WO2012144513A1 - 積層体 - Google Patents
積層体 Download PDFInfo
- Publication number
- WO2012144513A1 WO2012144513A1 PCT/JP2012/060428 JP2012060428W WO2012144513A1 WO 2012144513 A1 WO2012144513 A1 WO 2012144513A1 JP 2012060428 W JP2012060428 W JP 2012060428W WO 2012144513 A1 WO2012144513 A1 WO 2012144513A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- design
- design layer
- resin
- glass plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10018—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising only one glass sheet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10247—Laminated safety glass or glazing containing decorations or patterns for aesthetic reasons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10311—Intumescent layers for fire protection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/028—Net structure, e.g. spaced apart filaments bonded at the crossing points
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
- B44C5/0407—Ornamental plaques, e.g. decorative panels, decorative veneers containing glass elements
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/34—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/92—Protection against other undesired influences or dangers
- E04B1/94—Protection against other undesired influences or dangers against fire
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F13/00—Coverings or linings, e.g. for walls or ceilings
- E04F13/07—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor
- E04F13/08—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements
- E04F13/14—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements stone or stone-like materials, e.g. ceramics concrete; of glass or with an outer layer of stone or stone-like materials or glass
- E04F13/145—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements stone or stone-like materials, e.g. ceramics concrete; of glass or with an outer layer of stone or stone-like materials or glass with an outer layer of glass
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F13/00—Coverings or linings, e.g. for walls or ceilings
- E04F13/07—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor
- E04F13/08—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements
- E04F13/14—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements stone or stone-like materials, e.g. ceramics concrete; of glass or with an outer layer of stone or stone-like materials or glass
- E04F13/15—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements stone or stone-like materials, e.g. ceramics concrete; of glass or with an outer layer of stone or stone-like materials or glass characterised by the use of glass elements, i.e. wherein an outer layer is not of glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2290/00—Specially adapted covering, lining or flooring elements not otherwise provided for
- E04F2290/04—Specially adapted covering, lining or flooring elements not otherwise provided for for insulation or surface protection, e.g. against noise, impact or fire
- E04F2290/045—Specially adapted covering, lining or flooring elements not otherwise provided for for insulation or surface protection, e.g. against noise, impact or fire against fire
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/10—Scrim [e.g., open net or mesh, gauze, loose or open weave or knit, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
Definitions
- the present invention relates to a novel laminate full of luxury.
- Patent Document 1 describes a decorative board in which a resin layer containing a pigment is formed and integrated between a metal plate and a glass layer. This decorative board brings on a design with unprecedented color and texture due to the synergistic effect of the glass layer and the resin layer.
- Patent Document 1 may have poor adhesion between the glass layer and the resin layer. Furthermore, when a resin hardens
- fire resistance may not be ensured.
- the surface is a glass layer as in the technique of Patent Document 1
- the resin layer may burn and fire resistance may not be ensured.
- the proportion of the resin layer is increased in order to obtain excellent design properties, it is difficult to ensure fire resistance.
- it may be possible to add a flame retardant to the resin layer but in this case, there is a possibility of adversely affecting the design.
- the present invention has been made in view of these points, and an object of the present invention is to obtain a laminate having a high-class design with excellent adhesion and suppressed distortion. Moreover, it aims at obtaining the laminated body which is excellent in fireproof property, having a design full of sense of quality.
- the present inventors have used a binder containing a thermosetting resin as a binder for a design layer in contact with a transparent glass plate, and a fibrous layer on the back side of the design layer. And / or by laminating a flame retardant layer, it was found that the above-mentioned laminate was obtained, and the present invention was completed.
- the present invention has the following characteristics.
- the design layer includes a binder and a coloring material, and is a design layer including one layer or two or more layers,
- the binder of the design layer in contact with the transparent glass plate includes at least a thermosetting resin,
- the laminated body characterized by the fiber layer and / or a flame-resistant layer being laminated
- the fibrous layer is one or more selected from woven fabric, non-woven fabric, and mesh.
- the flame retardant contained in the flame retardant layer is one or more selected from phosphorus compounds, halides, antimony compounds, boric acid compounds, and hydrated metal compounds.
- the laminate of the present invention provides a design full of luxury.
- the laminate of the present invention has excellent adhesion between the transparent glass plate and the design layer, and can prevent distortion of the transparent glass plate. Furthermore, it is possible to suppress the breakage of the glass due to an impact, a fire or the like, and to prevent the glass fragments from being scattered.
- the laminate of the present invention is a laminate in which a design layer containing a binder and a coloring material is laminated on the back side of a transparent glass plate, and the design layer is composed of one layer or two or more layers.
- the bonding material of the design layer that comes into contact includes at least a thermosetting resin, and further, a fibrous layer and / or a flame retardant layer is laminated on the back side of the design layer.
- the laminate of the present invention has a transparent glass plate on the outermost surface, and the design is applied by the design layer on the back surface, and the mirror surface effect, refraction effect of the transparent glass plate, and the design of the design layer are high-grade. A design full of feeling can be expressed. Furthermore, since the flame retardant layer is laminated on the back side of the design layer, excellent fire resistance can be exhibited without impairing the design properties.
- the transparent glass plate is not particularly limited as long as it has a transparency that does not impair the design of the design layer.
- a highly transparent glass plate may be used, but depending on the application, a translucent glass plate or a patterned glass plate, a glass plate obtained by bonding two or more different glass plates, or Alternatively, a glass plate with a coated surface may be used.
- ordinary glass, float glass, frosted glass, frosted glass, highly transmissive glass, template glass, heat resistant glass, colored transparent glass, tempered glass, heat reflecting glass and the like can be used.
- the thickness of the transparent glass plate may be about 1 mm to 30 mm (preferably about 2 mm to 10 mm, more preferably about 3 mm to 8 mm).
- the light transmittance of the transparent glass plate is preferably about 40% or more (more preferably 60% to 99%). When the light transmittance is in such a range, an excellent design can be obtained without losing the brightness and color. In addition, it is possible to obtain a laminate with a sense of depth and depth and full of luxury.
- the light transmittance is all measured using an integrating sphere light transmittance measuring device in accordance with measurement method A defined in JIS K 7105-1981 5.5 “Light transmittance and total light reflectance”. It is a value of light transmittance.
- the light transmittance is a value measured at a wavelength of 550 nm.
- the design layer includes a binding material and a coloring material, and is a design layer including one layer or two or more layers.
- the design layer binding material in contact with the transparent glass plate includes at least a thermosetting resin.
- the binder examples include thermoplastic resins and thermosetting resins.
- the binder of the design layer in contact with the transparent glass plate includes at least a thermosetting resin, so that a crosslinked structure (for example, a reactive functional group) is obtained. 3D cross-linked structure by curing such as group reaction) and excellent adhesion to the transparent glass plate, and the colorant can be firmly fixed and an excellent design can be formed.
- the thermosetting resin of this invention is resin which forms a three-dimensional crosslinked structure by hardening. Examples of the thermosetting resin include those that form a three-dimensional crosslinked structure by reaction of a reactive functional group or the like.
- Examples of the reactive functional group include a carboxyl group, a carbodiimide group, an epoxy group, an aziridine group, an oxazoline group, a hydroxyl group, an isocyanate group, a carbonyl group, a hydrazide group, an amino group, and an alkoxysilyl group.
- Examples of such combinations of reactive functional groups include carboxyl group and carbodiimide group, carboxyl group and epoxy group, carboxyl group and aziridine group, carboxyl group and oxazoline group, hydroxyl group and isocyanate group, carbonyl group and hydrazide group, epoxy Combinations of groups, amino groups, alkoxysilyl groups, and the like can be given.
- thermosetting resin in the present invention has one or more combinations of such reactive functional groups.
- those having two or more, more preferably three or more combinations of reactive functional groups are particularly preferable.
- a preferable combination of reactive functional groups includes at least one selected from a carboxyl group and an epoxy group, a hydroxyl group and an isocyanate group, an epoxy group and an amino group, and an alkoxysilyl group.
- thermosetting resin those having at least an alkoxysilyl group are preferable. In a preferred embodiment, it has an alkoxysilyl group and further has one or more (preferably two or more) combinations of the above reactive functional groups (excluding alkoxysilyl groups).
- thermosetting resin in the present invention one comprising one component or two or more components having the reactive functional group can be used.
- the thermosetting resin in the present invention one comprising one component or two or more components having the reactive functional group can be used.
- the thermosetting resin in the present invention one comprising one component or two or more components having the reactive functional group.
- curing agents can be used.
- the resin epoxy resin, urethane resin, silicon resin, acrylic silicon resin, alkyd resin, melamine resin, polycarbonate resin, phenol resin, acrylic resin, polyester resin, polyether resin, vinyl resin, polyamide resin, fluorine resin , Vinyl acetate resin, vinyl chloride resin, acrylic-styrene resin, vinyl acetate-vinyl versatic acid ester resin, polyvinyl pyrrolidone resin, polyvinyl caprolactam resin, polyvinyl alcohol resin, ABS resin, AS resin, cellulose resin, amino resin, etc.
- Water dispersion type, water soluble type, weak solvent type, strong solvent type, NAD type, powder type and the like are not particularly limited.
- one or more selected from epoxy resins, urethane resins, silicone resins, and acrylic silicone resins are preferably used.
- an acrylic silicon resin is included.
- a silicon compound having a functional group capable of reacting with the resin is also preferable to use a silicon compound having a functional group capable of reacting with the resin as a curing agent in terms of excellent adhesion to a transparent glass plate.
- thermoplastic resin can also be used in addition to the thermosetting resin.
- the binder of the design layer in contact with the transparent glass plate is not particularly limited as long as it contains at least a thermosetting resin, and the other layers use a thermoplastic resin and / or a thermosetting resin. it can.
- the thermoplastic resin in the present invention is a resin that does not form a three-dimensional cross-linked structure by curing, unlike the above thermosetting resin.
- the binder for the design layer in contact with the transparent glass plate is preferably one containing 70% by weight or more, further 85% by weight or more, and further 100% by weight of the thermosetting resin with respect to the total amount of the binder.
- a thermosetting resin, a thermoplastic resin, etc. are not specifically limited.
- the colorant is not particularly limited as long as it imparts design properties, and one or more known colorants can be used.
- size of a coloring material should just be 0.1 micrometer or more and 10 mm or less, and the laminated body which is more excellent in designability can be obtained especially by using 2 or more types of coloring materials from which a magnitude
- the shape of the coloring material of the present invention is not particularly limited to a spherical shape, a scale shape, or a needle shape. However, in the present invention, it is particularly preferable to include a scale-like coloring material.
- the scale-like colorant is advantageous in that the brightness, hue, and brightness change depending on the viewing angle, so that a high-class feeling can be enhanced and the film thickness of the design layer can be easily managed.
- the size is preferably 0.1 ⁇ m or more and 10 mm or less, and the thickness is preferably 0.01 ⁇ m or more and 50 ⁇ m or less.
- the scale-like size is the maximum diameter when the scale-like coloring material is stably placed on a horizontal plane and observed from above.
- the thickness of the scaly coloring material is the maximum height from the bottom surface when the scaly coloring material is stably placed on a horizontal surface.
- colorants include titanium oxide, zinc oxide, alumina, carbon black, ferric oxide (valve), yellow iron oxide, iron oxide, ultramarine, cobalt green, and other inorganic color pigments, azo-based, Organic colored pigments such as naphthol, pyrazolone, anthraquinone, perylene, quinacridone, disazo, isoindolinone, benzimidazole, phthalocyanine, quinophthalone, glitter pigment, fluorescent pigment, fluorescent pigment, , Calcium carbonate, barium sulfate, clay, kaolin, porcelain clay, talc, quartzite powder, diatomaceous earth, mica, mica, silica particles, glass particles, resin particles, metal particles, etc., and the particle surfaces are pigments It may be colored with a dye.
- Organic colored pigments such as naphthol, pyrazolone, anthraquinone, perylene, quinacridone, disazo, isoindolinone, benzimidazole, phthal
- a colorant having a size of less than 0.5 mm (preferably 0.1 ⁇ m or more and less than 0.5 mm, more preferably 0.5 ⁇ m or more and less than 0.3 mm) and a size of 0.5 mm or more (preferably 0 0.5 to 10 mm, and more preferably 0.7 to 5 mm).
- a colorant having a size of less than 0.5 mm has such a size that the hue can be confirmed but the shape cannot be confirmed with the naked eye.
- a colorant having a size of 0.5 mm or more has such a size that the shape can be confirmed with the naked eye.
- the colorant having a size of less than 0.5 mm and the colorant having a size of 0.5 mm or more include a scaly colorant.
- the thickness is from 0.01 ⁇ m to 50 ⁇ m.
- the thickness is from 10 ⁇ m to 1 mm. The following is preferable.
- the scaly colorant examples include aluminum flake pigment, vapor-deposited aluminum flake pigment, metal oxide-coated aluminum flake pigment, colored aluminum flake pigment, metal oxide-coated mica pigment, metal oxide-coated synthetic mica pigment, and metal oxide.
- the mixing ratio of the binder and the colorant is 10 parts by weight or more and 500 parts by weight or less (preferably 20 parts by weight or more and 300 parts by weight or less, more preferably 30 parts by weight) with respect to 100 parts by weight of the solid content of the binder. It may be about 200 parts by weight or less).
- curing agent when included, it converts as a binder.
- the coloring material is contained to such an extent that the back side of the design layer cannot be seen through.
- the thickness of the design layer may be about 0.1 mm to 2 mm (preferably about 0.3 mm to 1.5 mm).
- the design layer of the present invention can contain other additives in addition to the binder and the colorant.
- additives include fibers, flame retardants, plasticizers, antiseptics, antifungal agents, antifoaming agents, viscosity modifiers, leveling agents, pigment dispersants, antisettling agents, antisagging agents, and matting agents.
- a flame retardant it is possible to prevent combustion due to a fire or the like and enhance fire resistance.
- Known flame retardants may be used, and examples thereof include phosphorus compounds, halides, antimony compounds, boric acid compounds, hydrated metal compounds, and the like, and one or more of these are included.
- Examples of phosphorus compounds include phosphorus trichloride, phosphorus pentachloride, ammonium phosphate, ammonium polyphosphate, tricresyl phosphate, diphenyl cresyl phosphate, tris ( ⁇ -chloroethyl) phosphate, tris ( ⁇ -chloropropyl) phosphate.
- Tributoxyethyl phosphate, tributyl phosphate, triethyl phosphate, triphenyl phosphate, tricresyl phosphate, cresyl phenyl phosphate, trixylenyl phosphate, dimethylmethylphosphonate, 2-ethylhexyl diphenyl phosphate, aromatic phosphate, halogen-containing phosphorus Acid ester etc. are mentioned.
- halogen compound examples include chlorinated polyphenyl, chlorinated polyethylene, diphenyl chloride, triphenyl chloride, pentachloride fatty acid ester, perchloropentacyclodecane, chlorinated naphthalene, tetrachlorophthalic anhydride, tetrabromobisphenol A, decabromo.
- halogen compound examples include diphenyl ether, hexabromocyclododecane, bis (tetrabromophthalimide) ethane, brominated polystyrene, bis (pentabromophenyl) ethane, poly (dibromopropyl ether), hexabromobenzene and the like.
- antimony compound examples include antimony trioxide, antimony tetroxide, antimony pentoxide, antimony pentachloride, and sodium antimonate.
- boric acid compound examples include zinc borate and sodium borate.
- Examples of the hydrated metal compound include aluminum hydroxide hydrate, magnesium hydroxide hydrate, aluminum sulfate hydrate, potassium sulfate hydrate, iron sulfate hydrate, magnesium sulfate hydrate, and sodium sulfate water.
- the design layer may be one layer, but may be composed of two or more layers.
- the design layer is composed of two or more layers, it is possible to express a sense of depth and a sense of depth by appropriately including different colorants in each layer.
- a first design layer containing a binder and a first colorant is laminated on the back side of the transparent glass plate, and further on the back side is larger in size than the binder and the first colorant. It is preferable that the second design layer containing the second colorant is laminated, and further, a fibrous layer and / or a flame retardant layer is laminated on the back side of the design layer.
- a colorant having a size of less than 0.5 mm preferably, 0.1 ⁇ m or more and less than 0.5 mm, more preferably 0.5 ⁇ m or more and less than 0.3 mm
- the colorant preferably has a size of 0.5 mm or more (preferably 0.5 mm or more and 10 mm or less, more preferably 0.7 mm or more and 5 mm or less).
- the fibrous layer of the present invention is made of woven fabric, non-woven fabric, mesh or the like.
- the fiber material of such a fibrous layer includes pulp fiber, polyester fiber, polypropylene fiber, aramid fiber, vinylon fiber, polyethylene fiber, polyarylate fiber, PBO fiber (polyparaphenylene benzobisoxazole fiber), nylon fiber, acrylic fiber
- examples thereof include organic fibers such as fibers, vinyl chloride fibers, and cellulose fibers, inorganic fibers such as glass fibers, silica fibers, silica-alumina fibers, carbon fibers, and silicon carbide fibers.
- those containing inorganic fibers are preferred, and among the inorganic fibers, those containing glass fibers are preferred.
- Such a fibrous layer is more flexible than a transparent glass plate and has air permeability. Therefore, the fibrous layer can alleviate the influence of stress due to the cohesive force of the binding material and the like when forming the design layer, and can prevent distortion of the transparent glass plate.
- the fiber layer can suppress the breakage of the glass due to impact or fire, and can prevent the glass fragments from being scattered.
- a fibrous layer containing glass fibers is preferable because it has heat resistance and is lightweight.
- the fibrous layer is advantageous in that the back surface can be flattened, the thickness of the laminate can be easily managed, and the construction is easy.
- the fibrous layer when a material having high hardness such as a metal plate described in Patent Document 1 or a material having no air permeability is used, stress is applied to the transparent glass plate due to the cohesive force of the thermosetting resin.
- the transparent glass plate may be distorted.
- the thickness of the fibrous layer may be about 0.1 mm to 1.5 mm, preferably about 0.2 mm to 1.0 mm.
- the method for producing the laminate of the present invention is not particularly limited, and a known method can be adopted.
- a material for forming a design layer (hereinafter also referred to as “design layer forming material”) is applied and laminated on the back surface of the transparent glass plate, and the fibrous layer is laminated before the design layer forming material is dried and cured. It can be obtained by drying and curing.
- the design layer forming material also acts as an adhesive for the fibrous layer, the production can be simplified.
- the first design layer forming material is applied and laminated on the back surface of the transparent glass plate, and the first design layer forming material is cured or uncured, and the second design layer forming material Can be obtained by coating and laminating, laminating the fibrous layer before the second design layer forming material is dried and cured, and drying and curing.
- Examples of a method for applying and laminating these design layer forming materials include a method using a coating device such as a roller, a brush, a trowel, a spatula, and a gun, an extrusion molding device, a flow coater, a roll coater, and the like.
- a coating device such as a roller, a brush, a trowel, a spatula, and a gun
- an extrusion molding device such as a flow coater, a roll coater, and the like.
- a coloring material on the back surface of the transparent glass plate, pouring a binder, and further laminating a fiber layer, followed by drying and curing.
- a binder or the like may be applied and laminated before and / or after the coloring material is sprayed on the transparent glass plate.
- what is necessary is just to laminate
- examples of the flame retardant layer of the present invention include those containing a flame retardant, and those containing a flame retardant resin, which prevent combustion due to fire or the like and enhance fire resistance.
- examples of an inorganic foam board etc. can also be used as a flame-resistant layer.
- a metal plate is excluded as a flame retardant layer.
- a flame retardant can be fixed and used using a flame retardant and a binder.
- flame retardant known ones may be used, and examples thereof include the above-described phosphorus compounds, halides, antimony compounds, boric acid compounds, hydrated metal compounds, and the like, and one or more of these are included.
- the binder is not particularly limited, and the above-mentioned thermosetting resin and thermoplastic resin can be used.
- the blending ratio of the flame retardant in the flame retardant layer is 100 parts by weight or more, preferably 200 parts by weight or more and 1500 parts by weight or less, more preferably 300 parts by weight or more and 1200 parts by weight or less with respect to 100 parts by weight of the binder (solid content). It is.
- the thickness of the flame retardant layer may be about 0.5 mm to 3 mm.
- the flame retardant layer of the present invention may contain other additives in addition to the flame retardant and the binder.
- additives include colorants, fibers, plasticizers, antiseptics, antifungal agents, antifoaming agents, viscosity modifiers, leveling agents, pigment dispersants, antisettling agents, antisagging agents, and matting agents.
- those containing a colorant are preferred, and those in which the flame retardant layer is colored with a colorant are preferred.
- the coloring material for example, one or more of the coloring materials can be used.
- Examples of those containing a flame retardant resin include resins such as phenol resin, silicon resin, and vinyl chloride resin.
- examples of the flame retardant layer of the present invention include a resin sheet / board formed of these flame retardant resins, and a foamed flame retardant resin sheet / board formed by foaming.
- These flame retardant resins include the above flame retardants, aggregates, colorants, fibers, plasticizers, antiseptics, antifungal agents, antifoaming agents, viscosity modifiers, leveling agents, pigment dispersants, antisettling agents, Additives such as an anti-sagging agent, a matting agent, an ultraviolet absorber, a light stabilizer, an antioxidant, an antibacterial agent, an adsorbent, and a photocatalyst may be included.
- the method for producing the laminate of the present invention is not particularly limited, and a known method can be adopted.
- a material for forming a design layer (hereinafter also referred to as “design layer forming material”) is applied and laminated on the back surface of the transparent glass plate, and the design layer forming material is dried or cured before or after being cured.
- the design layer forming material is dried or cured before or after being cured.
- the first design layer forming material is applied and laminated on the back surface of the transparent glass plate, and the first design layer forming material is cured or uncured, and the second design layer forming material Applying and laminating, and before or after the second design layer forming material is dried and cured, apply and laminate the flame retardant layer forming material to dry and cure, or apply a pre-made flame retardant layer Can be obtained.
- the fibrous layer can be laminated before the flame retardant layer forming material is dried and cured.
- the flame retardant layer forming material also acts as an adhesive for the fibrous layer, the production can be simplified.
- Examples of methods for applying and laminating these design layer forming materials and flame retardant layer forming materials include, for example, methods using application devices such as rollers, brushes, trowels, spatulas, and guns, extrusion molding, flow coaters, roll coaters, etc. Is mentioned.
- a coloring material on the back surface of the transparent glass plate, pouring a binder, and further laminating a flame retardant layer forming material, followed by drying and curing.
- a binder or the like may be applied and laminated before and / or after the coloring material is sprayed on the transparent glass plate.
- a transparent glass plate / design layer / fiber layer As a laminated body of this invention, a transparent glass plate / design layer / fiber layer, a transparent glass plate / first design layer / second design layer / fiber layer, a transparent glass plate / design layer / flame retardant layer, A structure of transparent glass plate / first design layer / second design layer / flame retardant layer is preferable. Furthermore, a structure of transparent glass plate / design layer / flame retardant layer / fiber layer, transparent glass plate / first design layer / second design layer / flame retardant layer / fiber layer is preferable.
- transparent glass plate / first design layer / fiber layer / second design layer / fiber layer transparent glass plate / first design layer / fiber layer / second design layer / flame retardant layer / fiber Layer, transparent glass plate / first design layer / fiber layer / second design layer / third design layer / fiber layer, transparent glass plate / first design layer / fiber layer / second design layer / third A structure such as a design layer / a flame retardant layer / a fibrous layer may be used.
- the thickness of the laminate is not particularly limited, but is preferably about 1 mm to 12 mm (preferably about 2 mm to 10 mm).
- the laminate of the present invention can also be applied to various uses such as building materials such as walls, floors and ceilings, furniture such as tables and counters.
- a laminated body can express a high-quality design by sticking the transparent glass plate so that the front side, the fibrous layer, and / or the flame retardant layer side becomes the back side.
- Example I-16 to I-32 The material shown in Table 1 to Table 4, the composition shown in Table 5, and the combination shown in Table 6 were used to apply the first design layer forming material to the transparent glass plate with a required amount of 0.7 kg / m 2 with a roller. Then, before the first design layer forming material is cured, the second design layer forming material is applied with a roller at a required amount of 0.7 kg / m 2 , and further the second design layer forming material is cured. Before the test, a fibrous layer was laminated and dried at a temperature of 50 ° C. and a relative humidity of 60% for 5 hours to obtain a test specimen. The thickness of the design layer (the total of the design layer (first) and the design layer (second)) was 0.8 mm.
- Example I-33 The material shown in Table 1 to Table 4, the composition shown in Table 5, and the combination shown in Table 6 were used to apply the first design layer forming material to the transparent glass plate with a roller at a required amount of 0.4 kg / m 2 . After that, the fibrous layer was laminated before the first design layer forming material was cured. Then, after applying the second design layer forming material on the fibrous layer at a required amount of 0.7 kg / m 2 with a roller, before the second design layer forming material is cured, the third design layer is formed.
- the layer forming material is applied with a roller at a required amount of 0.7 kg / m 2 , and the fibrous layer is laminated before the third design layer forming material is cured, at a temperature of 50 ° C. and a relative humidity of 60%.
- the test body was obtained by drying for 5 hours.
- the thickness of the design layer (first) was 0.2 mm, and the total thickness of the design layer (second) and the design layer (third) was 0.8 mm.
- Example I-314 The material shown in Table 1 to Table 4, the composition shown in Table 5, and the combination shown in Table 6 were used to apply the first design layer forming material to the transparent glass plate with a roller at a required amount of 0.4 kg / m 2 . After that, the fibrous layer was laminated before the first design layer forming material was cured. Then, on the fibrous layer, the second design layer forming material is applied with a roller at a required amount of 1.4 kg / m 2 , and before the second designed layer forming material is cured, the fibrous layer is The specimens were laminated and dried at a temperature of 50 ° C. and a relative humidity of 60% for 5 hours to obtain a test specimen. The thickness of the design layer (first) was 0.2 mm, and the thickness of the design layer (second) was 0.8 mm.
- the design layer forming material was applied to a transparent glass plate with a roller at a required amount of 1.3 kg / m 2 and then dried at a temperature of 50 ° C. and a relative humidity of 60% for 5 hours. .
- a flame retardant layer-forming material is applied onto the design layer with a roller at a required amount of 1.3 kg / m 2 and then dried at a temperature of 50 ° C. and a relative humidity of 60% for 5 hours to obtain a test specimen. It was.
- the thickness of the design layer (first) was 0.8 mm.
- the thickness of the flame retardant layer was 1.0 mm. The following evaluation was performed on the obtained specimen.
- the first design layer forming material was applied to the transparent glass plate with a roller at a required amount of 0.3 kg / m 2 and then dried for 5 hours at a temperature of 50 ° C. and a relative humidity of 60%. I let you.
- the material was dried at a temperature of 50 ° C. and a relative humidity of 60% for 5 hours.
- the flame retardant layer forming material was applied with a roller at a required amount of 1.3 kg / m 2 and then dried at a temperature of 50 ° C.
- each design layer (the total of the design layer (first) and the design layer (second)) was 0.8 mm.
- the thickness of the flame retardant layer was 1.0 mm.
- the obtained specimen was evaluated in the same test as in Experimental Example II-1.
- the first design layer forming material was applied to the transparent glass plate with a roller at a required amount of 0.3 kg / m 2 and then dried for 5 hours at a temperature of 50 ° C. and a relative humidity of 60%. I let you. Next, after applying the second design layer forming material on the first design layer with a roller at a required amount of 1.0 kg / m 2 , the material was dried at a temperature of 50 ° C. and a relative humidity of 60% for 5 hours.
- the fiber layer is laminated before the flame retardant layer forming material is cured, and the temperature is 50 ° C. and the relative humidity.
- the specimen was dried at 60% for 5 hours.
- the thickness of each design layer (the total of the design layer (first) and the design layer (second)) was 0.8 mm.
- the thickness of the flame retardant layer was 1.0 mm.
- the obtained specimen was evaluated in the same test as in Experimental Example II-1.
- ⁇ Strain evaluation> The surface of the specimen was visually evaluated. Evaluation is as shown below. The evaluation results are shown in Tables 6 and 8. ⁇ : There was no distortion on the surface of the specimen. X: The surface of the specimen was distorted.
- ⁇ Adhesion evaluation> The produced test body was immersed in 50 degreeC warm water for 48 hours, the change of the design was observed, and the surface state was evaluated visually.
- the evaluation is a 10-step evaluation where “10” indicates that the design property is not abnormal and the excellent design property is maintained, and “1” indicates that the design layer has an abnormality such as peeling or swelling. went.
- the evaluation results are shown in Tables 6 and 8.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Textile Engineering (AREA)
- Ceramic Engineering (AREA)
- Electromagnetism (AREA)
- Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Finishing Walls (AREA)
Abstract
Description
このような建材としては、例えば、大理石、御影石を用いた光沢性を有する材料や、光輝性顔料等を用いた輝度感、彩度を有する材料等が挙げられる。
また、特許文献1では、金属板とガラス層間に、顔料を含む樹脂層を形成して一体化した化粧板が記載されている。この化粧板は、ガラス層と樹脂層との相乗効果により従来に無い色彩、質感がある意匠を醸し出している。
1.透明ガラス板の裏側に意匠層が積層されている積層体であって、
該意匠層は、結合材と着色材を含み、1層または2層以上からなる意匠層であり、
透明ガラス板に接する意匠層の結合材は、少なくとも熱硬化性樹脂を含み、
さらに意匠層の裏側に、繊維質層、及び/又は、難燃層が積層されていることを特徴とする積層体。
2.前記繊維質層が、織布、不織布、メッシュから選ばれる1種以上であることを特徴とする。
3.前記難燃層に含まれる難燃剤が、リン化合物、ハロゲン化物、アンチモン化合物、ホウ酸化合物、水和金属化合物から選ばれる1種以上であることを特徴とする。
(実験例I―1~I-15)
表1から表4に示す材料、表5に示す配合、表6に示す組み合わせにて、透明ガラス板に、意匠層形成材を、所要量1.4kg/m2でローラーにて塗布した後、意匠層形成材が硬化する前に、繊維質層を積層し、温度50℃、相対湿度60%で、5時間乾燥させ、試験体を得た。なお意匠層(第1)の厚みは0.8mmであった。
表1から表4に示す材料、表5に示す配合、表6に示す組み合わせにて、透明ガラス板に、第1の意匠層形成材を、所要量0.7kg/m2でローラーにて塗布した後、第1の意匠層形成材が硬化する前に、第2の意匠層形成材を、所要量0.7kg/m2でローラーにて塗布し、さらに第2の意匠層形成材が硬化する前に、繊維質層を積層し、温度50℃、相対湿度60%で、5時間乾燥させ、試験体を得た。なお意匠層(意匠層(第1)と意匠層(第2)の合計)の厚みは0.8mmであった。
表1から表4に示す材料、表5に示す配合、表6に示す組み合わせにて、透明ガラス板に、第1の意匠層形成材を、所要量0.4kg/m2でローラーにて塗布した後、第1の意匠層形成材が硬化する前に、繊維質層を積層した。
その後繊維質層の上に、第2の意匠層形成材を、所要量0.7kg/m2でローラーにて塗布した後、第2の意匠層形成材が硬化する前に、第3の意匠層形成材を、所要量0.7kg/m2でローラーにて塗布し、さらに第3の意匠層形成材が硬化する前に、繊維質層を積層し、温度50℃、相対湿度60%で、5時間乾燥させ、試験体を得た。なお意匠層(第1)の厚みは0.2mm、意匠層(第2)と意匠層(第3)の合計厚みは0.8mmであった。
表1から表4に示す材料、表5に示す配合、表6に示す組み合わせにて、透明ガラス板に、第1の意匠層形成材を、所要量0.4kg/m2でローラーにて塗布した後、第1の意匠層形成材が硬化する前に、繊維質層を積層した。
その後繊維質層の上に、第2の意匠層形成材を、所要量1.4kg/m2でローラーにて塗布し、さらに第2の意匠層形成材が硬化する前に、繊維質層を積層し、温度50℃、相対湿度60%で、5時間乾燥させ、試験体を得た。なお意匠層(第1)の厚みは0.2mm、意匠層(第2)の厚みは0.8mmであった。
表1~表3に示す材料、表5に示す配合にて意匠層形成材を作製した。
表1~表3に示す材料、表7に示す配合にて難燃層形成材を作製した。
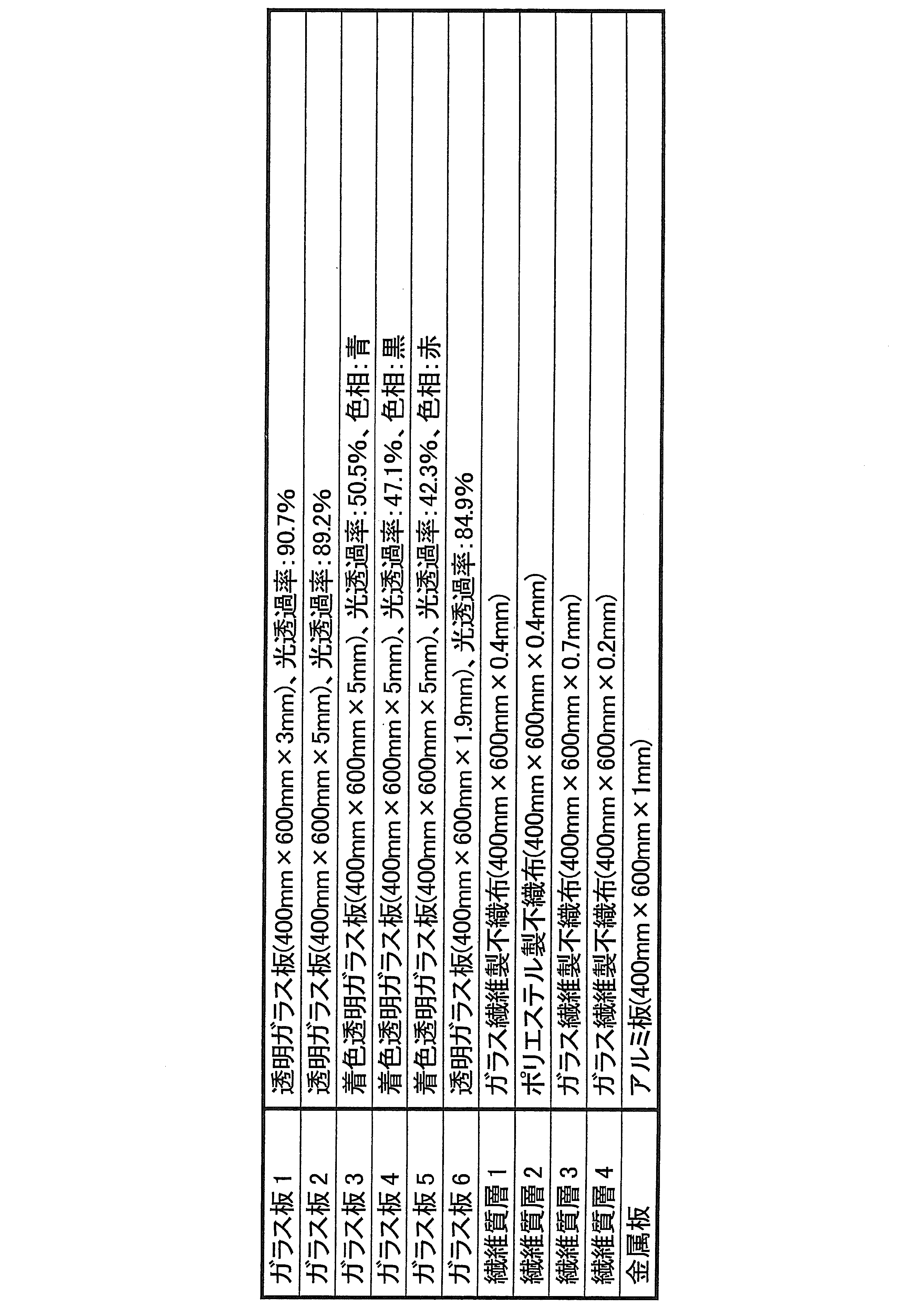
また、表4に示す透明ガラス、繊維質層、及び、金属板を使用した。
表8に示す組み合わせにて、透明ガラス板に、意匠層形成材を、所要量1.3kg/m2でローラーにて塗布した後、温度50℃、相対湿度60%で、5時間乾燥させた。次に意匠層の上に、難燃層形成材を、所要量1.3kg/m2でローラーにて塗布した後、温度50℃、相対湿度60%で、5時間乾燥させ、試験体を得た。なお意匠層(第1)の厚みは0.8mmであった。難燃層の厚みは1.0mmであった。
得られた試験体に対し、次の評価を行った。
表8に示す組み合わせにて、透明ガラス板に、第1意匠層形成材を、所要量0.3kg/m2でローラーにて塗布した後、温度50℃、相対湿度60%で、5時間乾燥させた。次に第1意匠層の上に、第2意匠層形成材を、所要量1.0kg/m2でローラーにて塗布した後、温度50℃、相対湿度60%で、5時間乾燥させた。次に、難燃層形成材を、所要量1.3kg/m2でローラーにて塗布した後、温度50℃、相対湿度60%で、5時間乾燥させ、試験体を得た。なおそれぞれの意匠層(意匠層(第1)と意匠層(第2)の合計)の厚みは0.8mmであった。難燃層の厚みは1.0mmであった。
得られた試験体に対し、実験例II-1と同様の試験にて評価を行った。
表8に示す組み合わせにて、透明ガラス板に、意匠層形成材を、所要量1.3kg/m2でローラーにて塗布した後、温度50℃、相対湿度60%で、5時間乾燥させた。次に意匠層の上に、難燃層形成材を、所要量1.3kg/m2でローラーにて塗布した後、難燃層形成材が硬化する前に、繊維質層を積層し、温度50℃、相対湿度60%で、5時間乾燥させ、試験体を得た。なお意匠層(第1)の厚みは0.8mmであった。難燃層の厚みは1.0mmであった。
得られた試験体に対し、実験例II-1と同様の試験にて評価を行った。
表8に示す組み合わせにて、透明ガラス板に、第1意匠層形成材を、所要量0.3kg/m2でローラーにて塗布した後、温度50℃、相対湿度60%で、5時間乾燥させた。次に第1意匠層の上に、第2意匠層形成材を、所要量1.0kg/m2でローラーにて塗布した後、温度50℃、相対湿度60%で、5時間乾燥させた。次に、難燃層形成材を、所要量1.3kg/m2でローラーにて塗布した後、難燃層形成材が硬化する前に、繊維質層を積層し、温度50℃、相対湿度60%で、5時間乾燥させ、試験体を得た。なおそれぞれの意匠層(意匠層(第1)と意匠層(第2)の合計)の厚みは0.8mmであった。難燃層の厚みは1.0mmであった。
得られた試験体に対し、実験例II-1と同様の試験にて評価を行った。
試験体表面を目視し評価した。評価は下記に示すとおりである。評価結果は表6、及び、表8に示す。
○:試験体表面に歪みはなかった。
×:試験体表面は歪んでいた。
試験体表面の意匠を目視にて評価した。
評価は、奥行き感、深み感、高級性がある優れた意匠性のものを「10」、意匠性に劣っているものを「1」とする10段階評価で行った。評価結果は表6、及び、表8に示す。
作製した試験体を、50℃温水に48時間浸漬し、意匠の変化を観察し、目視にて表面状態を評価した。
評価は、意匠性に異常がみられず優れた意匠性が維持されていたものを「10」、意匠層が剥がれる・膨れる等の異常がみられたものを「1」とする10段階評価で行った。評価結果は表6、及び、表8に示す。
ISO 5660-1 コーンカロリーメーター法に基づき、電気ヒーター(CONEIII、株式会社東洋精機製)を用いて、試験体表面に50kW/m2の輻射熱を放射したときの最大発熱速度を評価した。評価結果は表8に示す。
◎:最大発熱速度が175kW/m2未満
○:最大発熱速度が200kW/m2未満
△:最大発熱速度が200kW/m2以上
×:発熱速度200kW/m2以上を10秒以上継続







Claims (3)
- 透明ガラス板の裏側に意匠層が積層されている積層体であって、
該意匠層は、結合材と着色材を含み、1層または2層以上からなる意匠層であり、
透明ガラス板に接する意匠層の結合材は、少なくとも熱硬化性樹脂を含み、
さらに意匠層の裏側に、繊維質層、及び/又は、難燃層が積層されていることを特徴とする積層体。 - 前記繊維質層が、織布、不織布、メッシュから選ばれる1種以上であることを特徴とする請求項1に記載の積層体。
- 前記難燃層に含まれる難燃剤が、リン化合物、ハロゲン化物、アンチモン化合物、ホウ酸化合物、水和金属化合物から選ばれる1種以上であることを特徴とする請求項1又は2に記載の積層体。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013511016A JP5525105B2 (ja) | 2011-04-19 | 2012-04-18 | 積層体 |
| HK14100749.8A HK1187575B (en) | 2011-04-19 | 2012-04-18 | Laminate |
| CN201280018053.5A CN103459144B (zh) | 2011-04-19 | 2012-04-18 | 层叠体 |
| SG2013077516A SG194527A1 (en) | 2011-04-19 | 2012-04-18 | Laminate |
| EP12774637.8A EP2700501A4 (en) | 2011-04-19 | 2012-04-18 | LAMINATED BODY |
| US14/113,203 US9487947B2 (en) | 2011-04-19 | 2012-04-18 | Decorative laminated plate |
| KR1020137025747A KR101468353B1 (ko) | 2011-04-19 | 2012-04-18 | 적층체 |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-093087 | 2011-04-19 | ||
| JP2011093088 | 2011-04-19 | ||
| JP2011093087 | 2011-04-19 | ||
| JP2011-093088 | 2011-04-19 | ||
| JP2012-035733 | 2012-02-22 | ||
| JP2012035734 | 2012-02-22 | ||
| JP2012035733 | 2012-02-22 | ||
| JP2012-035734 | 2012-02-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012144513A1 true WO2012144513A1 (ja) | 2012-10-26 |
Family
ID=47041619
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/060428 Ceased WO2012144513A1 (ja) | 2011-04-19 | 2012-04-18 | 積層体 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9487947B2 (ja) |
| EP (1) | EP2700501A4 (ja) |
| JP (1) | JP5525105B2 (ja) |
| KR (1) | KR101468353B1 (ja) |
| CN (1) | CN103459144B (ja) |
| MY (1) | MY161686A (ja) |
| SG (1) | SG194527A1 (ja) |
| WO (1) | WO2012144513A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016163359A1 (ja) * | 2015-04-06 | 2016-10-13 | 株式会社エフコンサルタント | 積層体 |
| JP2017077720A (ja) * | 2015-04-06 | 2017-04-27 | 株式会社エフコンサルタント | 積層体 |
| CN108424075A (zh) * | 2018-04-05 | 2018-08-21 | 南京市雨花台区绿宝工业设计服务中心 | 一种建筑防火装饰板的制备方法 |
| JP2020146881A (ja) * | 2019-03-12 | 2020-09-17 | 東雄技研株式会社 | 積層板の製造方法及び当該方法により製造した壁面パネル |
| JP2022139418A (ja) * | 2021-03-12 | 2022-09-26 | 株式会社エフコンサルタント | 積層体及び被覆構造体 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102746863B1 (ko) * | 2015-10-16 | 2024-12-27 | 클린파이버 인크. | 셀룰로오스계 단열재 및 그의 제조 방법 |
| JP2017145168A (ja) * | 2016-02-17 | 2017-08-24 | 日本電気硝子株式会社 | 耐熱ガラス |
| CN105672622A (zh) * | 2016-02-26 | 2016-06-15 | 王通 | 玻璃地板的制作工艺 |
| MA49244A (fr) | 2017-05-11 | 2020-04-15 | Ecolab Usa Inc | Compositions et procédé de nettoyage ou de restauration de sol |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53105522A (en) * | 1977-02-28 | 1978-09-13 | Dainippon Printing Co Ltd | Production of decorative glass |
| JPS54161364U (ja) * | 1978-04-28 | 1979-11-12 | ||
| JPS62129039U (ja) * | 1986-02-04 | 1987-08-15 | ||
| JPH0316942A (ja) * | 1989-06-15 | 1991-01-24 | Dainichiseika Color & Chem Mfg Co Ltd | 着色合せガラス及びその製造方法 |
| JPH06305786A (ja) * | 1993-04-20 | 1994-11-01 | Bridgestone Corp | 合わせガラス及びその中間膜 |
| JPH06322934A (ja) | 1993-05-18 | 1994-11-22 | Ig Tech Res Inc | 化粧板 |
| JP3115522U (ja) * | 2005-07-27 | 2005-11-10 | 和光化学工業株式会社 | 塗装ガラス製品 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1014171A (fr) * | 1949-05-24 | 1952-08-11 | Panneau de revêtement en verre | |
| DE1165182B (de) * | 1961-06-28 | 1964-03-12 | Du Pont | Pigment auf der Basis von durchscheinenden glimmerartigen Schuppen und Verfahren zu dessen Herstellung |
| US3434862A (en) * | 1966-02-11 | 1969-03-25 | Jane Luc | Decorative process |
| NO871019L (no) * | 1986-03-17 | 1987-09-18 | Deltaglass Sa | Laminert sikkerhetsglass. |
| GB8629177D0 (en) * | 1986-12-05 | 1987-01-14 | Deltaglass Sa | Laminates |
| US4935281A (en) * | 1989-04-05 | 1990-06-19 | Springs Industries, Inc. | Flame barrier office building materials |
| JPH03115522A (ja) * | 1989-09-27 | 1991-05-16 | Seiko Instr Inc | 希土類鉄系磁石材料の表面処理方法 |
| US5433997A (en) * | 1993-07-16 | 1995-07-18 | Land; Frank J. | Textured glass yarn fabric for use in wallcoverings, acoustical panels and ceiling tiles |
| DE4415432A1 (de) * | 1994-05-03 | 1995-11-09 | Claudia Hetzel | Flächiges Objekt |
| FR2729416B1 (fr) | 1995-01-13 | 1997-04-25 | Ronzat Sa Soc Nouv | Procede de fabrication et de pose de panneaux decoratifs en verre |
| KR19980033680A (ko) | 1998-05-08 | 1998-07-25 | 주덕중 | 유리나 투명 합성수지판을 기재로한 박리 및 변질이 없는 칼라 무늬 인조 대리석의 제조방법. |
| DE29809607U1 (de) | 1998-05-28 | 1998-11-05 | Moik, Günther, Innsbruck | Verbundglasscheibe bestehend aus zwei Deckglasscheiben, wobei zwischen den zwei Deckglasscheiben mindestens eine Schicht aus Kunstharz angeordnet ist |
| CN2470105Y (zh) * | 2001-03-02 | 2002-01-09 | 长兴县昌盛有限公司 | 防爆溅玻璃板 |
| DE102007009695B4 (de) * | 2007-02-28 | 2009-11-12 | Engel Oberflächentechnik GmbH | Beschichtetes Substrat für Überkopf-Verglasungen, Glasdächer oder Fassaden- und Brüstungsverglasungen sowie Verfahren und Vorrichtung zum Herstellen des Substrates |
| DE102007047586A1 (de) | 2007-10-05 | 2009-04-09 | Evonik Degussa Gmbh | Beschichtungsstoffzusammensetzungen |
| CN101735529A (zh) * | 2009-12-17 | 2010-06-16 | 天龙伟业线缆有限公司 | 阻燃耐油耐老化热塑性弹性体电缆料及其生产方法 |
| JP2012179892A (ja) * | 2010-10-19 | 2012-09-20 | Nitto Denko Corp | 高難燃ポリマー部材、難燃性物品及び難燃化方法 |
-
2012
- 2012-04-18 US US14/113,203 patent/US9487947B2/en not_active Expired - Fee Related
- 2012-04-18 SG SG2013077516A patent/SG194527A1/en unknown
- 2012-04-18 CN CN201280018053.5A patent/CN103459144B/zh not_active Expired - Fee Related
- 2012-04-18 MY MYPI2013003737A patent/MY161686A/en unknown
- 2012-04-18 KR KR1020137025747A patent/KR101468353B1/ko not_active Expired - Fee Related
- 2012-04-18 EP EP12774637.8A patent/EP2700501A4/en not_active Withdrawn
- 2012-04-18 JP JP2013511016A patent/JP5525105B2/ja active Active
- 2012-04-18 WO PCT/JP2012/060428 patent/WO2012144513A1/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53105522A (en) * | 1977-02-28 | 1978-09-13 | Dainippon Printing Co Ltd | Production of decorative glass |
| JPS54161364U (ja) * | 1978-04-28 | 1979-11-12 | ||
| JPS62129039U (ja) * | 1986-02-04 | 1987-08-15 | ||
| JPH0316942A (ja) * | 1989-06-15 | 1991-01-24 | Dainichiseika Color & Chem Mfg Co Ltd | 着色合せガラス及びその製造方法 |
| JPH06305786A (ja) * | 1993-04-20 | 1994-11-01 | Bridgestone Corp | 合わせガラス及びその中間膜 |
| JPH06322934A (ja) | 1993-05-18 | 1994-11-22 | Ig Tech Res Inc | 化粧板 |
| JP3115522U (ja) * | 2005-07-27 | 2005-11-10 | 和光化学工業株式会社 | 塗装ガラス製品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2700501A4 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016163359A1 (ja) * | 2015-04-06 | 2016-10-13 | 株式会社エフコンサルタント | 積層体 |
| JP2017077720A (ja) * | 2015-04-06 | 2017-04-27 | 株式会社エフコンサルタント | 積層体 |
| CN108424075A (zh) * | 2018-04-05 | 2018-08-21 | 南京市雨花台区绿宝工业设计服务中心 | 一种建筑防火装饰板的制备方法 |
| JP2020146881A (ja) * | 2019-03-12 | 2020-09-17 | 東雄技研株式会社 | 積層板の製造方法及び当該方法により製造した壁面パネル |
| JP7215679B2 (ja) | 2019-03-12 | 2023-01-31 | 東雄技研株式会社 | 積層板の製造方法及び当該方法により製造した壁面パネル |
| JP2022139418A (ja) * | 2021-03-12 | 2022-09-26 | 株式会社エフコンサルタント | 積層体及び被覆構造体 |
Also Published As
| Publication number | Publication date |
|---|---|
| SG194527A1 (en) | 2013-12-30 |
| KR101468353B1 (ko) | 2014-12-03 |
| JPWO2012144513A1 (ja) | 2014-07-28 |
| EP2700501A1 (en) | 2014-02-26 |
| US9487947B2 (en) | 2016-11-08 |
| CN103459144B (zh) | 2015-06-17 |
| JP5525105B2 (ja) | 2014-06-18 |
| MY161686A (en) | 2017-05-15 |
| US20140045396A1 (en) | 2014-02-13 |
| EP2700501A4 (en) | 2014-10-22 |
| HK1187575A1 (en) | 2014-04-11 |
| KR20130125399A (ko) | 2013-11-18 |
| CN103459144A (zh) | 2013-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5525105B2 (ja) | 積層体 | |
| JP6561614B2 (ja) | 化粧シート及び化粧板 | |
| CN105531335B (zh) | 涂料及其用于交通工具内部的构件的涂层体系的用途 | |
| JP6036490B2 (ja) | 化粧シートの製造方法 | |
| JP6507473B2 (ja) | 化粧シート | |
| JP5777231B2 (ja) | 被覆材、被覆材層、及び、積層構造体 | |
| JP6307792B2 (ja) | 化粧シート及びその製造方法 | |
| JP6445689B2 (ja) | バリア層、及びプラスチック基板のコーティングシステムにおけるその使用 | |
| JP6679834B2 (ja) | 化粧シート及び化粧板 | |
| JP2017159583A (ja) | 防湿化粧板および建材、化粧板、化粧シート | |
| JP5382933B2 (ja) | 積層体 | |
| JP6094697B2 (ja) | 不燃塗装化粧板 | |
| JP2013256087A (ja) | 積層体 | |
| JP5754529B2 (ja) | 防湿化粧シート及び防湿化粧材の製造方法 | |
| JP5888091B2 (ja) | 不燃塗装化粧板 | |
| JP3206989U (ja) | 積層体 | |
| JP2014076625A (ja) | 積層体 | |
| HK1187575B (en) | Laminate | |
| JP2014080856A (ja) | 壁面構造体 | |
| JP6153779B2 (ja) | 化粧板 | |
| JP2014076926A (ja) | 積層体 | |
| JP5488440B2 (ja) | 表面層材料及びメラミン化粧板 | |
| JP6190639B2 (ja) | 化粧板 | |
| JP6331568B2 (ja) | 化粧シート | |
| JP2020163792A (ja) | 難燃シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12774637 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013511016 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20137025747 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14113203 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2012774637 Country of ref document: EP |