WO2013133382A1 - エアバッグ用基布 - Google Patents
エアバッグ用基布 Download PDFInfo
- Publication number
- WO2013133382A1 WO2013133382A1 PCT/JP2013/056331 JP2013056331W WO2013133382A1 WO 2013133382 A1 WO2013133382 A1 WO 2013133382A1 JP 2013056331 W JP2013056331 W JP 2013056331W WO 2013133382 A1 WO2013133382 A1 WO 2013133382A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- airbag
- fabric
- resin
- coating
- base fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/02—Inflatable articles
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M13/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment
- D06M13/50—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment with organometallic compounds; with organic compounds containing boron, silicon, selenium or tellurium atoms
- D06M13/51—Compounds with at least one carbon-metal or carbon-boron, carbon-silicon, carbon-selenium, or carbon-tellurium bond
- D06M13/513—Compounds with at least one carbon-metal or carbon-boron, carbon-silicon, carbon-selenium, or carbon-tellurium bond with at least one carbon-silicon bond
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M15/00—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment
- D06M15/19—Treating fibres, threads, yarns, fabrics, or fibrous goods made from such materials, with macromolecular compounds; Such treatment combined with mechanical treatment with synthetic macromolecular compounds
- D06M15/37—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M15/643—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds containing silicon in the main chain
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0015—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using fibres of specified chemical or physical nature, e.g. natural silk
- D06N3/0034—Polyamide fibres
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0056—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the compounding ingredients of the macro-molecular coating
- D06N3/0059—Organic ingredients with special effects, e.g. oil- or water-repellent, antimicrobial, flame-resistant, magnetic, bactericidal, odour-influencing agents; perfumes
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/128—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with silicon polymers
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0092—Non-continuous polymer coating on the fibrous substrate, e.g. plastic dots on fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
- B60R2021/23504—Inflatable members characterised by their material characterised by material
- B60R2021/23509—Fabric
- B60R2021/23514—Fabric coated fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
- B60R2021/23504—Inflatable members characterised by their material characterised by material
- B60R2021/23519—Resin
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M2101/00—Chemical constitution of the fibres, threads, yarns, fabrics or fibrous goods made from such materials, to be treated
- D06M2101/16—Synthetic fibres, other than mineral fibres
- D06M2101/30—Synthetic polymers consisting of macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D06M2101/34—Polyamides
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2209/00—Properties of the materials
- D06N2209/10—Properties of the materials having mechanical properties
- D06N2209/108—Slipping, anti-blocking, low friction
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2209/00—Properties of the materials
- D06N2209/12—Permeability or impermeability properties
- D06N2209/121—Permeability to gases, adsorption
- D06N2209/125—Non-permeable
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N2213/00—Others characteristics
- D06N2213/04—Perforated layer
- D06N2213/045—Perforated layer the coating layer does not completely close the openings between the fibres
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/12—Vehicles
- D10B2505/124—Air bags
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/2481—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including layer of mechanically interengaged strands, strand-portions or strand-like strips
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/2893—Coated or impregnated polyamide fiber fabric
Definitions
- the present invention relates to an airbag that protects an occupant from an impact such as a collision in a vehicle such as an automobile. More specifically, the present invention relates to an airbag and an airbag base fabric excellent in deployment speed, internal pressure retention, and workability. Is related to the provision of
- Airbags which are rapidly being installed as one of the safety parts of automobiles, rapidly eject high-pressure gas from an inflator in the event of an automobile collision, and the airbag can be deployed at high speed with this gas, thereby occupant's body Protects the occupant's body by preventing it from colliding with interior equipment, walls or glass.
- airbags which are rapidly being installed as one of the safety parts of automobiles, rapidly eject high-pressure gas from an inflator in the event of an automobile collision, and the airbag can be deployed at high speed with this gas, thereby occupant's body Protects the occupant's body by preventing it from colliding with interior equipment, walls or glass.
- the air permeability of the base fabric has been prevented by increasing the amount of resin adhered so far.
- the coating surfaces stick to each other due to the adhesiveness of the resin and are difficult to separate. After the airbag is folded, it is housed inside the automobile. At that time, since the coating surfaces adhere to each other, the airbag is prevented from smoothly inflating during deployment.
- Patent Document 1 discloses that the development characteristics are improved by adding a smoothing agent or an inorganic compound to the coating agent on the silicone surface, or by applying a fine uneven pattern on the coating surface. It is disclosed. However, there is a drawback that the processing steps become complicated.
- Patent Document 2 shows that a base fabric obtained by applying silicone to a nylon 66 base fabric has higher chargeability than a base fabric without application. This is considered to be derived from the fact that nylon and silicone are located on both pole sides of the charge train.
- Patent Document 2 discloses a method of controlling electricity by a seam using a conductive suture.
- Patent Document 3 discloses a method of controlling electricity by weaving conductive yarns when weaving a base fabric.
- An object of the present invention is to provide an airbag and an airbag base fabric excellent in deployment speed, internal pressure retention, and processability.
- an object of the present invention is to provide a coated base fabric that can be used for an airbag excellent in deployment speed, internal pressure retention, and workability without providing a coating layer for the surface layer.
- the resin adhesion amount is 10 to 50 g / m 2 , and the single yarn is exposed on the resin surface.
- An air bag base fabric having a yarn exposure rate of 1 to 25%.
- the resin is arranged by coating the surface of the fabric with a coating resin solution.
- the coating resin solution has a viscosity of 15,000 to 500,000 cP.
- an airbag and an airbag base fabric excellent in deployment speed, internal pressure retention, and workability.
- the present invention will be described in detail below.
- the single yarn exposure rate in the present invention is obtained by the following measurement method.
- a silicone resin coating will be described as an example with reference to FIGS.
- the resin coating surface of the base fabric of the present invention is photographed and image-processed under the following conditions with an SEM apparatus (S3400N (manufactured by HITACHI)) and an EDX apparatus (INCAx-act (manufactured by OXFORD)).
- SEM apparatus S3400N (manufactured by HITACHI)
- EDX apparatus ICAx-act (manufactured by OXFORD)
- the distribution map of silicon (Si) and the distribution map of carbon (C) derived from a single woven yarn are obtained.
- Pretreatment Carbon coating (100-200mm) Acceleration voltage: 15 kV
- Working distance 10mm Mapping collection time: about 220 seconds In FIG.
- (a) is an example of a silicon mapping distribution diagram.
- the portion indicated by A in the figure is a silicon-free portion, and a single yarn of woven yarn (warp and weft) is a coating resin. It is the part exposed on the surface.
- (B) is an example of a carbon mapping distribution diagram, where a portion indicated by B in the figure is a carbon-existing portion and a single yarn of woven yarn (warp and weft) is exposed on the surface. It can be seen that the position of A in (a) and the position of B in (b) are in good agreement.
- (C) is a result of SEM observation. In FIG.
- a backscattered electron image is obtained under a low vacuum of about 40 Pa using a backscattered electron detector (BSE).
- BSE backscattered electron detector
- the woven yarn single yarn exposure rate obtained by the above formula is 1 to 25%, preferably 2 to 20%. When it is 1% or more, there is an effect of suppressing the adhesiveness of the coating resin, and a sufficient development speed and good handleability are satisfied.
- By exposing the woven yarn single yarn at the woven yarn convex portion on the surface of the base fabric adhesion between the resin coating surfaces is suppressed. If the exposure is more than 1%, peeling electrification on the fiber surface and the resin coating surface of the fabric is further suppressed. Since the contact between the fabric fiber surface and the resin coating surface is the same material contact at the exposed single yarn yarn, it is no longer charged by the difference in the charge train, and the exposed single yarn yarn has a role of discharging static electricity from the resin coated surface. It is considered to be.
- the single yarn exposure rate is 25% or less, the air permeability of the base fabric can be sufficiently suppressed, and good internal pressure retention can be maintained.
- polyamide fiber or polyester fiber can be used as the synthetic fiber constituting the airbag fabric of the present invention.
- polyamide fibers are preferable, and the polyamide fibers are not particularly limited as long as they have an amide bond.
- fibers mainly composed of polyhexamethylene adipamide are preferable, and the melting point is particularly 215 ° C. or higher.
- nylon 66 Fiber made of polyhexamethylene adipamide (hereinafter referred to as nylon 66) polymer, nylon 66 fiber made of nylon 66 copolymer (nylon 66/6, nylon 66 / 6I, nylon 66/610), and polyamide polymer (nylon 6)
- nylon 66 polymer including (polycoupleramide) and nylon 610 (polyhexamethylene sebacamide) is particularly preferable in terms of heat resistance.
- the synthetic fiber is a multifilament yarn, and the fineness of one filament, that is, a single yarn is preferably 1 to 8 dtex. If it is 1 dtex or more, the single yarn is easily exposed during coating. If it is 8 dtex or less, a base fabric has a softness
- FIG. 5 is a schematic view of a cross section when the base fabric is cut in the thickness direction at a cross section passing through the center line of the warp.
- 1 is the warp
- 2 is the weft
- 3 is the center line of the warp
- t is the spread of the weft 2 in the base fabric thickness direction
- l is the spread of the weft 2 in the warp length direction.
- 1 / t is called the flatness of the weft.
- the flatness of the warp can be obtained from the cross section passing through the center line of the weft.
- Both the warp flatness and the weft flatness thus obtained are preferably 6.0 or less and 2.0 or more. More preferably, it is 5.0 or less. If the weaving flatness is 6.0 or less, the single yarn is well focused, the unevenness of the weaving yarn on the surface of the base fabric is moderately present, and contributes to increasing the exposure rate of the weaving yarn when resin coating is applied. To do.
- the number of entanglements of the woven yarn is preferably 15 times / m or more and 35 times / m or less.
- the single yarn converging property of the weaving yarns in the base fabric can be improved, and the weaving yarn flatness can be suppressed.
- it is also effective to reduce warp tension during weaving.
- weaving at 0.5 cN / dtex or less contributes to suppression of the weaving flatness.
- the woven yarn is subjected to weaving without twisting and without glue.
- the weaving property is improved, for example, the flatness of the weaving yarn is less than 2.0. Is insufficient, and it becomes difficult to manufacture with a uniform coating amount.
- it is necessary to reliably remove the glue in the scouring step after weaving but this is not preferable because the oil component described later is completely removed.
- a resin is arranged on at least one side of the woven fabric, and the resin adhesion amount is 10 to 50 g / m 2 . More preferably, it is 15 to 45 g / m 2 . In the case of 10 g / m 2 or more, the greater the amount of resin, the lower the base fabric air permeability and the better the internal pressure retention. At 50 g / m 2 or less, the smaller the amount of resin, the lighter the airbag base fabric, the shorter the deployment time (early deployment), and the higher the single yarn exposure rate and the lower the tackiness. If the internal pressure retention property to be described later is high, both the low coating amount and the low adhesiveness due to the increase in the exposure rate of the single yarn are combined to contribute to shortening the development time.
- the viscosity of the coating resin solution used when the resin is disposed on at least one side is preferably a solvent-free coating solution and preferably 15,000 cP or more and 500,000 cP or less. More preferably, it is 20,000 cP or more, More preferably, it is 25,000 cP or more, Especially preferably, it is 30,000 cP or more.
- the composition of the coating resin liquid is mainly a low-viscosity low-molecular weight resin, the resin has poor stress followability and leads to stress gas leakage when the airbag is deployed. Therefore, the viscosity of the coating resin liquid is preferably 15,000 cP or more.
- the viscosity of the coating resin liquid is 500,000 cP or less, the coating can be performed uniformly and no coating spots are generated.
- the composition of the coating resin liquid is mainly composed of a high-viscosity high-molecular weight resin, the adhesion site density between the fabric fibers and the resin film is low, especially when the airbag is deployed after being placed in a high-temperature and high-humidity environment (after moist heat).
- the viscosity of the coating resin liquid is preferably 500,000 cP or less. More preferably, it is 300,000 cP or less.
- the resin is important to control the penetration of the resin into the fabric during coating.
- By promoting the penetration of the resin into the woven fabric it is possible to promote the exposure of the single yarn.
- the resin is bound to the woven fiber, the coating base fabric becomes hard, and the storage property is inferior. That is, a solventless coating base fabric is preferable.
- the resin is made to have a high viscosity.
- Low molecular weight alkoxysilane is a silane compound consisting essentially of a single molecule having a molecular weight of 500 or less and 120 or more, or a molecule having a low polymerization degree skeleton, wherein two or more alkoxyl groups are substituted for silicon. Is preferred. Examples thereof include methyltrimethoxysilane, methyltriethoxysilane, dimethyldimethoxysilane, dimethyldiethoxysilane, and tetraethoxysilane.
- the low molecular weight alkoxysilane is preferably added to the coating resin solution in an amount of 1 to 10% by weight.
- By adding 1% by weight or more of low molecular weight alkoxysilane penetration due to the dilution effect is promoted, and a single woven yarn can be exposed. Furthermore, the addition amount can be increased to increase the single yarn exposure rate.
- low molecular weight alkoxysilanes promote the adhesion reaction between the resin and the textile fibers until the completion of the thermal crosslinking of the silicone resin, so that the adhesion can be strengthened and the high pressure load is achieved despite the low coating amount. There is no local peeling at the time, and internal pressure retention can be improved.
- the coating resin solution by adding a low molecular weight alkoxysilane to the coating resin solution, it is possible to realize an exposed form of a single woven yarn, and to improve the airbag characteristic of internal pressure retention with a low coating amount.
- the addition amount is 10% by weight or less, it is possible to prevent the occurrence of bubble defects in the resin layer by the decomposition gas accompanying the reaction.
- the resin solution to be coated is a mixture of a resin component having a high viscosity, that is, a high degree of polymerization, and a resin component having a low viscosity, that is, a degree of polymerization.
- the viscosity of the coating resin solution can be obtained. In this case, the single yarn exposure of the woven yarn can be promoted by the effect of the low viscosity resin component.
- the viscosity of the low viscosity resin component is preferably 10,000 cP or less in order to promote exposure of single yarn. Further, the viscosity of the low-viscosity resin component is preferably 500 cP or more, and a composition that does not contain a silicone volatile component harmful to electronic components can be obtained. Further, the low-viscosity resin component itself can contribute to the internal pressure retention by being subjected to the curing vulcanization reaction.
- Resin is for making the fabric surface non-ventilated, and silicone, polyurethane, polyamide, etc. can be used. Silicone is particularly preferable, and it is flexible and free from cracking of coating even under cold conditions. It is relatively difficult to burn and can be expected to contribute to the flame retardancy of the base fabric.
- a resin composition that is thermally crosslinked by addition reaction type is preferable, and a composition in which hydrogen silicone is used as a crosslinking agent to terminal alkenyl polyorganosiloxane and an addition reaction catalyst is added can be used.
- the resin coating method is not particularly limited, but coating with a knife coater is preferred.
- a knife coater is preferred.
- floating knife coating is preferred.
- the contact pressure between the knife and the base fabric when coating the base fabric is preferably 0.5 to 20 N / cm. More preferably, it is 1.0 N / cm or more and 10 N / cm or less. In the case of 0.5 N / cm or more, the higher the contact pressure, the smaller the coating amount and the lower the coating amount. Furthermore, it is easy to expose the single yarn on the top of the unevenness caused by the warp and weft on the surface of the fabric, and the single yarn exposure rate becomes high. If it is 20 N / cm or less, the base fabric will not be damaged, and the physical properties of the base fabric and the processing quality will not be reduced.
- the weaving yarn exposure rate of the coated base fabric surface is high, and is about 50% to 100%.
- the resin is generally present inside the fabric, and it is difficult to make the coating base fabric non-vented.
- the molecular weight of the resin is low, and aeration increases with load.
- the resin is excessively constrained inside the fabric, and the hard finish results in poor storage.
- the weaving yarn exposure rate is high, which is about 50%. At this time, the gravure coating layer has no function of making the base fabric non-ventilated.
- the solvent-extracted oil content of the base fabric on which the resin is disposed is preferably 0.15 to 0.005% by weight.
- the solvent extraction oil is derived from a process oil for the production and handling of synthetic fibers.
- process oils contain a surfactant to prevent tribocharging, and fabrics are also more effective for antistatic purposes if they contain this process oil, but on the other hand, they inhibit the adhesion between resin and textile fibers. Resulting in.
- the solvent extraction oil content is 0.15% by weight or less, the resin and the fabric fiber are well bonded, and the air permeability when a differential pressure load is applied is suppressed. In particular, it is possible to prevent the adhesion between the resin and the woven fiber from being reduced after wet heat.
- the internal pressure retention after wet heat aging is maintained.
- the presence of a trace amount of solvent-extracted oil is effective for maintaining the tearing strength, and is preferably 0.005% by weight or more.
- the chargeability is suppressed by exposing the single yarn of the woven yarn on the surface of the resin, although the amount of the solvent-extracted oil is very small.
- the solvent extracted oil content of the base fabric 0.15% by weight or less
- a water jet loom in which the oil component is removed by water during weaving is preferable to an air jet loom in which the oil content of the synthetic fiber is basically maintained as it is.
- a scouring process after weaving The oil content can be reduced by appropriately selecting conditions such as providing a residence time of 30 seconds or longer with water of 60 ° C. or higher.
- the preferable air permeability range of the base fabric of the present invention is preferably 0.1 cc / cm 2 / sec or less by the FRAZIER method, and contributes to early development by non-ventilating, where air permeability is basically not detected.
- the base fabric of the present invention is preferably non-ventilated at 100 to 0 mm / s by dynamic air permeability measurement in which an air pressure up to about 100 kPa is instantaneously applied to measure the air permeability. More preferably, it is 20 mm / s or less. There is no possibility that the resin film adheres due to the deflection of the base fabric due to air pressure, or the resin film itself is broken and does not cause ventilation.
- the base fabric of the present invention has a long internal pressure holding time even when air pressure is instantaneously applied in the form of a sewn airbag. Except for air leakage at the sewing part, the ventilation at the base fabric part is suppressed, and the internal pressure retention time is long.
- the internal pressure holding time is preferably 500 ms or more, which is advantageous for occupant protection.
- the base fabric of the present invention is a form in which the resin film penetrates into the woven fiber even though the surface of the woven single yarn is partially exposed. Therefore, the stability after wet heat aging is excellent, and the internal pressure retention time after wet heat aging is long.
- the internal pressure holding time after aging with wet heat is preferably 500 ms or more, which is advantageous for occupant protection.
- the dynamic air permeability after wet heat aging is suppressed.
- the dynamic air permeability after wet heat aging is preferably 20 mm / s or less, which is advantageous for occupant protection.
- the woven fabric for the base fabric of the present invention When weaving the woven fabric for the base fabric of the present invention, a water jet loom, an air jet loom, and other looms can be used, and the type is not limited. Also, the woven structure can be a plain weave, twill weave and other woven structures, and the woven structure is not limited. However, a plain weave structure is preferable in order to more uniformly distribute the exposed portions of the single yarn derived from the woven yarn structure of the fabric.
- the base fabric of the present invention can be made into a base fabric on which production information is printed by ink jet printing in a production process, in which peeling electrification is suppressed.
- the base fabric in which peeling charging is suppressed can perform clear printing without disturbing ink jet printing due to charging.
- the peeling charge is preferably 1000 V or less.
- An airbag can be constituted by the base fabric of the present invention, and further, the airbag can be incorporated into a vehicle as an airbag device.
- Pretreatment Carbon coating (100-200mm) Acceleration voltage: 15 kV Working distance: 10mm Mapping collection time: about 220 seconds
- (a) in FIGS. 2 and 3 is an image of silicon (Si) distribution mapping
- (c) is an SEM observation result.
- the silicon non-existing area (S1) is measured based on the image of the silicon mapping distribution diagram of FIG. Is calculated.
- Weaving yarn single yarn exposure rate (%) (S1 / S0) ⁇ 100
- S0 is a photographing area, which is an area surrounding the apex of the convex part derived from the warp and the convex part derived from the weft shown in FIG.
- the shooting area is selected so that there are at least four vertices of the convex portion, and the outline is intermediate between adjacent warps and wefts.
- 2A and 3A the portion indicated by A is a portion where silicon is absent, and the single yarn of the woven yarn (warp and weft) is the portion exposed on the surface of the coating resin. Evaluation was performed at five shooting areas, and an average value was obtained.
- Solvent extraction oil content Extraction was carried out using cyclohexane as the solvent by Soxhlet extraction method shown in 8.32 (oil and fat content) of JIS L1096: 2010 for 4 hours under reflux. Moreover, the sample was a coating base cloth cut moderately, and was extracted and evaluated from a 50 g sample.
- a model airbag with a diameter of 50 cm prepared as shown in FIG. 4 with two base fabric samples with the coating surface on the inside is wound in a roll shape so as to be within 25 mm in diameter and placed in a hot air oven at 408 at 105 ° C. Left for hours.
- a model airbag was attached, He gas (6 MPa, 1 L) was flowed in from the gas insertion port at a high speed, and the deployment behavior was photographed and observed from the side surface of the He gas jet port with a high speed VTR. .
- the time for the airbag to inflate and deploy and the bag to inflate from the tip of the He gas outlet to 30 cm forward was measured.
- Adhesion after heat treatment Evaluation was performed according to ISO5978. The sample is sampled from the base fabric at a 5 cm square, and the two samples are placed on the sample stage with the coating surfaces facing each other, and the same 5 cm square stainless steel plate as that of the sample is further stacked. I put a weight on it. As it was, it was put into a hot air oven and left at 105 ° C. for 408 hours. Thereafter, the standard state of JISL0105 was set, and one piece of the sample was picked up, and the other piece was peeled off by its own weight, and was set to 0 (seconds). When not falling by its own weight, a 50 g weight was applied to the other piece, and the time (second) for peeling off was measured. In the case of immediate drop by load, it was set to 1 second or less.
- Air permeability JIS L-1096: 2010 (8.26.1) Frazier method (FRAZIER method) was used.
- Dynamic air permeability Measurement was performed using FX3350 manufactured by TEXTEST, with a filling pressure of 300 kPa, a filling capacity of 400 cc, and the coating surface of the sample on the upper side, that is, the filling tank side, and the air permeability at 50 kPa was measured. When the pressure air accumulated in the filling tank was not released and measurement was not performed normally, it was determined that the ventilation was 0 mm / s, assuming that substantially no ventilation was observed.
- the detection part of the electrostatic potential measuring device STATIRON-DZ3 (manufactured by Cishido electrostatic Co., Ltd.) was installed at a position 5 cm from the base cloth, measured at intervals of 25 cm in the width direction, and the maximum value was taken as the peeling charge potential (V) .
- Examples 1 to 3 Using a multi-filament yarn with a total fineness of 235 dtex, 72 filaments, a strength of 8.5 cN / dtex, untwisted nylon 6,6 fibers, and a cross section of 20 times / m, and a water jet loom, warp and weft Both were adjusted so that the weave density was 72 pieces / 2.54 cm to obtain a plain woven fabric.
- the woven fabric was washed in a widened state at 80 ° C. in a three-stage hot water bath for 1 minute and dried at 110 ° C.
- a coating resin solution obtained by adding 8% by weight of tetraethoxysilane (TES) to an addition reaction cross-linked silicone solution mainly composed of a solvent-free methyl vinyl silicone resin having a viscosity of 60,000 cP was added to this fabric using a floating knife coater.
- the coating pressure was set to 15, 10, 2 N / cm at a contact pressure between the woven fabric and the knife, followed by vulcanization treatment at 190 ° C. for 2 minutes to obtain an air bag base fabric.
- FIG. 2 shows a silicon distribution photograph, a carbon distribution photograph, and an SEM observation result on the surface of the silicone-coated base fabric of Example 1.
- Example 4 An airbag base fabric was obtained in the same manner as in Example 3 except that a coating resin solution in which 8 wt% of tetraethoxysilane was added to an addition reaction crosslinked silicone solution having a viscosity of 100,000 cP was used.
- FIG. 3 shows a silicon distribution photograph, a carbon distribution photograph, and an SEM observation result on the surface of the silicone-coated base fabric of Example 4.
- Example 5 An airbag base fabric was obtained in the same manner as in Example 3 except that a coating resin solution in which 2 wt% of tetraethoxysilane was added to an addition reaction crosslinked silicone solution having a viscosity of 60,000 cP was used.
- a plain weave fabric is formed by air jet using a circular filament yarn with a total fineness of 470 dtex, 72 filaments, a strength of 8.5 cN / dtex, untwisted nylon 6/6 fiber and 20 times / m entanglement. Obtained.
- a coating resin solution obtained by adding 8% by weight of tetraethoxysilane to an addition reaction cross-linked silicone solution having a viscosity of 60,000 cP is applied to this fabric using a floating knife coater, and the contact pressure between the fabric and the knife is maintained at 10 N / cm.
- a vulcanization treatment was performed at 190 ° C. for 2 minutes to obtain an airbag base fabric.
- the weft density of the warp and weft of the base fabric was 51 / 2.54 cm.
- Example 7 An airbag base fabric was obtained in the same manner as in Example 3 except that a coating resin solution obtained by adding 8% by weight of tetraethoxysilane to an addition reaction crosslinked silicone fluid having a viscosity of 30,000 cP was used.
- Example 8 Addition reaction cross-linked silicone, the component alkenyl silicone was a combination of a viscosity of 60,000 cP and a viscosity of 5,000 cP, tetraethoxysilane was not added, and an addition reaction cross-linked silicone liquid having a viscosity of 30,000 cP was obtained as a coating resin liquid.
- An airbag base fabric was obtained in the same manner as in Example 3 except that this coating resin solution was used.
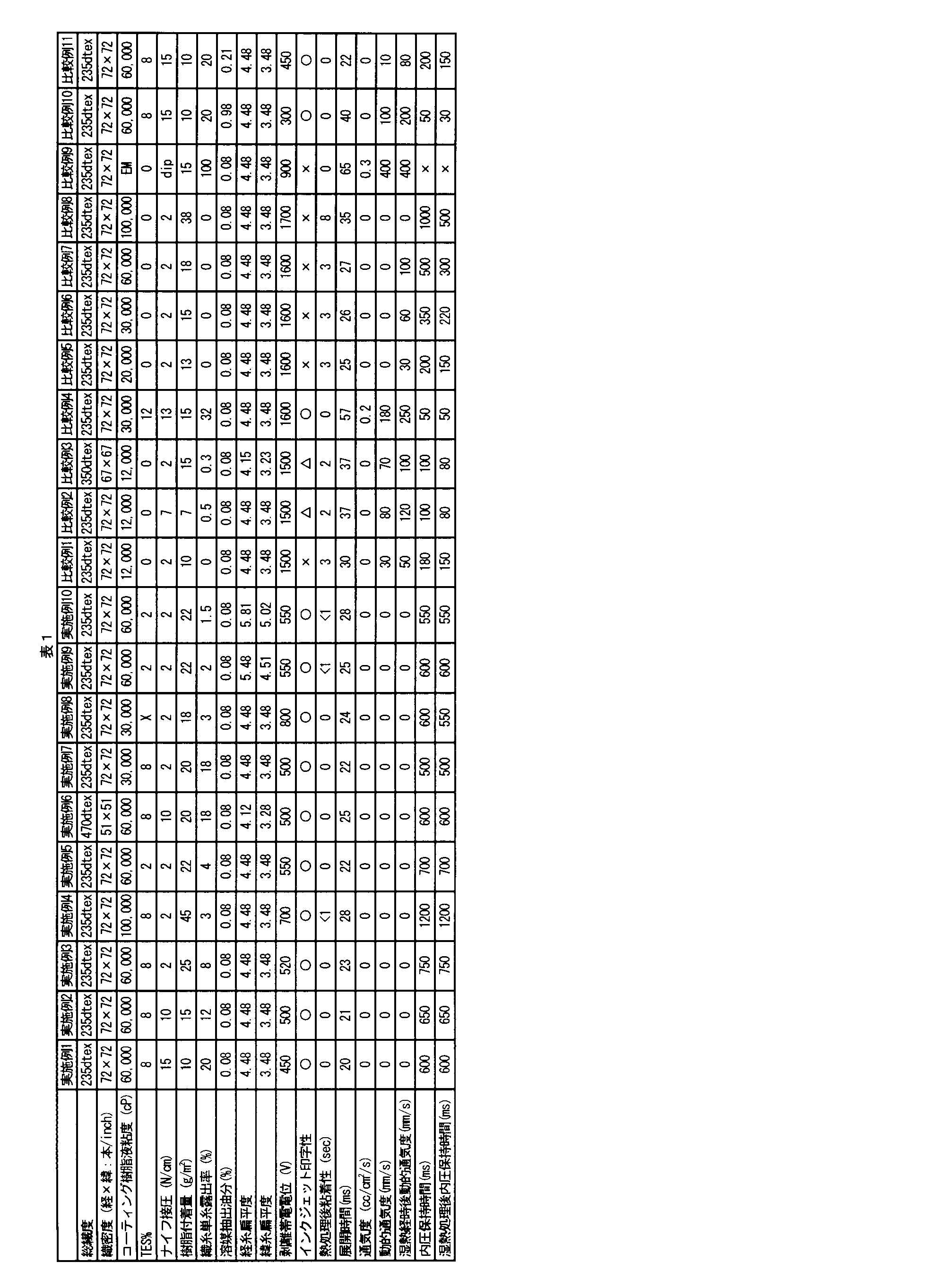
- the characteristics of the airbag fabrics of Examples 1 to 8 obtained as described above are shown in Table 1. These airbag fabrics had excellent weaving properties, fast deployment speed, good internal pressure retention, and ease of handling.
- Example 9 Except for using a round filament multifilament yarn with a total fineness of 235 dtex, 72 filaments, a strength of 8.5 cN / dtex, non-twisted nylon 6/6 fiber and a tangle of 12 times / m, the same as in Example 5. Thus, a base fabric for an airbag was obtained. The characteristics of the obtained airbag fabric are shown in Table 1. The airbag base fabric had excellent weaving properties, fast deployment speed, good internal pressure retention, and ease of handling.
- Example 10 Except for using round filament multifilament yarn with a total fineness of 235 dtex, 72 filaments, a strength of 8.5 cN / dtex, untwisted nylon 6/6 fiber and 5 times / m entanglement, it was the same as Example 5. Thus, a base fabric for an airbag was obtained. The characteristics of the obtained airbag fabric are shown in Table 1. The airbag base fabric had a low weaving yarn single yarn exposure rate, but had excellent weaving properties, fast deployment speed, good internal pressure retention, and ease of handling.
- Example 1 An airbag base fabric was obtained in the same manner as in Example 3 except that tetraethoxysilane was not added to the addition-reaction crosslinked silicone fluid having a viscosity of 12,000 cP.
- the characteristics of the obtained airbag fabric are shown in Table 1. Development time is required because the coating surface of the single yarn is not exposed and it has adhesive over time. In addition, it exhibits air permeability with a dynamic air permeability that is loaded. Furthermore, in the evaluation in the form of a bag, a gas leak occurs due to the load of convolution into a roll shape or high-speed inflow of gas, and the deployment time is long and the internal pressure retention is poor. The air permeability increased in the dynamic air permeability after wet heat aging. Furthermore, it is easily peeled and charged, and the ink jet printing quality is poor due to the influence.
- Example 2 An airbag base fabric was obtained in the same manner as in Example 1 except that tetraethoxysilane was not added to the addition-reaction crosslinked silicone fluid having a viscosity of 12,000 cP and the knife contact pressure was 7 N / cm.
- the characteristics of the obtained airbag fabric are shown in Table 1. Although it is a low-viscosity coating, application of high contact pressure prevents the resin from penetrating the fabric and reduces the coating amount. Although the woven single yarn is slightly exposed, the tackiness is not suppressed, and gas leakage occurs under pressure load, so the development time is long and the internal pressure is not maintained well. There is no suppression of peeling charge.
- a plain weave fabric is formed by air jet using a round filament yarn with a total fineness of 350 dtex, a filament number of 72, strength of 8.5 cN / dtex, untwisted nylon 6. 6 fibers, and an entanglement number of 20 times / m. Obtained.
- a coating resin solution obtained by adding 8% by weight of tetraethoxysilane to an addition reaction cross-linked silicone solution having a viscosity of 60,000 cP is applied to this fabric using a floating knife coater, and the contact pressure between the fabric and the knife is maintained at 10 N / cm.
- a vulcanization treatment was performed at 190 ° C. for 2 minutes to obtain an airbag base fabric.
- Example 4 An airbag base fabric was obtained in the same manner as in Example 1 except that 12% tetraethoxysilane was added to the addition reaction crosslinked silicone liquid having a viscosity of 30,000 cP and the knife contact pressure was 13 N / cm. The characteristics of the obtained airbag fabric are shown in Table 1. The addition of tetraethoxysilane is excessive, the exposed single yarn of the fabric is large, and it is not sticky. However, there are many gas leaks, and the deployment time is long and the internal pressure is not maintained.
- Example 5 An airbag base fabric was obtained in the same manner as in Example 3 except that tetraethoxysilane was not added to the addition reaction crosslinked silicone liquid having a viscosity of 20,000 cP.
- the characteristics of the obtained airbag fabric are shown in Table 1. Since the coating surface of the single woven yarn is not exposed and has adhesiveness after the heat treatment, it takes time to develop. Moreover, air permeability is shown by dynamic air permeability measurement under load, and the deployment time is long and the internal pressure retention is poor. Furthermore, it is peeled and charged, and the ink jet printing quality is poor due to the influence.
- Example 6 An airbag base fabric was obtained in the same manner as in Example 3 except that tetraethoxysilane was not added to the addition reaction crosslinked silicone liquid having a viscosity of 30,000 cP.
- the characteristics of the obtained airbag fabric are shown in Table 1. Since there is no exposure of the coating surface of the single weaving yarn and it has adhesiveness after heat treatment, it takes time to develop. Moreover, air permeability is shown by dynamic air permeability measurement under load, and the deployment time is long and the internal pressure retention is poor. Furthermore, it is peeled and charged, and the ink jet printing quality is poor due to the influence.
- Example 7 An airbag base fabric was obtained in the same manner as in Example 3 except that tetraethoxysilane was not added to the addition reaction crosslinked silicone liquid having a viscosity of 60,000 cP.
- the characteristics of the obtained airbag fabric are shown in Table 1. Since there is no exposure of the coating surface of the single weaving yarn and it has adhesiveness after heat treatment, it takes time to develop. Furthermore, it is peeled and charged, and the ink jet printing quality is poor due to the influence.
- Example 8 An airbag base fabric was obtained in the same manner as in Example 3 except that tetraethoxysilane was not added to the addition reaction crosslinked silicone liquid having a viscosity of 100,000 cP.
- the characteristics of the obtained airbag fabric are shown in Table 1. There is no exposure of the coating surface of the single woven yarn, it has adhesiveness after heat treatment, the weight of the base fabric is heavy, and the development time is long. Furthermore, it is peeled and charged, and the ink jet printing quality is poor due to the influence.
- Example 9 The 235 dtex plain weave fabric described in Example 1 was immersed in an addition reaction cross-linked silicone emulsion mainly composed of an aqueous emulsion of methyl vinyl silicone resin, squeezed and dried at 120 ° C. for 2 minutes, and then at 190 ° C. for 2 minutes. Vulcanization treatment was performed to obtain an airbag base fabric having a silicone coating amount of 15 g / m 2 .
- the single yarn exposure rate is 100% and does not exhibit tackiness, but has a high air permeability and cannot maintain internal pressure.
- the peel-off charge level was low, the ink jet ink bleeded due to the coating resin soaking in the base fabric and the printability was poor.
- Example 10 It was carried out in the same manner as in Example 1 except that it was woven with an air jet loom and coated without scouring. Almost all of the yarn-making oil remained, peeling charge was suppressed, and inkjet printing was clear. However, after wet heat, the resin film was peeled off during loading, the dynamic air permeability was large, and the internal pressure holding time was also deteriorated.
- Example 11 It was carried out in the same manner as in Example 1 except that it was woven with a water jet loom and coated without scouring. The yarn-making oil still remained, peeling charge was suppressed, and ink jet printing was clear. After wet heat aging, the resin film was peeled off at the time of loading, the air permeability was high, and the internal pressure holding time was also deteriorated.
- an airbag base fabric excellent in deployment speed, internal pressure retention and workability, and an airbag using the same can be obtained.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Dispersion Chemistry (AREA)
- Air Bags (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Woven Fabrics (AREA)
Description
その粘着性を防止するため、下記特許文献1には、シリコーン表面において、塗布剤に平滑剤、無機化合物を添加すること、または塗布表面に微小な凹凸模様を施すことにより、展開特性を向上させることが開示されている。しかしながら、加工工程が煩雑化してしまうという欠点があった。
現在までのところ、上記の問題を解決し、展開速度、内圧保持性、さらに加工性にも優れたエアバッグおよびエアバッグ用基布は知られていない。
(2)溶媒抽出油分が0.15~0.005重量%であることを特徴とする上記(1)項に記載のエアバッグ用基布。
(3)織糸中心断面の織糸扁平度が経糸および緯糸において、2.0以上6.0以下であることを特徴とする上記(1)または(2)項に記載のエアバッグ用基布。
(4)樹脂がシリコーンであることを特徴とする上記(1)~(3)項のいずれか一項に記載のエアバッグ用基布。
(5)合成繊維がポリアミド繊維であることを特徴とする上記(1)~(4)項のいずれか一項に記載のエアバッグ用基布。
(6)インクジェット印字された基布であることを特徴とする上記(1)~(5)項のいずれか一項に記載のエアバッグ用基布。
(7)織物表面にコーティング樹脂液をコーティングすることによって樹脂が配されることを特徴とする上記(1)~(6)項のいずれか一項に記載のエアバッグ用基布。
(8)コーティング樹脂液の粘度が15,000~500,000cPであることを特徴とする上記(7)項に記載のエアバッグ用基布。
(9)低分子量アルコキシシランがコーティング樹脂液に1~10重量%添加されていることを特徴とする上記(7)または(8)項に記載のエアバッグ用基布。
(10)コーティング樹脂液が、粘度が500cPを超え、10,000cP未満の低粘度樹脂成分を含んでいることを特徴とする上記(7)~(9)項のいずれか一項に記載のエアバッグ用基布。
(11)コーティング時に使用するナイフと基布との接圧が0.5~20N/cmであることを特徴とする上記(7)~(10)項のいずれか一項に記載のエアバッグ用基布。
(12)上記(1)~(11)項のいずれか一項に記載のエアバッグ用基布からなるエアバッグ。
(13)上記(12)項に記載のエアバッグを用いたエアバッグ装置。
本発明における織糸単糸露出率とは、下記のような測定方法によって得られる。以下にシリコーン樹脂コーティングを例にして、図1および図2を用いて説明する。
本発明の基布の樹脂コーティング面をSEM装置(S3400N(HITACHI製))およびEDX装置(INCAx-act(OXFORD製))にて、下記条件で撮影および画像処理を行ない、コーティング樹脂であるシリコーン由来の珪素(Si)の分布図および織糸単糸由来の炭素(C)の分布図を得る。
前処理:カーボンコーティング(100~200Å)
加速電圧:15kV
ワーキングディスタンス:10mm
マッピング収集時間:約220秒
図2において(a)は珪素マッピング分布図の例であり、図中Aで示した部分が珪素不在部分で、織糸(経糸および緯糸)の単糸がコーティング樹脂の表面に露出している部分である。(b)は炭素マッピング分布図の例であり、図中Bで示した部分が炭素存在部分で、織糸(経糸および緯糸)の単糸が表面に露出している部分である。(a)におけるAの位置と(b)におけるBの位置がよく一致していることが分かる。なお、(c)はSEM観察結果であり、図中Cにおいて織糸(経糸および緯糸)が観察され、その位置は(a)におけるAおよび(b)におけるBの位置とよく一致していることが分かる。
SEM観察像によって織糸露出と認められる部位に関して、図2の(a)珪素マッピング分布図の画像をもとに、珪素の不在面積(S1)を測定し、下式により織糸単糸露出率を算出する。
織糸単糸露出率(%)=(S1/S0)×100
上式において、S0は撮影エリアであり、図1に示す経糸由来の凸部の頂点および緯糸由来の凸部の頂点を囲む面積である。撮影エリアは凸部の頂点が少なくとも4個入るように選択し、その外郭線は隣接する経糸および緯糸の中間とする。
コーティング樹脂としてポリウレタンや共重合ポリアミド樹脂を用いた場合は、珪素分布の検出に替えて、電子染色剤である四酸化ルテニウムを曝露吸着した後に、易染色性のコーティング樹脂と難染色性のポリアミド繊維について、ルテニウム分布を指標として検出すればよい。
本発明の基布は、基布を構成する織糸の単糸群の集束がよいことにより、基布表面が適度に凹凸を有することが好ましい。織糸の単糸群の収束程度は織糸の扁平度によって表すことができる。図5は経糸の中心線を通る断面で基布を厚み方向に切断した際の断面の模式図である。図5において、1が経糸であり、2が緯糸であり、3が経糸の中心線である。また、tは緯糸2の基布厚み方向の広がりであり、lは緯糸2の経糸長さ方向の広がりである。本明細書では、l/tを緯糸の扁平度と呼ぶ。同様にして、緯糸の中心線を通る断面から経糸の扁平度を求めることができる。このようにして求めた経糸扁平度および緯糸扁平度のいずれもが6.0以下で2.0以上であることが好ましい。より好ましくは、5.0以下である。織糸扁平度が6.0以下であれば、単糸集束がよく、基布表面での織糸の凹凸が適度に存在し、樹脂コーティングした際に織糸単糸露出率を上げることに寄与する。
織糸は無撚、無糊で製織に供することが好ましい。織糸を撚糸して製織した場合は、織糸の扁平度が2.0未満になるなど集束性がよくなるが、織物基布表面の凹凸が大きすぎて、軽量コーティングでは凹凸表面形態の樹脂埋め込みが不足し、均一塗布量での製造がし難くなる。また、織糸に糊付けして製織した場合は、製織後に精練工程で確実に糊を除去する必要があるが、その際、後述する油分も完全除去されてしまうため、好ましくない。
本発明の基布は、100kPa程度までのエア圧力を瞬時に負荷して通気度を計測する動的通気度測定で100~0mm/sで非通気であることが好ましい。より好ましくは20mm/s以下である。エア圧による基布たわみで樹脂皮膜が接着したり、樹脂皮膜そのものが破壊されて通気が生じたりすることがない。
また、本発明の基布は、樹脂皮膜の形態が、織物単糸が一部表面露出しているにもかかわらず、樹脂が織物繊維に浸透した形態であり、樹脂皮膜の織物繊維に対する接着性に優れるため、湿熱経時後の安定性に優れ、湿熱経時後の内圧保持時間が長い。湿熱経時後の内圧保持時間は500ms以上が好ましく、乗員保護に有利となる。さらに、湿熱経時後の動的通気度が抑制されている。湿熱経時後の動的通気度は20mm/s以下が好ましく、乗員保護に有利となる。
また、織組織についても、平織り、綾織りおよびその他の織組織にすることができ、織組織が限定されるものではない。しかし、織物の織糸構造に由来する単糸露出部位をより均一に分布させるためには、平織組織が好ましい。
本発明の基布は、剥離帯電が抑制され、製造工程においてインクジェット印字により生産情報が印字された基布にすることができる。剥離帯電が抑制された基布は、帯電でインクジェット印字が乱されることなく、鮮明な印字ができる。剥離帯電は1000V以下が好ましい。
本発明の基布でエアバッグを構成し、さらに、そのエアバッグを用いてエアバッグ装置として車両に組み込むことができる。
1)織密度:
JIS L-1096:2010(8.6)に従った。
2)シリコーン粘度:
JIS Z8803:2011(8)に基づきB型粘度計で恒温槽温度25℃の条件で測定した。
3)樹脂付着量:
JISK6404-2-2:1998に準じた。ただし、シリコーンコーティングの場合、樹脂付着量は、基布からポリアミド織物を蟻酸溶解除去した後のコーティング樹脂残渣量から求めた。
シリコーンコーティング面をSEM装置(S3400N(HITACHI製))およびEDX装置(INCAx-act(OXFORD製))にて、下記条件で撮影および画像処理を行ない、基布表面のシリコーン由来の珪素(Si)の分布を得た。基布表面でシリコーン皮膜が存在する部分には概ね一様な珪素分布が観測された。一方、基布表面でシリコーン皮膜が存在しない部分では、SEM観測用にコーティングしたカーボンからなる背景以上の炭素密度分布が観測され、ポリアミド繊維からなる織糸単糸の露出部分のSEM観察と一致する画像が得られることが確認できた。
前処理:カーボンコーティング(100~200Å)
加速電圧:15kV
ワーキングディスタンス:10mm
マッピング収集時間:約220秒
図2および3の(a)が珪素(Si)の分布マッピングの画像であり、(c)がSEM観察結果である。
SEM観察像によって織糸露出と認められる部位に関して、図2の(a)珪素マッピング分布図の画像をもとに、珪素の不在面積(S1)を測定し、下式により織糸単糸露出率を算出する。
織糸単糸露出率(%)=(S1/S0)×100
5)溶媒抽出油分
JISL1096:2010の8.32(油脂分)に示されるソックスレー抽出法の4時間還流で、溶媒をシクロヘキサンにして抽出を行った。また、試料は適度にカットしたコーティング基布で、50gの試料から抽出評価した。
2枚の基布試料でコーティング面を内側にして図4に示したように作成された直径50cmのモデルエアバッグを、直径25mm以内になるようロール状に巻き熱風オーブンに入れ、105℃で408時間放置した。
マイクロシス社製CGSシステムを用い、モデルエアバッグを取付け、Heガス(6MPa、1L)をガス挿入口から高速流入させ、展開挙動をHeガス噴出口の側面側から高速VTRで撮影し、観察した。エアバッグが膨張展開して、Heガス噴出口先端から前方30cmの箇所までバッグが膨張する時間を測定した。
マイクロシス社製CGSシステムを用い、上記6)項と同様に作成された直径50cmのモデルエアバッグに、Heガス(6MPa、1L)をガス挿入口から高速流入させた際に生じる最高圧が半分になるまでの時間を測定した。ガスリークが激しく、内圧が50kPaに達しない場合は×判定とした。
8)湿熱処理後内圧保持時間:
上記6)項と同様のモデルエアバッグを95%RH、80℃、400時間放置した後に上記7)項と同様に内圧保持時間を測定した。
ISO5978に準拠して評価した。試料は、基布から5cm角でサンプリングし、2片の試料をコーティング面同士を向かい合わせに重ね合わせ試料台に置き、さらに、試料と同じ5cm角のステンレス板を重ねて、その上から50Nの重りを乗せた。そのまま、熱風オーブンに入れ、105℃で408時間放置した。その後、JISL0105の標準状態にし、試料の一片をつまみあげ、他片が自重で剥がれ落ちるものを0(秒)とした。自重落下しない場合、50gの重りを他片にかけ、剥がれ落ちる時間(秒)を計測した。荷重で即時落下した場合は1秒以下とした。
JIS L-1096:2010(8.26.1)フラジール法(FRAZIER法)を用いた。
11)動的通気度:
TEXTEST社製FX3350を用い、充填圧300kPa、充填容量400cc、試料のコーティング面を上側すなわち充填タンク側にして測定を実施し、50kPa時の通気度を測定した。充填タンクで蓄圧された圧力空気が放出されずに、正常に計測が行なわれない場合は、実質的に通気が観測されないものとして、通気度は0mm/sと判断した。
基布試料を、2cm幅でZ字状に折り、折り目を12cm角の板ではさみ、9.8Nの重りを乗せ、95%RHの50℃環境に19時間晒し、重りを外して標準状態に戻してから、折り目部分を中心にして前項の動的通気度を計測した。
13)剥離帯電電位:
エアバッグ用基布の反物ロールを50m/分で引出し、6mの位置でコーティング面の表面電位を計測した。測定環境は室温25℃で湿度50%RHであった。静電電位測定器STATIRON-DZ3(シシド静電気株式会社製)の検出部を基布から5cmの位置に設置し、幅方向に25cm間隔で測定し、最大の値を剥離帯電電位(V)とした。
基布の経糸または緯糸の中心部で厚み方向に切断し、それぞれ緯糸断面、経糸断面を得た。断面をSEM写真により観察し、基布厚み方向の単糸の広がり(t)に対して、経糸または緯糸方向の単糸の広がり(l)の比率(l/t)を織糸の扁平度として求めた。基布の上下面につき、それぞれ5箇所(合計10箇所)測定し、平均値を求めた。
水浸法により長さ1cm以内で単糸が交差している部分を交絡部とし、長さ50cm中の個数を測定し、1mあたりの個数に換算した。原糸10本を測定し、その平均値で示した。水浸バスは、長さ70cm、幅15cm、深さ5cmで、長手方向の両端より10cmの位置に仕切板を設けたものを用いた。このバスに純水を満たし、原糸サンプルを水浸させ、交絡部個数を測定した。油剤等の不純物の影響を排除するために測定毎に純水を交換した。
剥離帯電電位の計測と同時に、電位測定位置にてインクジェット方式で非コーティング面にバーコード印字を行った。60ミクロンノズルのインクジェットプリンタでエタノール性の黒インクを用い、10mm幅のCODE-39のバーコード印字を実施した。JISX0520:2001に準拠したバーコード検証器による印字面の印刷品位を格付け、AからBを〇、CからDを△、E以下を×とした。
総繊度235dtex、フィラメント数72本、強度8.5cN/dtex、無撚りのナイロン6・6繊維で、交絡数20回/mの丸断面マルチフィラメント糸を用い、ウォータージェット織機にて、経糸と緯糸の織密度がともに72本/2.54cmになるように調整し、平織組織の織物を得た。この織物を拡幅状態で80℃で3段の温水浴で1分間の洗浄をし、110℃で乾燥した。次いでこの織物に、粘度6万cPの無溶剤系メチルビニルシリコーン樹脂を主成分とする付加反応架橋シリコーン液にテトラエトキシシラン(TES)を8重量%添加したコーティング樹脂液を、フローティングナイフコーターを用い、該織物と該ナイフの接圧を15、10、2N/cmとして、コーティングを行った後、190℃で2分間加硫処理を行い、エアバッグ用基布を得た。
図2には実施例1のシリコーンコーティング基布表面の珪素分布写真、炭素分布写真およびSEM観察結果を示す。
粘度10万cPの付加反応架橋シリコーン液にテトラエトキシシランを8重量%添加したコーティング樹脂液を用いた以外は、実施例3と同様にして、エアバッグ用基布を得た。図3に実施例4のシリコーンコーティング基布表面の珪素分布写真、炭素分布写真およびSEM観察結果を示す。
粘度6万cPの付加反応架橋シリコーン液にテトラエトキシシランを2重量%添加したコーティング樹脂液を用いた以外は、実施例3と同様にして、エアバッグ用基布を得た。
総繊度470dtex、フィラメント数72本、強度8.5cN/dtex、無撚りのナイロン6・6繊維で、交絡数20回/mの丸断面フィラメント糸を用い、エアージェットにて、平織組織の織物を得た。次いでこの織物に、粘度6万cPの付加反応架橋シリコーン液にテトラエトキシシランを8重量%添加したコーティング樹脂液を、フローティングナイフコーターを用い、該織物と該ナイフの接圧を10N/cmに保ちコーティングを行った後、190℃で2分間加硫処理を行い、エアバッグ用基布を得た。基布の経糸と緯糸の織密度はともに51本/2.54cmになった。
粘度3万cPの付加反応架橋シリコーン液にテトラエトキシシランを8重量%添加したコーティング樹脂液を用いた以外は、実施例3と同様にして、エアバッグ用基布を得た。
付加反応架橋シリコーンで、成分のアルケニルシリコーンについて粘度6万cPと粘度5千cPの組み合わせとし、テトラエトキシシランは添加せず、粘度3万cPの付加反応架橋シリコーン液とし、コーティング樹脂液とした。このコーティング樹脂液を用いた以外は、実施例3と同様にして、エアバッグ用基布を得た。
以上のようにして得られた実施例1~8のエアバッグ用基布の特性を表1に示した。これらのエアバッグ用基布は、優れた製織性、速い展開速度、良好な内圧保持性、および取り扱いやすさを有していた。
総繊度235dtex、フィラメント数72本、強度8.5cN/dtex、無撚りのナイロン6・6繊維で、交絡数12回/mの丸断面マルチフィラメント糸を用いた以外は、実施例5と同様にして、エアバッグ用基布を得た。得られたエアバッグ用基布の特性を表1に示した。エアバッグ用基布は、優れた製織性、速い展開速度、良好な内圧保持性、および取り扱いやすさを有していた。
総繊度235dtex、フィラメント数72本、強度8.5cN/dtex、無撚りのナイロン6・6繊維で、交絡数5回/mの丸断面マルチフィラメント糸を用いた以外は、実施例5と同様にして、エアバッグ用基布を得た。得られたエアバッグ用基布の特性を表1に示した。エアバッグ基布は、織糸単糸露出率が低めだが、優れた製織性、速い展開速度、良好な内圧保持性、および取り扱いやすさを有していた。
粘度1.2万cPの付加反応架橋シリコーン液にテトラエトキシシランは添加しなかったことを除いて、実施例3と同様にして、エアバッグ用基布を得た。得られたエアバッグ用基布の特性を表1に示した。
織糸単糸のコーティング表面露出なく、経時粘着を有するため、展開時間がかかる。また、負荷がかかる動的通気度で通気性を示す。さらに、バッグ形態での評価では、ロール状への畳み込みやガスの高速流入の負荷でガスリークが生じ、展開時間が長く内圧保持性が悪い。湿熱経時後動的通気度では、通気度が増加していた。さらに、剥離帯電しやすく、その影響でインクジェット印字品位が悪い。
粘度1.2万cPの付加反応架橋シリコーン液にテトラエトキシシランは添加せず、ナイフ接圧を7N/cmとした以外は実施例1と同様にして、エアバッグ用基布を得た。得られたエアバッグ用基布の特性を表1に示した。
低粘性コーティングだが高接圧塗布で樹脂は織物に浸透しきれず、コーティング量は少なくなる。織物単糸の露出がわずかにあるが粘着性は抑制されず、圧力負荷でガスリークするため展開時間が長く内圧保持も悪い。剥離帯電抑制もみられない。
総繊度350dtex、フィラメント数72本、強度8.5cN/dtex、無撚りのナイロン6・6繊維で、交絡数20回/mの丸断面フィラメント糸を用い、エアージェットにて、平織組織の織物を得た。次いでこの織物に、粘度6万cPの付加反応架橋シリコーン液にテトラエトキシシランを8重量%添加したコーティング樹脂液を、フローティングナイフコーターを用い、該織物と該ナイフの接圧を10N/cmに保ちコーティングを行った後、190℃で2分間加硫処理を行い、エアバッグ用基布を得た。経糸と緯糸の織密度がともに67本/2.54cmになった。得られたエアバッグ用基布の特性を表1に示した。
織糸単糸のコーティング表面露出はごくわずかで、熱処理後に粘着性である上に、圧力負荷でガスリークするため、展開時間がかかり、内圧保持も悪い。剥離帯電抑制もみられない。
粘度3万cPの付加反応架橋シリコーン液にテトラエトキシシランを12%添加し、ナイフ接圧を13N/cmとした以外は実施例1と同様にして、エアバッグ用基布を得た。得られたエアバッグ用基布の特性を表1に示した。
テトラエトキシシランの添加が過剰で、織物単糸露出は多く、粘着性はない。しかし、ガスリークが多く、展開時間が長く内圧保持しない。
粘度2万cPの付加反応架橋シリコーン液にテトラエトキシシランを添加しなかったことを除いて、実施例3と同様にして、エアバッグ用基布を得た。得られたエアバッグ用基布の特性を表1に示した。
織糸単糸のコーティング表面露出なく、熱処理後に粘着性を有するため、展開時間がかかる。また、負荷がかかる動的通気度測定で通気性を示し、展開時間が長く内圧保持性が悪い。さらに、剥離帯電し、その影響でインクジェット印字品位が悪い。
粘度3万cPの付加反応架橋シリコーン液にテトラエトキシシランを添加しなかったことを除いて、実施例3と同様にして、エアバッグ用基布を得た。得られたエアバッグ用基布の特性を表1に示した。
織糸単糸のコーティング表面露出がなく、熱処理後に粘着性を有するため、展開時間がかかる。また、負荷がかかる動的通気度測定で通気性を示し、展開時間が長く内圧保持性が悪い。さらに、剥離帯電し、その影響でインクジェット印字品位が悪い。
粘度6万cPの付加反応架橋シリコーン液にテトラエトキシシランを添加しなかったことを除いて、実施例3と同様にして、エアバッグ用基布を得た。得られたエアバッグ用基布の特性を表1に示した。
織糸単糸のコーティング表面露出がなく、熱処理後に粘着性を有するため、展開時間がかかる。さらに、剥離帯電し、その影響でインクジェット印字品位が悪い。
粘度10万cPの付加反応架橋シリコーン液にテトラエトキシシランを添加しなかったことを除いて、実施例3と同様にして、エアバッグ用基布を得た。得られたエアバッグ用基布の特性を表1に示した。
織糸単糸のコーティング表面露出がなく、熱処理後に粘着性を有する上に、基布重量も重く展開時間がかかる。さらに、剥離帯電し、その影響でインクジェット印字品位が悪い。
実施例1に記載の235dtex平織り織物を、水系エマルジョン化されたメチルビニルシリコーン樹脂を主成分とする付加反応架橋シリコーンエマルジョン液に浸漬し、絞って120℃で2分間乾燥した後190℃で2分間加硫処理を行い、シリコーン塗布量が15g/m2のエアバッグ用基布を得た。
織糸単糸露出率は100%であり、粘着性を示さないが、通気度が大きく、内圧保持できない。剥離帯電位は低めだが、コーティング樹脂が基布内部にしっかり浸み込んでいる影響でインクジェットのインクがにじみ、印字性は悪かった。
エアージェット織機で製織し、精練することなしにコーティングしたことを除いて実施例1と同様に実施した。製糸油分が概ねすべて残留しており、剥離帯電は抑制され、インクジェット印字は鮮明であった。しかし、湿熱経時後は、負荷時に樹脂皮膜の剥離を伴い、動的通気度が大きく、内圧保持時間も悪化した。
ウォータージェット織機で製織し、精練することなしにコーティングしたことを除いて実施例1と同様に実施した。製糸油分がまだ残留しており、剥離帯電は抑制され、インクジェット印字は鮮明であった。湿熱経時後は、負荷時に樹脂皮膜の剥離を伴い、通気度が大きく、内圧保持時間も悪化した。
2 緯糸
3 経糸の中心線
Claims (13)
- 合成繊維からなる織物の少なくとも片面に樹脂が配される基布において、樹脂付着量が10~50g/m2であり、かつ、樹脂表面に織糸単糸が露出し、織糸単糸露出率が1~25%であることを特徴とするエアバッグ用基布。
- 溶媒抽出油分が0.15~0.005重量%であることを特徴とする請求項1に記載のエアバッグ用基布。
- 織糸中心断面の織糸扁平度が経糸および緯糸において、2.0以上6.0以下であることを特徴とする請求項1または2に記載のエアバッグ用基布。
- 樹脂がシリコーンであることを特徴とする請求項1~3のいずれか一項に記載のエアバッグ用基布。
- 合成繊維がポリアミド繊維であることを特徴とする請求項1~4のいずれか一項に記載のエアバッグ用基布。
- インクジェット印字された基布であることを特徴とする請求項1~5のいずれか一項に記載のエアバッグ用基布。
- 織物表面にコーティング樹脂液をコーティングすることによって樹脂が配されることを特徴とする請求項1~6のいずれか一項に記載のエアバッグ用基布。
- コーティング樹脂液の粘度が15,000~500,000cPであることを特徴とする請求項7に記載のエアバッグ用基布。
- 低分子量アルコキシシランがコーティング樹脂液に1~10重量%添加されていることを特徴とする請求項7または8に記載のエアバッグ用基布。
- コーティング樹脂液が、粘度が500cPを超え、10,000cP未満の低粘度樹脂成分を含んでいることを特徴とする請求項7~9のいずれか一項に記載のエアバッグ用基布。
- コーティング時に使用するナイフと基布との接圧が0.5~20N/cmであることを特徴とする請求項7~10のいずれか一項に記載のエアバッグ用基布。
- 請求項1~11項のいずれか一項に記載のエアバッグ用基布からなるエアバッグ。
- 請求項12に記載のエアバッグを用いたエアバッグ装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020147021636A KR101669347B1 (ko) | 2012-03-09 | 2013-03-07 | 에어백용 기포 |
| US14/383,835 US9352718B2 (en) | 2012-03-09 | 2013-03-07 | Base fabric for airbags |
| EP13757302.8A EP2824236B1 (en) | 2012-03-09 | 2013-03-07 | Base fabric for airbag |
| MX2014010825A MX350484B (es) | 2012-03-09 | 2013-03-07 | Tela basica para bolsas de aire. |
| CN201380013358.1A CN104160086B (zh) | 2012-03-09 | 2013-03-07 | 气囊用基布 |
| JP2013531597A JP5486741B2 (ja) | 2012-03-09 | 2013-03-07 | エアバッグ用基布 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-053185 | 2012-03-09 | ||
| JP2012053185 | 2012-03-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013133382A1 true WO2013133382A1 (ja) | 2013-09-12 |
Family
ID=49116851
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/056331 Ceased WO2013133382A1 (ja) | 2012-03-09 | 2013-03-07 | エアバッグ用基布 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9352718B2 (ja) |
| EP (1) | EP2824236B1 (ja) |
| JP (2) | JP5486741B2 (ja) |
| KR (1) | KR101669347B1 (ja) |
| CN (1) | CN104160086B (ja) |
| MX (1) | MX350484B (ja) |
| TW (2) | TWI564445B (ja) |
| WO (1) | WO2013133382A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015137495A1 (ja) * | 2014-03-14 | 2015-09-17 | 東レ株式会社 | エアバッグ用基布およびその製造方法 |
| JP2015183309A (ja) * | 2014-03-24 | 2015-10-22 | 旭化成せんい株式会社 | エアバッグ用織物基布 |
| WO2018074572A1 (ja) * | 2016-10-21 | 2018-04-26 | 東洋紡株式会社 | シリコーンコート布 |
| WO2018074573A1 (ja) * | 2016-10-21 | 2018-04-26 | 東洋紡株式会社 | シリコーンコート布 |
| JP2019023377A (ja) * | 2018-11-07 | 2019-02-14 | 旭化成株式会社 | エアバッグ用織物基布 |
| JPWO2022091866A1 (ja) * | 2020-10-29 | 2022-05-05 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5848855B2 (ja) * | 2013-08-13 | 2016-01-27 | 旭化成せんい株式会社 | 織物及びその製造方法 |
| JP6919571B2 (ja) * | 2015-12-16 | 2021-08-18 | 東洋紡株式会社 | エアバッグ用コーティング基布及びその製造方法 |
| TR201918709A1 (tr) * | 2019-11-28 | 2021-07-26 | Bahcesehir Ueniversitesi | Bi̇r hava yastiği terti̇bati |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03294542A (ja) * | 1990-01-09 | 1991-12-25 | Toray Ind Inc | 樹脂加工織物、その製造方法、エアバッグおよび帆布 |
| JP2002266194A (ja) * | 2001-03-07 | 2002-09-18 | Toray Ind Inc | インクジェット染色用布帛 |
| WO2004031472A1 (ja) * | 2002-10-04 | 2004-04-15 | Toray Industries, Inc. | コーティングエアバッグ基布およびエアバッグ |
| JP2004332121A (ja) | 2003-04-30 | 2004-11-25 | Nippon Plast Co Ltd | エアバッグ用基布およびエアバッグ |
| JP2005082669A (ja) * | 2003-09-08 | 2005-03-31 | Shin Etsu Chem Co Ltd | エアーバッグ用シリコーンゴムコーティング組成物及びエアーバッグ |
| JP2006069409A (ja) | 2004-09-03 | 2006-03-16 | Takata Corp | エアバッグ用基布、及びエアバッグ用基布の製造方法 |
| JP2006169645A (ja) | 2004-12-13 | 2006-06-29 | Tkj Kk | エアバッグ用基布及びエアバッグ装置 |
| JP2008050716A (ja) * | 2006-08-24 | 2008-03-06 | Seiren Co Ltd | エアバッグ用基布及びエアバッグ |
| JP2008138305A (ja) * | 2006-11-30 | 2008-06-19 | Seiren Co Ltd | エアバッグ用基布及びエアバッグ |
| JP2010013770A (ja) * | 2008-07-04 | 2010-01-21 | Seiren Co Ltd | エアバッグ用織物およびエアバッグ |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0696333B2 (ja) | 1987-11-21 | 1994-11-30 | 工業技術院長 | 布帛への情報付与方法 |
| US5865464A (en) * | 1994-01-28 | 1999-02-02 | Asahi Kasei Kogyo Kabushiki Kaisha | Air bag |
| DE69840685D1 (de) * | 1997-11-28 | 2009-05-07 | Asahi Kasei Fibers Corp | Leichter luftsack |
| KR100487702B1 (ko) * | 1999-08-02 | 2005-05-03 | 아사히 가세이 가부시키가이샤 | 에어백용 원단 및 에어백 |
| EP1179454A3 (en) * | 2000-08-10 | 2003-03-12 | Nihon Plast Co., Ltd. | Superimposed airbag portions bonded with silicones |
| JP2003072499A (ja) * | 2001-09-04 | 2003-03-12 | Toray Ind Inc | エアバッグ用布 |
| JP3855775B2 (ja) | 2002-01-16 | 2006-12-13 | 東レ株式会社 | コ−トエアバッグ用基布 |
| JP4419378B2 (ja) * | 2002-10-04 | 2010-02-24 | 東レ株式会社 | エアバッグ用基布およびその製造方法 |
| JP2005105437A (ja) * | 2003-09-29 | 2005-04-21 | Asahi Kasei Fibers Corp | エアバッグ用袋織基布 |
| JP4701177B2 (ja) * | 2004-07-16 | 2011-06-15 | 旭化成せんい株式会社 | 袋織エアバッグ用基布およびその製造方法 |
| JP2006273109A (ja) * | 2005-03-29 | 2006-10-12 | Seiren Co Ltd | エアバッグ |
| FR2894259B1 (fr) | 2005-12-06 | 2008-03-14 | Rhodia Recherches & Tech | Tissu ou tricot de sac gonflable de securite, enduit. |
| JP2007162187A (ja) * | 2005-12-16 | 2007-06-28 | Toray Ind Inc | エアバッグ用ノンコート織物、コート織物およびその製造方法およびインフレータブルカーテンエアバッグ |
| JP2008020605A (ja) * | 2006-07-12 | 2008-01-31 | Oki Data Corp | 現像装置及び画像形成装置 |
| WO2008020605A1 (en) | 2006-08-14 | 2008-02-21 | Dow Corning Toray Co., Ltd. | Silicone rubber composition for coating of woven fabric, and coated woven fabric |
| JP5429603B2 (ja) | 2007-12-28 | 2014-02-26 | 東洋紡株式会社 | エアバッグ用織物及びその製造方法 |
| JP5045473B2 (ja) | 2008-02-08 | 2012-10-10 | 東レ株式会社 | シリコーンコートエアバッグ用基布およびその製造方法 |
| US8642489B2 (en) * | 2009-11-09 | 2014-02-04 | Asahi Kasei Fibers Corporation | Airbag fabric and airbag |
| EP2610377B9 (en) * | 2010-08-23 | 2017-08-02 | Asahi Kasei Kabushiki Kaisha | Base fabric for airbag |
-
2013
- 2013-03-07 CN CN201380013358.1A patent/CN104160086B/zh active Active
- 2013-03-07 MX MX2014010825A patent/MX350484B/es active IP Right Grant
- 2013-03-07 KR KR1020147021636A patent/KR101669347B1/ko active Active
- 2013-03-07 EP EP13757302.8A patent/EP2824236B1/en active Active
- 2013-03-07 US US14/383,835 patent/US9352718B2/en active Active
- 2013-03-07 WO PCT/JP2013/056331 patent/WO2013133382A1/ja not_active Ceased
- 2013-03-07 JP JP2013531597A patent/JP5486741B2/ja active Active
- 2013-03-08 TW TW104140845A patent/TWI564445B/zh active
- 2013-03-08 TW TW102108336A patent/TWI557283B/zh active
- 2013-10-07 JP JP2013210446A patent/JP5711803B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03294542A (ja) * | 1990-01-09 | 1991-12-25 | Toray Ind Inc | 樹脂加工織物、その製造方法、エアバッグおよび帆布 |
| JP2002266194A (ja) * | 2001-03-07 | 2002-09-18 | Toray Ind Inc | インクジェット染色用布帛 |
| WO2004031472A1 (ja) * | 2002-10-04 | 2004-04-15 | Toray Industries, Inc. | コーティングエアバッグ基布およびエアバッグ |
| JP2004332121A (ja) | 2003-04-30 | 2004-11-25 | Nippon Plast Co Ltd | エアバッグ用基布およびエアバッグ |
| JP2005082669A (ja) * | 2003-09-08 | 2005-03-31 | Shin Etsu Chem Co Ltd | エアーバッグ用シリコーンゴムコーティング組成物及びエアーバッグ |
| JP2006069409A (ja) | 2004-09-03 | 2006-03-16 | Takata Corp | エアバッグ用基布、及びエアバッグ用基布の製造方法 |
| JP2006169645A (ja) | 2004-12-13 | 2006-06-29 | Tkj Kk | エアバッグ用基布及びエアバッグ装置 |
| JP2008050716A (ja) * | 2006-08-24 | 2008-03-06 | Seiren Co Ltd | エアバッグ用基布及びエアバッグ |
| JP2008138305A (ja) * | 2006-11-30 | 2008-06-19 | Seiren Co Ltd | エアバッグ用基布及びエアバッグ |
| JP2010013770A (ja) * | 2008-07-04 | 2010-01-21 | Seiren Co Ltd | エアバッグ用織物およびエアバッグ |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10543803B2 (en) | 2014-03-14 | 2020-01-28 | Toray Industries, Inc. | Airbag base fabric and manufacturing method therefor |
| JP6011721B2 (ja) * | 2014-03-14 | 2016-10-19 | 東レ株式会社 | エアバッグ用基布およびその製造方法 |
| KR20160128399A (ko) * | 2014-03-14 | 2016-11-07 | 도레이 카부시키가이샤 | 에어백용 기포 및 그의 제조 방법 |
| CN106133222A (zh) * | 2014-03-14 | 2016-11-16 | 东丽株式会社 | 安全气囊用基布及其制造方法 |
| US20170067189A1 (en) * | 2014-03-14 | 2017-03-09 | Toray Industries, Inc. | Airbag base fabric and manufacturing method therefor |
| EP3118358A4 (en) * | 2014-03-14 | 2017-11-15 | Toray Industries, Inc. | Airbag base fabric and manufacturing method therefor |
| KR102179158B1 (ko) * | 2014-03-14 | 2020-11-16 | 도레이 카부시키가이샤 | 에어백용 기포 및 그의 제조 방법 |
| WO2015137495A1 (ja) * | 2014-03-14 | 2015-09-17 | 東レ株式会社 | エアバッグ用基布およびその製造方法 |
| CN106133222B (zh) * | 2014-03-14 | 2018-11-02 | 东丽株式会社 | 安全气囊用基布及其制造方法 |
| JP2015183309A (ja) * | 2014-03-24 | 2015-10-22 | 旭化成せんい株式会社 | エアバッグ用織物基布 |
| US10760210B2 (en) | 2016-10-21 | 2020-09-01 | Toyobo Co., Ltd. | Silicone-coated fabric |
| KR20190065422A (ko) * | 2016-10-21 | 2019-06-11 | 도요보 가부시키가이샤 | 실리콘 코팅 천 |
| JPWO2018074572A1 (ja) * | 2016-10-21 | 2019-08-29 | 東洋紡株式会社 | シリコーンコート布 |
| JPWO2018074573A1 (ja) * | 2016-10-21 | 2019-08-29 | 東洋紡株式会社 | シリコーンコート布 |
| WO2018074573A1 (ja) * | 2016-10-21 | 2018-04-26 | 東洋紡株式会社 | シリコーンコート布 |
| WO2018074572A1 (ja) * | 2016-10-21 | 2018-04-26 | 東洋紡株式会社 | シリコーンコート布 |
| KR102349770B1 (ko) | 2016-10-21 | 2022-01-11 | 도요보 가부시키가이샤 | 실리콘 코팅 천 |
| JP6992763B2 (ja) | 2016-10-21 | 2022-01-13 | 東洋紡株式会社 | シリコーンコート布 |
| JP6992764B2 (ja) | 2016-10-21 | 2022-01-13 | 東洋紡株式会社 | シリコーンコート布 |
| US11376827B2 (en) | 2016-10-21 | 2022-07-05 | Toyobo Co., Ltd. | Silicone-coated fabric |
| JP2019023377A (ja) * | 2018-11-07 | 2019-02-14 | 旭化成株式会社 | エアバッグ用織物基布 |
| JPWO2022091866A1 (ja) * | 2020-10-29 | 2022-05-05 | ||
| JP7729353B2 (ja) | 2020-10-29 | 2025-08-26 | 東洋紡株式会社 | ノンコートエアバッグ用ポリエステル製基布 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5711803B2 (ja) | 2015-05-07 |
| US20150115574A1 (en) | 2015-04-30 |
| TWI557283B (zh) | 2016-11-11 |
| JP5486741B2 (ja) | 2014-05-07 |
| TWI564445B (zh) | 2017-01-01 |
| KR20140109471A (ko) | 2014-09-15 |
| EP2824236A1 (en) | 2015-01-14 |
| JPWO2013133382A1 (ja) | 2015-07-30 |
| EP2824236A4 (en) | 2015-08-26 |
| MX2014010825A (es) | 2014-12-08 |
| MX350484B (es) | 2017-09-07 |
| TW201348544A (zh) | 2013-12-01 |
| EP2824236B1 (en) | 2017-11-08 |
| CN104160086B (zh) | 2016-12-28 |
| CN104160086A (zh) | 2014-11-19 |
| US9352718B2 (en) | 2016-05-31 |
| KR101669347B1 (ko) | 2016-11-09 |
| JP2014037229A (ja) | 2014-02-27 |
| TW201610253A (zh) | 2016-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5711803B2 (ja) | エアバッグ用基布 | |
| KR100497927B1 (ko) | 실리콘 코팅 포백 및 에어백 | |
| CN104271822B (zh) | 一种无涂层安全气囊用织物 | |
| CN104619908A (zh) | 安全气囊用涂层织物及其制造方法 | |
| JP5848856B2 (ja) | コーティング織物及びその製造方法 | |
| JP6973373B2 (ja) | エアバッグ用コーティング基布およびその製造方法 | |
| JP6105192B2 (ja) | エアバッグ織物 | |
| JP2008002003A (ja) | エアバッグ用基布およびその製造方法 | |
| JP4983246B2 (ja) | エアバッグ用織物の製造方法 | |
| JP3932049B2 (ja) | エアバッグ用織物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2013531597 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13757302 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20147021636 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013757302 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013757302 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14383835 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2014/010825 Country of ref document: MX |