WO2010093016A1 - チタン板 - Google Patents
チタン板 Download PDFInfo
- Publication number
- WO2010093016A1 WO2010093016A1 PCT/JP2010/052084 JP2010052084W WO2010093016A1 WO 2010093016 A1 WO2010093016 A1 WO 2010093016A1 JP 2010052084 W JP2010052084 W JP 2010052084W WO 2010093016 A1 WO2010093016 A1 WO 2010093016A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- titanium
- phase
- content
- titanium plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/02—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working in inert or controlled atmosphere or vacuum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
- C22F1/183—High-melting or refractory metals or alloys based thereon of titanium or alloys based thereon
Definitions
- the present invention relates to a titanium plate, and more particularly to a titanium plate excellent in workability.
- titanium materials such as titanium alloys and pure titanium are usually lighter and stronger than iron-based materials such as iron and its alloys, so sports and leisure equipment, medical equipment, various plant components, Widely used in space related equipment.
- Titanium materials are also used in, for example, plate materials for plate heat exchangers and muffler members for motorcycles because of their excellent corrosion resistance.
- a plate (titanium plate) formed of a titanium material is subjected to various processes involving plastic deformation such as a bending process and a drawing process. Therefore, the titanium plate is required to have excellent workability with respect to a forming process such as a drawing process in order to be used for such various applications.
- Sponge titanium used as a raw material for the titanium plate or the like is manufactured by a crawl method.
- pure titanium is produced by a method of obtaining an ingot by arc melting sponge titanium obtained by the crawl method.
- Pure titanium is classified according to the content of iron and oxygen other than titanium in the Japanese Industrial Standard (JIS), and JIS type 1, JIS type 2, JIS type 3 and JIS type 4 are defined in JIS.
- JIS type 1 having a low content of iron or the like has the lowest strength and is excellent in moldability. And it is known that it becomes high intensity
- the JIS type 2 and JIS type 3 are obtained, the moldability decreases, and it is not easy to obtain a good molded product by adding a drawing process or the like to the titanium plate made of these.
- Patent Documents 1 to 3 below describe that the formability is improved by controlling the content of components other than titanium, such as iron, in the titanium material within a predetermined range.
- those described in these patent documents cannot be expected to have sufficient strength.
- the reduction reaction in the crawl method is usually carried out discontinuously (batch type) in a carbon steel or iron alloy container, among the obtained sponge titanium, the sponge titanium at a site close to the container side. Contains a larger amount of iron than sponge titanium in the region close to the center of the container. Therefore, if the iron content is limited to a range of 0.035% to 0.100% as in Patent Document 3, for example, titanium at the center of the container must be used, and the materials used are limited. There is a risk that the cost will be high.
- Patent Documents 4 and 5 below allow more iron to be contained than the inventions described in Patent Documents 1 to 3, but cannot be said to have sufficient formability. is there.
- Japanese Unexamined Patent Publication No. 63-60247 Japanese Laid-Open Patent Publication No. 9-3573 Japanese Unexamined Patent Publication No. 2006-316323 Japanese Unexamined Patent Publication No. 2008-127633 Japanese Unexamined Patent Publication No. 2002-180166
- the present invention has an object to provide a titanium plate having high strength and excellent workability.
- the present inventor has achieved high strength and workability by forming a titanium plate with a predetermined content of iron and oxygen and crystal grains in a predetermined state. As a result, the inventors have found that a titanium plate excellent in thickness can be formed, and have completed the present invention.
- the present invention according to the titanium plate for solving the above-mentioned problems is that, by mass, the iron content is more than 0.10% and less than 0.60%, and the oxygen content is more than 0.005% and 0.00. Less than 10%, carbon content less than 0.015%, nitrogen content less than 0.015%, hydrogen content less than 0.015%, the balance consisting of titanium and inevitable impurities, ⁇ phase And ⁇ -phase structure is formed, and the ⁇ -phase equivalent circle average particle diameter is 3 ⁇ m or less.
- a titanium plate having high strength and excellent workability can be provided.
- FIG. 9 is a photomicrograph showing the microstructure of the titanium plate of Example 7.
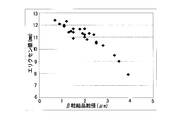
- the graph which shows the relationship between a circle equivalent average particle diameter of a beta phase, and an Erichsen value.
- the titanium plate in the present embodiment is formed of a titanium material containing the following components, a two-phase structure of an ⁇ phase and a ⁇ phase is formed, and a circle-equivalent average particle diameter of the ⁇ phase is 3 ⁇ m or less. It is formed to become.
- the titanium material has a mass of iron (Fe) exceeding 0.10% and less than 0.60%, oxygen (O) content exceeding 0.005% and less than 0.10%, and carbon ( C) content is less than 0.015%, nitrogen (N) content is less than 0.015%, hydrogen (H) content is less than 0.015%, the balance being titanium (Ti) and inevitable It consists of impurities.
- the iron (Fe) is contained in the titanium material in a content of more than 0.10% and less than 0.60% by mass.
- Fe is a ⁇ -stabilizing element, and a part of it is in solid solution, and most forms a ⁇ -phase.
- Fe exists as TiFe by heat treatment or the like and inhibits crystal grain growth. Therefore, conventionally, when the Fe content in the titanium material is increased, the crystal grain size of the ⁇ phase formed on the titanium plate is reduced, and the strength of the titanium material and the workability of the polishing process can be improved. It was thought that the index indicating ductility (moldability) would decrease.
- the ductility is reduced by adjusting the size of the ⁇ phase to a predetermined value while keeping the O content at a predetermined value.
- the strength can be improved while suppressing the above.
- the reason why the Fe content in the titanium material forming the titanium plate of the present embodiment is more than 0.10% and less than 0.60% by mass is when the Fe content is 0.10% or less. This is because there is a possibility that sufficient strength cannot be imparted to the formed titanium plate. On the other hand, if the content is 0.60% or more, even if the O content in the titanium material is set to a predetermined value, the ductility may be lowered, and the formability of the titanium plate may be lowered.
- the titanium plate in this embodiment can use most of the titanium sponge obtained by the crawl method as the raw material. That is, it can be said that the titanium plate of the present embodiment is suitable as a consumable material used for forming a molded product in that raw materials are easily available.
- the oxygen (O) is contained in the titanium material in a content of more than 0.005% and less than 0.10% by mass.
- the reason why the O content in the titanium material forming the titanium plate of the present embodiment is more than 0.005% and less than 0.10% by mass is that the O content is 0.10% or more. This is because the strength of the titanium plate is excessively improved, and there is a possibility that even if the ⁇ phase is adjusted, the moldability is not good.
- the carbon (C), nitrogen (N), and hydrogen (H) have a content equal to or less than the JIS type 2 for the purpose of ensuring good workability in the forming process. More specifically, it is important that the contents of C, N, and H are each less than 0.015% by mass. Furthermore, it is preferable that the C content is 0.01% or less, the N content is 0.01% or less, and the H content is 0.01% or less. From the viewpoint of the workability of the titanium plate, there is no lower limit to the contents of C, N, and H. However, if these contents are extremely reduced, the production cost of the titanium plate is greatly increased. There is a fear. From the viewpoint of suppressing such cost increase, it is preferable that the C content is 0.0005% or more, the N content is 0.0005% or more, and the H content is 0.0005% or more.
- a titanium plate that is required to have good workability in forming processing is usually an ⁇ single phase because a titanium material having a low iron content corresponding to JIS type 1 or JIS type 2 is used.
- the larger the size of this ⁇ particle size, the better the formability. Therefore, the titanium plate in this embodiment has a ⁇ phase circle equivalent average particle size of 3 ⁇ m or less while having a ⁇ + ⁇ two-phase structure. It is important that By forming the titanium plate so as to have such a structure, an index indicating workability such as Erichsen value can be improved.
- the Erichsen value may be lowered to, for example, less than 10 mm, and the workability may be lowered. This is because cracks due to stress concentration are likely to occur at the boundary between the coarsened ⁇ phase and ⁇ phase, and the workability of the titanium plate is lowered.
- the lower limit of the equivalent circle average particle diameter of the ⁇ phase is not particularly defined, it may be 0.05 ⁇ m or more because the production cost may be greatly increased in order to obtain a titanium plate that is less than 0.05 ⁇ m. It is preferable.
- the circle-equivalent average particle diameter of the ⁇ phase can be obtained by the method described in “Example” in the subsequent stage.
- the particle size of the ⁇ phase can be adjusted by the iron content in the titanium material, the finish annealing temperature and the finish annealing time at the time of manufacturing the titanium plate, and the like. .
- the crystal grain size can be reduced by suppressing the growth of ⁇ grains by lowering the finish annealing temperature. Further, by shortening the finish annealing time, the crystal grain growth can be suppressed and the crystal grain size can be reduced.
- the finish annealing temperature is less than 550 ° C.
- the work structure after cold rolling does not recrystallize, and the moldability may be reduced.
- the temperature exceeds 800 ° C. the diffusion of iron in titanium is accelerated and the ⁇ -phase crystal grains may be coarsened.
- the finish annealing temperature is preferably set to any temperature within the range of 550 ° C. to 800 ° C.
- the finish annealing time is determined by the finish annealing temperature, the thickness of the titanium plate, the capacity of the annealing furnace, and the like. That is, when the finish annealing temperature is 650 ° C. or more and 800 ° C. or less, the finish annealing time is preferably more than 0 minutes and 15 minutes or less. In addition, even if the finish annealing is completed immediately after the temperature of the titanium plate reaches the finish annealing temperature, the structure undergoes recrystallization during heating, so if the finish annealing time slightly exceeds 0 minutes, the formability The risk of lowering is low. On the other hand, the upper limit of the finish annealing time is set to 15 minutes at the finish annealing temperature. When the finish annealing is performed for more than 15 minutes, the ⁇ phase crystal grains become coarse and the workability of the titanium plate is increased. This is because there is a risk of lowering.
- the finish annealing temperature is 550 ° C. or more and less than 650 ° C.
- the finish annealing is performed so as to satisfy the following formula (1) when the annealing time is t (minutes) and the annealing temperature is T (° C.). Is preferred.
- recrystallization proceeds, but its speed is slow, so that it takes some time for recrystallization.
- the improvement of the moldability by recrystallization can be aimed at by selecting the conditions which satisfy
- annealing temperature is higher than 630 ° C. and lower than 650 ° C.
- annealing for a long time may cause the ⁇ -phase crystal grains to be coarsened and reduce the workability of the titanium plate. Therefore, in this temperature range, it is preferable to perform finish annealing so as to satisfy the following formula (2).
- the finish annealing temperature is a temperature within the range of 550 ° C. or more and 630 ° C. or less
- the annealing time is preferably 300 minutes or less.
- the particle size of the ⁇ phase in the titanium plate can be adjusted to a predetermined value or less, and a titanium plate excellent in strength and workability can be obtained.
- Examples 1 to 22, Comparative Examples 1 to 3 (Production of test piece) An ingot ( ⁇ 140 mm) was produced by small vacuum arc melting, and the ingot was heated to 1150 ° C. and forged to produce a slab having a thickness of 50 mm. The slab was hot-rolled to a thickness of 5 mm at 850 ° C., and then annealed at 750 ° C., and the surface scale was cut to produce a plate material having a thickness of 4 mm. Further, this plate material was cold-rolled to produce a plate-like sample (titanium plate) having a thickness of 0.5 mm.
- the titanium plate having a thickness of 0.5 mm was subjected to finish annealing in a vacuum atmosphere to produce a test piece for evaluation.
- the crystal grain size of the test piece was adjusted by adjusting the temperature (550 to 800 ° C.) and time (300 minutes or less).
- the amount of iron and the amount of oxygen contained in the titanium plate were measured using a plate material having a thickness of 4 mm from which the surface scale was cut.
- the iron content was measured according to JIS H1614, and the oxygen content was measured according to JIS H1620.
- test piece titanium plate whose crystal grain size was adjusted as described above was measured according to JIS Z 2241.
- FIG. 1 (microstructure of Example 7) shows a state in which the microstructure of the titanium plate is observed with a micrograph.
- the ⁇ phase appears black and the ⁇ phase appears white. Therefore, the photo was binarized using image analysis software to obtain the average area of the ⁇ phase, and the same area as the average area was obtained.
- the diameter of the circle having the circle was obtained by calculation and used as the circle equivalent average particle diameter. The results are shown in Table 1.
- Example 1 to 4 and Comparative Example 1 in Table 1 the iron content and oxygen content are the same, but the equivalent-circle average particle diameter of the ⁇ phase is adjusted by the difference in annealing conditions.
- the Eriksen value increases as the equivalent circle average particle size of the phase decreases.
- FIG. 2 showing the relationship between the ⁇ -phase equivalent circle average particle diameter and the Erichsen value in Table 1 also shows a high tendency according to the present invention. It can be seen that a titanium plate having high strength and excellent workability can be provided.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
また、チタン材料は、耐食性などにも優れることから例えば、プレート熱交換器のプレート材や、自動二輪車のマフラー部材などにも用いられたりしている。
このような製品を製造する場合には、例えば、チタン材料によって形成された板(チタン板)に、折り曲げ加工、絞り加工などといった塑性変形を伴う種々の加工が施されている。
したがって、このような各種の用途に供すべく、チタン板には、絞り加工などの成形加工に対して優れた加工性を有することが求められている。
すなわち、成形性と強度とのトレードオフの関係にある特性を同時に満足させることが求められるようになってきている。
純チタンは、日本工業規格(JIS)においては、チタン以外の鉄や酸素の含有量によって分類されており、JIS1種、JIS2種、JIS3種、JIS4種などがJISに規定されている。
これらの材料特性としては、鉄などの含有量が少ないJIS1種が最も低強度であり成形性に優れている。
そして、JIS2種、JIS3種となるにしたがって高強度となることが知られている。
一方で、JIS2種、JIS3種となるにしたがって成形性が低下し、これらからなるチタン板に絞り加工などを加えて良好な成形品を得ることは容易ではない。
しかし、これらの特許文献に記載のものは、十分な強度を期待し得るものではない。
また、前記クロール法における還元反応は、通常、炭素鋼あるいは鉄合金容器内で非連続的に(バッチ式で)実施されることから、得られるスポンジチタンのうち、容器側に近い部位のスポンジチタンには、容器中心部に近い部位のスポンジチタンよりも鉄が多く含有されている。
そのため、鉄の含有量を例えば、特許文献3のように0.035%~0.100%の範囲に限定させると容器中心部のチタンを用いなければならず、使用材料が限られてしまう上にコスト高となるおそれがある。
本実施形態におけるチタン板は、以下のような成分を含有するチタン材料で形成されており、α相とβ相との二相組織が形成され、前記β相の円相当平均粒径が3μm以下となるように形成されている。
前記チタン材料は、質量で、鉄(Fe)の含有量が0.10%を超え0.60%未満、酸素(O)の含有量が0.005%を超え0.10%未満、炭素(C)の含有量が0.015%未満、窒素(N)の含有量が0.015%未満、水素(H)の含有量が0.015%未満であり、残部がチタン(Ti)および不可避不純物からなるものである。
Feは、β安定化元素であり、一部は固溶するものの多くは、β相を形成させる。
さらに、Feは、熱処理などによりTiFeとして存在し、結晶粒の成長を阻害することが知られている。
そのため従来は、チタン材料中のFe含有量を増大させるとチタン板に形成されるα相の結晶粒径が小さくなり、チタン材料の強度や研磨加工の加工性を向上させ得るもののエリクセン値などの延性(成形加工性)を示す指標が低下すると考えられていた。
一方、0.60%以上の含有量とすると、チタン材料中のO含有量を所定の値としても延性の低下が生じてしまいチタン板の成形加工性を低下させてしまうおそれを有する。
したがって、本実施形態におけるチタン板は、その成分として鉄の含有量の上限値が0.60質量%とされているため、クロール法によって得られるスポンジチタンのほとんどをその原材料として利用可能である。
すなわち、本実施形態のチタン板は、原材料が入手容易である点において成形品の形成に用いられる消費材として好適であるといえる。
本実施形態のチタン板を形成しているチタン材料中のO含有量が質量で0.005%を超え0.10%未満とされているのは、O含有量が0.10%以上になると、チタン板の強度が向上し過ぎるあまりにβ相を調整しても成形加工性が良好なものにならないおそれを有するためである。
より具体的には、C、N、Hの含有量は、それぞれ、質量で0.015%未満にすることが重要である。
さらに、Cの含有量を0.01%以下、Nの含有量を0.01%以下、Hの含有量を0.01%以下とすることが好ましい。
チタン板の加工性の観点からは、上記C、N、Hの含有量に下限を定めるものではないが、これらの含有量を極端に低下させようとするとチタン板の製造コストを大幅に増大させるおそれがある。
このようなコストアップを抑制する観点からは、C含有量を0.0005%以上、Nの含有量を0.0005%以上、Hの含有量を0.0005%以上とすることが好ましい。
このα粒径は、その大きさが大きいほど成形性に優れることから本実施形態におけるチタン板は、α+βの二相組織を有しながらもβ相の円相当平均粒径が3μm以下となっていることが重要である。
このような組織となるようにチタン板を形成することでエリクセン値など加工性を示す指標を向上させうる。
これは粗大化したβ相とα相の境界で応力集中による割れが発生しやすくなり、チタン板の加工性を低下させるためである。
β相の円相当平均粒径の下限は特に定めるものではないが、0.05μm未満となるチタン板を得るにはその製造コストを大幅に増大させるおそれがあるため、0.05μm以上とされることが好ましい。
なお、このβ相の円相当平均粒径については、後段の「実施例」に記載の方法によって求めることができる。
すなわち、小型真空アーク溶解炉にて鉄含有量の異なる複数種類のチタン材料を用いて、焼鈍条件を変えつつ、0.5mm厚の冷延板を試作し、得られた冷延板(チタン板)の成形性をエリクセン試験によって評価した(詳細は、後段の「実施例」に記載する)。
そして、例えば、焼鈍時間を長くすると、β相の粒径が増大し、β相の粒径が大きいほどエリクセン値が減少することを見出した。
そして、組織や破面を詳細に調査したところ粗大なβ粒とα相の界面に割れが発見されたため、焼鈍条件を変えてβ相の粒径を小さくしたところエリクセン値が増大し成形性が改良されることが判明した。
特に、β相の円相当平均粒径が3μmを境として、それ以下であれば加工性に優れた高強度なチタン板が得られることを見出した。
チタン板製造時の仕上げ焼鈍温度、仕上げ焼鈍時間の各条件において、仕上げ焼鈍温度を低くすることでβ粒の成長を抑制させて結晶粒径を小さくすることができる。
さらに、仕上げ焼鈍時間を短くすることで結晶粒の成長を抑制させて結晶粒径を小さくすることができる。
一方で800℃を超えるような温度にするとチタン中の鉄の拡散が速くなりβ相の結晶粒が粗大化されるおそれを有する。
このようなことから、仕上げ焼鈍温度は、550℃以上800℃以下の範囲内のいずれかの温度とされることが好ましい。
すなわち、仕上げ焼鈍温度が650℃以上800℃度以下の場合においては、仕上げ焼鈍時間は0分を超え、15分以下であることが好ましい。
なお、チタン板の温度が前記仕上げ焼鈍温度に到達直後に仕上げ焼鈍を完了する場合であっても加熱中に組織が再結晶化を生じることから仕上げ焼鈍時間が0分を少しでも超えれば成形性を低下させるおそれは低い。
一方で、仕上げ焼鈍時間の上限値が前記仕上げ焼鈍温度おいて15分とされているのは、15分を超えて仕上げ焼鈍を実施するとβ相の結晶粒が粗大化してチタン板の加工性を低下させるおそれを有するためである。

そして、上記式(1)を満足させる条件を選択することにより再結晶化による成形性の向上を図ることができる。
そのため、この温度域では、下記式(2)を満足させるように仕上げ焼鈍を実施することが好ましい。
このような条件を選択することで、チタン板に形成される組織におけるβ相の粗大化を抑制させることができ、良好な加工性がチタン板に付与されうる。
なお、この温度範囲で、300分を超える仕上げ焼鈍時間を設けるとβ相の結晶粒が粗大化してチタン板の加工性を低下させるおそれを有する。
(テストピースの作製)
小型真空アーク溶解によって鋳塊(φ140mm)を作製し、該鋳塊を1150℃に加熱後、鍛造して厚さ50mmのスラブを作製した。
該スラブを850℃で厚さ5mmまで熱延した後、750℃で焼鈍し、表面のスケールを切削して厚さ4mmの板材を作製した。
さらにこの板材を冷延して厚さ0.5mmの板状試料(チタン板)を作製した。
この厚さ0.5mmのチタン板に対して、真空雰囲気中での仕上げ焼鈍を実施し、評価用のテストピースを作製した。
この前記仕上げ焼鈍においては、その温度(550℃以上800℃以下)や時間(300分以下)を調整することによって、前記テストピースの結晶粒度を調整した。
表面のスケールが切削された厚さ4mmの板材を用いて、チタン板に含有される鉄量と酸素量とを測定した。
鉄含有量は、JIS H1614に準じて測定し、酸素含有量は、JIS H1620に準じて測定した。
また、上記のごとく結晶粒度が調整されたテストピース(チタン板)の引張強度をJIS Z 2241に準じて測定をした。
また、上記のごとく結晶粒度が調整されたテストピース(チタン板)のエリクセン値をJIS Z2247に準じて測定しチタン板の加工性を評価した。
チタン板のミクロ組織を顕微鏡写真により観察した様子を図1(実施例7のミクロ組織)に示す。
この組織写真においては、β相が黒く写り、α相は白く写ることから、画像解析ソフトを用いてこの写真を2値化処理してβ相の平均面積を求め、該平均面積と同じ面積を有する円の直径を計算により求めて円相当平均粒径とした。
以上の結果を、表1に示す。

また、その他の実施例、比較例においても同様の傾向が見られ、この表1におけるβ相の円相当平均粒径とエリクセン値との関係を示した図2からも、本発明によれば高強度であり、しかも、加工性に優れたチタン板が提供され得ることがわかる。
Claims (1)
- 質量で、鉄の含有量が0.10%を超え0.60%未満、酸素の含有量が0.005%を超え0.10%未満、炭素の含有量が0.015%未満、窒素の含有量が0.015%未満、水素の含有量が0.015%未満であり、残部がチタンおよび不可避不純物からなり、α相とβ相との二相組織が形成され、前記β相の円相当平均粒径が3μm以下となるように形成されていることを特徴とするチタン板。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020117018572A KR101313439B1 (ko) | 2009-02-13 | 2010-02-12 | 티탄판 |
| CN2010800075898A CN102317485B (zh) | 2009-02-13 | 2010-02-12 | 钛板 |
| EP10741293A EP2397569A4 (en) | 2009-02-13 | 2010-02-12 | TITAN PLATE |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009030696 | 2009-02-13 | ||
| JP2009-030696 | 2009-02-13 | ||
| JP2010003227A JP4666271B2 (ja) | 2009-02-13 | 2010-01-08 | チタン板 |
| JP2010-003227 | 2010-01-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010093016A1 true WO2010093016A1 (ja) | 2010-08-19 |
Family
ID=42561856
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/052084 Ceased WO2010093016A1 (ja) | 2009-02-13 | 2010-02-12 | チタン板 |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP2397569A4 (ja) |
| JP (1) | JP4666271B2 (ja) |
| KR (1) | KR101313439B1 (ja) |
| CN (1) | CN102317485B (ja) |
| RU (1) | RU2464333C1 (ja) |
| TW (1) | TWI415796B (ja) |
| WO (1) | WO2010093016A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013177651A (ja) * | 2012-02-28 | 2013-09-09 | Nippon Steel & Sumitomo Metal Corp | 冷延性および冷間での取り扱い性に優れた耐熱チタン合金冷間圧延用素材及びその製造方法 |
| EP2615186A4 (en) * | 2010-09-08 | 2017-10-18 | Nippon Steel & Sumitomo Metal Corporation | Titanium material |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101412905B1 (ko) * | 2012-03-27 | 2014-06-26 | 주식회사 포스코 | 티타늄강 및 그의 제조방법 |
| JP5988899B2 (ja) * | 2012-07-05 | 2016-09-07 | 株式会社神戸製鋼所 | チタン板およびチタン板の製造方法 |
| DE102014010032B4 (de) | 2014-07-08 | 2017-03-02 | Technische Universität Braunschweig | Titanlegierung |
| JP6432328B2 (ja) * | 2014-12-11 | 2018-12-05 | 新日鐵住金株式会社 | 高強度チタン板およびその製造方法 |
| CN104451256B (zh) * | 2014-12-12 | 2017-02-22 | 西北有色金属研究院 | 一种航天推进剂贮箱金属膜片用钛板 |
| CN105624464B (zh) * | 2015-12-28 | 2017-08-29 | 湖南湘投金天钛金属有限公司 | 一种钛挂具用钛带卷及其制备方法 |
| CN109483164A (zh) * | 2018-11-13 | 2019-03-19 | 西安庄信新材料科技有限公司 | 一种金属屋用的钛建材及其制备方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59179772A (ja) * | 1983-03-30 | 1984-10-12 | Sumitomo Metal Ind Ltd | 高強度純チタン板の製造方法 |
| JPS6360247A (ja) | 1986-08-29 | 1988-03-16 | Olympus Optical Co Ltd | 成形用チタン材 |
| JPS63270449A (ja) * | 1987-04-28 | 1988-11-08 | Nippon Steel Corp | 異方性の小さい良延性チタン板の製造方法 |
| JPH093573A (ja) | 1995-06-16 | 1997-01-07 | Sumitomo Metal Ind Ltd | 建材用純チタン、純チタン板およびその製造方法 |
| JP2002180166A (ja) | 2000-12-19 | 2002-06-26 | Nippon Steel Corp | 高延性で板面内材質異方性の小さいチタン板およびその製造方法 |
| JP2005336551A (ja) * | 2004-05-27 | 2005-12-08 | Nippon Steel Corp | 耐食性に優れたFe含有チタン材およびその製造方法 |
| JP2006316323A (ja) | 2005-05-13 | 2006-11-24 | Nippon Steel Corp | 成形性に優れた純チタン板およびその製造方法 |
| JP2008127633A (ja) | 2006-11-21 | 2008-06-05 | Kobe Steel Ltd | 曲げ性および張り出し性にすぐれたチタン合金板およびその製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3221250B2 (ja) * | 1994-10-05 | 2001-10-22 | 日本鋼管株式会社 | 工業用純チタンの熱延板の製造方法 |
| DE69610544T2 (de) * | 1995-04-21 | 2001-05-31 | Nippon Steel Corp., Tokio/Tokyo | Hochfeste, hochduktile titanlegierung und verfahren zu deren herstellung |
| JPH10306335A (ja) * | 1997-04-30 | 1998-11-17 | Nkk Corp | (α+β)型チタン合金棒線材およびその製造方法 |
| JP2000096165A (ja) * | 1998-09-25 | 2000-04-04 | Sumitomo Metal Ind Ltd | 抗菌性および耐生物付着性に優れたTi合金およびその製造方法 |
| CA2468263A1 (en) * | 2001-12-14 | 2003-06-26 | Ati Properties, Inc. | Method for processing beta titanium alloys |
| JP4064143B2 (ja) * | 2002-04-11 | 2008-03-19 | 新日本製鐵株式会社 | チタン製自動車部品 |
| US20040094241A1 (en) * | 2002-06-21 | 2004-05-20 | Yoji Kosaka | Titanium alloy and automotive exhaust systems thereof |
| US20040187983A1 (en) * | 2003-03-20 | 2004-09-30 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Pure titanium building material and method of manufacturing the same |
| JP4486530B2 (ja) * | 2004-03-19 | 2010-06-23 | 新日本製鐵株式会社 | 冷間加工性に優れる耐熱チタン合金板およびその製造方法 |
| JP2008106323A (ja) * | 2006-10-26 | 2008-05-08 | Sumitomo Metal Ind Ltd | チタン合金 |
| JP5112723B2 (ja) * | 2007-03-26 | 2013-01-09 | 株式会社神戸製鋼所 | 強度および成形性に優れたチタン合金材およびその製造方法 |
-
2010
- 2010-01-08 JP JP2010003227A patent/JP4666271B2/ja active Active
- 2010-02-12 TW TW099104738A patent/TWI415796B/zh active
- 2010-02-12 CN CN2010800075898A patent/CN102317485B/zh active Active
- 2010-02-12 RU RU2011137539/02A patent/RU2464333C1/ru active
- 2010-02-12 EP EP10741293A patent/EP2397569A4/en not_active Withdrawn
- 2010-02-12 KR KR1020117018572A patent/KR101313439B1/ko active Active
- 2010-02-12 WO PCT/JP2010/052084 patent/WO2010093016A1/ja not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59179772A (ja) * | 1983-03-30 | 1984-10-12 | Sumitomo Metal Ind Ltd | 高強度純チタン板の製造方法 |
| JPS6360247A (ja) | 1986-08-29 | 1988-03-16 | Olympus Optical Co Ltd | 成形用チタン材 |
| JPS63270449A (ja) * | 1987-04-28 | 1988-11-08 | Nippon Steel Corp | 異方性の小さい良延性チタン板の製造方法 |
| JPH093573A (ja) | 1995-06-16 | 1997-01-07 | Sumitomo Metal Ind Ltd | 建材用純チタン、純チタン板およびその製造方法 |
| JP2002180166A (ja) | 2000-12-19 | 2002-06-26 | Nippon Steel Corp | 高延性で板面内材質異方性の小さいチタン板およびその製造方法 |
| JP2005336551A (ja) * | 2004-05-27 | 2005-12-08 | Nippon Steel Corp | 耐食性に優れたFe含有チタン材およびその製造方法 |
| JP2006316323A (ja) | 2005-05-13 | 2006-11-24 | Nippon Steel Corp | 成形性に優れた純チタン板およびその製造方法 |
| JP2008127633A (ja) | 2006-11-21 | 2008-06-05 | Kobe Steel Ltd | 曲げ性および張り出し性にすぐれたチタン合金板およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2397569A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2615186A4 (en) * | 2010-09-08 | 2017-10-18 | Nippon Steel & Sumitomo Metal Corporation | Titanium material |
| JP2013177651A (ja) * | 2012-02-28 | 2013-09-09 | Nippon Steel & Sumitomo Metal Corp | 冷延性および冷間での取り扱い性に優れた耐熱チタン合金冷間圧延用素材及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI415796B (zh) | 2013-11-21 |
| KR101313439B1 (ko) | 2013-10-01 |
| KR20110102512A (ko) | 2011-09-16 |
| CN102317485A (zh) | 2012-01-11 |
| EP2397569A4 (en) | 2012-07-25 |
| JP4666271B2 (ja) | 2011-04-06 |
| EP2397569A1 (en) | 2011-12-21 |
| RU2464333C1 (ru) | 2012-10-20 |
| TW201034963A (en) | 2010-10-01 |
| JP2010209462A (ja) | 2010-09-24 |
| CN102317485B (zh) | 2013-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4666271B2 (ja) | チタン板 | |
| CN102016090B (zh) | 原子能用高强度Ni基合金管及其制造方法 | |
| CN101528956B (zh) | β型钛合金 | |
| TWI572721B (zh) | 高強度α/β鈦合金 | |
| JP5287062B2 (ja) | 低比重チタン合金、ゴルフクラブヘッド、及び、低比重チタン合金製部品の製造方法 | |
| JP4605514B2 (ja) | チタン板ならびにチタン板製造方法 | |
| KR101418775B1 (ko) | 저탄성 고강도 베타형 타이타늄 합금 | |
| KR101536402B1 (ko) | 고강도이면서 냉간 압연성이 우수한 타이타늄 합금재 | |
| CN103069027A (zh) | 钛材 | |
| JP6263040B2 (ja) | チタン板 | |
| JP6187678B2 (ja) | 高強度・高ヤング率を有するα+β型チタン合金冷延焼鈍板およびその製造方法 | |
| KR20230085948A (ko) | 내크리프성 티타늄 합금 | |
| JP5973975B2 (ja) | チタン板 | |
| JPWO2019043882A1 (ja) | チタン板 | |
| JP2017533342A (ja) | 予測可能な特性を有する難合金化チタン合金 | |
| JP5247010B2 (ja) | 高強度で曲げ加工性に優れたCu−Zn系合金 | |
| CN107429329A (zh) | 钛薄板以及其的制造方法 | |
| JP5228708B2 (ja) | 耐クリープ性および高温疲労強度に優れた耐熱部材用チタン合金 | |
| JP2012052178A (ja) | 室温での強度及び延性に優れたチタン合金 | |
| JP7599685B2 (ja) | チタン合金、その製造方法およびそれを用いたエンジン部品 | |
| TWI450979B (zh) | The golf club face is made of titanium alloy (2) | |
| JP3543362B2 (ja) | 成形性および焼き付け硬化性に優れたアルミニウム合金板の製造方法 | |
| WO2026013878A1 (ja) | アルミニウム合金及びアルミニウム合金材 | |
| CN119768548A (zh) | 钢材及汽车部件 | |
| JP2009161816A (ja) | チタン材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080007589.8 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10741293 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20117018572 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010741293 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011137539 Country of ref document: RU |