WO2012105237A1 - ポリオレフィン系樹脂積層発泡シート - Google Patents
ポリオレフィン系樹脂積層発泡シート Download PDFInfo
- Publication number
- WO2012105237A1 WO2012105237A1 PCT/JP2012/000622 JP2012000622W WO2012105237A1 WO 2012105237 A1 WO2012105237 A1 WO 2012105237A1 JP 2012000622 W JP2012000622 W JP 2012000622W WO 2012105237 A1 WO2012105237 A1 WO 2012105237A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- resin
- antistatic
- laminated
- foam sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/20—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length
- B29C44/22—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length consisting of at least two parts of chemically or physically different materials, e.g. having different densities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/14—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor using multilayered preforms or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0008—Anti-static agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
Definitions
- the present invention relates to a polyolefin resin laminated foam sheet in which an antistatic layer is laminated on at least one surface of a polyolefin resin foam layer, and more particularly to a polyolefin resin laminate foam sheet having high antistatic performance.
- polyolefin resin foam sheets are widely used in various containers, returnable boxes, storage boxes, and the like.
- the polyolefin-based resin foam sheet is easily charged with static electricity, and dust and dust are easily attached thereto.
- various antistatic agents are added to impart antistatic properties.
- low molecular type and high molecular type There are two types of antistatic agents: low molecular type and high molecular type, and low molecular types include fatty acid monoglyceride and sodium alkylbenzene sulfonate. These are antistatic by bleeding out on the surface of the sheet. Although the effect is exhibited, there is a problem in the sustainability of the antistatic performance, and there is a problem of contaminating the package.
- Patent Document 1 proposes a polyolefin-based resin laminated foam sheet having a thermoplastic resin layer added with a high molecular weight antistatic agent as the outermost layer.
- the polyolefin resin laminated foam sheet described in Patent Document 1 has sufficient antistatic performance required for a returnable box, a general electronic component transport tray, and the like.
- some electronic parts packaging materials and the like are required to have a higher level of antistatic performance, leaving room for improvement in terms of stably developing a high level of antistatic performance. .
- Patent Document 2 shows a decrease in antistatic performance when thermoforming a polyolefin-based resin laminated foamed sheet having an antistatic layer, and the antistatic performance during thermoforming.
- the melting point of the polymer antistatic agent is in the range of the melting point of the polypropylene resin containing the antistatic agent ⁇ 20 ° C., and the polypropylene resin foam layer containing the antistatic agent.
- Patent Document 3 discloses that a high molecular weight crystalline polypropylene polymer having an intrinsic viscosity of 5 dl / g or more and an intrinsic viscosity of 3 dl / g or less are used to improve antistatic properties using a polymer type antistatic agent.
- An antistatic resin composition comprising a low molecular weight polypropylene polymer and 20 to 60% by weight of a polypropylene resin having a total intrinsic viscosity of 3 to 10 dl / g and 40 to 80% by weight of a high molecular weight antistatic agent.
- a multilayer sheet made of a thermoplastic resin in which an antistatic layer made of the antistatic resin composition is laminated on a thermoplastic resin layer is disclosed.
- the melt of the antistatic resin composition containing a large amount of the polymeric antistatic agent described in Patent Document 3 and the foamable resin melt are cyclic so that the resin layer containing the antistatic agent is on the surface. Attempts to produce a co-extruded laminated foam sheet with a die resulted in holes and cracks in the resin layer, making it difficult to obtain a laminated foam sheet having a resin layer with a uniform thickness.
- Patent Document 1 Japanese Patent Laid-Open No. 2003-136651
- Patent Document 2 Japanese Patent Laid-Open No. 2006-35832
- Patent Document 3 Japanese Patent Laid-Open No. 2008-270431
- the first object of the present invention is to provide a polyolefin-based resin laminated foam sheet that exhibits high antistatic properties that are hardly charged or not charged at all, that is, exhibits static dissipating properties. To do.
- the second aspect of the present invention is a polyolefin-based resin laminated foam sheet that exhibits static dissipative properties for thermoforming
- the third aspect of the present invention is an electrostatic dissipative property formed by thermoforming a polyolefin-based resin laminated foam sheet.
- a polyolefin resin foam molded article is provided.
- the gist of the present invention is as follows. (1) A laminated foamed sheet laminated on at least one surface of a polyolefin-based resin foam layer by a co-extrusion method using an annular die so that the antistatic layer becomes a surface layer, It is composed of 25% by weight or more and less than 70% by weight of a plastic resin and more than 30% by weight and 75% by weight or less of a polymer type antistatic agent (however, the total of both is 100% by weight).
- the amount of lamination of the antistatic layer is 5 g / m 2 or more per side of the foam layer, and 10 kV is applied to the surface of the antistatic layer for 30 seconds.
- the polyolefin resin-laminated foam sheet is characterized by having an initial charged voltage of 50 V or less.
- the present invention is a polyolefin-based resin laminate foam sheet obtained by a coextrusion method using a circular die and having an antistatic layer composed of a thermoplastic resin added with a polymeric antistatic agent as an outermost layer,
- the antistatic layer is a polyolefin-based resin laminated foam sheet that exhibits excellent electrostatic dissipative properties such that it is hardly charged or not charged at all.
- the polyolefin resin laminated foam sheet for thermoforming in particular, has a beautiful surface without causing streaks or cracks on the surface of the laminated foam sheet, and exhibits excellent electrostatic dissipation. Excellent in properties.
- the polyolefin resin laminated foam sheet of the present invention (hereinafter sometimes referred to as a laminated foam sheet) is a polymer type antistatic agent on at least one surface of a polyolefin resin foam layer (hereinafter sometimes referred to as a foam layer).
- the laminated foam sheet of the present invention is a laminated foam sheet laminated on at least one surface of a polyolefin resin foam layer by a coextrusion method using an annular die so that the antistatic layer becomes a surface layer.
- the prevention layer comprises 25% by weight or more and less than 70% by weight of the thermoplastic resin and more than 30% by weight and 75% by weight or less of the polymeric antistatic agent (however, the total of both is 100% by weight).
- the melt viscosity of the antistatic layer at 190 ° C.
- the lamination amount of the antistatic layer is 5 g / m 2 or more as the basis weight, and 10 kV is applied to the antistatic layer surface for 30 seconds. It is related with the polyolefin-type resin laminated foam sheet characterized by the initial charged voltage being 50 V or less.
- the laminated foam sheet of the present invention has an excellent antistatic performance such that when an applied voltage of 10 kV is applied to the surface of the antistatic layer for 30 seconds using, for example, a static one meter, the recognized initial voltage is 50 V or less.
- An initial charging voltage of 50 V or less indicates a category of antistatic property called electrostatic dissipative property that is hardly charged.
- the fact that it exhibits a category of antistatic properties called static dissipating properties has a higher level of antistatic function compared to conventional antistatic products that simply have anti-dust and dust adhesion performance. Specifically, it means that it also has excellent performance that can prevent damages to be packaged such as precision electronic parts due to static electricity.
- the initial charging voltage is preferably 40 V or less, and more preferably 30 V or less. It is particularly desirable that the initial voltage is as low as possible and is 0V.
- the laminated foam sheet of the present invention preferably has a surface resistivity of 1.0 ⁇ 10 10 ⁇ or less, more preferably 1.0 ⁇ 10 7 ⁇ to 5.0 ⁇ 10 9 ⁇ on the surface of the antistatic layer.
- the total thickness of the laminated foam sheet of the present invention is preferably 0.2 to 10 mm, more preferably 0.5 to 8 mm. If the overall thickness is less than 0.2 mm, the rigidity of the foam sheet may be insufficient depending on the application. On the other hand, if the total thickness exceeds 10 mm, depending on the application, bending workability such as a hinge of a foamed sheet, and molding workability to a box, a container or the like may be deteriorated.
- the thickness of the laminated foamed sheet was measured at 10 points at equal intervals with a microscope in the cross-sectional thickness in the width direction perpendicular to the extrusion direction of the foamed sheet, and the thickness of the laminated foamed sheet was measured from the photograph taken. The arithmetic average value of each measured value is taken as the thickness of the laminated foam.
- a resin melt containing a foamable molten resin that forms a foam layer and an antistatic agent that forms an antistatic layer is used as a method of laminating an antistatic layer having antistatic properties on a polyolefin resin foam layer.
- a method of coextruding the product and forming an antistatic layer on the surface of the foamed layer is employed.
- concentration of the polymeric antistatic agent in the antistatic layer increases, the adhesion method between the antistatic layer and the foamed layer decreases with the lamination method by thermal lamination, and sufficient adhesive force cannot be obtained.
- co-extrusion method even if the polymer antistatic agent in the antistatic layer has a high concentration, it is sufficient between the antistatic layer and the foamed layer or other resin layers. Can provide a good adhesive strength.
- the laminated foam sheet of the present invention is produced by a polyolefin-based resin foam layer forming extruder and an antistatic layer forming extruder. These melts are laminated in a confluence die so that the antistatic layer forming melt forms a surface layer on at least one side of the foam layer, and adjusted to the foaming temperature of the foam layer forming melt.
- a confluence die To form a cylindrical foam through an annular die under atmospheric pressure, extend the diameter of the cylindrical foam along the cylindrical cooling pipe (cooling mandrel), The tubular foam is cut out and taken up as a sheet.
- the above-mentioned laminated foamed sheet exhibiting static dissipative properties according to the present invention is not achieved simply by adding a high-concentration antistatic agent to the antistatic layer at a high concentration, and the antistatic agent forms the antistatic layer.
- the antistatic agent is disposed in the antistatic layer in a state where a continuous layer is formed by dispersing the antistatic agent in a band shape, stripe shape, or network shape (hereinafter referred to as a network structure). By doing so, the effect of dissipating static electricity is demonstrated.
- This network structure is easily formed by applying an appropriate orientation when forming the antistatic layer. In order to form a network structure by applying this appropriate orientation, it can be obtained by two-dimensionally stretching and orientation in the width direction and the extrusion direction by a coextrusion method using an annular die. The co-extrusion method used is adopted.
- the base resin constituting the foam layer is a polyolefin resin such as a polypropylene resin or a polyethylene resin.
- Polyolefin resin is rich in flexibility, excellent in physical strength such as tensile strength, chemical resistance, suitable for extrusion foaming, and suitable as a base resin constituting the laminated foam sheet of the present invention. is there.
- a polypropylene resin having excellent rigidity and heat resistance is preferably used among the polyolefin resins.
- polypropylene resin examples include a propylene homopolymer or a copolymer of propylene and a copolymerizable component copolymerizable with propylene.
- copolymerizable component copolymerizable with propylene examples include ethylene, 1-butene, isobutylene, 1-pentene, 3-methyl-1-butene, 1-hexene, 3,4-dimethyl-1-butene, 1- Examples include ethylene or ⁇ -olefins having 4 to 10 carbon atoms, such as heptene and 3-methyl-1-hexene.
- the copolymer may be a random copolymer or a block copolymer, and the copolymer is not limited to a binary copolymer, and may be a ternary copolymer.
- These polypropylene resins can be used alone or in admixture of two or more. Of these polypropylene resins, propylene homopolymers and ethylene-propylene block copolymers having excellent rigidity are preferably used.
- the copolymer component is preferably contained in the copolymer in a proportion of 25% by weight or less, particularly 15% by weight or less. The preferred lower limit of the copolymer component contained in the copolymer is 0.3% by weight.
- the base resin suitable for extrusion foaming preferably contains a polypropylene resin having a higher melt tension compared to a general polypropylene resin, and in particular, a polypropylene resin having a high melt tension.
- a polypropylene-based resin containing 15 to 50% by weight of the resin in the base resin is preferable because it combines the production cost, recyclability, and extrusion foamability of the laminated foam sheet of the present invention.
- the polypropylene resin having a high melt tension is, for example, (1) a polypropylene having a branching index of less than 1 and a significant strain hardening elongation viscosity described in Japanese Patent No. 2521388 and Japanese Patent No. 3406372, ( 2) (a) The Z average molecular weight (Mz) is 1.0 ⁇ 10 6 or more, or the ratio (Mz / Mw) of the Z average molecular weight (Mz) to the weight average molecular weight (Mw) is 3.0 or more.
- (B) and the equilibrium compliance Jo is 1.2 ⁇ 10 ⁇ 3 m 2 / N or more, or the shear strain recovery Sr / S per unit stress is 5 m 2 / N or more per second, ( 3)
- a compound containing a radical polymerizable monomer such as styrene and a radical polymerization initiator or additive is melted at a temperature higher than the reaction temperature of the radical polymerization initiator when the polypropylene resin is melted.
- Modified polypropylene resin, or (4) modified polypropylene resin obtained a polypropylene resin and isoprene monomer and a radical polymerization initiator and melt-kneading the like by melt-kneading.
- polyethylene resin examples include those in which the base resin contains 60% by weight or more of a homopolymer of ethylene or a copolymer composed of an ⁇ -olefin having 3 to 12 carbon atoms copolymerizable with ethylene. . Specific examples include high-density polyethylene, medium-density polyethylene, low-density polyethylene, linear low-density polyethylene, linear ultra-low-density polyethylene, and ethylene-vinyl acetate copolymer. It can be used by mixing.
- the polyolefin resin of the base resin constituting the foamed layer is a mixture of a polypropylene resin and a polyethylene resin, and, if necessary, a mixture of the polyolefin resin with another polymer.
- other polymers include: ionomers; rubbers such as ethylene-propylene rubber and styrene-butadiene rubber; styrene-butylene-styrene block copolymers, styrene-isoprene-styrene block copolymers, styrene-butylene-styrene blocks.
- Hydrogenated copolymer styrene-isoprene-styrene block copolymer hydrogenated, ethylene-octene block copolymer, ethylene-butylene block copolymer thermoplastic elastomer; butene resin; polyvinyl chloride, vinyl chloride Examples thereof include vinyl chloride resins such as vinyl acetate copolymers; styrene resins. When these other polymers are mixed, the mixing amount is preferably 40% by weight or less of the total weight of the base resin.
- an inorganic physical foaming agent As the foaming agent used in the present invention, an inorganic physical foaming agent, an organic physical foaming agent, a decomposable foaming agent, or the like can be used. Carbon dioxide, air, nitrogen, water, etc. can be used as the inorganic physical foaming agent.
- Organic physical blowing agents include aliphatic hydrocarbons such as propane, n-butane, i-butane, pentane and hexane, cycloaliphatic hydrocarbons such as cyclobutane, cyclopentane and cyclohexane, 1,1,1,1-tetra Fluoroethane, 1,1-difluoroethane, halogenated hydrocarbons such as methyl chloride, ethyl chloride and methylene chloride, ethers such as dimethyl ether and methyl ethyl ether, and the like can be used.
- aliphatic hydrocarbons such as propane, n-butane, i-butane, pentane and hexane
- cycloaliphatic hydrocarbons such as cyclobutane, cyclopentane and cyclohexane
- 1,1,1,1-tetra Fluoroethane 1,1-difluoroethan
- the decomposable foaming agent azodicarbonamide, dinitrosopentamethylenetetramine, azobisisobutyronitrile, sodium bicarbonate, or the like can be used. These foaming agents can be appropriately mixed and used.
- a physical foaming agent in order to obtain a foam sheet having a low apparent density, and the hydrocarbon or carbon dioxide is preferably used.
- carbon dioxide is more preferable because there is little change in physical properties due to the remaining amount of foaming agent in the laminated foam sheet.
- the amount of the foaming agent used is generally 0.2 to 5 parts by weight with respect to 100 parts by weight of the base resin, although it depends on the apparent density of the target laminated foam sheet.
- Additives include inorganic powders such as talc and silica, acidic salts of polycarboxylic acids, bubble regulators such as a reaction mixture of polycarboxylic acid and sodium carbonate or sodium bicarbonate, talc, silica, calcium carbonate, clay Inorganic fillers such as zeolite, alumina and barium sulfate (talc and silica also have a function as a bubble regulator), heat stabilizers, ultraviolet absorbers, antioxidants, colorants and the like. Moreover, you may mix
- the apparent density of the foamed layer of the laminated foamed sheet in the present invention is 0.06 g / cm from the viewpoint of physical strength such as rigidity and compressive strength and light weight, and moldability when used for thermoforming. It is preferably 3 to 0.6 g / cm 3 , more preferably 0.08 g / cm 3 to 0.5 g / cm 3 , particularly preferably 0.09 g / cm 3 to 0.4 g / cm 3 .
- the closed cell ratio of the foam layer of the laminated foam sheet is preferably 60% or more, more preferably 80% or more, from the viewpoint of mechanical properties such as rigidity and compressive strength.
- the closed cell ratio S (%) of the foam layer is measured using an air comparison type hydrometer 930 type manufactured by Toshiba Beckman Co., Ltd. in accordance with Procedure C described in ASTM D2856-70. From the true volume of the laminated foam: Vx, it is calculated by the following formula (1).
- Vx is the true volume (cm 3 ) measured by the above method, the volume of the resin constituting the laminated foam sheet used for the measurement, and the closed cells in the laminated foam sheet used for the measurement This corresponds to the sum of the total volume of bubbles in the part.
- Va, W, and ⁇ in the above formula are as follows.
- Va Apparent volume (cm 3 ) of the laminated foamed sheet calculated from the outer dimensions of the laminated foamed sheet used for the measurement
- W Total weight (g) of the laminated foam sheet used for measurement
- ⁇ Density of resin constituting the laminated foamed sheet (g / cm 3 ) A plurality of sheets are cut from the laminated foam sheet so that the length and width are 2.5 cm and the height are 4 cm, respectively, and a plurality of sheets are combined so that the apparent volume is closest to 25 cm 3 and used as a test piece.
- the density ⁇ of the resin constituting the laminated foamed sheet can be determined from the sample obtained by removing bubbles from the laminated foamed sheet by heat pressing.
- the polymer antistatic agent used in the present invention has a number average molecular weight of at least 300, preferably 300 to 300,000, more preferably 600 to 150,000, and a surface resistivity of less than 1 ⁇ 10 10 ⁇ .
- a resin more preferably a resin smaller than a resin smaller than 1 ⁇ 10 8 ⁇ .
- the polymer antistatic agent may be an inorganic salt or a low molecular weight organic protonate such as LiClO 4 , LiCF 3 SO 3 , NaClO 4 , LiBF 4 , NaBF 4 , KBF 4 , KClO 4 , KPF 3 SO 3 , Ca (ClO 4 ) 2 , Mg (ClO 4 ) 2 , Zn (ClO 4 ) 2 and the like may be contained.
- the upper limit of the number average molecular weight of the polymer antistatic agent is about 500,000.
- the number average molecular weight is a number average molecular weight (polystyrene equivalent value) converted using a calibration curve obtained from polystyrene having a known molecular weight using gel permeation chromatography.
- polymer antistatic agent examples include polyethylene oxide, polypropylene oxide, polyethylene glycol, polyether, polyester amide, polyether ester amide, and an ionomer such as an ethylene-methacrylic acid copolymer.
- polyethylene oxide, polypropylene oxide, polyethylene glycol, polyether, polyester amide, polyether ester amide, and an ionomer such as an ethylene-methacrylic acid copolymer Among one or a mixture of two or more selected from quaternary ammonium salts such as a coalescence, or a copolymer of two or more, and a copolymer thereof with another resin such as polypropylene, etc. Examples include resins having polar groups in the molecular chain and capable of complexing or solvating inorganic salts or low molecular weight organic protonic acid salts. May be.
- the upper limit of the melting point of the polymer antistatic agent is approximately 270 ° C.
- the lower limit is approximately 70 ° C., preferably 80 to 230 ° C., more preferably 80 to 200 ° C.
- the crystallization temperature of the polymer antistatic agent is preferably Tc + 40 ° C. or lower based on the crystallization temperature (Tc) of the base resin constituting the polyolefin resin foam sheet.
- the lower limit of the crystallization temperature of the antistatic agent is approximately 60 ° C.
- the method for measuring the melting point and the crystallization temperature of the resin constituting the antistatic agent or the resin layer is a value determined by heat flux differential scanning calorimetry (DSC) in accordance with JIS K7121-1987. Details of the measurement conditions are as follows.
- Melting point is JIS K7121-1987, 3.
- a melting peak is obtained by heating the test piece whose condition was adjusted according to the condition of condition adjustment (2) of the test piece (however, the cooling rate is 10 ° C./min) at 10 ° C./min.
- the temperature at the top of the obtained melting peak is taken as the melting point.
- the temperature at the top of the melting peak on the highest temperature side is taken as the melting point.
- the crystallization temperature is JIS K7121-1987.
- the temperature at the top of the exothermic peak obtained by raising the temperature at a heating rate of 10 ° C./min and lowering the temperature at a cooling rate of 10 ° C./min is the crystallization temperature
- the temperature at the apex of the highest exothermic peak is defined as the crystallization temperature.
- polymer type antistatic agents used in the present invention those mainly comprising polyether ester amide and polyether are preferred. These antistatic agents can exhibit an excellent antistatic effect without being greatly influenced by the ratio of the melt flow rate of the base resin of the antistatic layer to the melt flow rate of the antistatic agent. Furthermore, in order to improve the compatibility of the antistatic layer with the base resin in these antistatic agents and to suppress the deterioration of physical properties due to the addition of an antistatic effect and an antistatic agent, an antistatic layer is added. It is preferable to use a polymer obtained by mixing or copolymerizing an antistatic agent with a polymer excellent in compatibility with the constituting thermoplastic resin.
- the main component means that the polyether ester amide and the polyether component are contained in a proportion of 50% by weight or more, preferably 75% by weight or more, and more preferably 85% by weight or more.
- the above polyether ester amide is obtained by polymerization reaction of polyamide (1) exemplified below and alkylene oxide adduct (2) of bisphenols.
- the polyamide (1) is (a) a lactam ring-opening polymer, (b) a polycondensate of an aminocarboxylic acid, or (c) a polycondensate of a dicarboxylic acid and a diamine.
- lactam of (a) include caprolactam, enantolactam, laurolactam, undecaractam and the like.
- Examples of the aminocarboxylic acid (b) include ⁇ -aminocaproic acid, ⁇ -aminoenanthic acid, ⁇ -aminocaprylic acid, ⁇ -aminopergonic acid, ⁇ -aminocapric acid, 11-aminoundecanoic acid, and 12-aminododecanoic acid.
- Examples of the dicarboxylic acid (c) include adipic acid, azelaic acid, sebacic acid, undecanedioic acid, dodecanedioic acid, isophthalic acid, and the diamines include hexamethylenediamine, heptamethylenediamine, octamethylenediamine, decamethylene. Examples include diamines.
- Two or more types exemplified as the amide-forming monomer may be used.
- caprolactam, 12-aminododecanoic acid, adipic acid, and hexamethylenediamine are preferable, and caprolactam is particularly preferable.
- examples of the alkylene oxide of the alkylene oxide adduct (2) of the bisphenol include ethylene oxide, propylene oxide, 1,2- or 1,4-butylene oxide, and a mixture of two or more of these. Of these, ethylene oxide is preferred.
- polyether examples include (a) an oxyalkylene ether obtained by addition reaction of an alkylene oxide to a phenol / divinylbenzene addition polymer, (b) polyoxyethylene glycol, polyoxypropylene glycol, polyoxybutylene glycol, Diglycidyl ethers such as alkylene oxide adducts of bisphenols, and hexyl, n-octyl, 2-ethylhexyl, nonyl, decyl, dodecyl, tetradecyl, octadecyl, oleyl, etc., having 1 to 22 carbon atoms, preferably 6 to 22 carbon atoms
- alkylene oxide examples include ethylene oxide, propylene oxide, and butylene oxide. Among these, ethylene oxide and a copolymer of ethylene oxide and propylene oxide are preferable.
- the added mole number of the alkylene oxide is usually 1 to 500, preferably 20 to 300, and the oxyalkylene content in the oxyalkylene ether is 10 to 95% by weight, preferably 20 to 90% by weight, more preferably 30 to 30%. 80% by weight.
- diglycidyl ethers are glycidyl ether of polyoxyethylene glycol, diglycidyl ether of ethylene oxide adducts of bisphenols, and mixtures thereof.
- Particularly preferred among the above amine compounds is N-alkyl (C 1-18) diethanolamine.
- Particularly preferred among the quaternizing agents are dimethyl sulfate and diethyl sulfate.
- polyether ester amide or polyether has the same antistatic effect and the same kind as the thermoplastic resin constituting the antistatic layer in order to suppress deterioration of physical properties due to the addition of an antistatic agent.
- a polymer having excellent compatibility particularly a polymer having a number average molecular weight of 800 to 25000 is mixed or copolymerized.
- Polyamides used here include polyamides and copolyamides derived from diamines and dicarboxylic acids and / or aminocarboxylic acids or the corresponding lactams.
- polyamide 4 polyamide 6, polyamide 6/6, 6/10, 6/9, 6/12, 4/6, 12/12, polyamide 11, polyamide 12, m-xylylenediamine and adipic acid
- examples thereof include block copolymers of polyamide and polyethylene glycol, polypropylene glycol or polytetramethylene glycol, and polyamides or copolyamides modified with ethylene-propylene rubber (EPDM) or ABS.
- the content of these polyamides is 50% by weight or less, preferably 25% by weight or less, and more preferably 25% by weight or less.
- the antistatic layer comprises 25% by weight or more and less than 70% by weight of the thermoplastic resin constituting the antistatic layer and more than 30% by weight and 75% by weight or less (the total of both is 100% by weight).
- the addition amount of the antistatic agent is 30% by weight or less, the intended electrostatic dissipation cannot be obtained.
- the additive is added at a high concentration exceeding 75% by weight, the formation of the antistatic layer itself becomes difficult and the network structure of the antistatic agent cannot be formed. Absent.
- the antistatic agent is preferably 33% by weight to 70% by weight, and particularly preferably 35% by weight to 65% by weight.
- thermoplastic resin examples include a polyolefin resin, a styrene resin, or a mixture thereof as a base resin constituting the foam layer. Among them, it is preferable to use a polyolefin-based resin and further a polypropylene-based resin.
- the antistatic agent in the antistatic layer containing a polymeric antistatic agent is used at a high concentration in order to obtain electrostatic dissipative properties.
- the polymer antistatic agent has a problem that the melt viscosity is relatively low, and when the antistatic layer containing the polymer antistatic agent is formed by coextrusion, the addition of the polymer antistatic agent is performed.
- the amount is large, the viscosity of the resin melt forming the antistatic layer decreases, it becomes difficult to maintain the pressure in the die during coextrusion, and it is difficult to develop good electrostatic dissipation.
- streak cracks that are non-uniform stripe patterns in the extrusion direction of the obtained sheet may occur. This streak crack may lead to a decrease in static dissipative properties when used as a laminated foam sheet for thermoforming.
- the blending amount of the thermoplastic resin and the polymer type antistatic agent is adjusted, and at that time, the melt property of the mixture of the thermoplastic resin and the polymer type antistatic agent may be within a specific range. is important. That is, the antistatic layer has a melt viscosity of 250 Pa ⁇ s or more, preferably 350 Pa ⁇ s or more, at 190 ° C. and a shear rate of 100 s ⁇ 1 . If the melt viscosity is 250 Pa ⁇ s or higher and the foamed layer is laminated with a specific basis weight, the desired antistatic performance with an initial voltage of 50 V or lower can be obtained.
- the melt viscosity is less than 250 Pa ⁇ s, the melt viscosity of the antistatic layer-forming molten resin in the die is too low, and the intended electrostatic dissipation may not be obtained.
- the upper limit of the melt viscosity is about 1200 Pa ⁇ s.
- the melt viscosity is preferably 400 to 1000 Pa ⁇ s, more preferably 450 to 800 Pa ⁇ s.
- the melt viscosity of the antistatic layer and the thermoplastic resin and polymer type antistatic agent for forming the antistatic layer should be measured using a measuring device such as Capillograph 1D manufactured by Toyo Seiki Seisakusho Co., Ltd. Can do. Specifically, a cylinder with a cylinder diameter of 9.55 mm and a length of 350 mm and an orifice with a nozzle diameter of 1.0 mm and a length of 10 mm were used. The cylinder and the orifice were set at a temperature of 190 ° C., and about 15 g of a measurement sample was placed in the cylinder. The melted resin is extruded into a string from the orifice at a shear rate of 100 sec ⁇ 1 , and the melt viscosity at that time is measured.
- a measuring device such as Capillograph 1D manufactured by Toyo Seiki Seisakusho Co., Ltd. Can do. Specifically, a cylinder with a cylinder diameter of 9.55 mm and a
- the antistatic layer When measuring the melt viscosity of the antistatic layer, the antistatic layer is completely cut out from the laminated foam sheet and used as a measurement sample, or only the antistatic layer is extruded under the same conditions as in the production of the laminated foam sheet. Can be used as a measurement sample.
- the antistatic layer preferably has a melt elongation at 175 ° C. of 60 m / min or more, more preferably 65 m / min or more, and particularly preferably 70 m / min or more.
- the upper limit is about 180 m / min.
- the melt elongation can be measured by using a measuring device such as Capillograph 1D manufactured by Toyo Seiki Seisakusho Co., Ltd., for example. Specifically, a cylinder with a cylinder diameter of 9.55 mm and a length of 350 mm and an orifice with a nozzle diameter of 2.095 mm and a length of 8.0 mm were used, the set temperature of the cylinder and the orifice was 175 ° C., and about 15 g of a measurement sample was measured.
- a measuring device such as Capillograph 1D manufactured by Toyo Seiki Seisakusho Co., Ltd., for example. Specifically, a cylinder with a cylinder diameter of 9.55 mm and a length of 350 mm and an orifice with a nozzle diameter of 2.095 mm and a length of 8.0 mm were used, the set temperature of the cylinder and the orifice was 175 ° C., and about 15 g of a measurement sample was measured.
- melt elongation This measurement is performed on 10 measurement samples sampled from 10 arbitrary locations, and the arithmetic average value thereof is taken as the melt elongation in the present invention.
- melt elongation measurement sample is prepared in the same manner as the melt viscosity measurement by completely separating the antistatic layer from the laminated foamed sheet and using it as the measurement sample, or under the same conditions as in the production of the laminated foamed sheet. It is only necessary to extrude and use as a measurement sample.
- thermoplastic resin having a lower melt flow rate (MFR) than a thermoplastic resin conventionally used in a resin layer for coextrusion foam molding is selected.
- MFR melt flow rate
- the MFR is 0.3 to 14 g / 10 minutes, further 0.6 to 12 g / 10 minutes,
- a polypropylene resin of 1.0 to 8 g / 10 min is preferably used.
- the antistatic layer of the laminated foam sheet of the present invention it is necessary to make the antistatic agent present in a high concentration in the antistatic layer having a specific basis weight described later in order to exhibit electrostatic dissipative properties. Since the antistatic layer is required to have a specific melt viscosity as described above, a high viscosity thermoplastic resin is used as the thermoplastic resin constituting the antistatic layer. Further, when the laminated foam sheet is thermoformed into the shape of a container or the like, the antistatic layer needs to have a specific melt elongation in order to exhibit electrostatic dissipative properties in the obtained molded body. Is done.
- melt elongation values of all 10 points obtained in the measurement of the melt elongation are within ⁇ 20% of the arithmetic average value, more preferably within ⁇ 15%, particularly preferably. Within ⁇ 10%.
- melt property antistatic layer it is a preferable aspect not only to select materials but also to sufficiently knead.
- the basis weight of the antistatic layer containing the antistatic agent is required to be 5 g / m 2 or more per one side of the foamed layer.
- the basis weight is less than 5 g / m 2 , electrostatic dissipative properties cannot be obtained even if a polymer type antistatic agent is used at a high concentration.
- the upper limit is approximately 80 g / m 2 per side. Degree.
- the lamination amount is preferably 10 to 70 g / m 2 as a basis weight per side, and more preferably 20 to 60 g / m 2 .
- the antistatic layer can have one or more additives such as antibacterial agents and elastomers added to the base resin constituting the antistatic layer, and the laminated foam sheet of the present invention has more functionality.
- the antibacterial agent include those in which a metal (ion) having antibacterial activity such as silver, copper, and zinc is supported on a carrier, for example, an inorganic agent such as silver zeolite, copper zeolite, silver-supported zirconium phosphate, silver-supported silica gel , Antibacterial agent using oxide photocatalyst represented by anatase type titanium oxide, benzalkonium chloride, polyoxyethylene trialkylammonium chloride, polyhexamethylene biguanide hydrochloride, 3- (trimethoxysilyl) propyldimethyloctadecyl chloride Examples include organic chemicals such as ammonium.
- the same thermoplastic elastomer as that used for the foam layer can be used as the elastomer added
- a resin layer (intermediate layer) containing no antistatic agent can be formed between the antistatic layer containing the antistatic agent and the foamed layer, if desired.
- the antistatic layer is formed so as to be located in the outermost layer of the laminated sheet.
- the base resin for forming the resin layer not containing the antistatic agent the same resin as the base resin constituting the foamed layer or the antistatic layer is used.
- the base resin High density polyethylene may be selected as the resin, or a base resin containing a thermoplastic elastomer may be used.
- the resin constituting the resin layer, the antistatic layer, and the foamed layer is preferably a resin that exhibits sufficient thermal adhesiveness, and is inexpensive and can be laminated with a foamed layer or an antistatic layer.
- a resin layer containing the same kind of recycled raw material as the base resin of the foam layer.
- the range of the total basis weight of the plurality of resin layers is the one surface of the foam layer. It is desirable to laminate at a basis weight of 20 to 250 g / m 2 . If the total basis weight is too large, the closed cell ratio of the foamed layer tends to decrease, and the rigidity of the sheet may decrease. Accordingly, when the multi-layer resin layer is formed, the lamination amount range is 20 to 250 g / m 2 , more preferably 30 to 210 g / m 2 , especially 40 to 180 g / m 2 per side of the foam layer. preferable.
- the resin layer (intermediate layer) located between the foam layer and the antistatic layer may be foamed or non-foamed, and when foamed, the apparent density is 0.3 g / cm 3 or more, that is, low Foaming is preferred. Moreover, the thing containing a large amount of inorganic fillers may be sufficient.
- the laminated foam sheet of the present invention has a layer structure in which an antistatic layer containing an antistatic agent is laminated on one side, preferably both sides of the foamed layer, one side of the foamed layer, or both sides of the antistatic layer and the antistatic agent And the like in which a plurality of resin layers composed of a total of two or more of other resin layers not containing bismuth are laminated.
- a laminated foam sheet having a resin layer (intermediate layer) between the foam layer and the antistatic layer can improve mechanical strength such as rigidity.
- the laminated foam sheet of the present invention is suitable for use as a thermoforming sheet.
- the thermoforming in the present invention includes heating the laminated foamed sheet and flattening it in addition to heating the laminated foamed sheet and forming it into the shape of a container or the like using a mold.
- the ratio of the average cell diameter in the width direction to the average cell diameter in the thickness direction of the laminate foam sheet (average cell diameter in the width direction / average in the thickness direction).
- the ratio of the average bubble diameter in the extrusion direction to the average bubble in the thickness direction (average bubble diameter in the extrusion direction / average bubble diameter in the thickness direction) is preferably 1.0 to 2.0, More preferably, it is 1.1 to 1.8, and particularly preferably 1.2 to 1.6. If the ratio of the average cell diameter is 1.0 to 2.0, the deformation of the molded article after thermoforming is suppressed with little distortion of the sheet.
- the ratio of the average bubble diameter is determined as follows. First, a vertical section in the width direction of the foam sheet is magnified with a microscope or the like. Based on the obtained image, measure the bubble diameter in the width direction and the thickness direction for all the bubbles present in the foam layer on the image, and calculate the average bubble diameter in the width direction by arithmetically averaging the measured bubble diameters, respectively. Then, the average bubble diameter in the thickness direction is obtained, and the average bubble diameter in the width direction is divided by the average bubble diameter in the thickness direction to obtain the ratio of the average bubble diameter in the width direction to the average bubble diameter in the thickness direction.
- the average bubble diameter in the extrusion direction and the average bubble diameter in the thickness direction are obtained based on an image obtained by magnifying a vertical section of the foam sheet in the extrusion direction with a microscope or the like. By dividing by the average bubble diameter, the ratio of the average bubble diameter in the extrusion direction to the average bubble diameter in the thickness direction is obtained.
- the heat shrinkage ratio of the laminated foamed sheet after heating at 190 ° C. for 120 seconds is 0.1 in both the extrusion direction and the width direction. It is preferable that it is ⁇ 2% or less, more preferably 0.1 to 1.5%, and particularly preferably 0.1 to 1.0%.
- a laminated foam sheet having a heat shrinkage rate exceeding the above specific range it is not possible to obtain a good molded product due to poor mold releasability and poor dimensionality during thermoforming with a mold. There is also a risk that the production efficiency will also deteriorate.
- flattening warping is likely to occur, and it may be difficult to obtain a good flat plate.
- the heat shrinkage rate in the extrusion direction of the laminated foam sheet is obtained by subtracting the post-heating dimension in the extrusion direction of the laminated foam sheet from the pre-heating dimension in the extrusion direction of the laminated foam sheet. It is a value (%) obtained by dividing by the dimension before heating in the extrusion direction and multiplying by 100.
- the heat shrinkage in the width direction perpendicular to the extrusion direction of the laminated foam sheet is obtained by subtracting the post-heat dimension in the width direction of the laminated foam sheet from the pre-heat dimension in the width direction of the laminated foam sheet. It is a value (%) obtained by dividing by 100 the dimension before heating in the width direction and multiplying by 100.
- Apparent density of the laminated foam sheet of the present invention 0.06g / m 3 ⁇ 0.6g / m 3, more preferably 0.07g / cm 3 ⁇ 0.45g / cm 3, in particular 0.10 g / cm 3 ⁇ It is preferably 0.3 g / cm 3 .
- the apparent density of the laminated foamed sheet is within the above range, it has excellent physical properties such as rigidity and compressive strength and light weight, and exhibits excellent thermoformability as a laminated foamed sheet for thermoforming. It becomes.
- the manufacturing method of the polyolefin-type resin laminated foam sheet of this invention is demonstrated.
- a polymer type antistatic agent of more than 30% by weight and 75% by weight or less is used for the antistatic layer, so that the antistatic layer forming composition has a uniform antistatic property. It is necessary to maintain the film forming property for forming the layer and to ensure that the obtained antistatic layer exhibits sufficient electrostatic dissipation. For this reason, it is important to select the polyolefin resin and antistatic layer of the foam layer constituting the laminated foam sheet of the present invention so as to satisfy the specific requirements described so far.
- composition forming the antistatic layer is an important factor in obtaining a laminated foam sheet for thermoforming. If the composition for forming the antistatic layer is not sufficiently kneaded, the surface appearance of the resulting laminated foam sheet is reduced, but there is a risk of perforations and streak cracks.
- the molded product obtained by thermoforming such a laminated foam sheet may deteriorate the antistatic property of the antistatic layer and may not exhibit static dissipative properties.
- the laminated foam sheet of the present invention is a polyolefin resin that prepares a first extruder for forming a foam layer and a second extruder for forming an antistatic layer, and forms the foam layer on the first extruder. If necessary, add other additives, melt and knead them under heating, and press the foaming agent into the melt-kneaded product from the foaming agent inlet provided in the extruder and knead Thus, a foamable resin melt containing a foaming agent is prepared.
- a thermoplastic resin for forming an antistatic layer and an antistatic agent are melt-kneaded under heating in a second extruder to prepare a melt for forming an antistatic layer.
- the base resin When laminating a resin layer as an intermediate layer in addition to the antistatic layer, the base resin is melt-kneaded under heating with an extruder for forming a resin layer with a third extruder, for forming the resin layer.
- the foamable resin melt and the antistatic layer forming melt, the foamable resin melt, the antistatic layer forming melt, and the resin layer forming melt are provided downstream of the extruder.
- the antistatic layer forming melt is the outermost layer, such as antistatic layer / foamed layer / antistatic layer or antistatic layer / resin layer / foamed layer / resin layer / antistatic layer.
- the laminated foam sheet having the antistatic layer containing the polymer type antistatic agent of the present invention at a high concentration in the outermost layer is produced by a coextrusion method using a ring die, but the polymer type antistatic agent is produced at a high concentration.
- the agent when a laminated foam sheet is obtained by coextrusion using a circular die, the resistance between the cylindrical foam and the cooling mandrel surface increases, and the appearance of the resulting laminated foam sheet decreases. Heat shrinkage, particularly shrinkage value in the extrusion direction.
- Laminated foam sheets with large thermal shrinkage for example, when a mold such as a container is obtained by a thermoforming machine, the shrinkage ratio of the laminated foam sheet is large, and after forming with a mold, it adheres to the mold and is released. Is not easily performed, and the molding cycle time is significantly increased, resulting in poor production efficiency and a poor product. Further, even in the process of making a flat plate by heating and straightening the laminated foam sheet obtained through the cylindrical cooling mandrel (flattening), the foam sheet remains strained and a good flat plate cannot be produced.
- the above problem is that the resistance of the cylindrical foam and the surface of the cooling mandrel is lowered by coating the surface of the cylindrical cooling mandrel with polytetrafluoroethylene (PTFE) or a metal and PTFE and coating the surface. Can be eliminated or reduced.
- the laminated foam sheet can also be designed by making the diameter of the cooling pipe rear side (exit side of the cylindrical foam) smaller than the diameter of the cooling pipe front side (introducing side of the cylindrical foam) and providing a taper. The generation of distortion can be eliminated and reduced.
- a laminated foamed sheet having an excellent appearance can be obtained even when a polymer type antistatic agent is used at a high concentration. Obtainable. Furthermore, it is possible to reduce unnecessarily distortion of the laminated foam sheet, which is a problem when used for thermoforming, etc., to adjust the heat shrinkability of the laminated foam sheet, and to use it as a thermoforming sheet. Even within the above-mentioned range of the appropriate shrinkage rate. Thereby, the polyolefin resin laminated foam sheet for thermoforming which is excellent in moldability as well as electrostatic dissipation can be obtained.
- melt flow rate (MFR)
- MFR Melt flow rate
- melt viscosity The melt viscosity was measured using a Capillograph 1D manufactured by Toyo Seiki Seisakusho Co., Ltd. according to the method described above. In measuring the melt viscosity of the raw material, the raw material pellet was used as it was as a measurement sample. When measuring the melt viscosity of the antistatic layer, a measurement sample was prepared by extruding only the antistatic layer in the same manner as in the production conditions of the laminated foam sheet.
- melt elongation was measured using a capillograph 1D manufactured by Toyo Seiki Seisakusho Co., Ltd. according to the above method.
- the measurement sample was prepared by extruding only the antistatic layer in the same manner as the production conditions of the laminated foam sheet.
- the ratio of the average cell diameter in the width direction (TD) to the average cell diameter in the thickness direction (VD) of the laminate foam sheet was determined as follows. First, the foam sheet cross section in the direction perpendicular to the extrusion direction is magnified 100 times with a microscope, and all bubbles present in the enlarged image (excluding those in which the bubbles are cut off in the middle) are targeted. The bubble diameter in the width direction and the bubble diameter in the thickness direction of each bubble were measured, and the measured values were arithmetically averaged to obtain the average bubble diameter in the width direction and the average bubble diameter in the thickness direction.
- This measurement is performed on five cross sections at equal intervals in the width direction of the laminated foam sheet, and the average cell diameter in the width direction and the average cell diameter in the thickness direction obtained for each cross section are respectively arithmetically averaged.
- the average cell diameter in the width direction of the laminated foam sheet and the average cell diameter in the thickness direction are obtained, and the average cell diameter in the width direction is divided by the average cell diameter in the thickness direction (average cell diameter in the width direction / thickness direction). Average bubble diameter).
- MD extrusion direction
- VD thickness direction average cell diameter of the laminated foam sheet are determined from five cross sections in the extrusion direction at equal intervals in the width direction of the laminated foam sheet, and the average of the extrusion direction is obtained. It was obtained by dividing the bubble diameter by the average bubble diameter in the thickness direction, (average bubble diameter in the extrusion direction / average bubble diameter in the thickness direction).
- the heat shrinkage rate of the laminated foam sheet was measured as follows. Three test pieces of 200 mm in the extrusion direction and 10 mm in the width direction are cut out from the laminated foam sheet at equal intervals in the width direction of the sheet, and these test pieces are placed on a metal tray covered with talc and placed in an oven at 190 ° C. Heated for 120 seconds. After heating, the dimensions of the foamed sheet after heating in the extrusion direction were measured, the heat shrinkage rate of each test piece was determined according to the following formula (2), and the arithmetic average value thereof was taken as the heat shrinkage rate in the extrusion direction.
- test piece of the extrusion direction 10mm x width direction 200mm was cut out from the lamination foam sheet at equal intervals in the width direction of the sheet
- the surface resistivity of the laminated foam sheet was measured according to JIS K6911-2006. Specifically, three test pieces (length 100 mm ⁇ width 100 mm) were cut out at equal intervals in the width direction perpendicular to the extrusion direction of the foam sheet, and the test pieces were placed in an atmosphere of 23 ° C. and humidity 50% for 24 hours. After leaving, it measured using the resistance measuring device (made by HIOKI), and made the average value of the measured value the surface resistivity.
- Examples 1 to 5, 7, 9, 10, 14, 15 and Comparative Examples 1, 3 to 5 A tandem extruder consisting of two extruders with an inner diameter of 90 mm and an inner diameter of 120 mm is used as an extruder for producing a polypropylene resin foam layer of a laminated foam sheet, and an extruder with an inner diameter of 40 mm is used as an extruder for producing an antistatic layer.
- An annular die having a diameter of 100 mm was used for laminating and coextruding a polypropylene resin foam layer and an antistatic layer using a machine.
- a foam regulator (Nippon Boehringer Ingelheim Co., Ltd.) was added to 100 parts by weight of a polypropylene-based resin (manufactured by Nippon Polypro Co., Ltd., grade: FB3312) (indicated as PP7).
- a polypropylene-based resin manufactured by Nippon Polypro Co., Ltd., grade: FB3312
- PP7 a polypropylene-based resin
- PO217K, sodium bicarbonate and sodium citrate supplied to the raw material inlet of an extruder with an inner diameter of 90 mm, heated and kneaded, and a molten resin mixture prepared at about 200 ° C.
- Carbon dioxide as a foaming agent was injected into the molten resin mixture so as to be 0.4 parts by weight with respect to 100 parts by weight of the polypropylene resin, and then the inner diameter was 120 mm connected to the downstream side of the 90 mm extruder. And an expandable molten resin mixture was obtained at a discharge rate of 98 kg / hr.
- the resin composition constituting the antistatic layer shown in Table 3 was extruded with an inner diameter of 40 mm.
- the mixture was supplied to a machine, melted and kneaded under heating, and an antistatic molten resin was obtained at a discharge rate of 14 kg / hr.
- Each obtained foamable molten resin mixture and antistatic molten resin are fed into a merging die and merged, laminated so that the antistatic molten resin becomes both outer layers, co-extruded from an annular die, and antistatic from the outside
- Two types and three layers of cylindrical laminated foams were laminated in the order of layer / polypropylene resin foam layer / antistatic layer.
- Extruding the extruded cylindrical laminated foam along the cylindrical cooling pipe (diameter: 212mm, blow-up ratio: 2.12) whose slipperiness has been improved by about 2 times by blasting the anodized surface
- the target laminated foam sheet was obtained by cutting in the direction.
- the apparent density of the foamed layer is 0.27 g / cm 3 and the thickness is 2.0 mm, the thickness of the entire laminated foam sheet is 2.1 mm, the basis weight is 640 g / m 2 , the apparent density is 0.31 g / cm 3 and the sheet width. It was 650 mm.
- Table 4 shows the physical properties of the laminated foam sheet.
- Example 6 A laminated foam sheet was obtained in the same manner as in Example 1 except that the discharge amount of the antistatic molten resin was 3.5 kg / hr so that the lamination amount of the antistatic layer was 10 g / m 2 .
- the thickness of the entire laminated foam sheet was 2.0 mm, the basis weight was 580 g / m 2 , and the apparent density was 0.29 g / cm 3 .
- Table 4 shows the physical properties of the laminated foam sheet.
- Example 8 A laminated foamed sheet was obtained in the same manner as in Example 1 except that the discharge amount of the antistatic molten resin was changed to 52.5 kg / hr so that the lamination amount of the antistatic layer was 150 g / m 2 .
- the thickness of the entire laminated foam sheet was 2.3 mm, the basis weight was 860 g / m 2 , and the apparent density was 0.38 g / cm 3 .
- Table 4 shows the physical properties of the laminated foam sheet.
- Comparative Example 2 A laminated foam sheet was obtained in the same manner as in Example 1 except that the discharge amount of the antistatic molten resin was 0.7 kg / hr so that the lamination amount of the antistatic layer was 2 g / m 2 .
- the thickness of the entire laminated foam sheet was 2.0 mm, the basis weight was 564 g / m 2 , and the apparent density was 0.28 g / cm 3 .
- Table 4 shows the physical properties of the laminated foam sheet.
- Example 13 A laminated foam sheet in the same manner as in Example 1 except that a cylindrical cooling device (diameter: 212 mm, blow-up ratio: 2.47) having an alumite surface not subjected to surface treatment was used, using an annular die having a diameter of 86 mm. Got.
- the thickness of the laminated foam sheet was 2.1 mm, the basis weight was 640 g / m 2 , and the apparent density was 0.31 g / cm 3 .
- the sliding property in the cylindrical cooling pipe was worse than that in the case of surface treatment, and the sheet was stretched in the extrusion direction, and the sheet width was 624 mm.
- Table 4 shows the physical properties of the laminated foam sheet.
- Examples 11 and 12 A tandem extruder consisting of two extruders with an inner diameter of 90 mm and an inner diameter of 120 mm is used as an extruder for producing a polypropylene resin foam layer of a laminated foam sheet, and an extruder with an inner diameter of 40 mm is used as an extruder for producing an antistatic layer.
- an extruder with an inner diameter of 50 mm is used to laminate the polypropylene resin foam layer, the intermediate layer, and the antistatic layer.
- An annular die having a diameter of 100 mm was used for coextrusion.
- a foam regulator Naippon Boehringer Ingelheim Co., Ltd.
- a polypropylene-based resin manufactured by Nippon Polypro Co., Ltd., grade: FB3312
- 0.75 parts by weight of company-made PO217K, sodium bicarbonate, sodium citrate is fed into a raw material inlet of an extruder with an inner diameter of 90 mm, heated and kneaded, and a molten resin mixture prepared at about 200 ° C.
- Carbon dioxide as a foaming agent was injected into the molten resin mixture so as to be 0.4 parts by weight with respect to 100 parts by weight of the polypropylene resin, and then the inner diameter was 120 mm connected to the downstream side of the 90 mm extruder. And an expandable molten resin mixture was obtained at a discharge rate of 98 kg / hr.
- a polypropylene-based resin (manufactured by Nippon Polypro Co., Ltd., grade: BC3RA) (indicated as PP4) is supplied to an extruder having an inner diameter of 50 mm, melt-kneaded, and the molten resin for the intermediate layer is discharged at a discharge rate of 28 kg / hr. Obtained.
- the resin composition constituting the antistatic layer shown in Table 3 was extruded with an inner diameter of 40 mm. Then, the mixture was melt-kneaded to obtain an antistatic molten resin at a discharge rate of 14 kg / hr.
- Each of the obtained foamable molten resin mixture, intermediate layer molten resin, and antistatic molten resin is fed into a merging die and merged, and laminated so that the antistatic molten resin becomes both outer layers, and is shared from the annular die.
- Extrusion was performed to form a three-layer, five-layer cylindrical laminated foam in which the antistatic layer / intermediate layer / polypropylene resin foam layer / intermediate layer / antistatic layer were laminated in this order from the outside.
- the extruded cylindrical laminated foam is cut open in the extrusion direction while being drawn along the cylindrical cooling pipe (diameter: 212 mm, blow-up ratio: 2.12) subjected to the above-mentioned surface treatment in order to improve sliding.
- a laminated foam sheet was obtained.
- the thickness of the entire laminated foam sheet was 4.0 mm, the basis weight was 800 g / m 2 , and the apparent density was 0.20 g / cm 3 .
- Table 5 shows the physical properties of the laminated foam sheet.
- Example 16 A laminated foamed sheet was obtained in the same manner as in Example 11 except that a cylindrical cooling device (diameter 212 mm, blow-up ratio 2.47) having an anodized surface not subjected to surface treatment was used using an annular die having a diameter of 86 mm. Obtained. The thickness of the entire laminated foam sheet was 4.0 mm, the basis weight was 800 g / m 2 , and the apparent density was 0.20 g / cm 3 . Table 5 shows the physical properties of the laminated foam sheet.
- Examples 17 and 18 A tandem extruder consisting of two extruders with an inner diameter of 90 mm and an inner diameter of 120 mm is used as an extruder for producing a polyethylene-based resin foam layer of a laminated foam sheet, and an extruder with an inner diameter of 40 mm is used as an extruder for producing an antistatic layer.
- An annular die having a diameter of 100 mm was used for laminating and coextruding a polyethylene resin foam layer and an antistatic layer using a machine.
- a bubble regulator (Nippon Boehringer Ingelheim) was added to 100 parts by weight of a polyethylene-based resin (manufactured by Dow Chemical Japan Co., Ltd., grade: NUC8321) (denoted as LD1).
- a polyethylene-based resin manufactured by Dow Chemical Japan Co., Ltd., grade: NUC8321
- LD1 polyethylene-based resin
- PO217K, sodium bicarbonate and sodium citrate blended by Co., Ltd. is supplied to the raw material inlet of an extruder with an inner diameter of 90 mm, heated and kneaded, and a molten resin prepared at about 200 ° C.
- the foamed molten resin mixture was obtained by feeding to an extruder of 120 mm and a discharge rate of 98 kg / hr.
- the resin composition constituting the antistatic layer shown in Table 7 was extruded with an inner diameter of 40 mm.
- the mixture was supplied to a machine, melted and kneaded under heating, and an antistatic molten resin was obtained at a discharge rate of 14 kg / hr.
- Each obtained foamable molten resin mixture and antistatic molten resin are fed into a merging die and merged, laminated so that the antistatic molten resin becomes both outer layers, co-extruded from an annular die, and antistatic from the outside
- Two types and three layers of cylindrical laminated foams were laminated in the order of layer / polyethylene resin foam layer / antistatic layer.
- Extruding the extruded cylindrical laminated foam along the cylindrical cooling pipe (diameter: 212mm, blow-up ratio: 2.12) whose slipperiness has been improved by about 2 times by blasting the anodized surface
- the target laminated foam sheet was obtained by cutting in the direction.
- the apparent density of the foam layer is 0.31 g / cm 3 and the thickness is 2.0 mm, the thickness of the entire laminated foam sheet is 2.1 mm, the basis weight is 610 g / m 2 , the apparent density is 0.29 g / cm 3 and the sheet width. It was 650 mm.
- Table 8 shows the physical properties of the laminated foam sheet.
- Example 19 Except for using a polyethylene resin (manufactured by Nippon Polyethylene Co., Ltd., grade: HJ560W (denoted as HD2) and a mixed resin having a weight ratio of 6: 4) to form a polyethylene resin foam layer.
- a laminated foam sheet was obtained in the same manner as in Example 17.
- the apparent density of the foam layer is 0.31 g / cm 3 and the thickness is 2.0 mm
- the thickness of the entire laminated foam sheet is 2.1 mm
- the basis weight is 610 g / m 2
- the apparent density is 0.29 g / cm 3 and the sheet width. It was 650 mm.
- Table 8 shows the physical properties of the laminated foam sheet.
- Example 20 A tandem extruder consisting of two extruders with an inner diameter of 90 mm and an inner diameter of 120 mm is used as an extruder for producing a polyethylene-based resin foam layer of a laminated foam sheet, and an extruder with an inner diameter of 40 mm is used as an extruder for producing an antistatic layer.
- an extruder with an inner diameter of 50 mm is used to laminate the polyethylene resin foamed layer, the intermediate layer, and the antistatic layer.
- An annular die having a diameter of 140 mm was used for coextrusion.
- an air bubble regulator (Nippon Boehringer Ingelheim Co., Ltd., PO217K, sodium bicarbonate, sodium citrate combination) is added to 100 parts by weight of a polyethylene-based resin (LD1). 75 parts by weight are blended, supplied to the raw material inlet of an extruder with an inner diameter of 90 mm, heated and kneaded to obtain a molten resin mixture prepared at about 200 ° C., and butane as a blowing agent in the molten resin mixture.
- LD1 polyethylene-based resin
- a polyethylene resin (mixed resin having a weight ratio of 3: 1 between LD1 and HD2) was supplied to an extruder having an inner diameter of 50 mm, melted and kneaded to obtain a molten resin for an intermediate layer at a discharge rate of 15 kg / hr.
- the resin composition constituting the antistatic layer shown in Table 7 was extruded with an inner diameter of 40 mm. Then, the mixture was melt-kneaded to obtain an antistatic molten resin at a discharge rate of 18 kg / hr.
- Each of the obtained foamable molten resin mixture, intermediate layer molten resin, and antistatic molten resin is fed into a merging die and merged, and laminated so that the antistatic molten resin becomes both outer layers, and is shared from the annular die.
- the extruded cylindrical laminated foam is cut open in the extrusion direction while being taken along the cylindrical cooling pipe (diameter 350 mm, blow-up ratio 2.5) subjected to the above-mentioned surface treatment to improve sliding.
- a laminated foam sheet was obtained.
- the thickness of the entire laminated foam sheet was 3.0 mm
- the basis weight was 600 g / m 2
- the apparent density was 0.20 g / cm 3 .
- Table 9 shows the physical properties of the laminated foam sheet.
- Example 21 A tandem extruder consisting of two extruders with an inner diameter of 90 mm and an inner diameter of 120 mm is used as an extruder for producing a polyethylene-based resin foam layer of a laminated foam sheet, and an extruder with an inner diameter of 40 mm is used as an extruder for producing an antistatic layer.
- an extruder with an inner diameter of 65 mm is used to laminate the polyethylene resin foam layer, the intermediate layer, and the antistatic layer.
- An annular die with a diameter of 180 mm was used for coextrusion.
- a cell regulator manufactured by Nippon Boehringer Ingelheim Co., Ltd.
- a polyethylene-based resin mixed resin of HD2 and LD1 in a weight ratio of 6: 4
- 217 parts by weight of PO217K, sodium bicarbonate, and sodium citrate which is supplied to the raw material inlet of an extruder with an inner diameter of 90 mm, heated and kneaded to obtain a molten resin mixture prepared at about 200 ° C.
- Butane as a foaming agent is injected into the molten resin mixture in an amount of 1.3 parts by weight with respect to 100 parts by weight of the polyethylene resin, and then into an extruder having an inner diameter of 120 mm connected to the downstream side of the 90 mm extruder.
- a foamable molten resin mixture was obtained at a discharge rate of 100 kg / hr.
- a polyethylene resin (mixed resin having a weight ratio of LD1 and HD2 of 3: 7) was supplied to an extruder having an inner diameter of 65 mm, melted and kneaded to obtain a molten resin for an intermediate layer at a discharge rate of 38 kg / hr.
- the resin composition constituting the antistatic layer shown in Table 7 was extruded with an inner diameter of 40 mm.
- the mixture was supplied to a machine, melted and kneaded to obtain an antistatic molten resin at a discharge rate of 11 kg / hr.
- Each of the obtained foamable molten resin mixture, intermediate layer molten resin, and antistatic molten resin is fed into a merging die and merged, and laminated so that the antistatic molten resin becomes both outer layers, and is shared from the annular die.
- the extruded cylindrical laminated foam is cut open in the extrusion direction while being drawn along the cylindrical cooling pipe (diameter 350 mm, blow-up ratio 1.9) subjected to the above-mentioned surface treatment in order to improve sliding.
- a laminated foam sheet was obtained.
- the thickness of the entire laminated foam sheet was 4.0 mm, the basis weight was 1100 g / m 2 , and the apparent density was 0.28 g / cm 3 .
- Table 9 shows the physical properties of the laminated foam sheet.
- thermoformability 1 evaluation of formability and releasability during thermoforming
- the laminated foamed sheets obtained in Examples 1 to 10, 13, 17 to 19 and Comparative Examples 3 and 5 were subjected to a single vacuum forming machine (manufactured by Asano Laboratory Co., Ltd .: FSK type) with outer dimensions of 340 mm ⁇ 240 mm, depth.
- thermoforming was performed to obtain a tray-shaped molded body.
- molded bodies having the same shape as the mold were obtained, and there was no elongation unevenness. Both mold release properties were good.
- the laminated foam sheet of Example 13 had a large resistance when the molded body was released from the mold, and the shape of the molded body collapsed when released, and the releasability was insufficient.
- Thermoformability evaluation 2 evaluation of warpage of plate-like foam
- the laminated foam sheets obtained in Example 11, Example 12, Example 16, Example 20, and Example 21 were placed in a heating furnace at 250 ° C. (however, in Examples 20 and 21, they were placed in a heating furnace at 200 ° C. )
- the warpage of the obtained plate-like foam was measured, and the thermoformability of the laminated foam sheet was evaluated according to the following criteria. It can be seen that the less the warp, the better the laminated foam sheet is in thermoformability.
- the measurement of the curvature of the foam was performed as follows.
- a square sample having a size of 500 mm ⁇ 500 mm was cut out from the vicinity of the center of the plate-like foam.
- the cut sample was placed on a horizontal table, and the distance from the lower surface of the sample to the upper surface of the table on which the sample was placed was measured at four points at the center of each side of the square.
- the sample was turned over and the same measurement was performed.
- the largest numerical value L (mm) was adopted among the measurement results of a total of 8 points, and the warpage (%) of the plate-like foam was calculated by the following equation (3).
- Warpage (%) L (mm) / (Length of one side of square (500 mm)) ⁇ 100 (3)
- the warpage was 1% or less, but in the laminated foam sheet of Example 16, the warp exceeded 1%. .
- the polyolefin-based resin laminated foam sheet of the present invention exhibits excellent electrostatic dissipation such that it is hardly charged or not charged at all, has a beautiful surface, and excellent thermoformability. Compared to what is called dust and dust adhesion prevention performance, it shows a high level of antistatic function, and is useful as a thermoforming sheet for electronic parts, especially packages such as precision electronic parts. is there.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
Description
上記特許文献1に記載のポリオレフィン系樹脂積層発泡シートは、通い箱や一般的な電子部品搬送トレーなどに要求される十分な帯電防止性能を有するものである。しかしながら、電子部品包装材用途などには、さらに高いレベルの帯電防止性能を要求されるものもあり、安定的に高いレベルの帯電防止性能を発現させるという点で改良の余地を残すものであった。
特許文献2:特開2006-35832号公報
特許文献3:特開2008-270431号公報
(1)ポリオレフィン系樹脂発泡層の少なくとも片面に、帯電防止層が表面層となるように、環状ダイを使用する共押出法により積層された積層発泡シートであって、該帯電防止層は、熱可塑性樹脂25重量%以上70重量%未満と、高分子型帯電防止剤30重量%を超え75重量%以下とからなり(ただし、両者の合計が100重量%)、該帯電防止層の190℃、剪断速度100s-1における溶融粘度が250Pa・s以上、該帯電防止層の積層量が発泡層の片面当たり坪量5g/m2以上であり、帯電防止層面に10kVの印加を30秒間行なったときの初期帯電圧が50V以下であることを特徴とするポリオレフィン系樹脂積層発泡シート。
S(%)=(Vx-W/ρ)×100/(Va-W/ρ)…(1)
但し、上記式において、Vxは上記した方法で測定される真の体積(cm3)で、測定に使用した積層発泡シートを構成する樹脂の容積と、測定に使用した積層発泡シート内の独立気泡部分の気泡全容積との和に相当する。その他、上記式中の、Va、W、ρは以下の通りである。
Va:測定に使用した積層発泡シートの外形寸法から計算される積層発泡シートの見かけの体積(cm3)
W :測定に使用した積層発泡シートの全重量(g)
ρ :積層発泡シートを構成する樹脂の密度(g/cm3)
尚、該積層発泡シートから縦と横がそれぞれ2.5cm、高さが4cmになるように複数枚カットし、見かけ体積が25cm3に最も近づくように複数枚組み合わせて試験片として使用する。尚、積層発泡シートを構成する樹脂の密度ρは、ヒートプレスにより該積層発泡シートから気泡を脱泡し、得られたサンプルから密度を求めることができる。
先ず、本発明の積層発泡シートは、帯電防止層には30重量%を超え75重量%以下の高分子型帯電防止剤が使用されるので、該帯電防止層形成用組成物が均質な帯電防止層を形成する製膜性を維持し、得られた帯電防止層が充分な静電気散逸性を示すようにすることが必要である。このために、本発明の積層発泡シートを構成する発泡層のポリオレフィン系樹脂、帯電防止層を、これまで述べてきた特定する要件を満たすように選択することが重要である。また、熱成形用の積層発泡シートを得る上では、帯電防止層を形成する組成物の充分な混練も重要な要素になる。帯電防止層を形成する組成物の混練が充分に行われない場合には、静電気散逸性は示すものの得られる積層発泡シートの表面の外観が低下し、穴あきやスジ割れが発生する虞があり、そのような積層発泡シートを熱成形して得られる成形体は、帯電防止層の帯電防止性が悪化してしまし、静電気散逸性を示すものにはならない虞がある。
メルトフローレイトの測定は、ポリエチレン系樹脂については、JIS K7210-1999のA法に準拠して、試験温度190℃、荷重21.18Nで測定を行った。また、ポリプリピレン系樹脂およびその他の樹脂については、JIS K7210-1999のA法に準拠して、試験温度230℃、荷重21.18Nで測定を行った。
溶融粘度は、前記方法に従い、株式会社東洋精機製作所製のキャピログラフ1Dを使用して測定した。原料の溶融粘度の測定には、原料ペレットをそのまま測定試料として使用した。帯電防止層の溶融粘度を測定する際には、帯電防止層のみを積層発泡シートの製造条件と同様にして押出して測定用試料を作成した。
溶融伸びは、前記方法に従い、株式会社東洋精機製作所製のキャピログラフ1Dを使用して測定した。測定試料は、帯電防止層のみを積層発泡シートの製造条件と同様にして押出することによって作成した。
積層発泡シートの積層発泡シートの厚み方向(VD)の平均気泡径に対する幅方向(TD)の平均気泡径の比は以下のようにして求めた。まず、押出方向に対して垂直方向の発泡シート断面をマイクロスコープで100倍に拡大し、拡大した画像中に存在する気泡全て(ただし、気泡が途中で切れているものは除く。)を対象として、それぞれの気泡の幅方向の気泡径、厚み方向の気泡径を測定し、測定値を算術平均し、幅方向の平均気泡径、厚み方向の平均気泡径を求めた。この測定を積層発泡シートの幅方向に等間隔に5箇所の断面に対して行い、それぞれの断面に対して求められた幅方向の平均気泡径、厚み方向の平均気泡径をそれぞれ算術平均することにより、積層発泡シートの幅方向の平均気泡径、厚み方向の平均気泡径を求め、幅方向の平均気泡径を厚み方向の平均気泡径で除すること、(幅方向の平均気泡径/厚み方向の平均気泡径)により得た。同様にして、積層発泡シートの幅方向に等間隔に5箇所の押出方向断面から、積層発泡シートの押出方向(MD)平均気泡径および厚み方向(VD)平均気泡径を求め、押出方向の平均気泡径を厚み方向の平均気泡径で除すること、(押出方向の平均気泡径/厚み方向の平均気泡径)により得た。
積層発泡シートの加熱収縮率を以下のようにして測定した。積層発泡シートから押出方向200mm×幅方向10mmシートの試験片をシートの幅方向に等間隔で3片切り出し、これらの試験片を、タルクを敷き詰めた金属トレー上に置き、190℃のオーブン中で120秒間加熱した。加熱終了後、押出方向の加熱後の発泡シートの寸法を測定し、下記式(2)にしたがって各試験片の加熱収縮率を求め、それらの算術平均値を押出方向の加熱収縮率とした。また、幅方向についても積層発泡シートから押出方向10mm×幅方向200mmの試験片をシートの幅方向に等間隔で3片切り出し、同様にして幅方向の加熱収縮率を求めた。
加熱収縮率(%)={加熱前の試験片の長さ(200mm)-加熱後の試験片の長さ}/加熱前の試験片の長さ(200mm)×100・・・(2)
積層発泡シートの初期帯電圧の測定は、株式会社シシド静電気製のSTATIC HONESTMETER を使用し、JIS L1094-1980に準拠して行った。具体的には、試験片(40mm×40mm)を発泡シートの押出方向に対して垂直な幅方向に等間隔で5片切り出し、試験片を測定機器の取付枠に取付け、ターンテーブルを回転させながら(+)10kVの印加を30秒間行った後、印加を止め、その印加停止時における残存帯電圧の平均値を初期帯電圧とした。
積層発泡シートの表面抵抗率の測定は、JIS K6911-2006に準拠して行った。具体的には、試験片(縦100mm×横100mm)を発泡シートの押出方向に対して垂直な幅方向に等間隔で3片切り出し、試験片を23℃、湿度50%の雰囲気下に24時間放置した後、抵抗測定器(HIOKI製)を用いて測定を行い、測定値の平均値を表面抵抗率とした。
積層発泡シートの外観を下記の基準にしたがって評価した。
◎:帯電防止層が均一に積層されている。
○:帯電防止層がほぼ均一に積層されている。
△:帯電防止層に熱成形時に問題となるスジ模様又は穴あきが見られる。
積層発泡シートのポリプロピレン系樹脂発泡層製造用の押出機として、内径90mmと内径120mmの2台の押出機からなるタンデム押出機を使用し、帯電防止層製造用の押出機として、内径40mmの押出機を使用し、ポリプロピレン系樹脂発泡層と帯電防止層を積層し共押出するため、直径100mmの環状ダイを用いた。
帯電防止層の積層量が坪量10g/m2となるように、帯電防止溶融樹脂の吐出量を3.5kg/hrとした以外は実施例1と同様にして積層発泡シートを得た。積層発泡シート全体の厚みは2.0mm、坪量は580g/m2、見かけ密度は0.29g/cm3であった。積層発泡シートの物性を表4に示す。
帯電防止層の積層量が坪量150g/m2となるように、帯電防止溶融樹脂の吐出量を52.5kg/hrとした以外は実施例1と同様にして積層発泡シートを得た。積層発泡シート全体の厚みは2.3mm、坪量は860g/m2、見かけ密度は0.38g/cm3であった。積層発泡シートの物性を表4に示す。
帯電防止層の積層量が坪量2g/m2となるように、帯電防止溶融樹脂の吐出量を0.7kg/hrとした以外は実施例1と同様にして積層発泡シートを得た。積層発泡シート全体の厚みは2.0mm、坪量は564g/m2、見かけ密度は0.28g/cm3であった。積層発泡シートの物性を表4に示す。
直径86mmの環状ダイを用い、また表面処理が施されていないアルマイト表面を有する円筒状冷却装置(直径212mm、ブローアップ比2.47)を用いた以外は実施例1と同様にして積層発泡シートを得た。積層発泡シートの厚みは2.1mm、坪量は640g/m2、見かけ密度は0.31g/cm3であった。円筒状冷却管での滑り性が表面処理した場合に比べ悪く、押出方向に伸ばされており、シート幅は624mmであった。積層発泡シートの物性を表4に示す。
積層発泡シートのポリプロピレン系樹脂発泡層製造用の押出機として、内径90mmと内径120mmの2台の押出機からなるタンデム押出機を使用し、帯電防止層製造用の押出機として、内径40mmの押出機を使用し、さらに帯電防止層と発泡層との間に中間層として樹脂層を設けるために、内径50mmの押出機を使用し、ポリプロピレン系樹脂発泡層と中間層と帯電防止層とを積層し共押出するため、直径100mmの環状ダイを用いた。
直径86mmの環状ダイを用い、表面処理が施されていないアルマイト表面を有する円筒状冷却装置(直径212mm、ブローアップ比2.47)を用いた以外は実施例11と同様にして積層発泡シートを得た。積層発泡シート全体の厚みは4.0mm、坪量は800g/m2、見かけ密度0.20g/cm3であった。積層発泡シートの物性を表5に示す。
積層発泡シートのポリエチレン系樹脂発泡層製造用の押出機として、内径90mmと内径120mmの2台の押出機からなるタンデム押出機を使用し、帯電防止層製造用の押出機として、内径40mmの押出機を使用し、ポリエチレン系樹脂発泡層と帯電防止層を積層し共押出するため、直径100mmの環状ダイを用いた。
ポリエチレン系樹脂発泡層を形成するために、ポリエチレン系樹脂(日本ポリエチレン株式会社製、グレード:HJ560W(HD2と標記する。)とLD1との重量比6:4の混合樹脂)を用いた以外は実施例17と同様にして積層発泡シートを得た。発泡層の見かけ密度は0.31g/cm3、厚み2.0mmであり、積層発泡シート全体の厚みは2.1mm、坪量は610g/m2、見かけ密度0.29g/cm3、シート幅650mmであった。積層発泡シートの物性を表8に示す。
積層発泡シートのポリエチレン系樹脂発泡層製造用の押出機として、内径90mmと内径120mmの2台の押出機からなるタンデム押出機を使用し、帯電防止層製造用の押出機として、内径40mmの押出機を使用し、さらに帯電防止層と発泡層との間に中間層として樹脂層を設けるために、内径50mmの押出機を使用し、ポリエチレン系樹脂発泡層と中間層と帯電防止層とを積層し共押出するため、直径140mmの環状ダイを用いた。
積層発泡シートのポリエチレン系樹脂発泡層製造用の押出機として、内径90mmと内径120mmの2台の押出機からなるタンデム押出機を使用し、帯電防止層製造用の押出機として、内径40mmの押出機を使用し、さらに帯電防止層と発泡層との間に中間層として樹脂層を設けるために、内径65mmの押出機を使用し、ポリエチレン系樹脂発泡層と中間層と帯電防止層とを積層し共押出するため、直径180mmの環状ダイを用いた。
実施例1~10、13、17~19および比較例3、5で得られた積層発泡シートを、単発真空成形機(株式会社浅野研究所製:FSK型)により、外寸340mm×240mm、深さ43mmの部品トレー金型を用いて、熱成形を行なってトレー形状の成形体を得た。実施例1~10、17~19、比較例3、5の積層発泡シートは、金型どおりの形状の成形体が得られ、かつ伸びムラがなく、成形体の賦形性、成形体の金型からの離型性ともに良好であった。実施例13の積層発泡シートは、成形体を金型から離型する際の抵抗が大きく離型時に成形体の形状が崩れ、離型性が不十分であった。
実施例11、実施例12、実施例16、実施例20、および実施例21で得られた積層発泡シートを250℃の加熱炉内(但し、実施例20、21においては200℃の加熱炉内)でシート両面から加熱して平板化し板状の積層発泡体を得た。得られた板状の発泡体の反りを測定し、下記の基準にしたがって積層発泡シートの熱成形性を評価した。反りが少ないほど積層発泡シートが熱成形性に優れていることがわかる。なお、発泡体の反りの測定は以下のようにして行った。板状の発泡体の中央部付近から500mm×500mmのサイズの正方形のサンプルを切り出した。切出したサンプルを水平な台上に置いて、このときの正方形の各四辺の中央部4点において、サンプルの下面からサンプルを置いた台の上面までの距離を測定した。次にサンプルを裏返して同様の測定を行った。合計8点の測定結果のうち最も大きな数値L(mm)を採用し、次式(3)により板状発泡体の反り(%)を算出した。
反り(%)=L(mm)/(正方形の一辺の長さ(500mm))×100・・・(3)
実施例11、実施例12、実施例20、および実施例21の積層発泡シートは反りが1%以下であったが、実施例16の積層発泡シートでは反りが1%を超える反りが見られた。


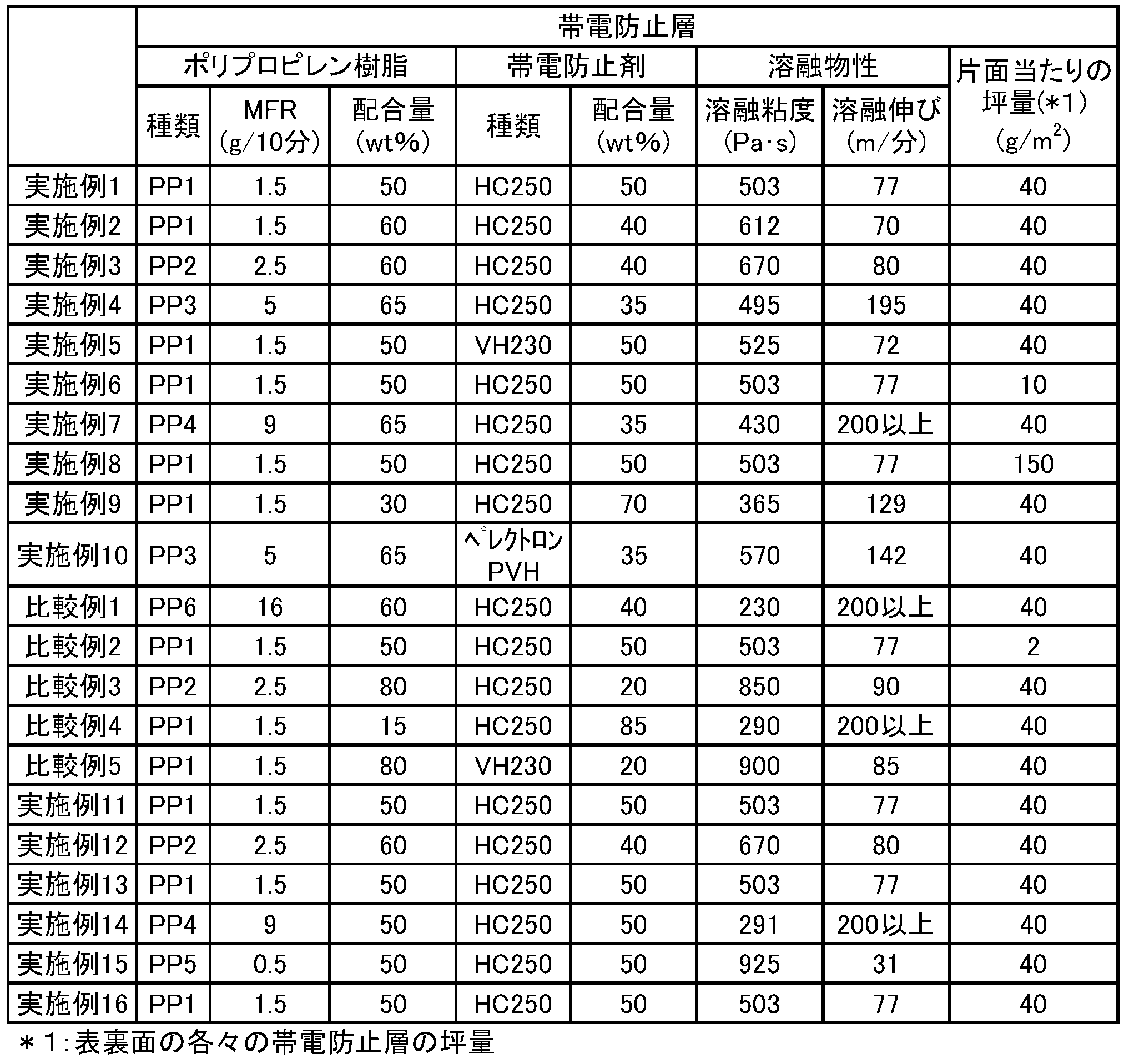
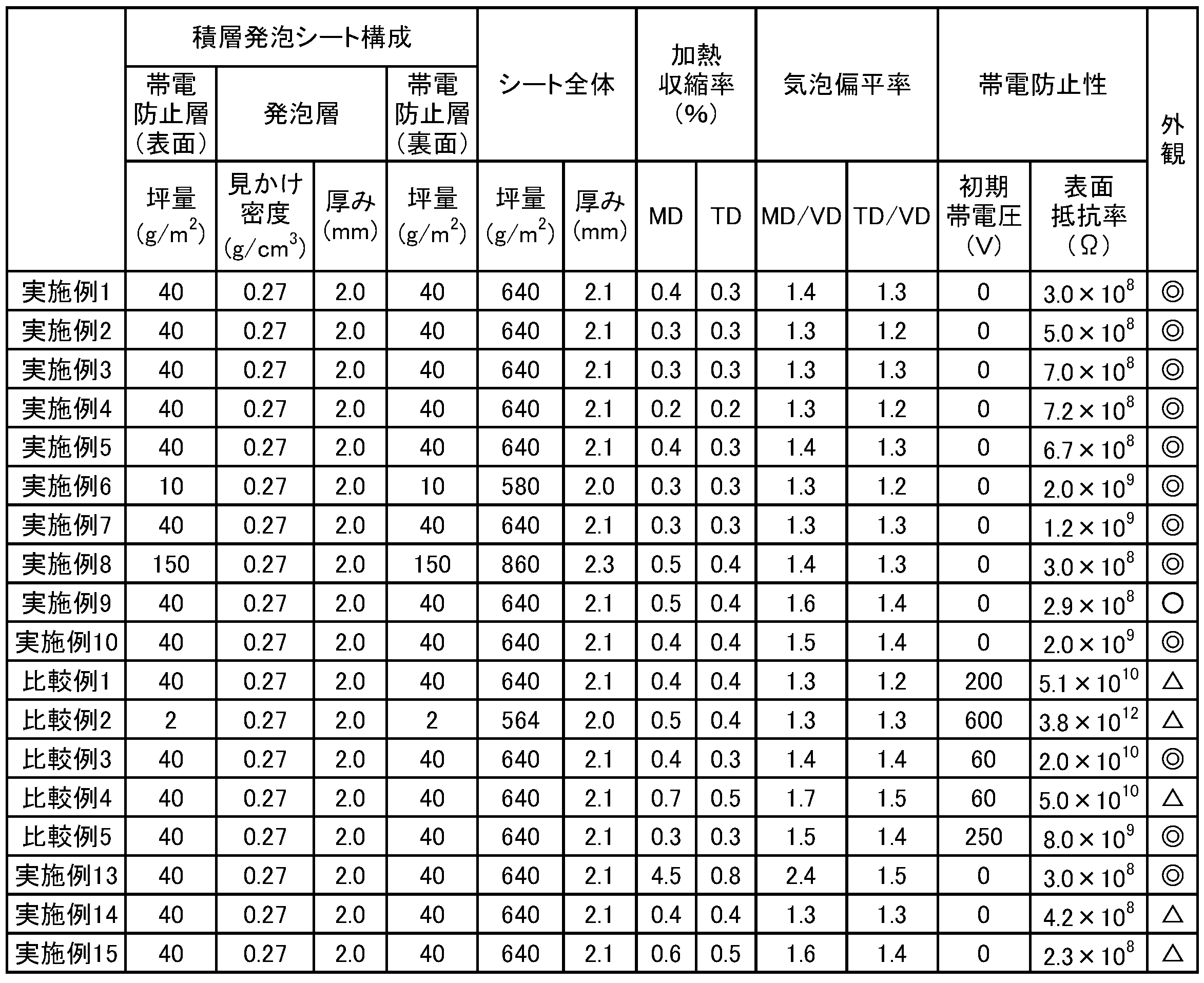
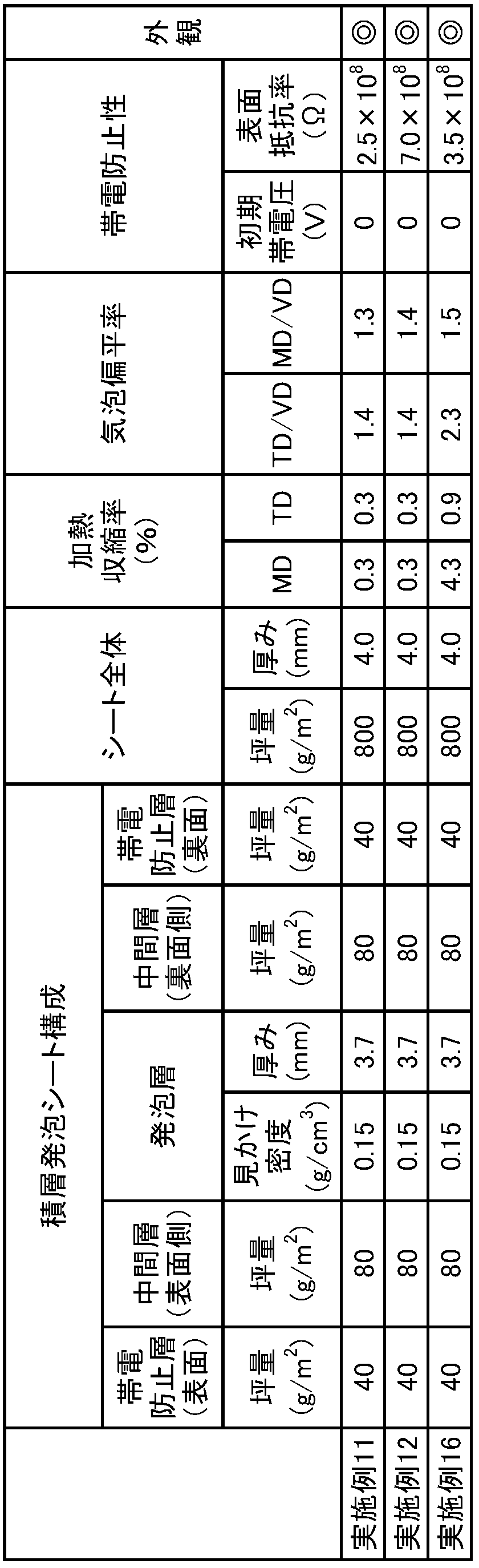
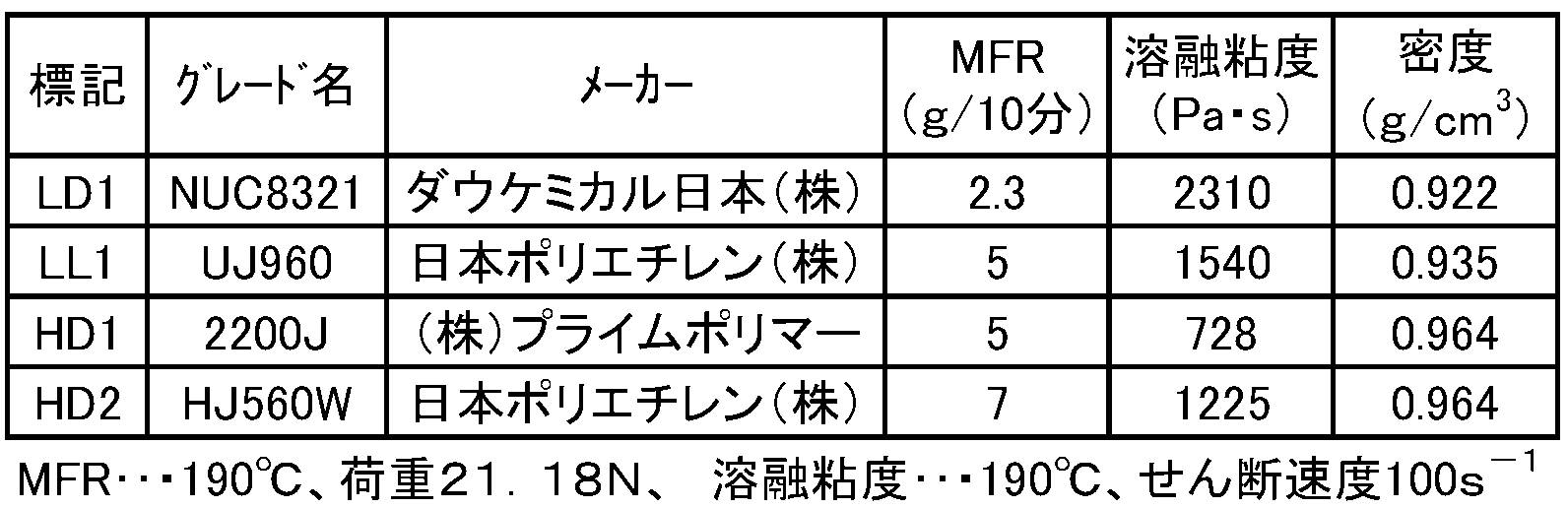

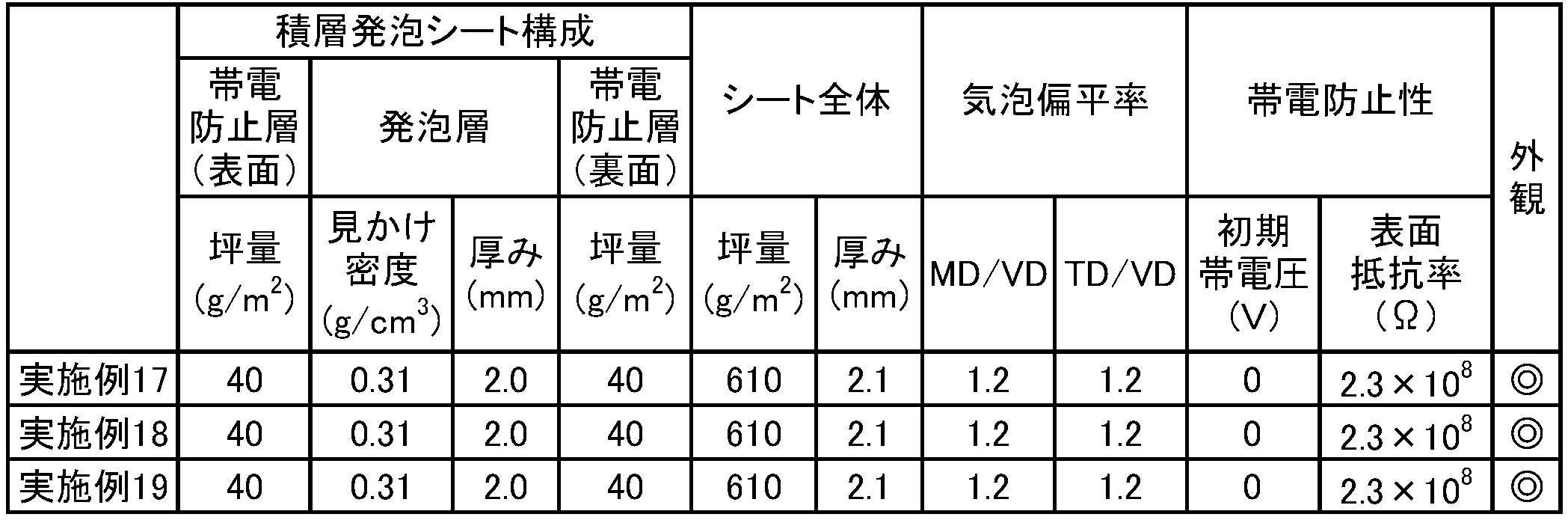
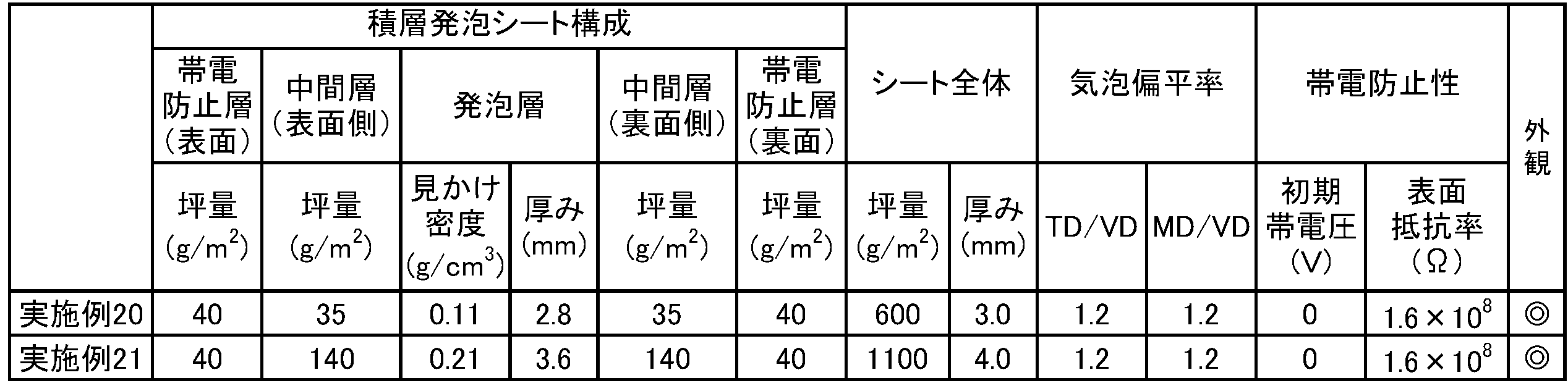
Claims (6)
- ポリオレフィン系樹脂発泡層の少なくとも片面に、帯電防止層が表面層となるように、環状ダイを使用する共押出法により積層された積層発泡シートであって、該帯電防止層は、熱可塑性樹脂25重量%以上70重量%未満と、高分子型帯電防止剤30重量%を超え75重量%以下とからなり(ただし、両者の合計が100重量%)、該帯電防止層の190℃、剪断速度100s-1における溶融粘度が250Pa・s以上、該帯電防止層の積層量が発泡層の片面当たり坪量5g/m2以上であり、帯電防止層面に10kVの印加を30秒間行なったときの初期帯電圧が50V以下であることを特徴とするポリオレフィン系樹脂積層発泡シート。
- 帯電防止層の190℃、剪断速度100s-1における溶融粘度が350Pa・s以上、かつ175℃における溶融伸びが60m/分以上であることを特徴とする請求項1に記載のポリオレフィン系樹脂積層発泡シート。
- 積層発泡シートの厚み方向の平均気泡径に対する幅方向の平均気泡径の比、および厚み方向の平均気泡径に対する押出方向の平均気泡径の比が共に1.0~2.0であることを特徴とする請求項2に記載のポリオレフィン系樹脂積層発泡シート。
- ポリオレフィン系樹脂発泡層が、見かけ密度0.06g/cm3~0.6g/cm3のポリプロピレン系樹脂発泡層であることを特徴とする請求項1に記載のポリオレフィン系樹脂積層発泡シート。
- 積層発泡シートの190℃における押出方向および幅方向の加熱収縮率が共に2%以下であることを特徴とする請求項4に記載のポリオレフィン系樹脂積層発泡シート。
- 上記請求項3に記載のポリオレフィン系樹脂積層発泡シートを熱成形してなるポリオレフィン系樹脂発泡成形体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012555751A JP5425318B2 (ja) | 2011-02-03 | 2012-01-31 | ポリオレフィン系樹脂積層発泡シート |
| CN201280007390.4A CN103338912B (zh) | 2011-02-03 | 2012-01-31 | 一种聚烯烃类树脂层压发泡片材 |
| KR1020137022582A KR101390065B1 (ko) | 2011-02-03 | 2012-01-31 | 폴리올레핀계 수지 적층 발포 시트 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011021506 | 2011-02-03 | ||
| JP2011-021506 | 2011-02-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012105237A1 true WO2012105237A1 (ja) | 2012-08-09 |
Family
ID=46602460
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/000622 Ceased WO2012105237A1 (ja) | 2011-02-03 | 2012-01-31 | ポリオレフィン系樹脂積層発泡シート |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP5425318B2 (ja) |
| KR (1) | KR101390065B1 (ja) |
| CN (1) | CN103338912B (ja) |
| TW (1) | TWI439370B (ja) |
| WO (1) | WO2012105237A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014030513A1 (ja) * | 2012-08-23 | 2014-02-27 | 株式会社ジェイエスピー | ポリエチレン系樹脂押出発泡シート及びガラス板用間紙 |
| JP2014073662A (ja) * | 2012-10-05 | 2014-04-24 | Jsp Corp | ポリオレフィン系樹脂多層発泡シート |
| JP2016088052A (ja) * | 2014-11-11 | 2016-05-23 | 株式会社ジェイエスピー | 表皮材被覆発泡粒子成形体 |
| EP3075779A1 (en) * | 2015-03-31 | 2016-10-05 | Jsp Corporation | Polyethylene-based resin foam sheet |
| CN106332465B (zh) * | 2016-08-15 | 2018-08-14 | 重庆安洁电子有限公司 | 电路板保护膜的加工方法 |
| EP3275618A4 (en) * | 2015-03-26 | 2018-09-05 | Jsp Corporation | Production method for polyethylene-based resin laminated foam sheets, polyethylene-based resin laminated foam sheet, and interleaving paper for glass plates using same |
| US10124564B2 (en) * | 2014-03-05 | 2018-11-13 | Jsp Corporation | Multi-layer foam sheet and interleaf sheet for glass plates |
| JP2019042988A (ja) * | 2017-08-31 | 2019-03-22 | 株式会社ジェイエスピー | 間紙 |
| CN111619185A (zh) * | 2019-02-27 | 2020-09-04 | 株式会社Jsp | 层合泡沫片 |
| JP2020163756A (ja) * | 2019-03-29 | 2020-10-08 | 積水化学工業株式会社 | 複合発泡シート及び成形体 |
| JP7002614B1 (ja) | 2020-08-25 | 2022-02-14 | 株式会社ジェイエスピー | ポリエチレン系樹脂多層発泡シート |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108623830A (zh) * | 2018-04-26 | 2018-10-09 | 杨传平 | 一种废旧聚乙烯塑料的回收改性工艺 |
| CN112549572A (zh) * | 2020-11-23 | 2021-03-26 | 台春节能新材料(苏州)有限公司 | 一种新型xps挤塑保温板及其制备工艺 |
| TWI823064B (zh) * | 2021-03-08 | 2023-11-21 | 臺灣塑膠工業股份有限公司 | 聚烯烴組成物及聚烯烴塑膠 |
| CN114274635B (zh) * | 2021-12-29 | 2024-03-29 | 台山市大源新材料科技有限公司 | 一种树脂发泡片材及其生产工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004181933A (ja) * | 2002-10-08 | 2004-07-02 | Jsp Corp | 発泡シートの製造方法及び発泡シート |
| JP2008239635A (ja) * | 2007-02-26 | 2008-10-09 | Sumitomo Chemical Co Ltd | 帯電防止性樹脂組成物および熱可塑性樹脂製多層シート |
| JP2008274031A (ja) * | 2007-04-26 | 2008-11-13 | Sumitomo Chemical Co Ltd | 帯電防止性樹脂組成物および熱可塑性樹脂製多層シート |
| JP2011006567A (ja) * | 2009-06-25 | 2011-01-13 | Jsp Corp | ポリオレフィン系樹脂発泡シート |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3616617B2 (ja) * | 2001-08-24 | 2005-02-02 | 株式会社ジェイエスピー | ポリオレフィン系樹脂積層発泡体 |
| ATE322982T1 (de) * | 2003-06-27 | 2006-04-15 | Jsp Corp | Verfahren zur herstellung eines eine polyolefinschaumschicht enthaltenden mehrschichtfilms |
| JP4540101B2 (ja) * | 2004-07-30 | 2010-09-08 | 積水化成品工業株式会社 | 帯電防止性ポリプロピレン系樹脂積層発泡シート |
-
2012
- 2012-01-31 JP JP2012555751A patent/JP5425318B2/ja active Active
- 2012-01-31 CN CN201280007390.4A patent/CN103338912B/zh active Active
- 2012-01-31 WO PCT/JP2012/000622 patent/WO2012105237A1/ja not_active Ceased
- 2012-01-31 KR KR1020137022582A patent/KR101390065B1/ko active Active
- 2012-02-02 TW TW101103367A patent/TWI439370B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004181933A (ja) * | 2002-10-08 | 2004-07-02 | Jsp Corp | 発泡シートの製造方法及び発泡シート |
| JP2008239635A (ja) * | 2007-02-26 | 2008-10-09 | Sumitomo Chemical Co Ltd | 帯電防止性樹脂組成物および熱可塑性樹脂製多層シート |
| JP2008274031A (ja) * | 2007-04-26 | 2008-11-13 | Sumitomo Chemical Co Ltd | 帯電防止性樹脂組成物および熱可塑性樹脂製多層シート |
| JP2011006567A (ja) * | 2009-06-25 | 2011-01-13 | Jsp Corp | ポリオレフィン系樹脂発泡シート |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5605929B2 (ja) * | 2012-08-23 | 2014-10-15 | 株式会社ジェイエスピー | ポリエチレン系樹脂押出発泡シート及びガラス板用間紙 |
| CN104520366A (zh) * | 2012-08-23 | 2015-04-15 | 株式会社Jsp | 挤出的聚乙烯基树脂泡沫片材和用于玻璃板的夹层衬片 |
| KR101521410B1 (ko) * | 2012-08-23 | 2015-05-18 | 가부시키가이샤 제이에스피 | 폴리에틸렌계 수지 압출 발포 시트 및 유리 판용 간지 |
| CN104520366B (zh) * | 2012-08-23 | 2016-04-20 | 株式会社Jsp | 挤出的聚乙烯基树脂泡沫片材和用于玻璃板的夹层衬片 |
| US9631060B2 (en) | 2012-08-23 | 2017-04-25 | Jsp Corporation | Extruded polyethylene-based resin foam sheet and interleaf sheet for glass plates |
| WO2014030513A1 (ja) * | 2012-08-23 | 2014-02-27 | 株式会社ジェイエスピー | ポリエチレン系樹脂押出発泡シート及びガラス板用間紙 |
| JP2014073662A (ja) * | 2012-10-05 | 2014-04-24 | Jsp Corp | ポリオレフィン系樹脂多層発泡シート |
| CN109016758A (zh) * | 2014-03-05 | 2018-12-18 | 株式会社Jsp | 多层泡沫片材和用于玻璃板的夹层衬片 |
| CN109016758B (zh) * | 2014-03-05 | 2020-11-20 | 株式会社Jsp | 多层泡沫片材和用于玻璃板的夹层衬片 |
| US10569512B2 (en) | 2014-03-05 | 2020-02-25 | Jsp Corporation | Multilayer foam sheet and interleaf sheet for glass plates |
| US10124564B2 (en) * | 2014-03-05 | 2018-11-13 | Jsp Corporation | Multi-layer foam sheet and interleaf sheet for glass plates |
| JP2016088052A (ja) * | 2014-11-11 | 2016-05-23 | 株式会社ジェイエスピー | 表皮材被覆発泡粒子成形体 |
| EP3275618A4 (en) * | 2015-03-26 | 2018-09-05 | Jsp Corporation | Production method for polyethylene-based resin laminated foam sheets, polyethylene-based resin laminated foam sheet, and interleaving paper for glass plates using same |
| EP3075779A1 (en) * | 2015-03-31 | 2016-10-05 | Jsp Corporation | Polyethylene-based resin foam sheet |
| CN106332465B (zh) * | 2016-08-15 | 2018-08-14 | 重庆安洁电子有限公司 | 电路板保护膜的加工方法 |
| JP2019042988A (ja) * | 2017-08-31 | 2019-03-22 | 株式会社ジェイエスピー | 間紙 |
| CN111619185A (zh) * | 2019-02-27 | 2020-09-04 | 株式会社Jsp | 层合泡沫片 |
| JP2020163756A (ja) * | 2019-03-29 | 2020-10-08 | 積水化学工業株式会社 | 複合発泡シート及び成形体 |
| JP7002614B1 (ja) | 2020-08-25 | 2022-02-14 | 株式会社ジェイエスピー | ポリエチレン系樹脂多層発泡シート |
| WO2022044772A1 (ja) | 2020-08-25 | 2022-03-03 | 株式会社ジェイエスピー | ポリエチレン系樹脂多層発泡シート、ガラス板用間紙及びポリエチレン系樹脂多層発泡シートの製造方法 |
| JP2022037690A (ja) * | 2020-08-25 | 2022-03-09 | 株式会社ジェイエスピー | ポリエチレン系樹脂多層発泡シート |
| KR20230056024A (ko) | 2020-08-25 | 2023-04-26 | 가부시키가이샤 제이에스피 | 폴리에틸렌계 수지 다층 발포 시트, 유리판용 간지 및 폴리에틸렌계 수지 다층 발포 시트의 제조 방법 |
| US12275179B2 (en) | 2020-08-25 | 2025-04-15 | Jsp Corporation | Polyethylene resin multilayer foam sheet, interleaving paper for glass plates, and method for manufacturing polyethylene resin multilayer foam sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103338912B (zh) | 2015-03-25 |
| TW201236868A (en) | 2012-09-16 |
| JP5425318B2 (ja) | 2014-02-26 |
| CN103338912A (zh) | 2013-10-02 |
| KR101390065B1 (ko) | 2014-05-27 |
| JPWO2012105237A1 (ja) | 2014-07-03 |
| TWI439370B (zh) | 2014-06-01 |
| KR20140007869A (ko) | 2014-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5425318B2 (ja) | ポリオレフィン系樹脂積層発泡シート | |
| TWI589445B (zh) | 聚乙烯系樹脂發泡片 | |
| KR101564116B1 (ko) | 폴리올레핀 수지 발포 시트 | |
| JP6832260B2 (ja) | 間紙 | |
| CN100513468C (zh) | 聚烯烃树脂发泡体及其制造方法 | |
| JP5075046B2 (ja) | 発泡シート | |
| CN100355560C (zh) | 制备具有聚烯烃泡沫层的复合片材的方法 | |
| JP3616617B2 (ja) | ポリオレフィン系樹脂積層発泡体 | |
| KR20080090294A (ko) | 유리 기판용 간지 | |
| JP2017144597A (ja) | 長鎖分岐ポリプロピレン樹脂組成物を含む非発泡層を有する多層発泡シート | |
| JP6673157B2 (ja) | ポリプロピレン樹脂製多層発泡シート並びに発泡容器及びその製造方法 | |
| US6986941B2 (en) | Multiple layers laminated polyolefin foam | |
| JP2007154172A (ja) | ポリプロピレン系樹脂発泡シート、積層発泡シートおよびポリプロピレン系樹脂発泡シートの製造方法ならびにそれらの成形体 | |
| JP4189275B2 (ja) | 発泡シートの製造方法 | |
| JP4148463B2 (ja) | ポリエチレン系樹脂積層発泡体の製造方法及びポリエチレン系樹脂積層発泡体 | |
| CN101909889B (zh) | 热成形薄板层压用薄膜 | |
| JP4493000B2 (ja) | ポリオレフィン系樹脂発泡シート | |
| TWI844598B (zh) | 層合發泡片 | |
| EP1318008B1 (en) | Multiple layers laminated polyolefin foam | |
| CN115989144A (zh) | 聚乙烯树脂多层发泡片材、玻璃板用夹层纸及制造聚乙烯树脂多层发泡片材的方法 | |
| JP4878154B2 (ja) | 共押出積層発泡体及びその成形体 | |
| JP2011000737A (ja) | 積層シート及び成形体 | |
| JP7728279B2 (ja) | ポリアミドキャップ層を有する共押出し架橋ポリオレフィン発泡体 | |
| JP2006248187A (ja) | ポリプロピレン系樹脂積層発泡シート、その製造方法及びその成形体 | |
| JP2002086646A (ja) | ポリプロピレン系樹脂積層発泡シート及び成形容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12742390 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2012555751 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20137022582 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12742390 Country of ref document: EP Kind code of ref document: A1 |