WO2012165311A1 - 無機物質粉末高配合薄膜シートの製造方法 - Google Patents
無機物質粉末高配合薄膜シートの製造方法 Download PDFInfo
- Publication number
- WO2012165311A1 WO2012165311A1 PCT/JP2012/063412 JP2012063412W WO2012165311A1 WO 2012165311 A1 WO2012165311 A1 WO 2012165311A1 JP 2012063412 W JP2012063412 W JP 2012063412W WO 2012165311 A1 WO2012165311 A1 WO 2012165311A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- inorganic substance
- thin film
- substance powder
- film sheet
- thermoplastic resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/005—Shaping by stretching, e.g. drawing through a die; Apparatus therefor characterised by the choice of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/30—Drawing through a die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/50—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording
- B41M5/52—Macromolecular coatings
- B41M5/5218—Macromolecular coatings characterised by inorganic additives, e.g. pigments, clays
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
- B29K2023/0608—PE, i.e. polyethylene characterised by its density
- B29K2023/065—HDPE, i.e. high density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0025—Opaque
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/002—Panels; Plates; Sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
- C08J2323/06—Polyethene
Definitions
- the present invention relates to a method for producing a thin film sheet containing a large amount of inorganic substance powder, and more particularly to a method for producing a thin sheet having high whiteness and opacity, which is low in cost, and is suitable for printing and processing.
- a recently developed method for producing environmentally friendly paper consists of an inflation type pellet made by mixing 56 to 80% by weight of calcium carbonate powder, 43 to 18% by weight of polyethylene resin and 1 to 2% by weight of additives. It shape
- the thin film sheet manufactured by the above-mentioned technology is sold as a product, but is limited to some applications due to the following quality problems.
- this product a considerable amount of powder of a raw material such as calcium carbonate or the like which is loosely or lightly attached to the sheet surface is present as a contaminant, so that the thickness is not uniform because it is molded by a so-called inflation method extruder.
- At least products shipped to the market have an apparent specific gravity of about 1.3 and one type, and therefore have disadvantages such as being avoided by feeling of weight.
- the contaminants adhere to or damage the blanket which plays an important role in the transfer of ink in the printing process, and therefore, they interfere with the printing operation.
- non-uniform thickness makes non-uniform transfer of printing ink and reduces print quality, and if the thickness is uneven, wrinkles and sagging are generated in the winding of the original fabric, and processing is It has become almost impossible to use in the field.
- a paper dust removing device is used, and for thin film sheet flat products, sheets with many foreign substances are almost done by manual inspection. It is possible to remove it, but it will increase the cost significantly.
- the uneven thickness of these products there is no choice but to reduce the unevenness of product thickness by rotating or adjusting the temperature at the circumferential part of the circular die in the inflation method extruder of the manufacturing process.
- % Is prepared by melt-kneading a propylene-based copolymer or high-density polyethylene, which is then incorporated into a sheet, and then transversely stretched using a tenter, with a surface roughness of 0.3 to 1
- a multi-layer structure film was proposed in which one having a thickness of 5 ⁇ m was adhered and the front surface or the front and back surfaces were adhered.
- the synthetic paper which is this proposed multilayer structure film has many long cracks on the surface, the inorganic fine powder tends to fall off, which is an obstacle in the printing process.
- Patent Document 3 a means for covering the surface of the inorganic fine powder present in the sheet adhered to the surface layer or the front and back surface layer with a propylene copolymer or high density polyethylene.
- the above techniques are put to practical use, and their products are widely used as synthetic paper also in Japan.
- the film needs to be stretched by 4 to 7 times in the longitudinal direction and 4 to 12 times in the transverse direction. Also in the example, the longitudinal direction is 5 times and the transverse direction is 7.5 times (See Patent Document 3).
- the problem to be solved by the present invention is the workability in use in printing and other processing fields and the obtained printed matter in the production of a thin film sheet of high brightness and high opacity by highly blending inorganic powder. It is an object of the present invention to provide a method for producing a thin film sheet, which is capable of improving the quality of a processed product to the extent that the customer is satisfied. Specifically, the problem is to prevent the generation of contaminants, to create a sheet having a uniform thickness, to control the product specific gravity, to use a general purpose resin, and to suppress the manufacturing cost by improving the productivity.
- the present invention takes the following means in order to solve the above problems.
- the selection of the particle diameter range of the inorganic substance powder that is the cause of generation, accuracy in sheet thickness, and improvement in productivity have all been regarded as the best for the T-die method.
- a drawing machine is used, the predetermined appropriate management method of the drawing conditions and the selection of the thermoplastic resin, and the surface property by the selection of the inorganic substance powder. Also use the calendar.
- the best solution is to use a substance-free powder that does not contain particles with large particle sizes, to form a sheet with a T-die type extrusion molding machine, or to process at a predetermined draw ratio in a longitudinal / lateral direction using a drawing machine.
- the main feature is to use a general purpose resin for these solutions and to control the cost increase by devising the equipment side is also included in the solution.
- the maximum particle size of the inorganic substance powder used to solve the problem was defined as 50 ⁇ m. Further, the range of the average particle size of the inorganic substance powder to be used was also defined based on the reason described later.
- a means for solving the problems of the present invention is to knead, form and stretch an inorganic substance powder, a thermoplastic resin, and an auxiliary agent at a predetermined blending ratio, and to form a thin film sheet to obtain an inorganic substance powder highly blended thin film sheet.
- the inorganic substance powder has an average particle size of 0.5 to 15 ⁇ m and does not contain particles having a particle size of 50 ⁇ m or more;
- a raw material 60 weight% to 82 weight% of the inorganic substance powder, 18 weight% to 40 weight% of the thermoplastic resin, 0.05 weight% to 4.0 weight% of an auxiliary agent, and biaxial High shear stress is applied to the raw material to knead it, and the kneaded raw material is extrusion molded through a die by a T-die system to obtain a high inorganic substance powder blending Forming a thin film sheet intermediate;
- a step of performing longitudinal stretching and / or transverse stretching so that the stretching ratio in the longitudinal direction and the transverse direction is both suppressed to 1.1 times to 3.0 times so that the stretched thin film sheet has a desired apparent specific gravity;
- thermoplastic resin In the step of performing the stretching, by selecting the thermoplastic resin as described above, it is white and opaque, and adjusted to the desired apparent specific gravity in the range of 0.55 to 1.40. It is a manufacturing method of an inorganic substance powder highly blended thin film sheet characterized by things.
- the thermoplastic resin improves the flowability of the kneaded melt in which the inorganic substance powder is highly blended. Kneaded melts of thermoplastic resins highly compounded with inorganic substance powder have high viscosity and poor fluidity, and practically it is possible to form a sheet by T-die method by compounding 40% by weight or more of inorganic substance powder It has been said that it is difficult.
- the inventors firstly found that it is effective to apply high shear stress with a twin screw and knead
- thermoplastic resin is also important in terms of raw materials in order to solve the above-mentioned high viscosity and poor flow conditions.
- the apparent specific gravity of the inorganic material powder-rich thin film sheet can be reduced to the range of 0.55 to 1.40 when the stretching ratio is set to 1.1 to 3.0 in the stretching step.
- Such resins are first selected as stretch adapted resins corresponding to the inorganic substance powder.
- thermoplastic substance having an effect of improving the flowability reduction of the kneaded melt due to high blending of the inorganic substance powder is searched for, and this resin is used as the inorganic substance. It is selected as a kneading adaptive resin corresponding to powder.
- stretch-adapted resin or the stretch-adapted resin and the knead-adapted resin are used in combination, it is possible to form the thin film sheet intermediate efficiently and stably. In the case of high inorganic powder content, it is important to select a stretchable resin corresponding to the inorganic powder.
- the inorganic substance powder is kneaded at a concentration which allows relatively easy kneading of the thermoplastic resin, for example, the resin amount is 55% by weight to 65% by weight of the total amount, and is sheeted by a T-die extruder.
- the evaluation of stretchability can be said to be an appropriate method by conducting a tensile test according to the method of JIS K 7127: 1999 and evaluating by the elongation (%) measured at the temperature at which the highest elongation (%) is measured. In this measurement, for example, when the elongation (%) is 10, the draw ratio is 1.1.
- the step of forming the inorganic substance powder highly blended thin film sheet intermediate is a step of preparing a pellet consisting of the inorganic substance powder, a thermoplastic resin and an auxiliary agent
- the method is a method for producing an inorganic substance powder-rich thin film sheet, comprising two independent steps comprising the step of extruding the pellets with a uniaxial or biaxial T-die extruder.
- Another means for solving the problems of the present invention is to knead the inorganic substance powder, the thermoplastic resin, and the auxiliary agent at a predetermined mixing ratio, to mold with an extrusion molding machine, and to stretch and to coat the surface layer and / or the back.
- an inorganic substance powder-rich thin film sheet which is finished into a thin film sheet consisting of three or two layers of a skin layer consisting of layers and a core layer, Preparing a raw material for skin layer containing the inorganic substance powder for the skin layer, a thermoplastic resin, and an auxiliary agent;
- the inorganic substance powder for the skin layer has an average particle size of 0.5 to 4 ⁇ m and does not contain particles having a particle size of 50 ⁇ m or more.
- the inorganic substance powder for the core layer has an average particle diameter of 4 to 15 ⁇ m and does not contain particles having a particle diameter of 50 ⁇ m or more; Kneading the raw material for the skin layer at a predetermined mixing ratio described below; Kneading the material for the core layer at a predetermined mixing ratio described below;
- the compounding ratio of the inorganic substance powder for the skin layer and the core layer is 60% by weight to 82% by weight,
- the blending ratio of the thermoplastic resin for the skin layer and the core layer is 18% by weight to 40% by weight,
- a blending ratio of the auxiliary agent for the skin layer and the core layer is 0.05% by weight to 4.0% by weight;
- the supply amounts of the material for the skin layer kneaded and the material for the core layer kneaded are distributed so that each of the front and back two layers of the skin layer has
- thermoplastic resin for the skin layer and the core layer has an apparent specific gravity of 0.6 to 0 in terms of an apparent specific gravity of the thin film sheet at a stretching ratio of 1.1 to 3.0 in both longitudinal and transverse directions at the time of the stretching. It is a resin that can be reduced to 8 and is a method for producing an inorganic substance powder highly blended thin film sheet.
- the inorganic substance powder is characterized in that it is brought into contact with a roll heated to a temperature not higher than the melting point of the thermoplastic resin as quickly as possible to form a sheet on the roll, and then sent to a roll take-up step. It is a manufacturing method of a compound thin film sheet. In this case, it is an effective means in terms of efficiency and the like.
- thermoplastic resin is selected as the stretch-adapted resin for the resin, and it is necessary to further improve the flowability of the kneaded and melted material only with the thermoplastic resin, the flowability of the kneaded and melted material is lowered due to high compounding of the inorganic substance powder.
- a thin film sheet can be efficiently and stably used by combining and using a thermoplastic resin having an improvement effect with respect to the total amount of the thermoplastic resin to be blended in a range of 0 to 50% by weight. Characterized in that to form an inorganic material powder and high blending thin sheet production method. Another means for solving the problems of the present invention is characterized in that the draw ratio is 1.1 times to 2.5 times in each of the draw ratios in the longitudinal direction and the transverse direction. It is a manufacturing method of a highly compounded thin film sheet. In this case, from the viewpoint of adjusting the apparent specific gravity, it is desirable to be in the range of 1.1 times to 2.5 times.
- thermoplastic resin is at least one resin selected from the group consisting of polyethylene, polypropylene, polystyrene and polyethylene terephthalate. It is a manufacturing method of a powder highly blended thin film sheet.
- thermoplastic resin is a polyethylene resin, and 60% by weight or more of the polyethylene resin has a melt mass flow rate of 0.02 to 1.2 g / 10 min. It is a high density polyethylene resin having, It is a manufacturing method of the inorganic substance powder highly blended thin film sheet characterized by the above-mentioned.
- thermoplastic resin is made of high density polyethylene resin, and 50% by weight to 100% by weight of the high density polyethylene resin is 0.02 to 0.5 g / l.
- the inorganic substance powder is at least one inorganic substance selected from the group consisting of calcium carbonate, clay, silica, titanium oxide, talc, kaolin and aluminum hydroxide. It is a powder, It is a manufacturing method of the inorganic substance powder highly blended thin film sheet characterized by the above-mentioned.
- Another means for solving the problems of the present invention is to produce the inorganic substance powder-rich thin film sheet characterized in that the inorganic substance powder-rich thin film sheet is subjected to a calendering treatment to improve smoothness. It is a method.
- Another means for solving the problems of the present invention is characterized in that the stretching ratio is determined by the following equation from the apparent specific gravity (D) and the aspect ratio (R) required after the stretching in the adjusting step.
- D is the apparent specific gravity of the product defined in the production plan
- R is an aspect ratio (ratio of longitudinal and lateral stretching ratios) defined in the production plan
- W is the weight per square meter of the thin film sheet before longitudinal stretching (g / m 2 )
- X is a stretching ratio in the longitudinal direction
- Y is the draw ratio in the transverse direction
- Z is a method of producing a thin film sheet highly blended with an inorganic substance powder, which can be easily estimated by the operation experience of the present apparatus with the contraction magnification or the expansion magnification of the sheet in the longitudinal direction by longitudinal drawing.
- the inorganic substance powder is highly compounded, printability and processability are excellent (both in workability and quality), whiteness and opacity are high, surface condition is good, thickness unevenness Small thin film sheets can be made with some level of apparent specific gravity similar to paper that customers need, specifically printing and processing that do not adversely affect blanket damage during printing, etc.
- FIG. 1 schematically shows the steps of the production method of the present invention.
- FIG. 2 shows an outline of steps of another manufacturing method of the present invention.
- FIG. 3 shows an outline of steps of another manufacturing method of the present invention.
- the problems to be solved by the present invention are the prevention of the generation of foreign substances, the creation of a sheet having a uniform thickness, the control of the apparent specific gravity of a product, the use of a general purpose resin, and the suppression of manufacturing cost by productivity improvement.
- the uniformity of thickness and improvement of productivity the T-die type extrusion molding machine is said to be optimum, and this method was adopted.
- the compounding ratio of the inorganic substance powder implemented industrially with the T-die type extrusion molding machine was about 40% at most.
- the inventors used a commercially available compound for masterbatch made of a ratio of 20 parts of polyethylene resin and 80 parts of calcium carbonate, and molded with a general extrusion molding machine of inflation type and T-die type.
- the test was conducted. High-density polyethylene resin was added to test the compounding ratio of calcium carbonate was gradually decreased and tested, but at about 70% by weight, although a thin film sheet could be created temporarily with the inflation method, with the T-die type extrusion molding machine , could not create a thin film sheet.
- the production of a thin film sheet having high whiteness and opacity is premised, and the condition of high compounding of inorganic powder is essential.
- thermoplastic resin and the inorganic substance powder are mixed, and a particularly large shear stress is applied and kneaded at a temperature above the melting point of the thermoplastic resin to knead the inorganic substance powder and the thermoplastic resin uniformly.
- a twin-screw kneader should be used to apply a large shear stress.
- the thin film sheet is extruded from the die outlet while maintaining a uniformly dispersed state to be formed into a thin film sheet, but in the case of a mixed raw material highly compounded with inorganic substance powder, a screw of an extruder Since there is a tendency for the mixed raw material in the molten state which has left the part to coagulate, it is necessary to make the part of the flow of the mixed raw material in the die a barrier so as to re-disperse and make it uniform.
- a means for operating a choke bar used for extrusion of a sheet having a thickness of 200 to 250 ⁇ m or more to make the sheet extruded from the lip uniform As means for applying an external force to the flow of the mixed material in the die, a means for operating a choke bar used for extrusion of a sheet having a thickness of 200 to 250 ⁇ m or more to make the sheet extruded from the lip uniform. Also included.
- the above-described measures can achieve more sufficient effects by devising the design according to the magnitude of the external force necessary for redispersion.
- cooling may be performed by contacting the cooling roll as soon as possible. Then, it is necessary to carry out molding while holding the roll as it is.
- thermoplastic resins in order to make the sheet structure after stretching as uniform as possible, it is easy to stretch, and as a result a resin whose apparent specific gravity of the sheet is significantly reduced compared to the thickness of the sheet is applied. I found what I was doing. As a result of examination based on the above thinking, when drawn at a draw ratio of 1.1 times to 3.0 times as a thermoplastic resin, the apparent specific gravity of the inorganic substance powder highly blended sheet is lowered to 0.55 to 1.40.
- thermoplastic resin that can be While examining the conditions, in the case of a raw material containing a large amount of inorganic substance powder, stretching is difficult, and a thermoplastic resin that makes stretching easy and a thermoplastic resin that works to lower the viscosity of the kneaded melt It became clear that they did not necessarily match.
- the apparent specific gravity of the inorganic material powder-rich thin film sheet can be reduced to a range of 0.55 to 1.40 at a draw ratio of 1.1 to 3.0.
- the first resin is selected as the stretchable resin corresponding to the inorganic substance powder.
- thermoplastic substance that has an improvement effect on the fluidity decrease due to high blending of inorganic substance powder
- search for this resin It is selected as a kneading adaptable resin corresponding to the inorganic substance powder. It is determined whether to use only the stretch-adapted resin or to use the blend-adapted resin and the kneadable-adapted resin in a range of 0 to 50% by weight based on the total amount of the thermoplastic resin.
- the thermoplastic resin as a candidate is compounded at a compounding ratio relatively easy to knead with the inorganic substance powder, and the largest sheet is obtained by kneading and extrusion molding.
- a tensile test is carried out according to the method of JIS K 7127: 1999, and elongation (%) is 15 or more, desirably 50 to 50 (preferably due to the capacity of measuring equipment) It is selected as a stretch adapted resin corresponding to the inorganic substance powder.
- the stretching ratio in the longitudinal and transverse directions after stretching is 1.1 times to 3.0 times, and the apparent specific gravity of the thin film sheet becomes a desired apparent specific gravity in the range of 0.55 to 1.40. So adjust the conditions.
- the step of forming the inorganic substance powder highly blended thin film sheet intermediate is carried out only by the step of kneading to form a pellet consisting of the inorganic substance powder, the thermoplastic resin and the auxiliary agent, and the T-die type extrusion of the pellet It is also possible to combine two independent steps consisting of extrusion with a molding machine.
- One of the present invention is to knead the inorganic substance powder, the thermoplastic resin, and the auxiliary agent at a predetermined mixing ratio, form with an extrusion molding machine, and stretch it to form the skin layer of the surface layer and the back layer, and the core layer of the center.
- the inorganic substance powder for the skin layer has an average particle diameter of 0.5 to 4 ⁇ m and a particle diameter of 50 ⁇ m.
- the inorganic substance powder for the core layer has an average particle diameter of 4 to 15 ⁇ m and does not contain particles having a particle diameter of 50 ⁇ m or more without containing the above particles; the skin layer at a predetermined composition ratio described below And kneading the raw material for the core layer at a predetermined mixing ratio, and the mixing ratio of the inorganic substance powder for the skin layer and the core layer is 60% by weight to 82%.
- the blending ratio of the thermoplastic resin for the core layer is 18 wt% to 40 wt%, and the blending ratio of the auxiliary agent for the skin layer and the core layer is 0.05 wt% to 4
- the feed amounts of the material for the skin layer kneaded and the material for the core layer kneaded are each 10 to 30 parts of the front and back layers of the skin layer and 40 to 80 for the core layer.
- thermoplastic resin for the skin layer and the core layer but when stretching, the film is stretched either longitudinally or transversely Magnification is a resin capable of reducing the apparent specific gravity of the thin film sheet 0.6 to 0.8 1.1 to 3.0 times, an inorganic material powder and high blending thin sheet manufacturing method of.
- the above method is intended to further enhance the effect of the present invention by changing the particle diameter of the inorganic substance powder in each of the front and back layers and the middle layer.
- the average particle diameter of the inorganic substance powder is improved in order to improve the smoothness of the sheet surface and prevent the inorganic substance powder from separating large particles from the sheet.
- the reason for this is that, in addition to the surface properties, in the classification step used to adjust the particle size, the larger the average particle size, the larger the maximum particle size.
- the average particle diameter is set to 0.5 ⁇ m or more.
- the surface layer of the inorganic substance powder is a surface layer to improve the whiteness and smoothness of the sheet surface.
- a powder having high whiteness and small particle size is used for the skin layer of the back layer.
- the average particle size of the inorganic substance powder used for the skin layer is 4 ⁇ m or less, and if the particles are too fine, the viscosity is significantly increased when kneaded with the thermoplastic resin, so the average particle size is 0.5 ⁇ m or more .
- the average particle diameter of the inorganic substance powder particles contained in the middle layer, that is, the core layer is preferably 4 to 15 ⁇ m, which is slightly larger than in the case of a single layer, because larger particles are desirable from the viewpoint of cost.
- the particle diameter of the inorganic substance powder is represented by a numerical value measured by a laser diffraction type particle size distribution measuring device, and the average particle diameter is represented by the 50% particle diameter (d50) obtained from the distribution curve of integration%. ing.
- the approximate value of the particle diameter is the same substance and the production areas are close, it is possible to calculate as a conversion value using reliable conversion data even from other measurement values such as the air permeation method.
- the 50% particle size and the converted value obtained from the distribution curve of integrated% are used as the particle size.
- the size of the inorganic substance powder the mixture of large-diameter particles larger than a specific particle diameter is a problem.
- the target of the surface roughness of the thin film sheet of the present invention is considered to be the surface roughness of wood free paper made of wood pulp as the upper limit.
- the surface roughness of high-quality paper has an average value of 8 to 13 ⁇ m and a maximum value of about 20 ⁇ m (Kotani Takumi, Kakutaro Shino, Yoshino Yutaka, Chugai Industry Research Association, “New and Paper Science” P 400 ⁇ 401 (1989)).
- the inorganic substance powder of the raw material does not contain particles having a particle diameter of 50 ⁇ m or more, preferably particles having a particle diameter of 45 ⁇ m or more, in consideration of the above analysis.
- the compounding ratio of the inorganic substance powder of the present invention is required to be 60% by weight or more from the viewpoint of exhibiting the characteristics of the sheet by the compounding, but the limit is 82% by weight in view of the viscosity increase at the time of kneading with the thermoplastic resin. It is.
- powders of calcium carbonate, titanium oxide, silica, clay, talc, kaolin, aluminum hydroxide and the like can be used.
- the inorganic substance powder does not particularly need oil absorption, and there is no need to limit the selection in terms of oil absorption.
- thermoplastic resin in the present invention in addition to polyethylene, polypropylene, polystyrene, polyethylene terephthalate and the like, as well as recycled resin and the like can be used. Polyethylene resins are most suitable for this condition, and among them, high density polyethylene resins are suitable in view of the strength of the inorganic substance powder-rich thin film sheet.
- the blending ratio of the thermoplastic resin is 40 wt% when the blending ratio of the inorganic substance powder is 60 wt%, and is 18 wt% when the blending ratio of the inorganic substance powder is 82 wt%.
- auxiliaries lubricants, flow improvers, dispersants, antioxidants, UV absorbers, stabilizers and the like may be blended.
- the blending ratio of the adjuvant is 0.05 wt% to 4.0 wt%, preferably 0.1 wt% to 3.0 wt% based on 100 wt% of the total amount of the thermoplastic resin and calcium carbonate. It is.
- the thermoplastic resin, the inorganic substance powder and the auxiliary agent are kneaded and formed into a sheet.
- the thin film sheet intermediate formed by the T-die type extrusion molding machine is stretched by a longitudinal stretching device utilizing a circumferential velocity difference of a plurality of rolls and a sheet end fixed tenter.
- the two are continuously used to perform sequential stretching, or each of them is used alone or biaxially stretched by a simultaneous biaxial stretching apparatus to finish a thin film sheet.
- the stretching ratio is preferably 1.1 times to 3.0 times in both longitudinal and transverse directions, and the processing temperature is preferably equal to or lower than the melting point of the resin used, but the method of JIS K7127: 1999 mentioned above can be accurate. To estimate the temperature at which the maximum elongation (%) can be obtained for the target thin film sheet. The necessary stretching ratio can also be calculated.
- the weight per square meter (also called basis weight) W (g / m 2 ) of a thin film sheet before longitudinal stretching is measured for a sheet formed by a T-die type extrusion molding machine, and it is determined in a production plan.
- W weight per square meter
- X 2 W ⁇ 10 ⁇ 4 / (D ⁇ Z ⁇ R ⁇ T)
- X RY
- D Apparent specific gravity of the product defined in the production plan
- R Aspect ratio defined in the production plan (ratio of stretch ratio in longitudinal direction to lateral direction)
- W Weight per square meter of thin film sheet before longitudinal stretching
- X Stretching ratio in the longitudinal direction
- Y Stretching ratio in the transverse direction
- Z Shrinking magnification or stretching ratio of the transverse length of the sheet by longitudinal stretching, which can be easily estimated from the operation experience of the present apparatus. When stretching is performed at a temperature lower by 30 ° C. to 40 ° C. than the melting point of the raw material resin, voids are easily formed.
- the stretching temperature is preferably 95 ° C to 105 ° C. It is also possible to process the inorganic material powder highly blended thin film sheet obtained by drawing after drawing with a calendar to improve the smoothness of the surface of the thin film sheet.
- the respective raw materials of calcium carbonate (soften 2200, manufactured by Shiroishi calcium) and calcium stearate (manufactured by NOF Corporation) not containing H are prepared (step: S1-a).
- the respective raw materials of calcium carbonate (Microcal # 150, manufactured by Den Mining Corp.) and calcium stearate (manufactured by NOF Corporation) were prepared.
- the sheet of the melt coming out of the lip of the die is transferred to a cooling roll (temperature is set at 65 ° C.) within 10 mm from the lip, and after being formed into a sheet while being brought into contact with the roll By shifting to the next roll, it has become possible to sheet the thin film sheet intermediate.
- the extrusion rate was about 1.4 kg / hour, and the thickness of the molded thin film sheet intermediate was 120 ⁇ m.
- the above thin film sheet intermediate was subjected to a tensile test at 95 ° C. according to the method of JIS K 7127, and the elongation (%) was measured to be 360% or more.
- the high density polyethylene resin described above was determined to be a stretch adapted resin. Therefore, a sample of the molded thin film sheet intermediate is stretched at 97 ° C., preheating 5 minutes, and a stretching speed of 50 mm / min using a biaxial stretching test apparatus (type EX10B1 manufactured by Toyo Seiki Seisakusho, type EX10B1). did.
- the respective raw materials of calcium carbonate (Microcal # 150, manufactured by Dentsu Mining Co., Ltd.) and magnesium stearate (manufactured by NOF Corporation) were prepared.
- Example 1 the composition of 20% by weight of high density polyethylene resin, 80% by weight of calcium carbonate and 1% by weight of magnesium stearate (total amount of polyethylene resin and calcium carbonate: based on 100% by weight)
- the compact co-rotating twin-screw kneader manufactured by Parker Corporation
- Example 1 the compact co-rotating twin-screw kneader (manufactured by Parker Corporation) used in Example 1 was introduced, temperature: 190 ° C. only near the inlet, 200 ° C. up to the die, screw rotation speed: The mixture was kneaded under the conditions of 500 rpm and feed amount: 7 kg / hour.
- the torque at the time of kneading was 26 to 31 N-m, and pelletization could be carried out almost stably.
- the molded sheet has a thickness of 190 ⁇ m and the sheet condition is good, and the tensile test was conducted at 95 ° C. according to the method of JIS K7127, and the result of measuring the elongation (%) was 52%. .
- Example 4 High density polyethylene resin with melt mass flow rate of 0.27 g / 10 min (Hi-Zex 550BR, made by Prime Polymer Co., Ltd.) and high density polyethylene resin with melt mass flow rate of 0.8 g / 10 min (Novatec HD HY430, Japanese polyethylene ( Calcium carbonate (BF 100, Bihoku Powdering Industry Co., Ltd.) which does not contain particles having a mean particle size (d50) of 8 ⁇ m (converted value) and a particle size of 45 ⁇ m or more. Each raw material of (made) and magnesium stearate (made by NOF Corporation) was prepared.
- the sample of the thin film sheet stretched 1.6 times in length and width respectively has an apparent specific gravity of 0.82, and the whiteness (according to the method of JIS P8148) of the thin film sheet before and after stretching is 54% before stretching, 78 after stretching % And opacity (by the method of JIS P8149) are 97% before stretching and 100% after stretching, and both whiteness and opacity increase by stretching, and both appearance and general paper quality are similar to paper prepared from wood pulp
- the respective raw materials of calcium carbonate (BF100, manufactured by Bihoku Powder Co., Ltd.) and magnesium stearate (manufactured by NOF Corporation) were prepared.
- a thin film sheet intermediate having a thickness of 270 ⁇ m and an apparent specific gravity of 1.52 was produced.
- a tensile test was conducted at 95 ° C. according to the method of JIS K 7127, and the elongation (%) was measured. As a result, it was 360% or more, and it was judged that the stretch was sufficient. Therefore, using the same biaxial stretching test apparatus (manufactured by Toyo Seiki Seisakusho Co., Ltd.) as in Example 4, a sample of the molded thin film sheet intermediate was subjected to 96 ° C., 3 minutes of preheating, and both of stretching speed and width. It stretched under the condition of 50 mm / min.
- the sample of the thin film sheet stretched 1.8 times in length and width respectively has an apparent specific gravity of 0.77, and the whiteness of the thin film sheet before and after stretching (according to the method of JIS P8148) is 50% before stretching, 86% after stretching, opacity (by the method of JIS P8149) is 97% before stretching, 100% after stretching, and both whiteness and opacity increase by stretching, and the appearance and general paper quality are prepared from wood pulp It was similar.
- Example 6 Longitudinal stretching using a peripheral speed difference of a roll and transverse stretching with a sheet end fixed tenter were performed on a sample of the thin film sheet intermediate molded in Example 5 (sheet thickness 270 ⁇ m), and the effect of longitudinal stretching and The effect of sequential stretching in which longitudinal stretching was followed by lateral stretching was examined.
- a longitudinal stretching apparatus (effective width: max. 300 mm, system: roll system, non-contact system, manufactured by Shikin Kinko Co., Ltd.) is used, and winding of the sample (width 300 mm) It stretched at a temperature of 95 ° C. of the stretching part per minute.
- the tensile strength was also measured by the method of JIS P8113, and it was 3.60 kN / m in the sample (1.33) with a longitudinal draw of 1.4 times in the above table.
- a sample with an apparent specific gravity of 0.95 was 2.90 kN / m, and in the case of a sheet with a high inorganic material powder content, a tendency was observed that it slightly decreased as the apparent specific gravity decreased due to stretching.
- the above stretched sample was calendered at a speed of 2 m / min with a load of 3 tons using a horizontal mini super calender (combination of steel roll and resin roll, only steel roll can be heated, Yuri Roll Machine Co., Ltd.) I did. As can be seen from the above results, the calendering significantly improved the smoothness.
- the thin film sheet of the present invention is significantly improved in printability (processability of printing, quality of printed matter) and processability as compared with a sheet containing a large amount of conventional limestone powder, so that the thin sheet of printing and paper It will be reviewed in the processing field and demand is expected to increase. It can be expected that the social recognition of the products will also re-evaluate the low energy consumption of the environment and manufacturing process, ie, not using trees and water. In addition to the above developments in the paper demand field, applications that take advantage of the water resistance that is the greatest feature of this sheet, such as labels, billboard materials, construction materials, various bags, etc. It is expected that it will be used not only for paper applications but also for some applications of plastic films as new materials.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Inorganic Chemistry (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Abstract
Description
鉱物資源のなかでも、石灰石は、ほぼ無尽蔵に近いほど多量に自然界に存在するといわれている。近年、この石灰石の粉末である炭酸カルシウムを高配合して、紙状の薄膜シートに成形したものが、環境に優しい紙として提案され(特許文献1参照。)、実用に供されている。
(従来技術の一例)
近年開発された環境に優しい紙の製造法は、56~80重量%の炭酸カルシウム粉末、43~18重量%のポリエチレン樹脂および1~2重量%の添加剤を混合して造ったペレットをインフレーション式押出成形機で成形し、紙状の薄膜シートとする(特許文献1参照。)。
上記の技術で製造された薄膜シートは、商品として販売されているが、次のような品質上の問題から一部の用途に限られている。この商品は、シート表面に遊離もしくは軽く付着した炭酸カルシウムなどの原料の粉末が夾雑物としてかなりの量存在すること、いわゆるインフレーション法押出成形機で成形されているため、厚さが均一でないこと、少なくとも市場に出荷される商品は、見かけ比重が1.3程度あり、且つ1種類であるため、重さ感で敬遠されるなどの欠点がある。
以上の欠点のうち、夾雑物は、印刷工程でインキの転移に重要な役割を果たすブランケットに付着もしくは損傷を与えるため、印刷作業に障害となる。また、厚さが不均一なことは、印刷インキの転移を不均一にして印刷品質を低下させるほか、厚さにむらがあると、原反の巻取でしわやタルミが発生し、加工の分野で使用することがほとんど不可能となっている。
これらの欠点を解決する方法として、薄膜シートの巻取製品については、紙粉除去装置を利用し、また薄膜シートの平判製品については、人手による全数検品の作業で夾雑物が多いシートをほぼ取り除くことも可能だが、大幅なコスト増となる。
これらの製品の厚さが不均一なことについては、製造工程のインフレーション法押出成形機において、円形のダイの円周部で回転あるいは温度調節など行なって製品の厚さのむらを減少させるほかないが、これらの対策も設備コストが著しく高くなり、その上生産性低下などあって付加価値が比較的少ない薄膜シートの商品の場合には採用しにくい問題点があった。
上記の従来技術を補うために、インフレーション法押出成形機のサーキュラーダイから押出された中空フィルム管を膨張させる際の条件を改めて3~8倍と数値化し、シートを上に引っ張る力も働くことから、二軸延伸の効果を強く主張する提案がなされた(特許文献2参照。)。しかし、インフレーション成形に二軸延伸の作用があることは周知であり、また、特許文献1に記載された従来技術と比較して、特に機械装置に変更があるとも思えない。その上、実際には、インフレーション法押出成形機で細かな延伸条件を含めて生産を安定化していくことは容易でないので、新たに提案された技術で、これまでの問題点はほとんど解決されていない。
(従来技術の他の例)
上記とは全く別に、無機微細粉末5~40重量%を含有するオレフィン系重合体を縦方向に延伸したフィルムを基材層とし、この基材層の少なくとも片面に、無機微細粉末8~65重量%を含有するプロピレン系共重合体あるいは高密度ポリエチレンを溶融混練したものをシート状にラミネートし、次にテンターを用いて横方向に延伸してつくられた、表面粗さが0.3~1.5μmのものを接着して表面もしくは表裏面が接着した複層構造フィルムが提案された。しかし、この提案された複層構造フィルムである合成紙は、表面に数多くの長尺状の亀裂を有しているため、無機微細粉末が脱落しやすく、印刷工程で障害となった。そこで、表面層もしくは表裏面層に接着するシートに存在する無機微細粉末の表面を、プロピレン系共重合体あるいは高密度ポリエチレンで被覆する手段を追加することが提案された(特許文献3参照。)。以上の技術は実用化されて、日本でもその製品が合成紙として広く使用されている。
しかし、上記複層構造フィルムの製造方法では、縦方向は4~7倍、横方向は4~12倍に延伸する必要があり、実施例でも縦方向を5倍、横方向を7.5倍としたと記されている(特許文献3参照。)。このように延伸倍率が大きいと、表面に長尺状の亀裂が入るなど、紙質にも悪影響が出て、表面層もしくは表裏面層の無機微細粉末表面をフィルム状物質で被覆する操作を必要とする原因になっている(特許文献3参照。)。
さらに、この提案された複層構造フィルムである合成紙は、製造工程が複雑で、特殊な樹脂を使うなど、製造方法からみて明らかなように、木材パルプから造られる一般の紙に比べコストが高く、安いという紙の特徴はない。
具体的には、夾雑物の発生防止、厚さが均一なシートの作成、製品見かけ比重の制御ならびに汎用樹脂の使用、生産性の向上による製造コストの抑制が課題となる。
上記の課題のうち夾雑物については、従来技術の製造工程では、薄膜シートが通過するロール間でニップ圧がかかっても、なおもシート表面に突出する無機物質粉末が問題であり、その課題を解決するために使用する無機物質粉末の最大粒子径を50μmと規定した。また、使用する無機物質粉末の平均粒子径についても、後に記す理由に基づきその範囲を規定した。
本発明の課題を解決するための手段は、無機物質粉末、熱可塑性樹脂、補助剤を所定の配合率で混練し、成形し、延伸して、薄膜シートに仕上げる無機物質粉末高配合薄膜シートの製造方法において;
前記無機物質粉末、熱可塑性樹脂、補助剤を準備する工程と、ここで、前記無機物質粉末が、0.5~15μmの平均粒子径を有すると共に粒子径50μm以上の粒子を含有せず;
原料として、前記無機物質粉末を60重量%~82重量%、前記熱可塑性樹脂を18重量%~40重量%、補助剤を0.05重量%~4.0重量%の配合率で、二軸のスクリューを装備した押出成形機に投入することにより、前記原料に対して高い剪断応力を作用させて混練し、混練した原料をダイスをとおしてTダイ方式により押出成形して無機物質粉末高配合薄膜シート中間体を成形する工程と;
縦方向、横方向の延伸倍率をいずれも1.1倍~3.0倍に抑えて、延伸後の薄膜シートが所望の見かけ比重を有するように縦延伸および/もしくは横延伸を行う工程と;
を有する無機物質粉末高配合薄膜シートの製造方法であって;
前記熱可塑性樹脂が、延伸倍率を1.1倍~3.0倍としたとき前記無機物質粉末高配合薄膜シートの見かけ比重を0.55~1.40に低下させることができるように選択され、
前記延伸を行う工程において、前記熱可塑性樹脂を上記のように選択することにより、白く、不透明で、0.55~1.40の範囲の前記所望の見かけ比重に調整する、
ことを特徴とする、無機物質粉末高配合薄膜シートの製造方法である。
前記熱可塑性樹脂が、無機物質粉末を高配合した混練溶融物の流動性を改善する。
無機物質粉末を高配合した熱可塑性樹脂の混練溶融物は、粘度が高く流動性が不良で、実用的には無機物質粉末を40重量%以上配合してTダイ方式でシートを成形することは難しいといわれてきた。
この状態を解決するために、発明者らは、まず機械的な面では、二軸のスクリューで高い剪断応力を作用させて混練することが効果的であると認めた。
さらに、無機物質粉末を高配合した熱可塑性樹脂の混練溶融物は、部分的に凝集しやすいことが分り、凝集部分をダイス内部で再分散させる必要があり、そのためには、ダイス内部の流路に小さな障壁を設ければよいと考えた。
以上のように対処してもなお流動性が十分でない場合には、ダイス出口から出た溶融物シートを、可及的速やかに50℃以上に、且つ原料に使用する樹脂の融点以下の温度に加温されたロールに接触させ、ロール上にシートを形成させた後、ロール引取工程に送ることで改善可能である。
前記の高粘度、流動性不良の状態を解決するには、原料の面で、熱可塑性樹脂の選択も重要である。しかし、押出成形したシートを、次の工程で延伸する場合、無機物質粉末高配合の原料においては、熱可塑性樹脂によって延伸しにくいものがある。
そのため、延伸の工程で、延伸倍率を1.1倍~3.0倍としたとき、前記無機物質粉末高配合薄膜シートの見かけ比重を0.55~1.40の範囲に低下させることができるような樹脂をまず該無機物質粉末に対応する延伸適応樹脂として選択する。次に、この樹脂のみでは流動性改善が必要な場合には、無機物質粉末高配合による混練溶融物の流動性低下に対し改善の効果がある熱可塑性物質を探索し、この樹脂を該無機物質粉末に対応する混練適応樹脂として選択する。その上で、延伸適応樹脂もしくは延伸適応樹脂と混練適応樹脂とを組み合わせて使用すると、効率よく安定して薄膜シート中間体を成形することが可能となる。
無機物質粉末高配合の場合、無機物質粉末に対応する延伸適応樹脂の選択が重要となる。
評価のためには、該無機物質粉末に熱可塑性樹脂を比較的混練しやすい濃度、例えば樹脂量が全量の55重量%~65重量%、で混練し、Tダイ方式押出成形機でシート化して、そのシートの延伸性を評価する。延伸性評価は、JISK7127:1999の方法により引張試験を行ない、最高の伸び(%)が測定される温度で測定した伸び(%)で評価するのが適切な方法といえる。なお、この測定で、例えば、伸び(%)が10の場合、延伸倍率は1.1倍となる。
本発明の課題を解決するための他の手段は、前記無機物質粉末高配合薄膜シート中間体を成形する工程が、前記無機物質粉末、熱可塑性樹脂および補助剤からなるペレットを作成する工程と、前記ペレットを一軸もしくは二軸のTダイ方式押出成形機で押出成形する工程とからなる2つの独立した工程からなることを特徴とする、無機物質粉末高配合薄膜シートの製造方法である。
本発明の課題を解決するための他の手段は、無機物質粉末、前記熱可塑性樹脂、補助剤を所定の配合率で混練し、押出成形機で成形し、延伸して、表層および/または裏層からなるスキン層と、コア層との3つ若しくは2つの層からなる薄膜シートに仕上げる無機物質粉末高配合薄膜シートの製造方法において、
前記スキン層用の前記無機物質粉末、熱可塑性樹脂、補助剤を含むスキン層用原料を準備する工程と、
前記スキン層用の無機物質粉末が、0.5~4μmの平均粒子径を有すると共に粒子径50μm以上の粒子を含有せず、
前記コア層用の前記無機物質粉末、熱可塑性樹脂、補助剤を含むコア層用原料を準備する工程と、
前記コア層用の前記無機物質粉末が、4~15μmの平均粒子径を有すると共に粒子径50μm以上の粒子を含有せず;
下記の所定の配合率で前記スキン層用原料を混練する工程と、
下記の所定の配合率で前記コア層用原料を混練する工程と、
前記スキン層用および前記コア層用の前記無機物質粉末の配合率が、60重量%~82重量%であり、
前記スキン層用および前記コア層用の前記熱可塑性樹脂の配合率が、18重量%~40重量%であり、
前記スキン層用および前記コア層用の前記補助剤の配合率が、0.05重量%~4.0重量%であり;
混練した前記スキン層用原料および混練した前記コア層用原料の供給量を、前記スキン層の表裏2層がそれぞれ10~30部となると共に前記コア層が40~80部となるように分配して、2種3層Tダイ方式押出成形機で薄膜シート中間体を成形する工程と;
前記薄膜シート中間体に対して逐次延伸もしくは同時二軸延伸を行なって、外観が紙に類似し、不透明で、印刷および加工適性が優れ、且つ顧客が所望する見かけ比重に調整する工程と;
を有し、
前記スキン層用および前記コア層用の前記熱可塑性樹脂が、前記延伸時に縦、横方向いずれの延伸倍率も1.1倍~3.0倍で薄膜シートの見かけ比重を0.6~0.8に低下させることができる樹脂であることを特徴とする、無機物質粉末高配合薄膜シートの製造方法である。
本発明の課題を解決するための他の手段は、前記無機物質粉末高配合薄膜シート中間体を成形する工程において、前記ダイスが、前記混練した原料の再凝集部分を再分散させるようにデザインされたダイスである、無機物質粉末高配合薄膜シートの製造方法である。
本発明の課題を解決するための他の手段は、前記無機物質粉末高配合薄膜シート中間体を成形する工程において、ダイス出口から出た溶融物シートを、50℃以上に、且つ原料に使用する前記熱可塑性樹脂の融点以下の温度に加温されたロールに可及的速やかに接触させ、前記ロール上にシートを形成させた後、ロール引取工程に送ることを特徴とする、無機物質粉末高配合薄膜シートの製造方法である。この場合、効率等の面で有効な手段となる。
本発明の課題を解決するための他の手段は、前記無機物質粉末に対し任意の熱可塑性樹脂を比較的混練しやすい配合比率で配合し、混練および成形して得た薄膜シート中間体について、最大の伸び(%)が得られる温度でJIS K7127:1999の方法により引張試験を行ない、伸び(%)の数値から延伸可能な延伸倍率を推定して、期待のものであれば前記無機物質粉末に対する延伸適応樹脂として前記熱可塑性樹脂を選択し、前記熱可塑性樹脂のみでは混練溶融物の流動性をさらに改良する必要がある場合には、無機物質粉末高配合による混練溶融物の流動性低下に対し改善の効果がある熱可塑性樹脂を、配合する熱可塑性樹脂の総量に対し0~50重量%の範囲で組み合わせて使用することにより、効率よく安定して薄膜シートを成形させることを特徴とする、無機物質粉末高配合薄膜シートの製造法である。
本発明の課題を解決するための他の手段は、前記延伸倍率が、縦方向、横方向の延伸倍率のいずれも1.1倍~2.5倍であることを特徴とする、無機物質粉末高配合薄膜シートの製造方法である。この場合、見かけ比重の調整の観点から1.1倍~2.5倍の範囲であることが望ましい。
本発明の課題を解決するための他の手段は、前記所望の見かけ比重が、0.55~1.25の範囲にある、無機物質粉末高配合薄膜シートの製造方法である。縦延伸および/または横延伸で精密な見かけ比重調整を行うため、特に細かい調整を要求される、見かけ比重が上記範囲の製品を作る場合に効果を発揮する。
本発明の課題を解決するための他の手段は、前記熱可塑性樹脂が、ポリエチレン、ポリプロピレン、ポリスチレンおよびポリエチレンテレフタレートからなる群から選択される一種類以上の樹脂であることを特徴とする、無機物質粉末高配合薄膜シートの製造方法である。
本発明の課題を解決するための他の手段は、前記熱可塑性樹脂が、ポリエチレン樹脂であり、前記ポリエチレン樹脂の60重量%以上が、0.02~1.2g/10分のメルトマスフローレイトを有する高密度ポリエチレン樹脂であることを特徴とする、無機物質粉末高配合薄膜シートの製造方法である。
本発明の課題を解決するための他の手段は、前記熱可塑性樹脂が、高密度ポリエチレン樹脂からなり、前記高密度ポリエチレン樹脂の50重量%~100重量%が、0.02~0.5g/10分のメルトマスフローレイトを有し、前記高密度ポリエチレン樹脂の残りが、0.5~1.2g/10分のメルトマスフローレイトを有することを特徴とする、無機物質粉末高配合薄膜シートの製造方法である。
本発明の課題を解決するための他の手段は、前記無機物質粉末が、炭酸カルシウム、クレー、シリカ、酸化チタン、タルク、カオリン、水酸化アルミニウムからなる群から選択される一種類以上の無機物質粉末であることを特徴とする、無機物質粉末高配合薄膜シートの製造方法である。
本発明の課題を解決するための他の手段は、前記無機物質粉末高配合薄膜シートに対し平滑度の向上のためにカレンダー処理を行なうことを特徴とする、無機物質粉末高配合薄膜シートの製造方法である。
本発明の課題を解決するための他の手段は、前記調整する工程において、前記延伸後に必要とされる見かけ比重(D)および縦横比(R)から次式によって延伸倍率を求めることを特徴とし、
X2=W×10−4/(D×Z×R×T)
X =R×Y
式中、 Dは、生産計画で定められた製品の見かけ比重であり、
Rは、生産計画で定められた縦横比(縦方向と横方向の延伸倍率の比)であり、
Wは、縦延伸をかける前の薄膜シートの1平方メートルあたりの重量(g/m2)であり、
Xは、縦方向の延伸倍率であり、
Yは、横方向の延伸倍率であり、
Zは、縦延伸によるシートの横方向の長さの収縮倍率もしくは伸長倍率で、本装置の操業経験で容易に推定可能である、無機物質粉末高配合薄膜シートの製造方法である。
図2は、本発明の他の製造方法の工程の概略を示す。
図3は、本発明のその他の製造方法の工程の概略を示す。
上記の課題のなかで、厚さの均一性、生産性の向上については、Tダイ方式の押出成形機が最適といわれており、この方式を採用することにした。
しかし、Tダイ方式押出成形機で工業的に実施されている無機物質粉末の配合率は、多いもので40%程度であった。
そこで、発明者らは、ポリエチレン樹脂20部・炭酸カルシウム80部の比率でつくられた市販のマスターバッチ用のコンパウンドを使用し、インフレーション方式およびTダイ方式の一般的な押出成形機のそれぞれで成形テストを実施した。高密度ポリエチレン樹脂を添加して炭酸カルシウムの配合率を徐々に低下させてテストしたが、70重量%付近で、インフレーション方式では一応薄膜シートを作成できたのに、Tダイ方式の押出成形機では、薄膜シートを作成できなかった。
本発明の目的には、白色度ならびに不透明度が高い薄膜シートの製造が前提としてあり、無機物質粉末高配合の条件は必須である。しかし、無機物質粉末と熱可塑性樹脂との混合原料をTダイ方式押出成形機で押出成形する場合、無機物質粉末の濃度が60重量%をこえると、濃度上昇に従って、溶融時粘度が異常に上昇する。
発明者らは、熱可塑性樹脂に無機物質粉末を60%以上高配合してTダイ方式押出成形機で薄膜シートをつくる研究を行ない、本発明の課題解決のために次のような製造法を見出した。
無機物質粉末と熱可塑性樹脂との混合原料を混練し、Tダイ方式押出成形機で押出成形して、無機物質粉末高配合薄膜シート中間体を成形する。その際に、
第一の操作として、熱可塑性樹脂および無機物質粉末を混合し、熱可塑性樹脂の融点以上の温度で特に大きな剪断応力を作用させて混練し、無機物質粉末と熱可塑性樹脂を均一に分散させる。この場合、大きな剪断応力を作用させるには、二軸の混練装置を使用すべきである。
次に、第二の操作として、均一に分散させた状態を維持させながらダイス出口から押し出して薄膜シートに成形するが、無機物質粉末を高配合した混合原料の場合には、押出成形機のスクリュー部を出た溶融状態の混合原料が凝集する傾向あるので、ダイス内で混合原料の流れの一部に障壁を設けるなどして、再分散させて均一化する必要がある。
ダイス内の混合原料の流れに外力を加える手段としては、200~250μm以上の厚さのシートの押出成形に利用されるチョークバーを操作して、リップから押し出されるシートを均一にするような手段も含まれる。以上の処置は、再分散化に必要な外力の大きさに応じて、設計を工夫することで、さらに十分な効果を発揮させることが可能となる。
また、ダイス出口(リップ)から押出された溶融薄膜シートが熱可塑性樹脂の融点に近い場合には非常に破断しやすいので、場合によっては、可及的速やかに冷却ロールに接触させるなどして冷却して、そのまま該ロールに抱かせながら成形する必要がある。その目的のためには、冷却ロールを上下方向に移動可能とするなど、押出成形機に適した設備面の変更も必要となる。
以上、機械面から混練および押出成形について必要条件を決めたが、結論として、発明者らは、無機物質高配合の原料の混練には、二軸のスクリューにより強力な剪断力を作用させることが可能な二軸混練機の使用が不可欠と考えた。
さらに、無機物質高配合の原料は溶融時でも再凝集的な挙動をとりやすいので、混練と押出成形を連続的に行なうTダイ方式の二軸押出成形機を使用する直接法が適していると考える。
以上をまとめると、無機物質粉末高配合薄膜シートの製造においては、無機物質粉末を60重量%~82重量%、熱可塑性樹脂を18重量%~40重量%、補助剤を0.05重量%~4.0重量%の配合率で、二軸のスクリューを装備した装置で混練し、Tダイ方式の押出成形機で押出成形して、薄膜シート中間体を成形する製造方法となり、設備としては、混練と押出成形を連続的に行なう二軸押出成形機が望ましいと結論付けられる。
ここで、無機物質粉末高配合の原料を用いて且つ成形シートを延伸して製品とする場合、使用する熱可塑性樹脂の選択が非常に重要である。
熱可塑性樹脂について、発明者らは、延伸後のシート構造をできるだけ均一にするため、延伸しやすく結果としてシートの厚さに比べてシートの見かけ比重の方が顕著に減少するような樹脂が適応していることを見出した。
上記の考え方で検討した結果、熱可塑性樹脂としては必ず、延伸倍率1.1倍~3.0倍で延伸したとき、無機物質粉末高配合シートの見かけ比重を0.55~1.40に低下させることが可能な熱可塑性樹脂を使用することにした。
その条件を検討しているうちに、無機物質粉末を高配合した原料では、延伸がむずかしくなり、しかも延伸を容易にする熱可塑性樹脂と、混練溶融物の粘度を下げる方向に働く熱可塑性樹脂とは、必ずしも一致しないことが明らかとなった。
熱可塑性樹脂の選択の方法としては、延伸倍率1.1倍~3.0倍で、前記無機物質粉末高配合薄膜シートの見かけ比重を0.55~1.40の範囲に低下させることが可能な樹脂をまず該無機物質粉末に対応する延伸適応樹脂として選択する。次に、この樹脂のみでは前記混合原料の溶融混練物の流動性が不良な場合には、無機物質粉末高配合による流動性低下に対し改善の効果がある熱可塑性物質を探索し、この樹脂を該無機物質粉末に対応する混練適応樹脂として選択する。延伸適応樹脂のみを使用するか、もしくは延伸適応樹脂に混練適応樹脂を、熱可塑性樹脂の総量に対し0~50重量%の範囲で組み合わせて使用するか、決定する。
延伸適応樹脂を探索するには、前述のように、候補となる熱可塑性樹脂を、無機物質粉末と比較的混練しやすい配合比率で配合し、混練および押出成形して得たシートについて、最大の伸び(%)が得られる温度で、JIS K7127:1999の方法より引張試験を行ない、伸び(%)が15以上、望ましくは50~(測定機器のキャパシティにより)測定不能となる樹脂を、該無機物質粉末に対応する延伸適応樹脂として選択する。
無機物質粉末、熱可塑性樹脂、補助剤を所定の配合率で混練し、押出成形して得られた無機物質粉末高配合薄膜シート中間体に対して、縦延伸もしくは横延伸を行なうか、もしくは逐次または同時二軸延伸を行なって、外観が紙に類似し、白く、不透明で、印刷および加工適性が優れ、且つ顧客が所望する見かけ比重に調整する。ここで、延伸後の縦および横方向の延伸倍率はいずれも1.1倍~3.0倍で、薄膜シートの見かけ比重が0.55~1.40の範囲で所望される見かけ比重となるよう条件を調整する。
前記無機物質粉末高配合薄膜シート中間体を成形する工程を、混練の工程のみ実施して無機物質粉末、熱可塑性樹脂および補助剤からなるペレットを作成する工程と、前記ペレットをTダイ方式の押出成形機で押出成形する工程とからなる2つの独立した工程の組み合わせとすることも可能である。
本発明の一つは、無機物質粉末、熱可塑性樹脂、補助剤を所定の配合率で混練し、押出成形機で成形し、延伸して、表層および裏層のスキン層と、中心のコア層との3層または2層からなる薄膜シートに仕上げる無機物質粉末高配合薄膜シートの製造方法において、前記スキン層用の無機物質粉末が、0.5~4μmの平均粒子径を有すると共に粒子径50μm以上の粒子を含有せず、前記コア層用の前記無機物質粉末が、4~15μmの平均粒子径を有すると共に粒子径50μm以上の粒子を含有せず;下記の所定の配合率で前記スキン層用原料を混練する工程と、下記の所定の配合率で前記コア層用原料を混練する工程と、前記スキン層用および前記コア層用の前記無機物質粉末の配合率が、60重量%~82重量%であり、前記スキン層用および前記コア層用の前記熱可塑性樹脂の配合率が、18重量%~40重量%であり、前記スキン層用および前記コア層用の前記補助剤の配合率が、0.05重量%~4.0重量%であり;混練した前記スキン層用原料および混練した前記コア層用原料の供給量を、前記スキン層の表裏の層がそれぞれ10~30部となると共に前記コア層が40~80部となるように分配して、2種3層Tダイ方式押出成形機で薄膜シート中間体を形成する工程と;前記薄膜シート中間体に対して逐次延伸もしくは同時二軸延伸を行なって、外観が紙に類似し、不透明で、印刷および加工適性が優れ、且つ顧客が所望する見かけ比重に調整する工程と;を有し、ここで、前記スキン層用および前記コア層用の前記熱可塑性樹脂が、前記延伸時に縦、横方向いずれの延伸倍率も1.1倍~3.0倍で薄膜シートの見かけ比重を0.6~0.8に低下させることが可能な樹脂である、無機物質粉末高配合薄膜シートの製造方法である。
前記の方法は、表裏の層と中層のそれぞれの層の無機物質粉末の粒子径を変えて、本発明の効果をさらに高めようとするものである。
本発明の製造方法では、単一層の薄膜シートの場合、無機物質粉末については、シート表面の平滑性を向上させ、且つ無機物質粉末がシートから大きな粒子が離脱するのを防ぐために、平均粒子径が15μm以下のものを使用する。この理由は、表面性のほかに、粒子径調整のために使用する分級工程で、平均粒子径が大きくなるほど最大粒子径が大となるためである。
一方、粒子が細かくなり過ぎると、熱可塑性樹脂と混練した際に粘度が著しく上昇するため、平均粒子径は0.5μm以上とする。
また、表層及び裏層からなるスキン層とコア層とからなる無機物質粉末高配合薄膜シートを製造する場合は、無機物質粉末については、シート表面の白色度および平滑性を向上させるために、表層および裏層のスキン層には白色度が高く、粒子径が小さい粉末を使用する。スキン層に使用する無機物質粉末の平均粒子径は、4μm以下とし、粒子が細かくなり過ぎると、熱可塑性樹脂と混練した際に粘度が著しく上昇するため、平均粒子径は0.5μm以上とする。
中層すなわちコア層に含まれる無機物質粉末粒子の平均粒子径は、コストの点から大きい方が望ましいので、単一層の場合に比べてやや大きく4乃至15μmとする。
なお、本発明では、無機物質粉末の粒子径は、レーザー回折式粒度分布測定装置で測定した数値で表し、平均粒子径は、積算%の分布曲線から得られる50%粒子径(d50)で示している。また、粒子径の概略値は、同一物質で、産地が近いような場合には、空気透過法など他の測定値からでも、信頼できる換算データを用いて換算値として算出することが可能であり、本明細書では、粒子径として、積算%の分布曲線から得られる50%粒子径および換算値を用いている。
本発明の製造方法ではすべて、無機物質粉末の大きさとしては、特定の粒子径より大きい大径の粒子の混在が問題である。
本発明の薄膜シートの表面粗さの目標は、木材パルプからつくられる上質紙の表面粗さが上限と考えている。上質紙の表面粗さは、平均値が8~13μm、最大値が20μm程度である(門屋卓、角祐一郎、吉野勇著、(有)中外産業調査会発行、『新・紙の科学』P400~401(1989))。シート表面に近い無機物質粉末も粒子の粒子径の1/2に相当する部分はシート内に埋め込まれるとして計算すると、粒子径が50μm以上、望ましくは45μm以上の粒子は、原料から取り除く必要がある。
前記のように、従来の技術で製造された薄膜シートは、夾雑物がかなりの量にて存在するが、その原料として提供された炭酸カルシウム粉末のサンプルをマイクロトラック粒度分析計(日機装(株)製)で分析した結果は次のとおりであった。中心粒子径(D50%):8.42μm、粒子径50μm以上の粒子:0.26%、45μm以上の粒子:0.34%。一方、発明者らが夾雑物の懸念がない原料として取り扱っている炭酸カルシウム粉末(有恒鉱業(株)製ミクロカル#150)についてマイクロトラック粒度分析計で測定した結果は次のとおりである。中心粒子径(D50%)5.4μm、粒子径40μm以上の粒子:0%。上記の数値からも粒子径の大きさに関する規定は妥当といえる。
本発明の発明者によって、無機物質粉末高配合薄膜シートの既存の商品には、50μm以上の大径の粒子が含まれているので印刷機のブランケットを損傷したことが確認されていることから、原料の無機物質粉末は、粒子径が50μm以上の粒子、好ましくは上記の解析を勘案すれば、粒子径が45μm以上の粒子を含まないことが必須要件である。
本発明の無機物質粉末の配合率は、配合によるシートの特性発揮の観点から、60重量%以上は必要であるが、熱可塑性樹脂と混練した際の粘度上昇から見て、82重量%が限度である。
本発明の無機物質粉末としては、炭酸カルシウム、酸化チタン、シリカ、クレー、タルク、カオリン、水酸化アルミニウムなどの粉末が使用できる。
無機物質粉末は、吸油性は特に必要でなく、選択にあたって吸油性の点で限定の必要はない。
本発明における熱可塑性樹脂としては、ポリエチレン以外に、ポリプロピレン、ポリスチレン、ポリエチレンテレフタレートなどのほか、再生樹脂なども使用できる。
この条件に最もよく合うものとして、ポリエチレン樹脂があり、そのなかでも、無機物質粉末高配合薄膜シートの強度の点から高密度ポリエチレン樹脂が適している。
熱可塑性樹脂の配合率は、無機物質粉末の配合率が60重量%の場合、40重量%であり、無機物質粉末の配合率が82重量%の場合、18重量%である。
補助剤として、滑剤、流動性改良剤、分散剤、酸化防止剤、紫外線吸収剤、安定剤等を配合してもよい。
補助剤の配合率は、熱可塑性樹脂および炭酸カルシウムの合計量:100重量%を基準にして、0.05重量%~4.0重量%、好ましくは0.1重量%~3.0重量%である。
熱可塑性樹脂、無機物質粉末および補助剤を混練し、シートに成形する。
Tダイ方式押出成形機で成形した薄膜シート中間体は、複数のロールの周速度差を利用する縦延伸装置およびシート端部固定式のテンターにより延伸する。具体的には、両者を連続して利用し逐次延伸を行なうか、それぞれを単独に使用するか、もしくは同時二軸延伸装置で二軸延伸して、薄膜シートに仕上げる。
延伸倍率は、縦方向、横方向いずれも1.1倍~3.0倍、処理温度は、使用する樹脂の融点以下が好ましいが、正確を期するには、前記のJIS K7127:1999の方法を利用するなどして、対象となる薄膜シートについて最大の伸び(%)が得られる温度を推定する。
必要な延伸倍率は計算により算出することも可能である。Tダイ方式押出成形機で成形されたシートについて、縦延伸をかける前の薄膜シートの1平方メートルあたりの重量(坪量ともいう。)W(g/m2)を測定し、生産計画で定められた製品の見かけ比重Dおよび縦横比(縦方向と横方向の延伸倍率の比)Rと、横延伸後の製品の厚さの目標値T(cm)を使って、次式により延伸倍率(縦方向X倍、横方向Y倍)を決め、延伸を行う。
X2=W×10−4/(D×Z×R×T)
X =RY
式中、 D:生産計画で定められた製品の見かけ比重
R:生産計画で定められた縦横比(縦方向と横方向の延伸倍率の比)
W:縦延伸をかける前の薄膜シートの1平方メートルあたりの重量(g)
X:縦方向の延伸倍率
Y:横方向の延伸倍率
Z:縦延伸によるシートの横方向の長さの収縮倍率もしくは伸長倍率で、本装置の操業経験で容易に推定可能である。
延伸は、原料樹脂の融点より30℃~40℃低い温度で行なうと空隙ができやすい。高密度ポリエチレン樹脂を使用する場合は、延伸温度は、95℃~105℃が好ましい。
延伸後、延伸して得られた無機物質粉末高配合薄膜シートをカレンダーで処理して薄膜シートの表面の平滑性を向上させることも可能である。
高密度ポリエチレン樹脂(ハイゼックス550BR、メルトマスフローレイト=0.27g/10分、(株)プライムポリマー製)と、平均粒子径(d50)が1.6μm(換算値)で、粒子径50μm以上の粒子を含有しない炭酸カルシウム(ソフトン2200、白石カルシウム製)と、カルシウムステアレート(日油(株)製)の各原料を準備した(工程:S1−a)。
上記の各原料において、高密度ポリエチレン樹脂が20重量%、炭酸カルシウムが80重量%、カルシウムステアレートが1重量%(高密度ポリエチレン樹脂および炭酸カルシウムの合計量:100重量%を基準にして)で配合されるように、小型同方向回転二軸混練機(スクリュー直径=25mm,L/D=41、パーカーコーポレーション製)を使用してスクリュー回転数500rpm、200℃で混練し、混合ペレット(コンパウンド)Aを作成した(工程:S2−a)。
高密度ポリエチレン樹脂(ハイゼックス550BR、メルトマスフローレイト=0.27g/10分、(株)プライムポリマー製)と平均粒子径(d50)が5.4μmで、粒子径50μm以上の粒子を含有しない炭酸カルシウム(ミクロカル#150、有恒鉱業製)および補助剤としてカルシウムステアレート(日油(株)製)の各原料を準備した(工程:S1−b)。
上記の各原料において、高密度ポリエチレン樹脂が20重量%、炭酸カルシウムが80重量%、カルシウムステアレートが1重量%(高密度ポリエチレン樹脂および炭酸カルシウムの合計量:100重量%を基準にして)で配合されるように、上記と同じように混練して、混合ペレット(コンパウンド)Bを作成した(工程:S2−b)。
混合ペレットAをスキン層に、混合ペレットBをコア層に使用して、小型Tダイ方式2種3層押出成形機(押出成形機:コア層 スクリュー直径=30mm、L/D=38、 スキン層 スクリュー直径=25mm、L/D=25、ダイス:チョークバー装備、出口幅=300mm、リップ開口幅=500μm、創研製)、で成形を行ない、薄膜シート中間体を得た(工程:S3)。
成形した薄膜シート中間体の試料を二軸同時延伸試験装置((株)東洋精機製作所製(形式EX10B1,センターストレッチ方式)で、96℃、予熱5分、延伸速度を縦、横いずれも50mm/分の条件で延伸した(工程:S4)。その結果、縦、横それぞれ2.5倍に延伸した薄膜シートの試料で見かけ比重が0.6となり、延伸後の薄膜シートの試料は不透明度も上昇し、外観、一般紙質ともに木材パルプから調製した紙に類似していた。
なお、上記の工程:S3では、樹脂圧力が高くなり、シート化が容易でないが、高密度ポリエチレン樹脂(ハイゼックス7000F、メルトマスフローレイト0.04g/10分、(株)プライムポリマー製)をドライブレンドしていき、炭酸カルシウム配合量をコア層は73%、スキン層は70%とすることにより、薄膜シート中間体が得られやすくなった。
実施例2
高密度ポリエチレン樹脂(ハイゼックス550BR、メルトマスフローレイト=0.27g/10分、(株)プライムポリマー製)と、平均粒子径(d50)が5.4μmで、粒子径18.5μm以上の粒子を含有しない炭酸カルシウム(ミクロカル#150、有恒鉱業(株)製)と、カルシウムステアレート(日油(株)製)の各原料を準備した。
上記の各原料において、高密度ポリエチレン樹脂が28重量%、炭酸カルシウムが72重量%、カルシウムステアレートが1重量%(高密度ポリエチレン樹脂および炭酸カルシウムの合計量:100重量%を基準にして)の配合となるように、小型同方向回転式二軸押出成形機(スクリュー直径=25mm、L/D=30、ダイスの出口幅=150mm、(株)東洋精機製作所製)に投入し、温度:混練部220℃~200℃、ダイス部180℃、スクリュー回転数:24rpm、トルク:200N−m付近、リップの開口幅:0.4mmの条件で混練および押出成形を実施した。この際、ダイスのリップから出た溶融物のシートを、リップから10mm以内に接近させた冷却ロール(温度を65℃に設定)に移し取り、該ロールに接触させて抱かせながらシート化した後次のロールに移行させることで、薄膜シート中間体のシート化が可能となった。押出量は約1.4kg/時、成形した薄膜シート中間体の厚さは120μmであった。
ここで使用したポリエチレン樹脂の延伸適応性をみるために、上記の薄膜シート中間体について、JISK7127の方法で、95℃で引張試験を行ない、伸び(%)を測定した結果、360%以上となり、上記の高密度ポリエチレン樹脂が延伸適応樹脂であると判断された。
そこで、成形した薄膜シート中間体の試料を二軸延伸試験装置((株)東洋精機製作所製、形式EX10B1、センターストレッチ方式)で、97℃、予熱5分、延伸速度50mm/分の条件で延伸した。その結果、縦、横それぞれ2.1倍に延伸した薄膜シートの試料が得られ、その見かけ比重は0.65となった。
延伸前後の薄膜シートの白色度(JIS P8148の方法による)は、延伸前38%、延伸後86%、不透明度(JIS P8149の方法による)は、延伸前95.9%、延伸後100.0%で、延伸により白色度も不透明度も上昇し、外観、一般紙質ともに木材パルプから調製した紙に類似していた。
実施例3
高密度ポリエチレン樹脂(ノバテックHD HY430、メルトマスフローレイト=0.8g/10分、日本ポリエチレン(株)製)、平均粒子径(d50)が4.3μmで、粒子径20.2μm以上の粒子を含有しない炭酸カルシウム(ミクロカル#150、有恒鉱業(株)製)と、マグネシウムステアレート(日油(株)製)の各原料を準備した。
上記の各原料において、高密度ポリエチレン樹脂が20重量%、炭酸カルシウムが80重量%、マグネシウムステアレートが1重量%(ポリエチレン樹脂および炭酸カルシウムの合計量:100重量%を基準にして)の配合となるように、実施例1で使用した小型同方向回転二軸混練機(パーカーコーポレーション製)に投入し、温度:入口近くのみを190℃としたほかはダイスに至るまで200℃、スクリュー回転数:500rpm、フィード量:7kg/時の条件で混練した。混練時のトルクは26~31N−mで、概ね安定してペレット化することができた。
上記で得られたポリエチレン樹脂と炭酸カルシウムの混合ペレットを、単軸押出成形機(押出成形機:スクリュー直径=20mm、L/D=25、ダイス:チョークバー装備、出口幅:150mm、(株)東洋精機製作所製)に投入し、温度:ペレット投入部170℃から徐々に温度を下げ、ダイス部で160℃に設定、スクリュー回転数:10rpm、リップの開口幅:0.2mmの条件で混練および押出成形を実施した。装置負荷は安定しており、ダイスではリップ間隙の調整のほか、ダイスに設けられた調整弁によって、溶融物の分散を均一化し、ダイスから出た溶融物のシートは実施例2と同様の条件でシート化した。
成形シートは、厚み190μmでシート状態は良好で、JIS K7127の方法により95℃で引張試験を行ない、伸び(%)を測定した結果は52%で、1.5倍程度の延伸倍率に相当する。
実施例4
メルトマスフローレイトが0.27g/10分の高密度ポリエチレン樹脂(ハイゼックス550BR、(株)プライムポリマー製)およびメルトマスフローレイトが0.8g/10分の高密度ポリエチレン樹脂(ノバテックHD HY430、日本ポリエチレン(株)製)を50:50の比率で混合したものと、平均粒子径(d50)が8μm(換算値)で、粒子径45μm以上の粒子を含有しない炭酸カルシウム(BF100、備北粉化工業(株)製)と、マグネシウムステアレート(日油(株)製)の各原料を準備した。
上記の各原料において、高密度ポリエチレン樹脂が27重量%、炭酸カルシウムが73重量%(成形シートについてJIS P8251−525℃燃焼法—による測定で確認)、マグネシウムステアレートが1重量%(高密度ポリエチレン樹脂および炭酸カルシウムの合計量:100重量%を基準にして)の配合となるように、同方向回転式二軸押出成形機(スクリュー直径:57mm、L/D:44、ダイス:チョークバー装備、出口幅800mm、日立造船(株)製、HTM型)に投入し、温度:混練部220℃~200℃、ダイス部190℃、スクリュー回転数:270rpm、リップの開口幅:0.6mmの条件で混練および押出成形を実施した。その結果、厚さ350μmの薄膜シート中間体を作成できた。
成形したシートの延伸性を調べるために、JISK7127の方法で、95℃で引張試験を行ない、伸び(%)を測定した結果、170%となり、十分に延伸可能と判断された。
上記のように成形した薄膜シート中間体の試料を二軸延伸試験装置((株)東洋精機製作所製)で、96℃、予熱3分、延伸速度 縦、横ともに50mm/分の条件で延伸した。縦、横それぞれ1.6倍に延伸した薄膜シートの試料は、見かけ比重が0.82で、延伸前後の薄膜シートの白色度(JIS P8148の方法による)は、延伸前54%、延伸後78%、不透明度(JIS P8149の方法による)は、延伸前97%、延伸後100%で、延伸により白色度も不透明度も上昇し、外観、一般紙質ともに木材パルプから調製した紙に類似していた。
実施例5
高密度ポリエチレン樹脂(ハイゼックス550BR、メルトマスフローレイト=0.27g/10分、(株)プライムポリマー製)と、平均粒子径(d50)が8μm(換算値)で、粒子径45μm以上の粒子を含有しない炭酸カルシウム(BF100,備北粉化工業(株)製)と、マグネシウムステアレート(日油(株)製)の各原料を準備した。
上記の各原料において、高密度ポリエチレン樹脂が37重量%、炭酸カルシウムが63重量%(成形シートについてJIS P8251—525℃燃焼法—による測定で確認)、マグネシウムステアレートが1重量%(高密度ポリエチレン樹脂および炭酸カルシウムの合計量:100重量%を基準にして)の配合となるように、実施例4の場合と同じ同方向回転式押出成形機(日立造船(株)製)に投入し、温度:混練部220℃~200℃、ダイス部180℃、スクリュー回転数:150rpm、リップの開き:0.6mmの条件で混練および押出成形を実施した。その結果、厚さ270μm、見かけ比重1.52の薄膜シート中間体を作成できた。
成形したシートの延伸性を調べるために、JISK7127の方法で、95℃で引張試験を行ない、伸び(%)を測定した結果、360%以上となり、十分に延伸可能と判断された。
そこで、成形した薄膜シート中間体の試料を実施例4の場合と同じ二軸延伸試験装置((株)東洋精機製作所製)を使用し、96℃、予熱3分、延伸速度 縦、横いずれも50mm/分の条件で延伸した。その結果、縦、横それぞれ1.8倍に延伸した薄膜シートの試料は、見かけ比重が0.77で、延伸前後の薄膜シートの白色度(JIS P8148の方法による)は、延伸前50%、延伸後86%、不透明度(JIS P8149の方法による)は、延伸前97%、延伸後100%で、延伸により白色度も不透明度も上昇し、外観、一般紙質ともに木材パルプから調製した紙に類似していた。
実施例6
実施例5で成形した薄膜シート中間体の試料(シートの厚さ270μm)について、ロールの周速差を利用する縦延伸およびシート端部固定式テンターによる横延伸を実施し、縦延伸の効果および縦延伸につづき横延伸を行なった逐次延伸の効果を調べた。
縦延伸には、縦延伸装置(有効幅:max.300mm、方式:ロール式・非接触式、市金工業社製)を使用し、前記試料の巻取(幅300mm)を入口速度0.7m/分、延伸部の温度95℃で延伸した。
横延伸には、横延伸装置(チャック幅:入口80~max.600mm、出口300~max.1200mm、方式:クリップ式、市金工業社製)を使用し、縦延伸を行なった試料(巻取)を95℃で延伸した。
縦延伸および逐次延伸の効果は次のとおりである。
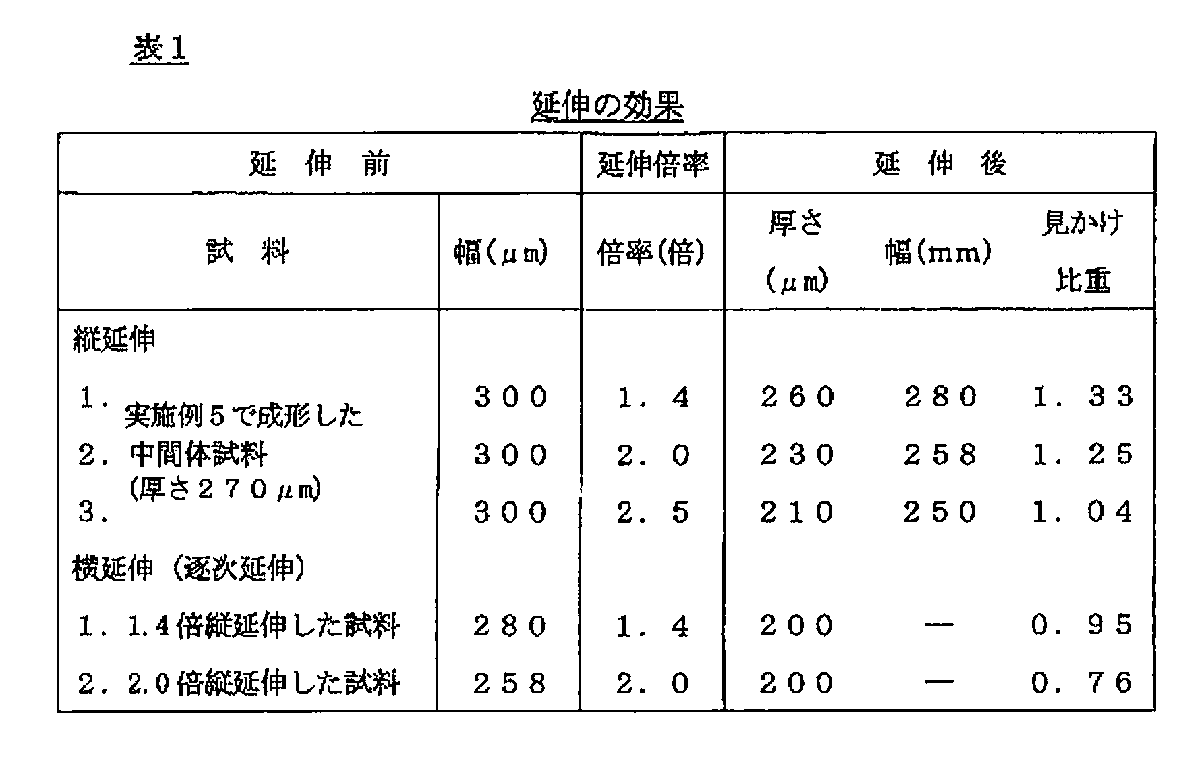
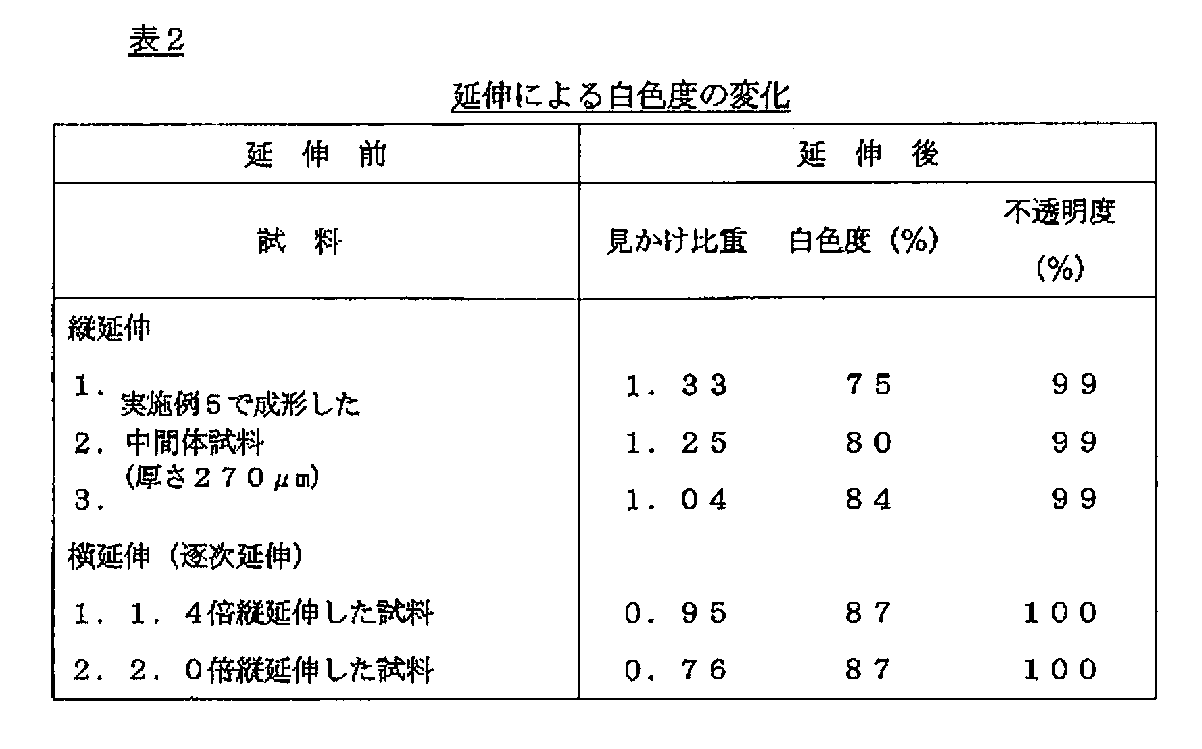
上表から、延伸により見かけ比重(密度)が低下するにともない、白色度が向上することが明確になった。
引張強度についても、JIS P8113の方法により測定しており、上表の縦延伸1.4倍の試料(1.33)では、3.60kN/mとなった。しかし、引張強度については、見かけ比重0.95の試料が2.90kN/mとなり、無機物質粉末高配合のシートの場合、延伸により見かけ比重が低下するに伴いやや低下する傾向がみられた。
前記の延伸後の試料について、横型ミニスーパーカレンダー(スチールロールと樹脂ロールの組み合わせ、スチールロールのみ加熱可能、由利ロール機械(株)製)で、荷重3トンで2m/分の速度でカレンダー処理を行なった。

以上のような紙の需要分野での発展のほかに、このシートの最大の特徴である耐水性を活かした用途、例えばラベル、看板材料、建装材、各種の袋等でも需要が大きく伸びると予想され、紙の用途のみでなく、新素材として、プラスチックフィルムの一部の用途にも利用されていくものと考えられる。
Claims (14)
- 無機物質粉末、熱可塑性樹脂、補助剤を所定の配合率で混練し、成形し、延伸して、薄膜シートに仕上げる無機物質粉末高配合薄膜シートの製造方法において;
前記無機物質粉末、熱可塑性樹脂、補助剤を準備する工程と、ここで、前記無機物質粉末が、0.5~15μmの平均粒子径を有すると共に粒子径50μm以上の粒子を含有せず;
原料として、前記無機物質粉末を60重量%~82重量%、前記熱可塑性樹脂を18重量%~40重量%、補助剤を0.05重量%~4.0重量%の配合率で、二軸のスクリューを装備した押出成形機に投入することにより、前記原料に対して高い剪断応力を作用させて混練し、混練した原料をダイスをとおしてTダイ方式により押出成形して無機物質粉末高配合薄膜シート中間体を成形する工程と;
縦方向、横方向の延伸倍率をいずれも1.1倍~3.0倍に抑えて、延伸後の薄膜シートが所望の見かけ比重を有するように縦延伸および/もしくは横延伸を行う工程と;
を有する無機物質粉末高配合薄膜シートの製造方法であって;
前記熱可塑性樹脂が、延伸倍率を1.1倍~3.0倍としたとき前記無機物質粉末高配合薄膜シートの見かけ比重を0.55~1.40に低下させることができるように選択され、
前記延伸を行う工程において、前記熱可塑性樹脂を上記のように選択することにより、白く、不透明で、0.55~1.40の範囲の前記所望の見かけ比重に調整する、
ことを特徴とする無機物質粉末高配合薄膜シートの製造方法。 - 前記無機物質粉末高配合薄膜シート中間体を成形する工程が、前記無機物質粉末、熱可塑性樹脂および補助剤からなるペレットを作成する工程と、前記ペレットを一軸もしくは二軸のTダイ方式押出成形機で押出成形する工程とからなる2つの独立した工程からなることを特徴とする、請求項1に記載の無機物質粉末高配合薄膜シートの製造方法。
- 無機物質粉末、前記熱可塑性樹脂、補助剤を所定の配合率で混練し、押出成形機で成形し、延伸して、表層および/または裏層からなるスキン層と、コア層との3つ若しくは2つの層からなる薄膜シートに仕上げる無機物質粉末高配合薄膜シートの製造方法において、
前記スキン層用の前記無機物質粉末、熱可塑性樹脂、補助剤を含むスキン層用原料を準備する工程と、
前記スキン層用の無機物質粉末が、0.5~4μmの平均粒子径を有すると共に粒子径50μm以上の粒子を含有せず、
前記コア層用の前記無機物質粉末、熱可塑性樹脂、補助剤を含むコア層用原料を準備する工程と、
前記コア層用の前記無機物質粉末が、4~15μmの平均粒子径を有すると共に粒子径50μm以上の粒子を含有せず;
下記の所定の配合率で前記スキン層用原料を混練する工程と、
下記の所定の配合率で前記コア層用原料を混練する工程と、
前記スキン層用および前記コア層用の前記無機物質粉末の配合率が、60重量%~82重量%であり、
前記スキン層用および前記コア層用の前記熱可塑性樹脂の配合率が、18重量%~40重量%であり、
前記スキン層用および前記コア層用の前記補助剤の配合率が、0.05重量%~4.0重量%であり;
混練した前記スキン層用原料および混練した前記コア層用原料の供給量を、前記スキン層の表裏2層がそれぞれ10~30部となると共に前記コア層が40~80部となるように分配して、2種3層Tダイ方式押出成形機で薄膜シート中間体を成形する工程と;
前記薄膜シート中間体に対して逐次延伸もしくは同時二軸延伸を行なって、外観が紙に類似し、不透明で、印刷および加工適性が優れ、且つ顧客が所望する見かけ比重に調整する工程と;
を有し、
前記スキン層用および前記コア層用の前記熱可塑性樹脂が、前記延伸時に縦、横方向いずれの延伸倍率も1.1倍~3.0倍で薄膜シートの見かけ比重を0.6~0.8に低下させることができる樹脂であることを特徴とする、無機物質粉末高配合薄膜シートの製造方法。 - 前記無機物質粉末高配合薄膜シート中間体を成形する工程において、前記ダイスが、前記混練した原料の再凝集部分を再分散させるようにデザインされたダイスである、請求項1に記載された製造方法。
- 前記無機物質粉末高配合薄膜シート中間体を成形する工程において、ダイス出口から出た溶融物シートを、50℃以上に、且つ原料に使用する前記熱可塑性樹脂の融点以下の温度に加温されたロールに可及的速やかに接触させ、前記ロール上にシートを形成させた後、ロール引取工程に送ることを特徴とする、請求項1に記載の製造方法。
- 前記無機物質粉末に対し任意の熱可塑性樹脂を比較的混練しやすい配合比率で配合し、混練および成形して得た薄膜シート中間体について、最大の伸び(%)が得られる温度でJIS K7127:1999の方法により引張試験を行ない、伸び(%)の数値から延伸可能な延伸倍率を推定して、期待のものであれば前記無機物質粉末に対する延伸適応樹脂として前記熱可塑性樹脂を選択し、前記熱可塑性樹脂のみでは混練溶融物の流動性をさらに改良する必要がある場合には、無機物質粉末高配合による混練溶融物の流動性低下に対し改善の効果がある熱可塑性樹脂を、配合する熱可塑性樹脂の総量に対し0~50重量%の範囲で組み合わせて使用することにより、効率よく安定して薄膜シートを成形させることを特徴とする、請求項1に記載の製造方法。
- 前記延伸倍率が、縦方向、横方向の延伸倍率のいずれも1.1倍~2.5倍であることを特徴とする、請求項1に記載の製造方法。
- 前記所望の見かけ比重が、0.55~1.25の範囲にある、請求項1に記載の製造方法。
- 前記熱可塑性樹脂が、ポリエチレン、ポリプロピレン、ポリスチレンおよびポリエチレンテレフタレートからなる群から選択される一種類以上の樹脂であることを特徴とする、請求項1に記載の製造方法。
- 前記熱可塑性樹脂が、ポリエチレン樹脂であり、前記ポリエチレン樹脂の60重量%以上が、0.02~1.2g/10分のメルトマスフローレイトを有する高密度ポリエチレン樹脂であることを特徴とする、請求項1に記載の製造方法。
- 前記熱可塑性樹脂が、高密度ポリエチレン樹脂からなり、前記高密度ポリエチレン樹脂の50重量%~100重量%が、0.02~0.5g/10分のメルトマスフローレイトを有し、前記高密度ポリエチレン樹脂の残りが、0.5~1.2g/10分のメルトマスフローレイトを有することを特徴とする、請求項1に記載の製造方法。
- 前記無機物質粉末が、炭酸カルシウム、クレー、シリカ、酸化チタン、タルク、カオリン、水酸化アルミニウムからなる群から選択される一種類以上の無機物質粉末であることを特徴とする、請求項1に記載の製造方法。
- 前記無機物質粉末高配合薄膜シートに対し平滑度の向上のためにカレンダー処理を行なうことを特徴とする、請求項1に記載の製造方法。
- 前記延伸を行う工程において、前記延伸後に必要とされる見かけ比重(D)および縦横比(R)から次式によって延伸倍率を求めることを特徴とし、
X2=W×10−4/(D×Z×R×T)
X =R×Y
式中、 Dは、生産計画で定められた製品の見かけ比重であり、
Rは、生産計画で定められた縦横比(縦方向と横方向の延伸倍率の比)であり、
Wは、縦延伸をかける前の薄膜シートの1平方メートルあたりの重量(g/m2)であり、
Xは、縦方向の延伸倍率であり、
Yは、横方向の延伸倍率であり、
Zは、縦延伸によるシートの横方向の長さの収縮倍率もしくは伸長倍率で、本装置の操業経験で容易に推定可能である、
請求項1に記載の製造方法。
Priority Applications (13)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL12792721T PL2716696T3 (pl) | 2011-05-31 | 2012-05-18 | Sposób wytwarzania wysoce zorientowanej cienkiej folii ze sproszkowanej substancji nieorganicznej |
| US14/122,940 US9492964B2 (en) | 2011-05-31 | 2012-05-18 | Method for producing inorganic substance powder highly-oriented thin film sheet |
| DK12792721.8T DK2716696T3 (en) | 2011-05-31 | 2012-05-18 | Process for making a high-blend thin film sheet with an inorganic powder |
| CN201280025922.7A CN103562281B (zh) | 2011-05-31 | 2012-05-18 | 无机物质粉末高配混薄膜片材的制造方法 |
| KR1020137032893A KR101577394B1 (ko) | 2011-05-31 | 2012-05-18 | 무기 물질 분말 고배합 박막 시트의 제조 방법 |
| RU2013154032/05A RU2567281C2 (ru) | 2011-05-31 | 2012-05-18 | Способ получения листа высокоориентированной тонкой пленки с порошком неорганического вещества |
| BR112013030603A BR112013030603B1 (pt) | 2011-05-31 | 2012-05-18 | método para produção de uma folha de película fina de mistura de alto teor de pó de substância inorgânica e uso de uma folha de película fina para impressão |
| PH1/2013/502387A PH12013502387B1 (en) | 2011-05-31 | 2012-05-18 | Method for producing inorganic substance powder highly-oriented thin film sheet |
| EP12792721.8A EP2716696B1 (en) | 2011-05-31 | 2012-05-18 | Method for producing inorganic substance powder highly-oriented thin film sheet |
| KR1020157030097A KR101667570B1 (ko) | 2011-05-31 | 2012-05-18 | 무기 물질 분말 고배합 박막 시트의 제조 방법 |
| NO12792721A NO2716696T3 (ja) | 2011-05-31 | 2012-05-18 | |
| ES12792721.8T ES2649401T3 (es) | 2011-05-31 | 2012-05-18 | Método de producción de una lámina de película fina altamente orientada de sustancia inorgánica en polvo |
| US15/208,938 US10363701B2 (en) | 2011-05-31 | 2016-07-13 | Method for producing inorganic substance powder highly-oriented thin film sheet |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-122784 | 2011-05-31 | ||
| JP2011122784 | 2011-05-31 | ||
| JP2012-109896 | 2012-05-11 | ||
| JP2012109896A JP5461614B2 (ja) | 2011-05-31 | 2012-05-11 | 無機物質粉末高配合薄膜シートの製造方法 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/122,940 A-371-Of-International US9492964B2 (en) | 2011-05-31 | 2012-05-18 | Method for producing inorganic substance powder highly-oriented thin film sheet |
| US15/208,938 Division US10363701B2 (en) | 2011-05-31 | 2016-07-13 | Method for producing inorganic substance powder highly-oriented thin film sheet |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012165311A1 true WO2012165311A1 (ja) | 2012-12-06 |
Family
ID=47259168
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/063412 Ceased WO2012165311A1 (ja) | 2011-05-31 | 2012-05-18 | 無機物質粉末高配合薄膜シートの製造方法 |
Country Status (16)
| Country | Link |
|---|---|
| US (2) | US9492964B2 (ja) |
| EP (1) | EP2716696B1 (ja) |
| JP (1) | JP5461614B2 (ja) |
| KR (2) | KR101667570B1 (ja) |
| CN (1) | CN103562281B (ja) |
| BR (1) | BR112013030603B1 (ja) |
| DK (1) | DK2716696T3 (ja) |
| ES (1) | ES2649401T3 (ja) |
| HU (1) | HUE038091T2 (ja) |
| NO (1) | NO2716696T3 (ja) |
| PH (1) | PH12013502387B1 (ja) |
| PL (1) | PL2716696T3 (ja) |
| PT (1) | PT2716696T (ja) |
| RU (1) | RU2567281C2 (ja) |
| TW (1) | TWI619599B (ja) |
| WO (1) | WO2012165311A1 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014109267A1 (ja) * | 2013-01-11 | 2014-07-17 | 株式会社Tbm | 加工用薄膜材料 |
| JP5701461B1 (ja) * | 2014-03-03 | 2015-04-15 | 株式会社ユポ・コーポレーション | ラベル付きプラスチック容器 |
| WO2016047022A1 (ja) * | 2014-09-26 | 2016-03-31 | シーアイ化成株式会社 | 隠蔽性及び触感性に優れたポリオレフィン系多孔性フィルム |
| RU2609472C2 (ru) * | 2014-12-29 | 2017-02-02 | Акционерное общество "Саханефтегазсбыт" (АО "Саханефтегазсбыт") | Способ получения композиции для формования ёмкостей |
| WO2017138568A1 (ja) * | 2016-02-10 | 2017-08-17 | 株式会社Tbm | 裁断シート及び切り傷を抑制する方法 |
| JP2017165849A (ja) * | 2016-03-16 | 2017-09-21 | タキロンシーアイ株式会社 | 触感性及びデザイン性に優れたポリオレフィン系多孔性フィルム |
| JP2018039952A (ja) * | 2016-09-09 | 2018-03-15 | 株式会社Tbm | シートの製造方法 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3061590A4 (en) | 2013-10-21 | 2016-09-07 | Tbm Co Ltd | METHOD FOR PRODUCING FILM-CONTAINING PLASTIC FOIL |
| BR112017006105A2 (pt) * | 2014-09-29 | 2017-12-19 | Tbm Co Ltd | precursor de folha para uso de moldagem a vácuo, folha para uso de moldagem a vácuo, método para produzir a dita folha e método para produzir artigo moldado |
| JP6492270B2 (ja) * | 2016-03-31 | 2019-04-03 | 株式会社Tbm | 射出成形用原料の製造方法、及び樹脂成形体の製造方法 |
| JP6767207B2 (ja) * | 2016-08-31 | 2020-10-14 | 株式会社ユポ・コーポレーション | シートおよび冊子体 |
| JP6614667B2 (ja) * | 2016-11-17 | 2019-12-04 | 株式会社Tbm | ペレットを製造する方法、樹脂成形体の製造方法、及びペレット |
| JP6765118B2 (ja) * | 2016-11-17 | 2020-10-07 | 株式会社Tbm | シートの製造方法、樹脂成形体の製造方法及びシート |
| JP6749640B2 (ja) * | 2016-11-25 | 2020-09-02 | 株式会社Tbm | 樹脂成形体の製造方法 |
| JP7056121B2 (ja) * | 2016-12-12 | 2022-04-19 | 凸版印刷株式会社 | 化粧シート基材及び化粧シート基材の製造方法並びに化粧シート及び化粧シートの製造方法 |
| TW201827501A (zh) * | 2017-01-26 | 2018-08-01 | 台灣龍盟科技股份有限公司 | 包含聚對苯二甲酸乙二酯之複合膜及其製造方法及用途 |
| MX385525B (es) * | 2017-04-20 | 2025-03-14 | Ind Sustentables Nava S A P I De C V | Papel mineral ecologico de plastico reciclado y proceso para la produccion del mismo. |
| JP6742044B2 (ja) | 2017-09-21 | 2020-08-19 | 株式会社Tbm | 熱可塑性樹脂組成物およびこれを用いてなる成形品 |
| DE102018119541A1 (de) | 2018-08-10 | 2020-02-13 | Brückner Maschinenbau GmbH & Co. KG | Verfahren zur Herstellung einer Folie umfassend thermoplastisches Polymer und anorganischen Füllstoff |
| JP6661152B1 (ja) | 2019-03-25 | 2020-03-11 | 株式会社Tbm | 無機物質粉末配合熱可塑性樹脂組成物および成形品 |
| JP6704151B1 (ja) | 2019-04-15 | 2020-06-03 | 株式会社Tbm | 無機物質粉末充填樹脂組成物、及び成形体 |
| TWI739162B (zh) * | 2019-09-26 | 2021-09-11 | 台灣龍盟複合材料股份有限公司 | 石頭紙、其製造方法及其製造系統 |
| JP6745555B1 (ja) | 2020-01-14 | 2020-08-26 | 株式会社Tbm | 無機物質粉末配合スパンボンド不織布 |
| CN111791457B (zh) * | 2020-09-09 | 2020-11-20 | 东营鑫华莲石油机械有限公司 | 一种套管外封隔器 |
| JP6892184B1 (ja) | 2021-03-15 | 2021-06-23 | 株式会社Tbm | 無機物質粉末充填樹脂組成物及び成形品 |
| JP6924537B1 (ja) | 2021-03-17 | 2021-08-25 | 株式会社Tbm | 無機物質粉末充填樹脂組成物及び成形品 |
| CN113459484A (zh) * | 2021-06-30 | 2021-10-01 | 江西沃格光电股份有限公司 | 一种真空成型方法 |
| CN113968693A (zh) * | 2021-10-28 | 2022-01-25 | 江苏阿路美格新材料股份有限公司 | 一种防火芯材及制造方法 |
| JP2025104255A (ja) * | 2023-12-27 | 2025-07-09 | 株式会社ユポ・コーポレーション | 樹脂シートの製造方法及び樹脂シート |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04335043A (ja) * | 1991-05-13 | 1992-11-24 | Mitsui Toatsu Chem Inc | 多孔質フィルムの製造方法 |
| JPH07314622A (ja) | 1994-05-30 | 1995-12-05 | Oji Yuka Synthetic Paper Co Ltd | 印刷性に優れた積層構造の合成紙 |
| JPH08225680A (ja) * | 1995-11-10 | 1996-09-03 | Mitsui Toatsu Chem Inc | 多孔性フィルム又はシート |
| JPH11277623A (ja) | 1998-03-05 | 1999-10-12 | Run Men Environment Friendly Paper Prod Hong Kong Holdings Ltd | 環境に優しい紙の製造方法およびそのための組成物 |
| JP2000211008A (ja) * | 1999-01-25 | 2000-08-02 | Nan Ya Plast Corp | 三層共押出方式で得られる厚み25〜250ミクロン二軸延伸ポリプロピレン(bopp)パ―ル光沢合成紙の製造方法 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4922472A (ja) * | 1972-06-22 | 1974-02-27 | ||
| US4037004A (en) * | 1972-11-09 | 1977-07-19 | Sekisui Kagaku Kogyo Kabushiki Kaisha | Method for producing thermoplastic resin films or sheets for chelate color printing |
| JPS5643850B2 (ja) * | 1974-04-30 | 1981-10-15 | ||
| JPS5643850A (en) | 1979-09-17 | 1981-04-22 | Yokogawa Hokushin Electric Corp | Intermultiplexer communication control system |
| JPS61273941A (ja) | 1985-05-30 | 1986-12-04 | 王子油化合成紙株式会社 | 多孔性樹脂積層フイルム |
| CA2098889A1 (en) * | 1992-07-06 | 1994-01-07 | Takashi Chinuki | Slow-releasing medicated resin moldings and process for producing the same |
| CA2116081C (en) * | 1993-12-17 | 2005-07-26 | Ann Louise Mccormack | Breathable, cloth-like film/nonwoven composite |
| JP3496992B2 (ja) * | 1994-12-08 | 2004-02-16 | 株式会社ユポ・コーポレーション | 一軸延伸多層フィルム及びそれを用いた航空タッグ |
| JPH08314622A (ja) | 1995-05-16 | 1996-11-29 | Sharp Corp | ワイヤレス座標入力装置 |
| JPH0966564A (ja) | 1995-08-31 | 1997-03-11 | Nan Ya Plast Corp | 合成紙の製造方法とその製品 |
| KR100288854B1 (ko) | 1995-12-01 | 2001-09-17 | 고토 기치 | 수지성형체 |
| JP3606721B2 (ja) | 1997-10-13 | 2005-01-05 | 株式会社ユポ・コーポレーション | 印刷性に優れる延伸樹脂フィルム |
| US6576325B1 (en) | 1998-12-15 | 2003-06-10 | Oji-Yuka Synthetic Paper Co., Ltd. | Label |
| JP2001072890A (ja) | 1999-09-06 | 2001-03-21 | Maruo Calcium Co Ltd | 表面処理炭酸カルシウム、及び多孔性フィルム用樹脂組成物、並びに多孔性フィルムの製造方法 |
| AU1731701A (en) * | 1999-12-07 | 2001-06-18 | Oji-Yuka Synthetic Paper Co., Ltd. | Porous resin film |
| JP2001181425A (ja) | 1999-12-27 | 2001-07-03 | Tokuyama Corp | ポリプロピレン系多孔質フィルム及びその製造方法 |
| US6472445B1 (en) | 1999-12-27 | 2002-10-29 | Tokuyama Corporation | Polypropylene base porous film and production process for the same |
| US6590109B2 (en) | 2001-07-11 | 2003-07-08 | The Trustees Of Columbia University In The City Of New York | Method for isolating terpene trilactones (ginkgolides, bilobalide) from leaves and pharmaceutical powders of ginkgo biloba |
| JP4742214B2 (ja) | 2003-11-11 | 2011-08-10 | Jnc株式会社 | ポリオレフィン樹脂多孔膜 |
| JP4941941B2 (ja) | 2005-05-13 | 2012-05-30 | 三井化学東セロ株式会社 | 二軸延伸積層ポリプロピレンフィルム及びその用途 |
| JP4494381B2 (ja) | 2005-09-30 | 2010-06-30 | 丸尾カルシウム株式会社 | 重質炭酸カルシウムからなる合成樹脂添加剤及びこれを含有してなる合成樹脂組成物 |
| KR101244327B1 (ko) | 2005-12-29 | 2013-03-19 | 옴야 디벨로프먼트 아게 | 탄산칼슘 장벽 필름 및 그 용도 |
| BRPI0701443B1 (pt) | 2007-04-16 | 2017-04-04 | Empresa Brasileira De Filmes Flexíveis Ltda - Ebff | composições para papéis sintéticos e filmes ecológicos para escrita e impressão, papéis sintéticos e filmes obtidos a partir dessas composições e uso dos mesmos |
| US20130081770A1 (en) | 2011-09-29 | 2013-04-04 | Chun-Teng Huang | Method for manufacturing eco-friendly inorganic paper |
| TWI597552B (zh) | 2012-01-20 | 2017-09-01 | 群康科技(深圳)有限公司 | 畫素結構 |
-
2012
- 2012-05-11 JP JP2012109896A patent/JP5461614B2/ja active Active
- 2012-05-18 US US14/122,940 patent/US9492964B2/en active Active
- 2012-05-18 EP EP12792721.8A patent/EP2716696B1/en active Active
- 2012-05-18 DK DK12792721.8T patent/DK2716696T3/en active
- 2012-05-18 PL PL12792721T patent/PL2716696T3/pl unknown
- 2012-05-18 HU HUE12792721A patent/HUE038091T2/hu unknown
- 2012-05-18 PH PH1/2013/502387A patent/PH12013502387B1/en unknown
- 2012-05-18 RU RU2013154032/05A patent/RU2567281C2/ru active
- 2012-05-18 CN CN201280025922.7A patent/CN103562281B/zh active Active
- 2012-05-18 WO PCT/JP2012/063412 patent/WO2012165311A1/ja not_active Ceased
- 2012-05-18 KR KR1020157030097A patent/KR101667570B1/ko active Active
- 2012-05-18 BR BR112013030603A patent/BR112013030603B1/pt active IP Right Grant
- 2012-05-18 NO NO12792721A patent/NO2716696T3/no unknown
- 2012-05-18 ES ES12792721.8T patent/ES2649401T3/es active Active
- 2012-05-18 KR KR1020137032893A patent/KR101577394B1/ko active Active
- 2012-05-18 PT PT127927218T patent/PT2716696T/pt unknown
- 2012-05-29 TW TW101119068A patent/TWI619599B/zh active
-
2016
- 2016-07-13 US US15/208,938 patent/US10363701B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04335043A (ja) * | 1991-05-13 | 1992-11-24 | Mitsui Toatsu Chem Inc | 多孔質フィルムの製造方法 |
| JPH07314622A (ja) | 1994-05-30 | 1995-12-05 | Oji Yuka Synthetic Paper Co Ltd | 印刷性に優れた積層構造の合成紙 |
| JPH08225680A (ja) * | 1995-11-10 | 1996-09-03 | Mitsui Toatsu Chem Inc | 多孔性フィルム又はシート |
| JPH11277623A (ja) | 1998-03-05 | 1999-10-12 | Run Men Environment Friendly Paper Prod Hong Kong Holdings Ltd | 環境に優しい紙の製造方法およびそのための組成物 |
| JP2011031623A (ja) | 1998-03-05 | 2011-02-17 | Run Men Environment Friendly Paper Prod Hong Kong Holdings Ltd | 環境に優しい紙の製造方法およびそのための組成物 |
| JP2000211008A (ja) * | 1999-01-25 | 2000-08-02 | Nan Ya Plast Corp | 三層共押出方式で得られる厚み25〜250ミクロン二軸延伸ポリプロピレン(bopp)パ―ル光沢合成紙の製造方法 |
Non-Patent Citations (2)
| Title |
|---|
| See also references of EP2716696A4 |
| TAKASHI KADOYA; ICHIRO TSUNOSUKE; ISAMU YOSHINO; CHUGAI SANGYO CHOSAKAI, NEW PAPER SCIENCE, 1989, pages 400 - 401 |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104968720B (zh) * | 2013-01-11 | 2019-05-28 | 株式会社Tbm | 加工用薄膜材料 |
| CN104968720A (zh) * | 2013-01-11 | 2015-10-07 | 株式会社Tbm | 加工用薄膜材料 |
| US20150353695A1 (en) * | 2013-01-11 | 2015-12-10 | Tbm Co., Ltd. | Thin film material for processing use |
| JPWO2014109267A1 (ja) * | 2013-01-11 | 2017-01-19 | 株式会社Tbm | 加工用薄膜材料 |
| WO2014109267A1 (ja) * | 2013-01-11 | 2014-07-17 | 株式会社Tbm | 加工用薄膜材料 |
| JP2017057403A (ja) * | 2013-01-11 | 2017-03-23 | 株式会社Tbm | 加工用薄膜材料 |
| US10669387B2 (en) | 2013-01-11 | 2020-06-02 | Tbm Co., Ltd. | Thin film material for processing use |
| JP5701461B1 (ja) * | 2014-03-03 | 2015-04-15 | 株式会社ユポ・コーポレーション | ラベル付きプラスチック容器 |
| WO2015132812A1 (ja) * | 2014-03-03 | 2015-09-11 | 株式会社ユポ・コーポレーション | フィルム及びラベル付きプラスチック容器 |
| WO2016047022A1 (ja) * | 2014-09-26 | 2016-03-31 | シーアイ化成株式会社 | 隠蔽性及び触感性に優れたポリオレフィン系多孔性フィルム |
| JP2016069414A (ja) * | 2014-09-26 | 2016-05-09 | シーアイ化成株式会社 | 隠蔽性及び触感性に優れたポリオレフィン系多孔性フィルム |
| RU2609472C2 (ru) * | 2014-12-29 | 2017-02-02 | Акционерное общество "Саханефтегазсбыт" (АО "Саханефтегазсбыт") | Способ получения композиции для формования ёмкостей |
| JPWO2017138568A1 (ja) * | 2016-02-10 | 2018-08-23 | 株式会社Tbm | 裁断シート及び切り傷を抑制する方法 |
| WO2017138568A1 (ja) * | 2016-02-10 | 2017-08-17 | 株式会社Tbm | 裁断シート及び切り傷を抑制する方法 |
| US10767021B2 (en) | 2016-02-10 | 2020-09-08 | Tbm Co., Ltd. | Cut sheet and method for reducing cuts |
| JP2017165849A (ja) * | 2016-03-16 | 2017-09-21 | タキロンシーアイ株式会社 | 触感性及びデザイン性に優れたポリオレフィン系多孔性フィルム |
| JP2018039952A (ja) * | 2016-09-09 | 2018-03-15 | 株式会社Tbm | シートの製造方法 |
| WO2018047754A1 (ja) * | 2016-09-09 | 2018-03-15 | 株式会社Tbm | シートの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20150126710A (ko) | 2015-11-12 |
| PL2716696T3 (pl) | 2018-04-30 |
| US9492964B2 (en) | 2016-11-15 |
| PH12013502387A1 (en) | 2014-01-27 |
| CN103562281B (zh) | 2015-09-02 |
| TWI619599B (zh) | 2018-04-01 |
| EP2716696A4 (en) | 2015-05-20 |
| NO2716696T3 (ja) | 2018-03-17 |
| ES2649401T3 (es) | 2018-01-11 |
| JP2013010931A (ja) | 2013-01-17 |
| BR112013030603A2 (pt) | 2016-12-13 |
| TW201302434A (zh) | 2013-01-16 |
| EP2716696A1 (en) | 2014-04-09 |
| US20160318232A1 (en) | 2016-11-03 |
| BR112013030603B1 (pt) | 2020-05-19 |
| KR101667570B1 (ko) | 2016-10-19 |
| HUE038091T2 (hu) | 2018-09-28 |
| CN103562281A (zh) | 2014-02-05 |
| EP2716696B1 (en) | 2017-10-18 |
| US20140100328A1 (en) | 2014-04-10 |
| KR20140007957A (ko) | 2014-01-20 |
| PH12013502387B1 (en) | 2019-01-25 |
| US10363701B2 (en) | 2019-07-30 |
| KR101577394B1 (ko) | 2015-12-14 |
| RU2013154032A (ru) | 2015-07-10 |
| DK2716696T3 (en) | 2018-01-15 |
| JP5461614B2 (ja) | 2014-04-02 |
| PT2716696T (pt) | 2018-01-11 |
| RU2567281C2 (ru) | 2015-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012165311A1 (ja) | 無機物質粉末高配合薄膜シートの製造方法 | |
| CN104884228B (zh) | 薄膜的制造方法 | |
| TWI677435B (zh) | 一種霧面合成紙 | |
| JP4259980B2 (ja) | 五層共押出二軸延伸ポリプロピレンパール光沢合成紙及びその製造法 | |
| US11976176B2 (en) | Method for producing a film comprising thermoplastic polymer and inorganic filler | |
| JP2020151907A (ja) | 二軸延伸多層フィルム | |
| JP2010077297A (ja) | 空洞含有ポリプロピレン系フィルムの製造方法 | |
| WO2023176552A1 (ja) | シート及び印刷用紙 | |
| KR20120001643A (ko) | 파우치용 나일론 필름 | |
| JP5674608B2 (ja) | ポリプロピレン系樹脂組成物、それからなる積層体および二軸延伸ポリプロピレンフィルム | |
| JP6582217B1 (ja) | 積層シート、積層シートの製造方法及び成形体 | |
| JP2019127580A (ja) | ポリオレフィン樹脂組成物 | |
| JP2022159165A (ja) | 押出成形シート、積層体および樹脂組成物 | |
| JP2023077619A (ja) | 多孔質延伸フィルム | |
| JP2006181915A (ja) | ポリプロピレン系積層フィルム | |
| CN101238251A (zh) | 合成纸张 | |
| CN117659555A (zh) | 一种重包装膜用开口助挤出母料及其制备方法 | |
| JP2024143772A (ja) | 積層体および積層体の製造方法 | |
| JPH0418338A (ja) | 不透明積層延伸成形物及びその製造方法 | |
| JP2025135508A (ja) | 延伸フィルム及び延伸フィルムの製造方法 | |
| JPH0427544A (ja) | 合成紙およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12792721 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14122940 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: DZP2013000778 Country of ref document: DZ |
|
| ENP | Entry into the national phase |
Ref document number: 20137032893 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2012792721 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2013154032 Country of ref document: RU Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112013030603 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112013030603 Country of ref document: BR Kind code of ref document: A2 Effective date: 20131128 |