WO2014157165A1 - 耐水素誘起割れ性と靭性に優れた鋼板およびラインパイプ用鋼管 - Google Patents
耐水素誘起割れ性と靭性に優れた鋼板およびラインパイプ用鋼管 Download PDFInfo
- Publication number
- WO2014157165A1 WO2014157165A1 PCT/JP2014/058222 JP2014058222W WO2014157165A1 WO 2014157165 A1 WO2014157165 A1 WO 2014157165A1 JP 2014058222 W JP2014058222 W JP 2014058222W WO 2014157165 A1 WO2014157165 A1 WO 2014157165A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- toughness
- steel
- steel plate
- amount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
Definitions
- the present invention is suitable for natural gas / crude oil transportation line pipes, pressure vessels, storage tanks, and the like, a steel plate excellent in hydrogen-induced crack resistance and toughness, and hydrogen-induced crack resistance obtained using the steel plate
- the present invention relates to a steel pipe for line pipe having excellent toughness.
- HIC hydrogen-induced cracking
- the hydrogen concentration in the region from the surface to the depth of 5 mm in the thickness direction (hereinafter, this region may be referred to as “steel plate surface layer portion”) is higher than that in the central portion of the steel plate. It is known that cracks are likely to occur in the surface layer portion of the steel sheet starting from Ca-based oxide or Al-based oxide.
- Patent Document 1 discloses a steel material that has improved resistance to hydrogen-induced cracking by suppressing the segregation degree of Mn, Nb, and Ti at the center of the plate thickness. Although this method can improve the HIC characteristics of the center segregation part, it is difficult to suppress cracks in parts other than the center segregation part because inclusions in parts other than the center segregation part are not sufficiently controlled. It seems to be.
- Patent Document 2 discloses a method of suppressing HIC starting from MnS or Ca-based oxysulfide by a parameter formula including Ca, O, and S contents. Although HIC resistance can be ensured by such a method, in the steel sheet surface layer portion where the hydrogen concentration is particularly high, as described later, it is difficult to ensure high toughness of the surface layer portion, because fine HIC is likely to occur. Seem.
- JP 2010-209461 A Japanese Patent Laid-Open No. 06-136440
- the present invention has been made by paying attention to the above-described circumstances, and its purpose is to provide a fine HIC of about several ⁇ m in a steel sheet surface layer portion that is particularly severe in a sour environment with a high hydrogen concentration. It is to realize a sufficiently suppressed steel sheet and steel pipe excellent in hydrogen-induced crack resistance and toughness.
- the steel sheet excellent in hydrogen-induced crack resistance and toughness of the present invention that has solved the above problems is C: 0.02 to 0.15% (% means mass%, the same applies hereinafter) Si: 0.02 to 0.50%, Mn: 0.6 to 2.0%, P: more than 0% and 0.030% or less, S: more than 0% and 0.003% or less, Al: 0.010 to 0.08%, Ca: 0.0003 to 0.0060%, N: 0.001 to 0.01%, and O (oxygen): more than 0% and 0.0045% or less, with the balance consisting of iron and inevitable impurities,
- the ratio of Ca to S (Ca / S) is 2.0 or more, and the maximum Ca concentration (Cmax) in the region from the surface to the depth of 5 mm in the plate thickness direction and the average Ca concentration (Cave) in the region And the ratio (Cmax / Cave) is 1.20 or less.
- the steel sheet may further contain one or more elements selected from at least one of the following groups (a) and (b) as other elements.
- Ti more than 0% and not more than 0.03%, Mg: more than 0% and 0.01% or less, REM: a group consisting of more than 0% and 0.02% or less, and Zr: more than 0% and 0.010% or less
- the above steel plate is suitable for line pipes and pressure vessels. Moreover, the steel pipe for line pipes manufactured using the said steel plate is also contained in this invention.
- the Ca concentration distribution in the sheet thickness direction of the steel sheet is homogenized, even a fine HIC of about several ⁇ m is sufficiently suppressed in the steel sheet surface layer where the hydrogen concentration is particularly high, and as a result. It is possible to provide a steel plate or a steel pipe excellent in hydrogen-induced crack resistance and toughness.
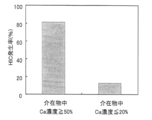
- FIG. 1 is a diagram showing the HIC generation rate for each Ca concentration of inclusions that are the origin of HIC.
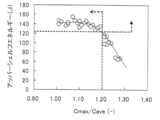
- FIG. 2 is a graph showing the relationship between Cmax / Cave and upper shelf energy.
- the inventors of the present invention have made extensive studies to solve the above-mentioned problems.
- An HIC test (NACE test) was performed. In this NACE test, the generation of HIC after a test piece, that is, a steel sheet, was immersed for 96 hours in a mixed aqueous solution of 5% NaCl solution saturated with 1 atm hydrogen sulfide gas and 0.5% acetic acid at pH 2.7. It is a test to evaluate.
- the present inventors performed a Charpy test on the steel plate surface portion after the HIC test in accordance with ASTM A370. As a result, even when cracks were not observed in the prescribed “microscopic observation at a magnification of 100 times” in the NACE test, the Charpy test result after the HIC test was sometimes poor, that is, the toughness was inferior.
- the inclusion composition which is the starting point of HIC generation including the fine HIC was investigated.
- the structure observation was performed about the steel plate which performed the HIC test (NACE test) as described in the Example mentioned later. Further, the Ca concentration of the observed inclusions was determined.
- the Ca concentration in the inclusion is a ratio (% by mass, hereinafter simply referred to as%) of Ca in the component composition excluding O and N constituting the inclusion.
- the ratio (%) of the inclusion that was the origin of HIC generation, and among the inclusions with a Ca concentration in the inclusion of 20% or less HIC generation
- HIC generation rate %
- inclusions having a particularly high Ca concentration of 50% or more include HIC including the fine HIC. We found that it is likely to be the starting point of occurrence.
- the Ca-based inclusions tend to agglomerate and coalesce locally during casting, and the presence of a large amount of Ca-based inclusions in the surface layer region of the steel sheet makes this Ca-based inclusion a starting point. It is considered that a large number of fine HICs that are difficult to confirm by the method are locally generated, which causes a decrease in toughness.
- the Cmax / Cave is preferably 1.19 or less, more preferably 1.18 or less, and still more preferably 1.15 or less. From the viewpoint of improving toughness, the Cmax / Cave is preferably as small as possible, but the lower limit is about 1.00 where the amount of Ca in the steel plate surface layer and the steel is the same.
- the component composition of the steel plates needs to be as follows: is there.
- the reasons for defining each component will be described.
- Component composition [C: 0.02 to 0.15%]
- C is an indispensable element for securing the strength of the base material and the welded portion, and needs to be contained by 0.02% or more.
- the amount of C is preferably 0.03% or more, and more preferably 0.05% or more.
- the amount of C is too large, the HAZ toughness and weldability deteriorate.
- the amount of C is excessive, NbC and island-shaped martensite that become the starting point of HIC and the fracture propagation path are likely to be generated. Therefore, the C amount needs to be 0.15% or less.
- the amount of C is preferably 0.12% or less, more preferably 0.10% or less.
- Si 0.02 to 0.50%
- Si is an element that has a deoxidizing action and is effective in improving the strength of the base material and the welded portion.
- the Si content is set to 0.02% or more.
- the amount of Si is preferably 0.05% or more, and more preferably 0.15% or more.
- the amount of Si is preferably 0.45% or less, more preferably 0.35% or less.
- Mn is an element effective for improving the strength of the base material and the welded portion, and is contained in an amount of 0.6% or more in the present invention.
- the amount of Mn is preferably 0.8% or more, and more preferably 1.0% or more.
- the upper limit of the amount of Mn is 2.0% or less. Preferably it is 1.8% or less, More preferably, it is 1.5% or less, More preferably, it is 1.2% or less.
- P more than 0% and 0.030% or less
- P is an element inevitably contained in the steel material. If the amount of P exceeds 0.030%, the toughness of the base material and the HAZ part is significantly deteriorated, and the resistance to hydrogen-induced cracking is also deteriorated. Therefore, in the present invention, the amount of P is suppressed to 0.030% or less.
- the amount of P is preferably 0.020% or less, more preferably 0.010% or less.
- the upper limit of the amount of S is set to 0.003%.
- the amount of S is preferably 0.002% or less, more preferably 0.0015% or less, and still more preferably 0.0010% or less. Thus, the smaller one is desirable from the viewpoint of improving hydrogen-induced crack resistance.
- Al is a strong deoxidizing element.
- the amount of Al is small, the Ca concentration in the oxide increases, that is, Ca inclusions are easily formed in the surface layer of the steel sheet, and fine HIC is generated. Therefore, in the present invention, Al needs to be 0.010% or more.
- the amount of Al is preferably 0.020% or more, more preferably 0.030% or more.
- the oxide of Al will produce
- the amount of Al is preferably 0.06% or less, and more preferably 0.05% or less.
- Ca has the effect
- the Ca content needs to be 0.0003% or more.
- the Ca content is preferably 0.0005% or more, and more preferably 0.0010% or more.
- the upper limit of the Ca amount is set to 0.0060%.
- the Ca content is preferably 0.0045% or less, more preferably 0.0035% or less, and still more preferably 0.0025% or less.
- N is an element that precipitates as TiN in the steel structure, suppresses coarsening of the austenite grains in the HAZ part, further promotes ferrite transformation, and improves the toughness of the HAZ part.
- the N amount is preferably 0.003% or more, and more preferably 0.0040% or more.
- the amount of N is too large, the HAZ toughness deteriorates due to the presence of solute N, so the amount of N needs to be 0.01% or less.
- it is 0.008% or less, More preferably, it is 0.0060% or less.
- O oxygen
- oxygen oxygen
- the amount of O needs to be 0.0045% or less, preferably 0.0030% or less, more preferably 0.0020% or less.
- Ca / S mass ratio: 2.0 or more
- MnS is generated around the center of the plate thickness
- HIC is generated starting from MnS.
- Ca / S needs to be 2.0 or more, preferably 2.5 or more, more preferably 3.0 or more.
- the upper limit of Ca / S is about 15 from the Ca amount and S amount specified in the present invention.
- the components of the steel material (steel plate, steel pipe) of the present invention are as described above, and the balance consists of iron and inevitable impurities.
- (A) Inclusion of one or more elements selected from the group consisting of the following amounts of B, V, Cu, Ni, Cr, Mo, and Nb to further increase strength and toughness
- (B) To contain one or more elements selected from the group consisting of Ti, Mg, REM, and Zr in the following amounts to increase HAZ toughness and promote desulfurization to further improve HIC resistance. Can do.
- these elements will be described in detail.
- B enhances hardenability, increases the strength of the base metal and the welded portion, and bonds with N during the process of cooling the heated HAZ portion during precipitation, thereby precipitating BN and causing ferrite transformation from within the austenite grains.
- HAZ toughness is improved.
- the B content is preferably 0.005% or less. More preferably, it is 0.004% or less, More preferably, it is 0.0030% or less.
- V is an element effective for improving the strength.
- V is preferably contained in an amount of 0.003% or more. More preferably, it is 0.010% or more.
- the V amount is preferably 0.1% or less, and more preferably 0.08% or less.
- Cu is an element effective for improving the hardenability and increasing the strength. In order to acquire this effect, it is preferable to contain 0.01% or more of Cu.
- the amount of Cu is more preferably 0.05% or more, and still more preferably 0.10% or more. However, if the Cu content exceeds 1.5%, the toughness deteriorates, so it is preferable to set it to 1.5% or less.
- the amount of Cu is more preferably 1.0% or less, still more preferably 0.50% or less.
- Ni is an element effective for improving the strength and toughness of the base material and the welded portion.
- the Ni content is preferably 0.01% or more.
- the amount of Ni is more preferably 0.05% or more, and still more preferably 0.10% or more.
- the Ni content is preferably 1.5% or less from an economical viewpoint.
- the amount of Ni is more preferably 1.0% or less, and still more preferably 0.50% or less.
- Cr more than 0% and 1.5% or less
- Cr is an element effective for improving the strength, and in order to obtain this effect, it is preferable to contain 0.01% or more.
- the amount of Cr is more preferably 0.05% or more, and still more preferably 0.10% or more.
- the Cr content is preferably 1.5% or less.
- the amount of Cr is more preferably 1.0% or less, and still more preferably 0.50% or less.
- Mo more than 0% and 1.5% or less
- Mo is an element effective for improving the strength and toughness of the base material.
- the Mo amount is preferably 0.01% or more.
- the amount of Mo is more preferably 0.05% or more, and still more preferably 0.10% or more.
- the Mo amount is preferably 1.5% or less, more preferably 1.0% or less, and still more preferably 0.50% or less.
- Nb is an element effective for increasing strength and base metal toughness without degrading weldability.
- the Nb content is preferably 0.002% or more.
- the Nb amount is more preferably 0.010% or more, and still more preferably 0.020% or more.
- the upper limit of the Nb amount is preferably 0.06%.
- the Nb amount is more preferably 0.050% or less, still more preferably 0.040% or less, and still more preferably 0.030% or less.
- Ti is an element necessary for improving the toughness of the HAZ part in order to prevent coarsening of the austenite grains in the HAZ part during welding and promote ferrite transformation by precipitating as TiN in the steel. . Further, Ti is an element effective for improving the HIC resistance since it exhibits a desulfurization action. In order to obtain these effects, it is preferable to contain 0.003% or more of Ti. The amount of Ti is more preferably 0.005% or more, and still more preferably 0.010% or more. On the other hand, if the Ti content is excessive, the toughness of the base material and the HAZ part deteriorates due to solid solution of Ti and precipitation of TiC, so 0.03% or less is preferable. The amount of Ti is more preferably 0.02% or less.
- Mg is an element effective for improving toughness through refinement of crystal grains, and is an element effective for improving HIC resistance since it exhibits a desulfurization action. In order to acquire this effect, it is preferable to contain Mg 0.0003% or more.
- the amount of Mg is more preferably 0.001% or more.
- the upper limit of the Mg content is preferably 0.01%.
- the amount of Mg is more preferably 0.005% or less.
- REM more than 0% and 0.02% or less
- REM rare earth element
- the amount of REM is more preferably 0.0005% or more, and further preferably 0.0010% or more.
- the effect is saturated even if a large amount of REM is contained. Therefore, the upper limit of the REM amount is preferably 0.02%.
- the REM content is more preferably 0.015% or less, still more preferably 0.010% or less, and still more preferably 0.0050%. It is as follows.
- the REM means a lanthanoid element (15 elements from La to Lu), Sc (scandium) and Y.
- Zr is an element that contributes to improvement of HIC resistance by desulfurization and also contributes to improvement of HAZ toughness by forming an oxide and finely dispersing it.
- the Zr content is preferably 0.0003% or more.
- the amount of Zr is more preferably 0.0005% or more, still more preferably 0.0010% or more, and still more preferably 0.0015% or more.
- the Zr content is preferably 0.010% or less.
- the amount of Zr is more preferably 0.0070% or less, still more preferably 0.0050% or less, and still more preferably 0.0030% or less.
- the method for producing the steel plate of the present invention is not particularly limited as long as it is a method capable of obtaining the steel plate surface layer defined above.
- the following method is mentioned as a method for easily obtaining a steel plate having a steel plate surface layer part as defined above.
- the molten steel is poured into a mold through a ladle and tundish, but in order to obtain a steel sheet having a specified steel sheet surface layer portion in the present invention, the molten steel is poured into the tundish. It is recommended to satisfy all of the following (1) to (3) in the process of injecting and continuously casting.
- the flow path cross-sectional area at the molten steel injection position into the mold is made larger than the flow path cross-sectional area at the molten steel injection position from the ladle. Specifically, a tundish in which each channel cross-sectional area is designed in this way is used.
- Channel cross-sectional area Ca-based inclusions have a high melting point and have a large contact angle with molten steel, so that agglomerates are easily formed and coarse inclusions are easily formed. Therefore, it is necessary to sufficiently float and separate this Ca-based inclusion inside the tundish. If this floating separation is insufficient, for example, the coarse Ca-based inclusion floats at the curved portion during continuous casting, and tends to accumulate on the surface layer. In order to sufficiently float and separate the inclusions in the tundish, it is preferable to reduce the average molten steel flow velocity in the tundish.
- the ascent time can be extended, and levitation separation can be promoted by turbulent flow during ladle injection.
- the average molten steel flow velocity in the tundish use a tundish where the cross-sectional area at the pouring position of the molten steel into the mold in the tundish is larger than the cross-sectional area at the pouring position of the molten steel from the ladle.
- the ratio represented by (flow path cross-sectional area at the molten steel injection position into the mold) / (flow path cross-sectional area at the molten steel injection position from the ladle) may be more than 1.00, but the ratio is preferably 1.50 or more. The upper limit of the ratio is about 5.0.
- the Ar flow rate is preferably 0.04 L / t or more.
- the Ar flow rate is more preferably 0.10 L / t or more, and still more preferably 0.20 L / t or more.
- the Ar flow rate is preferably 9.7 L / t or less, more preferably 9.0 L / t or less, and still more preferably 8.0 L / t or less.
- Solidification rate In general, when the solidification rate is high, inclusions existing in the vicinity of the solidification interface are easily taken into the interface, and when the solidification rate is low, some of the inclusions are unsolidified from the solidification interface to the central part. Extruded. In the present invention, by reducing the solidification rate, inclusions are prevented from accumulating in the steel sheet surface layer. Specifically, the solidification rate is 0.26 mm at a position 1 to 3 m from the meniscus position of the molten steel in the mold where the “region from the surface to a depth of 5 mm”, which is the object of the present invention, solidifies. / S or less.
- the solidification rate is preferably 0.22 mm / s or less, more preferably 0.18 mm / s or less.
- the lower limit of the solidification rate is approximately 0.05 mm / s from the viewpoint of productivity and the like.
- the solidification speed can be adjusted by controlling the water density of the cooling water and the casting speed.
- the process after casting as described above is not particularly limited. Hot rolling is performed according to a conventional method, or after the hot rolling, the steel sheet is further reheated and heat treated. Can be manufactured. Moreover, the steel pipe for line pipes can be manufactured by the method generally performed using this steel plate. The steel pipe for line pipes obtained using the steel sheet of the present invention is also excellent in HIC resistance and toughness.
- the ratio of (flow channel cross-sectional area at the molten steel injection position from the ladle) / (flow path cross-sectional area at the molten steel injection position into the mold) is 1.05 or more.
- a tundish was used.
- casting is performed while blowing Ar at a flow rate of 0.04 to 9.7 L / t from a position of 50 mm or more from the upper part of the discharge hole of the injection nozzle. “ ⁇ ” was given, and “x” was given otherwise.
- TMCP Thermo Mechanical Control Process
- QT the “Hot rolling / cooling method” column of Table 2.
- steel plates plate thickness: 12 to 90 mm
- TMCP hot rolling is performed so that the cumulative reduction rate of 900 ° C. or more at the surface temperature of the steel sheet is 30% or more, and further, the cumulative reduction rate of 700 ° C. or more and less than 900 ° C. is 20% or more.
- Rolling was performed so that the rolling end temperature was 700 ° C. or higher and lower than 900 ° C.
- HIC test (NACE test) The HIC test was performed and evaluated according to NACE standard TM0284-2003. Specifically, three test pieces (size: plate thickness x (width) 100 mm x (rolling direction) 20 mm) were collected from each 1/4 W position and 1/2 W position in the width direction of each steel sheet. did. Then, the test piece was immersed in a mixed aqueous solution containing 0.5% NaCl and 0.5% acetic acid at 25 ° C. saturated with 1 atm of hydrogen sulfide for 96 hours, and the cross section was evaluated according to NACE standard TM0284-2003 FIGURE3. , CLR (Crack Length Ratio, ratio (%) of crack length to crack width, crack length ratio) was measured. And when the said CLR was 3% or less, it evaluated that it was excellent in HIC resistance ((circle)), and the case where CLR was over 3% was evaluated as inferior to HIC resistance (x).
- CLR Cell Length Ratio, ratio (%) of crack length
- Table 1 and Table 2 show the following. No. 1 to 13, and No. 1 Nos. 22 to 26 satisfy the component composition specified in the present invention, and Cmax / Cave of the surface layer portion of the steel sheet satisfies the specified range in the present invention, so that they have excellent HIC resistance and toughness. I understand.
- FIG. 2 is a graph showing the relationship between Cmax / Cave and upper shelf energy obtained using the results shown in Table 2 above. From FIG. 2, it can be seen that Cmax / Cave should be 1.20 or less in order to obtain excellent toughness with an upper shelf energy of 125 J or more.
- the steel plates according to the present invention are excellent in hydrogen-induced crack resistance and toughness, they are suitably used for natural gas / crude oil transportation line pipes, pressure vessels, storage tanks, and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14773706.8A EP2980238B1 (de) | 2013-03-29 | 2014-03-25 | Stahlplatte mit ausgezeichneter beständigkeit gegenüber wasserstoffinduzierter rissbildung und ausgezeichneter zähigkeit, sowie leitungsstahlrohr |
| KR1020157026518A KR101709034B1 (ko) | 2013-03-29 | 2014-03-25 | 내수소유기균열성과 인성이 우수한 강판 및 라인 파이프용 강관 |
| CN201480017953.7A CN105102652B (zh) | 2013-03-29 | 2014-03-25 | 抗氢致裂纹性和韧性优异的钢板和管线管用钢管 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-073310 | 2013-03-29 | ||
| JP2013073310 | 2013-03-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014157165A1 true WO2014157165A1 (ja) | 2014-10-02 |
Family
ID=51624136
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/058222 Ceased WO2014157165A1 (ja) | 2013-03-29 | 2014-03-25 | 耐水素誘起割れ性と靭性に優れた鋼板およびラインパイプ用鋼管 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2980238B1 (de) |
| JP (1) | JP6169025B2 (de) |
| KR (1) | KR101709034B1 (de) |
| CN (1) | CN105102652B (de) |
| WO (1) | WO2014157165A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016104529A1 (ja) * | 2014-12-26 | 2016-06-30 | 株式会社神戸製鋼所 | 耐水素誘起割れ性に優れた鋼板およびラインパイプ用鋼管 |
| WO2016104528A1 (ja) * | 2014-12-26 | 2016-06-30 | 株式会社神戸製鋼所 | 耐水素誘起割れ性と靭性に優れた鋼板およびラインパイプ用鋼管 |
| JP2016125139A (ja) * | 2014-12-26 | 2016-07-11 | 株式会社神戸製鋼所 | 耐水素誘起割れ性に優れた鋼板およびラインパイプ用鋼管 |
| JP2016125140A (ja) * | 2014-12-26 | 2016-07-11 | 株式会社神戸製鋼所 | 耐水素誘起割れ性と靭性に優れた鋼板およびラインパイプ用鋼管 |
| CN106636958B (zh) * | 2015-07-16 | 2018-09-04 | 中国科学院金属研究所 | 一种含Cu管线钢及其强化热处理工艺 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6211296B2 (ja) * | 2013-04-30 | 2017-10-11 | 株式会社神戸製鋼所 | 耐サワー性とhaz靭性に優れた鋼板 |
| JP6343472B2 (ja) * | 2014-03-28 | 2018-06-13 | 株式会社神戸製鋼所 | 低温靭性に優れた高強度ラインパイプ用鋼板および高強度ラインパイプ用鋼管 |
| JP6584912B2 (ja) * | 2014-12-26 | 2019-10-02 | 株式会社神戸製鋼所 | 耐水素誘起割れ性に優れた鋼板およびラインパイプ用鋼管 |
| JP2016125137A (ja) * | 2014-12-26 | 2016-07-11 | 株式会社神戸製鋼所 | 耐水素誘起割れ性に優れた鋼板およびラインパイプ用鋼管 |
| CN105886909B (zh) * | 2016-04-19 | 2017-08-11 | 江阴兴澄特种钢铁有限公司 | 一种抗氢致开裂压力容器钢板及其制造方法 |
| JP6798565B2 (ja) * | 2017-10-19 | 2020-12-09 | Jfeスチール株式会社 | 耐サワーラインパイプ用高強度鋼板およびこれを用いた高強度鋼管 |
| CN109694991A (zh) * | 2017-10-20 | 2019-04-30 | 鞍钢股份有限公司 | 一种抗氢致裂纹性能优异的容器钢板 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55128536A (en) * | 1979-03-28 | 1980-10-04 | Sumitomo Metal Ind Ltd | Preparation of steel plate with excellent resistance against hydrogen-induced cracking |
| JPH06136440A (ja) | 1992-10-28 | 1994-05-17 | Nippon Steel Corp | 耐サワー性の優れた高強度鋼板の製造法 |
| JP2000109947A (ja) * | 1998-10-02 | 2000-04-18 | Nippon Steel Corp | 溶接熱影響部靱性に優れた耐サワー鋼板およびその製造法 |
| JP2002348609A (ja) * | 2001-03-23 | 2002-12-04 | Nkk Corp | 耐hic性に優れた高強度ラインパイプ用鋼の製造方法 |
| JP2009136909A (ja) * | 2007-12-10 | 2009-06-25 | Jfe Steel Corp | 連続鋳造鋳片の製造方法 |
| JP2010209461A (ja) | 2009-02-12 | 2010-09-24 | Nippon Steel Corp | 耐水素誘起割れ性に優れた高強度ラインパイプ用鋼板及び高強度ラインパイプ用鋼管 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5492511A (en) * | 1977-12-29 | 1979-07-21 | Kawasaki Steel Co | Steel having good hydrogenninduced crack resistivity |
| JPS607686B2 (ja) * | 1978-02-16 | 1985-02-26 | 住友金属工業株式会社 | 耐水素誘起割れ性のすぐれたラインパイプ用鋼の製造法 |
| JPS55134155A (en) * | 1979-04-03 | 1980-10-18 | Nippon Steel Corp | Steel plate with superior hydrogen-induced crack resistance |
| JP2896198B2 (ja) * | 1990-06-12 | 1999-05-31 | 川崎製鉄株式会社 | 耐水素誘起割れ性の優れた鋼の鋳造方法 |
| JPH1121613A (ja) * | 1997-05-07 | 1999-01-26 | Nippon Steel Corp | 低温靭性および耐サワー性に優れた鋼の製造方法 |
| CN101082383A (zh) * | 2006-05-29 | 2007-12-05 | 宝山钢铁股份有限公司 | 一种抗硫化氢腐蚀油气集输用无缝管及其制造方法 |
| JP4725437B2 (ja) * | 2006-06-30 | 2011-07-13 | 住友金属工業株式会社 | 厚鋼板用連続鋳造鋳片及びその製造方法並びに厚鋼板 |
| JP5262075B2 (ja) * | 2007-11-14 | 2013-08-14 | 新日鐵住金株式会社 | 耐サワー性能に優れた鋼管用鋼の製造方法 |
| JP2010116611A (ja) | 2008-11-13 | 2010-05-27 | Kobe Steel Ltd | 大入熱時でのhaz靱性に優れた低硫厚板鋼板の製造方法 |
| JP5540982B2 (ja) * | 2010-08-09 | 2014-07-02 | 新日鐵住金株式会社 | 耐水素誘起割れ性に優れた鋼材 |
| CN102719744B (zh) * | 2012-06-25 | 2014-03-19 | 宝山钢铁股份有限公司 | 低温结构用钢及其制造方法 |
-
2014
- 2014-03-14 JP JP2014052390A patent/JP6169025B2/ja not_active Expired - Fee Related
- 2014-03-25 KR KR1020157026518A patent/KR101709034B1/ko not_active Expired - Fee Related
- 2014-03-25 WO PCT/JP2014/058222 patent/WO2014157165A1/ja not_active Ceased
- 2014-03-25 EP EP14773706.8A patent/EP2980238B1/de not_active Not-in-force
- 2014-03-25 CN CN201480017953.7A patent/CN105102652B/zh not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55128536A (en) * | 1979-03-28 | 1980-10-04 | Sumitomo Metal Ind Ltd | Preparation of steel plate with excellent resistance against hydrogen-induced cracking |
| JPH06136440A (ja) | 1992-10-28 | 1994-05-17 | Nippon Steel Corp | 耐サワー性の優れた高強度鋼板の製造法 |
| JP2000109947A (ja) * | 1998-10-02 | 2000-04-18 | Nippon Steel Corp | 溶接熱影響部靱性に優れた耐サワー鋼板およびその製造法 |
| JP2002348609A (ja) * | 2001-03-23 | 2002-12-04 | Nkk Corp | 耐hic性に優れた高強度ラインパイプ用鋼の製造方法 |
| JP2009136909A (ja) * | 2007-12-10 | 2009-06-25 | Jfe Steel Corp | 連続鋳造鋳片の製造方法 |
| JP2010209461A (ja) | 2009-02-12 | 2010-09-24 | Nippon Steel Corp | 耐水素誘起割れ性に優れた高強度ラインパイプ用鋼板及び高強度ラインパイプ用鋼管 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016104529A1 (ja) * | 2014-12-26 | 2016-06-30 | 株式会社神戸製鋼所 | 耐水素誘起割れ性に優れた鋼板およびラインパイプ用鋼管 |
| WO2016104528A1 (ja) * | 2014-12-26 | 2016-06-30 | 株式会社神戸製鋼所 | 耐水素誘起割れ性と靭性に優れた鋼板およびラインパイプ用鋼管 |
| JP2016125139A (ja) * | 2014-12-26 | 2016-07-11 | 株式会社神戸製鋼所 | 耐水素誘起割れ性に優れた鋼板およびラインパイプ用鋼管 |
| JP2016125140A (ja) * | 2014-12-26 | 2016-07-11 | 株式会社神戸製鋼所 | 耐水素誘起割れ性と靭性に優れた鋼板およびラインパイプ用鋼管 |
| CN107109595A (zh) * | 2014-12-26 | 2017-08-29 | 株式会社神户制钢所 | 抗氢致裂纹性和韧性优异的钢板和管线管用钢管 |
| CN107109594A (zh) * | 2014-12-26 | 2017-08-29 | 株式会社神户制钢所 | 抗氢致裂纹性优异的钢板和管线管用钢管 |
| CN106636958B (zh) * | 2015-07-16 | 2018-09-04 | 中国科学院金属研究所 | 一种含Cu管线钢及其强化热处理工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105102652B (zh) | 2017-11-21 |
| JP6169025B2 (ja) | 2017-07-26 |
| JP2014208892A (ja) | 2014-11-06 |
| KR20150121193A (ko) | 2015-10-28 |
| EP2980238A4 (de) | 2016-11-23 |
| CN105102652A (zh) | 2015-11-25 |
| KR101709034B1 (ko) | 2017-02-21 |
| EP2980238A1 (de) | 2016-02-03 |
| EP2980238B1 (de) | 2018-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6169025B2 (ja) | 耐水素誘起割れ性と靭性に優れた鋼板およびラインパイプ用鋼管 | |
| JP6165088B2 (ja) | 耐水素誘起割れ性と溶接熱影響部の靭性に優れた鋼板およびラインパイプ用鋼管 | |
| JP5824401B2 (ja) | 耐水素誘起割れ性に優れた鋼板およびその製造方法 | |
| JP6316548B2 (ja) | 耐水素誘起割れ性と靭性に優れた鋼板およびラインパイプ用鋼管 | |
| CN100439541C (zh) | 抗hic性优良的管线钢及用该钢材制造出的管线管 | |
| JP5618036B1 (ja) | 多層溶接継手ctod特性に優れた厚鋼板およびその製造方法 | |
| CN109957712B (zh) | 一种低硬度x70m管线钢热轧板卷及其制造方法 | |
| JP5445723B1 (ja) | 溶接用超高張力鋼板 | |
| CN107988547A (zh) | 一种高频电阻焊管用x52ms热轧卷板及其制造方法 | |
| CN109628841B (zh) | 屈服强度350MPa级运煤敞车用耐蚀钢及其制造方法 | |
| JP5618037B1 (ja) | 多層溶接継手ctod特性に優れた厚鋼板およびその製造方法 | |
| WO2017107779A1 (zh) | 一种大线能量焊接热影响区韧性优异的厚钢板及其制造方法 | |
| JP2008007841A (ja) | 厚鋼板用連続鋳造鋳片及びその製造方法並びに厚鋼板 | |
| US10837089B2 (en) | Thick steel plate for high heat input welding and having great heat-affected area toughness and manufacturing method therefor | |
| KR102226990B1 (ko) | 강판 및 라인 파이프용 강관, 및 그의 제조 방법 | |
| CN107287520A (zh) | 一种超低碳复合轧制用钢及薄板坯连铸生产方法 | |
| JP4959402B2 (ja) | 耐表面割れ特性に優れた高強度溶接構造用鋼とその製造方法 | |
| JP4959401B2 (ja) | 耐表面割れ特性に優れた高強度溶接構造用鋼とその製造方法 | |
| JP6642118B2 (ja) | 耐サワー鋼板 | |
| CN118792592A (zh) | 一种采用短流程生产的沿海灯杆用耐侯钢及生产方法 | |
| WO2018092605A1 (ja) | 鋼板およびラインパイプ用鋼管並びにその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480017953.7 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14773706 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157026518 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014773706 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |