WO2012147737A1 - Fritté à base de carbure de tungstène et éléments résistant à l'abrasion l'utilisant - Google Patents
Fritté à base de carbure de tungstène et éléments résistant à l'abrasion l'utilisant Download PDFInfo
- Publication number
- WO2012147737A1 WO2012147737A1 PCT/JP2012/060963 JP2012060963W WO2012147737A1 WO 2012147737 A1 WO2012147737 A1 WO 2012147737A1 JP 2012060963 W JP2012060963 W JP 2012060963W WO 2012147737 A1 WO2012147737 A1 WO 2012147737A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tungsten carbide
- sintered body
- volume
- phase
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images














Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/06—Construction of plunger or mould
- C03B11/08—Construction of plunger or mould for making solid articles, e.g. lenses
- C03B11/084—Construction of plunger or mould for making solid articles, e.g. lenses material composition or material properties of press dies therefor
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/5607—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides
- C04B35/5626—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on refractory metal carbides based on tungsten carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
- C04B35/6455—Hot isostatic pressing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/002—Tools other than cutting tools
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/02—Press-mould materials
- C03B2215/05—Press-mould die materials
- C03B2215/07—Ceramic or cermets
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
- C04B2235/3843—Titanium carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
- C04B2235/3847—Tungsten carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3856—Carbonitrides, e.g. titanium carbonitride, zirconium carbonitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3886—Refractory metal nitrides, e.g. vanadium nitride, tungsten nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
Definitions
- the present invention relates to an improved tungsten carbide-based sintered body and a wear-resistant member using the same.
- the cemented carbide is manufactured by a powder metallurgy method in which carbide and iron group metal powders as raw materials are pulverized and mixed, and then pressed and heated to sinter. In the heating process during sintering, the iron group metal is first melted to generate a liquid phase, the flow of which causes rearrangement of the solid phase particles, and then dissolution of the solid phase particles into the liquid phase occurs. Thereafter, precipitation, growth and coalescence of solid phase particles occur in the cooling process, and a cemented carbide consisting of a columnar carbide particle phase and an iron group metal phase as a connective structure is formed.
- Patent Document 1 vanadium carbide (VC) or chromium carbide (Cr 3 C 2 ) having an effect of suppressing grain growth of tungsten carbide as an additive (see, for example, Patent Document 1).
- the first phase is WC
- the second phase is a double coal (nitride) containing Ti and W as main components
- the binder phase metal exists as a third phase double coal (nitride).
- a sintered alloy having a three-phase mixed structure is disclosed.
- Ni is 0.02 to 0.5% by weight, and one or more of carbides, nitrides, and carbonitrides of transition metals of Groups 4, 5, and 6 of the periodic table are 0.1 to 5%. 0.0% by weight, the balance being a sintered body composed of tungsten carbide and inevitable impurities, the microstructure is composed of a hard phase, a binder phase, and a reaction phase, and when the area ratio of the reaction phase is S (%), 0.1% Disclosed is a glass optical element molding die member in which P ⁇ 0.1, where ⁇ S ⁇ 2 and the porosity is P (%).
- Patent Document 4 1 to 15% by weight of one or more selected from iron group metals as a binder phase component, and carbides, nitrides of Group 4, 5, and 6 metals in the periodic table as solid solution phase components 1 to 20% by weight of a solid solution, carbonitride, or a solid solution thereof, and the balance is composed of a hard phase component and inevitable impurities of tungsten carbide, and the solid solution phase component is distributed substantially evenly inside the member,
- a cemented carbide member is disclosed in which the solid solution phase component is continuously reduced in the surface portion of the member in a region where the solid solution phase component is distributed substantially uniformly.
- Patent Document 5 discloses a tungsten carbide phase, a solid solution phase composed of at least two kinds of carbides selected from the group of metals of Groups 4, 5, and 6 of the periodic table, nitrides and carbonitrides, and at least one kind of iron. And a Zr—Nb solid solution phase containing at least Zr and Nb as a solid solution phase. The average particle size d of the Zr—Nb solid solution phase with respect to the average particle size d 1 of the tungsten carbide phase.
- a cemented carbide having a ratio of 2 (d 2 / d 1 ) of 0.5 to 2 is disclosed.
- the cemented carbide described in Patent Document 1 lacks chemical stability when the temperature is particularly high because the compounds of Group 4 elements, Group 5 elements, and Group 6 elements do not contain nitrogen. Has the problem.
- the compounds of Group 4 elements, Group 5 elements, and Group 6 elements that do not contain nitrogen are the same as in Patent Document 1 above.
- the WC content is low, so the fracture toughness is as low as 74.5% or less, so the toughness of WC is sufficiently increased. Cannot be used, and its application is extremely limited.
- the cemented carbide described in Patent Document 3 has a relatively large carbonitride raw material powder size of 1 to 2 ⁇ m, and therefore does not have a sufficient function of suppressing WC crystal growth, and has sufficient hardness and strength. I can't get it. Since the composition and physical properties of the cemented carbide member described in Patent Document 4 differ depending on the location of the sintered body, the wear-resistant member that is the main object of the present invention is limited in its use, such as life Prediction is also difficult.
- the cemented carbide described in Patent Document 5 does not show an example of containing nitrogen, and has the same problem as in References 1 and 2.
- the present invention has been made in view of such circumstances, and has a high grain growth suppressing effect on tungsten carbide, and has a tungsten carbide-based sintered body excellent in chemical durability such as corrosion resistance in addition to mechanical strength and the same. It aims at providing wear-resistant members, such as a head part for used application tools, a cutting blade, a cutter blade, a lens type, and a seal ring.
- the present invention provides a tungsten carbide-based sintered body described in the following (1) to (11) and a wear-resistant member described in the following (12) and (13).
- a main component is a carbonitride of one or more elements selected from the group consisting of a first phase mainly composed of tungsten carbide and a group 4 element, a group 5 element, and a group 6 element.
- the first phase tungsten carbide 0.01 volume% or more and less than 4 volume% of the total volume of the sintered body is an iron group element, a group 4 element, a group 5 element, and a group 6 element
- the tungsten carbide-based sintered body according to any one of 10 (12) A wear-resistant member using the tungsten carbide-based sintered body according to any one of (1) to (11). (13) The wear resistant member according to (12), which is any one of a coating tool head, a cutting blade, a lens mold, a seal ring, and a cutting tool.
- Group 4 element means any of titanium (Ti), zirconium (Zr), and hafnium (Hf), and “Group 5 element” means vanadium (V), niobium.
- Group 6 element refers to any of chromium (Cr), molybdenum (Mo), and tungsten (W).
- the “iron group element” refers to any of iron (Fe), cobalt (Co), and nickel (Ni).
- the tungsten carbide-based sintered body of the present invention one or a plurality of types selected from the group consisting of Group 4 elements, Group 5 elements and Group 6 elements used for forming the second phase which is the binder phase
- Elemental carbonitride has a high grain growth inhibitory effect on tungsten carbide and can easily produce fine particles having a fine particle size. Therefore, the tungsten carbide-based sintered body of the present invention manufactured using such a carbonitride as a raw material has a dense structure in which grain growth of tungsten carbide is effectively suppressed and does not include coarse particles.
- it is excellent in corrosion resistance and toughness as compared with those using an iron group metal such as cobalt as a binder phase.
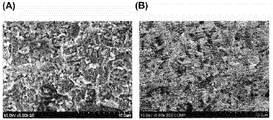
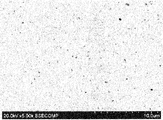
- (A) is a SEM image (SE) of the fracture surface of the tungsten carbide-based sintered body obtained in Example 1 (addition of 2% by volume of (Ti, W) (C, N)),
- (B) is It is a SEM image (BSE) of the polished surface of the tungsten carbide based sintered body.
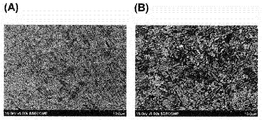
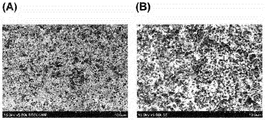
- (A) is an SEM image (SE) of a fracture surface of a tungsten carbide based sintered body (VC—Cr 3 C 2 —WC) not containing carbonitride
- (B) is the tungsten carbide based sintered body ( It is a SEM image (BSE) of the polished surface of (VC—Cr 3 C 2 —WC).
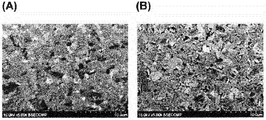
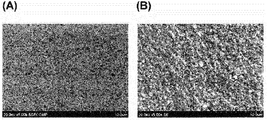
- (A) is the SEM image (SE) of the fracture surface of the tungsten carbide-based sintered body obtained in Example 2, and (B) is the SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body. is there.
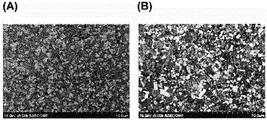
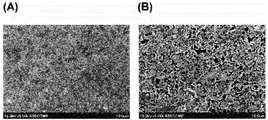
- (A) is a SEM image (SE) of the fracture surface of the tungsten carbide-based sintered body obtained in Example 3 (with vanadium carbide (1% by volume) added), and (B) is the same tungsten carbide-based sintered material. It is a SEM image (BSE) of the grinding
- (A) is the SEM image (SE) of the fracture surface of the tungsten carbide based sintered body obtained in Example 3 (added with chromium carbide (0.7% by volume) and niobium carbide (0.3% by volume)).
- (B) is an SEM image (BSE) of the polished surface of the tungsten carbide based sintered body.
- (A) is an SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 4 (0.5% by volume of (Ti, W) (C, N) added),
- (B ) Is an SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is an SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 4 (addition of 1% by volume of (Ti, W) (C, N)), (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is a SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 4 (addition of 2% by volume of (Ti, W) (C, N)), and
- (B) is It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is a SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 4 (15% by volume of (Ti, W) (C, N) added), and (B) is It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is an SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 4 (addition of 30% by volume of (Ti, W) (C, N)),
- (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is an SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 4 (0.5% by volume of (Ti, Mo) (C, N) added), (B ) Is an SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is a SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 4 (addition of 1% by volume of (Ti, Mo) (C, N)),
- (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is an SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 4 (addition of 2% by volume of (Ti, Mo) (C, N)), and (B) is It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is an SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 4 (addition of 15% by volume of (Ti, Mo) (C, N)),
- (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is a SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 4 (addition of 30% by volume of (Ti, Mo) (C, N)), and (B) is It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body. It is a SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 5 (Co addition amount 1 vol%, (Ti, Mo) (C, N) added 2 vol%)).
- (A) is the SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 6 (5% by volume of (Ti, W) (C, N) added), (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- (A) is a SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 6 (addition of 2% by volume of (Ti, Mo) (C, N)),
- (B) is It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- A is an SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained in Example 6 (5% by volume of (Ti, Mo) (C, N) added), (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- A) is an SEM image (BSE) of the polished surface of the tungsten carbide based sintered body obtained in Example 7 (addition of 2% by volume of (Ti, Mo) (C, N)), (B) It is a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body.
- tungsten carbide-based sintered body is mainly composed of tungsten carbide.
- carbonitride group 4 element, group 5 element and group 6 element
- the volume fraction of the second phase is 0.01 volume% or more and less than 40 volume% of the total volume of the sintered body, and the first phase exceeds the remaining volume, that is, 60 volume% of the total volume of the sintered body. .99% by volume or less. If the volume fraction of the second phase is less than 0.01% by volume of the total volume of the sintered body, the grain growth of tungsten carbide cannot be sufficiently suppressed, and sufficient mechanical properties cannot be obtained. Further, when the volume fraction of the second phase is 40% by volume or more of the total volume of the sintered body, the toughness and strength, particularly toughness, are significantly reduced.
- the volume fraction of each phase can be determined by any known method such as analysis of the in-plane distribution of each phase by image analysis of an electron microscope image, or analysis of the in-plane distribution of constituent elements using EPMA (X-ray probe microanalyzer). It can be determined using methods and apparatus.
- the volume fraction of the second phase is 0.01 volume% or more and less than 40 volume% of the total volume of the sintered body, and is appropriately adjusted according to the application, required mechanical characteristics, and the like.
- the volume fraction of the second phase is preferably 0.5 volume% or more and 5 volume% or less of the total volume of the sintered body.
- the in-plane distribution can be obtained from the electron microscope image, but the crystal particles constituting the second phase having a low volume fraction are separated from each other. Therefore, the average particle diameter can be measured by image analysis. Since the crystal particles are not necessarily spherical, for example, the area of each particle is obtained by counting the number of pixels corresponding to each particle from the binarized image, and the diameter of a circle having the same area as that particle is obtained. The particle diameter of each crystal particle is determined using a method such as setting the particle diameter of the particle. A preferable range of the average particle diameter of the crystal grains constituting the second phase is 0.03 to 1.1 ⁇ m.
- the fracture mode of the sintered body is dominated by intragranular fracture, so the fracture strength is half the grain size.
- the average grain size of the crystal grains be as small as possible within the above range in order to obtain a tungsten carbide-based sintered body having excellent mechanical characteristics.
- the grain size of the tungsten carbide crystal particles constituting the first phase is also It can be determined in the same manner as in the case of the second phase, and even when the tungsten carbide crystal particles are in contact with each other, it is possible to observe the crystal grain boundary due to the difference in crystal orientation, etc. by the corrosion treatment with alkali, etc. By doing so, the particle size of the crystal particles can be determined.
- the preferable particle diameter of the tungsten carbide crystal particles is 0.05 to 1 ⁇ m, and the more preferable particle diameter is 0.05 to 0.4 ⁇ m.
- the second phase may be composed only of the carbonitride, but may contain impurities in the raw material and inevitable impurities caused by impurities mixed in the manufacturing process.
- the first phase may contain unavoidable impurities other than tungsten carbide (WC). However, since such impurities are pushed out to the grain boundary portion as the tungsten carbide crystal grains grow, the first phase is usually used.
- One phase consists only of substantially pure tungsten carbide.
- Carbonitrides constituting the second phase are Group 4 elements, Group 5 elements and Group 6 elements, that is, titanium (Ti), zirconium (Zr), hafnium (Hf), vanadium (V), niobium ( It contains one or more elements selected from the group consisting of Nb), tantalum (Ta), chromium (Cr), molybdenum (Mo) and tungsten (W).
- the carbonitride preferably contains Ti as an element selected from the group consisting of Group 4 elements, Group 5 elements and Group 6 elements.
- Specific examples of the carbonitride constituting the second phase include (Ti, W) (C, N), (Ti, Mo) (C, N), and the like.
- x When the molar fraction of carbon and nitrogen contained in carbonitride is x: (1-x), x is 0.2 or more and 0.8 or less, preferably 0.3 or more and 0.7 or less. It is. When x exceeds 0.8, the effect of suppressing grain growth is slightly reduced. On the other hand, if x is less than 0.2, the effect of suppressing grain growth is not significantly affected, but the thermal conductivity is remarkably lowered, so that it is not suitable for use at high temperatures, and the raw material powder is manufactured and obtained. Becomes extremely difficult.
- the tungsten carbide-based sintered body is manufactured by mixing raw material powder, press-molding it into a predetermined shape, and firing it.
- tungsten carbide and carbonitride can be used as raw materials produced by any known method.
- the mixing ratio of tungsten carbide and carbonitride is appropriately adjusted so that the volume fraction of the first phase and the second phase in the obtained sintered body is within a desired range.
- the volume fraction of tungsten carbide and carbonitride powder is, for example, that the former exceeds 80% by volume of the total volume of the sintered body and 99.9% by volume or less, and the latter is 0.01% by volume of the total volume of the sintered body. More than 20% by volume.
- the raw material powder can be mixed using any known method and apparatus such as a planetary ball mill.
- the rotation speed and mixing time of the ball mill can be appropriately adjusted so that a uniform mixture is obtained.
- the rotational speed of the planetary ball mill is set to about 150 rpm for mixing only and about 350 rpm for grinding, and mixing is performed for about 24 to 72 hours.
- a solvent such as methanol may be added as a solvent during mixing.
- the mixed raw material powder is put into a mold or the like and pressed (for example, 100 to 300 MPa) to be pressure-molded into a predetermined shape.
- a binder such as paraffin may be added, for example, about 3% by weight of the raw material powder in order to enhance the binding property.
- the raw material powder after molding is sintered to obtain a tungsten carbide-based sintered body.
- the sintering temperature is, for example, 1500 to 2000 ° C., depending on the type of carbonitride used as a raw material. If necessary, after degreasing and pre-sintering at a temperature of about 800 ° C., machining may be performed, and then main sintering may be performed at the above temperature. Further, after sintering, HIP (hot isostatic pressing) may be performed in an inert atmosphere such as argon or nitrogen to remove voids in the sintered structure.
- HIP hot isostatic pressing
- the tungsten carbide-based sintered body among the first phase tungsten carbides, 0.01% by volume or more and less than 4% by volume of the total volume of the sintered body is an iron group element, a group 4 element, a group 5 element, and It may be substituted with a third phase mainly composed of a composite carbide and / or composite carbonitride of one or more elements selected from the group consisting of Group 6 elements. That is, in the tungsten carbide-based sintered body having the three-phase system as described above, the volume fraction of the second phase is 0.01 volume% or more and less than 40 volume% of the total volume of the sintered body.
- the volume fraction of the phase is 0.01 volume% or more and less than 4 volume% of the total volume of the sintered body, and the first phase exceeds the remainder, that is, 56 volume% of the total volume of the sintered body, and 99.98. % By volume or less. If the volume fraction of the third phase is less than 0.01% by volume relative to the total volume of the sintered body, the presence of the third phase cannot be confirmed by observation, and if it exceeds 4% by volume of the total volume of the sintered body, Since the expansion coefficient becomes large, it is difficult to use for applications where the coefficient of thermal expansion is limited, such as a lens mold or a coating tool.
- the third phase may contain an iron group element. In this case, it is preferable that at least cobalt is contained.
- Cobalt has good wettability at high temperatures with tungsten carbide, has the effect of improving the sinterability, suppressing the occurrence of unevenness in the sintered body, and improving the mechanical properties. Moreover, when only nickel or iron is added as an iron group element, it becomes difficult to control the amount of carbon. For the above reason, cobalt is preferable as the iron group element contained in the sintered body.
- the tungsten carbide-based sintered body composed of the above three-phase system is the above two-phase system except that an iron group metal source (iron group metal or a salt thereof: for example, metallic cobalt or cobalt salt) is further used as a raw material. Since it can be manufactured using the same raw material and method as the tungsten carbide based sintered body made of, detailed description is omitted here.
- an iron group metal source iron group metal or a salt thereof: for example, metallic cobalt or cobalt salt
- the volume fraction of the third phase can be adjusted by appropriately changing the blending ratio of the iron group metal source used as a raw material according to the use of the sintered body and the required properties. For example, when it is necessary to ensure the bending strength of the sintered body, the preferred volume fraction of the third phase is 0.2% by volume or less of the total volume of the sintered body.
- the physical properties of the sintered body can be significantly changed by adjusting the volume fraction of the second phase.
- the sintered body has a thermal expansion coefficient (preferably a desired clearance is obtained by balancing with peripheral members using a binderless cemented carbide which is currently mainstream. 4.8 to 5.3 ppm) and corrosion resistance to glass.
- the iron group element including cobalt may be present in the form of substituting part or all of the third phase as a metal phase, but complex carbides with groups 4, 5, and 6 in the third phase (for example, W 3 Co 3 C), composite nitride, or composite carbonitride.
- a carbide of one or more elements selected from the group consisting of Group 4, Group 5 and Group 6 elements may be added as a raw material.
- the carbide is included as a component of the third phase.
- the carbide may be present in a form in which the carbide is dispersed in the second phase.
- the tungsten carbide-based sintered body composed of a three-phase system as in the case of the two-phase system, an analysis of the in-plane distribution of each phase by image analysis of an electron microscope image and an EPMA (X-ray probe microanalyzer) were used.
- the volume fraction of each phase can be obtained from analysis of in-plane distribution of constituent elements.
- the mechanical properties of the tungsten carbide-based sintered body obtained as described above can be measured according to a conventional method.
- Specific examples of the mechanical properties include normal temperature or high temperature hardness (Rockwell hardness and Vickers hardness), fracture toughness (K1c), bending strength (bending strength), volumetric thermal expansion coefficient, and the like.
- the tungsten carbide-based sintered body according to one embodiment of the present invention can be suitably used for wear-resistant members such as a coating tool head, a cutting blade, a cutter blade, a lens mold, and a seal ring.
- Example 1 Production of tungsten carbide based sintered body (1) Put tungsten carbide and (Ti, W) (C, N) powder (see Table 1 for carbon nitride addition amount (volume%)) into a ball mill (ball material is low cobalt cemented carbide) and add methanol. And pulverized and mixed for 96 hours. After evaporating methanol, hot pressing was performed in an Ar atmosphere at a pressure of 25 to 30 MPa and 1700 to 1900 ° C., and then HIP treatment was performed in an Ar atmosphere at 1700 ° C. and 180 MPa. In order to selectively increase the nitrogen mole fraction of carbonitride, the atmosphere during HIP treatment may be a mixed atmosphere of Ar and N 2 .
- Rockwell hardness (HRA) and Vickers hardness (Hv), fracture toughness (plane strain fracture toughness: K1c) and bending strength (TRS) at room temperature of the obtained tungsten carbide-based sintered body were JIS, respectively. It was measured according to Z 2245, JIS Z 2244, JIS G 0202, and JIS Z 2203.
- Table 1 shows the relationship between the amount of (Ti, W) (C, N) added (volume% with respect to the total volume of the sintered body: the same applies hereinafter) and the mechanical properties of the sintered body.
- an SEM image (SE) of a fracture surface of a tungsten carbide-based sintered body obtained from a raw material added with 2.0% by volume of (Ti, W) (C, N) and an SEM image (BSE) of a polished surface They are shown in FIGS. 1 (A) and (B), respectively.
- the “TC amount” represents the total carbon amount, and the relative density is a relative value when the theoretical density on the powder composition of (Ti, W) (C, N) is 100% (the same applies hereinafter).
- the obtained tungsten carbide based sintered body has high hardness, fracture toughness and bending strength. It can also be seen that the bending strength reaches the peak value when the amount of carbonitride added is 1.0 to 5.0% by volume.
- FIGS. 1A and 1B the presence of a plurality of phases having different colors is shown, but the black portion is a carbonitride phase (second phase), and the dark ash and light ash portions are It is a tungsten carbide (WC) phase (first phase).
- FIGS. 2A and 2B show an SEM image (SE) of a fracture surface of a tungsten carbide-based sintered body (VC—Cr 3 C 2 —WC) containing no carbonitride and a polished surface.
- SEM images (BSE) are shown, the grain growth of tungsten carbide is suppressed by the addition of (Ti, W) (C, N) by comparing these with FIGS. 1 (A) and (B). It was strongly suggested that it contributed to the improvement of physical characteristics. Further, when the average particle size of the second phase was measured, it was found to be a minimum of 0.03 ⁇ m to a maximum of 0.4 ⁇ m.
- Example 2 Production of a tungsten carbide-based sintered body (2) A sintered body was produced under the same conditions as in Example 1 except that (Ti, Mo) (C, N) was used as the metal carbonitride. Table 2 shows the relationship between the amount of carbonitride added (volume%) and the mechanical properties of the obtained sintered body. Further, the SEM image (SE) of the fracture surface and the SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained from the raw material added with 15% by volume of (Ti, Mo) (C, N), respectively, It shows to FIG. 3 (A) and (B).
- SE SEM image
- BSE SEM image
- the obtained tungsten carbide-based sintered body is found to have high hardness, fracture toughness, and bending strength.
- FIGS. 5 and 6 the existence of three phases having different color tones is clearly shown. From the measurement results of the in-plane distribution of each element using EPMA, dark gray to black portions are (Ti, Mo). (C, N) as the main component (second phase) (particularly, the portion rich in Ti and N is black), and the light gray portion is the phase (first phase) mainly containing tungsten carbide. 1 phase). From the comparison between FIGS. 3 (A) and 3 (B) and FIGS.
- the grain growth of tungsten carbide is also suppressed by the addition of (Ti, Mo) (C, N).
- the range in which the physical properties are excellent is a range in which the amount of carbonitride added is 0.5 to 5.0% by volume.
- (Ti, Mo) (C, N) has a higher grain growth inhibiting effect than (Ti, W) (C, N), and the effect is remarkable even in a small amount. .
- Example 3 Production of tungsten carbide based sintered body (3) The same conditions as in Example 1 except that (Ti, W) (C, N) (2% by volume) was used as the metal carbonitride, and metal carbide (see Table 3 for types and addition amounts) was added as necessary. A sintered body was produced below. Table 3 shows the relationship between the metal carbide and its addition amount (% by volume) and the mechanical properties of the sintered body. 4A and 4B show the SEM image (SE) of the fracture surface and the SEM image (BSE) of the polished surface of the tungsten carbide-based sintered body obtained from the raw material to which vanadium carbide (1% by volume) is added.
- SE SEM image
- BSE SEM image
- the obtained tungsten carbide-based sintered body is found to have high hardness, fracture toughness and bending strength. 4 (A) and 4 (B) and FIG. 5 (A), it can be seen that these sintered bodies are also composed of two phases having different colors.
- FIG. 5B a dark black structure is observed in a region corresponding to the second phase containing carbonitride as a main component, but the distribution of tungsten and carbon is relatively small from the results of EPMA measurement. Is considered part.
- vanadium carbide (VC) which is usually added as a grain growth inhibitor together with carbonitride, the grain growth inhibiting effect becomes more remarkable. Even when chromium carbide (Cr 3 C 2 ) that maintains high temperature characteristics (especially oxidation resistance) is added, the high temperature characteristics can be improved while maintaining other characteristics.
- Example 4 Production of tungsten carbide based sintered body (4) Tungsten carbide and (Ti, W) (C, N) or (Ti, Mo) (C, N) powder (see Tables 4 and 5 for carbon nitride addition amount (volume%)) ball ball (ball material) Was added to low-cobalt cemented carbide), methanol was added, and pulverized and mixed for 96 hours. After evaporation of methanol, about 3% of paraffin was added, pressed at a pressure of 100 MPa, presintered and degreased at 700 to 800 ° C. under normal pressure, and then main sintered at 1900 to 2100 ° C. .
- Tables 4 and 5 show the relationship between the amount of carbonitride added (% by volume) and the mechanical properties of the obtained sintered body. Further, carbonization obtained from a raw material to which (Ti, W) (C, N) is added in an amount of 0.5% by volume, 1% by volume, 2% by volume, 15% by volume, and 30% by volume of the total volume of the sintered body.
- the polished SEM image (BSE) and the corroded SEM image (BSE) of the tungsten-based sintered body are respectively shown in FIGS. 6 (A) and (B), FIGS. 7 (A) and (B), and FIG. 8 ( A) and (B), FIGS. 9A and 9B, and FIGS.
- (Ti, Mo) (C, N) is added to 0.5% of the total volume of the sintered body.
- SEM image (BSE) of polished surface and SEM image (BSE) of corroded surface of tungsten carbide based sintered body obtained from raw materials added by volume%, 1 volume%, 2 volume%, 15% volume%, and 30 volume% 11 (A) and (B), FIG. 12 (A) and (B), FIG. 13 (A) and (B), respectively.
- the obtained sintered body has grain growth of tungsten carbide crystal grains. Is suppressed, and it can be seen that it has sufficiently high Rockwell hardness and Vickers hardness. Further, as a result of elemental mapping, it was found that Co mixed at the stage of mixing does not exist alone but exists as carbonitride containing W. The amount was 0.10% by volume of the whole.
- Example 5 Production of tungsten carbide based sintered body (5) Tungsten carbide, (Ti, Mo) (C, N) and cobalt (Co) powder (see Table 6 for carbonitride addition (volume%) and cobalt addition (wt%) see Table 6)
- the material was put in a low cobalt cemented carbide), methanol was added, and pulverized and mixed for 96 hours. After evaporating methanol, about 2.2% of paraffin was added, hot pressing was performed at 1530 ° C. in an Ar atmosphere, and then HIP treatment was performed at 1340 ° C., 40 MPa, Ar atmosphere.
- Table 6 shows the relationship between the amount of carbonitride added (volume%) and the mechanical properties of the obtained sintered body.
- tungsten carbide-based firing obtained from a raw material obtained by adding (Ti, Mo) (C, N) to 2% of the total volume of the sintered body and Co to 1% by volume and 3.9% by volume of the total volume of the sintered body.
- the SEM image (BSE) of the polished surface and the SEM image (BSE) of the corroded surface are shown in FIGS. 16 and 17, respectively.
- Example 6 Production of a tungsten carbide based sintered body (6) Except for using (Ti, W) (C, N) or (Ti, Mo) (C, N) nanopowder as carbonitride (see Table 7 for carbonitride types and addition amount (volume%)).
- a sintered body was produced under the same conditions as in Example 1 or 2.
- Table 7 shows the relationship between the type and addition amount (% by volume) of carbonitride and the mechanical properties of the obtained sintered body.
- FIGS. 18A and 18B an SEM image of a polished surface of a tungsten carbide-based sintered body obtained from a raw material to which (Ti, W) (C, N) is added at 2.0 volume% and 5.0 volume% of the total volume of the sintered body ( BSE) and SEM images (BSE) of the corroded surface are shown in FIGS. 18A and 18B, and FIGS. 19A and 19B, respectively.
- (Ti, Mo) (C, N) are sintered.
- the SEM image (BSE) of the polished surface and the SEM image (BSE) of the corroded surface of the tungsten carbide-based sintered body obtained from the raw material added with 2% by volume and 5% by volume of the total body volume are shown in FIG. ) And (B), and FIGS. 21 (A) and (B).
- Example 7 Production of a tungsten carbide based sintered body (7) Sintered under the same conditions as in Example 4 except that (Ti, Mo) (C, N) nanopowder (2.0% by volume of the total volume of the sintered body: see Table 7) was used as the carbonitride. The body was manufactured. The mechanical properties of the obtained sintered body were as shown in Table 8. Further, an SEM image (BSE) of the polished surface and a SEM image (BSE) of the corroded surface of the tungsten carbide based sintered body are shown in FIGS. 22 (A) and 22 (B), respectively.
- (Ti, Mo) (C, N) nanopowder (2.0% by volume of the total volume of the sintered body: see Table 7) was used as the carbonitride. The body was manufactured. The mechanical properties of the obtained sintered body were as shown in Table 8. Further, an SEM image (BSE) of the polished surface and a SEM image (BSE) of the corroded surface of the tungsten
- Example 8 Use of tungsten carbide-based sintered body for coating tool head portion WC-2 volume% (Ti 0.3 W 0.7 ) (C 0.2 N 0.8 ) -0.2 volume% Co within the scope of the present invention
- a coating solution such as a color resist on the surface of a glass substrate when manufacturing a liquid crystal display panel
- tip member head part
- Comparative samples outside the scope of the present invention are used as comparative samples 1 to 3, and the coating tool tip member is fixed to a stainless steel member (coating tool body) with a bolt and is precisely ground to obtain the coating tool of the present invention. be able to.
- the color resist was apply
- Comparative sample 1 WC-8 vol% Co Comparative sample 2 WC-6 vol% TiC Comparative Sample 3 WC-6% by volume TiN-2% by volume Co was used as a tip member for a coating tool.
- the film thickness was measured after coating and drying using this example, it was constant, and the variation was 30% or more small for any of the comparative samples, and a very good coating film could be formed. In the film, no streak or unevenness due to coating was observed.
- the same coating was performed with fatty acid, rust preventive agent, metal-containing coating agent, magnetic powder coating agent, ceramic powder coating agent, etc., but the film thickness was uniform for all the comparative samples, There were no streaks or irregularities. Furthermore, for any of these applications, surface roughness, chipping, wear, corrosion, etc. do not occur with respect to 1000 hours of accelerated durability use, and performance degradation over time is small for any of the comparative samples. became.
- Example 9 Use of a tungsten carbide-based sintered body for a cutting blade Sintering of WC-2 volume% (Ti 0.3 W 0.7 ) (C 0.8 N 0.2 ) -0.5 volume% Co within the scope of the present invention It is the Example which used the body for the cutting blade of a sheet-like member. Comparative samples outside the scope of the present invention were used as comparative samples 1 to 3, and 500 sheets of copy paper (PPC paper) were stacked, and a continuous cutting test was performed in a state where the blade edge had moisture. The edge angle was 30 degrees.
- Comparative sample 1 WC-8 vol% Co Comparative sample 2 WC-6 vol% TiC Comparative Sample 3 WC-6% by volume TiN-2% by volume Co was used as a cutting blade material.
- the comparative sample was 80 to 300 ⁇ m, whereas the example was 40 ⁇ m or less, and the amount of corrosion wear generated on the blade edge was clearly reduced. .
- Example 10 Use of tungsten carbide based sintered body for lens mold WC-2 volume% (Ti 0.8 W 0.2 ) (C 0.6 N 0.4 ) -0.7 volume% Cr 3 C 2 within the scope of the present invention
- a sintered body of WC-2.7% by volume (Ti, W, Cr, Nb) (CN) using -0.3% by volume NbC as an input material is used for the lens mold.
- heat treatment was performed under the conditions of air atmosphere, 800 ° C., and 1 hour, using the alloy of the present invention as Sample 1 and out-of-range comparative samples as Comparative Samples 1, 2, and 3.
- Comparative Sample 1 WC-9 volume% TiC-2 volume% TaC-0.5 volume% VC-0.5 volume% Cr 3 C 2
- Comparative Sample 2 WC-2 vol% Co-5 vol% TiC Comparative sample 3 WC-11 vol% Co
- the weight increase per unit area of the sample was measured.
- Comparative Sample 1 was 160 g / m 2
- 1 was 180 g / m 2
- 3 was an oxidation increase of 200 g / m 2.
- the example was 24 g / m 2 and had very high oxidation resistance.
- Example 11 Use of a tungsten carbide-based sintered body for a wear-resistant plate a) WC-2 vol% (Ti 0.8 Mo 0.2 ) (C 0.6 N 0.4 ) (Example 1) and b) within the scope of the present invention Each sintering of WC-2 volume% (Ti 0.8 W 0.2 ) (C 0.6 N 0.4 ) (Example 2), c) WC-35 volume% (Nb 0.4 Ta 0.2 Mo 0.2 Zr 0.2 ) (C 0.6 N 0.4 ) It is the Example which used the body for the abrasion-resistant board of pulverizer parts.
- the alloy of the present invention and comparative samples outside the range were used as comparative samples 1, 2, and 3, and blasting was performed under the following conditions.
- Wear resistance test conditions Equipment: Blasting equipment Blasting time: 30 seconds
- Particles SiC Distance from nozzle to sample: 118mm
- Blast irradiation area 20 x 20 mm
- Comparative Sample 1 WC-9 volume% TiC-2 volume% TaC-0.5 volume% VC-0.5 volume% Cr 3 C 2
- Comparative Sample 2 WC-2 vol% Co-5 vol% TiC Comparative sample 3 WC-11 vol% Co Was used as a crusher part material.
- Example 12 Use of tungsten carbide based sintered body for mechanical seal ring WC-2 volume% (W 0.5 Cr 0.3 V 0.2 ) (C 0.5 N 0.5 ) -3.95 volume% within the scope of the present invention.
- This is an example in which a sintered body of W 3 Co 3 (CN) is used for a mechanical seal ring.
- CN W 3 Co 3
- As a sliding test as a mechanical seal ring for a seawater pump, An unbalanced structure with V> 1 was used, and the material was used for the seal ring on the fixed side. The floating side facing this was made of silicon carbide. Under this condition, it was incorporated into the shaft as a pump mechanical seal, and seawater was pumped up.
- the surface pressure of the mechanical seal was 0.12 MPa, the sliding speed was 5 m / sec, and it was performed under the conditions of fresh water and seawater.
- the alloy of the present invention was tested for 2000 hours using Sample 1 as a comparative sample and Comparative Samples 1 and 2 as out-of-range comparative samples.
- comparative sample 1 WC-4 vol% Co Comparative sample 2 WC-6 vol% TiC Comparative Sample 3 WC-6% by volume TiN-2% by volume Co was used as a mechanical seal ring material.
- the wear level in the example was clearly smaller than 1 ⁇ m. In the test, it appeared more noticeably at 2 ⁇ m with respect to 20 to 81 ⁇ m.
- Example 13 Use of tungsten carbide based sintered body for cutting tool WC-2 volume% (Ti 0.3 W 0.7 ) (C 0.5 N 0.5 ) -0.1 volume% Co and Ni within the scope of the present invention
- the sintered body composed of a composite carbonitride of W and W is used as an insert for cutting edge-replaceable cutting tools with the present invention sample 1 as a comparative sample 1, 2 and 3 as comparative samples outside the range, Evaluation was performed under the following test conditions.
- the time until the flank wear amount of the comparative sample became 0.3 mm or more was 5 to 10 minutes, whereas the sample of the present invention was The time until the flank wear amount of No. 1 became 0.3 mm or more was 15 minutes or more, and the inventive sample 1 was clearly superior in wear resistance than the comparative sample.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Ceramic Products (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
La présente invention concerne un fritté à base de carbure de tungstène inhibant efficacement la croissance des grains par rapport au carbure de tungstène et possédant une excellente durabilité chimique, comme une résistance à la corrosion, en plus de sa résistance mécanique. L'invention concerne également des éléments résistant à l'abrasion, comme des têtes pour outils d'application, des lames de découpe, des lames de dispositif de découpe, des moules de lentille et des bagues d'étanchéité, qui utilisent le fritté à base de carbure de tungstène. Le fritté à base de carbure de tungstène comprend une première phase composée principalement de carbure de tungstène et une seconde phase composée principalement de carbonitrure avec un ou plusieurs types d'éléments choisis parmi les éléments du groupe 4, du groupe 5 et du groupe 6, la fraction volumique de la seconde phase étant de 0,01 % en volume à moins de 40 % en volume, le reste étant la première phase.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-097939 | 2011-04-26 | ||
| JP2011097939A JP5856752B2 (ja) | 2011-04-26 | 2011-04-26 | 炭化タングステン基焼結体およびそれを用いた耐摩耗部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012147737A1 true WO2012147737A1 (fr) | 2012-11-01 |
Family
ID=47072255
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/060963 Ceased WO2012147737A1 (fr) | 2011-04-26 | 2012-04-24 | Fritté à base de carbure de tungstène et éléments résistant à l'abrasion l'utilisant |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5856752B2 (fr) |
| WO (1) | WO2012147737A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111799146A (zh) * | 2019-04-04 | 2020-10-20 | 日本钨合金株式会社 | 等离子体处理装置用部件、具备该部件的等离子体处理装置及烧结体的使用方法 |
| JP2023042362A (ja) * | 2021-09-14 | 2023-03-27 | 住友電気工業株式会社 | 切削工具用の超硬合金素材および切削工具 |
| JP2023042361A (ja) * | 2021-09-14 | 2023-03-27 | 住友電気工業株式会社 | 回転工具用の超硬合金素材および回転工具 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101901396B1 (ko) | 2017-06-30 | 2018-09-28 | 한국야금 주식회사 | 절삭공구용 Ti계 소결합금 및 그 제조방법 |
| KR101901725B1 (ko) | 2017-07-11 | 2018-11-22 | 한국야금 주식회사 | 절삭공구용 소결합금과 절삭공구 |
| JP6957395B2 (ja) * | 2018-03-20 | 2021-11-02 | 京セラ株式会社 | セラミック部材及びこれを用いた工具、切削工具 |
| JP7574719B2 (ja) * | 2021-04-01 | 2024-10-29 | 住友電気工業株式会社 | 超硬合金及び切削工具 |
| KR102584679B1 (ko) * | 2021-09-10 | 2023-10-05 | 한국야금 주식회사 | 절삭공구용 초경합금 및 이의 제조방법 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05850A (ja) * | 1991-06-21 | 1993-01-08 | Tokyo Tungsten Co Ltd | 複合硬質セラミツクス粒子 |
| JPH07164209A (ja) * | 1993-12-14 | 1995-06-27 | Mitsubishi Materials Corp | 複合切削工具 |
| US5786076A (en) * | 1994-12-12 | 1998-07-28 | Sandvik Ab | Binderless carbides for tribological applications |
| JPH11217258A (ja) * | 1997-10-23 | 1999-08-10 | Nippon Tungsten Co Ltd | アルミナ基セラミックス焼結体とその製造方法 |
| JP2002180175A (ja) * | 2000-12-14 | 2002-06-26 | Fuji Dies Kk | 高温性質に優れる焼結合金およびそれを用いた熱間成形用金型 |
| JP2002356734A (ja) * | 2001-05-30 | 2002-12-13 | Kyocera Corp | 超硬合金およびそれを用いた切削工具 |
| WO2005037731A1 (fr) * | 2003-10-22 | 2005-04-28 | Nippon Tungsten Co., Ltd. | Materiau dur a excellente resistance aux deteriorations en raison de temperatures elevees |
| WO2010008004A1 (fr) * | 2008-07-16 | 2010-01-21 | 財団法人ファインセラミックスセンター | Poudre dure, procédé de fabrication d'une poudre dure et alliage dur fritté |
-
2011
- 2011-04-26 JP JP2011097939A patent/JP5856752B2/ja active Active
-
2012
- 2012-04-24 WO PCT/JP2012/060963 patent/WO2012147737A1/fr not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05850A (ja) * | 1991-06-21 | 1993-01-08 | Tokyo Tungsten Co Ltd | 複合硬質セラミツクス粒子 |
| JPH07164209A (ja) * | 1993-12-14 | 1995-06-27 | Mitsubishi Materials Corp | 複合切削工具 |
| US5786076A (en) * | 1994-12-12 | 1998-07-28 | Sandvik Ab | Binderless carbides for tribological applications |
| JPH11217258A (ja) * | 1997-10-23 | 1999-08-10 | Nippon Tungsten Co Ltd | アルミナ基セラミックス焼結体とその製造方法 |
| JP2002180175A (ja) * | 2000-12-14 | 2002-06-26 | Fuji Dies Kk | 高温性質に優れる焼結合金およびそれを用いた熱間成形用金型 |
| JP2002356734A (ja) * | 2001-05-30 | 2002-12-13 | Kyocera Corp | 超硬合金およびそれを用いた切削工具 |
| WO2005037731A1 (fr) * | 2003-10-22 | 2005-04-28 | Nippon Tungsten Co., Ltd. | Materiau dur a excellente resistance aux deteriorations en raison de temperatures elevees |
| WO2010008004A1 (fr) * | 2008-07-16 | 2010-01-21 | 財団法人ファインセラミックスセンター | Poudre dure, procédé de fabrication d'une poudre dure et alliage dur fritté |
Non-Patent Citations (1)
| Title |
|---|
| KANG Y: "WC-reinforced (Ti, W)(CN)", J EUR CERAM SOC, vol. 30, no. 3, February 2010 (2010-02-01), pages 793 - 798 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111799146A (zh) * | 2019-04-04 | 2020-10-20 | 日本钨合金株式会社 | 等离子体处理装置用部件、具备该部件的等离子体处理装置及烧结体的使用方法 |
| JP2023042362A (ja) * | 2021-09-14 | 2023-03-27 | 住友電気工業株式会社 | 切削工具用の超硬合金素材および切削工具 |
| JP2023042361A (ja) * | 2021-09-14 | 2023-03-27 | 住友電気工業株式会社 | 回転工具用の超硬合金素材および回転工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5856752B2 (ja) | 2016-02-10 |
| JP2012229138A (ja) | 2012-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5856752B2 (ja) | 炭化タングステン基焼結体およびそれを用いた耐摩耗部材 | |
| JP5822997B2 (ja) | 切削工具 | |
| JP7689529B2 (ja) | 代替的な結合剤を有する傾斜超硬合金 | |
| KR20180073572A (ko) | 표면 피복 절삭 공구 | |
| WO2011136197A1 (fr) | Cermet et cermet revêtu | |
| WO2012153858A1 (fr) | Alliage extradur et alliage extradur enduit | |
| JP7384844B2 (ja) | 代替バインダーを用いた超硬合金 | |
| JP2011094241A (ja) | 耐摩耗性と耐酸化性に優れた硬質皮膜および該硬質皮膜形成用ターゲット、並びに高温潤滑性と耐摩耗性に優れた硬質皮膜および該硬質皮膜形成用ターゲット | |
| JP2004076049A (ja) | 超微粒超硬合金 | |
| Li et al. | Structures and properties of TiAlCrN coatings deposited on Ti (C, N)-based cermets with various WC contents | |
| JP2009007615A (ja) | 超硬合金およびそれを用いた切削工具 | |
| KR20090028444A (ko) | 밀링용 피복 절삭 인서트 | |
| KR102498224B1 (ko) | 표면 피복 절삭 공구 | |
| JP5273987B2 (ja) | サーメットの製造方法 | |
| JP2002356734A (ja) | 超硬合金およびそれを用いた切削工具 | |
| SE525898C2 (sv) | Skär baserat på WC med en bindefas av volfram, sätt att tillverka skäret och användning av detta | |
| JP5268771B2 (ja) | スパッタリングターゲットの製造方法、それを用いた硬質被膜の形成方法および硬質被膜被覆部材 | |
| JP2006111947A (ja) | 超微粒子サーメット | |
| JP2006144089A (ja) | 超微粒子超硬合金 | |
| JP6695566B2 (ja) | 非金属系材料を加工するための工具に用いる超硬合金 | |
| JP4313567B2 (ja) | 切削工具およびその製造方法 | |
| JP4776395B2 (ja) | 切削工具 | |
| JP2023112274A (ja) | 超硬合金,被覆超硬合金,ならびにこれらを用いた切削工具および耐摩耗部材 | |
| JP7209216B2 (ja) | 耐塑性変形性、耐チッピング性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP2006063416A (ja) | クロム含有超硬合金およびその被覆超硬合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12776103 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12776103 Country of ref document: EP Kind code of ref document: A1 |