25 | 2021-04-29 | ||
| US11814502B2 (en) | 2019-10-25 | 2023-11-14 | Panasonic Intellectual Property Management Co., Ltd. | Resin composition, resin film, metal foil with resin, prepreg, metal-clad laminate, and printed wiring board |
| JP7603262B2 (ja) | 2019-10-25 | 2024-12-20 | パナソニックIpマネジメント株式会社 | 樹脂組成物、樹脂フィルム、樹脂付き金属箔、プリプレグ、金属張積層板及びプリント配線板 |
| WO2021091308A1 (ko) * | 2019-11-06 | 2021-05-14 | 주식회사 아모그린텍 | 방열 시트, 이의 제조방법 및 이를 포함하는 전자기기 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2010016480A1 (ja) | 2012-01-26 |
| EP2312593A1 (en) | 2011-04-20 |
| US20110135911A1 (en) | 2011-06-09 |
| JP4469416B2 (ja) | 2010-05-26 |
| TWI335267B (ja) | 2011-01-01 |
| TW201012641A (en) | 2010-04-01 |
| CN102113065A (zh) | 2011-06-29 |
| KR20110044860A (ko) | 2011-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4469416B2 (ja) | 絶縁シート及び積層構造体 | |
| KR101131369B1 (ko) | 절연 시트 및 적층 구조체 | |
| JP4495772B1 (ja) | 絶縁シート及び積層構造体 | |
| JP2009144072A (ja) | 絶縁シート及び積層構造体 | |
| TWI543312B (zh) | Method for manufacturing parts for laminated bodies and power semiconductor modules | |
| JP2011070930A (ja) | 多層絶縁シート及び積層構造体 | |
| JP2011168672A (ja) | 絶縁シート | |
| JP5075149B2 (ja) | 絶縁シート、積層板及び多層積層板 | |
| JP2010218975A (ja) | 絶縁シート、積層板及び多層積層板 | |
| JP2009231249A (ja) | 絶縁シート及び積層構造体 | |
| JP2013098217A (ja) | パワー半導体モジュール用部品の製造方法 | |
| JP2009224109A (ja) | 絶縁シート及び積層構造体 | |
| JP2011124075A (ja) | 絶縁シート、積層構造体及び積層構造体の製造方法 | |
| JP2010157380A (ja) | 絶縁シート及び積層構造体 | |
| JP2010212210A (ja) | 絶縁シート、積層板及び多層積層板 | |
| JP5346363B2 (ja) | 積層体 | |
| JP5092050B1 (ja) | 積層体 | |
| JP4495771B1 (ja) | 絶縁シート及び積層構造体 | |
| JP2010070653A (ja) | 絶縁シート及び積層構造体 | |
| JP2009224110A (ja) | 絶縁シート及び積層構造体 | |
| JP2011124078A (ja) | 絶縁シート、積層構造体及び積層構造体の製造方法 | |
| CN120917121A (zh) | 树脂片、散热构件、叠层体、树脂组合物、固化物、电路基板及半导体芯片封装 | |
| JP5837839B2 (ja) | 積層構造体 | |
| JP2009149770A (ja) | 絶縁シート及び積層構造体 | |
| JP2020200406A (ja) | 熱硬化性樹脂組成物、プリプレグ、積層板、プリント配線板及び高速通信対応モジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2009532632 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980130091.8 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09804963 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20117002695 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13057303 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009804963 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |