WO2013190822A1 - 金属炭素質ブラシおよびその製造方法 - Google Patents
金属炭素質ブラシおよびその製造方法 Download PDFInfo
- Publication number
- WO2013190822A1 WO2013190822A1 PCT/JP2013/003770 JP2013003770W WO2013190822A1 WO 2013190822 A1 WO2013190822 A1 WO 2013190822A1 JP 2013003770 W JP2013003770 W JP 2013003770W WO 2013190822 A1 WO2013190822 A1 WO 2013190822A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- carbonaceous
- brush
- metal
- carbonaceous material
- particle size
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R39/00—Rotary current collectors, distributors or interrupters
- H01R39/02—Details for dynamo electric machines
- H01R39/022—Details for dynamo electric machines characterised by the materials used, e.g. ceramics
- H01R39/025—Conductive materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R39/00—Rotary current collectors, distributors or interrupters
- H01R39/02—Details for dynamo electric machines
- H01R39/18—Contacts for co-operation with commutator or slip-ring, e.g. contact brush
- H01R39/20—Contacts for co-operation with commutator or slip-ring, e.g. contact brush characterised by the material thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R39/00—Rotary current collectors, distributors or interrupters
- H01R39/02—Details for dynamo electric machines
- H01R39/18—Contacts for co-operation with commutator or slip-ring, e.g. contact brush
- H01R39/26—Solid sliding contacts, e.g. carbon brush
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/12—Manufacture of brushes
Definitions
- the present invention relates to a metal-carbonaceous brush used for a motor and a method for manufacturing the same.
- a metal carbonaceous brush is produced, for example, by mixing graphite powder and electrolytic copper powder, and firing and pressing the powder (for example, Patent Document 1). JP 2010-193621 A
- a metal carbonaceous brush according to an aspect of the present invention includes a carbonaceous material composed of a plurality of carbonaceous particles, and a good conduction portion that is provided in a gap between the plurality of carbonaceous particles and is composed of a plurality of metals.
- the average particle diameter of the carbonaceous particles is from 300 ⁇ m to 2000 ⁇ m.
- the good conduction portion is provided in the gap formed between the carbonaceous particles, the electrical resistivity of the metal graphite brush can be lowered.
- the average particle diameter of the plurality of carbonaceous particles is 300 ⁇ m or more, the good conduction portion can be easily formed. Further, since the average particle diameter of the plurality of carbonaceous particles is 2000 ⁇ m or less, the brush can be easily formed.
- the ratio of the good conducting part to the whole of the carbonaceous material and the good conducting part may be 10 wt% or more and 70 wt% or less.
- the proportion of the good conduction portion is 10% by weight or more, the electrical resistivity of the metal-carbonaceous brush can be made sufficiently low. Moreover, since the ratio of a good conduction
- the good conduction part may be formed using electrolytic copper powder. In this case, the conductivity of the metal-carbonaceous brush can be ensured while suppressing an increase in cost.
- the manufacturing method of the metal carbonaceous brush according to the other aspect of the present invention adjusts the particle size of the produced carbonaceous material by the step of producing the carbonaceous material by mixing the carbonaceous powder and the binder.
- a step a step of mixing the carbonaceous material and the metal powder having the adjusted particle size, a step of molding the mixed carbonaceous material and the metal powder, and a step of firing the carbonaceous material and the metal powder after molding
- the particle size of the carbonaceous material is adjusted so that the average particle size of the carbonaceous material after molding and firing is not less than 300 ⁇ m and not more than 2000 ⁇ m.
- the carbonaceous material and the metal powder are mixed, so that the average particle size of the carbonaceous material after molding and firing is 300 ⁇ m or more and 2000 ⁇ m or less.
- the metal particles are intensively and continuously arranged in the gaps formed between the carbonaceous particles. Therefore, it becomes easy for a plurality of metal particles to contact each other. Furthermore, the metal particles in contact with each other are sintered and integrated. Thereby, the electrical resistivity of a metal carbonaceous brush can be made low.
- the average particle size of the carbonaceous material is 2000 ⁇ m or less, the brush can be easily formed.
- the average particle diameter of the copper powder mixed with the carbonaceous material is 20/200 or more of the average particle diameter of the carbonaceous material after molding and firing. It may be 3 or less.
- the conductivity of the metal carbonaceous brush can be sufficiently secured, and the wear of the metal carbonaceous brush can be sufficiently suppressed.
- electrolytic copper powder may be used as the copper powder.
- the conductivity of the metal-carbonaceous brush can be sufficiently ensured while suppressing an increase in cost.
- the particle size of the electrolytic copper powder may be 10 ⁇ m or more and 40 ⁇ m or less. In this case, the conductivity of the metal carbonaceous brush can be sufficiently ensured.
- a metal carbonaceous brush includes a carbonaceous material composed of a plurality of carbonaceous particles, and a good conduction portion formed in a gap between the plurality of carbonaceous particles, and composed of a metal.
- the ratio of the volume of the plurality of carbonaceous particles having a particle diameter of 300 ⁇ m or more to the volume of the brush is 50% or more.
- the volume ratio of a plurality of carbonaceous particles having a particle diameter of 300 ⁇ m or more to the volume of the brush is 50% or more.
- the area of the good conduction portion that comes into contact with oxygen decreases. Therefore, even when the metal carbonaceous brush becomes high temperature, the good conduction portion is hardly oxidized. Thereby, the oxidative expansion of the metal-carbonaceous brush due to the oxidation of the good conduction portion can be suppressed. As a result, it is possible to prevent problems such as the fixation of the metal carbonaceous brush to other members or the pressing failure of the metal carbonaceous brush to the commutator.
- the ratio of the volume of a plurality of carbonaceous particles having a particle size of 300 ⁇ m or more to the volume of the brush may be 60% or more and 90% or less.
- the electrical resistivity of the metal carbonaceous brush can be lowered and the wear of the metal carbonaceous brush can be suppressed. Moreover, the irreversible expansion
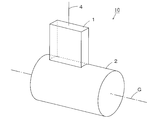
- FIG. 1 is a schematic perspective view of a DC motor using a metal-carbonaceous brush according to the present embodiment.
- FIG. 2 is a diagram for explaining the relationship between the particle size of the carbonaceous material and the electrical resistivity.
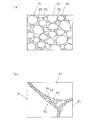
- FIG. 3 is a diagram showing the surface state of the brush observed with a polarizing microscope.
- FIG. 4 is a diagram showing the measurement results of electrical resistivity.
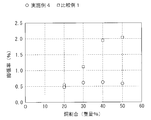
- FIG. 5 is a diagram showing the measurement results of the expansion coefficient.
- FIG. 1 is a schematic perspective view of a DC motor using a metal-carbonaceous brush (hereinafter abbreviated as a brush) according to the present embodiment.
- a DC motor 10 in FIG. 1 includes a brush 1 and a rotating body 2.
- the rotator 2 is a commutator and is provided to be rotatable around a rotation axis G.
- a lead wire 4 is connected to the brush 1.
- One end of the brush 1 contacts the outer peripheral surface of the rotating body 2.
- a current is supplied to the brush 1 from a power source (not shown) via the lead wire 4.
- the rotating body 2 rotates around the rotation axis G.
- the brush 1 slides with respect to the rotating body 2 by rotating the brush rotating body 2.
- the brush 1 is produced by mixing and molding a carbonaceous material and metal powder.
- the average particle diameter of the carbonaceous material in the produced brush 1 is 300 micrometers or more and 2000 micrometers or less.
- the brush 1 is used for the DC motor 10, but the present invention is not limited to this, and the brush 1 may be used for the AC motor.
- a carbonaceous material is produced by granulation. Specifically, a carbonaceous material is produced by kneading carbon powder and a binder.
- the carbon powder graphite powder is preferably used.
- the graphite powder natural graphite powder, artificial graphite powder, expanded graphite powder, or the like can be used, and a plurality of these may be mixed and used.
- the binder a synthetic resin can be used, and either a thermosetting synthetic resin or a thermoplastic synthetic resin may be used, or a mixture thereof may be used.
- the binder include epoxy resin, phenol resin, polyester resin, vinyl ester resin, furan resin, polyamide resin, or polyimide resin.
- the ratio of the carbon powder to the total amount of the carbon powder and the binder is, for example, 5% by weight to 95% by weight, and preferably 50% by weight to 90% by weight.
- tungsten, tungsten carbide, molybdenum, and sulfides thereof may be added as an additive.
- the ratio of the additive to the total amount of carbon powder and binder is, for example, from 0.1% by weight to 10% by weight, and preferably from 1% by weight to 5% by weight.
- the produced carbonaceous material is granulated, and the particle size of the granulated carbonaceous material is adjusted.
- the particle size of the carbonaceous material is adjusted by extracting carbonaceous particles having a particle size within a certain range using a sieve or the like from the carbonaceous material.
- the particle size of the carbonaceous material is preferably adjusted within a range of 300 ⁇ m to 1700 ⁇ m. Further, the particle size of the carbonaceous material may be adjusted within a certain range by other methods such as pulverization of the carbonaceous material.
- a brush material is prepared by mixing a carbonaceous material with adjusted particle size and metal powder.
- the ratio of the metal powder to the total amount of the brush material is preferably 10% by weight or more and 70% by weight or less, for example.
- copper powder is used as the metal powder.
- electrolytic copper powder is used as copper powder.
- the apparent density of the electrolytic copper powder is preferably 0.70 or more and 1.20 or less, and the particle diameter of the electrolytic copper powder is preferably 10 ⁇ m or more and 40 ⁇ m or less.
- a copper powder produced by an atomizing method or a stamp method may be used instead of the electrolytic copper powder.
- the produced brush material is pressure-molded. Thereby, the particle size of the carbonaceous material in the brush material is smaller than before molding.
- the molded brush material is heat-treated at 400 ° C. or higher and 900 ° C. or lower in a nitrogen or ammonia reducing atmosphere or in vacuum. Thereby, the brush 1 is completed.
- FIG. 2 is a diagram for explaining the relationship between the particle size of the carbonaceous material after molding and firing (hereinafter referred to as the particle size after molding) and the electrical resistivity.
- FIG. 2A shows the state of the carbonaceous material and the metal particles when the post-molding particle size of the carbonaceous material is relatively small.
- FIG. 2B shows the state of the carbonaceous material and metal particles when the carbonaceous material has a relatively large particle size after molding.
- the carbonaceous material is excessively finely pulverized before the carbonaceous material and the metal powder are mixed, as shown in FIG. (For example, 100 ⁇ m or less).
- the plurality of carbonaceous particles P1 and the plurality of metal particles P2 are arranged in a dispersed manner. Therefore, the plurality of metal particles P ⁇ b> 2 are difficult to contact each other, and the electric resistivity of the brush 1 is increased.
- the carbonaceous material and the metal powder are mixed so that the average value of the particle size after molding of the carbonaceous material (hereinafter referred to as the average particle size after molding) is 300 ⁇ m or more and 2000 ⁇ m or less.
- the average particle size after molding of the carbonaceous material is 300 ⁇ m or more, as shown in FIG. 2B, the plurality of metal particles P2 are concentrated in the gaps formed between the plurality of carbonaceous particles P1. It is arranged continuously.
- electrical_connection part P3 is formed when the metal particle P2 which mutually contacts is sintered and integrated by heat processing.
- the good conduction part P3 has higher conductivity than the part constituted by the carbonaceous material. Thereby, the electrical resistivity of the brush 1 becomes low.
- the average particle diameter after molding of the carbonaceous material is larger than 2000 ⁇ m, it is difficult to mold the brush 1. Therefore, when the average particle diameter after molding of the carbonaceous material is 2000 ⁇ m or less, it is possible to easily mold the brush 1 while reducing the electrical resistivity of the brush 1.
- the ratio of the volume of the carbonaceous material having a particle diameter of 300 ⁇ m or more to the volume of the brush 1 is 50% or more. Thereby, the area of the good conduction
- the ratio of the volume of the carbonaceous material having a particle size of 300 ⁇ m or more to the volume of the brush 1 is preferably 60% or more and 90% or less. In this case, it is possible to further reduce the area of the good conduction part P3 that comes into contact with oxygen while reducing the electrical resistivity.
- the average particle diameter after molding of the carbonaceous material is more preferably 400 ⁇ m or more and 1500 ⁇ m or less, and further preferably 800 ⁇ m or more and 1500 ⁇ m or less. Thereby, shaping
- the average particle diameter after molding of the carbonaceous material is 300 ⁇ m or more and 2000 ⁇ m or less, the electrical resistivity of the brush 1 can be lowered, and the brush 1 Molding can be performed easily.
- the ratio of the electrolytic copper powder used as the metal powder is 10% by weight or more and 70% by weight or less, the electrical resistivity of the brush 1 can be made sufficiently low and the wear of the brush 1 can be sufficiently reduced. Can be suppressed.
- the ratio of the volume of the carbonaceous material having a particle diameter of 300 ⁇ m or more to the volume of the brush 1 can be set to 50% or more by granulation.
- the plurality of metal particles P2 are arranged between the plurality of carbonaceous particles P1, the area of the plurality of metal particles P2 in contact with oxygen is reduced. Therefore, even when the brush 1 becomes high temperature, the metal is hardly oxidized. Thereby, the irreversible expansion
- the plurality of metal particles P2 can be arranged between the plurality of carbonaceous particles P1 in a connected state without being dispersed.
- the area of the plurality of metal particles P2 in contact with oxygen is further reduced, so that the metal is less likely to be oxidized.
- electrical_connection part P3 is efficiently formed with the some metal particle P2 connected, the electrical resistivity of the brush 1 becomes low. Thereby, the ratio of the metal powder with respect to the total amount of brush material can be made small. As a result, the oxidative expansion of the brush 1 can be further reduced.
- Example 1 A phenol resin was added as a binder to natural graphite and molybdenum disulfide was added as an additive, and this was kneaded at room temperature to produce a carbonaceous material, and the produced carbonaceous material was dried with a hot air dryer.
- the average particle diameter of natural graphite is 50 ⁇ m, and the ash content of natural graphite is 0.5% or less.
- the ratio of natural graphite to the total amount of natural graphite and phenol resin is 85% by weight, and the ratio of phenol resin is 15% by weight.
- the ratio of molybdenum disulfide to the total amount of natural graphite and phenolic resin is 3% by weight.
- the particle size of the carbonaceous material was adjusted by extracting carbonaceous particles having a particle size larger than 710 ⁇ m and 1400 ⁇ m or less from the dried carbonaceous material. Specifically, using a granulator, carbonaceous particles that pass through a sieve having an opening of 1400 ⁇ m and that do not pass through a sieve having an opening of 710 ⁇ m were extracted. Electrolytic copper powder was mixed with the carbonaceous material whose particle size was adjusted to produce a brush material, and the produced brush material was pressure-molded. Brush 1 was produced by heat-treating the molded brush material at 800 ° C. in an ammonia reducing atmosphere. The average particle diameter of the electrolytic copper powder is 20 ⁇ m, and the apparent density is 1.00.
- the ratio of the electrolytic copper powder to the total amount of the brush material (hereinafter referred to as the copper ratio) was set to 20% by weight, 30% by weight, 40% by weight and 50% by weight.
- the pressure at the time of pressure molding is 2 t / cm 2 .
- Example 2 A brush 1 was produced in the same manner as in Example 1 except that carbonaceous particles having a particle size larger than 1400 ⁇ m and not larger than 1700 ⁇ m were extracted from the granulated carbonaceous material using a sieve.
- Example 3 A brush 1 was produced in the same manner as in Example 1 except that carbonaceous particles having a particle size larger than 300 ⁇ m and not larger than 710 ⁇ m were extracted from the granulated carbonaceous material using a sieve.
- Example 4 A brush 1 was produced in the same manner as in Example 1 except that carbonaceous particles having a particle size of 800 ⁇ m were extracted from the granulated carbonaceous material using a sieve.
- Comparative Example 1 is different from Example 1 in the following points.
- the granulated carbonaceous material was pulverized by a pulverizer so that the average particle size became 70 ⁇ m. Thereafter, electrolytic copper powder was mixed with the pulverized carbonaceous material to produce a brush material, and the produced brush material was baked after pressure forming to produce brush 1.
- FIG. 3 is a diagram showing a cut surface of the brush 1 observed with a polarizing microscope.
- FIG. 3 shows the state of the carbonaceous particles and metal particles of the brush 1 produced in Examples 1 to 3 and Comparative Example 1.
- the average particle diameter after molding of the carbonaceous particles in Example 1 is 800 ⁇ m
- the average particle diameter after molding of the carbonaceous particles in Example 2 is 1500 ⁇ m.
- the average particle diameter after molding of the carbonaceous particles in Example 3 was 400 ⁇ m
- the average particle diameter after molding of the carbonaceous particles in Comparative Example 1 was found to be 80 ⁇ m.
- Example 1 As shown in FIG. 3, in Examples 1 to 3, a plurality of copper particles are intensively arranged in gaps formed between a plurality of carbonaceous particles, and further sintered and integrated to achieve good conduction. It was found that a part was formed. On the other hand, in Comparative Example 1, it was found that a plurality of carbonaceous particles and a plurality of copper particles were arranged in a dispersed manner.
- FIG. 4 is a diagram showing measurement results of electrical resistivity.
- the test pieces of Examples 1 to 3 in each of the cases where the copper ratio is 20% by weight, 30% by weight, 40% by weight, and 50% by weight The electrical resistivity of the test piece of Comparative Example 1 was smaller than the electrical resistivity.
- the electrical resistivity of the test pieces of Examples 1 and 2 is as follows. The electric resistivity of each test piece of Example 3 was smaller.
- the electrical resistivity of the brush 1 is reduced when the average particle diameter after molding of the carbonaceous material is 300 ⁇ m or more and 2000 ⁇ m or less. Moreover, it turned out that the electrical resistivity of the brush 1 is further reduced by the average particle diameter after shaping
- FIG. 5 is a diagram showing the measurement results of the expansion coefficient. As shown in FIG. 5, the expansion of the test piece of Example 4 in each of the cases where the copper ratio is 20% by weight, 30% by weight, 40% by weight, and 50% by weight. The rate was smaller than the expansion rate of the test piece of Comparative Example 1.
- test pieces were produced from the brush 1 produced in Examples 1 to 3, and the expansion rate due to oxidative expansion of each test piece was measured. As a result, the expansion rate of each of the test pieces of Examples 1 to 3 was smaller than the expansion rate of the test piece of Comparative Example 1.
- the ratio of the volume of the carbonaceous material having a particle diameter of 300 ⁇ m or more to the volume of the test piece in Examples 1 to 3 was calculated by analyzing the microscopic image shown in FIG. The results are shown in Table 1.
- Example 1 As shown in Table 1, in Example 1, when the copper ratio is 20% by weight, 30% by weight, 40% by weight, and 50% by weight, a carbonaceous material having a particle size of 300 ⁇ m or more The volume fractions were 85%, 79%, 77% and 70%, respectively. In Example 2, when the copper ratio is 20% by weight, 30% by weight, 40% by weight, and 50% by weight, the volume ratio of the carbonaceous material having a particle size of 300 ⁇ m or more is respectively 85%, 81%, 77% and 71%.
- Example 3 when the copper ratio is 20% by weight, 30% by weight, 40% by weight, and 50% by weight, the volume ratio of the carbonaceous material having a particle diameter of 300 ⁇ m or more is respectively 84%, 79%, 76% and 68%.
- Comparative Example 1 there was almost no carbonaceous material having a particle size of 300 ⁇ m or more, or the ratio of the volume of the carbonaceous material having a particle size of 300 ⁇ m or more to the volume of the brush 1 was less than 50%.
- the ratio of the volume of the carbonaceous material having a particle diameter of 300 ⁇ m or more to the volume of the brush 1 is 68% or more and 85% or less. It was found that the expansion was reliably suppressed.
- the carbonaceous particles P1 are examples of carbonaceous particles
- the metal particles P2 are examples of electrolytic copper powder
- the good conduction part P3 is an example of a good conduction part
- the brush 1 is metallic carbon. It is an example of a quality brush.
- the present invention can be effectively used for various motors.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Motor Or Generator Current Collectors (AREA)
Description
図1は、本実施の形態に係る金属炭素質ブラシ(以下、ブラシと略記する)を用いた直流モータの模式的斜視図である。図1の直流モータ10は、ブラシ1および回転体2を含む。回転体2は整流子であり、回転軸Gの周りで回転可能に設けられる。ブラシ1にはリード線4が接続される。ブラシ1の一端は回転体2の外周面に接触する。図示しない電源からリード線4を介してブラシ1に電流が供給される。その電流がブラシ1から回転体2に供給されることにより、回転体2が回転軸Gの周りで回転する。ブラシ回転体2が回転することにより、ブラシ1が回転体2に対して摺動する。
ブラシ1の製造方法について説明する。まず、造粒により炭素質材料を作製する。具体的には、炭素粉およびバインダーを混練することにより炭素質材料を作製する。炭素粉としては、黒鉛粉を用いることが好ましい。黒鉛粉としては、天然黒鉛粉、人造黒鉛粉または膨張黒鉛粉等を用いることができ、これらのうち複数を混合して用いてもよい。バインダーとしては、合成樹脂を用いることができ、熱硬化性合成樹脂または熱可塑性合成樹脂のいずれを用いてもよく、またはこれらを混合して用いてもよい。バインダーの好ましい例として、エポキシ樹脂、フェノール樹脂、ポリエステル樹脂、ビニルエステル樹脂、フラン樹脂、ポリアミド樹脂、またはポリイミド樹脂が挙げられる。
このように、本実施の形態では、炭素質材料の成形後平均粒径が300μm以上2000μm以下であることにより、ブラシ1の電気抵抗率を低くすることができるとともに、ブラシ1の成形を容易に行うことが可能となる。
(4-1)実施例1
天然黒鉛にバインダーとしてフェノール樹脂を加えるとともに添加剤として二硫化モリブデンを加え、これを常温で混練することにより炭素質材料を作製し、作製された炭素質材料を熱風乾燥器により乾燥した。天然黒鉛の平均粒径は50μmであり、天然黒鉛の灰分は0.5%以下である。天然黒鉛およびフェノール樹脂の総量に対する天然黒鉛の割合は85重量%であり、フェノール樹脂の割合は15重量%である。天然黒鉛およびフェノール樹脂の総量に対する二硫化モリブデンの割合は3重量%である。
造粒後の炭素質材料から篩を用いて1400μmより大きく1700μm以下の粒径を有する炭素質粒子を抽出した点を除いて、上記実施例1と同様にブラシ1を作製した。
造粒後の炭素質材料から篩を用いて300μmより大きく710μm以下の粒径を有する炭素質粒子を抽出した点を除いて、上記実施例1と同様にブラシ1を作製した。
造粒後の炭素質材料から篩を用いて800μmの粒径を有する炭素質粒子を抽出した点を除いて、上記実施例1と同様にブラシ1を作製した。
比較例1が上記実施例1と異なるのは以下の点である。比較例1では、造粒後の炭素質材料を粉砕機により平均粒径が70μmとなるように粉砕した。その後、粉砕された炭素質材料に電解銅粉を混合してブラシ材料を作製し、作製されたブラシ材料を加圧成形後に焼成することによりブラシ1を作製した。
(5-1)表面状態
図3は、偏光顕微鏡により観察されるブラシ1の切断面を示す図である。図3には、実施例1~3および比較例1において作製されるブラシ1の炭素質粒子および金属粒子の状態が示される。図3に示される顕微鏡画像を解析することにより、実施例1における炭素質粒子の成形後平均粒径は800μmであり、実施例2における炭素質粒子の成形後平均粒径は1500μmであり、実施例3における炭素質粒子の成形後平均粒径は400μmであり、比較例1における炭素質粒子の成形後平均粒径は80μmであることがわかった。
実施例1~3および比較例1において作製されたブラシ1から5mm×5mm×40mmのテストピースを作製し、各テストピースの電気抵抗率を測定した。 図4は、電気抵抗率の測定結果を示す図である。図4に示すように、銅割合が20重量%である場合、30重量%である場合、40重量%である場合、および50重量%である場合の各々において、実施例1~3のテストピースの電気抵抗率が、比較例1のテストピースの電気抵抗率よりも小さくなった。また、銅割合が20重量%である場合、30重量%である場合、40重量%である場合、および50重量%である場合の各々において、実施例1,2のテストピースの電気抵抗率が、実施例3のテストピースの電気抵抗率よりもそれぞれ小さくなった。
実施例4および比較例1において作製されたブラシ1から7mm×11mm×11mmのテストピースを作製し、各テストピースの酸化膨張による膨張率を測定した。

以下、請求項の各構成要素と実施の形態の各部との対応の例について説明するが、本発明は下記の例に限定されない。
Claims (9)
- 複数の炭素質粒子からなる炭素質材料と、
前記複数の炭素質粒子の隙間に設けられ、金属からなる良導通部とを含み、
前記複数の炭素質粒子の平均粒径が300μm以上2000μm以下である、金属炭素質ブラシ。 - 前記炭素質材料および前記良導通部の全体に対する前記良導通部の割合が10重量%以上70重量%以下である、請求項1記載の金属炭素質ブラシ。
- 前記良導通部は電解銅粉を用いて形成される、請求項1記載の金属炭素質ブラシ。
- 炭素質粉およびバインダーを混合することにより炭素質材料を作製する工程と、
作製された炭素質材料の粒径を調整する工程と、
粒径が調整された炭素質材料と金属粉とを混合する工程と、
混合された炭素質材料および金属粉を成形する工程と、
成形後の炭素質材料および金属粉を焼成する工程とを備え、
前記調整する工程において、成形および焼成後の炭素質材料の平均粒径が300μm以上2000μm以下となるように、炭素質材料の粒径を調整する、金属炭素質ブラシの製造方法。 - 前記混合する工程において、前記金属粉として銅粉を用い、
炭素質材料と混合される銅粉の平均粒径は、前記成形および焼成後の炭素質材料の平均粒径の200分の1以上20分の3以下である、請求項4記載の金属炭素質ブラシの製造方法。 - 前記混合する工程において、前記銅粉として電解銅粉を用いる、請求項5記載の金属炭素質ブラシの製造方法。
- 前記電解銅粉の粒径は10μm以上40μm以下である、請求項6記載の金属炭素質ブラシの製造方法。
- 複数の炭素質粒子からなる炭素質材料と、
前記複数の炭素質粒子の隙間に設けられ、金属からなる良導通部とを含み、
ブラシの体積に対する粒径300μm以上の前記複数の炭素質粒子の体積の割合が50%以上である、金属炭素質ブラシ。 - ブラシの体積に対する粒径300μm以上の前記複数の炭素質粒子の体積の割合が60%以上90%以下である、請求項8記載の金属炭素質ブラシ。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/409,253 US20150171581A1 (en) | 2012-06-18 | 2013-06-17 | Metal-carbonaceous brush and manufacturing method of the same |
| EP13806935.6A EP2863523B1 (en) | 2012-06-18 | 2013-06-17 | Metal-carbonaceous brush and method for producing same |
| CN201380031928.XA CN104365002B (zh) | 2012-06-18 | 2013-06-17 | 金属碳质刷及其制造方法 |
| KR20147033406A KR20150018799A (ko) | 2012-06-18 | 2013-06-17 | 금속 탄소질 브러쉬 및 그 제조 방법 |
| JP2014520949A JP6456142B2 (ja) | 2012-06-18 | 2013-06-17 | 金属炭素質ブラシおよびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-136494 | 2012-06-18 | ||
| JP2012136494 | 2012-06-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013190822A1 true WO2013190822A1 (ja) | 2013-12-27 |
Family
ID=49768436
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/003770 Ceased WO2013190822A1 (ja) | 2012-06-18 | 2013-06-17 | 金属炭素質ブラシおよびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20150171581A1 (ja) |
| EP (1) | EP2863523B1 (ja) |
| JP (1) | JP6456142B2 (ja) |
| KR (1) | KR20150018799A (ja) |
| CN (1) | CN104365002B (ja) |
| TW (1) | TW201407907A (ja) |
| WO (1) | WO2013190822A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015208199A (ja) * | 2014-04-23 | 2015-11-19 | 東洋炭素株式会社 | 樹脂結合炭素質ブラシおよびその製造方法 |
| WO2016156112A1 (de) * | 2015-03-30 | 2016-10-06 | Schunk Hoffmann Carbon Technology Ag | Verwendung eines kohlenstoffverbundmaterials zur herstellung von elektrischen kontaktkörpern für eine kraftstoffpumpe sowie kontaktkörper |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106299945B (zh) * | 2015-05-19 | 2018-12-18 | 苏州东南碳制品有限公司 | 一种座椅电机用碳刷 |
| CN109983140A (zh) * | 2017-01-19 | 2019-07-05 | 特耐斯株式会社 | 铜石墨刷 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6447245A (en) * | 1987-08-12 | 1989-02-21 | Toshiba Ceramics Co | Metal graphite brush material |
| JPH0767294A (ja) * | 1993-08-24 | 1995-03-10 | Toshiba Ceramics Co Ltd | ブラシ |
| JP2007174732A (ja) * | 2005-12-19 | 2007-07-05 | Hitachi Chem Co Ltd | 電刷子 |
| JP2009148034A (ja) * | 2007-12-12 | 2009-07-02 | Denso Corp | 回転電機用ブラシおよび回転電機 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102130407B (zh) * | 2010-12-24 | 2012-08-22 | 苏州东南碳制品有限公司 | 一种卡车起动电机用碳刷及其制造方法和应用 |
-
2013
- 2013-06-17 US US14/409,253 patent/US20150171581A1/en not_active Abandoned
- 2013-06-17 CN CN201380031928.XA patent/CN104365002B/zh active Active
- 2013-06-17 JP JP2014520949A patent/JP6456142B2/ja active Active
- 2013-06-17 KR KR20147033406A patent/KR20150018799A/ko not_active Withdrawn
- 2013-06-17 WO PCT/JP2013/003770 patent/WO2013190822A1/ja not_active Ceased
- 2013-06-17 EP EP13806935.6A patent/EP2863523B1/en active Active
- 2013-06-18 TW TW102121598A patent/TW201407907A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6447245A (en) * | 1987-08-12 | 1989-02-21 | Toshiba Ceramics Co | Metal graphite brush material |
| JPH0767294A (ja) * | 1993-08-24 | 1995-03-10 | Toshiba Ceramics Co Ltd | ブラシ |
| JP2007174732A (ja) * | 2005-12-19 | 2007-07-05 | Hitachi Chem Co Ltd | 電刷子 |
| JP2009148034A (ja) * | 2007-12-12 | 2009-07-02 | Denso Corp | 回転電機用ブラシおよび回転電機 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015208199A (ja) * | 2014-04-23 | 2015-11-19 | 東洋炭素株式会社 | 樹脂結合炭素質ブラシおよびその製造方法 |
| CN106233590A (zh) * | 2014-04-23 | 2016-12-14 | 东洋炭素株式会社 | 树脂结合碳质电刷及其制造方法 |
| US20170047697A1 (en) * | 2014-04-23 | 2017-02-16 | Toyo Tanso Co., Ltd. | Resin bonded carbonaceous brush and method of manufacturing the same |
| EP3136558A4 (en) * | 2014-04-23 | 2018-01-10 | Toyo Tanso Co., Ltd. | Resin-bonded carbonaceous brush and method for manufacturing same |
| CN106233590B (zh) * | 2014-04-23 | 2020-12-29 | 东炭化工株式会社 | 树脂结合碳质电刷及其制造方法 |
| US10903613B2 (en) | 2014-04-23 | 2021-01-26 | Totan Kako Co., Ltd. | Resin bonded carbonaceous brush and method of manufacturing the same |
| WO2016156112A1 (de) * | 2015-03-30 | 2016-10-06 | Schunk Hoffmann Carbon Technology Ag | Verwendung eines kohlenstoffverbundmaterials zur herstellung von elektrischen kontaktkörpern für eine kraftstoffpumpe sowie kontaktkörper |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150171581A1 (en) | 2015-06-18 |
| CN104365002B (zh) | 2018-10-12 |
| EP2863523A1 (en) | 2015-04-22 |
| KR20150018799A (ko) | 2015-02-24 |
| EP2863523A4 (en) | 2015-12-16 |
| CN104365002A (zh) | 2015-02-18 |
| EP2863523B1 (en) | 2018-12-12 |
| JPWO2013190822A1 (ja) | 2016-02-08 |
| JP6456142B2 (ja) | 2019-01-23 |
| TW201407907A (zh) | 2014-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6456142B2 (ja) | 金属炭素質ブラシおよびその製造方法 | |
| WO2015162862A1 (ja) | 樹脂結合炭素質ブラシおよびその製造方法 | |
| JP5498709B2 (ja) | 金属黒鉛質ブラシ | |
| CN103404008B (zh) | 燃料泵用的碳刷及其制造方法 | |
| JP2005176492A (ja) | 直流モーター用ブラシ | |
| JP6267912B2 (ja) | 金属炭素質ブラシおよびその製造方法 | |
| CN102446643A (zh) | 复合电触头加工工艺 | |
| JP4458524B2 (ja) | 整流子モータ用ブラシの製造方法 | |
| JP2017017796A (ja) | カーボンブラシ及びその製造方法 | |
| JP2007325401A (ja) | カーボンブラシ及びその製造方法 | |
| CN106464094B (zh) | 滑动部件、旋转机、滑动部件的制造方法 | |
| JP2006345593A (ja) | 積層樹脂ブラシ | |
| JP2005229687A (ja) | 整流子モータ用ブラシの製造方法 | |
| WO2021106700A1 (ja) | 銀を主成分とする金属黒鉛質アースブラシ及びその製造方法 | |
| JP2007159283A (ja) | 樹脂結合質カーボンブラシ | |
| KR20200101347A (ko) | 카본 브러쉬 및 그 제조 방법 | |
| JP2005272947A (ja) | 燒結金属 | |
| JP2017204936A (ja) | 摺動部材、摺動部材形成材料及び摺動部材の製造方法 | |
| JPWO2018135162A1 (ja) | 銅黒鉛質ブラシ | |
| JP2005117789A (ja) | ブラシ及びブラシの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13806935 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| ENP | Entry into the national phase |
Ref document number: 2014520949 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20147033406 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013806935 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14409253 Country of ref document: US |