WO2012114865A1 - 粉末成形体の製造方法及び粉末成形体 - Google Patents
粉末成形体の製造方法及び粉末成形体 Download PDFInfo
- Publication number
- WO2012114865A1 WO2012114865A1 PCT/JP2012/052733 JP2012052733W WO2012114865A1 WO 2012114865 A1 WO2012114865 A1 WO 2012114865A1 JP 2012052733 W JP2012052733 W JP 2012052733W WO 2012114865 A1 WO2012114865 A1 WO 2012114865A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- slurry
- powder compact
- powder
- raw material
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63448—Polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63456—Polyurethanes; Polyisocyanates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B5/00—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in or on conveyors irrespective of the manner of shaping
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/624—Sol-gel processing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/6263—Wet mixtures characterised by their solids loadings, i.e. the percentage of solids
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/6264—Mixing media, e.g. organic solvents
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/6269—Curing of mixtures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/6303—Inorganic additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/636—Polysaccharides or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/636—Polysaccharides or derivatives thereof
- C04B35/6365—Cellulose or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/638—Removal thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/327—Iron group oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3279—Nickel oxides, nickalates, or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/349—Clays, e.g. bentonites, smectites such as montmorillonite, vermiculites or kaolines, e.g. illite, talc or sepiolite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6022—Injection moulding
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6023—Gel casting
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6025—Tape casting, e.g. with a doctor blade
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/606—Drying
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/61—Mechanical properties, e.g. fracture toughness, hardness, Young's modulus or strength
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2201/00—Properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2312/00—Crosslinking
Definitions
- the present invention relates to a method for producing a powder molded body using a slurry containing a powdery molding raw material, and a powder molded body molded using the slurry.
- a primary molded body final powder molding just before firing
- a known method such as injection molding or sheet molding using a slurry containing raw material powder, an organic binder and a dispersion medium.
- drying shrinkage is mainly caused by a decrease in the distance between the organic binder molecules as the dispersion medium volatilizes.
- drying shrinkage rate the degree of shrinkage
- the present applicant has already proposed a method for producing a powder molded body (green body) using a so-called “gel casting method” (for example, Japanese Patent Laid-Open Nos. 11-48222 and 11). -302302, JP 2001-335371 A, International Publication No. 2009/104703, JP 2010-241129, and the like.
- the production method disclosed in International Publication No. 2009/104703 is as follows: (1) Raw material powder, isocyanate, polyol, urethane reaction catalyst, dispersion medium, dispersion aid. And a slurry containing the agent. (2) The slurry is formed by an arbitrary method. (3) The obtained slurry compact is dried and solidified.
- this gel casting method molding of a complex shape product is easily performed by casting using a slurry in a state before gelation with high fluidity. A green body with sufficient strength to withstand handling can be obtained. Further, as the gelation proceeds, cross-linking occurs between adjacent urethane resin molecules so as to connect the urethane groups (—O—CO—NH—) generated in the same molecule. . By this crosslinking, a strong network is formed between the molecules of the urethane resin. As a result, even if the volatilization of the dispersion medium proceeds, the distance between the molecules of the urethane resin is less likely to be reduced, and thus the drying shrinkage rate is reduced.
- compositional segregation may occur during the curing time due to a difference in specific gravity between components in the slurry (specifically, a component having a large specific gravity settles).
- specific gravity specifically, a component having a large specific gravity settles.
- the above-mentioned compositional segregation occurs significantly.
- an object of the present invention is to suppress as much as possible the occurrence of compositional segregation due to the difference in specific gravity between components in a slurry in a so-called gel casting method, thereby forming a powder molded body (green body) with good characteristics. Is to manufacture.
- the powder molded body of the present invention includes a powdery molding raw material (for example, ceramic powder, metal powder, transition metal compound powder serving as a ceramic raw material, or a mixed powder thereof), and a dispersion medium for dispersing this, A dispersion aid for uniformly dispersing the forming raw material in the dispersion medium, a binder precursor for generating an organic binder (synthetic resin binder) by a chemical reaction, and a reaction progress for advancing the chemical reaction And a slurry containing the agent.
- the dispersion medium is non-reactive (does not directly participate in the chemical reaction in the binder precursor), and can also function as a solvent for the dispersion aid, binder precursor, and reaction accelerator. Is.
- the chemical reaction may include a polymerization reaction, a crosslinking reaction, and the like. Therefore, a catalyst or a polymerization initiator can be used as the reaction promoter.
- the binder precursor When the chemical reaction includes a urethane reaction, the binder precursor generates a urethane resin as the organic binder by a urethane reaction (urethane precursor: for example, polyol and isocyanate), and the reaction accelerator is a urethane reaction. It is a catalyst.
- the isocyanate is a compound having an isocyanate group (—N ⁇ C ⁇ O).
- the polyol (polyhydric alcohol) is a compound having a plurality of alcoholic hydroxyl groups (—OH) (including those having other functional groups such as amino groups).
- the urethane reaction is a polyaddition reaction between an alcoholic hydroxyl group and an isocyanate group.
- the method for producing the powder molded body of the present invention comprises: A slurry preparation step of preparing the slurry containing the forming raw material, the dispersion medium, the dispersion aid, the binder precursor, and the reaction accelerator; A molding step of obtaining a primary powder molded body by molding the prepared slurry into a predetermined shape; and In the primary powder molded body, the chemical reaction is advanced to solidify the slurry, and the dispersion medium is volatilized and removed from the primary powder molded body. The solidification includes gelation and curing. )When, Is included.
- the molding raw material may include a first molding raw material and a second molding raw material different from the first molding raw material.
- the powder molded body of the present invention is molded using a slurry containing the molding raw material, the dispersion medium, the dispersion aid, the binder precursor, and the reaction accelerator.
- the feature of the present invention is that a pseudoplasticity imparting agent for imparting pseudoplasticity to the slurry is added to the slurry.
- a pseudoplasticity imparting agent for imparting pseudoplasticity to the slurry is added to the slurry.
- “pseudoplasticity” is a property in which the viscosity increases when a low shear rate is applied to the slurry, and the viscosity decreases rapidly as the shear rate increases (Japanese Patent Laid-Open No. 10-130076). reference).
- the slurry subjected to the molding step may contain the organic binder that has already been generated by the chemical reaction from the binder precursor. That is, prior to the drying and solidifying step, the organic binder may be partially generated from the binder precursor. Further, the drying and solidifying step may be divided into two steps: a solidifying step in which the chemical reaction is advanced to solidify the slurry, and a drying step in which the dispersion medium is mainly removed by volatilization. In this case, a mold release step for removing the solidified primary powder compact from a mold (such as a mold) may be included between the solidification step and the drying step. The dispersion medium remaining in the primary powder molded body (solidified by the solidification step) taken out by the mold release step is volatilized and removed in a subsequent drying step.
- the drying and solidifying step may be a step of heating the primary powder compact. Part of the heating process may be performed during the molding process. That is, the primary powder compact may be heated in a mold used in the molding step or in a molding machine.
- the organic binder is generated from the binder precursor by the action of the reaction accelerator in the primary powder molded body formed using the slurry by the drying and solidifying step, and the slurry is gelled.
- the dispersion medium is volatilized and removed.
- a urethane resin as the organic binder may be generated by a urethane reaction between a polyol and an isocyanate.
- the composite slurry slurry containing the organic component and / or a plurality of types of molding raw materials used in the gel casting method
- a high shear rate is obtained during molding. Due to the influence, the slurry has a low viscosity suitable for molding, while at the time of standing after molding, the shear rate is low, so the viscosity becomes high. Therefore, according to the present invention, composition segregation due to a difference in specific gravity between components in the slurry can be satisfactorily suppressed while maintaining good moldability.
- the slurry viscosity at the time of molding is preferably 1000 cP or less.
- the viscosity at the time of molding is preferably 5000 cP or more (more preferably 20000 cP or more).
- the slurry is When the shear rate is 1 sec -1 or less (when standing), the viscosity is 5000 cP or more, It is preferable that the viscosity is adjusted to 1000 cP or less at a shear rate of 20 sec ⁇ 1 or more (during molding). In this case, specifically, when the amount of the forming raw material is 100 parts by weight, the pseudoplasticity imparting agent is added by 1 part by weight or more and less than 3 parts by weight.
- the slurry is With a shear rate of 1 sec -1 or less and a viscosity of 20000 cP or more, More preferably, the shear rate is 20 sec ⁇ 1 or more and the viscosity is 1000 cP or less.
- the pseudoplasticity-imparting agent is added in an amount of 2 parts by weight or more and less than 3 parts by weight.
- FIG. 2A It is the schematic which shows an example of the manufacturing method of this embodiment. It is sectional drawing which shows schematic structure of the slurry shown by FIG. It is a figure which shows the outline of the chemical reaction in which the urethane resin as an organic binder is produced
- FIG. 1 is a schematic view showing an example of the manufacturing method of the present embodiment.
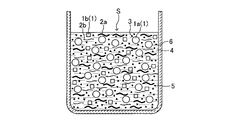
- 2A is a cross-sectional view showing a schematic configuration of the slurry S shown in FIG. 1 and 2A, in the present embodiment, a powder molded body (ceramic green body) PC is manufactured according to the following procedure.
- Step 1 Slurry preparation step
- Powdered ceramic raw material 1 may contain two or more ceramic raw materials 1a, 1b... As shown in FIG. 2A), binder precursor isocyanate 2a and polyol 2b, and catalyst 3 And a slurry S containing at least the dispersion medium 4.
- the ceramic raw material 1 is dispersed in the dispersion medium 4.
- the isocyanate 2a, the polyol 2b, and the catalyst 3 are dissolved in the dispersion medium 4.
- the dispersion aid 5 is added.
- the slurry S has a low viscosity suitable for molding at the time of molding (when the shear rate is high), while having a high viscosity at the time of standing after molding (when the shear rate is low).
- pseudoplasticity imparting agent 6 (which may also be referred to as “rheology control agent”) is added.
- the pseudoplasticity imparting agent 6 has a shear rate of 1000 cP or less at a shear rate of 20 sec ⁇ 1 or more, and a viscosity of the slurry S of 5000 cP or more at a shear rate of 1 sec ⁇ 1 or less (more (The specific examples of the kind and amount of the pseudoplasticity imparting agent 6 will be described later).
- the slurry S prepared in step 1 is molded into an arbitrary shape by a known molding method, thereby obtaining a primary powder molded body PC1 (see (ii) in FIG. 1). At this time, the slurry S exhibits good fluidity suitable for molding of a complicated shape due to the shear rate applied at the time of molding. Therefore, the primary powder compact PC1 is molded well.
- the mold was released from the mold and heated in a dryer for a predetermined time (see (iv) in FIG. 1). Thereby, the dispersion medium 4 is volatilized and removed.
- the ceramic raw material 1 (1a, 1b), the urethane resin 2, the catalyst 3, the dispersion aid 5, and the pseudoplasticity imparting agent 6 are contained by heating and drying and solidifying the primary powder molded body PC1.
- a powder compact PC is obtained.
- the organic components (the urethane resin 2, the catalyst 3, the dispersion aid 5, the pseudoplasticity imparting agent 6 and the like) in the powder molded body PC are removed by decomposition and scattering during the subsequent sintering.
- an oxide-based ceramic may be used, or a non-oxide-based ceramic may be used.
- a metal compound powder ZrO 2 , Al 2 O 3 , NiO, ZnO, MgO, CaO, SnO 2 , SiO 2 , Y 2 O 3 , Fe 2 O 3 , Co
- 3 O 4 BaTiO 3, SrTiO 3, PZT, SiC, TiC, Si 3 N 4, TiN, AlN, etc.
- the particle diameter of the ceramic raw material 1 (1a, 1b) is not particularly limited as long as the slurry S can be prepared (that is, can be stably dispersed in the dispersion medium 4).
- Isocyanate 2a is not particularly limited as long as it is a substance having an isocyanate group as a functional group (polyisocyanate having a plurality of isocyanate groups as exemplified in the figure can be used particularly preferably). Specifically, for example, tolylene diisocyanate (TDI), diphenylmethane diisocyanate (MDI), or modified products thereof can be used. Those having a reactive functional group other than an isocyanate group in the molecule can also be used.
- TDI tolylene diisocyanate
- MDI diphenylmethane diisocyanate
- Those having a reactive functional group other than an isocyanate group in the molecule can also be used.
- the polyol 2b is not particularly limited as long as it is a substance having a plurality of alcoholic hydroxyl groups as functional groups.
- ethylene glycol (EG), polyethylene glycol (PEG), propylene glycol (PG), polypropylene glycol (PPG), polytetramethylene ether glycol (PTMG), polyhexamethylene glycol (PHMG), polyvinyl butyral (PVB), etc. Can be used.
- the catalyst 3 is not particularly limited as long as it is a substance that promotes the urethane reaction.
- triethylenediamine, hexanediamine, 6-dimethylamino-1-hexanol, etc. can be used.
- the dispersion medium 4 is not particularly limited as long as it dissolves the isocyanate 2a, the polyol 2b, the catalyst 3, and the dispersion aid 5 and has a molecular weight of 150 or more (more preferably 160 or more).
- esters dimethyl glutarate, triacetin, ethylene glycol monobutyl ether acetate, diethylene glycol monobutyl ether acetate, propylene glycol monomethyl ether acetate, etc.
- those having two or more ester bonds such as polybasic acid esters (such as dimethyl glutarate) and polyhydric alcohol acid esters (such as triacetin) are suitable.
- dispersion aid 5 examples include polycarboxylic acid copolymers, polycarboxylates, sorbitan fatty acid esters, polyglycerin fatty acid esters, phosphate ester copolymers, sulfonate copolymers, and tertiary grades.
- a polyurethane polyester copolymer having an amine or the like can be used.
- polycarboxylic acid copolymers, polycarboxylic acid salts, and the like are suitable.
- the pseudoplasticity imparting agent 6 is well-known and many of them are already commercially available. For example, various materials such as modified polyacrylic, modified urea, and polyamide are used depending on the type of the dispersion medium 4 and the like. It can be used selectively. As specific examples, as pseudoplasticity imparting agent 6, “SN thickener 630”, “SN thickener 634”, “SN thickener 636”, “SN thickener 641”, and “SN thickener 4050” manufactured by San Nopco Co., Ltd., manufactured by Big Chemie “BYK-410”, “BYK-425”, “BYK-430”, and the like can be used as the pseudoplasticity imparting agent 6.
- FIG. 1 shows a process of injecting the slurry S into a cavity provided between the upper mold D1 and the lower mold D2 in the mold D as a representative example.
- the primary powder molded body PC1 obtained by this process includes at least a ceramic raw material 1 (1a, 1b), an isocyanate 2a, a polyol 2b, a catalyst 3, a dispersion medium 4, a dispersion aid 5, and a pseudoplasticity imparting agent 6.
- the urethane resin 2 generated by the reaction of the isocyanate 2a and a part of the polyol 2b is included. That is, during the step 1 and / or the step 2, the urethane reaction may be partially progressed.
- the step 3 (drying and solidifying step) mainly includes a gelling step (see (iii) in the drawing) in which a chemical reaction is allowed to proceed to gel (solidify) the slurry. It is possible to bisect the drying process (see (iv) in the figure) in which mainly the dispersion medium is volatilized and removed.
- the gelation step is performed before taking out the primary powder compact PC1 from the mold D.
- the mold release process which takes out from the metal mold
- NiO and Y 2 mixed powder of O 3 (molar ratio of NiO and Y 2 O 3 is 2: 1) and 100 parts by weight, the polycarboxylic acid copolymer 3 parts by weight of a dispersion aid, as a dispersion medium 28 parts by weight of a mixture of triacetin and organic dibasic acid ester (mixing ratio 1: 9) was mixed with a ball mill for 14 hours. Next, a predetermined amount (described later) of BYK-430 manufactured by BYK Chemie as a pseudoplasticity imparting agent was added to the primary mixed solution and mixed to obtain a secondary mixed solution.
- a ceramic slurry having pseudoplasticity was prepared by adding 5 parts by weight of a urethane precursor and 0.2 parts by weight of a catalyst to the secondary mixed solution, and further mixing and vacuum degassing.
- isocyanate and a polyol were used as a urethane precursor (binder precursor).
- isocyanate 4,4′-diphenylmethane diisocyanate was used.
- Ethylene glycol (EG) was used as the polyol.
- a primary powder compact having a square shape of 100 ⁇ 100 mm and a thickness of 2 mm was produced by the casting method described above. After molding, the primary powder compact is left at room temperature for 2 hours, released from the mold, and then sufficiently dried and solidified at 80 ° C. for 12 hours by heating in a dryer. Got.
- Table 1 shows the experimental results on the relationship between the addition amount of the pseudoplasticity imparting agent (weight ratio with respect to 100 parts by weight of the ceramic mixed powder:%), the composition segregation amount, and the viscosity at the shear rate of 1 sec -1 and 20 sec -1. Is shown. That is, in the table, when the “pseudoplasticity imparting agent addition amount [wt%]” is “0.5”, it means that the pseudoplasticity imparting agent addition amount is 0.5 parts by weight. “Composition segregation amount [% by weight]” is obtained by firing the ceramic green molded body described above, polishing the front and back surfaces of the fired body, and determining the elemental composition of the front and back surfaces of the fired body after polishing. It was calculated from the difference between the front and back.
- composition segregation amount was suppressed as the amount of the pseudoplastic imparting agent increased.
- the addition amount was 1.0 or more, composition segregation was suppressed very well. That is, when the addition amount is “1.0”, the compositional segregation amount is almost halved when the addition amount is “0.5” or less, and when the addition amount is “2.0”. An extremely good result was obtained that the composition segregation amount was about 10%.
- the viscosity at a shear rate of 20 sec ⁇ 1 is 800 cP (viscosity measurement was performed using a viscometer product name DV-III + manufactured by BROOKFIELD), and the shear rate was 1 sec.
- the viscosity at -1 was 5000 cP. Also, when the addition amount is "2.0", and the viscosity at a shear rate of 20sec -1 was 1000 cP, the viscosity at a shear rate of 1 sec -1 was 20200CP.
- the urethane precursor is not limited to the specific examples described above.
- other functional groups (carboxyl group, amino group, etc.) that can react with an isocyanate group may be introduced into the polyol.
- a substance having the above-described carboxyl group, amino group, or the like (which may contain one alcoholic hydroxyl group) may be used.
- a blocking agent may be added to the slurry, or a blocking action may be imparted to the urethane precursor (for example, isocyanate).
- the present invention is not limited to the case where two or more kinds of ceramic raw materials 1a, 1b... Are included as shown in FIG. That is, even when only one type of ceramic raw material 1 is included, according to the present invention, segregation due to the specific gravity difference between the ceramic raw material 1 and the organic component can be suppressed as much as possible.
- the organic binder is not limited to urethane resin.
- other well-known reactions for example, radical polymerization
- Step 3 drying and solidifying step
- step 2 and step 3 may be performed separately (that is, so as not to overlap each other).
- Step 3 may be a step of performing solidification and drying at a time by heating.
- step 3 may be performed at room temperature without heating. That is, the chemical reaction for generating the organic binder may be advanced (promoted) by a reaction accelerator (reaction accelerator) and application of energy other than heating.
- reaction accelerator reaction accelerator
- FIG. 3 is a schematic view showing a modification of the manufacturing method of the embodiment shown in FIG. As shown in (iii) in FIG. 3, in the present modification, by heating the primary powder molded body PC ⁇ b> 1 in the mold D, gelation can be advanced more rapidly.
- FIG. 4 is a schematic view showing another modification of the manufacturing method of the embodiment shown in FIG.
- step 2 forming step is a step of forming the slurry S into a thin film by the doctor blade method.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Mechanical Engineering (AREA)
- Dispersion Chemistry (AREA)
- Polyurethanes Or Polyureas (AREA)
- Compositions Of Oxide Ceramics (AREA)
Abstract
本発明の粉末成形体は、粉末状の成形原料と、これを分散させるための分散媒と、成形原料を分散媒中に均一に分散させるための分散助剤と、化学反応によって有機バインダを生成させるためのバインダ前駆体と、上述の化学反応を進行させるための反応進行剤と、スラリーに擬塑性を付与するための擬塑性付与剤と、を含むスラリーを用いて成形されたものである。本発明の製造方法は、スラリー調製工程と、調製されたスラリーを所定形状に成形して一次粉末成形体を得る成形工程と、一次粉末成形体にて上述の化学反応を進行させてスラリーを固化させるとともに一次粉末成形体から分散媒を揮発除去する乾燥固化工程と、を含む。
Description
本発明は、粉末状の成形原料を含有するスラリーを用いて粉末成形体を製造する方法、及びかかるスラリーを用いて成形された粉末成形体に関する。
この種の製造方法として、様々なものが知られている。このうち、従来広く用いられてきたものは、原料粉末と有機バインダと分散媒とを含むスラリーを用いて射出成形やシート成形等の周知の方法により一次成形体(焼成直前の最終的な粉末成形体である後述の「グリーン体」よりも、少なくとも一段階前の成形体)を得て、この一次成形体を乾燥固化させることで焼成前の粉末成形体(以下、「グリーン体」と称することがある。)を得る、というものである(例えば、特開平8-238613号公報等参照。)。かかるグリーン体がその後焼成されることで、所望の成形体が製造される。
このような従来周知の製造方法においては、複雑な形状の成形が困難であったり、乾燥固化の際にグリーン体に比較的大きな収縮が生じたりするという問題があった。なお、この収縮を、以下、「乾燥収縮」と称する。かかる乾燥収縮は、主として、分散媒の揮発に伴って有機バインダ分子間の距離が縮まることに起因するものである。比較的大きな乾燥収縮が生じるとき、その収縮の度合い(以下、「乾燥収縮率」と称する。)にも当然大きな「ばらつき」が生じる。グリーン体における乾燥収縮率やその「ばらつき」が大きいと、その後焼成により得られた最終成形体の寸法精度が低下してしまう。
これらの課題を解決すべく、本出願人は、いわゆる「ゲルキャスト法」を用いた粉末成形体(グリーン体)の製造方法を既に提案した(例えば、特開平11-48222号公報、特開平11-302302号公報、特開2001-335371号公報、国際公開第2009/104703号、特開2010-241129号公報、等参照。)。ここで、国際公開第2009/104703号に開示された製造方法は、以下の通りのものである:(1)原料粉末と、イソシアネートと、ポリオールと、ウレタン反応触媒と、分散媒と、分散助剤と、を含む、スラリーを作製する。(2)このスラリーを任意の方法により成形する。(3)得られたスラリー成形体を乾燥固化させる。
かかる製造方法においては、スラリー成形体の乾燥固化の際に、未反応のイソシアネート及びポリオールによる化学反応(ウレタン反応)により有機バインダとしてのウレタン樹脂が生成することで、スラリーがゲル化(固化)する。
このゲルキャスト法によれば、流動性が高いゲル化前の状態のスラリーを用いて注型することで複雑形状品の成形が容易に行われつつ、注型後のゲル化によって離型後のハンドリングに耐える充分な強度のグリーン体が得られる。さらに、このゲル化の進行に伴って、隣接するウレタン樹脂の分子間において、同分子中にそれぞれ生成されているウレタン基(-O-CO-NH-)同士を連結するように架橋が発生する。この架橋により、ウレタン樹脂の分子間で強固なネットワークが形成される。この結果、分散媒の揮発が進行しても、ウレタン樹脂の分子間の距離が縮まり難くなり、以て乾燥収縮率が小さくなる。
しかしながら、上述のゲルキャスト法においては、離型やその後のハンドリングに耐える程度に達するまでゲル化が進行するための時間(硬化時間)が必要である。このため、従来のゲルキャスト法においても、硬化時間の間に、スラリー内の成分同士の比重差による(具体的には比重の大きな成分が沈降することによる)組成偏析が生じることがあり得る。かかる組成偏析が生じると、成形体の特性の劣化やばらつきの要因となる。特に、原料粉末が複数種類である場合(例えば異なるセラミック粉末や同じセラミック粉末でも粒径が異なる粉末が原料粉末として用いられる場合)に、上述の組成偏析が顕著に生じる。
本発明は、かかる課題を解決するためになされたものである。すなわち、本発明の目的は、いわゆるゲルキャスト法における、スラリー内の成分同士の比重差に起因する組成偏析の発生を可及的に抑制することで、良好な特性の粉末成形体(グリーン体)を製造することにある。
本発明の粉末成形体は、粉末状の成形原料(例えば、セラミック粉末、金属粉末、セラミックの原料となる遷移金属化合物粉末、又はこれらの混合粉末)と、これを分散させるための分散媒と、前記成形原料を前記分散媒中に均一に分散させるための分散助剤と、化学反応によって有機バインダ(合成樹脂バインダ)を生成させるためのバインダ前駆体と、前記化学反応を進行させるための反応進行剤と、を含むスラリーを用いて成形されたものである。ここで、前記分散媒は、非反応性(前記バインダ前駆体における前記化学反応に直接関与しない)ものであって、前記分散助剤やバインダ前駆体や前記反応進行剤の溶媒としても機能し得るものである。
なお、前記化学反応には、重合反応、架橋反応、等が含まれ得る。よって、前記反応進行剤としては、触媒あるいは重合開始剤が用いられ得る。前記化学反応がウレタン反応を含む場合、前記バインダ前駆体はウレタン反応により前記有機バインダとしてのウレタン樹脂を生成するもの(ウレタン前駆体:例えばポリオール及びイソシアネート)であって、前記反応進行剤はウレタン反応触媒である。ここで、イソシアネートとは、イソシアネート基(-N=C=O)を有する化合物である。また、ポリオール(多価アルコール)とは、アルコール性ヒドロキシル基(-OH)を複数有する化合物(アミノ基等の他の官能基を有しているものも含む)である。ウレタン反応とは、アルコール性ヒドロキシル基とイソシアネート基との重付加反応である。
本発明の粉末成形体の製造方法は、
前記成形原料と、前記分散媒と、前記分散助剤と、前記バインダ前駆体と、前記反応進行剤と、を含む前記スラリーを調製する、スラリー調製工程と、
調製された前記スラリーを所定形状に成形することで一次粉末成形体を得る、成形工程と、
前記一次粉末成形体にて、前記化学反応を進行させて前記スラリーを固化させるとともに前記一次粉末成形体から前記分散媒を揮発除去する、乾燥固化工程(固化にはゲル化と硬化とが含まれる)と、
を含むものである。なお、前記成形原料は、第一の成形原料と、この第一の成形原料とは異なる第二の成形原料と、を含むものであってもよい。
前記成形原料と、前記分散媒と、前記分散助剤と、前記バインダ前駆体と、前記反応進行剤と、を含む前記スラリーを調製する、スラリー調製工程と、
調製された前記スラリーを所定形状に成形することで一次粉末成形体を得る、成形工程と、
前記一次粉末成形体にて、前記化学反応を進行させて前記スラリーを固化させるとともに前記一次粉末成形体から前記分散媒を揮発除去する、乾燥固化工程(固化にはゲル化と硬化とが含まれる)と、
を含むものである。なお、前記成形原料は、第一の成形原料と、この第一の成形原料とは異なる第二の成形原料と、を含むものであってもよい。
本発明の粉末成形体は、前記成形原料と、前記分散媒と、前記分散助剤と、前記バインダ前駆体と、前記反応進行剤と、を含むスラリーを用いて成形されたものである。
本発明の特徴は、前記スラリーに、当該スラリーに擬塑性を付与するための擬塑性付与剤が添加されていることにある。ここで、「擬塑性」とは、スラリーに低いせん断速度が付与されている場合には粘度は高くなり、せん断速度が高くなると粘度が急激に低くなる性質である(特開平10-130076号公報参照)。
前記成形工程に供される前記スラリー中には、前記バインダ前駆体から前記化学反応によって既に生じた前記有機バインダが含まれていてもよい。すなわち、前記乾燥固化工程に先立って、部分的に前記バインダ前駆体から前記有機バインダが生じていてもよい。また、前記乾燥固化工程は、主として前記化学反応を進行させて前記スラリーを固化させる固化工程と、主として前記分散媒を揮発除去する乾燥工程と、に二分されていてもよい。この場合、前記固化工程と前記乾燥工程との間に、固化した前記一次粉末成形体を型(金型等)から取り出す離型工程が含まれていてもよい。かかる離型工程によって取り出された前記一次粉末成形体(前記固化工程によって固化している)中に残留した、前記分散媒は、続く乾燥工程にて揮発除去される。
また、前記乾燥固化工程は、前記一次粉末成形体を加熱する工程であってもよい。かかる加熱工程の一部は、前記成形工程中に行われてもよい。すなわち、前記成形工程にて用いられる型の中あるいは成形機において、前記一次粉末成形体が加熱されてもよい。
本発明においては、前記乾燥固化工程により、前記スラリーを用いて成形された前記一次粉末成形体にて、前記反応進行剤の作用で前記バインダ前駆体から前記有機バインダが生成されて前記スラリーがゲル化(固化)するとともに、前記分散媒が揮発除去される。なお、この乾燥固化工程にて、ポリオールとイソシアネートとのウレタン反応によって前記有機バインダとしてのウレタン樹脂が生成されてもよい。
本発明においては、ゲルキャスト法に用いられる複合スラリー(有機成分、及び/又は、複数種の前記成形原料が含まれているスラリー)に擬塑性を付与することで、成形時は高いせん断速度の影響でスラリーが成形に適した低粘度となる一方、成形後の静置時はせん断速度が低いために高粘度となる。よって、本発明によれば、良好な成形性を保持しつつ、スラリー内の成分同士の比重差による組成偏析を良好に抑制することができる。
ここで、良好な成形性を保持するという観点からは、成形時のスラリー粘度が1000cP以下であることが好適である。但し、成形時のスラリー粘度が低すぎると、スラリーのハンドリングが困難になる(スラリーの分散安定性が損なわれたり、注型時に型からスラリーが漏出したりする、等)等の問題が生じることがある。一方、組成偏析を良好に抑制するという観点からは、静置時の粘度が5000cP以上であることが好適である(より好ましくは20000cP以上)。
したがって、前記スラリーは、
せん断速度が1sec-1以下(静置時)にて粘度が5000cP以上で、
せん断速度が20sec-1以上(成形時)にて粘度が1000cP以下
に調製されていることが好適である。この場合、具体的には、前記成形原料の添加量を100重量部とした場合に、前記擬塑性付与剤が1重量部以上3重量部未満添加される。
せん断速度が1sec-1以下(静置時)にて粘度が5000cP以上で、
せん断速度が20sec-1以上(成形時)にて粘度が1000cP以下
に調製されていることが好適である。この場合、具体的には、前記成形原料の添加量を100重量部とした場合に、前記擬塑性付与剤が1重量部以上3重量部未満添加される。
また、前記スラリーは、
せん断速度が1sec-1以下にて粘度が20000cP以上で、
せん断速度が20sec-1以上にて粘度が1000cP以下
に調製されていることがさらに好適である。この場合、具体的には、前記成形原料の添加量を100重量部とした場合に、前記擬塑性付与剤が2重量部以上3重量部未満添加される。
せん断速度が1sec-1以下にて粘度が20000cP以上で、
せん断速度が20sec-1以上にて粘度が1000cP以下
に調製されていることがさらに好適である。この場合、具体的には、前記成形原料の添加量を100重量部とした場合に、前記擬塑性付与剤が2重量部以上3重量部未満添加される。
以上のように、本発明によれば、いわゆるゲルキャスト法における、スラリー内の成分同士の比重差に起因する組成偏析の発生を可及的に抑制することで、良好な特性の粉末成形体(グリーン体)を製造することが可能になる。
以下、本発明の好適な実施形態を、実施例及び比較例を用いつつ説明する。なお、以下の実施形態に関する記載は、法令で要求されている明細書の記載要件(記述要件・実施可能要件)を満たすために、本発明の具体化の単なる一例を、可能な範囲で具体的に記述しているものにすぎない。
よって、後述するように、本発明が、以下に説明する実施形態や実施例の具体的構成に何ら限定されるものではないことは、全く当然である。本実施形態や実施例に対して施され得る各種の変更の例示(変形例:modification)は、当該実施形態の説明中に挿入されると、一貫した実施形態の説明の理解が妨げられるので、主として末尾にまとめて記載されている。
<製造方法の概要>
図1は、本実施形態の製造方法の一例を示す概略図である。図2Aは、図1に示されているスラリーSの概略構成を示す断面図である。図1及び図2Aを参照すると、本実施形態においては、以下の手順に従って、粉末成形体(セラミックグリーン体)PCが製造される。
図1は、本実施形態の製造方法の一例を示す概略図である。図2Aは、図1に示されているスラリーSの概略構成を示す断面図である。図1及び図2Aを参照すると、本実施形態においては、以下の手順に従って、粉末成形体(セラミックグリーン体)PCが製造される。
(工程1:スラリー調製工程)
粉末状のセラミック原料1(図2Aに示されているように2種以上のセラミック原料1a,1b…が含まれることがあり得る)と、バインダ前駆体であるイソシアネート2a及びポリオール2bと、触媒3と、分散媒4と、を少なくとも含むスラリーSを調製する。セラミック原料1は、分散媒4中に分散される。イソシアネート2a及びポリオール2b、並びに触媒3は、分散媒4に溶解される。このとき、セラミック原料1(1a,1b)を分散媒4中に安定的かつ均一に分散させるために、分散助剤5が添加される。
粉末状のセラミック原料1(図2Aに示されているように2種以上のセラミック原料1a,1b…が含まれることがあり得る)と、バインダ前駆体であるイソシアネート2a及びポリオール2bと、触媒3と、分散媒4と、を少なくとも含むスラリーSを調製する。セラミック原料1は、分散媒4中に分散される。イソシアネート2a及びポリオール2b、並びに触媒3は、分散媒4に溶解される。このとき、セラミック原料1(1a,1b)を分散媒4中に安定的かつ均一に分散させるために、分散助剤5が添加される。
さらに、本実施形態においては、スラリーSには、成形時(せん断速度が高い時)に成形に適した低粘度となる一方、成形後の静置時(せん断速度が低い時)に高粘度となるように、擬塑性付与剤6(「レオロジーコントロール剤」とも称され得る。)が添加されている。具体的には、擬塑性付与剤6は、せん断速度が20sec-1以上にてスラリーSの粘度が1000cP以下であり、且つせん断速度が1sec-1以下にてスラリーSの粘度が5000cP以上(より好ましくは20000cP以上)となるように添加されている(擬塑性付与剤6の種類や添加量の具体例については後述する)。
(工程2:成形工程)
工程1にて調製されたスラリーSを、周知の成形法により任意の形状に成形することで、一次粉末成形体PC1を得る(図1における(ii)参照)。このとき、スラリーSは、成形時に加えられるせん断速度によって、複雑な形状の成形にも適した良好な流動性を示す。よって、一次粉末成形体PC1の成形が良好に行われる。
工程1にて調製されたスラリーSを、周知の成形法により任意の形状に成形することで、一次粉末成形体PC1を得る(図1における(ii)参照)。このとき、スラリーSは、成形時に加えられるせん断速度によって、複雑な形状の成形にも適した良好な流動性を示す。よって、一次粉末成形体PC1の成形が良好に行われる。
(工程3:乾燥固化工程)
上述の成形法により得られた一次粉末成形体PC1を、常温にて放置する(図1における(iii)参照)。これにより、イソシアネート2aとポリオール2bとの化学反応(ウレタン反応:図2B参照)が進行して、有機バインダとしてのウレタン樹脂2が生じ、一次粉末成形体PC1を構成するスラリーSが固化(ゲル化)する。このとき、一次粉末成形体PC1を構成するスラリーSは、ゲル化開始時点にて、静置時であるために高粘度を示す。よって、ゲル化中のセラミック原料1の沈降が、良好に抑制され得る。特に、2種以上のセラミック原料1a,1b…が含まれている場合に、相互の比重の違いによる偏析が、良好に抑制され得る。
上述の成形法により得られた一次粉末成形体PC1を、常温にて放置する(図1における(iii)参照)。これにより、イソシアネート2aとポリオール2bとの化学反応(ウレタン反応:図2B参照)が進行して、有機バインダとしてのウレタン樹脂2が生じ、一次粉末成形体PC1を構成するスラリーSが固化(ゲル化)する。このとき、一次粉末成形体PC1を構成するスラリーSは、ゲル化開始時点にて、静置時であるために高粘度を示す。よって、ゲル化中のセラミック原料1の沈降が、良好に抑制され得る。特に、2種以上のセラミック原料1a,1b…が含まれている場合に、相互の比重の違いによる偏析が、良好に抑制され得る。
その後、成形型から離型し、乾燥機にて所定時間加熱した(図1における(iv)参照)。これにより、分散媒4が揮発除去される。このようにして一次粉末成形体PC1が加熱されて乾燥固化されることで、セラミック原料1(1a,1b)とウレタン樹脂2と触媒3と分散助剤5と擬塑性付与剤6とが含まれる粉末成形体PCが得られる。なお、粉末成形体PC中の有機成分(ウレタン樹脂2や触媒3や分散助剤5や擬塑性付与剤6等)は、その後の焼結時において分解・飛散等することで除去される。
以下、各工程について、より詳細に説明する。
(工程1の詳細)
本発明の「成形原料」に相当するセラミック原料1(1a,1b)としては、酸化物系セラミックが使用されてもよいし、非酸化物系セラミックが使用されてもよい。例えば、焼成により所望組成のセラミックを構成するための金属化合物粉末(ZrO2、Al2O3、NiO、ZnO、MgO、CaO、SnO2、SiO2、Y2O3、Fe2O3、Co3O4、BaTiO3、SrTiO3、PZT、SiC、TiC、Si3N4、TiN、AlN、等)が用いられ得る。セラミック原料1(1a,1b)の粒子径については、スラリーSを調製可能(すなわち分散媒4中に安定的に分散可能)な限りにおいて、特に限定はない。
本発明の「成形原料」に相当するセラミック原料1(1a,1b)としては、酸化物系セラミックが使用されてもよいし、非酸化物系セラミックが使用されてもよい。例えば、焼成により所望組成のセラミックを構成するための金属化合物粉末(ZrO2、Al2O3、NiO、ZnO、MgO、CaO、SnO2、SiO2、Y2O3、Fe2O3、Co3O4、BaTiO3、SrTiO3、PZT、SiC、TiC、Si3N4、TiN、AlN、等)が用いられ得る。セラミック原料1(1a,1b)の粒子径については、スラリーSを調製可能(すなわち分散媒4中に安定的に分散可能)な限りにおいて、特に限定はない。
イソシアネート2aとしては、イソシアネート基を官能基として有する物質であれば、特に限定はない(図中に例示されているような、イソシアネート基を複数有するポリイソシアネートが、特に好適に用いられ得る。)。具体的には、例えば、トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)、あるいは、これらの変性体、等が用いられ得る。なお、分子内にイソシアネート基以外の反応性官能基を有するものも、用いることができる。
ポリオール2bとしては、複数のアルコール性ヒドロキシル基を官能基として有する物質であれば、特に限定はない。例えば、エチレングリコール(EG)、ポリエチレングリコール(PEG)、プロピレングリコール(PG)、ポリプロピレングリコール(PPG)、ポリテトラメチレンエーテルグリコール(PTMG)、ポリヘキサメチレングリコール(PHMG)、ポリビニルブチラール(PVB)、等が用いられ得る。
触媒3としては、ウレタン反応を促進させる物質であれば、特に限定はない。例えば、トリエチレンジアミン、ヘキサンジアミン、6-ジメチルアミノ-1-ヘキサノール、等が用いられ得る。
分散媒4としては、イソシアネート2a、ポリオール2b、触媒3、及び分散助剤5を溶解するものであって、分子量が150以上(より好適には160以上)のものであれば、特に限定はない。例えば、エステル(グルタル酸ジメチル、トリアセチン、エチレングリコールモノブチルエーテルアセテート、ジエチレングリコールモノブチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート、等)、等が用いられ得る。特に、多塩基酸エステル(グルタル酸ジメチル等)、多価アルコールの酸エステル(トリアセチン等)、等の、2以上のエステル結合を有するものが、好適である。
分散助剤5としては、例えば、ポリカルボン酸系共重合体、ポリカルボン酸塩、ソルビタン脂肪酸エステル、ポリグリセリン脂肪酸エステル、リン酸エステル塩系共重合体、スルホン酸塩系共重合体、3級アミンを有するポリウレタンポリエステル系共重合体、等が用いられ得る。特に、ポリカルボン酸系共重合体、ポリカルボン酸塩、等が好適である。この分散助剤5を添加することで、成形前のスラリーSを、低粘度とし、且つ高い流動性を有するものとすることができる。
擬塑性付与剤6は、周知であり且つすでに多くが市販されていて、例えば、変性ポリアクリル系、変性ウレア系、ポリアマイド系、等の各種のものから、分散媒4の種類等に応じて適宜選択して用いられ得る。具体例としては、擬塑性付与剤6として、サンノプコ株式会社製「SNシックナー630」、「SNシックナー634」、「SNシックナー636」、「SNシックナー641」、及び「SNシックナー4050」、ビックケミー社製「BYK-410」、「BYK-425」、及び「BYK-430」、等を、擬塑性付与剤6として用いることが可能である。
(工程2の詳細)
図1における(ii)には、代表例として、スラリーSを金型Dにおける上型D1と下型D2との間に設けられたキャビティ内に注入する工程が示されている。この工程によって得られる一次粉末成形体PC1には、少なくとも、セラミック原料1(1a,1b)、イソシアネート2a、ポリオール2b、触媒3、分散媒4、分散助剤5、及び擬塑性付与剤6が含まれているが、イソシアネート2a及びポリオール2bの一部が反応することで生じたウレタン樹脂2が含まれている可能性もある。すなわち、工程1及び/又は工程2の間に、ウレタン反応が部分的に進行していることがあり得る。
図1における(ii)には、代表例として、スラリーSを金型Dにおける上型D1と下型D2との間に設けられたキャビティ内に注入する工程が示されている。この工程によって得られる一次粉末成形体PC1には、少なくとも、セラミック原料1(1a,1b)、イソシアネート2a、ポリオール2b、触媒3、分散媒4、分散助剤5、及び擬塑性付与剤6が含まれているが、イソシアネート2a及びポリオール2bの一部が反応することで生じたウレタン樹脂2が含まれている可能性もある。すなわち、工程1及び/又は工程2の間に、ウレタン反応が部分的に進行していることがあり得る。
(工程3の詳細)
ゲル化の進行に伴って、隣接するウレタン樹脂2の分子間において、同分子中にそれぞれ生成されているウレタン基(-O-CO-NH-)同士を連結するように架橋が発生する。この架橋により、ウレタン樹脂2の分子間で強固なネットワークが形成される。この結果、一次粉末成形体PC1中に残存する分散媒4の加熱による揮発が進行しても、ウレタン樹脂2の分子間距離の収縮の発生が、可及的に抑制される。これにより、工程3によって一次粉末成形体PC1から粉末成形体PCを得る際の、乾燥収縮率及びそのばらつきを、可及的に抑制することができる。
ゲル化の進行に伴って、隣接するウレタン樹脂2の分子間において、同分子中にそれぞれ生成されているウレタン基(-O-CO-NH-)同士を連結するように架橋が発生する。この架橋により、ウレタン樹脂2の分子間で強固なネットワークが形成される。この結果、一次粉末成形体PC1中に残存する分散媒4の加熱による揮発が進行しても、ウレタン樹脂2の分子間距離の収縮の発生が、可及的に抑制される。これにより、工程3によって一次粉末成形体PC1から粉末成形体PCを得る際の、乾燥収縮率及びそのばらつきを、可及的に抑制することができる。
なお、図1に示されているように、かかる工程3(乾燥固化工程)は、主として化学反応を進行させてスラリーをゲル化(固化)させるゲル化工程(図中(iii)参照)と、主として分散媒を揮発除去する乾燥工程(図中(iv)参照)と、に二分することが可能である。この場合、ゲル化工程は、一次粉末成形体PC1を金型Dから取り出す前に行われる。また、ゲル化工程と乾燥工程との間に、ゲル化して金型Dから取り出されても形状が安定化した一次粉末成形体PC1を金型Dから取り出す離型工程が行われる。そして、かかる離型工程によって取り出された一次粉末成形体PC1中に残留した分散媒は、続く乾燥工程にて揮発除去される。
<具体例>
次に、上述の製造方法の一具体例について、その評価結果とともに説明する。
次に、上述の製造方法の一具体例について、その評価結果とともに説明する。
NiOとY2O3の混合粉末(NiOとY2O3のモル比は2:1)100重量部と、分散助剤としてのポリカルボン酸系共重合体3重量部と、分散媒としてのトリアセチン及び有機二塩基酸エステルの混合物(混合比が1:9)28重量部とを、ボールミルで14時間混合した。次に、この一次混合液に対して、擬塑性付与剤としてのビックケミー社製「BYK-430」を所定量(後述)添加して混合することで、二次混合液を得た。この二次混合液に対して、ウレタン前駆体5重量部と、触媒0.2重量部とを添加し、さらに混合、真空脱泡することで、擬塑性を有するセラミックスラリーを調製した。なお、ウレタン前駆体(バインダ前駆体)として、イソシアネート及びポリオールを用いた。イソシアネートとしては、4,4’-ジフェニルメタンジイソシアネートを用いた。ポリオールとしては、エチレングリコール(EG)を用いた。
このセラミックスラリーを用いて、上述の注型法により、100×100mmの正方形状で厚さ2mmの一次粉末成形体を作製した。成形後、その一次粉末成形体を常温で2時間放置し、成形型から離型後、乾燥機にて、加熱により80℃で12時間に亘って充分に乾燥固化することで、セラミックグリーン成形体を得た。
表1は、擬塑性付与剤の添加量(セラミック混合粉末100重量部に対する重量比:%表示)と組成偏析量とせん断速度1sec-1時及び20sec-1時における粘度との関係についての実験結果を示すものである。すなわち、表中、「擬塑性付与剤添加量[重量%]」が「0.5」である場合、擬塑性付与剤の添加量が0.5重量部であることを意味する。また、「組成偏析量[重量%]」は、上述のセラミックグリーン成形体を焼成した後、焼成体の表裏面を研磨加工し、研磨加工後の焼成体の表裏それぞれの元素組成を蛍光X線により分析し、その表裏の差から算出したものである。
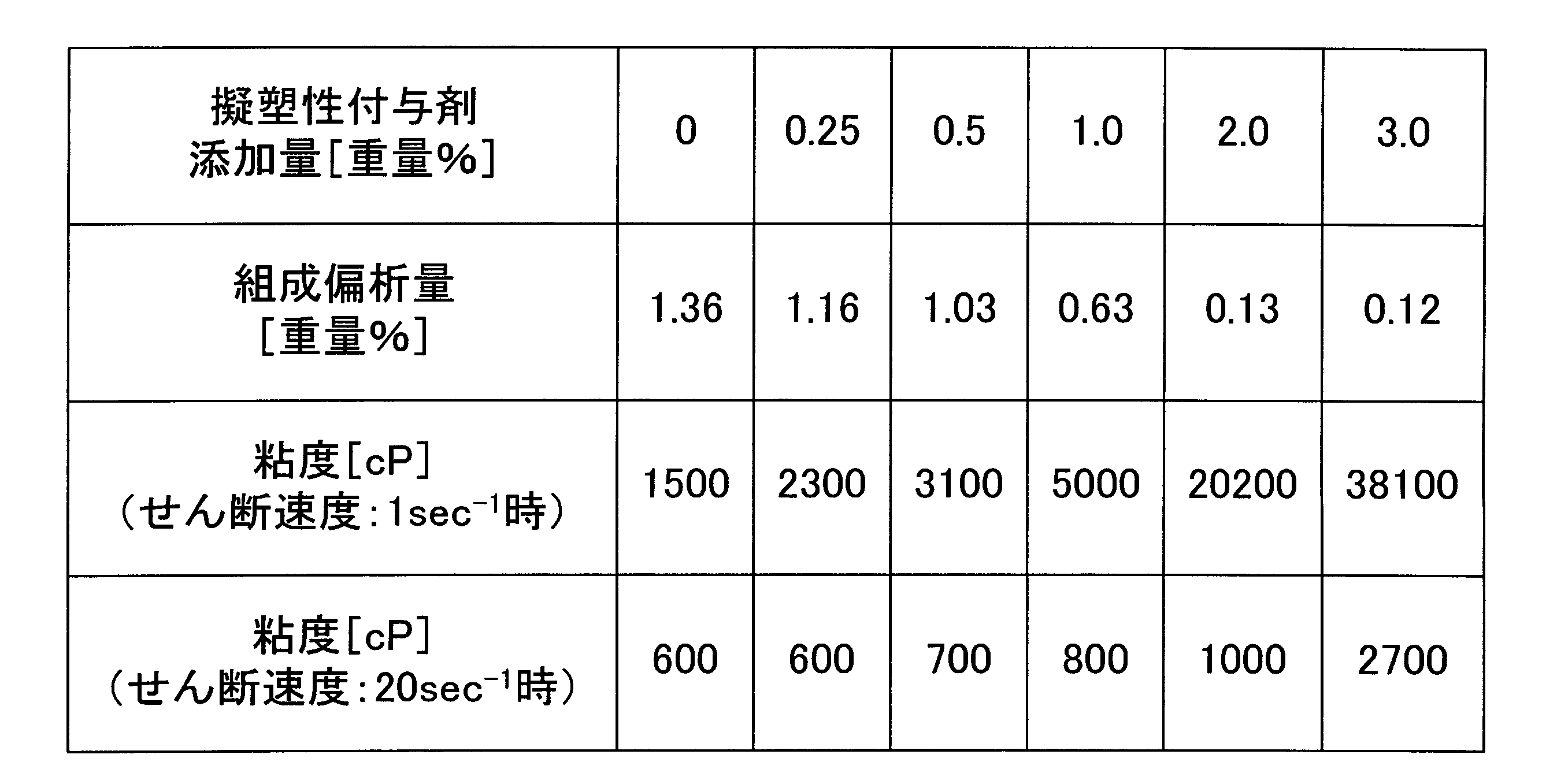
表1の結果から明らかなように、擬塑性付与剤の添加量が増加するにしたがって、組成偏析が抑制されることが確認できた。特に、添加量が1.0以上の場合に、組成偏析が非常に良好に抑制された。すなわち、添加量が「0.5」以下である場合に比べて、添加量が「1.0」である場合に組成偏析量がほぼ半減し、添加量が「2.0」である場合に組成偏析量が1割程度となるという、極めて良好な結果が得られた。なお、添加量が「1.0」である場合の、せん断速度20sec-1における粘度は800cP(粘度測定はBROOKFIELD社製粘度計 製品名DV-III+を用いて行った)であり、せん断速度1sec-1における粘度は5000cPであった。また、添加量が「2.0」である場合の、せん断速度20sec-1における粘度は1000cPであり、せん断速度1sec-1における粘度は、20200cPであった。
但し、添加量が「3.0」である場合、せん断速度20sec-1における粘度が高くなった(2700cP)。この場合、注型圧力が高くなるため、均一に連続的な注型が困難となる。その結果、成形体表面に波形状が発生してしまい、平滑な成形体を得ることが難しくなる。
<変形例の例示列挙>
なお、上述の実施形態や具体例は、上述した通り、出願人が取り敢えず本願の出願時点において最良であると考えた本発明の具現化の一例を単に示したものにすぎないのであって、本発明はもとより上述の実施形態や具体例によって何ら限定されるべきものではない。よって、上述の実施形態や具体例に対して、本発明の本質的部分を変更しない範囲内において、種々の変形が施され得ることは、当然である。
なお、上述の実施形態や具体例は、上述した通り、出願人が取り敢えず本願の出願時点において最良であると考えた本発明の具現化の一例を単に示したものにすぎないのであって、本発明はもとより上述の実施形態や具体例によって何ら限定されるべきものではない。よって、上述の実施形態や具体例に対して、本発明の本質的部分を変更しない範囲内において、種々の変形が施され得ることは、当然である。
以下、変形例について幾つか例示する。以下の変形例の説明において、上述の実施形態における各構成要素と同様の構成・機能を有する構成要素については、本変形例においても同一の名称及び同一の符号が付されているものとする。そして、当該構成要素の説明については、上述の実施形態における説明が、矛盾しない範囲で適宜援用され得るものとする。
もっとも、変形例とて、下記のものに限定されるものではないことは、いうまでもない。本発明を、上述の実施形態や下記変形例の記載に基づいて限定解釈することは、(特に先願主義の下で出願を急ぐ)出願人の利益を不当に害する反面、模倣者を不当に利するものであって、許されない。
また、上述の実施形態の構成、及び下記の各変形例に記載された構成の全部又は一部が、技術的に矛盾しない範囲において、適宜複合して適用され得ることも、いうまでもない。
ウレタン前駆体は、上述の具体例に何ら限定されない。例えば、ポリオールには、イソシアネート基と反応し得る他の官能基(カルボキシル基、アミノ基、等)が導入されていてもよい。あるいは、ポリオールに代えて、又はこれとともに、上述のカルボキシル基やアミノ基等を有する物質(これにはアルコール性ヒドロキシル基が1つ含まれていてもよい)が用いられ得る。また、成形前のウレタン反応の進行を抑制するために、スラリー中にブロック剤が添加されたり、ウレタン前駆体(例えばイソシアネート)にブロック作用が付与されたりしてもよい。
本発明は、図2Aに示されているように2種以上のセラミック原料1a,1b…が含まれている場合に限定されない。すなわち、セラミック原料1が一種類しか含まれていない場合であっても、本発明によれば、当該セラミック原料1と有機成分との間の比重差による偏析が可及的に抑制され得る。有機バインダも、ウレタン樹脂に限定されない。また、有機バインダを生成させる化学反応として、周知の他の反応(例えばラジカル重合等)も好適に用いられ得る。
工程3(乾燥固化工程)は、上述の具体例のように、その一部が工程2とほぼ同時に行われてもよいし、そのすべてが工程2とほぼ同時に行われてもよい。あるいは、工程2と工程3とは、別々に(すなわち互いにオーバーラップしないように)行われてもよい。
工程3は、加熱によって固化と乾燥とを一度に行う工程であってもよい。あるいは、工程3は、加熱を行わずに常温で行われてもよい。すなわち、有機バインダを生成させるための化学反応は、反応進行剤(反応促進剤)と、加熱以外のエネルギー付与と、によって進行(促進)されるようになっていてもよい。
図3は、図1に示されている実施形態の製造方法の一変形例を示す概略図である。図3における(iii)に示されているように、本変形例においては、金型D内にて一次粉末成形体PC1を加熱することで、ゲル化をより速く進行させることが可能になる。
図4は、図1に示されている実施形態の製造方法の他の変形例を示す概略図である。図4における(ii)に示されているように、本変形例においては、工程2(成形工程)は、スラリーSをドクターブレード法によって薄膜状に成形する工程である。
その他、特段に言及されていない変形例についても、本発明の本質的部分を変更しない範囲内において、本発明の技術的範囲に含まれることは当然である。
また、本発明の課題を解決するための手段を構成する各要素における、作用・機能的に表現されている要素は、上述の実施形態や変形例にて開示されている具体的構造の他、当該作用・機能を実現可能ないかなる構造をも含む。さらに、本明細書にて引用した先行出願や各公報の内容(明細書及び図面を含む)は、本明細書の一部を構成するものとして適宜援用され得る。
Claims (14)
- 粉末状の成形原料と、これを分散させるための分散媒と、前記成形原料を前記分散媒中に均一に分散させるための分散助剤と、化学反応によって合成樹脂である有機バインダを生成させるためのバインダ前駆体と、前記化学反応を進行させるための反応進行剤と、を含むスラリーを調製する、スラリー調製工程と、
調製された前記スラリーを所定形状に成形することで一次粉末成形体を得る、成形工程と、
前記一次粉末成形体にて、前記化学反応を進行させて前記スラリーを固化させるとともに前記一次粉末成形体から前記分散媒を揮発除去する、乾燥固化工程と、
を含む、粉末成形体の製造方法において、
前記スラリーは、当該スラリーに擬塑性を付与するための擬塑性付与剤を含むことを特徴とする、
粉末成形体の製造方法。 - 請求項1に記載の、粉末成形体の製造方法であって、
前記スラリーは、
せん断速度が1sec-1以下にて粘度が5000cP以上で、
せん断速度が20sec-1以上にて粘度が1000cP以下
に調製されたことを特徴とする、
粉末成形体の製造方法。 - 請求項2に記載の、粉末成形体の製造方法であって、
前記スラリーは、
前記成形原料の添加量を100重量部とした場合に、前記擬塑性付与剤を1重量部以上3重量部未満含むことを特徴とする、
粉末成形体の製造方法。 - 請求項2又は請求項3に記載の、粉末成形体の製造方法であって、
前記スラリーは、
せん断速度が1sec-1以下にて粘度が20000cP以上に調製されたことを特徴とする、
粉末成形体の製造方法。 - 請求項4に記載の、粉末成形体の製造方法であって、
前記スラリーは、
前記成形原料の添加量を100重量部とした場合に、前記擬塑性付与剤を2重量部以上3重量部未満含むことを特徴とする、
粉末成形体の製造方法。 - 請求項1~請求項5のうちのいずれか1項に記載の、粉末成形体の製造方法であって、
前記乾燥固化工程にて、ウレタン反応によって前記有機バインダとしてのウレタン樹脂を生成させることを特徴とする、
粉末成形体の製造方法。 - 請求項1~請求項6のうちのいずれか1項に記載の、粉末成形体の製造方法であって、
前記成形原料は、
第一の成形原料と、
前記第一の成形原料とは異なる第二の成形原料と、
を含むことを特徴とする、
粉末成形体の製造方法。 - 粉末状の成形原料と、これを分散させるための分散媒と、前記成形原料を前記分散媒中に均一に分散させるための分散助剤と、化学反応によって合成樹脂である有機バインダを生成させるためのバインダ前駆体と、前記化学反応を進行させるための反応進行剤と、を含むスラリーを用いて成形された、粉末成形体であって、
前記スラリーには、擬塑性付与剤が添加されていることを特徴とする、
粉末成形体。 - 請求項8に記載の、粉末成形体であって、
前記スラリーは、
せん断速度が1sec-1以下にて粘度が5000cP以上で、
せん断速度が20sec-1以上にて粘度が1000cP以下
に調製されたものであることを特徴とする、
粉末成形体。 - 請求項9に記載の、粉末成形体であって、
前記スラリーは、
前記成形原料の添加量を100重量部とした場合に、前記擬塑性付与剤を1重量部以上3重量部未満含む
ことを特徴とする、粉末成形体。 - 請求項9又は請求項10に記載の、粉末成形体であって、
前記スラリーは、
せん断速度が1sec-1以下にて粘度が20000cP以上に調製されたものであることを特徴とする、
粉末成形体。 - 請求項11に記載の、粉末成形体であって、
前記スラリーは、
前記成形原料の添加量を100重量部とした場合に、前記擬塑性付与剤を2重量部以上3重量部未満含む
ことを特徴とする、
粉末成形体。 - 請求項8~請求項12のうちのいずれか1項に記載の、粉末成形体であって、
前記バインダ前駆体は、ウレタン反応により前記有機バインダとしてのウレタン樹脂を生成するものであり、
前記反応進行剤は、ウレタン反応触媒であることを特徴とする、
粉末成形体。 - 請求項8~請求項13のうちのいずれか1項に記載の、粉末成形体であって、
前記成形原料は、
第一の成形原料と、
前記第一の成形原料とは異なる第二の成形原料と、
を含むことを特徴とする、
粉末成形体。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013500939A JP5907943B2 (ja) | 2011-02-21 | 2012-02-07 | 粉末成形体の製造方法 |
| EP12749534.9A EP2679360B1 (en) | 2011-02-21 | 2012-02-07 | Method for manufacturing powder compact, and powder compact |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-034072 | 2011-02-21 | ||
| JP2011034072 | 2011-02-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012114865A1 true WO2012114865A1 (ja) | 2012-08-30 |
Family
ID=46653285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/052733 Ceased WO2012114865A1 (ja) | 2011-02-21 | 2012-02-07 | 粉末成形体の製造方法及び粉末成形体 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9051220B2 (ja) |
| EP (1) | EP2679360B1 (ja) |
| JP (1) | JP5907943B2 (ja) |
| WO (1) | WO2012114865A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2014156768A1 (ja) * | 2013-03-26 | 2017-02-16 | 日本碍子株式会社 | 成形体の乾燥方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013200281A1 (de) * | 2013-01-11 | 2014-07-17 | Robert Bosch Gmbh | Verfahren zum Herstellen einer Aufnahme für ein Sensorelement |
| CN108947484A (zh) * | 2018-09-28 | 2018-12-07 | 吴亚琴 | 一种陶瓷介质印刷浆料的制备方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07186116A (ja) * | 1993-12-24 | 1995-07-25 | Toshiba Ceramics Co Ltd | セラミックスの成形法 |
| JPH08238613A (ja) | 1994-11-09 | 1996-09-17 | Ngk Insulators Ltd | セラミックスグリーンシートおよびそれを用いたセラミックス基板の製造方法 |
| JPH10130076A (ja) | 1996-10-28 | 1998-05-19 | Toshiba Ceramics Co Ltd | 多孔質セラミックスの製造方法 |
| JPH1148222A (ja) | 1997-08-06 | 1999-02-23 | Ngk Insulators Ltd | 粉体成形方法 |
| JPH11302302A (ja) | 1998-04-20 | 1999-11-02 | Ngk Insulators Ltd | ゲルキャスト成形用のでん粉とそれを用いた成形方法 |
| JP2001335371A (ja) | 2000-03-22 | 2001-12-04 | Ngk Insulators Ltd | 粉体成形体の製造方法 |
| JP2003147495A (ja) * | 2001-11-05 | 2003-05-21 | Taiheiyo Cement Corp | 金属−セラミックス複合材料用プリフォームの作製方法 |
| JP2005193573A (ja) * | 2004-01-08 | 2005-07-21 | Fujikura Kasei Co Ltd | セラミックグリーンシート並びにその製造方法 |
| WO2009104703A1 (ja) | 2008-02-19 | 2009-08-27 | 日本碍子株式会社 | セラミックグリーンシート、及びその製造方法 |
| JP2010241129A (ja) | 2009-03-19 | 2010-10-28 | Ngk Insulators Ltd | 粉体成形体の製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2958037B2 (ja) | 1990-03-01 | 1999-10-06 | 旭光学工業株式会社 | 多孔質セラミックス顆粒の製造方法 |
| EP0857702B1 (en) | 1994-11-09 | 2000-08-23 | Ngk Insulators, Ltd. | Method for producing ceramic substrate |
| WO2002085590A1 (en) * | 2001-04-17 | 2002-10-31 | Ngk Insulators, Ltd. | Method of manufacturing molded body, slurry for molding, core for molding, method of manufacturing core for molding, hollow ceramic molded body, and light emitting container |
| WO2009016698A1 (ja) * | 2007-07-27 | 2009-02-05 | Ngk Insulators, Ltd. | セラミック粉末成形体、セラミック焼成体及びセラミック粉末成形体の製造方法 |
| EP2211358A3 (en) * | 2009-01-22 | 2012-09-05 | NGK Insulators, Ltd. | A method for manufaturing a fired ceramic body including a metallic wire inside |
| EP2233449B1 (de) * | 2009-03-27 | 2014-12-17 | Ivoclar Vivadent AG | Verwendung eines Schlickers für die Herstellung von Dentalkeramiken mittels Hot-Melt-Inkjet-Druckverfahren |
-
2012
- 2012-02-07 WO PCT/JP2012/052733 patent/WO2012114865A1/ja not_active Ceased
- 2012-02-07 JP JP2013500939A patent/JP5907943B2/ja active Active
- 2012-02-07 EP EP12749534.9A patent/EP2679360B1/en active Active
- 2012-02-09 US US13/369,664 patent/US9051220B2/en not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07186116A (ja) * | 1993-12-24 | 1995-07-25 | Toshiba Ceramics Co Ltd | セラミックスの成形法 |
| JPH08238613A (ja) | 1994-11-09 | 1996-09-17 | Ngk Insulators Ltd | セラミックスグリーンシートおよびそれを用いたセラミックス基板の製造方法 |
| JPH10130076A (ja) | 1996-10-28 | 1998-05-19 | Toshiba Ceramics Co Ltd | 多孔質セラミックスの製造方法 |
| JPH1148222A (ja) | 1997-08-06 | 1999-02-23 | Ngk Insulators Ltd | 粉体成形方法 |
| JPH11302302A (ja) | 1998-04-20 | 1999-11-02 | Ngk Insulators Ltd | ゲルキャスト成形用のでん粉とそれを用いた成形方法 |
| JP2001335371A (ja) | 2000-03-22 | 2001-12-04 | Ngk Insulators Ltd | 粉体成形体の製造方法 |
| JP2003147495A (ja) * | 2001-11-05 | 2003-05-21 | Taiheiyo Cement Corp | 金属−セラミックス複合材料用プリフォームの作製方法 |
| JP2005193573A (ja) * | 2004-01-08 | 2005-07-21 | Fujikura Kasei Co Ltd | セラミックグリーンシート並びにその製造方法 |
| WO2009104703A1 (ja) | 2008-02-19 | 2009-08-27 | 日本碍子株式会社 | セラミックグリーンシート、及びその製造方法 |
| JP2010241129A (ja) | 2009-03-19 | 2010-10-28 | Ngk Insulators Ltd | 粉体成形体の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2679360A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2014156768A1 (ja) * | 2013-03-26 | 2017-02-16 | 日本碍子株式会社 | 成形体の乾燥方法 |
| US10183893B2 (en) | 2013-03-26 | 2019-01-22 | Ngk Insulators, Ltd. | Compact drying method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2679360A1 (en) | 2014-01-01 |
| US20120214942A1 (en) | 2012-08-23 |
| EP2679360A4 (en) | 2015-06-03 |
| US9051220B2 (en) | 2015-06-09 |
| JPWO2012114865A1 (ja) | 2014-07-07 |
| JP5907943B2 (ja) | 2016-04-26 |
| EP2679360B1 (en) | 2019-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5972630B2 (ja) | 静電チャックの製法 | |
| JP2001335371A (ja) | 粉体成形体の製造方法 | |
| JP2003535980A (ja) | 水性射出成形バインダー組成物及び成形プロセス | |
| JP5907943B2 (ja) | 粉末成形体の製造方法 | |
| JP5735745B2 (ja) | セラミックグリーンシート、及びその製造方法 | |
| JP5622577B2 (ja) | セラミックグリーン体、及びその製造方法 | |
| US8530055B2 (en) | Ceramic green body and method for producing the same | |
| WO2012108222A1 (ja) | 粉末成形体の製造方法及び粉末成形体 | |
| EP3169640B1 (de) | Herstellen eines schlickers und bauteil aus dem schlicker | |
| DE69312533T2 (de) | Reaktionsspritzgiessen von Siliciumnitridkeramiken mit kristallisierten Korngrenzphasen | |
| KR100661638B1 (ko) | 압출성형에 의한 촉매담체의 제조방법 | |
| KR100869224B1 (ko) | 세라믹 조성물 및 그로부터 제조되는 세라믹 그린 시트 | |
| JPS60200874A (ja) | セラミツク発泡体の製法 | |
| KR102376889B1 (ko) | 압출 성형용 시멘트 조성물 | |
| JPH06287055A (ja) | セラミックス焼結体の製造方法 | |
| JPH11322441A (ja) | 無機粉末成形体の製造方法および無機粉末成形体 | |
| JPS6230654A (ja) | セラミツクスの製造法 | |
| CN115044151A (zh) | 一种高压透水丙烯酸胶模及制备方法 | |
| JP2011213530A (ja) | セラミック成形体の製造方法、並びにセラミックスラリー、セラミック成形体、セラミック焼結体、及びセラミック焼結体を含む電子部品 | |
| JPH02267144A (ja) | 人工大理石 | |
| JPH05148007A (ja) | セラミツクス製品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12749534 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013500939 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012749534 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |