WO2014091702A1 - 溶融亜鉛めっき鋼板の製造方法 - Google Patents
溶融亜鉛めっき鋼板の製造方法 Download PDFInfo
- Publication number
- WO2014091702A1 WO2014091702A1 PCT/JP2013/007015 JP2013007015W WO2014091702A1 WO 2014091702 A1 WO2014091702 A1 WO 2014091702A1 JP 2013007015 W JP2013007015 W JP 2013007015W WO 2014091702 A1 WO2014091702 A1 WO 2014091702A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- hot
- air
- dip galvanized
- partial pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/003—Apparatus
- C23C2/0038—Apparatus characterised by the pre-treatment chambers located immediately upstream of the bath or occurring locally before the dipping process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0222—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating in a reactive atmosphere, e.g. oxidising or reducing atmosphere
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/024—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by cleaning or etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/561—Continuous furnaces for strip or wire with a controlled atmosphere or vacuum
Definitions
- the present invention relates to a method for producing a hot-dip galvanized steel sheet using a Si-containing high-strength steel sheet as a base material, a hot-dip galvanized steel sheet having a beautiful appearance free of surface defects such as non-plating and pressing and excellent plating adhesion. It relates to a method of manufacturing.
- hot dip galvanized steel sheet is manufactured by the following method. First, using a thin steel plate that has been hot-rolled, cold-rolled or heat-treated, the base steel plate surface is degreased and / or pickled and cleaned in the pretreatment step, or the pretreatment step is omitted. After the oil on the surface of the base steel plate is burned and removed in the preheating furnace, recrystallization annealing is performed by heating in a non-oxidizing atmosphere or a reducing atmosphere. Then, the steel sheet is cooled to a temperature suitable for plating in a non-oxidizing atmosphere or a reducing atmosphere, and in a molten zinc bath to which a small amount of Al (about 0.1 to 0.2 mass%) is added without being exposed to the air. Immerse in. Thereby, the steel plate surface is plated and a hot dip galvanized steel plate is obtained. Moreover, the galvannealed steel sheet is obtained by heat-treating the steel sheet in an alloying furnace after galvanizing.
- the hot dip galvanized steel sheet is annealed in a reducing atmosphere before plating.
- Si in steel has a high affinity with oxygen, it is selectively oxidized even in a reducing atmosphere to form an oxide on the surface of the steel sheet. Since these oxides lower the wettability of the steel sheet surface, they cause non-plating defects during plating. Moreover, even if it does not lead to non-plating, there exists a problem of reducing plating adhesiveness.
- these oxides significantly reduce the alloying rate in the alloying process after hot dip galvanizing. As a result, the productivity of the galvannealed steel sheet is greatly reduced.
- alloying treatment is performed at a high temperature to ensure productivity, there is a problem that powdering resistance is lowered, and it is difficult to achieve both efficient productivity and good powdering resistance.
- the alloying treatment at high temperature makes the residual ⁇ phase unstable, so the advantage of Si addition is lost. Thus, it is very difficult to manufacture a high-strength hot-dip galvanized steel sheet that satisfies both mechanical properties and plating quality.
- Patent Document 1 discloses a technique that improves wettability with molten zinc by first forming iron oxide on a steel sheet surface in an oxidizing atmosphere and then forming a reduced iron layer on the steel sheet surface by reduction annealing.
- Patent Document 2 discloses a technique for ensuring good plating quality by controlling an atmosphere such as oxygen concentration during preheating.
- the heating zone is divided into three stages of A to C zones, and each heating zone is controlled to an appropriate temperature and oxygen concentration, so that there is no non-plating or pressing on the steel sheet surface.
- Patent Document 3 A technique for manufacturing a hot-dip galvanized steel sheet having a beautiful appearance is disclosed in Patent Document 3.
- the method of applying hot dip galvanizing to high Si content steel by applying the redox technology as in Patent Documents 1 and 2 improves the non-plating defects while generating defects peculiar to redox technology called push rods. There's a problem.
- the method of controlling the temperature and oxygen concentration in the AC heating zones as in Patent Document 3 can provide a hot-dip galvanized steel sheet free from surface defects such as non-plating and pressing.
- the appropriate temperature range of the heating zone differs for each manufacturing condition (manufacturing plan). That is, even if the temperature of the heating zone is controlled to the same temperature, non-plating or pressing may occur depending on manufacturing conditions. Therefore, it is necessary to change the temperature range of the heating zone, and there is a problem that the yield of products is low.
- the present invention has been made in view of such circumstances, and provides a method for producing a hot dip galvanized steel sheet having a beautiful appearance with no surface defects and having a high product yield using a high Si content steel sheet as a base material. For the purpose.
- the amount of oxide formed on the surface of the steel sheet is affected by the furnace temperature and oxygen concentration in the heating zone of the annealing furnace.
- the present inventors conducted research on factors affecting the variation in the oxidation amount of high-Si steel sheets in addition to the furnace temperature and oxygen concentration in the heating zone.
- the variation in the amount of oxidation greatly depends on the partial pressure of water vapor P H2O in Air introduced into the heating zone, and in particular, in the range of P H2O in Air ⁇ 3000 Pa, the variation in the amount of oxidation with an increase in the partial pressure of water vapor. It became clear that increased.
- the present invention has been made based on the above findings, and the gist thereof is as follows. [1] Mass%, C: 0.05 to 0.25%, Si: 0.1 to 3.0%, Mn: 0.5 to 3.0%, P: 0.001% to 0.10 %, Al: 0.01% to 3.00%, S: 0.200% or less, introduced into the heating zone when hot dip galvanizing is applied to a steel sheet having a component composition consisting of the remainder Fe and inevitable impurities Heat treatment is performed to heat the steel sheet surface in the range of 600 to 790 ° C.
- the ultimate temperature of the steel sheet is 630 to 850 ° C. in an atmosphere containing hydrogen gas and water vapor gas with a steam partial pressure P H2O of 1000 Pa ⁇ P H2 ⁇ 50,000 Pa and P H2O ⁇ 610 Pa and the balance N 2 and unavoidable impurities. Heated After that, a method for producing a hot-dip galvanized steel sheet excellent in appearance and plating adhesion, characterized by performing hot dip galvanizing treatment.
- a hot-dip galvanized steel sheet having a beautiful surface appearance free from unplating or pressing can be stably produced.
- the present invention is effective when a steel sheet containing 0.1% or more of Si, which is generally considered to be difficult to hot dip galvanize, that is, a high Si content steel sheet is used as a base material. It can be said that the invention is useful as a method for remarkably improving the yield in the production of steel sheets.
- FIG. 1 is a correlation diagram between the manufacturing conditions (furnace temperature T and the partial pressure of water vapor P H2O in Air introduced) and the evaluation result of the surface appearance.
- C 0.05 to 0.25% C needs to be contained in an amount of 0.05% or more in order to increase the strength of the steel sheet. On the other hand, when C exceeds 0.25%, weldability deteriorates. Therefore, C is set to 0.05 to 0.25%.
- Si 0.1-3.0% Since Si is the most important element for improving the mechanical properties of the high-strength steel sheet, it is necessary to contain 0.1% or more. However, when Si exceeds 3.0%, it becomes difficult to suppress the formation of an oxide film, and the adhesion of the plating layer is lowered. Therefore, Si is made 0.1 to 3.0%.
- Mn 0.5 to 3.0% Since Mn is a solid solution strengthening element and is effective for increasing the strength of the steel sheet, it is necessary to contain 0.5% or more. On the other hand, if Mn exceeds 3.0%, the weldability and plating adhesion deteriorate, and further, it becomes difficult to ensure the balance of strength and ductility. Therefore, Mn is 0.5 to 3.0%.
- P 0.001 to 0.10% Since P delays the precipitation of cementite and delays the progress of the phase transformation, P is made 0.001% or more. On the other hand, if P exceeds 0.10%, weldability and plating adhesion deteriorate. Furthermore, since alloying is delayed, the alloying temperature rises and ductility deteriorates. Therefore, P is made 0.001 to 0.10%.
- Al 0.01 to 3.00%
- Al is an element added complementarily to Si. Since Al is inevitably mixed in the steelmaking process, the lower limit value of Al is 0.01% or more. On the other hand, when Al exceeds 3.00%, it becomes difficult to suppress the formation of an oxide film, and the adhesion of the plating layer is lowered. Therefore, Al is made 0.01 to 3.00%.
- S 0.200% or less S is an element inevitably contained in the steelmaking process. However, if a large amount of S is contained, weldability deteriorates. Therefore, S is set to 0.200% or less.
- Mo and / or Cr may be further contained.
- Mo 0.01 to 1.00%
- Mo is an element that controls the high-strength ductility balance, and Mo can be contained in an amount of 0.01% or more.
- Mo like Cr, promotes internal oxidation of Si and Al and has the effect of suppressing surface concentration.
- Mo exceeds 1.00%, the cost may increase. Therefore, when it contains Mo, 0.01 to 1.00% is preferable.
- Cr 0.01 to 1.00%
- Cr is an element that controls the high-strength ductility balance, and Cr can be contained in an amount of 0.01% or more.
- Cr has an effect of promoting internal oxidation of Si and Al and suppressing surface concentration.
- the Cr concentration exceeds 1.00%, Cr is concentrated on the surface of the steel sheet, so that plating adhesion and weldability deteriorate. Therefore, when Cr is contained, 0.01 to 1.00% is preferable.
- the following elements may be contained according to desired characteristics.
- Nb 0.005 to 0.20%
- Nb is an element that controls the high-strength ductility balance, and Nb can be contained in an amount of 0.005% or more.
- Nb exceeds 0.20%, the cost may increase. Therefore, when Nb is contained, 0.005% to 0.20% is preferable.
- Ti 0.005 to 0.20%
- Ti is an element that controls the high-strength ductility balance, and Ti can be contained in an amount of 0.005% or more. On the other hand, if Ti exceeds 0.20%, plating adhesion may be reduced. Therefore, when Ti is contained, 0.005% to 0.20% is preferable.
- Cu 0.01 to 0.50% Cu is an element that promotes the formation of a residual ⁇ phase, and can be contained in an amount of 0.01% or more. On the other hand, if Cu exceeds 0.5%, the cost may increase. Therefore, when Cu is contained, 0.01% to 0.50% is preferable.
- Ni 0.01 to 1.00%
- Ni is an element that promotes the formation of a residual ⁇ phase, and can be contained in an amount of 0.01% or more. On the other hand, if Ni exceeds 1.00%, the cost may increase. Therefore, when Ni is contained, 0.01% to 1.00% is preferable.
- B 0.0005 to 0.010%
- B is an element that promotes the formation of a residual ⁇ phase, and can be contained in an amount of 0.0005% or more.
- B exceeds 0.010%, plating adhesion may deteriorate. Therefore, when B is contained, 0.0005% to 0.010% is preferable.
- the remainder other than the above is Fe and inevitable impurities.
- the manufacturing method of the hot dip galvanized steel sheet of this invention is demonstrated.
- the steel having the above chemical components is hot-rolled and then cold-rolled to obtain a steel plate, and then subjected to annealing and hot-dip galvanizing treatment in a continuous hot-dip galvanizing facility. Moreover, you may perform an alloying process after the hot dip galvanization process as needed.
- the steel plate in the heating zone of the annealing furnace, is controlled while controlling the furnace temperature T in the heating zone of the annealing furnace based on the partial pressure of water vapor P H2O in Air in the air introduced into the furnace.
- the reached temperature of the steel sheet is increased from 630 to 630 in an atmosphere in which the hydrogen partial pressure P H2 and the water vapor partial pressure P H2O include 1000 Pa ⁇ P H2 ⁇ 50000 Pa and P H2O ⁇ 610 Pa, and the balance is N 2 and inevitable impurities.
- a hot dip galvanizing treatment is performed. This is the most important requirement in the present invention.
- Hot rolling Usually, it can be performed on the conditions performed.
- the pickling treatment is preferable to perform a pickling treatment after hot pickling.
- the black scale formed on the surface in the pickling process is removed, and then cold-rolled.
- the pickling conditions are not particularly limited.
- Cold rolling is preferably performed at a rolling reduction of 30% to 90%. If the rolling reduction is less than 30%, recrystallization is delayed, and mechanical properties are likely to deteriorate. On the other hand, if the rolling reduction exceeds 90%, not only the rolling cost increases, but also the surface concentration during annealing increases, so that the plating characteristics deteriorate.
- the cold-rolled steel sheet is annealed and then subjected to hot dip galvanizing treatment.
- the steel sheet in the heating zone of the annealing furnace, the steel sheet is heated while controlling the in-furnace temperature T in the heating zone of the annealing furnace based on the partial pressure P H2O in Air in the air introduced into the furnace. It is possible to provide a method for producing a hot-dip galvanized steel sheet with a high yield by reducing variations in the amount of oxide formed on the steel sheet.
- Heat treatment conditions Heating by a combustion reaction in the heating zone of the annealing furnace is performed in order to form an Fe-based oxide on the steel sheet surface.
- the amount of oxide formed on the surface of a steel sheet is affected by the furnace temperature and oxygen concentration in the heating zone of the annealing furnace.
- the inventors have found that the amount of oxide formed on the surface of the steel sheet greatly depends on the amount of water vapor contained in the air introduced into the furnace in addition to the furnace temperature and oxygen concentration. Specifically, it was found that when the water vapor partial pressure P H2O in Air introduced into the heating zone is P H2O in Air ⁇ 3000 Pa, the oxidation rate increases linearly as the water vapor partial pressure increases.
- the surface of the steel sheet is controlled while controlling the in-furnace temperature T (° C.) in the heating zone of the annealing furnace based on the partial pressure P H2O in Air of the air introduced into the heating zone of the annealing furnace. Is heated in the range of 600 to 790 ° C.
- the partial pressure of water vapor in the atmosphere introduced into the furnace varies depending on the temperature / humidity and the performance of the dehumidifying / humidifying device. From the viewpoint of operating cost and protection in the furnace, 20000 Pa or less is desirable.
- the furnace temperature T (° C.) in the heating zone of the annealing furnace is preferably set to the following range.
- P H2O in Air ⁇ 3000 Pa 690 ⁇ 0.03 ⁇ P H2O in Air ⁇ T ⁇ 790 ⁇ 0.03 ⁇ P H2O in Air
- 3000 Pa ⁇ P H2O in Air ⁇ 20000 Pa 600 ⁇ T ⁇ 700
- P H2O in Air ⁇ 3000 Pa if less than 690 ⁇ 0.03 ⁇ P H2O in Air , the amount of oxidation is insufficient, and thus non-plating occurs.
- the water vapor partial pressure in the air to be introduced can be measured with a specular dew point meter or a capacitance type dew point meter, and the furnace temperature is feedback controlled within the above temperature range from the measured water vapor partial pressure.
- the furnace temperature is feedback controlled within the above temperature range from the measured water vapor partial pressure.
- the annealing after heating the steel sheet is performed to reduce the steel sheet surface.
- the hydrogen partial pressure P H2 in order to obtain a sufficient reducing ability, the hydrogen partial pressure P H2 must be at least 1000 Pa.
- the operating costs become higher in than P H2 is 50000 Pa.
- the water vapor partial pressure P H2O > 610 Pa the oxide is difficult to reduce, so that the plating characteristics deteriorate.
- the hydrogen partial pressure is set to 1000 Pa ⁇ P H2 ⁇ 50000 Pa, and the water vapor partial pressure is set to an atmosphere containing hydrogen gas and water vapor gas satisfying P H2O ⁇ 610 Pa.
- the balance is the balance N 2 and inevitable impurities.
- the steel sheet is heated at a soaking temperature of 630 to 850 ° C. and subjected to reduction annealing. If the ultimate temperature of the steel sheet is 630 ° C. or lower, the mechanical properties deteriorate because recrystallization is delayed. When the ultimate temperature of the steel sheet exceeds 850 ° C., surface enrichment is promoted, so that non-plating occurs.
- the hot dip galvanizing treatment After the hot dip galvanizing treatment annealing, the hot dip galvanizing treatment is performed. In addition, after the hot dip galvanizing treatment, an alloying treatment can be performed as necessary to obtain an alloyed hot dip galvanized steel sheet.
- the bath temperature of the Zn bath in the hot dip galvanizing process and alloying process it is preferable to use a Zn bath having a bath temperature of 440 to 550 ° C. A bath temperature of less than 440 ° C. is not suitable because the temperature unevenness inside the bath is large and Zn can be solidified.
- 550 degreeC evaporation of Zn bath component will be intense, and the problem of operating environment deterioration by operating cost or Zn bath evaporation will arise.
- alloying progresses when the steel plate is immersed, it tends to be overalloyed.
- the Al concentration in the bath without the alloying treatment 0.14 to 0.24 mass% is desirable. If it is less than 0.14 mass%, the Fe—Zn alloying reaction proceeds during plating, which causes uneven appearance. On the other hand, if the Al concentration exceeds 0.24 mass%, the Fe—Al alloy layer is formed thick at the plating layer / base metal interface during the plating process, so that the weldability deteriorates. Further, since the Al concentration in the bath is high, a large amount of Al oxide film adheres to the surface of the steel sheet, and the surface appearance is significantly impaired.
- the Al concentration in the bath when alloying is desired is preferably 0.10 to 0.20%. If the content is less than 0.10%, a hard and brittle Fe—Zn alloy layer is formed at the plating layer / base metal interface during plating, so that the plating adhesion deteriorates. On the other hand, if the Al concentration exceeds 0.20%, the weldability deteriorates because the Fe—Al alloy layer is formed thick at the plating layer / base metal interface immediately after bath immersion.
- Mg may be added to the Zn bath for the purpose of improving the corrosion resistance.
- the alloying temperature is suitably 460 ° C. or more and less than 570 ° C.
- the alloying reaction is slow.
- a hard and brittle Fe—Zn alloy layer is formed thick at the plating layer / base metal interface, so that the plating characteristics deteriorate.
- the amount of plating adhesion is not particularly defined.
- the plating adhesion amount is preferably 10 g / m 2 or more, and preferably 120 g / m 2 or less from the viewpoint of workability and economy.
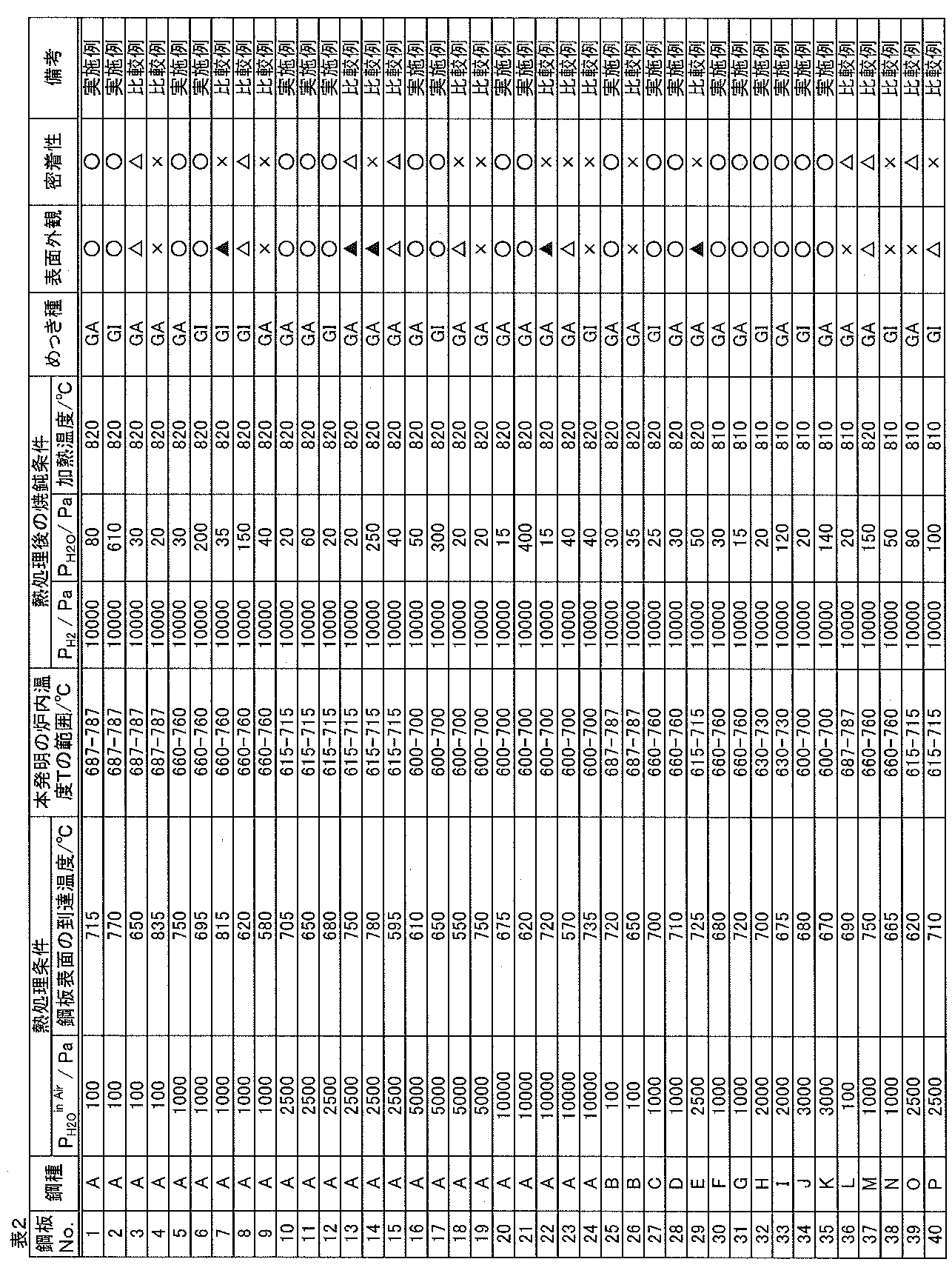
- the slab having the steel composition shown in Table 1 was heated at 1260 ° C. for 60 minutes in a heating furnace, subsequently hot-rolled to 2.8 mm, and then wound at 540 ° C. Next, after removing the black skin scale by pickling, cold rolling was performed to 1.6 mm. Thereafter, heat treatment was performed under the conditions shown in Table 2 using a DFF type CGL having a divided heating zone. Subsequently, the steel sheet was immersed in an Al-containing Zn bath at 460 ° C. and plated (GI), and then alloyed (GA) to obtain an alloyed hot-dip galvanized steel sheet. The Al concentration in the bath was adjusted to 0.10 to 0.20%, and the plating adhesion amount was adjusted to 45 g / m 2 by gas wiping. The alloying treatment was performed at 550 to 560 ° C.
- the surface appearance and plating adhesion of the hot-dip galvanized steel sheet obtained above were evaluated by the methods shown below.
- ⁇ Appearance failure due to non-plating or push-in (2) Plating adhesion
- the amount of peeling per unit length when cellophane tape is applied to the plating surface, and the tape surface is bent and unbent at 90 ° C, Zn count As measured by the fluorescent X-ray method and evaluated in accordance with the following criteria.
- the mask diameter is 30 mm
- the fluorescent X-ray acceleration voltage is 50 kV
- the acceleration current is 50 mA
- the measurement time is 20 seconds.
- ⁇ Zn count 0 to 5000
- X Zn count number 10000 or more The results obtained are shown in Table 2.
- FIG. 1 is a correlation diagram between the production conditions (in-furnace temperature T and partial pressure of water vapor P H2O in Air ) and the evaluation result of the surface appearance of the steel type A in Table 2. According to FIG. 1, all the hot dip galvanized steel sheet surfaces within the scope of the present invention have a beautiful appearance.
- FIG. 1 also shows a comparison of the prior art.
- the in-furnace temperature in the heating zone is controlled to 750 ° C.
- P H2O in Air 2500 Pa and 5000 Pa
- the furnace temperature is controlled to 650 ° C.
- a hot-dip galvanized steel sheet having a stable and beautiful appearance and excellent plating adhesion is produced. That is, the product yield is remarkably improved as compared with the conventional manufacturing method.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Coating With Molten Metal (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
[1]mass%で、C:0.05~0.25%、Si:0.1~3.0%、Mn:0.5~3.0%、P:0.001%~0.10%、Al:0.01%~3.00%、S:0.200%以下を含有し、残部Feおよび不可避的不純物からなる成分組成を有する鋼板に溶融亜鉛めっきを施すに際し、加熱帯に導入する空気中の水蒸気分圧PH2O in Airに基づき焼鈍炉の加熱帯における炉内温度Tを制御しつつ鋼板表面を600~790℃の範囲に加熱する熱処理を行い、次いで、水素分圧PH2および水蒸気分圧PH2Oが、1000Pa≦PH2≦50000PaおよびPH2O≦610Paである水素ガスおよび水蒸気ガスを含み残部N2及び不可避的不純物である雰囲気中で鋼板の到達温度を630~850℃で加熱した後、溶融亜鉛めっき処理を施すことを特徴とする外観性とめっき密着性に優れる溶融亜鉛めっき鋼板の製造方法。
[2]前記炉内温度Tを、以下のように制御することを特徴とする[1]に記載の外観性とめっき密着性に優れる溶融亜鉛めっき鋼板の製造方法。
PH2O in Air≦3000Paの場合:690-0.03×PH2O in Air≦T≦790-0.03×PH2O in Air
3000Pa<PH2O in Air≦20000Paの場合:600≦T≦700
[3]前記成分組成が、さらにMo:0.01~1.00%および/またはCr:0.01~1.00%を含有していることを特徴とする[1]または[2]に記載の外観性とめっき密着性に優れる溶融亜鉛めっき鋼板の製造方法。
[4]溶融亜鉛めっき処理後にめっき層を合金化処理することを特徴とする[1]~[3]のいずれか1項に記載の外観性とめっき密着性に優れる溶融亜鉛めっき鋼板の製造方法。
まず、本発明に用いる鋼板の成分組成について説明する。なお、成分の量を表す%は、特に断らない限りmass%を意味する。
Cは鋼板の高強度化を図るために0.05%以上含有する必要がある。一方、Cが0.25%を超えると溶接性が劣化する。そのため、Cは0.05~0.25%とする。
Siは高強度鋼板の機械的特性を改善する上で最重要な元素であるため、0.1%以上含有する必要がある。ただし、Siが3.0%を超えると酸化皮膜の生成抑制が困難になり、めっき層の密着性が低下する。そのため、Siは0.1~3.0%とする。
Mnは固溶強化元素であり、鋼板の高強度化を図るために効果的であるため、0.5%以上含有する必要がある。一方、Mnは3.0%を超えると溶接性やめっき密着性が低下し、さらに強度延性バランスの確保が困難になる。そのため、Mnは0.5~3.0%とする。
Pはセメンタイトの析出を遅延させて相変態の進行を遅らせるため、Pは0.001%以上とする。一方、Pが0.10%を超えると溶接性およびめっき密着性が劣化する。さらに、合金化を遅延させるため、合金化温度が上昇し、延性が劣化する。そのため、Pは0.001~0.10%とする。
AlはSiと補完的に添加される元素である。Alは製鋼過程で不可避的に混入するため、Alの下限値は0.01%以上である。一方、Alが3.00%を超えると酸化皮膜の生成抑制が困難になり、めっき層の密着性が低下する。そのため、Alは0.01~3.00%とする。
Sは製鋼過程で不可避的に含有される元素である。しかし、Sが多量に含まれると溶接性が劣化する。そのため、Sは0.200%以下とする。
Moは高強度延性バランスを制御する元素であり、Moは0.01%以上含有することができる。また、MoはCrと同様Si、Alの内部酸化を促進し、表面濃化を抑制する効果がある。一方で、Moが1.00%を超えるとコストアップを招く場合がある。そのため、Moを含有する場合、0.01~1.00%が好ましい。
Crは高強度延性バランスを制御する元素であり、Crは0.01%以上含有することができる。また、CrはSi、Alの内部酸化を促進し、表面濃化を抑制する効果がある。一方で、Cr濃度が1.00%を超えると、Crが鋼板表面に濃化するため、めっき密着性および溶接性が劣化する。そのため、Crを含有する場合、0.01~1.00%が好ましい。
Nbは高強度延性バランスを制御する元素であり、Nbは0.005%以上含有することができる。一方で、Nbが0.20%を超えるとコストアップを招く場合がある。そのため、Nbを含有する場合、0.005%~0.20%が好ましい。
Tiは高強度延性バランスを制御する元素であり、Tiは0.005%以上含有することができる。一方で、Tiが0.20%を超えるとめっき密着性を低下させる場合がある。そのため、Tiを含有する場合、0.005%~0.20%が好ましい。
Cuは残留γ相形成を促進する元素であり、0.01%以上含有することができる。一方で、Cuが0.5%を超えるとコストアップを招く場合がある。そのため、Cuを含有する場合、0.01%~0.50%が好ましい。
Niは残留γ相形成を促進する元素であり、0.01%以上含有することができる。一方で、Niが1.00%を超えるとコストアップを招く場合がある。そのため、Niを含有する場合、0.01%~1.00%が好ましい。
Bは残留γ相形成を促進する元素であり、0.0005%以上含有することができる。一方で、Bが0.010%を超えるとめっき密着性が劣化する場合がある。そのため、Bを含有する場合、0.0005%~0.010%が好ましい。
上記化学成分を有する鋼を熱間圧延した後、冷間圧延し鋼板とし、次いで、連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を行う。また、必要に応じて、溶融亜鉛めっき処理後に合金化処理を行ってもよい。なお、この時、本発明においては、焼鈍炉の加熱帯において、炉内に導入する空気中の水蒸気分圧PH2O in Airに基づき焼鈍炉の加熱帯の炉内温度Tを制御しつつ鋼板を加熱し、次いで、水素分圧PH2および水蒸気分圧PH2Oが、1000Pa≦PH2≦50000PaおよびPH2O≦610Paを含み残部N2及び不可避的不純物である雰囲気中で鋼板の到達温度を630~850℃で加熱した後、溶融亜鉛めっき処理を施すことを特徴とする。これは本発明において、最も重要な要件である。
通常、行われる条件にて行うことができる。
熱間圧延後は酸洗処理を行うのが好ましい。酸洗工程で表面に生成した黒皮スケールを除去し、しかる後冷間圧延する。なお、酸洗条件は特に限定しない。
30%以上90%以下の圧下率で行うことが好ましい。圧下率が30%未満では再結晶が遅延するため、機械特性が劣化しやすい。一方、圧下率が90%超えでは圧延コストがアップするだけでなく、焼鈍時の表面濃化が増加するため、めっき特性が劣化する。
焼鈍炉の加熱帯での燃焼反応による加熱は、鋼板表面にFe系酸化物を形成するために行うものである。従来、鋼板表面に形成される酸化物量は焼鈍炉の加熱帯における炉内温度および酸素濃度に影響を受けることが知られている。本発明者らは、鋼板表面に形成される酸化物量は、炉内温度および酸素濃度のほかに炉内に導入する空気中に含まれる水蒸気量に大きく依存するということを見出した。具体的には、加熱帯内に導入する水蒸気分圧PH2O in Airが、PH2O in Air≦3000Paでは、水蒸気分圧の増加に伴い酸化速度が直線的に増加することがわかった。これは、PH2O in Air≦3000Paでは酸化物中への水蒸気の固溶によって、酸化物中の欠陥濃度が増加することに起因すると考えられる。一方、PH2O in Air>3000Paでは、酸化速度は水蒸気分圧にほとんど依存せずほぼ一定となることがわかった。これは、PH2O in Air>3000Paでは酸化物中への水蒸気の固溶が飽和し、欠陥濃度がそれ以上増加しないためであると考えられる。
PH2O in Air≦3000Paの場合:690-0.03×PH2O in Air≦T≦790-0.03×PH2O in Air
3000Pa<PH2O in Air≦20000Paの場合:600≦T≦700
PH2O in Air≦3000Paの場合、690-0.03×PH2O in Air未満では、酸化量が不足するため、不めっきが発生する。また、790-0.03×PH2O in Air超えでは、酸化量が過剰になるため、押し疵が発生する。
3000Pa<PH2O in Air≦20000Paの場合、600℃未満では、酸化量が不足するため、不めっきが発生する。700℃超えでは、酸化量が過剰になるため、押し疵が発生する。
鋼板を加熱した後の焼鈍は、鋼板表面を還元処理するために行うものである。本発明において、十分な還元能力を得るために、水素分圧PH2は1000Pa以上必要である。一方、PH2が50000Pa超えでは操業コストが高くなる。また、水蒸気分圧PH2O>610Paでは、酸化物が還元しにくいため、めっき特性が劣化する。以上より、加熱後の焼鈍の際、水素分圧は1000Pa≦PH2≦50000Pa、水蒸気分圧はPH2O≦610Paとなる水素ガスおよび水蒸気ガスを含む雰囲気下とする。残部は残部N2及び不可避的不純物とする。
こうした雰囲気下で、均熱温度630~850℃で鋼板を加熱し還元焼鈍する。鋼板の到達温度が630℃以下では、再結晶が遅延するため機械的特性が劣化する。鋼板の到達温度が850℃超えでは、表面濃化が促進されるため不めっきが発生する。
焼鈍後、溶融亜鉛めっき処理を施す。また、溶融亜鉛めっき処理後、必要に応じて合金化処理を施し合金化溶融亜鉛めっき鋼板とすることができる。
溶融亜鉛めっき処理および合金化処理におけるZn浴の浴温としては、浴温440~550℃のZn浴を用いることが好ましい。浴温が440℃未満では浴内部の温度ムラが大きく、Znの凝固が起こりうるため適さない。一方で、550℃を超えるとZn浴成分の蒸発が激しく、操業コストまたはZn浴蒸発による操業環境劣化の問題が生じる。さらに、鋼板浸漬時に合金化が進行するため、過合金になりやすい。

(1)表面外観
表面外観は、300×300mmの範囲を目視し、下記基準に照らして評価した。
○:不めっきまたは押し疵がない
△:概ね良好。しかし低頻度で不めっきがある。
▲:概ね良好。しかし低頻度で押し疵がある。
×:不めっきまたは押し疵があり外観不良
(2)めっき密着性
めっき表面にセロハンテープを貼り、テープ面を90℃曲げおよび曲げ戻しをした時の単位長さ辺りの剥離量を、Znカウント数として蛍光X線法により測定し、下記基準に照らして評価した。なお、この時のマスク径は30mm、蛍光X線の加速電圧は50kV、加速電流は50mA、測定時間は20秒である。
○:Znカウント数0~5000
△:Znカウント数5000~10000
×:Znカウント数10000以上
得られた結果を表2に示す。
Claims (4)
- mass%で、C:0.05~0.25%、Si:0.1~3.0%、Mn:0.5~3.0%、P:0.001%~0.10%、Al:0.01%~3.00%、S:0.200%以下を含有し、残部Feおよび不可避的不純物からなる成分組成を有する鋼板に溶融亜鉛めっきを施すに際し、
加熱帯に導入する空気中の水蒸気分圧PH2O in Airに基づき焼鈍炉の加熱帯における炉内温度Tを制御しつつ鋼板表面の到達温度を600~790℃の範囲に加熱する熱処理を行い、
次いで、水素分圧PH2および水蒸気分圧PH2Oが、1000Pa≦PH2≦50000PaおよびPH2O≦610Paである水素ガスおよび水蒸気ガスを含み残部N2及び不可避的不純物である雰囲気中で均熱温度630~850℃で鋼板を加熱した後、
溶融亜鉛めっき処理を施すことを特徴とする外観性とめっき密着性に優れる溶融亜鉛めっき鋼板の製造方法。 - 前記炉内温度Tを、以下のように制御することを特徴とする請求項1に記載の外観性とめっき密着性に優れる溶融亜鉛めっき鋼板の製造方法。
PH2O in Air≦3000Paの場合:690-0.03×PH2O in Air≦T≦790-0.03×PH2O in Air
3000Pa<PH2O in Air≦20000Paの場合:600≦T≦700 - 前記成分組成が、さらにMo:0.01~1.00%および/またはCr:0.01~1.00%を含有していることを特徴とする請求項1または2に記載の外観性とめっき密着性に優れる溶融亜鉛めっき鋼板の製造方法。
- 溶融亜鉛めっき処理後にめっき層を合金化処理することを特徴とする請求項1~3のいずれか1項に記載の外観性とめっき密着性に優れる溶融亜鉛めっき鋼板の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020157015262A KR101707981B1 (ko) | 2012-12-11 | 2013-11-29 | 용융 아연 도금 강판의 제조 방법 |
| US14/649,760 US9677148B2 (en) | 2012-12-11 | 2013-11-29 | Method for manufacturing galvanized steel sheet |
| EP13862056.2A EP2933351A4 (en) | 2012-12-11 | 2013-11-29 | METHOD OF MANUFACTURE OF FIREPLATED STEEL PLATE |
| CN201380063713.6A CN104919073B (zh) | 2012-12-11 | 2013-11-29 | 热浸镀锌钢板的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-269879 | 2012-12-11 | ||
| JP2012269879A JP5626324B2 (ja) | 2012-12-11 | 2012-12-11 | 溶融亜鉛めっき鋼板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014091702A1 true WO2014091702A1 (ja) | 2014-06-19 |
Family
ID=50934010
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/007015 Ceased WO2014091702A1 (ja) | 2012-12-11 | 2013-11-29 | 溶融亜鉛めっき鋼板の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9677148B2 (ja) |
| EP (1) | EP2933351A4 (ja) |
| JP (1) | JP5626324B2 (ja) |
| KR (1) | KR101707981B1 (ja) |
| CN (1) | CN104919073B (ja) |
| WO (1) | WO2014091702A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018001098A1 (zh) * | 2016-06-28 | 2018-01-04 | 宝山钢铁股份有限公司 | 一种热浸镀低密度钢及其制造方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013004905A1 (de) * | 2012-03-23 | 2013-09-26 | Salzgitter Flachstahl Gmbh | Zunderarmer Vergütungsstahl und Verfahren zur Herstellung eines zunderarmen Bauteils aus diesem Stahl |
| JP6269547B2 (ja) * | 2015-03-23 | 2018-01-31 | Jfeスチール株式会社 | 連続溶融亜鉛めっき装置及び溶融亜鉛めっき鋼板の製造方法 |
| CN110914464B (zh) * | 2017-07-31 | 2021-10-15 | 日本制铁株式会社 | 热浸镀锌钢板 |
| MX2024011568A (es) * | 2022-03-25 | 2024-09-26 | Jfe Steel Corp | Metodo para producir lamina de acero galvanizado por inmersion en caliente de alta resistencia. |
| KR20250091651A (ko) * | 2023-12-14 | 2025-06-23 | 현대제철 주식회사 | 초고강도 도금강판 및 그 제조방법 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04202630A (ja) | 1990-11-30 | 1992-07-23 | Nippon Steel Corp | めっき密着性の良好な高Si含有高張力溶融亜鉛めっき鋼板の製造方法 |
| JPH06306561A (ja) | 1993-04-26 | 1994-11-01 | Kawasaki Steel Corp | 高張力溶融亜鉛めっき鋼板の製造方法 |
| JP2004315960A (ja) * | 2003-02-06 | 2004-11-11 | Nippon Steel Corp | 合金化溶融亜鉛めっき鋼板、およびその製造方法 |
| JP2007231373A (ja) * | 2006-03-01 | 2007-09-13 | Nippon Steel Corp | 溶接部の耐水素脆性に優れる高強度鋼板及びその製造方法 |
| JP2007291498A (ja) | 2006-02-28 | 2007-11-08 | Jfe Steel Kk | 外観性とめっき密着性に優れる高強度溶融亜鉛めっき鋼板の製造方法 |
| JP2011117069A (ja) * | 2009-10-30 | 2011-06-16 | Jfe Steel Corp | 高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板の製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3887308B2 (ja) | 2002-12-27 | 2007-02-28 | 新日本製鐵株式会社 | 高強度高延性溶融亜鉛めっき鋼板とその製造方法 |
| CA2520814C (en) | 2003-03-31 | 2009-09-15 | Nippon Steel Corporation | Alloyed molten zinc plated steel sheet and process of production of same |
| JP4192051B2 (ja) | 2003-08-19 | 2008-12-03 | 新日本製鐵株式会社 | 高強度合金化溶融亜鉛めっき鋼板の製造方法と製造設備 |
| CN102260842B (zh) | 2004-12-21 | 2013-12-25 | 株式会社神户制钢所 | 熔融镀锌方法及熔融镀锌设备 |
| JP5564784B2 (ja) | 2008-12-05 | 2014-08-06 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板及び高強度合金化溶融亜鉛めっき鋼板の製造方法 |
| JP5779847B2 (ja) | 2009-07-29 | 2015-09-16 | Jfeスチール株式会社 | 化成処理性に優れた高強度冷延鋼板の製造方法 |
| DE102009044861B3 (de) | 2009-12-10 | 2011-06-22 | ThyssenKrupp Steel Europe AG, 47166 | Verfahren zum Herstellen eines gut umformbaren Stahlflachprodukts, Stahlflachprodukt und Verfahren zur Herstellung eines Bauteils aus einem solchen Stahlflachprodukt |
| JP5513216B2 (ja) | 2010-03-31 | 2014-06-04 | 株式会社神戸製鋼所 | 合金化溶融亜鉛めっき鋼板の製造方法 |
| JP5793971B2 (ja) * | 2011-06-01 | 2015-10-14 | Jfeスチール株式会社 | 材質安定性、加工性およびめっき外観に優れた高強度溶融亜鉛めっき鋼板の製造方法 |
-
2012
- 2012-12-11 JP JP2012269879A patent/JP5626324B2/ja active Active
-
2013
- 2013-11-29 EP EP13862056.2A patent/EP2933351A4/en not_active Withdrawn
- 2013-11-29 WO PCT/JP2013/007015 patent/WO2014091702A1/ja not_active Ceased
- 2013-11-29 KR KR1020157015262A patent/KR101707981B1/ko active Active
- 2013-11-29 CN CN201380063713.6A patent/CN104919073B/zh active Active
- 2013-11-29 US US14/649,760 patent/US9677148B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04202630A (ja) | 1990-11-30 | 1992-07-23 | Nippon Steel Corp | めっき密着性の良好な高Si含有高張力溶融亜鉛めっき鋼板の製造方法 |
| JPH06306561A (ja) | 1993-04-26 | 1994-11-01 | Kawasaki Steel Corp | 高張力溶融亜鉛めっき鋼板の製造方法 |
| JP2004315960A (ja) * | 2003-02-06 | 2004-11-11 | Nippon Steel Corp | 合金化溶融亜鉛めっき鋼板、およびその製造方法 |
| JP2007291498A (ja) | 2006-02-28 | 2007-11-08 | Jfe Steel Kk | 外観性とめっき密着性に優れる高強度溶融亜鉛めっき鋼板の製造方法 |
| JP2007231373A (ja) * | 2006-03-01 | 2007-09-13 | Nippon Steel Corp | 溶接部の耐水素脆性に優れる高強度鋼板及びその製造方法 |
| JP2011117069A (ja) * | 2009-10-30 | 2011-06-16 | Jfe Steel Corp | 高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018001098A1 (zh) * | 2016-06-28 | 2018-01-04 | 宝山钢铁股份有限公司 | 一种热浸镀低密度钢及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150315692A1 (en) | 2015-11-05 |
| CN104919073A (zh) | 2015-09-16 |
| KR101707981B1 (ko) | 2017-02-17 |
| EP2933351A4 (en) | 2016-01-27 |
| JP5626324B2 (ja) | 2014-11-19 |
| CN104919073B (zh) | 2017-03-15 |
| EP2933351A1 (en) | 2015-10-21 |
| JP2014114489A (ja) | 2014-06-26 |
| US9677148B2 (en) | 2017-06-13 |
| KR20150079981A (ko) | 2015-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5799997B2 (ja) | 外観性とめっき密着性に優れる溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板ならびにそれらの製造方法 | |
| JP5206705B2 (ja) | 高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| JP4972775B2 (ja) | 外観性とめっき密着性に優れる高強度溶融亜鉛めっき鋼板の製造方法 | |
| JP5799996B2 (ja) | 外観性とめっき密着性に優れる溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板ならびにそれらの製造方法 | |
| CN105814229B (zh) | 高强度合金化热镀锌钢板的制造方法 | |
| JP5799819B2 (ja) | めっき濡れ性及び耐ピックアップ性に優れる溶融亜鉛めっき鋼板の製造方法 | |
| JP5564784B2 (ja) | 高強度溶融亜鉛めっき鋼板及び高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| CN105960480B (zh) | 合金化热镀锌钢板及其制造方法 | |
| JP5626324B2 (ja) | 溶融亜鉛めっき鋼板の製造方法 | |
| JP5906628B2 (ja) | 塗装後耐食性に優れる合金化溶融亜鉛めっき鋼板 | |
| JP5555992B2 (ja) | 表面外観とめっき密着性に優れる高強度溶融亜鉛めっき鋼板の製造方法 | |
| JP5614159B2 (ja) | 高強度溶融亜鉛めっき鋼板および高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP6137002B2 (ja) | 溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板の製造方法および溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板 | |
| JP2018016851A (ja) | 高強度溶融亜鉛めっき鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13862056 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013862056 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013862056 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14649760 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20157015262 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |