WO2013069342A1 - 空気入りタイヤ - Google Patents
空気入りタイヤ Download PDFInfo
- Publication number
- WO2013069342A1 WO2013069342A1 PCT/JP2012/069159 JP2012069159W WO2013069342A1 WO 2013069342 A1 WO2013069342 A1 WO 2013069342A1 JP 2012069159 W JP2012069159 W JP 2012069159W WO 2013069342 A1 WO2013069342 A1 WO 2013069342A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- styrene
- inner liner
- mass
- layer
- pneumatic tire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
- B60C1/0008—Compositions of the inner liner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/18—Layered products comprising a layer of natural or synthetic rubber comprising butyl or halobutyl rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C5/00—Inflatable pneumatic tyres or inner tubes
- B60C5/12—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim
- B60C5/14—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim with impervious liner or coating on the inner wall of the tyre
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F297/00—Macromolecular compounds obtained by successively polymerising different monomer systems using a catalyst of the ionic or coordination type without deactivating the intermediate polymer
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F8/00—Chemical modification by after-treatment
- C08F8/10—Acylation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/71—Resistive to light or to UV
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C5/00—Inflatable pneumatic tyres or inner tubes
- B60C5/12—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim
- B60C5/14—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim with impervious liner or coating on the inner wall of the tyre
- B60C2005/145—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim with impervious liner or coating on the inner wall of the tyre made of laminated layers
Definitions
- the present invention relates to a pneumatic tire provided with an inner liner.
- the present invention relates to a pneumatic tire provided with an inner liner, and in particular, a pneumatic tire that suppresses flex crack growth of the inner liner due to repeated bending deformation during tire running, and that has improved air permeability and weatherability.
- a pneumatic tire that suppresses flex crack growth of the inner liner due to repeated bending deformation during tire running, and that has improved air permeability and weatherability.
- weight reduction of tires has been achieved in all tire members because of strong social demand for low fuel consumption of vehicles. And weight reduction is calculated
- the rubber composition for the inner liner is, for example, to improve the air permeation resistance of the tire by using a rubber compound mainly composed of butyl rubber containing 70 to 100% by mass of butyl rubber and 30 to 0% by mass of natural rubber.
- a rubber compound mainly composed of butyl rubber containing 70 to 100% by mass of butyl rubber and 30 to 0% by mass of natural rubber has been done.
- the rubber composition containing butyl rubber contains about 1% by mass of isoprene, which can be combined with sulfur, vulcanization accelerator, and zinc flower to enable co-crosslinking between molecules with adjacent rubber layers. I have to.
- the above butyl rubber needs to have a thickness of about 0.6 to 1.0 mm for passenger car tires and about 1.0 to 2.0 mm for truck and bus tires in a normal composition, but the weight reduction of the tires is achieved. For this reason, there is a demand for a polymer which is more excellent in air permeation resistance than butyl rubber, and which can make the thickness of the inner
- thermoplastic elastomer As a prior art, there is a technique of using a thermoplastic elastomer to reduce the weight of the inner liner layer.
- this technology it is difficult to achieve both air permeation resistance and weight reduction if the thickness is made thinner than the inner liner of butyl rubber.
- the strength of the inner liner may be reduced, and the heat and pressure of the bladder during the vulcanization process may cause the inner liner layer to be broken.
- thermoplastic elastomers having low strength tend to cause cracks in the inner liner at the buttress portion subjected to large repetitive shear deformation during tire traveling.
- thermoplastic elastomer material in order to reduce the weight of the inner liner, a technique using a thermoplastic elastomer material has also been proposed.
- materials that are thinner than butyl rubber inner liners and that show high air permeation resistance are inferior in vulcanization adhesion to insulation rubber or carcass ply rubber adjacent to the inner liners than butyl rubber inner liners. Is known.
- Patent Document 1 JP-A-9-019987 discloses a laminate for improving the adhesion between an inner liner layer and a rubber layer.
- the adhesive layers come into contact with each other in the overlapping portion of the inner liner layers, and are strongly adhered by heating, thus improving the air pressure retention.
- the adhesive layer for overlaying the inner liner layer comes into contact with the bladder in a heated state in the vulcanization process, and has a problem that it adheres and adheres to the bladder.
- Japanese Patent No. 2999188 Japanese Patent Application Laid-Open No. 2000-159936 (Patent Document 2) prepares a mixture of a nylon resin and butyl rubber having good air permeability by dynamic crosslinking to prepare an inner liner layer having a thickness of 100 ⁇ m. ing.
- nylon resins are hard at room temperature and are unsuitable as tire inner liners.
- an adhesive layer for vulcanization is required separately from the inner liner layer, so the inner liner member has a complicated structure and many steps. It is disadvantageous from the viewpoint of productivity.
- JP 2008-024219 A (patent document 3) disperses a maleic anhydride-modified hydrogenated styrene-ethylene-butadiene-styrene block copolymer in a good air-blocking ethylene-vinyl alcohol copolymer, A flexible gas barrier layer is produced. Further, in the thermoplastic polyurethane layer, a rubber paste (70/30 of butyl rubber / natural rubber is dissolved in toluene) is applied to the sandwiching sandwich structure and the surface to be bonded to the tire rubber to produce the inner liner layer. However, the soft resin-dispersed modified ethylene-vinyl alcohol copolymer has low adhesion and may peel off from the thermoplastic polyurethane layer.
- the soft resin is dispersed in the modified ethylene-vinyl alcohol copolymer, but the flexible resin is dispersed, but the matrix EVOH is poor in bending fatigue property and is broken during running of the tire. Furthermore, although a rubber paste is applied to the surface to be bonded to the tire rubber, a process different from the normal inner liner process is required, and the productivity is degraded.
- JP 2008-174037 A is a pneumatic tire having an air permeation preventive layer of a thermoplastic elastomer composition containing a thermoplastic resin or a thermoplastic resin and an elastomer inside a carcass layer, wherein a belt layer is used.
- the average thickness Gs of the air permeation preventive layer in the region Ts of the tire maximum width from the vicinity of the maximum width end of the tire is thinner than the average thickness Gf of the air permeation preventive layer in the region Tf of the tire maximum width and bead toe. It has been proposed to improve gender. However, in such a configuration, peeling may occur between the rubber layer of the carcass ply and the air permeation preventive layer.
- Patent Document 5 JP-A-2007-291256 discloses that 100 parts by mass of a rubber component made of natural rubber and / or synthetic rubber in order to simultaneously realize suppression of air pressure reduction, improvement of durability and improvement of fuel consumption.
- Patent Document 5 discloses that 100 parts by mass of a rubber component made of natural rubber and / or synthetic rubber in order to simultaneously realize suppression of air pressure reduction, improvement of durability and improvement of fuel consumption.
- an inner liner rubber composition containing 15 to 30 parts by mass of an ethylene-vinyl alcohol copolymer.
- JP 2009-298986 A (patent document 6), titanium oxide is blended with a blend of butyl rubber and nylon resin in order to prevent deterioration of ultraviolet rays.
- the durability is deteriorated due to the generation of radicals of the nylon resin due to the bending fatigue due to the bending fatigue other than the ultraviolet ray deterioration.
- Patent Document 7 a light shielding layer in which carbon black is mixed with a releasing agent is provided on the surface layer in order to prevent ultraviolet deterioration of the thermoplastic elastomer layer.
- a mold release agent due to variations in the process of applying as a mold release agent, if it can not be applied uniformly to the tire inner surface, if it is scratched due to the worker or user's hand in the process, or other causes, it does not function as a light shielding layer and it degrades. There is a problem that the durability is reduced due to
- JP 2005-343379 A (patent document 8), although the low temperature durability is improved by designing the thickness in the shoulder portion to be larger than the thickness in the tire crown portion, the thickness in the shoulder portion is realized. Although the bending deformation is suppressed and the occurrence of cracks is reduced by designing the thickness of the tire thicker than the tire crown portion, it is disadvantageous from the viewpoint of reducing the weight of the tire.
- Patent Laid-Open No. 9-019987 Patent No. 2999188 (Unexamined-Japanese-Patent No. 2000-159936) JP, 2008-024219, A JP, 2008-174037, A JP 2007-291256 A JP, 2009-298986, A International Publication No. 2007/116983 JP, 2005-343379, A
- a first object of the present invention is to improve the air permeation resistance, the bending fatigue resistance and the crack resistance in a pneumatic tire provided with an inner liner.
- a second object of the present invention is to increase the peeling force between the inner liner and the carcass ply in the pneumatic tire provided with the inner liner, and to further improve the air permeation resistance, the bending fatigue resistance and the crack resistance.
- a third object of the present invention is, in a pneumatic tire provided with an inner liner, to suppress the flex crack growth of the inner liner accompanied by repeated bending deformation during running of the tire, as well as weather resistance, air permeability and rolling resistance. It is to improve sex comprehensively.
- the present invention is a pneumatic tire comprising an inner liner on the inside of the tire, wherein the inner liner comprises not less than 7% by mass of styrene-isobutylene-styrene triblock copolymer.
- the inner liner is made of a sheet comprising an elastomer composition containing an elastomer component in which the mass ratio is 7 mass% or more and 93 mass% or less of the isobutylene-based modified copolymer containing the ⁇ -pinene component.
- the styrene-isobutylene-styrene triblock copolymer preferably has a styrene content of 10 to 30% by mass and a weight average molecular weight of 50,000 to 400,000.
- the elastomer component of the elastomer composition contains an isobutylene-based modified copolymer in an amount of 10% by mass to 90% by mass.
- the ⁇ -pinene content of the isobutylene-based modified copolymer is preferably 0.5 to 25% by mass.
- the weight-average molecular weight Mw of the isobutylene-based modified copolymer is 30,000 to 300,000, and the value of the molecular weight distribution (weight-average molecular weight Mw / number-average molecular weight Mn) is 1.3 or less .
- the average thickness Gs of the buttress region of the inner liner is preferably 0.05 to 0.45 mm.
- the present invention is a pneumatic tire provided with an inner liner on the inside of the tire, wherein the inner liner is not a styrene block portion of a styrene-isobutylene-styrene triblock copolymer.
- a polymer sheet comprising an elastomer composition comprising an acid chloride or acid anhydride-modified SIBS modified copolymer having a saturated bond, the inner liner comprising a bead region Rb ranging from the tire maximum width position to the bead toe
- a pneumatic tire having a ratio (Gs / Gb) to an average thickness Gs of the buttress region Rs ranging from the maximum thickness position of the tire to the corresponding position Lu of the belt layer end based on the average thickness Gb is 0.30 to 0.75 About.
- the styrene-isobutylene-styrene triblock copolymer preferably has a styrene content of 10 to 30% by mass and a weight average molecular weight in the range of 50,000 to 400,000. Moreover, it is desirable that the said SIBS modified copolymer is 10 mass% or more and 100 mass% or less in an elastomer component.
- the elastomer component may be a mixture of styrene-isobutylene-styrene triblock copolymer and SIBS modified copolymer.
- a tackifier is desirably blended in an amount of 0.1 to 100 parts by mass with respect to 100 parts by mass of the elastomer component.
- the average thickness Gs of the buttress region of the inner liner is preferably 0.05 to 0.40 mm.
- the present invention relates to a pneumatic tire having a carcass layer extending from the tread portion to the bead portions on both left and right sides, a belt layer outside the crown portion, and an inner liner inside the carcass layer.
- the inner liner is composed of a first layer disposed inside the tire and a second layer disposed in contact with the rubber layer of the carcass ply.
- the first layer is a styrene-isobutylene-styrene block copolymer and a styrene block portion of a styrene-isobutylene-styrene block copolymer modified with acid chloride or acid anhydride having an unsaturated bond.
- An elastomeric composition comprising a thermoplastic elastomer comprising at least one of a modified copolymer, an ultraviolet light absorber and an antioxidant
- the second layer contains an elastomer containing at least one of a styrene-isoprene-styrene block copolymer and a styrene-isobutylene block copolymer
- the first layer and the second layer are an elastomer composition including a total of 0.5% by mass to 40% by mass of the ultraviolet absorber and the antioxidant in total of the elastomer component
- the inner liner is characterized in that the average thickness Gs of the buttress region Rs ranging from the tire maximum width position to the corresponding position Lu of the belt layer end is thinner than the average thickness Gb of the bead region Rb ranging from the tire maximum width position to the bead toe. It relates to a pneumatic tire.
- the total blending amount of the UV absorber and the antioxidant in the first layer and the second layer is preferably 0.5% by mass to 40% by mass of the elastomer component.
- the ratio (Gs / Gb) of the average thickness Gs of the buttress region of the inner liner to the average thickness Gb of the bead region is preferably 0.5 to 0.7.
- the average thickness Gs of the buttress region of the inner liner is preferably 0.06 to 0.30 mm.
- the SIBS modified copolymer is preferably blended in an amount of 5% by mass to 100% by mass of the elastomer component.
- the elastomer composition of either the first layer or the second layer preferably contains a tackifier or polyisobutylene.
- the first effect of the present invention is as follows.
- the present invention is composed of an elastomer composition comprising a styrene-isobutylene-styrene triblock copolymer and an isobutylene-based modified copolymer containing ⁇ -pinene in an inner liner, so that the thickness of the elastomer can be maintained while maintaining the air permeability. Can be made thin and adhesion to the adjacent rubber layer can be further enhanced, and bending fatigue is further improved.
- the average thickness (Gb) in the bead region Rb is made thicker than Gs in the buttress region Rs in a certain range, the average thickness of the inner liner made of the above-mentioned elastomer composition is increased in air permeability and bending fatigue resistance. While maintaining it, the stress caused by the repeated deformation of the tire during traveling can be effectively relieved, and the crack resistance is improved.
- the second effect of the present invention is as follows.
- the average thickness Gb of each of the bead region Rb of the inner liner and the buttress region Rs is effective to relieve shear stress.
- the adhesiveness with the adjacent rubber layer is enhanced while maintaining its thickness small, air barrier property, bending fatigue resistance and A pneumatic tire with improved crack resistance can be obtained.
- the third effect of the present invention is as follows.
- the present invention makes the stress in the buttress area due to bending deformation effectively by making the ratio (Gs / Gb) of the average thickness Gs of the buttress area Rs of the inner liner and the average thickness Gb of the bead area Rb smaller than one. It has a structure to ease.
- a thermoplastic elastomer composition containing styrene-isobutylene-styrene block copolymer (SIBS) is used for the inner liner.
- SIBS styrene-isobutylene-styrene block copolymer
- the composition containing SIBS or the like is susceptible to deterioration in a wavelength range of 290 nm or more of ultraviolet light.
- an ultraviolet absorber into the thermoplastic elastomer composition, it absorbs light in the vicinity of 320 nm to 350 nm, which is most susceptible to deterioration, and converts it into molecular vibrational energy and thermal energy, thereby converting the thermoplastic elastomer from ultraviolet light.
- the ultraviolet absorber also includes a light stabilizer.
- thermoplastic elastomer generates radicals by bending fatigue during running of the tire, and the radicals induce chain-like deterioration of the main chain, leading to cracking and breakage of the inner liner made of the thermoplastic elastomer composition. . Therefore, by blending an antioxidant, radicals generated by bending fatigue are captured and function to prevent deterioration.
- the antioxidant also includes an oxygen absorbent.
- FIG. 1 is a cross-sectional view of the right half of a pneumatic tire for a passenger car.
- the pneumatic tire 1 has a tread portion 2 and sidewall portions 3 and bead portions 4 so as to form a toroidal shape from both ends of the tread portion.
- the bead core 5 is embedded in the bead portion 4.
- a carcass ply 6 is provided from one bead portion 4 to the other bead portion, and both ends are folded around and locked around the bead core 5, and at least two sheets are provided outside the crown portion of the carcass ply 6 And a belt layer 7 consisting of plies.
- the belt layer 7 usually crosses two plies made of cords such as steel cords or aramid fibers between the plies so that the cords usually form an angle of 5 to 30 ° with respect to the tire circumferential direction.
- a topping rubber layer can be provided on the outer sides of both ends of the belt layer to reduce the peeling of both ends of the belt layer.
- organic fiber cords such as polyester, nylon, and aramid are arranged at approximately 90 ° in the tire circumferential direction, and in the region surrounded by the carcass ply and its turn, from the upper end of the bead core 5 to the sidewall direction
- An extending bead apex 8 is arranged.
- an inner liner 9 extending from one bead portion 4 to the other bead portion 4 is disposed on the inner side in the tire radial direction of the carcass ply 6.
- the inner liner 9 in the buttress area Rs ranging from the tire maximum width position Le to the corresponding position Lu of the belt layer end. It is formed so that average thickness Gs of may become thin.
- the ratio (Gs / Gb) of the average thickness Gs of the buttress region Rs of the inner liner to the average thickness Gb of the bead region Rb is 0.30 to 0. Adjusted to the range of .75. Also, in order to maintain the air permeability and to relieve the stress in the buttress region, it is preferable that the average thickness Gs of the buttress region Rs of the inner liner is 0.05 to 0.45 mm.
- the inner liner comprises an elastomer composition containing an elastomer component obtained by mixing a styrene-isobutylene-styrene triblock copolymer (hereinafter also referred to as "SIBS") and an isobutylene-based modified copolymer containing ⁇ -pinene. .
- SIBS styrene-isobutylene-styrene triblock copolymer
- the elastomer component is 7% by mass to 93% by mass of the styrene-isobutylene-styrene triblock copolymer and 7% by mass to 93% by mass of the isobutylene-based modified copolymer containing the ⁇ -pinene component. % Or less is mixed.
- the isobutylene-based modified copolymer containing ⁇ -pinene is preferably in the range of 10 to 90% by mass of the entire elastomer component.
- the amount of the isobutylene-based modified copolymer is less than 7% by mass, the vulcanization adhesion to the adjacent carcass ply may decrease, while if it exceeds 93% by mass, the air permeability and the crack resistance are increased. It will be inferior.
- the molecular weight of SIBS is preferably 50,000 to 400,000, as measured by GPC, from the viewpoint of flowability, molding process, rubber elasticity and the like. If the weight average molecular weight is less than 50,000, the tensile strength and the tensile elongation may be lowered, and if it exceeds 400,000, the extrusion processability may be deteriorated, which is not preferable.
- the content of the styrene component in SIBS is preferably 10 to 30% by mass, and more preferably 14 to 23% by mass, from the viewpoint of improving air permeability and durability of SIBS.
- the degree of polymerization of each block of the SIBS is about 10,000 to 150,000 for isobutylene from the viewpoints of rubber elasticity and handling (the degree of polymerization is less than 10,000 becomes liquid), and styrene And preferably about 5,000 to 30,000.
- SIBS can be obtained by a common living cationic polymerization method of vinyl compounds.
- an isobutylene-based modified copolymer is an isobutylene-based modified copolymer composed of a polymer block (A) mainly composed of isobutylene and a polymer block (B) mainly composed of an aromatic vinyl compound. And at least one block is a random copolymer comprising ⁇ -pinene.
- the polymer block (A) which has isobutylene as a main component is a polymer block comprised from 80 mass% or more of units from which a soft segment originates in isobutylene.
- the polymer block can be produced using, as a monomer component, aliphatic olefins, dienes, vinyl ethers, silanes, vinyl carbazole, acenaphthylene and the like.
- the polymer block (B) mainly composed of an aromatic vinyl compound is a polymer block in which the hard segment is composed of 80% by mass or more of a unit derived from the aromatic vinyl compound.
- aromatic vinyl compounds examples include styrene, methylstyrene, ⁇ -methylstyrene, ⁇ -methylstyrene, 2,6-dimethylstyrene, 2,4-dimethylstyrene, ⁇ -methyl-o-methylstyrene and ⁇ -methyl- m-methylstyrene, ⁇ -methyl-p-methylstyrene, ⁇ -methyl-o-methylstyrene, ⁇ -methyl-m-methylstyrene, ⁇ -methyl-p-methylstyrene, 2,4,6-trimethylstyrene, ⁇ -Methyl-2,6-dimethylstyrene, ⁇ -methyl-2,4-dimethylstyrene, ⁇ -methyl-2,6-dimethylstyrene, ⁇ -methyl-2,4-dimethylstyrene, chlorostyrene, 2,6 -Dichlorostyrene, 2,4-
- the isobutylene-based modified copolymer of the present invention is a random copolymer in which at least one of the polymer blocks (A) and (B) is ⁇ -pinene. From the viewpoint of low temperature properties, it is preferable to copolymerize with a polymer block (B) mainly composed of an aromatic vinyl compound.
- the content of ⁇ -pinene is preferably 0.5 to 25% by mass, more preferably 2 to 25% by mass, of the isobutylene-based modified copolymer.
- the content of ⁇ -pinene is less than 0.5% by mass, the adhesion is not sufficient, and when it exceeds 25% by mass, the composition becomes brittle and rubber elasticity tends to decrease.
- polymer blocks (A) and (B) are diblock copolymers ((A)-(B)) and triblock copolymers ((B)-(A)-from the viewpoint of physical property balance and molding processability.
- the structure of (B) can be adopted. These can be used alone or in combination of two or more in order to obtain desired physical properties and molding processability.
- the molecular weight of the isobutylene-based modified copolymer is preferably 30,000 to 300,000 in terms of weight average molecular weight by GPC measurement, from the viewpoint of flowability, molding processability, rubber elasticity, etc., 30,000 to 150. And particularly preferably 1,000.
- the weight average molecular weight is lower than 30,000, mechanical physical properties tend not to be sufficiently expressed, while when it exceeds 300,000, fluidity and processability tend to be deteriorated.
- the value (weight average molecular weight / number average molecular weight) of the molecular weight distribution of the isobutylene-based modified copolymer is 1.3 or less from the viewpoint of processing stability.
- the method for producing the isobutylene-based modified copolymer is disclosed, for example, in JP-A-2010-195969.
- it can manufacture by polymerizing the said monomer component in presence of the polymerization initiator represented by following General formula (1).
- X is a halogen atom, a substituent selected from an alkoxy group having 1 to 6 carbon atoms, or an acyloxy group
- R 1 and R 2 each represent a hydrogen atom or a monovalent hydrocarbon group having 1 to 6 carbon atoms
- R 1 R 2 may be the same or different
- R 3 is a monovalent or polyvalent aromatic hydrocarbon group or a monovalent or polyvalent aliphatic hydrocarbon group
- n is a natural number of 1 to 6 .
- the compound represented by the above general formula (1) is to be an initiator and forms a carbon cation in the presence of a Lewis acid or the like to be a starting point of cationic polymerization.
- a Lewis acid catalyst can also be made to coexist.
- the Lewis acid can be used for cationic polymerization, for example, metal halides such as TiCl 4 , TiBr 4 , BCl 3 , BF 3 , BF 3 ⁇ OEt 2 , ZnBr 2 , AlCl 3 and the like; Et 2 AlCl, EtAlCl 2 etc.
- the following organometallic halides can be used.
- the Lewis acid can be used at 0.1 to 100 molar equivalents relative to the compound represented by the general formula (1).
- an electron donor component can also be made to coexist in the case of manufacture of an isobutylene type modified copolymer.
- the electron donor component is, for example, pyridines, amines, amides or sulfoxides.
- the polymerization of the isobutylene-based modified copolymer can be carried out in an organic solvent, and as the organic solvent, one that does not inhibit cationic polymerization can be used.
- organic solvent one that does not inhibit cationic polymerization
- halogenated hydrocarbons such as methyl chloride, dichloromethane, chloroform, ethyl chloride and dichloroethane
- alkylbenzenes such as benzene, toluene, xylene and ethylbenzene
- linear aliphatic carbonization such as ethane, propane, butane, pentane, hexane and heptane Hydrogens
- branched aliphatic hydrocarbons such as 2-methylpropane and 2-methylbutane
- cyclic aliphatic hydrocarbons such as cyclohexane, methylcyclohexane and ethylcyclohexane can be used.
- the amount of the organic solvent is adjusted so that the concentration of the copolymer becomes 5 to 40% by mass from the viewpoint of adjusting the viscosity of the copolymer solution to be produced and the heat dissipation.
- the copolymerization reaction is preferably in the range of ⁇ 20 ° C. to ⁇ 70 ° C.
- the elastomer composition of the inner liner can be mixed with other thermoplastic elastomers, particularly styrenic thermoplastic elastomers, in a range of 30% by mass or less of the elastomer component.
- the styrene-based thermoplastic elastomer refers to a copolymer containing a styrene block as a hard segment.
- styrene-isoprene-styrene block copolymer hereinafter also referred to as "SIS"
- SIB styrene-isobutylene block copolymer
- SIB styrene-butadiene-styrene block copolymer
- SEBS styrene-ethylene-butene-styrene block copolymer
- SEPS styrene-ethylene-propylene-styrene block copolymer
- SEEPS Styrene-ethylene-ethylene-propylene-styrene block copolymer
- SEEPS Styrene-ethylene-ethylene-propylene-styrene block copolymer
- SEEPS Styrene-ethylene-ethylene-propylene-styrene block copolymer
- SEEPS styrene-butadiene-butylene-styrene block copolymer
- the styrenic thermoplastic elastomer may have an epoxy group in its molecular structure.
- Epofriend A 1020 made by Daicel Chemical Industries, Ltd., weight average molecular weight is 100,000, epoxy equivalent is 500
- Epoxy modified styrene-butadiene-styrene copolymer epoxidized SBS
- the thickness of the inner liner is different between the bead area and the buttress area as described above, it is preferable to be adjusted in the range of 0.05 to 2.0 mm. If the thickness is less than 0.05 mm, the inner liner may be broken by the press pressure during vulcanization of the green tire, and an air leak may occur in the vulcanized tire. On the other hand, when the thickness of the inner liner exceeds 2.0 mm, the weight of the tire increases, which is disadvantageous to low fuel consumption performance.
- the inner liner can be formed by a general method such as extrusion forming a film of a thermoplastic elastomer, calendering or the like.
- the structure of the pneumatic tire can be the same as that of the first embodiment.
- the polymer sheet preferably contains 10% by mass to 100% by mass of the SIBS modified copolymer in the elastomer component.
- the SIBS modified copolymer is one in which the styrene block moiety is modified with an acid chloride or acid anhydride having a unsaturated bond, and contains a chemical structure of the following formula (1) in the molecular chain: There is.
- R 1 is a monovalent organic group having a functional group.
- the acid chloride having an unsaturated bond used for modification in the present invention includes methacrylic acid chloride, methacrylic acid bromide, methacrylic acid iodide, acrylic acid chloride, acrylic acid bromide, acrylic acid iodide, crotonic acid chloride and crotonic acid bromide. It is illustrated. In particular, methacrylic acid chloride and acrylic acid chloride are preferable.
- an acetic anhydride a maleic anhydride, a phthalic anhydride etc. are illustrated with an acid anhydride, an acetic anhydride is especially preferable. These compounds can also be used in combination of two or more. Since the unsaturated group is introduced into SIBS by such modification, crosslinking using a crosslinking agent can be enabled.
- the content of acid chloride and acid anhydride having unsaturated bonds in the SIBS modified copolymer is 1% by weight or more, preferably 5% by weight or more, and 30% by weight or less.
- a conventional method can be used for crosslinking the SIBS modified copolymer, and for example, thermal crosslinking by heating and crosslinking by a crosslinking agent can be performed.
- organic peroxides such as dicumyl peroxide, di-tert-butyl peroxide, 2,5-dimethyl-2,5-di- (tert-butylperoxy) hexane, etc. can be used as a crosslinking agent.
- the compounding amount of the organic peroxide is preferably in the range of 0.1 to 3.0 parts by mass with respect to 100 parts by mass of the thermoplastic elastomer component.
- the elastomer composition of the polymer sheet is a multifunctional vinyl monomer such as divinylbenzene, triallyl cyanurate, or a multifunctional methacrylate monomer such as ethylene glycol dimethacrylate, diethylene glycol dimethacrylate, triethylene glycol dimethacrylate, polyethylene Glycol dimethacrylate, trimethylolpropane trimethacrylate, allyl methacrylate can be used in combination as a crosslinking agent.
- the improvement of the flex crack characteristics of the composition after crosslinking can be expected.
- the SIBS modified copolymer is derived from an isobutylene block, and a film composed of the SIBS modified copolymer has excellent air permeation resistance.
- SIBS-modified copolymers can be thermally crosslinked and crosslinked by a crosslinking agent because unsaturated groups are introduced into ISBS, and the flexural cracking characteristics and basic properties such as tensile strength, elongation at break and permanent strain can be obtained.
- the air permeation resistance is improved and the properties as an inner liner are improved.
- the molecular weight of the SIBS modified copolymer is not particularly limited, but it is preferable that the weight average molecular weight by GPC measurement is 50,000 to 400,000, from the viewpoint of flowability, molding process, rubber elasticity and the like. If the weight average molecular weight is less than 50,000, the tensile strength and the tensile elongation may be lowered, and if it exceeds 400,000, the extrusion processability may be deteriorated, which is not preferable.
- the content of the styrene component in SIBS is preferably 10 to 30% by mass, and more preferably 14 to 23% by mass, from the viewpoint of improving air permeability and durability of the SIBS modified copolymer.
- the following method can be adopted for the production of the SIBS modified copolymer.
- a styrene-isobutylene-styrene block copolymer in a separable flask, the inside of the polymerization vessel is replaced with nitrogen.
- organic solvents eg, n-hexane and butyl chloride
- methacrylic acid chloride is added.
- the solution is reacted while adding aluminum trichloride while stirring. After a predetermined time from the start of the reaction, a predetermined amount of water is added to the reaction solution and stirred to terminate the reaction.
- the reaction solution is washed with a large amount of water several times and further slowly dropped into a large amount of a mixed solvent of methanol and acetone to precipitate a polymer, and the resulting polymer is dried under vacuum.
- the method of producing the SIBS modified copolymer is disclosed, for example, in Japanese Patent No. 4551005.
- the polymer composition is an elastomeric composition comprising a SIBS modified copolymer. That is, the elastomer component preferably contains 10% by mass or more, and more preferably 35% by mass or more of the SIBS modified copolymer.
- the elastomer component styrenic thermoplastic elastomers, urethane thermoplastic elastomers and the like can be suitably used, and in particular SIBS, SIS or SIB is preferable.
- a rubber component can be blended in the elastomer composition.
- the rubber component preferably contains at least one selected from the group consisting of natural rubber, isoprene rubber, chloroprene rubber and butyl rubber.
- the blending amount of the rubber component is preferably in the range of 5 to 75% by mass in the polymer component.
- P100, P125, P140 (all manufactured by Idemitsu Petrochemical Co., Ltd., aromatic copolymer hydrogenated petroleum resin, softening point 100 to 140 ° C., weight average molecular weight 700 to 900, bromine number 2.0 to 6.0 g / 100 g) and Petcoal XL (manufactured by Tosoh Corporation).
- C5 petroleum resin naphtha is pyrolyzed to obtain useful compounds such as ethylene, propylene and butadiene, but the remaining C4-C5 fraction (mainly C5 fraction) from which they are removed is mixed
- Hilets G100 made by Mitsui Petrochemicals Co., Ltd., softening point is 100 ° C
- Malkaletz T100AS made by Maruzen Sekiyu Co., Ltd., softening point 100 ° C
- Escorez 1102 made by Tonex Co., Ltd., softened There is a point of 110 ° C).
- Terpene resin is, for example, trade name: YS resin PX800N, PX1000, PX1150, PX1250, PXN1150N, Clearon P85, P105, P115, P125, P135, P150, M105, M115, K100 (all manufactured by Yasuhara Chemical Co., Ltd., softened) The point is 75-160 ° C.).
- the aromatic-modified terpene resin is, for example, commercially available as YS resin TO85, TO105, TO115, or TO125 (all are manufactured by Yasuhara Chemical Co., Ltd., and have a softening point of 75 to 165 ° C.).
- Terpene phenol resin is, for example, commercially available as Tamanor 803L, 901 (Arakawa Chemical Industries, Ltd., softening point 120 ° C. to 160 ° C.), YS polystar U115, U130, T80, T100, T100, T115, T145, T160 (any one)
- the softening point is also 75-165 ° C., manufactured by Yasuhara Chemical Co., Ltd.
- the coumarone resin is, for example, coumarone resin having a softening point of 90 ° C. (manufactured by Kobe Oil Chemical Industry Co., Ltd.).
- coumarone-indene oil is 15E (manufactured by Kobe Oil Chemical Industry Co., Ltd .; pour point 15 ° C.).
- Rosin ester is, for example, commercially available as ester gum AAL, A, AAV, 105, AT, H, HP, HD (all by Arakawa Chemical Industries Co., Ltd., softening point 68 ° C. to 110 ° C.), and Haliester TF , S, C, DS70L, DS90, DS130 (all are Harima Chemicals Co., Ltd., softening point: 68 ° C. to 138 ° C.).
- As hydrogenated rosin esters for example, Super Ester A 75, A 100, A 115, A 125 (all manufactured by Arakawa Chemical Industries, Ltd., softening point 70 ° C. to 130 ° C.) are available as trade names.
- the alkylphenol resin has, for example, TAMANOR 510 (manufactured by Arakawa Chemical Industries, Ltd., softening point 75 ° C. to 95 ° C.) as a trade name.
- TAMANOR 510 manufactured by Arakawa Chemical Industries, Ltd., softening point 75 ° C. to 95 ° C.
- DCPD Escholez 5300 (manufactured by Tonex Co., Ltd., softening point 105 ° C.) is available as a trade name.
- the tackifier can enhance the adhesion without causing the fully hydrogenated petroleum resin of C9 petroleum resin to be compatible with SIB and without reducing the gas barrier property. It also has the effect of lowering the viscosity, and can be advantageously used for film extrusion.
- the tackifier is blended in an amount of 0.1 to 100 parts by mass, preferably 1 to 50 parts by mass, with respect to 100 parts by mass of the elastomer component.
- the tackifier is less than 0.1 part by mass, the vulcanization adhesion with the carcass ply is not sufficient, while when it exceeds 100 parts by mass, the tackiness becomes too high, and the processability and productivity decrease. Further, the gas barrier property is lowered.
- the polymer sheet used for the inner liner in the present invention may further be a composite layer in which the second layer is laminated.
- the polymer sheet can employ a conventional technique of forming a thermoplastic resin such as extrusion molding and calendar molding, and a thermoplastic elastomer into a film.
- the thickness of the inner liner is preferably adjusted in the range of 0.05 mm to 0.6 mm.
- the pneumatic tire of the present invention can use a general manufacturing method.
- the polymer sheet can be manufactured by applying it to the inner liner of a green tire of a pneumatic tire and vulcanizing it with other members.
- a profile is attached to the extrusion port of the polymer sheet to create an integral sheet in which the thickness Gs of the buttress area is reduced. Then, this is disposed on the inner surface of the tire as an inner liner.
- the rubber layer of the carcass ply used in the pneumatic tire according to the present invention may be prepared by using conventionally used rubber components such as natural rubber, polyisoprene, styrene-butadiene rubber, polybutadiene rubber, carbon black, silica, etc. What blended the filler of these can be used.
- the structure of the pneumatic tire can be the same as that of the first embodiment.
- the ratio (Gs / Gb) of the average thickness Gs of the buttress region Rs of the inner liner to the average thickness Gb of the bead region Rb is less than 1, preferably 0. .5 to 0.7. Further, in order to maintain the air pressure holding performance and relieve the stress in the buttress region, it is preferable that the average thickness Gs of the buttress region Rs of the inner liner is 0.05 to 0.40 mm.
- the present invention is a pneumatic tire having an inner liner inside the tire, wherein the inner liner is formed of at least two layers of polymer laminates.
- the first layer is an elastomer composition based on styrene-isobutylene-styrene triblock copolymer (SIBS), and the second layer is styrene-isoprene-styrene triblock copolymer (SIS) and styrene-isobutylene
- SIBS styrene-isoprene-styrene triblock copolymer
- SIS styrene-isobutylene
- It is an elastomer composition containing at least one of diblock copolymer (SIB) as a main component.
- a styrene-isobutylene-styrene block copolymer in which a styrene block portion of SIBS is modified with an acid chloride or an acid anhydride having an unsaturated bond (hereinafter referred to as “SIBS modified co (Also referred to as “polymer”) can be included.
- SIBS modified co Also referred to as “polymer”
- the elastomer composition of the first layer and the second layer contains a UV absorber and an antioxidant.
- the molecular weight of SIBS is preferably 50,000 to 400,000, as measured by GPC, from the viewpoint of flowability, molding process and rubber elasticity. If the weight average molecular weight is less than 50,000, the tensile strength and the tensile elongation may be lowered, and if it exceeds 400,000, the extrusion processability may be deteriorated.
- the content of the styrene component in SIBS is preferably 10 to 30% by mass from the viewpoint of improving air permeability and durability of SIBS.
- the second layer is an elastomer containing at least one of a styrene-isoprene-styrene block copolymer (hereinafter also referred to as “SIS”) and a styrene-isobutylene block copolymer (hereinafter also referred to as “SIB”). It is a composition.
- SIS styrene-isoprene-styrene block copolymer
- SIB styrene-isobutylene block copolymer
- the isoprene block of styrene-isoprene-styrene copolymer is a soft segment, a polymer film comprising SIS is easy to cure and adhere to a rubber component. Therefore, when a polymer film made of SIS is used for the inner liner, the inner liner is excellent in adhesion to, for example, the rubber layer of the carcass ply, so that a pneumatic tire excellent in durability can be obtained.
- the molecular weight of the SIS is not particularly limited, but in view of rubber elasticity and moldability, it is preferable that the weight average molecular weight by GPC measurement is 100,000 to 290,000. If the weight average molecular weight is less than 100,000, the tensile strength may be lowered, and if it exceeds 290,000, the extrusion processability is unfavorably deteriorated.
- the content of the styrene component in SIS is preferably 10 to 30% by mass from the viewpoints of tackiness, adhesiveness and rubber elasticity.
- the degree of polymerization of each block in SIS is preferably about 500 to 5,000 for isoprene and about 50 to 1,500 for styrene from the viewpoint of rubber elasticity and handling.
- the SIS can be obtained by a general polymerization method of a vinyl compound, and can be obtained, for example, by a living cationic polymerization method.
- the SIS layer can be obtained by film-forming the SIS by a conventional method of film-forming a thermoplastic resin such as extrusion molding, calendar molding, or a thermoplastic elastomer.
- the isobutylene block of the styrene-isobutylene block copolymer (SIB) is a soft segment, the polymer film made of SIB is easy to cure and adhere to the rubber component. Therefore, when a polymer film made of SIB is used for the inner liner, the inner liner is excellent in adhesion to the adjacent rubber forming, for example, the carcass and the insulation, so that a pneumatic tire excellent in durability is obtained. be able to.
- SIB it is preferable to use a linear one from the viewpoint of rubber elasticity and adhesiveness.
- the molecular weight of SIB is not particularly limited, but from the viewpoint of rubber elasticity and moldability, it is preferable that the weight average molecular weight by GPC measurement is 40,000 to 120,000. If the weight average molecular weight is less than 40,000, the tensile strength may be lowered, and if it exceeds 120,000, the extrusion processability may be deteriorated, which is not preferable.
- the content of the styrene component in the SIB is preferably 10 to 35% by mass from the viewpoints of tackiness, adhesiveness and rubber elasticity.
- the degree of polymerization of each block in SIB is preferably about 300 to 3,000 for isobutylene and about 10 to 1,500 for styrene from the viewpoint of rubber elasticity and handling.
- the SIB can be obtained by a general living polymerization method of a vinyl compound, and for example, methylcyclohexane, n-butyl chloride and cumyl chloride are added to a stirrer, cooled to -70 ° C, and reacted for 2 hours The reaction can then be quenched by the addition of large amounts of methanol and dried in vacuo at 60 ° C. to give SIB.
- the second layer can be composed of a mixture of SIS and SIBS, or a mixture of SIB and SIBS.
- the mixing amount of SIBS is adjusted in the range of 10 to 80% by mass of the thermoplastic elastomer component.
- the SIBS is less than 10% by mass, the adhesion to the first layer is reduced, and when the SIBS exceeds 80% by mass, the adhesion to the carcass ply tends to be reduced.
- the elastomer composition of the first layer may comprise 10% by mass to 100% by mass of the SIBS modified copolymer.
- the elastomer composition of the second layer contains the SIBS modified copolymer in an amount of 5 to 80% by mass, preferably 10 to 80% by mass of the elastomer component.
- the amount of the SIBS modified copolymer is less than 5% by mass, the vulcanization adhesion between the first layer and the second layer or between the second layer and the carcass ply may be reduced, and 80% by mass If it exceeds, the adhesion to the carcass ply may be reduced.
- SIBS modified copolymer is a styrene-isobutylene-styrene block copolymer (SIBS) in which the styrene block portion is modified with an acid chloride or acid anhydride having an unsaturated bond, and in the molecular chain It contains the chemical structure of the following formula (1).
- SIBS styrene-isobutylene-styrene block copolymer
- n is an integer
- R 1 is a monovalent organic group having a functional group.
- the acid chloride having an unsaturated bond used for modification in the present invention includes methacrylic acid chloride, methacrylic acid bromide, methacrylic acid iodide, acrylic acid chloride, acrylic acid bromide, acrylic acid iodide, crotonic acid chloride and crotonic acid bromide. It is illustrated. In particular, methacrylic acid chloride and acrylic acid chloride are preferable. Moreover, although an acetic anhydride, a maleic anhydride, a phthalic anhydride etc. are illustrated with an acid anhydride, an acetic anhydride is especially preferable. Since the unsaturated group is introduced to SIBS by such modification, the molecular chain can be crosslinked by the crosslinking agent.
- the blending amount of the styrene-isobutylene-styrene block copolymer, the acid chloride having unsaturated bond and the SIBS modified copolymer modified with the acid anhydride is 10 to 100 mass of the thermoplastic elastomer component. %, Preferably in the range of 30 to 100% by mass.
- the compounding amount of the SIBS modified copolymer is less than 10% by mass of the thermoplastic elastomer component, vulcanization adhesion with the second layer and the carcass ply rubber may not be sufficient.
- the content of acid chloride and acid anhydride having unsaturated bonds in the SIBS modified copolymer is 1% by weight or more, preferably 5% by weight or more, and 30% by weight or less.
- the SIBS-modified copolymer can be thermally crosslinked and crosslinked by a crosslinking agent by a conventional method.
- the SIBS modified copolymer is derived from an isobutylene block, and a film composed of the SIBS modified copolymer has excellent air permeation resistance.
- SIBS-modified copolymers can be thermally crosslinked and crosslinked by a crosslinking agent because unsaturated groups are introduced into ISBS, and the flexural cracking characteristics and basic properties such as tensile strength, elongation at break and permanent strain can be obtained.
- the air permeation resistance is improved and the properties as an inner liner are improved.
- the molecular weight of the SIBS modified copolymer is not particularly limited, but it is preferable that the weight average molecular weight by GPC measurement is 50,000 to 400,000, from the viewpoint of flowability, molding process, rubber elasticity and the like. If the weight average molecular weight is less than 50,000, the tensile strength and the tensile elongation may be lowered, and if it exceeds 400,000, the extrusion processability may be deteriorated, which is not preferable.
- the content of the styrene component in SIBS is preferably 10 to 30% by mass, and more preferably 14 to 23% by mass, from the viewpoint of improving air permeability and durability of the SIBS modified copolymer.
- the degree of polymerization of each block of the SIBS is about 10,000 to 150,000 for isobutylene from the viewpoints of rubber elasticity and handling (the degree of polymerization is less than 10,000 becomes liquid), and styrene And preferably about 5,000 to 30,000.
- the following method can be adopted as a method for producing the SIBS modified copolymer.
- a styrene-isobutylene-styrene block copolymer in a separable flask, the inside of the polymerization vessel is replaced with nitrogen.
- organic solvents eg, n-hexane and butyl chloride
- methacrylic acid chloride is added.
- the solution is reacted while adding aluminum trichloride while stirring. After a predetermined time from the start of the reaction, a predetermined amount of water is added to the reaction solution and stirred to terminate the reaction.
- the reaction solution is washed with a large amount of water several times and further slowly dropped into a large amount of a mixed solvent of methanol and acetone to precipitate a polymer, and the resulting polymer is dried under vacuum.
- the method of producing the SIBS modified copolymer is disclosed, for example, in Japanese Patent No. 4551005.
- the first and second layers can include styrenic thermoplastic elastomers.
- the styrene-based thermoplastic elastomer refers to a copolymer containing a styrene block as a hard segment.
- SIBS styrene-butadiene-styrene block copolymer
- SIBS styrene-isobutylene-styrene block copolymer
- SEBS Styrene-ethylene-propylene-styrene block copolymer
- SEEPS Styrene-ethylene-ethylene-propylene-styrene block copolymer
- SEEPS styrene-ethylene-ethylene-propylene-styrene block copolymer
- SEEPS styrene-butadiene-butylene-styrene block copolymer
- the styrenic thermoplastic elastomer may have an epoxy group in its molecular structure.
- Epofriend A 1020 made by Daicel Chemical Industries, Ltd., weight average molecular weight is 100,000, epoxy equivalent is 500
- Epoxy modified styrene-butadiene-styrene copolymer epoxidized SBS
- Rubber component A rubber component can be blended into the thermoplastic elastomer composition of the first layer. By blending the rubber component, it is possible to impart adhesiveness in the unvulcanized state with the adjacent carcass ply, and to enhance the vulcanized adhesiveness with the carcass ply and the insulation by vulcanization.
- the rubber component preferably contains at least one selected from the group consisting of natural rubber, isoprene rubber, chloroprene rubber and butyl rubber.
- the blending amount of the rubber component is preferably in the range of 5 to 75% by mass of the elastomer component.
- the elastomer composition is blended with a UV absorber.
- the ultraviolet absorber absorbs light in the ultraviolet region having a wavelength of 290 nm or more to prevent the deterioration of the molecular chain of the polymer compound.
- benzophenone-based, salicylate-based and benzotriazole-based ultraviolet absorbers absorb ultraviolet light in the wavelength range of 320 nm to 350 nm at which the polymer compound is most susceptible to deterioration. It has a function of preventing absorption into a polymer compound by converting light in this wavelength range into vibrational energy or thermal energy.
- benzotriazole-based ultraviolet absorbers can absorb a wide range of ultraviolet light.
- an ultraviolet absorber is illustrated, it is as follows.
- TINUVIN P / FL manufactured by BASF, molecular weight 225, melting point 128 to 132 ° C., maximum absorption wavelength 341 nm
- TINUVIN 234 manufactured by BASF
- TINUVIN 326 / FL manufactured by BASF, molecular weight 315.8, melting point 138-141 ° C., maximum absorption wavelength 353 nm
- Adekastab LA-36 manufactured by ADEKA Co., Ltd.
- Adekastab LA-36 manufactured by ADEKA Co., Ltd.
- TINUVIN 213 manufactured by BASF, melting point -40 ° C., maximum absorption wavelength 344 nm
- TINUVIN 571 Manufactured by BASF, molecular weight 393.6, melting point ⁇ 56 ° C., maximum absorption wavelength 343 nm
- TINUVIN 1577FF manufactured by BASF, molecular weight 425, melting point 148 ° C., maximum absorption wavelength 274 nm
- BASF molecular weight 425
- melting point 148 ° C. maximum absorption wavelength 274 nm
- CHIMASSORB 81 / FL manufactured by BASF, molecular weight 326.4, melting point 48-49 ° C. (2-hydroxy-4- (octyloxy) benzophenone).
- TINUVIN 120 manufactured by BASF, molecular weight 438.7, melting point 192-197 ° C., maximum absorption wavelength 265 nm) (2,4-di-tert-butylphenyl-3,5-di-tert-butyl-4-hydroxybenzoate) .
- CHIMASSORB 2020 FDL (manufactured by BASF, molecular weight 2600-3400, melting point 130-136 ° C.) (Dibutylamine 1,3,5-triazine ⁇ N, N-bis (2,2,6,6-tetramethyl-4-piperidyl) Polycondensate of N-1,2-hexamethylenediamine N- (2,2,6,6-tetramethyl-4-piperidyl) butylamine), CHIMASSORB 944 FDL (manufactured by BASF, molecular weight 2000 to 3100, melting point 100 to 135 ° C.) (poly [ ⁇ 6- (1,1,3,3-tetramethylbutyl) amino-1,3,5-triazine-2,4-diyl ⁇ ⁇ (2,2,6,6-tetramethyl) -4-piperidyl) imino ⁇ hexamethylene ⁇ 2,2,6,6-tetramethyl-4-piperidyl) im
- the elastomer composition is blended with an antioxidant.
- the ultraviolet absorber functions as a radical scavenger, and mainly by trapping carbon radicals, degradation of the molecular chain of the polymer can be prevented.
- Antioxidants are exemplified below.
- IRGANOX 1010 manufactured by BASF
- Adekastab AO-60 manufactured by ADEKA
- Sumilyzer BP-101 manufactured by Sumitomo Chemical Co., Ltd.
- IRGANOX 1035 manufactured by BASF
- IRGANOX1076 manufactured by BASF
- IRGANOX 1098 manufactured by BASF
- the phosphorus-based antioxidant is used as a peroxide decomposition agent and is excellent in the antioxidant function at the time of heat processing molding, and the following can be exemplified.
- IRGAFOS 12 (manufactured by BASF, molecular weight: 1462.9) (6, 6 ', 6' '-[nitrilotris (ethyleneoxy)] tris (2, 4, 8, 10- tetra-tert-butylbenzo [d, f] [1] , 3, 2] Dioxaphosphepin)), IRGAFOS 38 (BASF, MW 514) (ethyl phosphite bis (2,4-di-tert-butyl-6-methylphenyl)), IRGAF 168 (BASF, MW) 646), Adekastab 2112 (manufactured by ADEKA Co., Ltd.), Sumilyzer P-16 (manufactured by Sumitomo Chemical Co., Ltd.) (Tris (2,4-di-t-butylphenyl) phosphite), Adekastab PEP-8 ((stock) ADEKA made) (distearyl pentaerythri
- the antioxidant is a concept including an oxygen absorbent.
- a general oxygen absorbent capable of scavenging oxygen in air can be used, for example, an iron powder oxygen absorbent that absorbs oxygen in air utilizing oxidation reaction of iron powder Of 0.1 to 50 parts by weight of a metal halide such as sodium chloride, sodium bromide, calcium chloride, magnesium chloride, etc. per 100 parts by weight of iron powder having a surface area of 0.5 m 2 / g or more.
- a metal halide such as sodium chloride, sodium bromide, calcium chloride, magnesium chloride, etc.
- a combination of halides of alkali metals or alkaline earth metals such as chlorine, bromine and iodine is used.
- This may be a mixture of the two, or the iron powder surface coated with a metal halide.
- the oxidation of iron by the oxygen can be further promoted by further combining the oxygen absorbent used in the present invention with porous particles such as zeolite impregnated with water.
- hindered phenol-based antioxidants are preferable as radical trapping agents for carbon radicals.
- At least one of these ultraviolet absorbers and antioxidants can be used in combination.
- At least one of the first layer and the second layer has a tackifier in the range of 0.1 to 100 parts by mass, preferably 1.0 to 20 parts by mass with respect to 100 parts by mass of the thermoplastic elastomer component.
- the tackifier refers to a compounding agent for promoting the tackiness of the elastomer composition, and the following tackifiers are exemplified.
- the first layer it is necessary to enhance the vulcanization adhesion with the second layer and to maintain processability, productivity and gas barrier properties.
- the second layer it is disposed between the first layer and the carcass ply, in order to enhance the adhesion between these two layers and to maintain processability, productivity and gas barrier properties.
- the same tackifier as that in Embodiment 2 can be used.
- the inner liner is a polymer laminate composed of the first layer and the second layer.
- the first layer and the second layer are an elastomer composition containing a thermoplastic elastomer, and are in a softened state in a mold at a vulcanization temperature, for example, 150 ° C. to 180 ° C.
- the softened state means molecular mobility improves and means an intermediate state between solid and liquid.
- the thermoplastic elastomer composition is in a softened state, the reactivity is improved more than in a solid state, so that it adheres and adheres to adjacent members.
- the inside of the bladder can be cooled by quenching to 50 to 120 ° C. for 10 to 300 seconds.
- a cooling medium one or more selected from air, water vapor, water and oil are used.
- the thickness (Gs) of the inner liner of the buttress region Rs shown in FIG. 1 is preferably made as thin as possible within the range that does not impair the air permeation resistance, and is preferably set in the range of 0.05 to 0.3 mm.
- the average thickness of the entire first layer is preferably 0.05 to 0.3 mm.
- the average thickness of the first layer is less than 0.05 mm, the first layer is broken by the pressing pressure during vulcanization of a green tire in which the polymer laminate composed of the first layer and the second layer is applied to the inner liner. As a result, an air leak may occur in the obtained tire.
- the average thickness of the first layer exceeds 0.3 mm, the weight of the tire increases and the fuel economy performance decreases.
- the average thickness of the first layer is more preferably 0.05 to 0.15 mm.
- the average thickness of the second layer is preferably 0.01 mm to 0.3 mm.
- the average thickness of the second layer is less than 0.01 mm, the second layer is broken by the press pressure at the time of vulcanization of the green tire in which the polymer laminate is applied to the inner liner, and the vulcanization adhesion is lowered. There is a risk.
- the average thickness of the second layer exceeds 0.3 mm, the weight of the tire may increase and the low fuel consumption performance may decrease.
- the thickness of the second layer is preferably 0.05 to 0.15 mm.
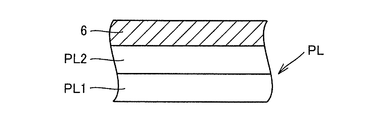
- the polymer laminate PL is composed of a first layer PL1 and a second layer PL2.
- the second layer PL2 is installed outward in the tire radial direction so as to be in contact with the carcass ply 6, the second layer PL2 is formed in the tire vulcanization process. And the adhesion strength between the two and the carcass 6 can be enhanced.
- the resulting pneumatic tire has excellent air permeation resistance and durability because the inner liner and the carcass ply 6 are well bonded.
- the pneumatic tire of the present invention can use a general manufacturing method.
- an in-liner is manufactured using the polymer laminate PL. It can manufacture by applying the said inner liner to the green tire of the pneumatic tire 1, and vulcanizing and forming with other members.
- the polymer laminate PL is disposed on a green tire, the second layer PL2 is disposed outward in the tire radial direction so as to be in contact with the carcass ply 6.
- Component A-1 (styrene / ⁇ -pinene) -isobutylene- (styrene / ⁇ -pinene) block copolymer ( ⁇ -pinene content: 9.7% by mass, number average molecular weight (Mn): 103, 000).
- the method for producing the component A-1 is as follows. After replacing the inside of a 2 L separable flask with nitrogen, add 31.0 mL of n-hexane and 294.6 mL of similarly dried butyl chloride, which were dried with molecular sieves using a syringe, After being placed in a mixed bath of dry ice and methanol at 0 ° C and cooled, the pressure tube made of Teflon (registered trademark) is transferred to a pressure collecting glass made of pressure glass with 88.9 mL (941.6 mmol) of isobutylene monomer. Were connected, and the isobutylene monomer was fed into the polymerization vessel by nitrogen pressure.
- Component A-2 (styrene / ⁇ -pinene) -isobutylene- (styrene / ⁇ -pinene) block copolymer ( ⁇ -pinene content: 5.3% by mass, number average molecular weight: 10, 7000).
- component A-2 The production method of component A-2 is as follows. After replacing the inside of a 2 L separable flask with nitrogen, 31.0 mL of n-hexane and 294.6 mL of similarly dried butyl chloride, which were dried with molecular sieves using a syringe, were added, and the polymerization container was heated to -70 ° C. The mixture was placed in a mixed bath of dry ice and methanol and cooled, and a Teflon (registered trademark) liquid transfer tube was placed in a pressure glass liquefaction sampling tube with a three-way cock containing 88.9 mL (941.6 mmol) of isobutylene monomer.
- Teflon registered trademark
- the block copolymer has a number average molecular weight (Mn) of 107,000 and Mw / Mn of 1.23.
- Component A-3 Styrene- (isobutylene / ⁇ -pinene) -styrene block copolymer ( ⁇ -pinene content 5.3% by mass, number average molecular weight 10, 9000).
- component A-3 The production method of component A-3 is as follows. After replacing the inside of the polymerization vessel of a 2 L separable flask with nitrogen, add 31.0 mL of n-hexane and 294.6 mL of butyl chloride dried with molecular sieves, which are dried with molecular sieves using a syringe, After cooling in a mixed bath of dry ice and methanol at ⁇ 70 ° C., 3.6 g (26.3 mmol) of ⁇ -pinene was added.
- thermoplastic elastomer composition was prepared using the above elastomer components and the contents of the formulations shown in Table 1 and Table 2.
- a green tire was prepared using the inner liner sheet obtained by the method described above. Next, in the vulcanization step, it was manufactured by press molding at 170 ° C. for 20 minutes. After tire vulcanization, the tire was cooled at 100 ° C. for 3 minutes, and the vulcanized tire was taken out of the mold to produce a 195 / 65R15 size pneumatic tire having the basic structure shown in FIG.
- the thickness of the mixed layer of SIBS + component A indicates the average thickness of the region other than Gs.
- Gb is 0.6 mm in any of the examples and the comparative examples except the comparative example 1-1.
- IIR 80 parts by mass NR (Note 2) 20 parts by mass Filler (Note 3) 60 parts by mass (Note 1) “Exxon chlorobutyl 1068” manufactured by ExxonMobil Co., Ltd. (Note 2) TSR20. (Note 3) “Siest V” (N 660, nitrogen adsorption specific surface area: 27 m 2 / g) manufactured by Tokai Carbon Co., Ltd.
- Comparative Example 1-2 the SIBS layer having a thickness of 0.6 mm manufactured by the method described above was used as the inner liner.
- the value of Gs / Gb is one.
- Comparative Examples 1-3 to 1-8 are examples in which an elastomer composition in which an isobutylene-based modified copolymer (component A) is mixed with SIBS is used for the inner liner, and the value of Gs / Gb is 1.
- Comparative Example 1-9 is an example in which 5 mass% of component A was mixed with SIBS
- Comparative Example 1-10 is an example in which 95 mass% of component A was mixed with SIBS, and the value of Gs / Gb is 1 is there.
- Comparative Example 1-11 is an example in which the component A is mixed with SIBS, and the value of Gs / Gb is 0.25.
- Examples 1-1 to 1-9 are examples in which an elastomer composition in which an isobutylene-based modified copolymer (component A) is mixed with SIBS is used for an inner liner, and the value of Gs / Gb is 0.75. .
- Examples 1-1 and 1-7 to 1-9 are examples in which an elastomer composition in which Component A is mixed with SIBS is used for the inner liner, and the value of Gs / Gb is changed.
- the value of Gs / Gb of Example 1-1 is the highest at 0.75, and the value of Gs / Gb of Example 1-9 is the lowest at 0.33.
- Test pieces were prepared according to JIS K-6256 "Vulcanized rubber and thermoplastic rubber-Determination of adhesion", and a peeling test was conducted. The peel force of the inner liner and the carcass was measured. The size of the test piece was 25 mm wide, and the peel test was performed at a room temperature of 23 ° C. The larger the inner liner and the carcass peeling force, the better.
- ⁇ Bending fatigue test> In accordance with JIS K-6260 "Determination method of demature flex crack of vulcanized rubber and thermoplastic rubber", a predetermined test piece having a groove in the center was produced. For the inner liner, a 0.3 mm thick sheet was attached to rubber and vulcanized to prepare a predetermined test piece. A test was performed in which the center of the groove of the test piece was incised in advance and repeated bending deformation was applied to measure the crack growth. The crack length was measured at 700,000 times, 1.4,000,000 times, and 2.1,000,000 times at an atmosphere temperature of 23 ° C., strain of 30%, and a cycle of 5 Hz, and the number of repetitions of bending deformation required for 1 mm of crack growth was calculated.
- Comparative Example 1-1 Using the value of Comparative Example 1-1 as a reference (100), the bending fatigue properties of the polymer laminates of Examples and Comparative Examples were indexed. The larger the value, the better the crack is less likely to grow. For example, the index of Example 1-1 can be obtained by the following equation.
- the 195 / 65R15 steel radial PC tire is divided into eight equal parts in the circumferential direction, and at each location, eight cut samples are made with a width of 20 mm and cut along the tire radial direction, and for each of the eight cut samples, The thickness of the inner liner layer was measured at five equally-spaced five points in the buttress region Rs and the bead region Rb. The arithmetic mean value of the measurement value of a total of 40 measured each was made into Gs and Gb.
- SIBS "SHIBSTER SIBSTAR 102T (Shore A hardness 25, Styrene content: 15% by mass, weight average molecular weight: 100,000)" manufactured by Kaneka Co., Ltd. was used.
- a pneumatic tire is formed into a green tire of the 195 / 65R15 size having the basic structure shown in FIG. 1 using the above-mentioned polymer sheet as an inner liner, and then is press molded at 170 ° C. for 20 minutes in a vulcanization step. Manufactured. Thereafter, the pneumatic tire was cooled in the bladder and rapidly cooled to 50 ° C. to 120 ° C. for 10 to 300 seconds. Water was used as the cooling medium.
- a profile is attached to the extrusion port of the polymer sheet to create an integral sheet in which the thickness Gs of the buttress area is reduced, This was disposed on the inner surface of the tire as an inner liner.
- the thickness of the inner liner indicates the thickness of the region other than Gs.
- Gb is 0.6 mm in any of the examples and the comparative examples except for the comparative example 2-1.
- the composition of the carcass ply topping rubber is as follows.
- Chlorobutyl (Note 1) 80 parts by mass Natural rubber (Note 2) 20 parts by mass Filler (Note 3) 60 parts by mass (Note 1) Exxon Chlorobutyl 1068 manufactured by ExxonMobil Co., Ltd. (Note 2) TSR20 (Note 3) “Seast V” (N 660, nitrogen adsorption specific surface area: 27 m 2 / g) manufactured by Tokai Carbon Co., Ltd.
- Comparative Examples 2-2 and 2-7 Comparative Example 2-2 uses SIBS for the polymer sheet, and Comparative Example 2-7 uses modified SIBS for the polymer sheet, and the thickness (Gb) thereof is 0.6 mm. The value of Gs / Gb is one.
- Examples 2-1, 2-3, and 2-7 to 2-9 are examples in which the polymer sheet is mixed with SIBS, modified SIBS, and a tackifier.
- Examples 2-7 to 2-9 have Gs / Gb The value of has been changed.
- Examples 2-2 and 2-4 are examples in which SIBS and modified SIBS are mixed in a polymer sheet, and the values of Gs / Gb are all 0.75.
- Examples 2-5 and 2-6 are examples in which a polymer sheet is modified SIBS, or a tackifier is mixed therewith, and the value of Gs / Gb is 0.75 in all cases.
- ⁇ Bending fatigue test> In accordance with JIS-K6260 "Demature flex crack test method for vulcanized rubber and thermoplastic rubber", a predetermined test piece having a groove in the center was produced. For the inner liner, a 0.3 mm thick sheet was attached to rubber and vulcanized to prepare a predetermined test piece. A test was performed in which the center of the groove of the test piece was incised in advance and repeated bending deformation was applied to measure the crack growth. The crack length was measured at 700,000 times, 1.4,000,000 times, and 2.1,000,000 times at an atmosphere temperature of 23 ° C., strain of 30%, and a cycle of 5 Hz, and the number of repetitions of bending deformation required for 1 mm of crack growth was calculated.
- the 195 / 65R15 steel radial PC tire is divided into eight equal parts in the circumferential direction, and at each location, eight cut samples are made with a width of 20 mm and cut along the tire radial direction, and for each of the eight cut samples, The thickness of the inner liner layer was measured at five equally-spaced five points in the buttress region Rs and the bead region Rb. The arithmetic mean value of the measurement value of a total of 40 measured each was made into Gs and Gb.
- thermoplastic elastomer SIB, SIBS, SIS and SIBS modified copolymer
- UV absorber and antioxidant used in the production of the polymer laminate comprising the first layer and the second layer of the present invention were prepared as follows: .
- SIBS "SHIBSTER SIBSTAR 102T (Shore A hardness 25, Styrene content: 15% by mass, weight average molecular weight: 100,000)" manufactured by Kaneka Co., Ltd. was used.
- UV absorber Adekastab LA-36 (2- (2'-hydroxy-3'-ter-butyl-5'-methylphenyl) -5-chlorobenzotriazole) as a benzotriazole-based ultraviolet absorber manufactured by ADEKA Co., Ltd. Using. This UV absorber has a melting point of 138 to 141 ° C., a molecular weight of 315.8, and a maximum absorption wavelength of 353 nm.
- IRGANOX 1010 penentaerythrityl tetrakis (3- (3,5-di-t-butyl-4-hydroxyphenyl) propionate) was used as a hindered phenol-based antioxidant manufactured by BASF, Inc. This antioxidant The agent has a melting point of 110-125 ° C., a specific gravity of 1.15 and a molecular weight of 117.7.
- Tackifier C9 petroleum resin, Alcon P 140 (manufactured by Arakawa Chemical Industries, Ltd., softening point 140 ° C., weight average molecular weight Mw: 900).
- Polyisobutylene “Tetrax 3T” (viscosity average molecular weight 30,000, weight average molecular weight, 49,000) manufactured by Shin Nippon Oil Co., Ltd.
- a twin-screw extruder (screw diameter: ⁇ 50 mm, L / D: 30, thermoplastic elastomer composition such as SIBS modified copolymer, SIBS, SIS and SIB) based on the practical composition of Table 5 and Table 6 and comparative composition. It pelletized at cylinder temperature: 220 degreeC. Then, T-die extruder (screw diameter: ⁇ 80 mm, L / D: 50, die lip width: 500 mm, cylinder temperature: 220 ° C., film gauge: first layer 0.25 mm, 2a layer and 2b layer, whichever The inner liner was produced at 0.05 mm.
- a profile is attached to the extrusion port of the polymer sheet to produce an integral sheet in which the thickness Gs of the buttress area is reduced.
- the pneumatic tire was manufactured in the 195 / 65R15 size having the basic structure shown in FIG.
- a green tire was manufactured using the above-mentioned polymer laminate for an inner liner, and press vulcanization was performed at 170 ° C. for 20 minutes.
- the vulcanized tire was taken out of the vulcanized mold after being cooled at 110 ° C. for 3 minutes without being taken out of the vulcanized mold. Water was used as the cooling medium.
- Table 5 describes the contents of Comparative Formulations 1 to 6 and Working Formulations 1 to 8 of the first layer, and Comparative Formulations 7 to 13 and Working Formulations 9 to 17 of the second layer. Tires of Examples and Comparative Examples were manufactured using these formulations in the first and second layers. Tables 7 to 8 show the specifications and the results of performance evaluation.
- Comparative Examples 3-1 to 3-5, Examples 3-1 to 3-9> In Table 7, in Comparative Examples 3-1 and 3-2, SIBS is used for the first layer, and SIS is used for the second layer, and Gs / G is an example of an inner liner of 1 and 0.5, respectively.
- Comparative Example 3-3 is an example of an inner liner using SIBS in the first layer and SIS in the second layer.
- Comparative Example 3-4 is an example of an inner liner using SIBS in the first layer and SIB in the second layer.
- Comparative Example 3-5 is an example of an inner liner using a SIBS modified copolymer in the first layer and SIS in the second layer.
- Examples 3-1 to 3-4 are examples of inner liners using a combination (working formulations 1 to 4) in which SIS is used for the second layer and the elastomer component is changed for the first layer.
- Examples 3-5 to 3-9 are examples of the inner liner using the formulation in which SIBS is used for the first layer and the elastomer component is changed for the second layer (working formulations 6 to 10). It is recognized that Examples 3-1 to 3-9 of the present invention are comprehensively excellent in weatherability, resistance to flex crack growth, resistance to air permeation and rolling resistance.
- Comparative Example 3-6 is an example of the inner liner having a Gs / G of 1 using the same composition as in Example 3-4 for the first layer and the second layer.
- Examples 3-10 to 3-13 are examples of the inner liner in which the value of Gs / G is changed in the same composition as Comparative Example 3-6 in the first layer and the second layer. It is recognized that Examples 3-10 to 3-13 have comprehensively superior weatherability, resistance to flex crack growth, air permeability, and rolling resistance than Comparative Example 3-6.
- the layer thickness of the first layer and the layer thickness of the second layer mean the average thickness from the tire crown portion to the bead portion excluding the buttress region (Rs).
- ⁇ Weatherability test> The inside of the tire inner liner was subjected to a weathering test under the following conditions using a Suga Test Instruments Co., Ltd. Sunshine Super Long Life Weather Meter. Irradiation was carried out for 60 hours under the conditions of rainfall of 12 minutes at a temperature of 63 ° C., a humidity of 50%, 60 ° C., and the number of cracks in the inner liner after the test was determined. Based on Comparative Example 3-1, relative values of the number of cracks in the other Comparative Examples and Examples were determined, and the weather resistance index was calculated based on the following formula. The larger the value, the better the weatherability.
- Weatherability index (number of cracks in comparative example 3-1) / (number of cracks in each example) ⁇ 100 ⁇ Bending crack growth test>
- the endurance running test was evaluated based on whether the inner liner was broken or peeled off.
- the prototype tire is assembled on a JIS standard rim 15 x 6 JJ, the internal pressure of the tire is set to 150 KPa lower than usual, the load is 600 kg, the speed is 100 km / h, the inside of the tire is observed with a traveling distance of 20,000 km, The number of peels was measured.
- Comparative Example 3-1 the crack growth of each of the comparative examples and examples is indicated by an index. The larger the index value, the smaller the flex crack growth is.
- Flexural crack growth index (number of cracks in comparative example 3-1) / (number of cracks in each example) ⁇ 100 ⁇ Static air pressure drop rate test>
- the 195 / 65R15 steel radial PC tire manufactured by the above-mentioned method was assembled to a JIS standard rim 15 ⁇ 6JJ, sealed with an initial air pressure of 300 Kpa, left at room temperature for 90 days, and the reduction rate of the air pressure was calculated.
- the 195 / 65R15 steel radial PC tire is divided into eight equal parts in the circumferential direction, and at each location, eight cut samples are made with a width of 20 mm and cut along the tire radial direction, and for each of the eight cut samples, The thickness of the inner liner layer was measured at five equally-spaced five points in the buttress region Rs and the bead region Rb. The arithmetic mean value of the measurement value of a total of 40 measured each was made into Gs and Gb.
- ⁇ Rolling resistance index> Using a rolling resistance tester manufactured by Kobe Steel, Ltd., assemble a prototype tire to JIS standard rim 15 ⁇ 6JJ, load 3.4 kN, air pressure 230 kPa, speed 80 km / h, room temperature (38 ° C) The rolling resistance was measured. Then, the rolling resistance change rate (%) of the example was indicated as an index based on the following formula, with Comparative Example 3-1 as the standard 100. The larger the rolling resistance change rate, the lower the rolling resistance.
- Rolling resistance index (rolling resistance of comparative example 3-1) / (rolling resistance of example) ⁇ 100 ⁇ Overall judgment>
- Judgment A is one that satisfies all the following conditions.
- the determination B refers to the case where any one of the following conditions is satisfied. In the case of multiple judgments, the lower of the evaluation was adopted.
- the weathering index is less than 100.
- Flexural crack growth index less than 120.
- Static air pressure reduction rate is 2.7 or more.
- the rolling resistance index is less than 105.
- the pneumatic tire of the present invention can be used as a pneumatic tire for trucks, buses, heavy machinery, etc. besides pneumatic tires for passenger cars.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Tires In General (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Oil, Petroleum & Natural Gas (AREA)
Abstract
Description
また、本発明はインナーライナーを備えた空気入りタイヤに関し、特に、タイヤ走行時の繰り返し屈曲変形に伴うインナーライナーの屈曲亀裂成長を抑制するとともに、耐空気透過性および耐候性を改善した空気入りタイヤに関する。
前記インナーライナーは、タイヤ内側に配置される第1層と、前記カーカスプライのゴム層と接するように配置される第2層で構成されており、
(A)前記第1層は、スチレン-イソブチレン-スチレンブロック共重合体およびスチレン-イソブチレン-スチレンブロック共重合体のスチレンブロック部分が不飽和結合を有する酸塩化物もしくは酸無水物で変性されたSIBS変性共重合体の、少なくともいずれかを含む熱可塑性エラストマーと紫外線吸収剤および酸化防止剤を含むエラストマー組成物であり、
(B)前記第2層は、スチレン-イソプレン-スチレンブロック共重合体およびスチレン-イソブチレンブロック共重合体の少なくともいずれかを含むエラストマーを含み、
前記第1層及び前記第2層は紫外線吸収剤および酸化防止剤は合計でエラストマー成分の0.5質量%~40質量%含むエラストマー組成物であり、
前記インナーライナーは、タイヤ最大幅位置からビードトウに亘るビード領域Rbの平均厚さGbより、タイヤ最大幅位置からベルト層端の対応位置Luに亘るバットレス領域Rsの平均厚さGsが薄いことを特徴とする空気入りタイヤに関する。
<空気入りタイヤ>
本発明の空気入りタイヤの実施形態を図に基づき説明する。図1は、乗用車用空気入りタイヤの右半分の断面図である。空気入りタイヤ1は、トレッド部2と、該トレッド部両端からトロイド形状を形成するようにサイドウォール部3とビード部4とを有している。さらに、ビード部4にはビードコア5が埋設される。また、一方のビード部4から他方のビード部に亘って設けられ、両端をビードコア5のまわりに折り返して係止されるカーカスプライ6と、該カーカスプライ6のクラウン部外側には、少なくとも2枚のプライよりなるベルト層7とが配置されている。
本発明においてインナーライナーはスチレン-イソブチレン-スチレントリブロック共重合体(以下、「SIBS」ともいう。)とβ-ピネンを含むイソブチレン系変性共重合体を混合したエラストマー成分を含むエラストマー組成物からなる。
SIBSのイソブチレンブロック由来によりSIBSを含むフィルムは優れた耐空気透過性を有するため、これをインナーライナーに用いることで、耐空気透過性に優れた空気入りタイヤを得られる。またSIBSは芳香族以外の分子構造が完全飽和であるため劣化硬化が抑制され、タイヤに適用した場合には優れた耐久性を有する。また、SIBSは耐空気透過性が高いため、ハロゲン化ブチルゴム等の、従来耐空気透過性を付与するために使用されてきた高比重のハロゲン化ゴムを使用する必要がない。従ってタイヤの軽量化が可能であり低燃費性が得られる。
本発明において、イソブチレン系変性共重合体とは、イソブチレンを主体とする重合体ブロック(A)と芳香族ビニル系化合物を主体とする重合体ブロック(B)とからなるイソブチレン系変性共重合体であって、少なくとも1つのブロックがβ-ピネンを含むランダム共重合体である。
イソブチレン系変性共重合体の製造方法は、例えば、特開2010-195969号公報に開示されている。例えば、次の一般式(1)で表される重合開始剤の存在下に、前記単量体成分を重合させて製造できる。
(式中Xはハロゲン原子、炭素数1~6のアルコキシ基またはアシロキシ基から選ばれる置換基、R1、R2はそれぞれ水素原子または炭素数1~6の1価炭化水素基でR1、R2は同一であっても異なっていても良く、R3は一価若しくは多価芳香族炭化水素基または一価若しくは多価脂肪族炭化水素基であり、nは1~6の自然数を示す。)
上記一般式(1)で表わされる化合物は開始剤となるものでルイス酸等の存在下炭素陽イオンを生成し、カチオン重合の開始点になる。上記一般式(1)の化合物の例として、ビス(1-クロル-1-メチルエチル)ベンゼン[C6H4(C(CH3)2Cl)2]、トリス(1-クロル-1-メチルエチル)ベンゼン[(ClC(CH3)2)3C6H3]がある。
本発明においてインナーライナーのエラストマー組成物は、エラストマー成分の30質量%以下の範囲で、その他の熱可塑性エラストマー、特にスチレン系熱可塑性エラストマーが混合できる。ここでスチレン系熱可塑性エラストマーは、ハードセグメントとしてスチレンブロックを含む共重合体をいう。例えば、スチレン-イソプレン-スチレンブロック共重合体(以下、「SIS」ともいう。)、スチレン-イソブチレンブロック共重合体(以下、「SIB」ともいう。)、スチレン-ブタジエン-スチレンブロック共重合体(以下、「SBS」ともいう。)、スチレン-エチレン・ブテン-スチレンブロック共重合体(以下、「SEBS」ともいう。)、スチレン-エチレン・プロピレン-スチレンブロック共重合体(以下、「SEPS」ともいう。)、スチレン-エチレン・エチレン・プロピレン-スチレンブロック共重合体(以下、「SEEPS」ともいう。)、スチレン-ブタジエン・ブチレン-スチレンブロック共重合体(以下、「SBBS」ともいう。)がある。
<空気入りタイヤ>
本実施の形態において、空気入りタイヤの構造は、実施の形態1と同様とすることができる。
(SIBS変性共重合体)
本発明において、インナーライナーに用いられるポリマーシートは、スチレン-イソブチレン-スチレンブロック共重合体(以下、「SIBS」ともいう。)のスチレンブロック部分が不飽和結合を有する酸塩化物もしくは酸無水物で変性されたSIBS変性共重合体を含む熱可塑性エラストマー組成物である。
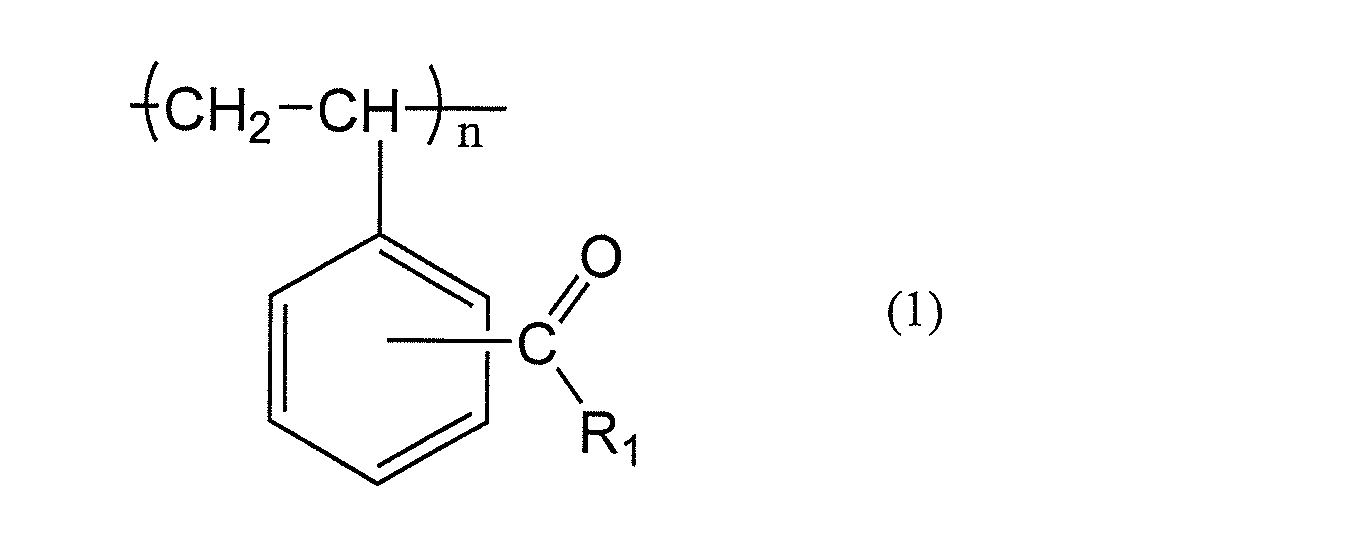
本発明で変性に用いられる不飽和結合を有する酸塩化物とは、メタクリル酸クロライド、メタクリル酸ブロマイド、メタクリル酸ヨウダイド、アクリル酸クロライド、アクリル酸ブロマイド、アクリル酸ヨウダイド、クロトニル酸クロライドおよびクロトニル酸ブロマイドが例示される。特にメタクリル酸クロライド、アクリル酸クロライドが好適である。
SIBSは、一般的なビニル系化合物のリビングカチオン重合法により得ることができ。例えば、特開昭62-48704号公報および特開昭64-62308号公報には、イソブチレンと他のビニル化合物とのリビングカチオン重合が可能であり、ビニル化合物にイソブチレンと他の化合物を用いることでポリイソブチレン系のブロック共重合体を製造できることが開示されている。
前記ポリマー組成物はSIBS変性共重合体を含むエラストマー組成物である。即ち、エラストマー成分中にSIBS変性共重合体を10質量%以上、さらに35質量%以上含むことが好ましい。ここでエラストマー成分は、スチレン系熱可塑性エラストマー、ウレタン系熱可塑性エラストマーなどが好適に使用できるが、特にSIBS、SISまたはSIBが好ましい。
本発明においてインナーライナーのエラストマー組成物には、エラストマー成分100質量に対し、粘着付与剤を0.1~100質量部の範囲で配合できる。ここで粘着付与剤とは、エラストマー組成物の粘着性を増進するための配合剤をいい、例えば次の粘着付与剤が例示される。
<空気入りタイヤの製造方法>
本発明の空気入りタイヤは、一般的な製造方法を用いることができる。前記ポリマーシートを空気入りタイヤの生タイヤのインナーライナーに適用して他の部材とともに加硫成形することによって製造することができる。ポリマーシートを生タイヤに配置する際は、ポリマーシートが、カーカスプライに接するようにタイヤ半径方向外側に向けて配置する。このように配置すると、タイヤ加硫工程において、ポリマーシートとカーカスプライとの接着強度を高めることができる。得られた空気入りタイヤは、インナーライナーとカーカスプライのゴム層とが良好に接着しているため、優れた耐空気透過性および耐久性を有することができる。なお、SIBS変性共重合体を含むポリマーシートは、加硫工程において軟化・流動状態にあるため、加硫後に形状変化や隣接部材との粘着する問題が生じることがある。したがって、加硫後に10~300秒間、ブラダー内を冷却し、50~120℃で急冷することが望ましい。
<空気入りタイヤ>
本実施の形態において、空気入りタイヤの構造は、実施の形態1と同様とすることができる。
本発明はタイヤ内側にインナーライナーを備えた空気入りタイヤであって、前記インナーライナーは、少なくとも2層のポリマー積層体で形成される。第1層は、スチレン-イソブチレン-スチレントリブロック共重合体(SIBS)を主成分とするエラストマー組成物であり、第2層はスチレン-イソプレン-スチレントリブロック共重合体(SIS)およびスチレン-イソブチレンジブロック共重合体(SIB)の少なくともいずれかを主成分とするエラストマー組成物である。
第1層および第2層のエラストマー成分として、SIBSのスチレンブロック部分が不飽和結合を有する酸塩化物もしくは酸無水物で変性されたスチレン-イソブチレン-スチレンブロック共重合体(以下、「SIBS変性共重合体」ともいう。)を含むことができる。第1層および第2層のエラストマー組成物には、紫外線吸収剤および酸化防止剤を含んでいる。
本発明において前記第1層は、エラストマー成分として、スチレン-イソブチレン-スチレンブロック共重合体(以下、「SIBS」ともいう。)を含む。SIBSは、分子鎖中にイソブチレンブロックを含んでいるため、そのポリマーフィルムは優れた耐空気透過性を有する。したがって、SIBSをインナーライナーに用いた場合には耐空気透過性に優れた空気入りタイヤを得ることができる。さらに、SIBSは、その分子構造において、芳香族単位以外は飽和しているため、酸化劣化が抑制される。
前記第2層は、スチレン-イソプレン-スチレンブロック共重合体(以下、「SIS」ともいう。)およびスチレン-イソブチレンブロック共重合体(以下、「SIB」ともいう。)の少なくともいずれかを含むエラストマー組成物である。
第2層をSISとSIBSの混合物、またはSIBとSIBSの混合物で構成することができる。この場合はSIBSの混合量は、熱可塑性エラストマー成分の10~80質量%の範囲で調整される。SIBSが10質量%より少ないと第1層との接着性が低下し、SIBSが80質量%を超えるとカーカスプライとの接着性が低下する傾向がある。
(SIBS変性共重合体)
前記第1層のエラストマー組成物は、SIBS変性共重合体をエラストマー成分の10質量%~100質量%含むことができる。第2層のエラストマー組成物は、SIBS変性共重合体を、エラストマー成分の5~80質量%、好ましくは10~80質量%の範囲である。SIBS変性体共重合体が5質量%未満の場合は、第1層および第2層の間、または第2層とカーカスプライとの加硫接着力が低下する可能性があり、80質量%を超えるとカーカスプライとの接着力が低下する可能性がある。
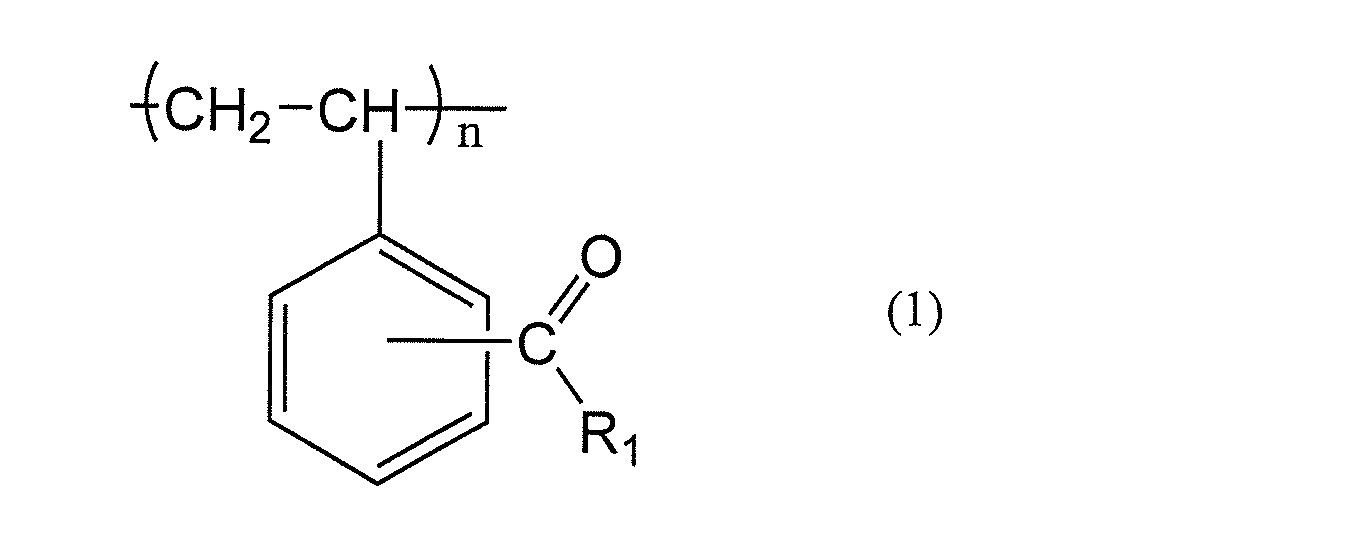
本発明で変性に用いられる不飽和結合を有する酸塩化物とは、メタクリル酸クロライド、メタクリル酸ブロマイド、メタクリル酸ヨウダイド、アクリル酸クロライド、アクリル酸ブロマイド、アクリル酸ヨウダイド、クロトニル酸クロライドおよびクロトニル酸ブロマイドが例示される。特に、メタクリル酸クロライド、アクリル酸クロライドが好適である。また酸無水物とは、無水酢酸、無水マレイン酸、無水フタル酸等が例示されるが、特に無水酢酸が好適である。係る変性によりSIBSに不飽和基が導入されるため架橋剤で分子鎖を架橋することができる。
第1層および第2層はスチレン系熱可塑性エラストマーを含むことができる。ここでスチレン系熱可塑性エラストマーは、ハードセグメントとしてスチレンブロックを含む共重合体をいう。前記SIBS、SIS、SIBのほか、スチレン-ブタジエン-スチレンブロック共重合体(SBS)、スチレン-イソブチレン-スチレンブロック共重合体(SIBS)、スチレン-エチレン・ブテン-スチレンブロック共重合体(SEBS)、スチレン-エチレン・プロピレン-スチレンブロック共重合体(SEPS)、スチレン-エチレン・エチレン・プロピレン-スチレンブロック共重合体(SEEPS)、スチレン-ブタジエン・ブチレン-スチレンブロック共重合体(SBBS)がある。
第1層の熱可塑性エラストマー組成物にはゴム成分を配合することができる。ゴム成分の配合によって、隣接するカーカスプライとの未加硫状態での粘着性を付与し、加硫によりカーカスプライやインスレーションとの加硫接着性を高めることができる。
本発明において、エラストマー組成物は紫外線吸収剤が配合されている。紫外線吸収剤は、波長290nm以上の紫外線領域の光を吸収し高分子化合物の分子鎖の劣化を防止する。例えば、ベンゾフェノン系、サリチレート系およびベンゾトリアゾール系の紫外線吸収剤は高分子化合物が最も劣化を受けやすい波長320nm~350nm付近の紫外線光を吸収する。この波長域の光を振動エネルギーや熱エネルギーに変換することで高分子化合物への吸収を防止する機能を有する。特に、ベンゾトリアゾール系紫外線吸収剤が幅広い紫外線光を吸収できる。ここで、紫外線吸収剤を例示すれば次のとおりである。
TINUVIN P/FL(BASF社製、分子量225、融点128~132℃、最大吸収波長341nm)(2-(2-ヒドロキシ-ベンゾトリアゾール-2-イル)-p-クレゾール)、TINUVIN 234(BASF社製、分子量447.6、融点137~141℃、最大吸収波長343nm)(2-[2-ヒドロキシ-3,5-ビス(α、α’ジメチルベンジル)フェニル]-2H-ベンゾトリアゾール)、TINUVIN 326/FL(BASF社製、分子量315.8、融点138~141℃、最大吸収波長353nm)、アデカスタブLA-36((株)ADEKA製)(2-(2’-ヒドロキシ-3’-tert-ブチル-5’-メチルフェニル)-5-クロロベンゾトリアゾール)、TINUVIN 237(BASF社製、分子量338.4、融点139~144℃、最大吸収波長359nm)(2,4-ジ-t-ブチル-6-(5-クロロベンゾトリアゾール-2-イル-)フェノール)、TINUVIN 328(BASF社製、分子量351.5、融点80~88℃、最大吸収波長347nm)(2-(3,5-ジ-t-アミル-2-ヒドロキシフェニル)ベンゾトリアゾール)、TINUVIN 329/FL(BASF社製、分子量323、融点103~105℃、最大吸収波長343nm)(2-(2-ヒドロキシ-ベンゾトリアゾール-2-イル)-4-tert-オクチルフェノール)。
TINUVIN 213(BASF社製、融点-40℃、最大吸収波長344nm)(5-(2-ヒドロキシ-ベンゾトリアゾール-2-イル)-4-ヒドロキシ-3-tert-ブチルベンゼンプロパン酸メチル)、TINUVIN 571(BASF社製、分子量393.6、融点-56℃、最大吸収波長343nm)(2-(2-ヒドロキシ-ベンゾトリアゾール-2-イル)-4-メチル-6-ドデシルフェノール)。
TINUVIN 1577FF(BASF社製、分子量425、融点148℃、最大吸収波長274nm)(2-[4,6-ジフェニル-1,3,5-トリアジン-2-イル]-5-(ヘキシルオキシ)フェノール)。
CHIMASSORB 81/FL(BASF社製、分子量326.4、融点48~49℃)(2-ヒドロキシ-4-(オクチルオキシ)ベンゾフェノン)。
TINUVIN 120(BASF社製、分子量438.7、融点192~197℃、最大吸収波長265nm)(2,4-ジ-tert-ブチルフェニル-3,5-ジ-tert-ブチル-4-ヒドロキシベンゾエート)。
CHIMASSORB 2020 FDL(BASF社製、分子量2600~3400、融点130~136℃)(ジブチルアミン1,3,5-トリアジン・N,N-ビス(2,2,6,6-テトラメチル-4-ピペリジル-1,6-ヘキサメチレンジアミン・N-(2,2,6,6-テトラメチル-4-ピペリジル)ブチルアミンの重縮合物)、CHIMASSORB 944 FDL(BASF社製、分子量2000~3100、融点100~135℃)(ポリ[{6-(1,1,3,3-テトラメチルブチル)アミノ-1,3,5-トリアジン-2,4-ジイル}{(2,2,6,6-テトラメチル-4-ピペリジル)イミノ}ヘキサメチレン{2,2,6,6-テトラメチル-4-ピペリジル)イミノ}])、TINUVIN 622 LD(BASF社製、分子量3100~4000、融点55~70℃)(ブタン二酸1-[2-(4-ヒドロキシ-2,2,6,6-テトラメチルピペリジノ)エチル])、TINUVIN 144(BASF社製、分子量685、融点146~150℃)(2-ブチル-2-[3,5-ジ(tert-ブチル)-4-ヒドロキシベンジル]マロン酸ビス(1,2,2,6,6-ペンタメチル-4-ピペリジル)、TINUVIN 292(BASF社製、分子量509)(セバシン酸ビス(1,2,2,6,6-ペンタメチル-4-ピペリジニル))、TINUVIN 770 DF(BASF社製、分子量481、融点81~85℃)(セバシン酸ビス(2,2,6,6-テトラメチルピペリジン-4-イル)。
本発明において、エラストマー組成物は酸化防止剤が配合されている。酸化防止剤は、紫外線吸収剤はラジカル補足剤として機能し、主に炭素ラジカルを補足することで、高分子の分子鎖の劣化を防止できる。酸化防止剤を以下に例示する。
IRGANOX1010(BASF製)、アデカスタブAO-60((株)ADEKA製)、スミライザーBP-101(住友化学(株)製)(ペンタエリスリチル・テトラキス[3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート])、IRGANOX1035(BASF製)(2,2-チオ-ジエチレンビス[3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート])、IRGANOX1076(BASF製)(オクタデシル-3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート)、IRGANOX1098(BASF製)(N,N’-ヘキサメチレンビス(3,5-ジ-t-ブチル-4-ヒドロキシ-ヒドロシンナマミド))、IRGANOX1135(BASF製)(イソオクチル-3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート])、IRGANOX1330(BASF製)(1,3,5-トリメチル-2,4,6-トリス(3,5-ジ-t-ブチル-4-ヒドロキシベンジル)ベンゼン)、IRGANOX1726(BASF製)(4,6-ビス(ドデシルチオメチル)-O-クレゾール)、IRGANOX1425(BASF製)(ビス(3,5-ジ-t-ブチル-4-ヒドロキシベンジルホスホン酸エチル)カルシウム(50%)、ポリエチレンワックス(50%))、IRGANOX1520(BASF製)(2,4-ビス[(オクチルチオ)メチル]-O-クレゾール)、IRGANOX245(BASF製)(トリエチレングリコール-ビス[3-(3-t-ブチル-5-メチル-4-ヒドロキシフェニル)プロピオネート])、IRGANOX259(BASF製)(1,6-ヘキサンジオール-ビス[3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート])、IRGANOX3114(BASF製)(トリス-(3,5-ジ-t-ブチル-4-ヒドロキシベンジル)-イソシアヌレイト)、IRGANOX5057(BASF製)(オクチル化ジフェニルアミン)、IRGANOX565(BASF製)(2,4-ビス-(n-オクチルチオ)-6-(4-ヒドロキシ-3,5-ジ-t-ブチルアニリノ)-1,3,5-トリアジン)、サイアノックスCY1790(サンケミカル(株)製)(1,3,5-トリス(4-t-ブチル-3-ヒドロキシ-2,6-ジメチルベンジル)イソシアヌル酸)、アデカスタブAO-40((株)ADEKA製)、スミライサーBBM(住友化学(株)製)(4,4’-ブチリデンビス(3-メチル-6-t-ブチルフェノール))、アデカスタブAO-50((株)ADEKA製)、スミライザーBP-76(住友化学(株)製)(ステアリル-β-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート)、アデカスタブAO-80((株)ADEKA製)、スミライザーGA-80(住友化学(株)製)(3,9-ビス[1,1-ジメチル-2-[β-(3-t-ブチル-4-ヒドロキシ-5-メチルフィエニル)プロピオニルオキシ]エチル]2,4,8,10-テトラオキサスピロ[5,5]-ウンデカン)。
リン系酸化防止剤は、過酸化物分解剤として使用され、熱加工成型時の酸化防止機能に優れており、以下のものを例示できる。
IRGASTAB FS 042(BASF製)(N,N-ジオクタデシルヒドロキシルアミン)。
IRGANOX B 225(BASF製)(IRGAFOS168:IRGANOX1010=1:1)、IRGANOX215(BASF製)(IRGAFOS168:IRGANOX1010=2:1)、IRGANOX220(BASF製)(IRGAFOS168:IRGANOX1010=3:1)、IRGANOX921(BASF製)(IRGAFOS168:IRGANOX1076=2:1)。
本発明において酸化防止剤は酸素吸収剤を包含する概念である。酸素吸収剤は空気中の酸素捕捉能がある一般的な酸素吸収剤を用いることができ、例えば、鉄粉の酸化反応を利用して空気中の酸素を吸収する鉄粉末酸素吸収剤をあげることができ、通常、表面積が0.5m2/g以上の鉄粉100重量部に対し、0.1~50重量部のハロゲン化金属、例えば塩化ナトリウム、臭化ナトリウム、塩化カルシウム、塩化マグネシウムなどのアルカリ金属またはアルカリ土類金属の塩素、臭素、ヨウ素などのハロゲン化物を組合せて用いる。これは両者の混合物として、また鉄粉表面をハロゲン化金属で被覆したものでもよい。なお、本発明に用いる酸素吸収剤にはさらにゼオライトなどの多孔性粒子に水分を含浸させたものをさらに組合せて前記酸素による鉄の酸化をさらに促進させることができる。特に、炭素ラジカルのラジカルトラップ剤としてヒンダードフェノール系酸化防止剤が好ましい。
本発明において、前記第1層及び第2層の少なくともいずれかは、熱可塑性エラストマー成分100質量に対し、粘着付与剤が0.1~100質量部、好ましくは1.0~20質量部の範囲で配合される。ここで粘着付与剤とはエラストマー組成物の粘着性を増進するための配合剤をいい、例えば次の粘着付与剤が例示される。
(ポリマー積層体)
本発明においてインナーライナーは前記第1層と第2層で構成されるポリマー積層体が使用される。ここで第1層、第2層は熱可塑性エラストマーを含むエラストマー組成物であり、加硫温度、例えば150℃~180℃において、金型中で軟化状態にある。軟化状態とは分子運動性が向上し固体と液体の中間状態を意味する。また、熱可塑性エラストマー組成物が軟化状態では、固体状態よりも反応性が向上するため、隣接する部材と粘着、接着する。そのため熱可塑性エラストマー組成物の形状変化や隣接部材との粘着、融着を防止するために、タイヤの製造の際には冷却工程を設けることが好ましい。冷却工程は、タイヤ加硫後に、10~300秒間、50~120℃に急冷しブラダー部内を冷却することができる。冷却媒体としては、空気、水蒸気、水およびオイルより選択される1種以上が使用される。かかる冷却工程を採用することでインナーライナーを薄く形成できる。
図1に示すバットレス領域Rsのインナーライナーの厚さ(Gs)は、耐空気透過性を阻害しない範囲でできるだけ薄くすることが好ましく、好ましくは0.05~0.3mmの範囲に設定される。
本発明の空気入りタイヤは、一般的な製造方法を用いることができる。まず前記ポリマー積層体PLを用いてインナンーライナーを製造する。空気入りタイヤ1の生タイヤに前記インナーライナーを適用して他の部材とともに加硫成形することによって製造することができる。ポリマー積層体PLを生タイヤに配置する際は、第2層PL2が、カーカスプライ6に接するようにタイヤ半径方向外側に向けて配置する。
<イソブチレン系変性共重合体>
(1)成分A-1:(スチレン/β-ピネン)-イソブチレン-(スチレン/β-ピネン)ブロック共重合体(β-ピネン含量:9.7質量%、数平均分子量(Mn):103,000)。
2Lのセパラブルフラスコの容器内を窒素で置換した後、注射器を用いて、モレキュラーシーブスで乾燥した、n-ヘキサン31.0mL及び同様に乾燥した塩化ブチル294.6mLを加え、重合容器を-70℃のドライアイスとメタノールの混合バス中につけて冷却した後、イソブチレンモノマー88.9mL(941.6mmol)が入っている三方コック付耐圧ガラス製液化採取管にテフロン(登録商標)製の送液チューブを接続し、重合容器内にイソブチレンモノマーを窒素圧により送液した。p-ジクミルクロライド0.148g(0.6mmol)及びα-ピコリン0.07g(0.8mmol)を加えた。さらに四塩化チタン0.87mL(7.9mmol)を加えて重合を開始した。重合開始から1.5時間に、同様な温度で撹拌を行った後、重合溶液から重合溶液の1mLをサンプルとして抜き取った。そして-70℃に冷却しておいたスチレンモノマー10.4g(99.4mmol)とβ-ピネン6.8g(49.7mmol)を均一に攪拌した後、重合容器内に添加した。スチレンとβ-ピネンを添加して45分後に約40mLのメタノールを加えて反応を終了させた。反応溶液から溶剤等を留去した後、トルエンに溶解し2回水洗を行った。そしてトルエン溶液を多量のメタノールに加えて重合体を沈殿させ、得られた生成物を60℃で24時間真空乾燥した。GPC法により得られたブロック共重合体の分子量を測定した。数平均分子量(Mn)は103,000、Mw/Mnは1.21である。
2Lのセパラブルフラスコの容器内を窒素で置換した後、注射器を用いてモレキュラーシーブスで乾燥した、n-ヘキサン31.0mL及び同様に乾燥した塩化ブチル294.6mLを加え、重合容器を-70℃のドライアイスとメタノールの混合バス中につけて冷却した後、イソブチレンモノマー88.9mL(941.6mmol)が入っている三方コック付耐圧ガラス製液化採取管にテフロン(登録商標)製の送液チューブを接続し、重合容器内にイソブチレンモノマーを窒素圧により送液した。p-ジクミルクロライド0.148g(0.6mmol)及びα-ピコリン0.07g(0.8mmol)を加えた。
2Lのセパラブルフラスコの重合容器内を窒素で置換した後、注射器を用いて、モレキュラーシーブスで乾燥した、n-ヘキサン31.0mL及びモレキュラーシーブスで乾燥した塩化ブチル294.6mLを加え、重合容器を-70℃のドライアイスとメタノール混合バス中につけて冷却した後、β-ピネン3.6g(26.3mmol)を添加した。
カネカ(株)社製の「シブスターSIBSTAR 102T(ショアA硬度25、スチレン成分含有量15質量%、重量平均分子量:100,000)」を用いた。
エクソンモービル(株)社製「エクソンクロロブチル1066」を用いた。
天然ゴムは、TSR20を用いた。
フィラーは、東海カーボン(株)社製「シーストV」(N660、N2SA:27m2/g)カーボンブラックを用いた。
上記エラストマー成分に、表1、表2に示す配合内容で熱可塑性エラストマー組成物を調製した。


表1、表2の配合に基づき、イソブチレン系変性共重合体(成分A)およびSIBSのエラストマー成分を、2軸押出機(スクリュ径:φ50mm、L/D:30、シリンダ温度:220℃)に投入混合してエラストマー組成物のペレットを得た。その後、Tダイ押出機(スクリュ径:φ80mm、L/D:50、ダイリップ幅:500mm、シリンダ温度:220℃)にてインナーライナー用のシートを作製した。
上述の方法で得られたインナーライナー用シートを使用して生タイヤを準備した。次に加硫工程において、170℃で20分間プレス成型して製造した。タイヤ加硫後に、100℃で3分間冷却して、金型から加硫タイヤ取り出して、図1に示す基本構造を有する195/65R15サイズの空気入りタイヤを製造した。
表1および表2において、SIBS+成分Aの混合層の厚さは、Gs以外の領域の平均厚さを示している。比較例1-1を除き、いずれの実施例、比較例においても、Gbは0.6mmである。
NR (注2) 20質量部
フィラー(注3) 60質量部
(注1)エクソンモービル(株)社製の「エクソンクロロブチル 1068」。
(注2)TSR20。
(注3)東海カーボン(株)社製の「シーストV」(N660、窒素吸着比表面積:27m2/g)。
実施例1-1~1-6は、SIBSにイソブチレン系変性共重合体(成分A)を混合したエラストマー組成物をインナーライナーに用いた例であり、Gs/Gbの値は0.75である。
実施例、比較例のシート及び空気入りタイヤの性能試験は以下の方法で行った。
JISK-6256「加硫ゴム及び熱可塑性ゴム-接着性の求め方」に準じて、試験片を作成し剥離試験を行った。インナーライナーとカーカスの剥離力を測定した。試験片の大きさは25mm幅で、剥離試験は23℃の室温条件下で行った。インナーライナーとカーカス剥離力は大きいほど好ましい。
JISK-6260「加硫ゴム及び熱可塑性ゴムのデマチャ屈曲亀裂試験方法」に準じて、中央に溝のある所定の試験片を作製した。インナーライナーは、厚さ0.3mmシートをゴムに貼り付けて加硫し、所定の試験片を作製した。試験片の溝の中心にあらかじめ切り込みを入れ、繰り返し屈曲変形を与え亀裂成長を測定する試験を行った。雰囲気温度23℃、歪30%、周期5Hzで、70万回、140万回、210万回時に亀裂長さを測定し、亀裂が1mm成長するのに要した屈曲変形の繰り返し回数を算出した。比較例1-1の値を基準(100)として、実施例および比較例のポリマー積層体の屈曲疲労性について指数表示した。数値が大きい方が、亀裂が成長しにくく良好といえる。例えば、実施例1-1の指数は以下の式で求められる。
<静的空気圧低下率試験>
上述の方法で製造した195/65R15スチールラジアルPCタイヤをJIS規格リム15×6JJに組み付け、初期空気圧300Kpaを封入し、90日間室温で放置し、空気圧の低下率を計算した。
195/65R15スチールラジアルPCタイヤを周方向に8等分し、それぞれの箇所で、幅20mmでタイヤ径方向に沿って切断した8個のカットサンプルを作成し、この8個のカットサンプルについて、それぞれのバットレス領域Rsとビード領域Rbにおいて等間隔に5等分した5点についてインナーライナー層の厚さを測定した。それぞれ測定した合計40点の測定値の算術平均値をGs、Gbとした。
195/65R15スチールラジアルPCタイヤをJIS規格リム15×6JJに組み付け、正規の空気圧を充填し、JATMA YEAR BOOKで空気圧-付加能力対応表より、この空気圧に対応する最大荷重を負荷し、速度80km/hでドラム上で走行し、外観目視にて確認可能な損傷が発生した時点で走行を終了し走行距離を求めた。比較例1-1の走行距離を100とし指数で示す。指数が大きいほど、耐クラック性が優れている。
表1及び表2において、本発明の実施例1-1~1-9は比較例1-1~1-11に比べて、いずれも剥離力、屈曲疲労性、静的空気低下率および耐クラック性において総合的に優れていることが認められる。
カネカ(株)社製の「シブスターSIBSTAR 102T(ショアA硬度25、スチレン成分含有量15質量%、重量平均分子量:100,000)」を用いた。
2リットルのセパラブルフラスコにスチレン―イソブチレンブロック共重合体75g(スチレン含量30%、スチレンユニットのモル数0.216モル)を入れて、容器内を窒素で置換した。注射器を用いて、モレキュラーシーブスで乾燥したn-ヘキサン1200mL及びモレキュラーシーブスで乾燥したn-ブチルクロリド1800ミリリットルを加えた。
上記、SIBSおよび変性SIBSを2軸押出機(スクリュ径:φ50mm、L/D:30、シリンダ温度:220℃)にてペレット化した。その後、Tダイ押出機(スクリュ径:φ80mm、L/D:50、ダイリップ幅:500mm、シリンダ温度:220℃、フィルムゲージ:0.3mm)にてポリマーシートを作製した。


実施例において、カーカスプライのトッピングゴムの配合は、以下のとおりである。
天然ゴム(注1) 70質量部
合成ゴム(SBR1502) 30質量部
カーボンブラック(注2) 45質量部
酸化亜鉛 3質量部
硫黄 3質量部
加硫促進剤(注3) 1質量部
加硫助剤 1質量部
(注1)TSR20
(注2)東海カーボン(株)社製「シースト3」(N330)
(注3)大内新興化学社製「ノクセラーCZ」
<比較例2-1>
比較例2-1のインナーライナーには、次の配合成分をバンバリーミキサーで混合し、カレンダーロールにてシート化して厚さ1.0mmのポリマーフィルムを得た。Gs/Gbの値は1である。
天然ゴム(注2) 20質量部
フィラー(注3) 60質量部
(注1)エクソンモービル(株)社製の「エクソンクロロブチル 1068」
(注2)TSR20
(注3)東海カーボン(株)社製の「シーストV」(N660、窒素吸着比表面積:27m2/g)
<比較例2-2、2-7>
比較例2-2はSIBSをポリマーシートに用い、比較例2-7は変性SIBSをポリマーシートに用い、その厚さ(Gb)は、0.6mmである。Gs/Gbの値は1である。
変性SIBSとSIBSの混合物、さらに粘着付与剤の混合物のポリマーシートで厚さ(Gb)は0.60mmのものをインナーライナーに適用した。Gs/Gbの値は1である。
変性SIBSとSIBSの混合物、さらに粘着付与剤の混合物のポリマーシートで厚さ(Gb)は、0.60mmのものをインナーライナーに適用した。Gs/Gbの値は0.75である。
実施例2-1、2-3、2-7~2-9は、ポリマーシートにSIBS、変性SIBSおよび粘着付与剤を混合した例で、実施例2-7~2-9は、Gs/Gbの値を変更している。
実施例2-2、2-4は、ポリマーシートにSIBSと変性SIBSを混合した例で、Gs/Gbの値は、いずれも0.75である。
実施例、比較例の空気入りタイヤの性能試験の方法を以下に示す。
JIS-K6256「加硫ゴム及び熱可塑性ゴム-接着性の求め方」にしたがって剥離試験を行い、インナーライナーとカーカスの剥離力(IL/カーカス剥離力)を測定した。試験片の大きさは25mm幅で、剥離試験は23℃の室温条件下で行った。インナーライナーとカーカス剥離力は大きいほど好ましい。
JIS-K6260「加硫ゴム及び熱可塑性ゴムのデマチャ屈曲亀裂試験方法」に準じて、中央に溝のある所定の試験片を作製した。インナーライナーは、厚さ0.3mmシートをゴムに貼り付けて加硫し、所定の試験片を作製した。試験片の溝の中心にあらかじめ切り込みを入れ、繰り返し屈曲変形を与え亀裂成長を測定する試験を行った。雰囲気温度23℃、歪30%、周期5Hzで、70万回、140万回、210万回時に亀裂長さを測定し、亀裂が1mm成長するのに要した屈曲変形の繰り返し回数を算出した。比較例2-1の値を基準(100)として、実施例および比較例の屈曲疲労性について指数表示した。数値が大きい方が、亀裂が成長しにくく良好といえる。例えば、実施例2-1の指数は以下の式で求められる。
<静的空気圧低下率試験>
195/65R15スチールラジアルPCタイヤをJIS規格リム15×6JJに組み付け、初期空気圧300Kpaを封入し、90日間室温で放置し、空気圧の低下率を計算した。
195/65R15スチールラジアルPCタイヤを周方向に8等分し、それぞれの箇所で、幅20mmでタイヤ径方向に沿って切断した8個のカットサンプルを作成し、この8個のカットサンプルについて、それぞれのバットレス領域Rsとビード領域Rbにおいて等間隔に5等分した5点についてインナーライナー層の厚さを測定した。それぞれ測定した合計40点の測定値の算術平均値をGs、Gbとした。
195/65R15スチールラジアルPCタイヤをJIS規格リム15×6JJに組み付け、正規の空気圧を充填し、JATMA YEAR BOOKで空気圧-付加能力対応表より、この空気圧に対応する最大荷重を負荷し、速度80km/hで、ドラム上で走行し、外観目視にて確認可能な損傷が発生した時点で走行を終了し走行距離を求めた。比較例2-1の走行距離を100とし指数で示す。指数が大きいほど耐クラック性が優れている。
本発明の第1層および第2層よりなるポリマー積層体の製造に用いた熱可塑性エラストマー(SIB、SIBS、SIS及びSIBS変性共重合体)、紫外線吸収剤、酸化防止剤は以下のとおり調整した。
攪拌機付き2L反応容器に、メチルシクロヘキサン(モレキュラーシーブスで乾燥したもの)589mL、n-ブチルクロライド(モレキュラーシーブスで乾燥したもの)613ml、クミルクロライド0.550gを加えた。反応容器を-70℃に冷却した後、α-ピコリン(2-メチルピリジン)0.35mL、イソブチレン179mLを添加した。さらに四塩化チタン9.4mLを加えて重合を開始し、-70℃で溶液を攪拌しながら2.0時間反応させた。次に反応容器にスチレン59mLを添加し、さらに60分間反応を続けた後、大量のメタノールを添加して反応を停止させた。反応溶液から溶剤などを除去した後に、重合体をトルエンに溶解して2回水洗した。このトルエン溶液をメタノール混合物に加えて重合体を沈殿させ、得られた重合体を60℃で24時間乾燥することによりスチレン-イソブチレンジブロック共重合体を得た(スチレン成分含有量:15質量%、重量平均分子量:70,000)。
カネカ(株)社製の「シブスターSIBSTAR 102T(ショアA硬度25、スチレン成分含有量15質量%、重量平均分子量:100,000)」を用いた。
クレイトンポリマー社製のD1161JP(スチレン成分含有量15質量%、重量平均分子量:150,000)を用いた。
2リットルのセパラブルフラスコにスチレン―イソブチレンブロック共重合体75g(スチレン含量30%、スチレンユニットのモル数0.216モル)を入れて、容器内を窒素で置換した。注射器を用いて、モレキュラーシーブスで乾燥したn-ヘキサン1200mL及びモレキュラーシーブスで乾燥したn-ブチルクロリド1800ミリリットルを加えた。
(株)ADEKA社製のベンゾトリアゾール系紫外線吸収剤として「アデカスタブLA-36」(2-(2’-ヒドロキシ-3’-ter-ブチル-5’-メチルフェニル)-5-クロロベンゾトリアゾール)を用いた。この紫外線吸収剤は融点が138~141℃、分子量315.8、最大吸収波長が353nmである。
BASF社製のヒンダードフェノール系酸化防止剤として「IRGANOX 1010」(ペンタエリスリチル・テトラキス(3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート)を用いた。この酸化防止剤の融点は110~125℃であり、比重が1.15、分子量が117.7である。
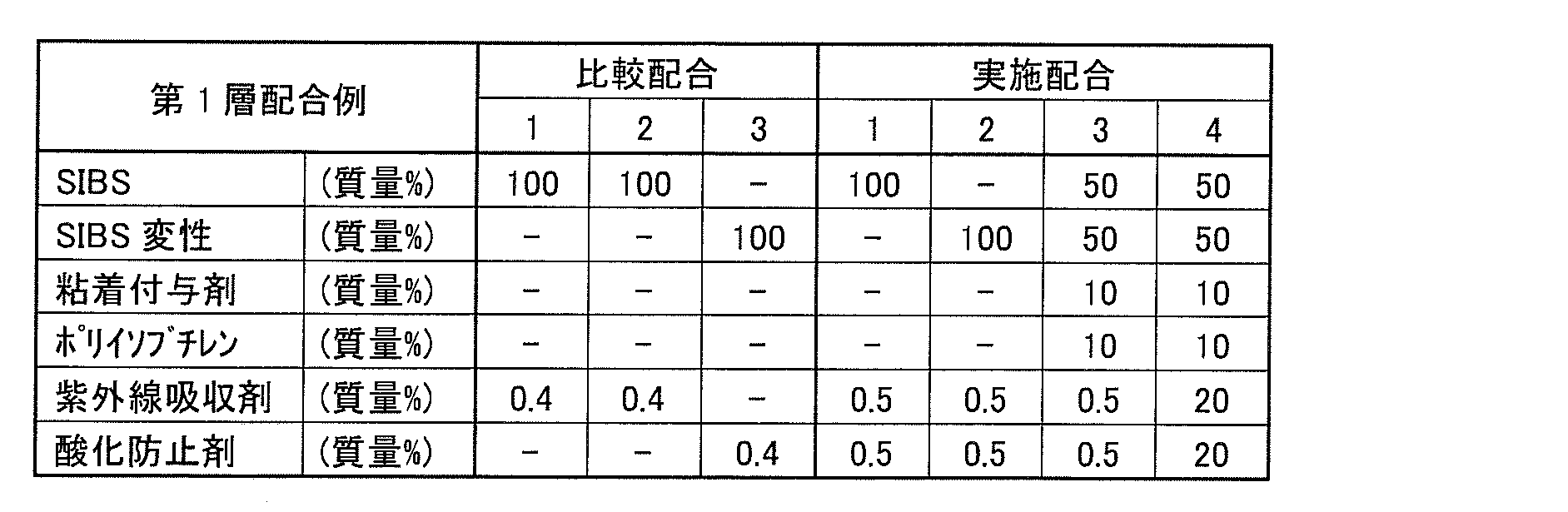

(注2)ポリイソブチレン:新日本石油(株)社製、「テトラックス3T」(粘度平均分子量30,000、重量平均分子量、49,000)。
表5、表6の実施配合、比較配合に基づき、SIBS変性共重合体、SIBS、SISおよびSIBなどの熱可塑性エラストマー組成物を、2軸押出機(スクリュ径:φ50mm、L/D:30、シリンダ温度:220℃)にてペレット化した。その後、Tダイ押出機(スクリュ径:φ80mm、L/D:50、ダイリップ幅:500mm、シリンダ温度:220℃、フィルムゲージ:第1層は0.25mm、第2a層及び第2b層は、いずれも0.05mm)にてインナーライナーを作製した。
空気入りタイヤは、図1に示す基本構造を有する195/65R15サイズのものを製造した。上記ポリマー積層体をインナーライナーに用いて生タイヤを製造し、170℃で20分間プレス加硫を行った。加硫タイヤを加硫金型から取り出すことなく、110℃で3分間冷却した後に加硫金型から取り出した。冷却媒体としては水を使用した。
表7において、比較例3-1、3-2は、第1層にSIBSを、第2層にSISを用い、Gs/Gが、それぞれ1、0.5のインナーライナーの例である。比較例3-3は、第1層にSIBSを、第2層にSISを用いたインナーライナーの例である。比較例3-4は第1層にSIBSを第2層にSIBを用いたインナーライナーの例である。比較例3-5は、第1層にSIBS変性共重合体を、第2層にSISを用いたインナーライナーの例である。
表8において、比較例3-6は、第1層および第2層に実施例3-4と同じ配合を用いて、Gs/Gが1のインナーライナーの例である。実施例3-10~3-13は、第1層および第2層に比較例3-6と同じ配合でGs/Gの値を変化させたインナーライナーの例である。比較例3-6よりも実施例3-10~3-13は、耐候性、耐屈曲亀裂成長性、耐空気透過性および転がり抵抗性が総合的に優れていることが認められる。


前述の如く製造された空気入りタイヤに関し、以下の性能試験をおこなった。
タイヤインナーライナー内部について、スガ試験機(株)製サンシャインスーパーロングライフウェザーメーターを用いて、次の条件で耐候性試験を行った。槽内温度63℃、湿度50%、60℃中、12分間降雨の条件で60時間照射し、試験後のインナーライナーの亀裂個数を求めた。比較例3-1を基準として、他の比較例、実施例との亀裂個数の相対値を求め、以下の式に基づき耐候性指数を算出した。数値が大きいほど耐候性に優れている。
<屈曲亀裂成長試験>
耐久走行試験は、インナーライナーが割れたり剥がれたりするかどうかで評価した。試作タイヤをJIS規格リム15×6JJに組み付け、タイヤ内圧は150KPaで通常よりも低内圧に設定し、荷重は600kg、速度100km/h、走行距離20,000kmでタイヤの内部を観察し、亀裂、剥離の数を測定した。比較例3-1を基準として、各比較例、実施例の亀裂成長性を指数で表示した。指数の値が大きいほど、屈曲亀裂成長が小さいことを示す。
<静的空気圧低下率試験>
上述の方法で製造した195/65R15スチールラジアルPCタイヤをJIS規格リム15×6JJに組み付け、初期空気圧300Kpaを封入し、90日間室温で放置し、空気圧の低下率を計算した。
195/65R15スチールラジアルPCタイヤを周方向に8等分し、それぞれの箇所で、幅20mmでタイヤ径方向に沿って切断した8個のカットサンプルを作成し、この8個のカットサンプルについて、それぞれのバットレス領域Rsとビード領域Rbにおいて等間隔に5等分した5点についてインナーライナー層の厚さを測定した。それぞれ測定した合計40点の測定値の算術平均値をGs、Gbとした。
(株)神戸製鋼所製の転がり抵抗試験機を用いて、試作タイヤをJIS規格リム15×6JJに組み付け、荷重3.4kN、空気圧230kPa、速度80km/hの条件で、室温(38℃)にて走行させて転がり抵抗を測定した。そして、下記の計算式に基づき比較例3-1を基準100として、実施例の転がり抵抗変化率(%)を指数で表示した。転がり抵抗変化率が大きいほど、転がり抵抗が低減されていることを示す。
<総合判定>
判定Aは、次の条件をすべて満たしたものをいう。
(a)耐候性指数が105以上。
(b)屈曲亀裂成長指数が120以上。
(c)静的空気圧低下率が2.7未満。
(d)転がり抵抗指数が105以上。
(a)耐候性指数が100未満。
(b)屈曲亀裂成長指数が120未満。
(c)静的空気圧低下率が2.7以上。
(d)転がり抵抗指数が105より小さい。
Claims (17)
- タイヤ内側にインナーライナーを備えた空気入りタイヤであって、
前記インナーライナーは、スチレン-イソブチレン-スチレントリブロック共重合体の7質量%以上で93質量%以下と、β-ピネン成分を含むイソブチレン系変性共重合体の7質量%以上で93質量%以下が混合されたエラストマー成分を含むエラストマー組成物からなるシートで構成され、
前記インナーライナーは、タイヤ最大幅位置からビードトウに亘るビード領域Rbの平均厚さGbと、タイヤ最大幅位置からベルト層端の対応位置Luに亘るバットレス領域Rsの平均厚さGsの比Gs/Gbが、0.30~0.75である空気入りタイヤ。 - 前記スチレン-イソブチレン-スチレントリブロック共重合体はスチレン成分含有量が10~30質量%であり、重量平均分子量が50,000~400,000である請求項1に記載の空気入りタイヤ。
- 前記エラストマー組成物のエラストマー成分中にイソブチレン系変性共重合体を10質量%以上で90質量%以下含む請求項1または2に記載の空気入りタイヤ。
- 前記イソブチレン系変性共重合体のβ-ピネン含有量が、0.5~25重量%であることを特徴とする請求項1~3のいずれかに記載の空気入りタイヤ。
- 前記イソブチレン系変性共重合体の重量平均分子量Mwが30,000~300,000であり、かつ分子量分布の値(重量平均分子量Mw/数平均分子量Mn)が1.3以下であることを特徴とする請求項1~4のいずれかに記載の空気入りタイヤ。
- 前記インナーライナーのバットレス領域の平均厚さGsは、0.05~0.45mmである請求項1~5のいずれかに記載の空気入りタイヤ。
- タイヤ内側にインナーライナーを備えた空気入りタイヤであって、
前記インナーライナーは、スチレン-イソブチレン-スチレントリブロック共重合体のスチレンブロック部分が、不飽和結合を有する酸塩化物もしくは酸無水物で変性されたSIBS変性共重合体を含むエラストマー組成物からなるポリマーシートで構成され、
該インナーライナーは、タイヤ最大幅位置からビードトウに亘るビード領域Rbの平均厚さGbより、タイヤ最大幅位置からベルト層端の対応位置Luに亘るバットレス領域Rsの平均厚さGsとの比(Gs/Gb)が、0.30~0.75である空気入りタイヤ。 - 前記スチレン-イソブチレン-スチレントリブロック共重合体はスチレン成分含有量が10~30質量%であり、重量平均分子量が50,000~400,000の範囲である請求項7に記載の空気入りタイヤ。
- 前記SIBS変性共重合体が、エラストマー成分中に10質量%以上で100質量%以下である請求項7または8記載の空気入りタイヤ。
- 前記エラストマー成分は、スチレン-イソブチレン-スチレントリブロック共重合体とSIBS変性共重合体の混合物である請求項7~9のいずれかに記載の空気入りタイヤ。
- エラストマー組成物には、粘着付与剤が、エラストマー成分100質量部に対し、0.1~100質量部配合されている請求項7~10のいずれかに記載の空気入りタイヤ。
- 前記インナーライナーのバットレス領域の平均厚さGsは、0.05~0.40mmである請求項7~11のいずれかに記載の空気入りタイヤ。
- トレッド部から左右両側のビード部に亘るカーカス層と、そのクラウン部外側にベルト層と、前記カーカス層の内側にインナーライナーを配置した空気入りタイヤにおいて、
前記インナーライナーは、タイヤ内側に配置される第1層と、前記カーカスプライのゴム層と接するように配置される第2層で構成されており、
(A)前記第1層は、スチレン-イソブチレン-スチレンブロック共重合体およびスチレン-イソブチレン-スチレンブロック共重合体のスチレンブロック部分が不飽和結合を有する酸塩化物もしくは酸無水物で変性されたSIBS変性共重合体の、少なくともいずれかを含む熱可塑性エラストマーと紫外線吸収剤および酸化防止剤を含むエラストマー組成物であり、
(B)前記第2層は、スチレン-イソプレン-スチレンブロック共重合体およびスチレン-イソブチレンブロック共重合体の少なくともいずれかを含むエラストマーを含み、
前記第1層及び前記第2層は紫外線吸収剤および酸化防止剤は合計でエラストマー成分の0.5質量%~40質量%含むエラストマー組成物であり、
前記インナーライナーは、タイヤ最大幅位置からビードトウに亘るビード領域Rbの平均厚さGbより、タイヤ最大幅位置からベルト層端の対応位置Luに亘るバットレス領域Rsの平均厚さGsが薄いことを特徴とする空気入りタイヤ。 - 前記インナーライナーのバットレス領域の平均厚さGsと、ビード領域の平均厚さGbの比(Gs/Gb)は、0.5~0.7である請求項13に記載の空気入りタイヤ。
- 前記インナーライナーのバットレス領域の平均厚さGsは、0.06~0.30mmである請求項13または14に記載の空気入りタイヤ。
- 前記第1層および前記第2層のいずれかのエラストマー組成物は、SIBS変性共重合体がエラストマー成分の5質量%~100質量%配合されている請求項13~15のいずれかに記載の空気入りタイヤ。
- 前記第1層および第2層のいずれかのエラストマー組成物は、粘着付与剤またはポリイソブチレンが配合されている請求項13~16のいずれかに記載の空気入りタイヤ。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/353,235 US9902199B2 (en) | 2011-11-09 | 2012-07-27 | Pneumatic tire |
| KR20147013189A KR20140088154A (ko) | 2011-11-09 | 2012-07-27 | 공기 타이어 |
| IN3562CHN2014 IN2014CN03562A (ja) | 2011-11-09 | 2012-07-27 | |
| EP12847349.3A EP2774779B1 (en) | 2011-11-09 | 2012-07-27 | Pneumatic tire |
| CN201280054938.0A CN103917380A (zh) | 2011-11-09 | 2012-07-27 | 充气轮胎 |
| BR112014011050A BR112014011050A2 (pt) | 2011-11-09 | 2012-07-27 | pneumático |
| RU2014118360/04A RU2014118360A (ru) | 2011-11-09 | 2012-07-27 | Пневматическая шина |
| US15/870,300 US20180134077A1 (en) | 2011-11-09 | 2018-01-12 | Pneumatic tire |
| US15/869,895 US20180134075A1 (en) | 2011-11-09 | 2018-01-12 | Pneumatic tire |
| US15/869,920 US20180134076A1 (en) | 2011-11-09 | 2018-01-12 | Pneumatic tire |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011245502A JP5143945B1 (ja) | 2011-11-09 | 2011-11-09 | 空気入りタイヤ |
| JP2011-245502 | 2011-11-09 | ||
| JP2011-270102 | 2011-12-09 | ||
| JP2011270102A JP5342636B2 (ja) | 2011-12-09 | 2011-12-09 | 空気入りタイヤ |
| JP2012032590A JP5143958B1 (ja) | 2012-02-17 | 2012-02-17 | 空気入りタイヤ |
| JP2012-032590 | 2012-02-17 |
Related Child Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/353,235 A-371-Of-International US9902199B2 (en) | 2011-11-09 | 2012-07-27 | Pneumatic tire |
| US15/869,895 Division US20180134075A1 (en) | 2011-11-09 | 2018-01-12 | Pneumatic tire |
| US15/870,300 Division US20180134077A1 (en) | 2011-11-09 | 2018-01-12 | Pneumatic tire |
| US15/869,920 Division US20180134076A1 (en) | 2011-11-09 | 2018-01-12 | Pneumatic tire |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013069342A1 true WO2013069342A1 (ja) | 2013-05-16 |
Family
ID=48289717
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/069159 Ceased WO2013069342A1 (ja) | 2011-11-09 | 2012-07-27 | 空気入りタイヤ |
Country Status (8)
| Country | Link |
|---|---|
| US (4) | US9902199B2 (ja) |
| EP (1) | EP2774779B1 (ja) |
| KR (1) | KR20140088154A (ja) |
| CN (1) | CN103917380A (ja) |
| BR (1) | BR112014011050A2 (ja) |
| IN (1) | IN2014CN03562A (ja) |
| RU (1) | RU2014118360A (ja) |
| WO (1) | WO2013069342A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2014087697A1 (ja) * | 2012-12-04 | 2017-01-05 | 住友ゴム工業株式会社 | 空気入りタイヤ |
| US10272721B2 (en) | 2012-08-01 | 2019-04-30 | Sumitomo Rubber Industries, Ltd. | Pneumatic tire including inner liner |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9636955B2 (en) * | 2014-06-11 | 2017-05-02 | The Goodyear Tire & Rubber Company | Tire temperature predictive system and method |
| FR3033571B1 (fr) * | 2015-03-09 | 2017-03-10 | Michelin & Cie | Objet pneumatique pourvu d'une couche elastomere etanche aux gaz de gonflage a base d'un coupage d'elastomeres thermoplastiques sous forme de copolymeres a blocs |
| FR3033569B1 (fr) * | 2015-03-09 | 2017-03-10 | Michelin & Cie | Objet pneumatique pourvu d'une couche elastomere a base d'un elastomere thermoplastique sous forme d'un copolymere a blocs (a-b-(a-co-b)) n-b-c |
| FR3033568B1 (fr) * | 2015-03-09 | 2017-03-10 | Michelin & Cie | Objet pneumatique pourvu d'une couche elastomere etanche aux gaz de gonflage a base d'un elastomere thermoplastique sous forme d'un copolymere a blocs (a-b-b) n-b-c |
| FR3033567B1 (fr) * | 2015-03-09 | 2017-03-10 | Michelin & Cie | Objet pneumatique pourvu d'une couche elastomere etanche aux gaz de gonflage a base d'un elastomere thermoplastique sous forme d'un copolymere a blocs |
| US20200009912A1 (en) * | 2016-06-28 | 2020-01-09 | Bridgestone Americas Tire Operations, Llc | Methods for treating inner liners, inner liners resulting therefrom and tires containing such inner liners |
| CN114056007B (zh) * | 2020-08-10 | 2024-12-31 | 南通奥福路科技有限公司 | 轮胎及制造方法 |
| CN116829375A (zh) * | 2021-02-25 | 2023-09-29 | 住友橡胶工业株式会社 | 轮胎 |
| JP2025129868A (ja) * | 2024-02-26 | 2025-09-05 | 住友ゴム工業株式会社 | 空気入りタイヤ |
Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6248704A (ja) | 1985-06-20 | 1987-03-03 | ザ・ユニバ−シテイ・オブ・アクロン | オレフィン又はジオレフィンのリビング重合又は共重合反応用開始剤系 |
| JPS6462308A (en) | 1986-08-25 | 1989-03-08 | Pii Kenedeii Jiyosefu | Complex and its production |
| JPH0919987A (ja) | 1995-07-07 | 1997-01-21 | Gunze Ltd | 積層体 |
| JP2999188B1 (ja) | 1998-11-25 | 2000-01-17 | 横浜ゴム株式会社 | 熱可塑性エラストマー組成物およびそれを使用した空気入りタイヤ、ホース |
| JP2005343379A (ja) | 2004-06-04 | 2005-12-15 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| WO2007116983A1 (ja) | 2006-04-04 | 2007-10-18 | The Yokohama Rubber Co., Ltd. | 表面に遮光層を有する空気入りタイヤ |
| JP2007291256A (ja) | 2006-04-26 | 2007-11-08 | Sumitomo Rubber Ind Ltd | 空気入りタイヤ |
| JP2008024219A (ja) | 2006-07-24 | 2008-02-07 | Bridgestone Corp | 空気入りタイヤ |
| JP2008174037A (ja) | 2007-01-17 | 2008-07-31 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2009298986A (ja) | 2008-06-17 | 2009-12-24 | Yokohama Rubber Co Ltd:The | エラストマー組成物の製造方法及びそれを用いた空気入りタイヤ |
| JP2010195969A (ja) | 2009-02-26 | 2010-09-09 | Kaneka Corp | イソブチレン系ブロック共重合体 |
| JP2010195864A (ja) * | 2009-02-23 | 2010-09-09 | Kaneka Corp | イソブチレン系ブロック共重合体 |
| JP4551005B2 (ja) | 2001-02-02 | 2010-09-22 | 株式会社カネカ | 熱可塑性エラストマー組成物 |
| JP2011051320A (ja) * | 2009-09-04 | 2011-03-17 | Sumitomo Rubber Ind Ltd | ポリマー積層体およびそれをインナーライナーに用いた空気入りタイヤ |
| JP2011074309A (ja) * | 2009-10-01 | 2011-04-14 | Sumitomo Rubber Ind Ltd | インナーライナー用ポリマー組成物およびそれを用いた空気入りタイヤ |
| JP2011074237A (ja) * | 2009-09-30 | 2011-04-14 | Sumitomo Rubber Ind Ltd | インナーライナー用ポリマー組成物およびそれを用いた空気入りタイヤ |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1190766A (en) * | 1966-08-10 | 1970-05-06 | Dunlop Company Ltd Formerly Du | Improvements in and relating to Pneumatic Tyres |
| CA1304851C (en) * | 1987-06-05 | 1992-07-07 | Eizi Ukita | Molding material for optics |
| EP0706878B1 (en) | 1994-09-13 | 2000-08-23 | Gunze Limited | Laminate |
| US6706010B1 (en) * | 1997-10-08 | 2004-03-16 | Kaneka Corporation | Balloon catheter and method of production thereof |
| WO1999036471A1 (en) | 1998-01-13 | 1999-07-22 | The Yokohama Rubber Co., Ltd. | Thermoplastic elastomer composition, process for producing the same, and pneumatic tire and hose made with the same |
| JP2003113286A (ja) * | 2001-10-04 | 2003-04-18 | Kanegafuchi Chem Ind Co Ltd | グリップ性の改良されたゴム組成物およびその製造方法 |
| TW200416253A (en) * | 2002-10-03 | 2004-09-01 | Sekisui Chemical Co Ltd | Thermoplastic saturated norbornene based resin film, and method for producing the same |
| JP2005344030A (ja) * | 2004-06-04 | 2005-12-15 | Kaneka Corp | 熱可塑性樹脂組成物 |
| JPWO2006132230A1 (ja) | 2005-06-07 | 2009-01-08 | 株式会社カネカ | 樹脂組成物 |
| US8691373B2 (en) * | 2006-01-10 | 2014-04-08 | The Yokohama Rubber Co., Ltd. | Laminate or thermoplastic polymer composition having low air permeability and pneumatic tire using same as inner liner |
| JP5132133B2 (ja) * | 2006-11-20 | 2013-01-30 | 東洋ゴム工業株式会社 | インナーライナー用ゴム組成物及び空気入りタイヤ |
| FR2916679B1 (fr) * | 2007-05-29 | 2009-08-21 | Michelin Soc Tech | Objet pneumatique pourvu d'une couche etanche aux gaz a base d'un elastomere thermoplastique |
| FR2916680B1 (fr) * | 2007-05-29 | 2009-08-21 | Michelin Soc Tech | Objet pneumatique pourvu d'une couche etanche aux gaz a base d'un elastomere thermoplastique et d'une huile polybutene |
| JP2009173051A (ja) | 2008-01-21 | 2009-08-06 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ及びその製造方法 |
| JP4435253B2 (ja) | 2008-03-26 | 2010-03-17 | 住友ゴム工業株式会社 | インナーライナーおよび空気入りタイヤ |
| FR2934603B1 (fr) * | 2008-08-01 | 2012-12-14 | Michelin Soc Tech | Composition auto-obturante pour objet pneumatique. |
| JP5172597B2 (ja) * | 2008-10-21 | 2013-03-27 | 株式会社カネカ | 空気入りタイヤ用インナーライナー |
| US20130225765A1 (en) * | 2010-10-29 | 2013-08-29 | Kaneka Corporation | Isobutylene-based block copolymer composition |
-
2012
- 2012-07-27 KR KR20147013189A patent/KR20140088154A/ko not_active Withdrawn
- 2012-07-27 BR BR112014011050A patent/BR112014011050A2/pt not_active Application Discontinuation
- 2012-07-27 CN CN201280054938.0A patent/CN103917380A/zh active Pending
- 2012-07-27 US US14/353,235 patent/US9902199B2/en not_active Expired - Fee Related
- 2012-07-27 RU RU2014118360/04A patent/RU2014118360A/ru unknown
- 2012-07-27 IN IN3562CHN2014 patent/IN2014CN03562A/en unknown
- 2012-07-27 EP EP12847349.3A patent/EP2774779B1/en not_active Not-in-force
- 2012-07-27 WO PCT/JP2012/069159 patent/WO2013069342A1/ja not_active Ceased
-
2018
- 2018-01-12 US US15/869,920 patent/US20180134076A1/en not_active Abandoned
- 2018-01-12 US US15/869,895 patent/US20180134075A1/en not_active Abandoned
- 2018-01-12 US US15/870,300 patent/US20180134077A1/en not_active Abandoned
Patent Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6248704A (ja) | 1985-06-20 | 1987-03-03 | ザ・ユニバ−シテイ・オブ・アクロン | オレフィン又はジオレフィンのリビング重合又は共重合反応用開始剤系 |
| JPS6462308A (en) | 1986-08-25 | 1989-03-08 | Pii Kenedeii Jiyosefu | Complex and its production |
| JPH0919987A (ja) | 1995-07-07 | 1997-01-21 | Gunze Ltd | 積層体 |
| JP2999188B1 (ja) | 1998-11-25 | 2000-01-17 | 横浜ゴム株式会社 | 熱可塑性エラストマー組成物およびそれを使用した空気入りタイヤ、ホース |
| JP2000159936A (ja) | 1998-11-25 | 2000-06-13 | Yokohama Rubber Co Ltd:The | 熱可塑性エラストマー組成物およびそれを使用した空気入りタイヤ、ホース |
| JP4551005B2 (ja) | 2001-02-02 | 2010-09-22 | 株式会社カネカ | 熱可塑性エラストマー組成物 |
| JP2005343379A (ja) | 2004-06-04 | 2005-12-15 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| WO2007116983A1 (ja) | 2006-04-04 | 2007-10-18 | The Yokohama Rubber Co., Ltd. | 表面に遮光層を有する空気入りタイヤ |
| JP2007291256A (ja) | 2006-04-26 | 2007-11-08 | Sumitomo Rubber Ind Ltd | 空気入りタイヤ |
| JP2008024219A (ja) | 2006-07-24 | 2008-02-07 | Bridgestone Corp | 空気入りタイヤ |
| JP2008174037A (ja) | 2007-01-17 | 2008-07-31 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2009298986A (ja) | 2008-06-17 | 2009-12-24 | Yokohama Rubber Co Ltd:The | エラストマー組成物の製造方法及びそれを用いた空気入りタイヤ |
| JP2010195864A (ja) * | 2009-02-23 | 2010-09-09 | Kaneka Corp | イソブチレン系ブロック共重合体 |
| JP2010195969A (ja) | 2009-02-26 | 2010-09-09 | Kaneka Corp | イソブチレン系ブロック共重合体 |
| JP2011051320A (ja) * | 2009-09-04 | 2011-03-17 | Sumitomo Rubber Ind Ltd | ポリマー積層体およびそれをインナーライナーに用いた空気入りタイヤ |
| JP2011074237A (ja) * | 2009-09-30 | 2011-04-14 | Sumitomo Rubber Ind Ltd | インナーライナー用ポリマー組成物およびそれを用いた空気入りタイヤ |
| JP2011074309A (ja) * | 2009-10-01 | 2011-04-14 | Sumitomo Rubber Ind Ltd | インナーライナー用ポリマー組成物およびそれを用いた空気入りタイヤ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2774779A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10272721B2 (en) | 2012-08-01 | 2019-04-30 | Sumitomo Rubber Industries, Ltd. | Pneumatic tire including inner liner |
| JPWO2014087697A1 (ja) * | 2012-12-04 | 2017-01-05 | 住友ゴム工業株式会社 | 空気入りタイヤ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103917380A (zh) | 2014-07-09 |
| KR20140088154A (ko) | 2014-07-09 |
| US20140246136A1 (en) | 2014-09-04 |
| EP2774779B1 (en) | 2016-11-02 |
| US9902199B2 (en) | 2018-02-27 |
| US20180134075A1 (en) | 2018-05-17 |
| BR112014011050A2 (pt) | 2017-05-02 |
| US20180134076A1 (en) | 2018-05-17 |
| EP2774779A1 (en) | 2014-09-10 |
| IN2014CN03562A (ja) | 2015-10-09 |
| RU2014118360A (ru) | 2015-12-20 |
| US20180134077A1 (en) | 2018-05-17 |
| EP2774779A4 (en) | 2015-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9902199B2 (en) | Pneumatic tire | |
| US10464300B2 (en) | Method for manufacturing pneumatic tire | |
| JP5138758B2 (ja) | 空気入りタイヤ | |
| US9469163B2 (en) | Pneumatic tire | |
| JP6367793B2 (ja) | 空気入りタイヤ | |
| JP5603211B2 (ja) | 空気入りタイヤ | |
| JP5143958B1 (ja) | 空気入りタイヤ | |
| CN103534104A (zh) | 充气轮胎 | |
| JP5466283B1 (ja) | 空気入りタイヤ | |
| JP5342662B2 (ja) | 空気入りタイヤ | |
| JP5497829B2 (ja) | 空気入りタイヤ | |
| JP5566430B2 (ja) | 空気入りタイヤ | |
| JP5373932B2 (ja) | 空気入りタイヤの製造方法 | |
| JP5809118B2 (ja) | 空気入りタイヤ | |
| JP5342636B2 (ja) | 空気入りタイヤ | |
| WO2014024547A1 (ja) | 空気入りタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12847349 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14353235 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20147013189 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2012847349 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012847349 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2014118360 Country of ref document: RU Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112014011050 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112014011050 Country of ref document: BR Kind code of ref document: A2 Effective date: 20140507 |