WO2014163036A1 - セラミックハニカム構造体及びその製造方法 - Google Patents
セラミックハニカム構造体及びその製造方法 Download PDFInfo
- Publication number
- WO2014163036A1 WO2014163036A1 PCT/JP2014/059433 JP2014059433W WO2014163036A1 WO 2014163036 A1 WO2014163036 A1 WO 2014163036A1 JP 2014059433 W JP2014059433 W JP 2014059433W WO 2014163036 A1 WO2014163036 A1 WO 2014163036A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- honeycomb structure
- ceramic honeycomb
- pore
- diameter
- cumulative
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J29/00—Catalysts comprising molecular sieves
- B01J29/04—Catalysts comprising molecular sieves having base-exchange properties, e.g. crystalline zeolites
- B01J29/06—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof
- B01J29/70—Crystalline aluminosilicate zeolites; Isomorphous compounds thereof of types characterised by their specific structure not provided for in groups B01J29/08 - B01J29/65
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J23/00—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00
- B01J23/38—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of noble metals
- B01J23/54—Catalysts comprising metals or metal oxides or hydroxides, not provided for in group B01J21/00 of noble metals combined with metals, oxides or hydroxides provided for in groups B01J23/02 - B01J23/36
- B01J23/56—Platinum group metals
- B01J23/63—Platinum group metals with rare earths or actinides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J35/00—Catalysts, in general, characterised by their form or physical properties
- B01J35/50—Catalysts, in general, characterised by their form or physical properties characterised by their shape or configuration
- B01J35/56—Foraminous structures having flow-through passages or channels, e.g. grids or three-dimensional [3D] monoliths
- B01J35/57—Honeycombs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J35/00—Catalysts, in general, characterised by their form or physical properties
- B01J35/60—Catalysts, in general, characterised by their form or physical properties characterised by their surface properties or porosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/0009—Use of binding agents; Moulding; Pressing; Powdering; Granulating; Addition of materials ameliorating the mechanical properties of the product catalyst
- B01J37/0018—Addition of a binding agent or of material, later completely removed among others as result of heat treatment, leaching or washing,(e.g. forming of pores; protective layer, desintegrating by heat)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/04—Mixing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J37/00—Processes, in general, for preparing catalysts; Processes, in general, for activation of catalysts
- B01J37/08—Heat treatment
- B01J37/082—Decomposition and pyrolysis
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/16—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay
- C04B35/18—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay rich in aluminium oxide
- C04B35/195—Alkaline earth aluminosilicates, e.g. cordierite or anorthite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/0006—Honeycomb structures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/0051—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof characterised by the pore size, pore shape or kind of porosity
- C04B38/0054—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof characterised by the pore size, pore shape or kind of porosity the pores being microsized or nanosized
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3206—Magnesium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
- C04B2235/3222—Aluminates other than alumino-silicates, e.g. spinel (MgAl2O4)
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3427—Silicates other than clay, e.g. water glass
- C04B2235/3463—Alumino-silicates other than clay, e.g. mullite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3427—Silicates other than clay, e.g. water glass
- C04B2235/3463—Alumino-silicates other than clay, e.g. mullite
- C04B2235/3481—Alkaline earth metal alumino-silicates other than clay, e.g. cordierite, beryl, micas such as margarite, plagioclase feldspars such as anorthite, zeolites such as chabazite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/349—Clays, e.g. bentonites, smectites such as montmorillonite, vermiculites or kaolines, e.g. illite, talc or sepiolite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5463—Particle size distributions
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6021—Extrusion moulding
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6562—Heating rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6565—Cooling rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24149—Honeycomb-like
Definitions
- the present invention relates to a ceramic honeycomb structure used for exhaust gas purification of an internal combustion engine such as an automobile, and a manufacturing method thereof.
- a ceramic honeycomb structure is used as a catalyst carrier for exhaust gas purification and a filter for collecting fine particles.
- the ceramic honeycomb structure 1 includes a large number of cells 13 that are partitioned by porous partition walls 12 and extend in a direction in which exhaust gas flows.
- a ceramic honeycomb structure used as a catalyst carrier has a purification catalyst supported on the pores on the surface of the partition walls or inside the partition walls, and the exhaust gas that has passed through the ceramic honeycomb structure contacts these catalysts. By doing so, the exhaust gas is purified.
- JP-T-2006-517863 is composed of a porous ceramic material, and is composed of a honeycomb structure including a plurality of parallel cells penetrating from the inlet end to the outlet end.
- a catalyst support (ceramic honeycomb structure) having an overall porosity exceeding 45% by volume and a network of communicating pores having a narrow pore size distribution having a median pore size of more than 5 ⁇ m and less than 30 ⁇ m .
- JP-T-2006-517863 describes that this catalyst support (ceramic honeycomb structure) makes it possible to achieve a higher catalyst loading without accompanying a pressure drop.
- WO 2007/026803 discloses a porous partition wall having a large number of pores arranged so that a plurality of cells communicating between two end faces are formed, and the cells are placed in any one end face or inside a cell.
- a ceramic honeycomb structure including a plugging portion disposed so as to be plugged, wherein the partition wall has a permeability of 7 ⁇ 10 ⁇ 12 to 4 ⁇ 10 ⁇ 8 m 2.
- the honeycomb structure is described as having excellent purification efficiency and low pressure loss.
- the ceramic honeycomb structures described in JP-T 2006-517863 and WO / 2007/026803 block the pores inside the partition walls by the catalyst.
- the pressure loss of the ceramic honeycomb structure after supporting the catalyst becomes large, the catalyst supported in the pores inside the partition walls is not effectively used, and the purification efficiency may not be improved.
- exhaust gas circulates through the pores carrying the catalyst inside the partition walls.
- the purification efficiency may not be improved.
- the ceramic honeycomb structure described in WO 2007/026803 has a high partition wall permeability, so the strength of the partition wall itself is small, and the strength as a ceramic honeycomb structure has a problem.
- the object of the present invention is to maintain the strength even if the plugging portion is not provided, and to ensure the flowability of the exhaust gas to the pores inside the partition wall.
- An object of the present invention is to provide a ceramic honeycomb structure for exhaust gas purification having a high ability to remove harmful substances and a small pressure loss.
- the partition walls have (a) a porosity of 50 to 80%.
- the median pore diameter measured by mercury porosimetry is 25-50 ⁇ m
- the cumulative pore volume measured by mercury porosimetry is 20 ⁇ m or less is 25% or less of the total pore volume
- the cumulative pore volume measured by mercury porosimetry is more than 50% of the total pore volume
- (e) the cumulative pore volume measured by mercury porosimetry is more than 50 ⁇ m.
- the ceramic honeycomb structure of the present invention has a large number of cells partitioned by porous partition walls,
- the partition is (a) 50-80% porosity, (b) Median pore diameter measured by mercury intrusion method is 25-50 ⁇ m, (c) (i) The cumulative pore volume measured by mercury porosimetry with a pore diameter of 20 ⁇ m or less is 25% or less of the total pore volume, (ii) the cumulative pore volume measured by mercury porosimetry with a pore diameter of more than 20 ⁇ m and 50 ⁇ m or less is 50% or more of the total pore volume, and (iii) The cumulative pore volume with a pore diameter of more than 50 ⁇ m measured by mercury porosimetry is 12% or more of the total pore volume.
- the opening area ratio of pores opened on the partition wall surface is preferably 30% or more.
- the median opening diameter is preferably 60 ⁇ m or more when the pores opened on the partition wall surface are represented by equivalent circle diameters.
- the cumulative opening area with an opening diameter of 30 ⁇ m or less when the pores opened on the surface of the partition wall are represented by an equivalent circle diameter is preferably 20% or less of the total opening area.
- the cumulative opening area with an opening diameter of 100 ⁇ m or more when the pores opened on the surface of the partition wall are represented by an equivalent circle diameter is preferably 30 to 70% of the total opening area.
- the air permeability of the partition walls is preferably 10 ⁇ 10 ⁇ 12 to 30 ⁇ 10 ⁇ 12 m 2 .
- the A honeycomb compressive strength of the ceramic honeycomb structure is preferably 1.0 MPa or more.
- the method of the present invention for producing the ceramic honeycomb structure is as follows.
- the process of obtaining a ceramic honeycomb structure (a) the cordierite-forming raw material contains 10 to 25% by mass of silica having a median particle diameter of 10 to 60 ⁇ m, (b) The pore former is (i) having a median particle diameter of more than 70 ⁇ m and not more than 200 ⁇ m, (ii) In a curve showing the relationship between the particle size and the cumulative volume (a value obtained by accumulating a particle volume equal to or less than a specific particle size), the particle size D90 at a cumulative volume corresponding to 90% of the total volume is 90 to 250 ⁇ m, And the particle diameter D10 at a cumulative volume corresponding to 10% of the total
- the ceramic honeycomb structure of the present invention can ensure high flowability of the exhaust gas to the pores inside the partition walls while maintaining the strength even when the plugged portion is not provided.
- a ceramic honeycomb structure for exhaust gas purification having a high ability to remove harmful substances by a catalyst and a small pressure loss can be obtained.
- FIG. 1 is a front view schematically showing an example of a ceramic honeycomb structure of the present invention. It is a fragmentary sectional view showing typically an example of the ceramic honeycomb structure of the present invention. It is an electron micrograph which shows the surface of the partition of the ceramic honeycomb structure of this invention.
- the ceramic honeycomb structure of the present invention is a ceramic honeycomb structure having a large number of cells partitioned by porous partition walls,
- the partition is (a) 50-80% porosity, (b) Median pore diameter measured by mercury intrusion method is 25-50 ⁇ m, (c) (i) The cumulative pore volume measured by mercury porosimetry with a pore diameter of 20 ⁇ m or less is 25% or less of the total pore volume, (ii) the cumulative pore volume measured by mercury porosimetry with a pore diameter of more than 20 ⁇ m and 50 ⁇ m or less is 50% or more of the total pore volume, and (iii) The cumulative pore volume with a pore diameter of more than 50 ⁇ m measured by mercury porosimetry is 12% or more of the total pore volume.
- the exhaust gas can easily circulate through the pores inside the partition walls. Therefore, the catalyst has a high ability to remove harmful substances by the catalyst and has a small pressure loss. A ceramic honeycomb structure can be obtained.
- the porosity of the partition wall is 50 to 80%. When the porosity of the partition walls is less than 50%, the low pressure loss cannot be maintained in the ceramic honeycomb structure after the catalyst is supported. On the other hand, when the porosity exceeds 80%, the strength that can be withstand during use Cannot be secured.
- the porosity is preferably 55 to 75%, more preferably 58 to 72%.
- the median pore diameter measured by the mercury intrusion method is 25 to 50 ⁇ m.
- the pressure loss characteristics may decrease in the ceramic honeycomb structure after the catalyst is supported.
- the median pore diameter exceeds 50 ⁇ m, the strength decreases, so that the strength decreases. It may be a problem.
- the median pore diameter is preferably 28 to 45 ⁇ m, more preferably 30 to 40 ⁇ m.
- the ratio of the cumulative pore volume having a pore diameter of 20 ⁇ m or less is preferably 3 to 22%, more preferably 5 to 18%.
- the ratio of the cumulative pore volume having a pore diameter of more than 20 ⁇ m and not more than 50 ⁇ m is preferably 55 to 80%, more preferably 60 to 75%.
- the pressure loss characteristic is lowered in the ceramic honeycomb structure after the catalyst is supported.
- the cumulative proportion exceeding the pore diameter of 50 ⁇ m is preferably 15 to 30%, more preferably 18 to 25%.
- the pore distribution deviation ⁇ is preferably 0.35 or less.
- the pore distribution deviation ⁇ exceeds 0.35, the proportion of pores that adversely affect pressure loss identification and strength increases. Preferably, it is 0.32 or less, more preferably 0.30 or less.
- the pore distribution deviation ⁇ log (d 20 ) ⁇ log (d 80 ), and d 20 represents the pore diameter and the cumulative pore volume (the pore volume from the maximum pore diameter to the specific pore diameter). in curve showing the relationship between the cumulative value), indicates the pore diameter ([mu] m) at a pore volume corresponding to 20% of the total pore volume, d 80 is thin similarly corresponding to 80% of the total pore volume The pore diameter ( ⁇ m) in the pore volume is shown. d 80 ⁇ d 20
- the relationship between the pore diameter and the cumulative pore volume can be measured by a mercury intrusion method. It is particularly preferable to measure with a mercury porosimeter.
- Opening area ratio of pores opened on the partition wall surface The opening area ratio of pores opened on the partition wall surface (total area of pores opened per unit area of the partition wall surface) is preferably 30% or more. . When the opening area ratio is less than 30%, it becomes difficult for the exhaust gas to flow through the pores inside the partition wall, so that the contact between the exhaust gas and the catalyst supported on the surface of the partition wall or inside the pores is reduced, Purification efficiency may decrease.
- the opening area ratio of the pores opened on the partition wall surface is, for example, as shown in FIG. 2, the surface area of the partition wall is more than twice the partition wall thickness (for example, when the partition wall thickness is 300 ⁇ m, From the electron micrograph taken with a field of view of 600 ⁇ m x 600 ⁇ m or more), calculate the total opening area of each pore with an image analyzer (e.g., Media-Cybernetics Image-Pro Plus. Ver. To calculate the opening area ratio.
- an image analyzer e.g., Media-Cybernetics Image-Pro Plus. Ver.
- the median opening diameter is preferably 60 ⁇ m or more.
- the pressure loss may increase in the ceramic honeycomb structure after the catalyst is supported.
- the median opening diameter of the pores opened on the partition wall surface is smaller than the equivalent circle diameter of the opened pores (diameter of a circle having an area equivalent to the opening area of the pores).
- this is the equivalent circle diameter of the pores that corresponds to 50% of the total pore area.
- the opening area and equivalent circle diameter of the pores can be determined from an electron micrograph obtained by photographing the surface of the partition wall by analyzing with an image analyzer (for example, Media-Cybernetics Co., Ltd. Image-Pro Plus Plus ver.6.3). .
- the cumulative opening area with an opening diameter of 100 ⁇ m or more is 30 to 30% of the total opening area. It is preferably 70%.
- the accumulated opening area with the opening diameter of 100 ⁇ m or more is less than 30 of the total opening area, the exhaust gas is difficult to flow through the pores inside the partition wall, so the exhaust gas is supported on the surface of the partition wall and the pores inside. The contact with the catalyst is reduced, and the purification efficiency may be reduced. If it exceeds 70%, the strength is reduced.
- the cumulative opening area with an opening diameter of 100 ⁇ m or more is preferably 33 to 65%, more preferably 35 to 60% of the total opening area.
- the air permeability of the partition walls is preferably 10 ⁇ 10 ⁇ 12 to 30 ⁇ 10 ⁇ 12 m 2 . Since the air permeability of the partition wall is 10 ⁇ 10 -12 to 30 ⁇ 10 -12 m 2 , the ability to remove harmful substances by the catalyst is higher, and the pressure loss is smaller even after the catalyst is loaded. A ceramic honeycomb structure for exhaust gas purification can be obtained. When the air permeability of the partition walls is less than 10 ⁇ 10 -12 or more, the pressure loss of the ceramic honeycomb structure after the catalyst is loaded increases. On the other hand, when it exceeds 30 ⁇ 10 -12 m 2 , the strength of the partition walls decreases. There is a case.
- the air permeability of the partition walls is preferably 12 ⁇ 10 ⁇ 12 to 28 ⁇ 10 ⁇ 12 m 2 .
- the ceramic honeycomb structure preferably has an A-axis compressive strength of 1.0 MPa or more. Since the A-axis compressive strength of the ceramic honeycomb structure is 1.0 MPa or more, the ability to remove harmful substances by the catalyst is higher, and the pressure loss is smaller even after the catalyst is loaded. A ceramic honeycomb structure can be obtained. When the A-axis compressive strength of the ceramic honeycomb structure is less than 1.0 MPa, the strength that can be withstood during use may not be maintained.
- the A-axis compressive strength is preferably 1.2 MPa or more.
- the ceramic honeycomb structure preferably has a thermal expansion coefficient between 20 and 800 ° C. of 15 ⁇ 10 ⁇ 7 / ° C. or less. Since the ceramic honeycomb structure having such a thermal expansion coefficient has high thermal shock resistance, it can sufficiently withstand practical use as a catalyst carrier for purifying exhaust gas discharged from an internal combustion engine or a filter for collecting particulates. it can.
- the thermal expansion coefficient is preferably 3 ⁇ 10 ⁇ 7 to 13 ⁇ 10 ⁇ 7 .
- the ceramic honeycomb structure preferably has an average partition wall thickness of 0.10 to 0.50 mm and an average cell density of 150 to 500 cpsi.
- the ceramic honeycomb structure has such an average partition wall thickness and average cell density, it is possible to obtain a ceramic honeycomb structure for exhaust gas purification with a small pressure loss while maintaining strength.
- the average partition wall thickness is less than 0.10 mm, the strength of the partition wall is reduced.
- the average partition wall thickness is preferably 0.15 to 0.45 mm.
- the average cell density is preferably 170 to 300 cpsi, more preferably 160 to 280 cpsi.
- the ceramic honeycomb structure is used as a catalyst carrier for exhaust gas purification and a filter for collecting fine particles
- ceramics having heat resistance that is, alumina, mullite, cordierite
- a ceramic mainly composed of silicon carbide, silicon nitride, zirconia, aluminum titanate, lithium aluminum silicate, or the like is preferable.
- those having cordierite with excellent thermal shock resistance and low thermal expansion as the main crystal are preferable.
- the main crystal phase is cordierite, it may contain other crystal phases such as spinel, mullite, sapphirine, and may further contain a glass component.
- the method of manufacturing the ceramic honeycomb structure of the present invention includes a step of kneading raw material powder containing a cordierite forming raw material and a pore former to obtain a clay, A step of obtaining a honeycomb-shaped formed body by extrusion molding, and a step of drying and firing the formed body to obtain a ceramic honeycomb structure, (a) the cordierite-forming raw material contains 10 to 25% by mass of silica having a median particle diameter of 10 to 60 ⁇ m, (b) The pore former is (i) having a median particle diameter of more than 70 ⁇ m and not more than 200 ⁇ m, (ii) In a curve showing the relationship between the particle size and the cumulative volume (a value obtained by accumulating a particle volume equal to or less than a specific particle size), the particle size D90 at a cumulative volume corresponding to 90% of the total volume is 90 to 250 ⁇ m, And the particle diameter D10 at a cumulative volume corresponding to 10% of the total volume
- the porosity of the partition wall is 50-80%
- the median pore diameter of the partition wall measured by mercury porosimetry is 25-50 ⁇ m, Measured by mercury porosimetry (i) Cumulative pore volume with a pore diameter of 20 ⁇ m or less is 25% or less of the total pore volume, (ii) Cumulative pore volume with a pore diameter of more than 20 ⁇ m and 50 ⁇ m or less is 50% of the total pore volume And (iii) a ceramic honeycomb structure having a cumulative pore volume with a pore diameter of more than 50 ⁇ m is 12% or more of the total pore volume.
- the cordierite-forming raw material has cordierite as the main crystal (the main component has a chemical composition of 42 to 56 mass% SiO 2 , 30 to 45 mass% Al 2 O 3 and 12 to Each raw material powder of a silica source component, an alumina source component, and a magnesia source component is blended so as to be 16 mass% MgO).
- the pores formed in the ceramic having cordierite as the main crystal have pores mainly generated by firing silica and pores generated by burning the pore former.
- silica As the cordierite forming raw material, 10-25% silica with a median particle size of 10-60 ⁇ m is used. When the median particle diameter of silica is less than 10 ⁇ m, the number of fine pores that deteriorate the pressure loss characteristics increases, and when it exceeds 60 ⁇ m, the number of coarse pores that decrease the strength increases.
- the median particle diameter of silica is preferably 35 to 55 ⁇ m.
- the porous material has a median particle diameter of more than 70 ⁇ m and not more than 200 ⁇ m.
- the median particle diameter of the pore former is 70 ⁇ m or less, the pores formed on the surface and inside of the partition walls are relatively small, making it difficult to effectively contact the catalyst and reducing the purification efficiency.
- the median particle diameter exceeds 200 ⁇ m, the formed pores become coarse and the strength decreases.
- the median particle diameter of the pore former is preferably 75 to 180 ⁇ m, and more preferably 80 to 150 ⁇ m.
- the particle size D90 in the cumulative volume corresponding to 90% of the total volume is 90 to 250 ⁇ m
- the particle diameter D10 at a cumulative volume corresponding to 10% of the total volume is 15 to 160 ⁇ m
- the particle size distribution deviation SD is 0.3 or less.
- the particle size D10 and the particle size D90 have a relationship of D90> D10.
- the particle size distribution deviation SD is a value defined by log (D80) -log (D20). However, D20 is 20% cumulative in a curve (cumulative particle size distribution curve) showing the relationship between the particle size and cumulative volume (representing what percentage of the total particle volume below a specific particle size). The particle size ( ⁇ m) corresponding to the volume, and D80 is the particle size ( ⁇ m) corresponding to the cumulative volume of 80%. D20 ⁇ D80.
- the particle size distribution deviation SD is preferably 0.27 or less, more preferably 0.25 or less.
- the particle diameter (particle distribution) of the pore former can be measured using a Nikkiso Co., Ltd. Microtrac particle size distribution measuring device (MT3000).
- Porous materials include wheat flour, graphite, starch flour, solid or hollow resin (polymethyl methacrylate, polybutyl methacrylate, polyacrylate ester, polystyrene, polyacryl ester, polyethylene, polyethylene terephthalate, methyl methacrylate / acrylonitrile Copolymer, etc.) can be used.
- hollow resin particles are preferable, and hollow resin particles formed of a methyl methacrylate / acrylonitrile copolymer are particularly preferable.
- the hollow resin particles preferably have a shell thickness of 0.1 to 2 ⁇ m containing a gas such as hydrocarbon, and preferably contain 70 to 95% moisture. By containing the said water
- a ceramic honeycomb structure is a known process for obtaining a clay by adding a binder, water and the like to a raw material powder having a cordierite forming raw material and a pore former, and kneading. It is manufactured by a step of forming a honeycomb structure formed body by extruding from the mold by the above method, a step of drying the formed body, processing the end face and outer periphery as necessary, and firing.
- Calcination is performed using a continuous furnace or a batch furnace while adjusting the heating and cooling rates.
- the ceramic raw material is a cordierite-forming raw material, hold it at 1350-1450 ° C for 1-50 hours, sufficiently generate cordierite main crystals, cool to room temperature, and the main crystal phase is cordierite ceramic A honeycomb structure is obtained.
- you may contain other crystal phases, such as a spinel, a mullite, and a saphirin, and may contain a glass component further.
- the temperature increase rate is a temperature range in which the binder decomposes so that cracks do not occur in the formed body in the firing process, particularly when manufacturing a large ceramic honeycomb structure having an outer diameter of 150 mm or more and a total length of 150 mm or more (for example,
- the temperature is preferably 0.2 to 10 ° C./hr at 150 to 350 ° C. and 5 to 20 ° C./hr in the temperature range (for example, 1150 to 1400 ° C.) in which the cordierite reaction proceeds.
- Cooling is preferably performed at a rate of 20 to 40 ° C./h, particularly in the range of 1400 to 1300 ° C.
- a catalyst carrier for exhaust gas purification can be obtained by supporting a catalyst containing one or more precious metals selected from the group consisting of Pt, Rh, and Pd on the partition walls of the obtained honeycomb ceramic structure.
- the obtained honeycomb ceramic structure can be made into a ceramic honeycomb filter by plugging the end of the desired flow path or the inside of the flow path by a known method. Note that this plugged portion may be formed before firing.
- Example 1 to 16 and Comparative Examples 1 to 10 Silica, kaolin, talc, alumina, and aluminum hydroxide powders having the particle sizes shown in Table 1 are adjusted with the addition amounts shown in Table 3, 50% by mass of SiO 2 , 35% by mass of Al 2 O 3 , And cordierite-forming raw material powder having a chemical composition of 13% by mass of MgO.
- the pore former shown in Table 2 and methylcellulose are added and mixed, and then water is added and kneaded to produce a ceramic clay made of plastic cordierite forming raw material. did.
- This kneaded material was extruded using an extrusion die so that a honeycomb structure with a partition wall thickness of 13 mil (0.33 mm) and a cell density of 255 cpsi (39.5 cells / cm 2 ) was obtained, and after drying, The peripheral part of the dried honeycomb structure was removed and fired in a firing furnace at a maximum temperature of 1410 ° C. for a schedule of 200 hours to obtain a ceramic honeycomb structure with cordierite as the main crystal.
- the outer periphery of the fired ceramic honeycomb structure was coated with an outer shell material made of amorphous silica and colloidal silica and dried. The outer diameter was 266.7 mm and the total length was 304.8 mm. Examples 1 to 16 and Comparative Examples 1 to 10 Two ceramic honeycomb structures were obtained.
- the test piece (10 mm x 10 mm x 10 mm) cut out from the ceramic honeycomb filter is placed in a Micromeritics Autopore III measurement cell, the inside of the cell is decompressed, and then mercury is introduced. And pressurizing and determining the relationship between the pressure at the time of pressurization and the volume of mercury pushed into the pores present in the test piece. From the relationship between the pressure and the volume, the relationship between the pore diameter and the cumulative pore volume (cumulative pore volume distribution curve) was determined.
- the cumulative pore volume distribution curve obtained by the mercury intrusion method that is, the relationship between the pore diameter and the cumulative pore volume, the porosity, pore diameter, and distribution thereof are obtained.
- the porosity was obtained by calculation from the measured value of the total pore volume, assuming that the true specific gravity of cordierite was 2.52 g / cm 3 .
- the median pore size of the pores and the predetermined pore size distribution (cumulative pore volume with a pore size of 20 ⁇ m or less, cumulative pore volume with a pore size of more than 20 ⁇ m and less than 50 ⁇ m, and cumulative pore volume with a pore size of more than 50 ⁇ m) are cumulative. It calculated
- the pore size and distribution of the pores on the partition wall surface are analyzed with an image analyzer (for example, Media-Cybernetics Image-Pronet Plus ver.6.3) from an electron micrograph of the surface of the partition wall with a field of view of 800 ⁇ m x 800 ⁇ m. Sought by.
- the opening area ratio of the pores opened on the partition wall surface, the median opening diameter of the pores opened on the partition wall surface, the median opening diameter when the pores opened on the partition wall surface are represented by the equivalent circle diameter, and the cumulative diameter less than 30 ⁇ m
- the opening area and the cumulative opening area with an opening diameter of 100 ⁇ m or more were calculated.
- the air permeability was set to the maximum value of the air permeability measured using a Perm-Automated Porometer (registered trademark) 6.0 version (Porous Materials Inc.) while increasing the air flow rate from 30 cc / sec to 400 cc / sec.
- the A-axis compressive strength was measured in accordance with the standard M505-87 “Testing method for ceramic monolithic carrier for automobile exhaust gas purification” established by the Japan Society for Automotive Engineers.
- CTE coefficient of thermal expansion
- Catalyst support A catalyst slurry containing activated alumina, platinum (Pt) as a noble metal, and oxide (CeO 2 ) of cerium (Ce) as a cocatalyst is separated from the surface of the partition walls of the ceramic honeycomb structure and inside the partition walls.
- a ceramic honeycomb structure having a catalyst supported thereon was prepared by introducing a coating layer into the pores to form a coat layer and drying by heating.
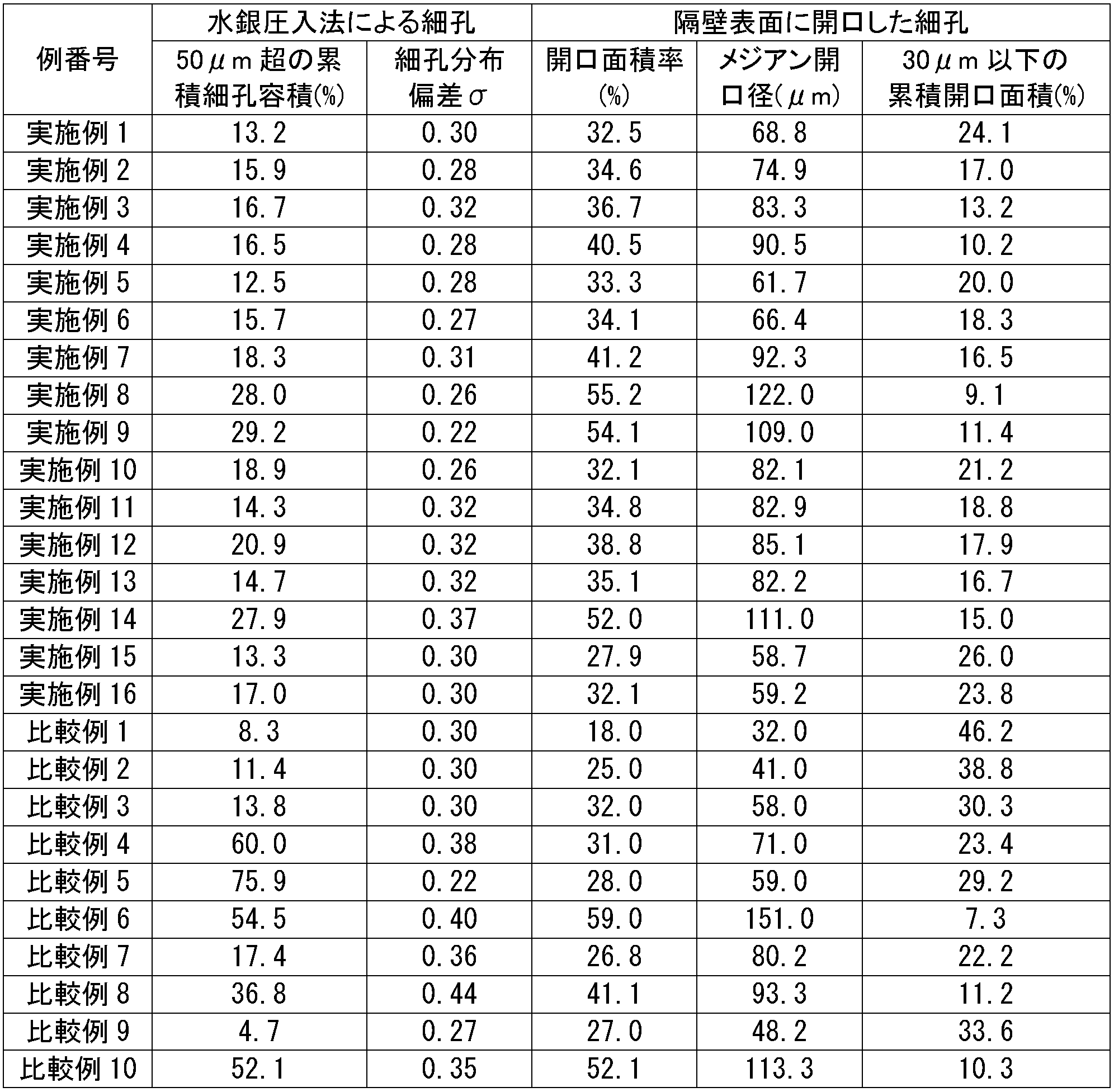
- the ceramic honeycomb structures of Examples 1 to 16 of the present invention have a high ability to remove harmful substances by the catalyst and the pressure in the ceramic honeycomb structure after the catalyst is supported while maintaining the strength. It can be seen that the loss is small. On the other hand, it can be seen that the ceramic honeycomb structures of Comparative Examples 1 to 10 have problems in strength, the ability to remove harmful substances by the catalyst, and pressure loss in the ceramic honeycomb structures after the catalyst is supported.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Nanotechnology (AREA)
- Catalysts (AREA)
- Exhaust Gas Treatment By Means Of Catalyst (AREA)
- Geometry (AREA)
- Exhaust Gas After Treatment (AREA)
- Porous Artificial Stone Or Porous Ceramic Products (AREA)
- Filtering Materials (AREA)
Abstract
Description
前記隔壁は、
(a)気孔率が50~80%、
(b)水銀圧入法により測定されたメジアン細孔径が25~50μm、
(c)(i)水銀圧入法により測定された細孔径20μm以下の累積細孔容積が全細孔容積の25%以下、
(ii)水銀圧入法により測定された細孔径20μm超50μm以下の累積細孔容積が全細孔容積の50%以上、及び
(iii)水銀圧入法により測定された細孔径50μm超の累積細孔容積が全細孔容積の12%以上であることを特徴とする。
コーディエライト化原料と造孔材とを含む原料粉末を混練して坏土を得る工程、前記坏土を押出成形してハニカム状の成形体を得る工程、並びに前記成形体を乾燥及び焼成してセラミックハニカム構造体を得る工程からなり、
(a)前記コーディエライト化原料は、10~60μmのメジアン粒子径を有するシリカを10~25質量%含み、
(b)前記造孔材は、
(i)70μmを超え200μm以下のメジアン粒子径を有し、
(ii)粒子径と累積体積(特定の粒子径以下の粒子体積を累積した値)との関係を示す曲線において、全体積の90%に相当する累積体積での粒子径D90が90~250μm、及び全体積の10%に相当する累積体積での粒子径D10が15~160μmであり、
(iii)粒度分布偏差SDが0.3以下であり、
(c)前記造孔材の含有量が、コーディエライト化原料に対して1~20質量%であることを特徴とする。
前記隔壁は、
(a)気孔率が50~80%、
(b)水銀圧入法により測定されたメジアン細孔径が25~50μm、
(c)(i)水銀圧入法により測定された細孔径20μm以下の累積細孔容積が全細孔容積の25%以下、
(ii)水銀圧入法により測定された細孔径20μm超50μm以下の累積細孔容積が全細孔容積の50%以上、及び
(iii)水銀圧入法により測定された細孔径50μm超の累積細孔容積が全細孔容積の12%以上であることを特徴とする。
隔壁の気孔率は50~80%である。隔壁の気孔率が50%未満の場合、触媒が担持された後のセラミックハニカム構造体において、低い圧力損失を維持することできず、一方、気孔率が80%を超えると、使用時に耐え得る強度を確保できなくなる。前記気孔率は、好ましくは55~75%であり、さらに好ましくは58~72%である。
水銀圧入法により測定されたメジアン細孔径は25~50μmである。前記メジアン細孔径が25μm未満の場合、触媒が担持された後のセラミックハニカム構造体において、圧力損失特性が低下する場合があり、一方、メジアン細孔径が50μmを超えると、強度が低下するため実用上問題となる場合がある。メジアン細孔径は、好ましくは28~45μmであり、さらに好ましくは30~40μmである。
隔壁は、水銀圧入法により測定された(i)細孔径20μm以下の累積細孔容積が全細孔容積の25%以下、(ii)細孔径20μm超50μm以下の累積細孔容積が全細孔容積の50%以上、及び(iii)細孔径50μm超の累積細孔容積が全細孔容積の12%以上である。隔壁がこのような細孔径分布を有することにより、セラミックハニカム構造体としての強度を安定して維持しつつ、触媒が担持された後のセラミックハニカム構造体において、隔壁内部の細孔に排気ガスがより一層容易に流通でき、それにより、触媒による有害物質の除去能力がより高く、かつ圧力損失がより一層小さくなる。
隔壁表面に開口した細孔の開口面積率(隔壁表面の単位面積当りに開口する細孔の総面積)は30%以上であるのが好ましい。前記開口面積率が30%未満の場合、隔壁内部の細孔に排気ガスが流通し難くなるので、排気ガスと、隔壁の表面や内部の細孔に担持された触媒との接触が少なくなり、浄化効率が低下する場合がある。
隔壁表面に開口した細孔を円相当径で表した場合のメジアン開口径は60μm以上であるのが好ましい。前記メジアン開口径が60μm未満の場合、触媒が担持された後のセラミックハニカム構造体において、圧力損失が大きくなる場合がある。
(i)隔壁表面に開口した細孔の開口径30μm以下の累積開口面積
隔壁表面に開口した細孔を円相当径で表した場合の開口径30μm以下の累積開口面積は全開口面積の20%以下であるのが好ましい。前記開口径30μm以下の累積開口面積は全開口面積の20%超である場合、触媒が担持された後のセラミックハニカム構造体において、圧力損失が大きくなる場合がある。前記開口径30μm以下の累積開口面積は、好ましくは全開口面積の17%以下、さらに、好ましくは15%以下である。
隔壁表面に開口した細孔を円相当径で表した場合の開口径100μm以上の累積開口面積は全開口面積の30~70%であるのが好ましい。前記開口径100μm以上の累積開口面積が全開口面積の30未満である場合、隔壁内部の細孔に排気ガスが流通し難くなるので、排気ガスと、隔壁の表面や内部の細孔に担持された触媒との接触が少なくなり、浄化効率が低下する場合があり、70%超である場合強度の低下を招く。前記開口径100μm以上の累積開口面積は、好ましくは全開口面積の33~65%、さらに、好ましくは35~60%である。
隔壁の通気度は10×10-12~30×10-12m2であるのが好ましい。隔壁の通気度が10×10-12~30×10-12m2であることで、触媒による有害物質の除去能力がより高く、かつ触媒が担持された後であっても圧力損失がより小さい排気ガス浄化用のセラミックハニカム構造体を得ることができる。隔壁の通気度が10×10-12~未満の場合、触媒が担持された後のセラミックハニカム構造体の圧力損失が増加し、一方30×10-12m2を超える場合、隔壁の強度が低下する場合がある。隔壁の通気度は、好ましくは、12×10-12~28×10-12m2である。
セラミックハニカム構造体のA軸圧縮強度が1.0 MPa以上であるのが好ましい。セラミックハニカム構造体のA軸圧縮強度が1.0 MPa以上であることで、触媒による有害物質の除去能力がより高く、かつ触媒が担持された後であっても圧力損失がより小さい排気ガス浄化用のセラミックハニカム構造体を得ることができる。セラミックハニカム構造体のA軸圧縮強度が1.0 MPa未満である場合、使用時に耐え得る強度を維持できない場合がある。前記A軸圧縮強度は、好ましくは、1.2 MPa以上である。
セラミックハニカム構造体は、20~800℃間の熱膨張係数が15×10-7/℃以下であるのが好ましい。このような熱膨張係数を有するセラミックハニカム構造体は、高い耐熱衝撃性を有するので、内燃機関から排出される排気ガスの浄化用触媒担体や微粒子捕集用フィルターとして、十分に実用に耐えることができる。前記熱膨張係数は、好ましくは3×10-7~13×10-7である。
セラミックハニカム構造体は、平均隔壁厚さが0.10~0.50 mm、平均セル密度が150~500 cpsiであるのが好ましい。ことで、セラミックハニカム構造体がこのような平均隔壁厚さ及び平均セル密度を有することにより、強度を維持しつつ圧力損失が小さい排気ガス浄化用のセラミックハニカム構造体を得ることができる。平均隔壁厚さが0.10 mm未満の場合、隔壁の強度が低下し、一方、0.50 mmを超える場合、低い圧力損失を維持することが難しくなる。平均隔壁厚さは、好ましくは0.15~0.45 mmである。また平均セル密度が150 cpsi(23.3セル/cm2)未満の場合、隔壁の強度が低下し、一方、500 cpsi(77.5セル/cm2)を超える場合、低い圧力損失を維持することが難しくなる。平均セル密度は、好ましくは170~300 cpsiであり、さらに好ましくは、160~280 cpsiである。
本発明のセラミックハニカム構造体を製造する方法は、コーディエライト化原料と造孔材とを含む原料粉末を混練して坏土を得る工程、前記坏土を押出成形してハニカム状の成形体を得る工程、並びに前記成形体を乾燥及び焼成してセラミックハニカム構造体を得る工程からなり、
(a)前記コーディエライト化原料は、10~60μmのメジアン粒子径を有するシリカを10~25質量%含み、
(b)前記造孔材は、
(i)70μmを超え200μm以下のメジアン粒子径を有し、
(ii)粒子径と累積体積(特定の粒子径以下の粒子体積を累積した値)との関係を示す曲線において、全体積の90%に相当する累積体積での粒子径D90が90~250μm、及び全体積の10%に相当する累積体積での粒子径D10が15~160μmであり、
(iii)粒度分布偏差SDが0.3以下であり、
(c)前記造孔材の含有量が、コーディエライト化原料に対して1~20質量%である
ことを特徴とする。
水銀圧入法により測定される前記隔壁のメジアン細孔径が25~50μm、
水銀圧入法により測定された(i)細孔径20μm以下の累積細孔容積が全細孔容積の25%以下、(ii)細孔径20μm超50μm以下の累積細孔容積が全細孔容積の50%以上、及び(iii)細孔径50μm超の累積細孔容積が全細孔容積の12%以上であるセラミックハニカム構造体を得ることができる。
コーディエライト化原料は、主結晶がコーディエライト(主成分の化学組成が42~56質量%のSiO2、30~45質量%のAl2O3及び12~16質量%のMgO)となるように、シリカ源成分、アルミナ源成分及びマグネシア源成分の各原料粉末を配合したものである。コーディエライトを主結晶とするセラミックスに形成される細孔は、主にシリカが焼成されて生じる細孔及び造孔材が燃焼されて生じる細孔を有している。
造孔材は、70μmを超え200μm以下のメジアン粒子径を有する。造孔材のメジアン粒子径が70μm以下の場合、隔壁の表面と内部に形成される細孔が相対的に小さくなって、触媒と有効に接触しにくくなり、浄化効率が低下する場合がある。また、メジアン粒子径が200μmを超えると、形成される細孔が粗大になり、強度が低下する。造孔材のメジアン粒子径は、好ましくは75~180μmであり、さらに好ましくは80~150μmである。
セラミックハニカム構造体は、コーディエライト化原料と造孔材とを有する原料粉末にバインダー、水等を加えて混練して坏土を得る工程、得られた坏土を、公知の方法で金型から押出すことによりハニカム構造の成形体を形成する工程、前記成形体を乾燥した後、必要に応じて端面及び外周等の加工を施し、焼成する工程によって製造する。
表1に示す粒径を有するシリカ、カオリン、タルク、アルミナ、水酸化アルミの原料粉末を表3に示す添加量で調整して、50質量%のSiO2、35質量%のAl2O3、及び13質量%のMgOからなる化学組成を有するコーディエライト化原料粉末とした。このコーディエライト化原料粉末に対し、表2に示す造孔材、及びメチルセルロースを添加して混合した後、水を加えて混練し、可塑性のあるコーディエライト化原料からなるセラミック坏土を作製した。この坏土を押出成形口金を使用し、隔壁厚さ13 mil(0.33 mm)、セル密度255 cpsi(39.5セル/cm2)のハニカム構造の成形体が得られるように押出成形し、乾燥後、ハニカム構造の乾燥体の周縁部を除去加工し、焼成炉にて最高温度1410℃の条件で200時間のスケジュールで焼成し、主結晶がコーディエライトのセラミックハニカム構造体を得た。焼成されたセラミックハニカム構造体の外周に、非晶質シリカとコロイダルシリカからなる外皮材をコーティングして乾燥させ、外径266.7 mm、全長304.8 mmの実施例1~16及び比較例1~10のセラミックハニカム構造体を各2個得た。
実施例1~16及び比較例1~10で得られたセラミックハニカム構造体の各1個について、試料を切り出して、水銀圧入法による隔壁の細孔分布の測定、隔壁表面に開口した細孔径及びその分布の測定、通気度、及びA軸圧縮強度の測定を行った。それらの結果を表4に示す。
実施例1~16及び比較例1~10で得られたセラミックハニカム構造体のうちの残りの各1個に以下のようにして触媒を担持して、得られたフィルターの圧力損失及び触媒効果を評価した。
活性アルミナ、貴金属として白金(Pt)、及び助触媒としてセリウム(Ce)の酸化物(CeO2)を含有する触媒スラリーを、セラミックハニカム構造体の隔壁表面及び隔壁内部の細孔に、吸引法により導入しコート層を形成し、加熱乾燥して触媒が担持されたセラミックハニカム構造体を作製した。
圧力損失テストスタンドに固定したセラミックハニカム構造体に、流量10 Nm3/minで空気を送り込み、その時の、流入側と流出側との差圧を初期圧力損失として求めた。その結果、圧力損失が、比較例1の圧力損失に対して、
0.9倍以上であった場合を(×)
0.7倍を超え0.9倍以下であった場合を(△)、
0.5倍を超え0.7倍以下であった場合を(○)、及び
0.5倍以下であった場合を(◎)
として圧力損失を評価した。結果を表4に示す。
触媒が担持されたセラミックハニカム構造体に、排気ガス温度300℃、NOxを400 ppm含む排気ガスを導入し、排気ガス中のNOx量と同量のディーゼル燃料(HC)を添加し、触媒が担持されたセラミックハニカム構造体出口での排気ガス中NOx量を測定して、触媒による浄化効果を測定した。その結果、NOx浄化率が、比較例1でのNOx浄化率に対して、
0.9倍以上であった場合を(×)
0.7倍を超え0.9倍以下であった場合を(△)、
0.5倍を超え0.7倍以下であった場合を(○)、及び
0.5倍以下であった場合を(◎)
として触媒による浄化効果を評価した。結果を表4に示す。






Claims (8)
- 多孔質の隔壁で仕切られた多数のセルを有するセラミックハニカム構造体であって、
前記隔壁は、
(a)気孔率が50~80%、
(b)水銀圧入法により測定されたメジアン細孔径が25~50μm、
(c)(i)水銀圧入法により測定された細孔径20μm以下の累積細孔容積が全細孔容積の25%以下、
(ii)水銀圧入法により測定された細孔径20μm超50μm以下の累積細孔容積が全細孔容積の50%以上、及び
(iii)水銀圧入法により測定された細孔径50μm超の累積細孔容積が全細孔容積の12%以上であることを特徴とするセラミックハニカム構造体。 - 請求項1に記載のセラミックハニカム構造体において、
前記隔壁表面に開口した細孔の開口面積率(隔壁表面の単位面積当たりに開口する細孔の総開口面積)が30%以上であることを特徴とするセラミックハニカム構造体。 - 請求項1又は2に記載のセラミックハニカム構造体において、
前記隔壁表面に開口した細孔を円相当径で表した場合のメジアン開口径が60μm以上であることを特徴とするセラミックハニカム構造体。 - 請求項1~3のいずれかに記載のセラミックハニカム構造体において、
前記隔壁表面に開口した細孔を円相当径で表した場合の開口径30μm以下の累積開口面積が全開口面積の20%以下であることを特徴とするセラミックハニカム構造体。 - 請求項1~4のいずれかに記載のセラミックハニカム構造体において、
前記隔壁表面に開口した細孔を円相当径で表した場合の開口径100μm以上の累積開口面積が全開口面積の30~70%であることを特徴とするセラミックハニカム構造体。 - 請求項1~5のいずれかに記載のセラミックハニカム構造体において、
前記隔壁の通気度が10×10-12~30×10-12 m2であることを特徴とするセラミックハニカム構造体。 - 請求項1~6のいずれかに記載のセラミックハニカム構造体において、
前記セラミックハニカム構造体のA軸圧縮強度が1.0 MPa以上であることを特徴とするセラミックハニカム構造体。 - コーディエライト化原料と造孔材とを含む原料粉末を混練して坏土を得る工程、前記坏土を押出成形してハニカム状の成形体を得る工程、並びに前記成形体を乾燥及び焼成してセラミックハニカム構造体を得る工程からなるセラミックハニカム構造体の製造法であって、
(a)前記コーディエライト化原料は、10~60μmのメジアン粒子径を有するシリカを10~25質量%含み、
(b)前記造孔材は、
(i)70μmを超え200μm以下のメジアン粒子径を有し、
(ii)粒子径と累積体積(特定の粒子径以下の粒子体積を累積した値)との関係を示す曲線において、全体積の90%に相当する累積体積での粒子径D90が90~250μm、及び全体積の10%に相当する累積体積での粒子径D10が15~160μmであり、
(iii)粒度分布偏差SDが0.3以下であり、
(c)前記造孔材の含有量が、コーディエライト化原料に対して1~20質量%であることを特徴とするセラミックハニカム構造体の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014549251A JP5725265B2 (ja) | 2013-04-02 | 2014-03-31 | セラミックハニカム構造体及びその製造方法 |
| US14/765,871 US9981255B2 (en) | 2013-04-02 | 2014-03-31 | Ceramic honeycomb structure and its production method |
| CN201480009653.4A CN105008050B (zh) | 2013-04-02 | 2014-03-31 | 陶瓷蜂窝结构体及其制造方法 |
| EP14778563.8A EP2937143B1 (en) | 2013-04-02 | 2014-03-31 | Ceramic honeycomb structure and method for producing same |
| US15/695,065 US11033885B2 (en) | 2013-04-02 | 2017-09-05 | Ceramic honeycomb structure and its production method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-076868 | 2013-04-02 | ||
| JP2013076868 | 2013-04-02 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/765,871 A-371-Of-International US9981255B2 (en) | 2013-04-02 | 2014-03-31 | Ceramic honeycomb structure and its production method |
| US15/695,065 Division US11033885B2 (en) | 2013-04-02 | 2017-09-05 | Ceramic honeycomb structure and its production method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014163036A1 true WO2014163036A1 (ja) | 2014-10-09 |
Family
ID=51658332
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/059433 Ceased WO2014163036A1 (ja) | 2013-04-02 | 2014-03-31 | セラミックハニカム構造体及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US9981255B2 (ja) |
| EP (1) | EP2937143B1 (ja) |
| JP (1) | JP5725265B2 (ja) |
| CN (1) | CN105008050B (ja) |
| WO (1) | WO2014163036A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016152236A1 (ja) * | 2015-03-24 | 2016-09-29 | 日立金属株式会社 | セラミックハニカム構造体 |
| WO2016152709A1 (ja) * | 2015-03-24 | 2016-09-29 | 日立金属株式会社 | セラミックハニカム構造体及びその製造方法 |
| WO2016152727A1 (ja) * | 2015-03-24 | 2016-09-29 | 日立金属株式会社 | セラミックハニカム構造体 |
| JP2017170396A (ja) * | 2016-03-25 | 2017-09-28 | 日本碍子株式会社 | ハニカム構造体 |
| WO2019124183A1 (ja) * | 2017-12-19 | 2019-06-27 | 株式会社デンソー | 電気抵抗体、ハニカム構造体、および、電気加熱式触媒装置 |
| JP2020158351A (ja) * | 2019-03-27 | 2020-10-01 | 日本碍子株式会社 | ハニカム構造体、および、ハニカム構造体の製造方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6549869B2 (ja) * | 2015-03-26 | 2019-07-24 | 東京応化工業株式会社 | 積層膜 |
| US10632458B2 (en) * | 2015-11-30 | 2020-04-28 | Corning Incorporated | Compound honeycomb body, exhaust gas treatment article, exhaust system and methods of manufacturing same |
| US10137665B2 (en) | 2016-01-14 | 2018-11-27 | Tokyo Ohka Kogyo Co., Ltd. | Method for manufacturing laminate, and laminate |
| JP6802096B2 (ja) * | 2017-03-14 | 2020-12-16 | 日本碍子株式会社 | 目封止ハニカム構造体 |
| JP6982530B2 (ja) * | 2018-03-23 | 2021-12-17 | 日本碍子株式会社 | ハニカム構造体 |
| JP6781742B2 (ja) * | 2018-09-12 | 2020-11-04 | イビデン株式会社 | ハニカム構造体 |
| JP6964616B2 (ja) * | 2019-03-22 | 2021-11-10 | 日本碍子株式会社 | セラミックス焼成体の特性推定方法 |
| JP7118919B2 (ja) * | 2019-03-29 | 2022-08-16 | 株式会社Soken | 排ガス浄化フィルタ |
| JP7325473B2 (ja) * | 2021-03-30 | 2023-08-14 | 日本碍子株式会社 | 多孔質ハニカム構造体及びその製造方法 |
| JP7628453B2 (ja) * | 2021-03-30 | 2025-02-10 | 日本碍子株式会社 | ハニカム構造体 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006517863A (ja) | 2003-01-30 | 2006-08-03 | コーニング インコーポレイテッド | 触媒支持体 |
| WO2007026803A1 (ja) | 2005-08-31 | 2007-03-08 | Ngk Insulators, Ltd. | ハニカム構造体及びハニカム触媒体 |
| JP2009542566A (ja) * | 2006-06-30 | 2009-12-03 | コーニング インコーポレイテッド | コージェライトチタン酸アルミニウムマグネシウム組成物及びこの組成物を含むセラミック製品 |
| JP2011213585A (ja) * | 2010-03-19 | 2011-10-27 | Sumitomo Chemical Co Ltd | ハニカム構造体の製造方法及びハニカム構造体、並びにパティキュレートフィルタ |
| JP2012050978A (ja) * | 2010-09-01 | 2012-03-15 | Ngk Insulators Ltd | ハニカム構造体 |
| WO2012074504A1 (en) * | 2010-11-29 | 2012-06-07 | Corning Incorporated | Process for control of cordierite filter properties |
| JP2012197186A (ja) * | 2011-03-18 | 2012-10-18 | Ngk Insulators Ltd | ハニカム構造体の製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US220205A (en) * | 1879-09-30 | Improvement in combinid speaking-telephone and morse sounder | ||
| US52200A (en) * | 1866-01-23 | Improvement in supports for flower-pots | ||
| US6864198B2 (en) * | 2003-01-30 | 2005-03-08 | Corning Incorporated | Cordierite ceramic body and method |
| WO2007052479A1 (ja) * | 2005-11-04 | 2007-05-10 | Ngk Insulators, Ltd. | ハニカム構造体及びハニカム触媒体 |
| US8956436B2 (en) | 2006-06-30 | 2015-02-17 | Corning Incorporated | Cordierite aluminum magnesium titanate compositions and ceramic articles comprising same |
| JP5402638B2 (ja) * | 2007-10-12 | 2014-01-29 | 日立金属株式会社 | コージェライト質セラミックハニカムフィルタ及びその製造方法 |
| JP5553777B2 (ja) * | 2008-02-29 | 2014-07-16 | コーニング インコーポレイテッド | 多孔質のセラミックハニカムの収縮減少方法 |
| EP2540370B1 (en) * | 2010-02-22 | 2018-04-04 | Hitachi Metals, Ltd. | Ceramic honeycomb structure |
| EP2368619B1 (en) * | 2010-03-26 | 2014-06-25 | Imerys | Ceramic honeycomb structures |
| CN102834158B (zh) * | 2010-04-01 | 2015-07-15 | 日立金属株式会社 | 陶瓷蜂窝过滤器及其制造方法 |
| JP5604346B2 (ja) * | 2011-03-23 | 2014-10-08 | 日本碍子株式会社 | ハニカムフィルタ |
| WO2013146499A1 (ja) * | 2012-03-30 | 2013-10-03 | 日本碍子株式会社 | 多孔質体,ハニカムフィルタ及び多孔質体の製造方法 |
-
2014
- 2014-03-31 CN CN201480009653.4A patent/CN105008050B/zh active Active
- 2014-03-31 EP EP14778563.8A patent/EP2937143B1/en active Active
- 2014-03-31 WO PCT/JP2014/059433 patent/WO2014163036A1/ja not_active Ceased
- 2014-03-31 JP JP2014549251A patent/JP5725265B2/ja active Active
- 2014-03-31 US US14/765,871 patent/US9981255B2/en active Active
-
2017
- 2017-09-05 US US15/695,065 patent/US11033885B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006517863A (ja) | 2003-01-30 | 2006-08-03 | コーニング インコーポレイテッド | 触媒支持体 |
| WO2007026803A1 (ja) | 2005-08-31 | 2007-03-08 | Ngk Insulators, Ltd. | ハニカム構造体及びハニカム触媒体 |
| JP2009542566A (ja) * | 2006-06-30 | 2009-12-03 | コーニング インコーポレイテッド | コージェライトチタン酸アルミニウムマグネシウム組成物及びこの組成物を含むセラミック製品 |
| JP2011213585A (ja) * | 2010-03-19 | 2011-10-27 | Sumitomo Chemical Co Ltd | ハニカム構造体の製造方法及びハニカム構造体、並びにパティキュレートフィルタ |
| JP2012050978A (ja) * | 2010-09-01 | 2012-03-15 | Ngk Insulators Ltd | ハニカム構造体 |
| WO2012074504A1 (en) * | 2010-11-29 | 2012-06-07 | Corning Incorporated | Process for control of cordierite filter properties |
| JP2012197186A (ja) * | 2011-03-18 | 2012-10-18 | Ngk Insulators Ltd | ハニカム構造体の製造方法 |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170130362A (ko) * | 2015-03-24 | 2017-11-28 | 히타치 긴조쿠 가부시키가이샤 | 세라믹 허니컴 구조체 |
| KR20170129694A (ko) * | 2015-03-24 | 2017-11-27 | 히타치 긴조쿠 가부시키가이샤 | 세라믹 허니컴 구조체 및 그의 제조 방법 |
| WO2016152727A1 (ja) * | 2015-03-24 | 2016-09-29 | 日立金属株式会社 | セラミックハニカム構造体 |
| JPWO2016152236A1 (ja) * | 2015-03-24 | 2018-01-11 | 日立金属株式会社 | セラミックハニカム構造体 |
| JP6004150B1 (ja) * | 2015-03-24 | 2016-10-05 | 日立金属株式会社 | セラミックハニカム構造体及びその製造方法 |
| WO2016152236A1 (ja) * | 2015-03-24 | 2016-09-29 | 日立金属株式会社 | セラミックハニカム構造体 |
| CN107250083A (zh) * | 2015-03-24 | 2017-10-13 | 日立金属株式会社 | 陶瓷蜂窝结构体及其制造方法 |
| US10399074B2 (en) | 2015-03-24 | 2019-09-03 | Hitachi Metals, Ltd. | Ceramic honeycomb structure |
| WO2016152709A1 (ja) * | 2015-03-24 | 2016-09-29 | 日立金属株式会社 | セラミックハニカム構造体及びその製造方法 |
| US9968879B2 (en) | 2015-03-24 | 2018-05-15 | Hitachi Metals, Ltd. | Ceramic honeycomb structure |
| JP6004151B1 (ja) * | 2015-03-24 | 2016-10-05 | 日立金属株式会社 | セラミックハニカム構造体 |
| US10072543B2 (en) | 2015-03-24 | 2018-09-11 | Hitachi Metals, Ltd. | Ceramic honeycomb structure and its production method |
| US10077693B2 (en) | 2015-03-24 | 2018-09-18 | Hitachi Metals, Ltd. | Ceramic honeycomb structure and its production method |
| KR102441764B1 (ko) | 2015-03-24 | 2022-09-07 | 히타치 긴조쿠 가부시키가이샤 | 세라믹 허니컴 구조체 |
| KR102439667B1 (ko) | 2015-03-24 | 2022-09-01 | 히타치 긴조쿠 가부시키가이샤 | 세라믹 허니컴 구조체 및 그의 제조 방법 |
| JP2017170396A (ja) * | 2016-03-25 | 2017-09-28 | 日本碍子株式会社 | ハニカム構造体 |
| JP2019108863A (ja) * | 2017-12-19 | 2019-07-04 | 株式会社デンソー | 電気抵抗体、ハニカム構造体、および、電気加熱式触媒装置 |
| WO2019124183A1 (ja) * | 2017-12-19 | 2019-06-27 | 株式会社デンソー | 電気抵抗体、ハニカム構造体、および、電気加熱式触媒装置 |
| JP2020158351A (ja) * | 2019-03-27 | 2020-10-01 | 日本碍子株式会社 | ハニカム構造体、および、ハニカム構造体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170368538A1 (en) | 2017-12-28 |
| US20150367335A1 (en) | 2015-12-24 |
| CN105008050B (zh) | 2017-07-28 |
| US11033885B2 (en) | 2021-06-15 |
| EP2937143A4 (en) | 2016-09-07 |
| US9981255B2 (en) | 2018-05-29 |
| EP2937143B1 (en) | 2019-03-06 |
| CN105008050A (zh) | 2015-10-28 |
| JP5725265B2 (ja) | 2015-05-27 |
| EP2937143A1 (en) | 2015-10-28 |
| JPWO2014163036A1 (ja) | 2017-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5725265B2 (ja) | セラミックハニカム構造体及びその製造方法 | |
| CN104529422B (zh) | 陶瓷结构体的制造方法 | |
| JP5751397B1 (ja) | コーディエライト質セラミックハニカム構造体及びその製造方法 | |
| JP5964564B2 (ja) | ウォールフロー型排ガス浄化フィルタ | |
| CN110894156B (zh) | 蜂窝结构体 | |
| CN108367224A (zh) | 多孔陶瓷材料、过滤器和制品 | |
| JP5997026B2 (ja) | ハニカム触媒体 | |
| WO2010013509A1 (ja) | セラミックハニカム構造体及びその製造方法 | |
| CN107427823A (zh) | 陶瓷蜂窝结构体 | |
| JP4495152B2 (ja) | ハニカム構造体及びその製造方法 | |
| CN114950029B (zh) | 多孔质蜂窝结构体及其制造方法 | |
| CN113443914A (zh) | 含碳化硅蜂窝结构体的制造方法 | |
| US9346003B2 (en) | Honeycomb structure | |
| JPWO2006025498A1 (ja) | ハニカム構造体、その製造方法及び排気浄化装置 | |
| CN108568159A (zh) | 蜂窝结构体 | |
| CN113332808A (zh) | 蜂窝过滤器 | |
| JP2013063422A (ja) | ハニカム構造体 | |
| JP2012197186A (ja) | ハニカム構造体の製造方法 | |
| JPWO2005068396A1 (ja) | ハニカム構造体及びその製造方法 | |
| CN113332810A (zh) | 蜂窝过滤器的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2014549251 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14778563 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014778563 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14765871 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |