WO2015093340A1 - 熱転写受像シート用表面基材、及び熱転写受像シート - Google Patents
熱転写受像シート用表面基材、及び熱転写受像シート Download PDFInfo
- Publication number
- WO2015093340A1 WO2015093340A1 PCT/JP2014/082487 JP2014082487W WO2015093340A1 WO 2015093340 A1 WO2015093340 A1 WO 2015093340A1 JP 2014082487 W JP2014082487 W JP 2014082487W WO 2015093340 A1 WO2015093340 A1 WO 2015093340A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- mass
- transfer image
- thermal transfer
- receiving sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/42—Intermediate, backcoat, or covering layers
- B41M5/44—Intermediate, backcoat, or covering layers characterised by the macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/41—Base layers supports or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/42—Intermediate, backcoat, or covering layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/242—All polymers belonging to those covered by group B32B27/32
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/104—Oxysalt, e.g. carbonate, sulfate, phosphate or nitrate particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/02—Dye diffusion thermal transfer printing (D2T2)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/32—Thermal receivers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/36—Backcoats; Back layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/38—Intermediate layers; Layers between substrate and imaging layer
Definitions
- the present invention relates to a surface substrate for a thermal transfer image receiving sheet and a thermal transfer image receiving sheet.
- a thermal transfer sheet provided with a color material layer containing a sublimation dye on a substrate and a thermal transfer image receiving sheet provided with a receiving layer on a support are superposed to form a full color image.
- a sublimation transfer recording system for forming a film uses sublimation dyes as a color material, so the density and gradation can be adjusted freely, and a full color image exactly as the original can be clearly displayed on the image-receiving sheet, so digital cameras, videos, computers, etc. It is applied to color image formation.
- the image is of a high quality comparable to a silver salt photograph.
- Patent Document 1 proposes a thermal transfer image receiving sheet in which a heat insulating layer containing a hollow polymer is provided between a support and a receiving layer.
- a heat insulating layer containing a hollow polymer is provided between a support and a receiving layer.
- layers called “microvoid layer”, “hollow particle layer”, “void film layer”, “void PP layer”, etc. have heat resistance and cushioning properties. It is known as a layer provided between the substrate and the receiving layer.
- a shrinkage stress is generated in the heat insulating layer due to a thermal history when the thermal transfer image receiving sheet is manufactured, and curling based on the contracting stress is likely to occur in the heat insulating layer. Also, due to the thermal history during image formation for forming a thermal transfer image on the receiving layer, shrinkage stress is generated in the heat insulating layer, and curling is likely to occur in the entire printed matter in which the thermal transfer image is formed on the receiving layer.
- This curl is usually curled inward with respect to the thermal transfer image forming surface side due to the relationship with the support of the thermal transfer image receiving sheet, and a printed matter in which the thermal transfer image is formed on the receiving layer of the thermal transfer image receiving sheet, For example, when a photograph or the like is displayed on a wall, the appearance of the printed matter is deteriorated. Further, even when curling does not occur immediately during thermal transfer image formation, curling occurs over time if shrinkage stress is inherent in the heat insulating layer. This is the same for various layers provided between the support and the receiving layer for the purpose of heat resistance and cushioning, in addition to a layer called a heat insulating layer.
- an effective measure is to reduce the shrinkage stress generated in the heat insulation layer.
- the thickness of the heat insulation layer is reduced.
- a method is mentioned.
- it becomes difficult to form an image having a sufficient density That is, it becomes difficult to form a high-quality image on the receiving layer.
- the support of the thermal transfer image receiving sheet often has foreign matters or defects, and when a heat insulating layer with a reduced thickness is provided on the support having such defects, the support The defects of the body cannot be concealed, and depending on the defects of the support, unevenness in density occurs in the thermal transfer image formed on the receiving layer, resulting in a decrease in print quality.
- Patent Document 2 discloses a polypropylene polymer composition containing specific amounts of calcium carbonate and titanium oxide as a support used for photographic paper for digital photo printers suitable for obtaining images with high printing quality.
- a biaxially stretched laminated polypropylene film in which a surface layer and a back surface layer are provided on both sides of a base material layer obtained from the above has been proposed.
- Patent Document 2 it is said that a high-quality image can be obtained by employing this biaxially stretched laminated polypropylene film as a support for a thermal transfer image receiving sheet.
- the biaxially stretched laminated polypropylene film proposed in this document cannot obtain a high-quality image when the thickness of the support is reduced in order to suppress the occurrence of curling. That is, it is impossible to achieve both curling of curling and obtaining a high-quality image.
- Patent Document 3 discloses a base material sheet, a porous layer having a thickness of less than 30 ⁇ m and including a polypropylene resin, and a receiving layer in this order on one surface of the base material sheet.
- a provided thermal transfer image receiving sheet has been proposed. According to the thermal transfer image-receiving sheet proposed in Patent Document 3, it is said that the amount of curling can be reduced and the quality after storage in each environment can be improved. There is room for improvement in this respect.
- the present invention has been made in such a situation, and even when the thickness is reduced in order to suppress the occurrence of curling, high-quality image formation can be performed on the receiving layer. It is a main subject to provide a surface substrate for a thermal transfer image receiving sheet and a thermal transfer image receiving sheet provided with the surface substrate for a thermal transfer image receiving sheet.
- the present invention for solving the above problems is a surface substrate for a thermal transfer image receiving sheet provided between a support of a thermal transfer image receiving sheet and a receiving layer, wherein the surface substrate for the thermal transfer image receiving sheet is a substrate layer A surface layer is provided on one surface of the substrate layer, and a back surface layer is provided on the other surface of the base material layer.
- the base material layer includes (A) a propylene-based polymer, and (B). It contains calcium carbonate, (C) titanium oxide, and the mass of (A) is 70% by mass or more when the total mass of (A), (B) and (C) is 100% by mass.
- the mass of (B) is 5% by mass or more and 28% by mass or less
- the mass of (C) is 0.5% by mass or more and less than 3% by mass
- the surface layer is modified.
- a propylene-based polymer, and the back layer contains a propylene-based polymer. And said that you are.
- the surface layer contains (D) a propylene homopolymer, or (D) a propylene homopolymer, and (E) a propylene / ⁇ -olefin random copolymer
- the (D) is the modified propylene polymer
- the surface layer contains the (E). Is the mass of (E) is 50% by mass or less when the total mass of (D) and (E) is 100% by mass, and any of (D) and (E) Either or both are preferably the modified propylene-based polymer.
- the back layer contains (F) a propylene homopolymer, (G) a propylene / ⁇ -olefin random copolymer, and a total of (F) and (G). It is preferable that the mass of (F) when the mass is 100 mass% is 40 mass% or more and 90 mass% or less.
- the modified propylene polymer is preferably a propylene polymer graft-modified with an unsaturated carboxylic acid or a derivative thereof.
- the thickness of the surface layer is preferably 0.5 ⁇ m or more and 10 ⁇ m or less. Moreover, it is preferable that an adhesive layer is further provided on the surface layer.
- the present invention for solving the above problems is a thermal transfer image-receiving sheet in which a receiving layer is provided on one side of a support, and between the support and the receiving layer, from the support
- the surface substrate for a thermal transfer image receiving sheet having the above characteristics is provided so that the back layer, the substrate layer, and the surface layer are in this order.
- the thickness of the support is preferably 150 ⁇ m or more and 300 ⁇ m or less.
- the thickness is reduced in order to suppress the occurrence of curling in the thermal transfer image receiving sheet using the surface base material for the thermal transfer image receiving sheet.
- a high quality image can be formed.
- a high-quality image can be formed even when the thickness of the surface substrate for the thermal transfer image receiving sheet is reduced in order to suppress the occurrence of curling. .
- the curl generation suppressing effect can be further enhanced.
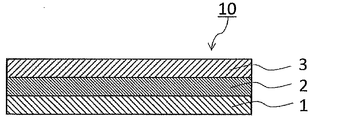
- FIG. 1 is a schematic cross-sectional view of the surface substrate 10 of the present invention.
- the surface base material 10 of this invention takes the structure by which the back layer 1, the base material layer 2, and the surface layer 3 were laminated
- each layer of the surface base material 10 of the present invention will be specifically described.
- a base material layer 2 is provided between the back surface layer 1 and the front surface layer 3.
- the base material layer 2 is an essential layer in the surface base material 10 of the present invention, and is a layer that mainly plays a role of heat insulating properties, cushioning properties, and concealing properties.
- the base material layer 2 is composed of a polymer composition (2) containing at least (A) a propylene-based polymer, (B) calcium carbonate, and (C) titanium oxide. That is, the base material layer 2 contains at least the (A) propylene polymer, (B) calcium carbonate, and (C) titanium oxide.
- the polymer composition (2) constituting the base material layer 2 contains a propylene-based polymer as an essential component.
- the propylene-based polymer according to the present invention is a polyolefin resin generally produced and sold under the name of polypropylene, and usually has a density of 0.890 to 0.930 g / cm 3 and a melt flow rate (MFR) (ASTM D1238).
- MFR melt flow rate
- ⁇ -olefin such as ethylene, 1-butene, 1-hexene, 4-methyl / 1-pentene, 1-octene and the like.
- These propylene polymers are one or more compositions, for example, a composition of a homopolymer of propylene having the same or different molecular weight (MFR) and a propylene / ⁇ -olefin random copolymer. Also good.
- the polymer composition (2) constituting the base material layer 2 contains, as a propylene-based polymer, a propylene homopolymer or a polymer having a high isotacticity with a random copolymer of 1 mol% or less. However, it preferably contains a homopolymer of propylene and a propylene / ⁇ -olefin random copolymer having a melting point of 100 to 150 ° C., preferably 110 to 145 ° C.
- the propylene / ⁇ -olefin random copolymer having a melting point in the above range usually contains 5 mol% or less of ⁇ -olefin such as ethylene.
- the polymer composition (2) which comprises the base material layer 2 contains calcium carbonate as an essential component. According to the surface base material provided with the base material layer 2 composed of the polymer composition (2) containing calcium carbonate, the whiteness of the surface base material can be increased.
- the particle size of calcium carbonate is not particularly limited, but the average particle size of calcium carbonate contained in the polymer composition (2) is preferably 1 ⁇ m or more and 5 ⁇ m or less, and more preferably 1.5 ⁇ m or more and 4 ⁇ m or less. preferable. According to the surface base material provided with the base material layer 2 composed of the polymer composition (2) containing calcium carbonate having an average particle diameter in this range, the whiteness of the surface base material can be further increased.
- the particle size of calcium carbonate is the particle size when measured by a light transmission measurement method by centrifugal sedimentation using an ultracentrifugal automatic particle size distribution analyzer (model CAPA-700, manufactured by HORIBA, Ltd.).
- the polymer composition (2) constituting the base material layer 2 preferably contains calcium carbonate having a maximum particle size of 10 ⁇ m or less, preferably 9 ⁇ m or less.
- the polymer composition (2) constituting the base material layer 2 has a particle size distribution in which the proportion of calcium carbonate having a particle diameter of 5 ⁇ m or less with respect to the whole calcium carbonate is 80% by mass or more, preferably 85% by mass or more. As such, it is preferable that calcium carbonate having an average particle diameter of 1 ⁇ m to 5 ⁇ m is included. The condition that the average particle size is 1 ⁇ m or more and 5 ⁇ m or less is satisfied, and the size of voids due to the calcium carbonate particles becomes uniform by including calcium carbonate having the above particle size distribution in the polymer composition (2). Therefore, it can be set as a surface base material with no unevenness and particularly excellent whiteness.
- the surface of the calcium carbonate contained in the polymer composition (2) constituting the substrate layer 2 is preferably surface-treated with a higher fatty acid, preferably a higher fatty acid having 10 to 28 carbon atoms. .
- a higher fatty acid preferably a higher fatty acid having 10 to 28 carbon atoms.
- higher fatty acid examples include decanoic acid, undecanoic acid, lauric acid, tridecylic acid, myristic acid, pentadecylic acid, palmitic acid, heptadecylic acid, stearic acid, nonadecanoic acid, arachidic acid, behenic acid, lignoceric acid, and cellotine.
- the water content of calcium carbonate contained in the polymer composition (2) constituting the base material layer 2 is preferably 0.5% by mass or less.
- a surface base material having a uniform and excellent whiteness can be obtained.
- the whiteness of calcium carbonate is more preferably 90% or more.
- the amount of water of calcium carbonate here means the amount of water measured by the Karl Fischer method (under 200 ° C.).
- the polymer composition (2) constituting the base material layer 2 contains titanium oxide as an essential component together with the (A) propylene polymer and (B) calcium carbonate.
- Titanium oxide is also called titanium white and has a rutile type and an anatase type, but the rutile type is preferable because of its high hiding power. Moreover, it is preferable that the surface of the titanium oxide contained in the polymer composition (2) constituting the base material layer 2 is treated with alumina. Furthermore, the thing whose whiteness is 95% or more is preferable. The appearance of the surface base material can be further improved by using a titanium oxide surface treated.
- the polymer composition (2) constituting the substrate layer 2 is composed of the propylene-based polymer (A), the calcium carbonate (B), and the oxidation (C). While containing titanium, the mass of (A) is 70 mass% or more and 94.5 mass% or less, and the mass of (B) when the total mass of the (A), (B) and (C) is 100 mass%. 5 mass% or more and 28 mass% or less, and the mass of (C) is 0.5 mass% or more and less than 3 mass%.
- the base material layer 2 that includes the components (A), (B), and (C) and whose content is composed of the polymer composition (2) that is defined within the above range, The cushioning property, concealing property and appearance of the surface base material can be improved.
- the average particle size of titanium oxide contained in the polymer composition (2) constituting the base material layer 2 is not particularly limited, but from the viewpoint of further improving the appearance of the surface base material, the average particle size of titanium oxide is It is preferably within a range of 0.1 ⁇ m or more and 0.5 ⁇ m or less, and more preferably 0.2 ⁇ m or more and 0.3 ⁇ m or less.
- the particle diameter of titanium oxide is a particle diameter measured by a light scattering method.
- the polymer composition (2) constituting the substrate layer 2 includes, as an optional component, a heat resistance stabilizer, a weather resistance stabilizer, an ultraviolet absorber, a lubricant, a slip agent, a nucleating agent, Various additives usually used for polyolefins such as antiblocking agents, antistatic agents, antifogging agents, pigments, dyes, inorganic compounds other than the above calcium carbonate and titanium oxide may be included within a range not impairing the object of the present invention. .
- heat stabilizer for example, 3,5-di-t-butyl-4-hydroxytoluene, tetrakis [methylene (3,5-di-t-butyl-4-hydroxy) hydrocinnamate] methane, n- Phenolic antioxidants such as octadecyl-3- (4′-hydroxy-3,5-di-t-butylphenyl) propionate, 2,2′-methylenebis (4-methyl-6-t-butylphenol), 2-hydroxy-4 Benzophenone antioxidants such as 2-methoxybenzophenone, 2-hydroxy-4-octoxybenzophenone and 2,4-dihydroxybenzophenone, benzotriazoles such as 2 (2'-hydroxy-5-methylphenyl) benzotriazole and substituted benzotriazole -Based antioxidant, 2-ethylhexyl-2-cyano- , 3-diphenylacrylate, ethyl-2-cyano-3,3-diphenyl
- Antistatic agents include, for example, alkylamines and derivatives thereof, higher alcohols, glycerol esters of higher fatty acids, pyridine derivatives, sulfated oils, soaps, sulfates of olefins, alkyl sulfates, fatty acid ethyl sulfonates , Alkyl sulfonate, alkyl naphthalene sulfonate, alkyl benzene sulfonate, naphthalene sulfonate, oxalate sulfonate, phosphate ester, partial fatty acid ester of polyhydric alcohol, ethylene oxide adduct of fatty alcohol , Fatty acid ethylene oxide adduct, fatty amino or fatty acid amide ethylene oxide adduct, alkylphenol ethylene oxide adduct, alkyl naphthol ethylene oxide adduct, polyvalent alcohol Partial fatty acid esters of ethylene oxide
- lubricant examples include stearic acid, stearic acid amide, oleic acid amide, higher alcohol, liquid paraffin, and the like.
- Examples of the ultraviolet absorber include ethylene-2-cyano-3,3′-diphenyl acrylate, 2- (2′-hydroxy-5′-methylphenyl) benzotriazole, and 2- (2′-hydroxy-3′-). t-butyl-5′-methylphenyl) 5-chlorobenzotriazole, 2-hydroxy-4-methoxybenzophenone, 2,2′-dihydroxy-4-methoxybenzophenone, 2-hydroxy-4 octoxybenzophenone and the like.
- the thickness of the base material layer 2 is not particularly limited, but is preferably 10 ⁇ m or more and 49 ⁇ m or less, and particularly preferably 15 ⁇ m or more and 39 ⁇ m or less.
- a surface layer 3 is provided on one surface of the base material layer 2 (in the case shown in FIG. 1, the upper surface of the base material layer 2).
- the surface layer 3 is composed of a polymer composition (3) containing at least a modified propylene polymer. That is, the surface layer 3 contains at least a modified propylene polymer.
- the modified propylene polymer may be referred to as a modified propylene polymer.
- the polymer composition (3) constituting the surface layer 3 contains a modified propylene polymer.
- the polymer composition (3) may contain only a modified propylene polymer, and may contain an unmodified propylene polymer together with the modified propylene polymer.
- the propylene-based polymer for the modified propylene-based polymer usually has a melt flow rate (MFR) (ASTM D1238 load 2160 g, temperature 230 ° C.) of 0.5 to 60 g / 10 min, preferably 0.8. It is in the range of 5 to 10 g / 10 minutes, more preferably 1 to 5 g / 10 minutes.
- MFR melt flow rate
- the polymer composition (3) constituting the surface layer 3 comprises (D) a propylene homopolymer alone or (D) both a propylene homopolymer and (E) a propylene / ⁇ -olefin random copolymer. It is preferable to include.
- the polymer composition (3) is “modified” obtained by modifying a propylene homopolymer as the above (D).
- the propylene homopolymer is preferably included. According to the surface layer 3 composed of the polymer composition (3) having this configuration, the surface layer 3 can be provided with good adhesiveness.
- the polymer composition (3) contains both (D) a propylene homopolymer and (E) a propylene / ⁇ -olefin random copolymer, either (D) or (E) One or both are preferably modified.
- the polymer composition (3) includes a “modified propylene homopolymer” obtained by modifying a propylene homopolymer, an unmodified propylene / ⁇ -olefin random copolymer, or an unmodified Propylene homopolymers and modified propylene / ⁇ -olefin random copolymers, or “modified propylene / ⁇ -olefin random copolymers” or “modified propylene homopolymers” and “modified”
- the propylene / ⁇ -olefin random copolymer ” is preferably included.
- the surface layer 3 made of the polymer composition (3) having this configuration can also impart good adhesion to the surface layer 3.
- the polymer composition (3) constituting the surface layer 3 contains both (D) a propylene homopolymer and (E) a propylene / ⁇ -olefin random copolymer, (D)
- the mass of (E) with respect to the total mass of (E) is preferably 50% by mass or less.
- Propylene / ⁇ -olefin random copolymer to make “modified propylene / ⁇ -olefin random copolymer” is propylene and other small amount, for example, 5 mol% or less ⁇ -olefin, for example, Random copolymers with ethylene, 1-butene, 1-hexene, 4-methyl / 1-pentene, 1-octene and the like.
- the random copolymer may be a ternary random copolymer composed of propylene and two or more ⁇ -olefins.
- the propylene / ⁇ -olefin random copolymer usually has a melting point of 100 to 150 ° C., preferably 120 to 145 ° C.
- modified propylene homopolymer and “modified propylene / ⁇ -olefin random copolymer” include propylene homopolymer, propylene and ethylene, 1-butene, 1-hexene, 4- A copolymer mainly composed of propylene with an ⁇ -olefin such as methyl 1-pentene and 1-octene is modified by adding a polar group.
- a propylene homopolymer or a propylene / ⁇ -olefin random copolymer graft-modified with an unsaturated carboxylic acid or a derivative thereof is included in the polymer composition (3) constituting the surface layer 3.
- an arbitrary adhesive layer described later is provided on the surface layer 3, it is preferable in that the adhesion between the surface layer 3 and the adhesive layer can be improved.
- unsaturated carboxylic acids or derivatives thereof include acrylic acid, maleic acid, fumaric acid, tetrahydrophthalic acid, itaconic acid, citraconic acid, crotonic acid, isocrotonic acid, nadic acid (endocis-bicyclo [2.2.1] hept Unsaturated carboxylic acids such as -5-ene-2,3-dicarboxylic acid); or derivatives thereof such as acid halides, amides, imides, anhydrides, esters and the like.
- Specific examples of such derivatives include maleyl chloride, maleimide, maleic anhydride, citraconic anhydride, monomethyl maleate, dimethyl maleate, glycidyl maleate and the like.
- unsaturated dicarboxylic acids or acid anhydrides thereof are suitable, and maleic acid, nadic acid or acid anhydrides thereof are particularly preferably used.
- the modified propylene polymer graft-modified with an unsaturated carboxylic acid or a derivative thereof is preferably 0.05 to 15% by mass, more preferably 0.1 to 10% by mass, based on the propylene polymer before modification. It is desirable to be graft-modified with an unsaturated carboxylic acid or a derivative thereof.
- the modified propylene polymer preferably has a melt flow rate (MFR) (ASTM D1238 load 2160 g, temperature 230 ° C.) of 0.1 to 50 g / 10 minutes, more preferably 0.3 to 30 g / 10 minutes. It is in.
- the polymer composition (3) constituting the surface layer 3 includes, as an optional component, together with the modified propylene polymer, the heat resistance stabilizer, weather resistance stabilizer, ultraviolet absorber described in the base material layer 2, Various additives usually used for polyolefins such as lubricants, slip agents, nucleating agents, antistatic agents, antifogging agents, pigments, dyes and the like may be included as long as the object of the present invention is not impaired.
- the thickness of the surface layer 3 is not particularly limited, but is preferably 0.5 ⁇ m or more and 10 ⁇ m or less, and particularly preferably 0.5 ⁇ m or more and 5 ⁇ m or less.
- the back surface layer 1 is provided on the other surface of the base material layer 2 (in the case shown in FIG. 1, the bottom surface of the base material layer 2).
- the back layer 1 is composed of a polymer composition (1) containing at least a propylene polymer. That is, the back layer 1 contains at least a propylene polymer.
- the propylene polymer contained in the polymer composition (1) constituting the back layer 1 can be used as it is, and description thereof is omitted here.
- the polymer composition (1) constituting the back layer 1 preferably contains (F) a propylene homopolymer and (G) a propylene / ⁇ -olefin random copolymer.
- the back surface layer 1 which consists of a polymer composition (1) of this structure, adhesiveness with the layer which contact
- the total mass of the above (F) and (G) is 100.
- the mass of (F) based on mass% is preferably 40% by mass or more and 90% by mass or less, and particularly preferably 50% by mass or more and 80% by mass or less.
- the polymer composition (1) which comprises the back surface layer 1 is the same as the polymer composition (2) which comprises the said base material layer 2, and the polymer composition (3) which comprises the surface layer 3.
- various additives usually used for polyolefins such as heat stabilizers, weather stabilizers, UV absorbers, lubricants, slip agents, nucleating agents, antiblocking agents, antistatic agents, antifogging agents, pigments, dyes, etc. May be included as long as the object of the present invention is not impaired.
- the thickness of the back surface layer 1 it is preferable that they are 0.5 micrometer or more and 10 micrometers or less, and it is especially preferable that they are 0.5 micrometer or more and 5 micrometers or less.
- Adhesive layer An adhesive layer (not shown) is preferably provided on the surface layer 3.
- the adhesive layer contains a resin having adhesiveness. Although there is no limitation in particular about resin which has adhesiveness, a polyurethane-type resin is preferable.
- polyurethane resins include dry polyurethane, water-based dry laminate, solventless laminate, polyester polyurethane, polyether polyurethane, which are generally used as adhesives for films, water-based dry laminates, solventless laminates, and electron beam curable laminate adhesives.
- polyurethane polyurea resin examples include polyurethane polyurea resin.
- the polyurethane-based resin may be either a water-dispersed type or a solvent-type, but a water-dispersed polyurethane-based resin is preferable from the viewpoint of the work environment at the production site because the degree of crosslinking of the polyurethane-based resin coating layer can be easily adjusted.
- the glass transition temperature (Tg) of the polyurethane-based resin is preferably 35 ° C. or higher, and particularly preferably 50 ° C. or higher.
- Tg glass transition temperature
- the polyurethane resin having a preferable glass transition temperature (Tg) can be obtained by various known methods. For example, it can be obtained by variously selecting polyether glycol, polyester glycol, or an isocyanate compound.
- a commercially available polyurethane resin can be used as it is.
- water-dispersed polyurethane resins include self-emulsifying polyurethane systems in which hydrophilic groups such as carboxylates (such as —COONa) and sulfonates (such as —SO 3 Na) are introduced into the main chain or side chain of the polyurethane resin. Resins are preferred.
- an isocyanate resin is used as a crosslinking agent to form a polyurethane having a three-dimensional structure
- the water dispersion type is often a linear polyurethane or polyurethane polyurea resin
- a crosslinking agent such as a melamine resin, an epoxy resin, or an imine resin may be added to the polyurethane resin at about 3 to 10% by mass, or an acid catalyst is added at about 0.5 to 1% by mass for curing. The reaction can be further promoted.
- Such a crosslinking agent not only improves the water resistance and solvent resistance of the easy-adhesive film, but also contributes to an improvement in adhesion.
- the adhesive layer may contain inorganic fine particles, organic fine particles, and the like as necessary for the purpose of preventing blocking together with the above adhesive resin, for example, polyurethane resin.
- the thickness of the adhesive layer is not particularly limited, but is preferably 0.1 ⁇ m or more and 1 ⁇ m or less, and particularly preferably 0.1 ⁇ m or more and 0.5 ⁇ m or less.
- the thickness of the surface substrate is not particularly limited, but the thickness of each layer constituting the surface substrate is within the preferable thickness range described above, and the thickness of the entire surface substrate is 15 ⁇ m or more and 50 ⁇ m. Or less, and particularly preferably 18 ⁇ m or more and 40 ⁇ m or less.
- the surface substrate for the thermal transfer image-receiving sheet of the present invention can be prepared by various known methods, for example, the propylene polymer composition (2) that becomes the substrate layer 2 of the surface substrate for the thermal transfer image-receiving sheet, and the surface layer 3 described above.
- a multilayer sheet obtained by coextrusion molding of the propylene polymer composition (3) and the propylene polymer composition (1) to be the back layer 1 is obtained by using a known simultaneous biaxial stretching method or sequential biaxial method. It can be obtained by a biaxially stretched film manufacturing method such as a stretching method.
- the biaxial stretching conditions include known biaxially stretched polypropylene production conditions, for example, in the sequential biaxial stretching method, the longitudinal stretching temperature is 100 ° C. to 145 ° C., the stretching ratio is in the range of 4 to 7 times, and the transverse stretching temperature is 150.
- the stretching ratio may be in the range of ⁇ 190 ° C. and the draw ratio in the range of 8 to 11.
- an adhesive layer for example, an aqueous solution or dispersion of the polyurethane resin to be the adhesive layer is applied on the surface layer 3, for example, an air knife coater, a direct gravure coater, a gravure offset coater, an arc.
- the method of laminating the adhesive layer on the surface layer 3 after stretching the multilayer sheet by the method described above, the method of subsequently coating the surface layer 3 with a polyurethane resin or the like (in-line coating method) ), Or once a surface substrate for a thermal transfer image-receiving sheet is produced by the method described above, and then various other known methods such as a method of separately coating the surface layer 3 with a polyurethane resin or the like (offline coating method).
- the manufacturing method can be adopted.
- an adhesive layer made of polyurethane resin or the like on the surface layer 3 before laminating an adhesive layer made of polyurethane resin or the like on the surface layer 3, various known methods such as corona treatment, flame treatment, or aromatic can be used to improve the adhesion with the polyurethane resin.
- the surface layer 3 may be coated (primer-treated) using an ester, organic titanate, or polyethyleneimine as an anchor layer.
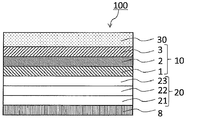
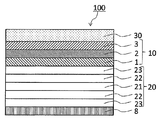
- FIG. 2 is a schematic sectional view of the thermal transfer image receiving sheet of the present invention.
- the thermal transfer image receiving sheet 100 of the present invention is provided with a receiving layer 30 on one side of a support 20, and a back layer from the support side between the support 20 and the receiving layer 30.
- the surface base material 10 of the present invention described above is provided so that 1, the base material layer 2 and the surface layer 3 are in this order.
- the thermal transfer image-receiving sheet 100 of the present invention having the above-described configuration, the occurrence of curling is suppressed because the surface base material 10 of the present invention described above is provided between the support 20 and the receiving layer 30. Therefore, even when the thickness is reduced, a high-quality thermal transfer image can be formed on the receiving layer 30 due to the heat resistance and cushioning properties of the surface substrate 10.
- the surface base material 10 of the present invention having concealability is provided between the support 20 and the receiving layer 30, even if the support 20 has foreign matter, defects, etc. These defects and the like can be concealed by the surface substrate 10 of the invention, and the texture of the thermal transfer image receiving sheet can be improved.
- the support 20 is not particularly limited as long as it can support the surface base material 10 of the present invention and the back layer 8 having an arbitrary configuration.
- the support 20 may have a laminated structure in which a core material 21, a polyolefin-based resin layer 22, and an adhesive layer 23 are laminated in this order, as shown in FIG.
- the adhesive layer 23, the polyolefin resin layer 22, the core material 21, the polyolefin resin layer 22, and the adhesive layer 23 may be stacked in this order. Further, it may have a single layer structure.
- Examples of the support 20 having a single layer structure include a support 20 made of a core material 21 and a support 20 made of a polyolefin resin layer 22.
- Core As the core material 21, high-quality paper, coated paper, resin-coated paper, art paper, cast-coated paper, paperboard, synthetic paper (polyolefin-based, polystyrene-based), synthetic resin or emulsion-impregnated paper, synthetic rubber latex-impregnated paper, synthetic resin Examples thereof include internal paper and cellulose fiber paper.
- the thickness of the core material 21 is not particularly limited, and is usually about 10 to 300 ⁇ m. Particularly preferred is a thickness of 100 to 250 ⁇ m.
- a commercially available core material can also be used, for example, RC paper paper (manufactured by Mitsubishi Paper Industries Co., Ltd., trade name: STF-150), coated paper (manufactured by Nippon Paper Industries Co., Ltd., trade name) : Aurora coat) and the like can be suitably used.
- Polyolefin resin layer As a component of the polyolefin-based resin layer 22, polyolefins such as polyester, polypropylene, polybutene, polyisobutene, polyisobutylene, polybutadiene, polyisoprene, ethylene-vinyl acetate copolymer having high heat resistance such as polyethylene, polyethylene terephthalate, and polyethylene naphthalate are used. Based resins.
- the polyolefin resin layer 22 may be stretched or unstretched.
- the polyolefin resin layer may contain a white pigment or a filler. Moreover, you may have a micro void inside.
- the thickness of the polyolefin resin layer 22 is usually about 10 to 40 ⁇ m in a dry state.
- a support body 20 in which a polyolefin resin layer 22 is provided on both sides of a core material 21.
- a polyolefin-based resin layer 22 By providing the polyolefin-based resin layer 22 on both sides of the core material 21, it is possible to improve the curl generation suppressing effect that may occur in the thermal transfer image receiving sheet 100 due to the synergistic effect with the surface base material of the present invention.
- the polyolefin resin layer 22 is provided only on one surface side of the core material 21, stress due to shrinkage of the polyolefin resin layer 22 occurs only on the surface side where the polyolefin resin layer 22 is provided.
- the thermal transfer image receiving sheet 100 tends to be curled.
- the support 20 preferably has a laminated structure in which the adhesive layer 23 is located on the surface that directly contacts the surface base material 10.
- the adhesive layer 23 includes an adhesive and has an adhesive function.
- the adhesive component include urethane resins, ⁇ -olefin-maleic anhydride resin and other polyolefin resins, polyester resins, acrylic resins, epoxy resins, urea resins, melamine resins, phenol resins, Examples thereof include vinyl acetate resins and cyanoacrylate resins. Among them, a reactive type of acrylic resin, a modified type, etc.
- an isocyanate compound is generally used, but aliphatic amines, cycloaliphatic amines, aromatic amines, acid anhydrides and the like can be used.
- the thickness of the adhesive layer 23 is usually about 2 ⁇ m to 10 ⁇ m in a dry state.
- generally used coating means can be used, for example, by means of gravure printing, screen printing, reverse roll coating using a gravure plate, etc., It can be obtained by drying. Further, EC sand lamination using polyethylene or the like may be performed.
- the thickness of a support body is 150 micrometers or more.
- the surface base material 10 that exerts an effect of suppressing the occurrence of curling is provided between the support 20 and the receiving layer 30, depending on the thermal history at the time of image formation, There may be a case where the surface substrate slightly shrinks.
- the support body 20 functions as a resistance force against shrinkage stress (shrinkage) that can occur in the surface base material 10, and the resistance force increases as the thickness of the support body 20 is increased.
- shrinkage stress that can occur can be reduced.
- the thickness of the support 20 is set to the above preferable thickness, the thickness of the support 20 and the surface base 10 of the present invention have a relatively thick thickness due to a synergistic effect. Even so, curling can be eliminated or extremely small.
- the preferable upper limit of the thickness of the support body 20 there is no limitation in particular about the preferable upper limit of the thickness of the support body 20, and it can set suitably in consideration of the thickness of the thermal transfer image receiving sheet 100 whole.
- An example of a preferred upper limit is about 300 ⁇ m.
- a receiving layer 30 is provided on the surface substrate 10 of the present invention.
- the receiving layer 30 is an essential component in the thermal transfer image receiving sheet 100 used in the present invention.
- the receiving layer 30 contains a binder resin as an essential component.
- a conventionally known resin material that can easily receive the dye of the dye layer of the thermal transfer sheet can be used.
- polyolefin resin such as polypropylene, halogenated resin such as polyvinyl chloride or polyvinylidene chloride, polyvinyl acetate, vinyl chloride-vinyl acetate copolymer, ethylene-vinyl acetate copolymer or polyacrylate Vinyl resins, polyester resins such as polyethylene terephthalate or polybutylene terephthalate, polystyrene resins, polyamide resins, copolymers of olefins such as ethylene or propylene and other vinyl polymers, cellulose resins such as ionomers or cellulose diastases And solvent-based resins such as polycarbonate and acrylic resins.
- a water-based resin such as a water-soluble resin, a water-soluble polymer, or a water-based resin can also be used as the binder resin.
- the receiving layer 30 containing a water-based resin an image having a higher printing density can be formed as compared with a solvent-based receiving layer, and light resistance and glossiness after image formation are improved. Can do.
- water-soluble resin and water-soluble polymer examples include polyvinyl pyrrolidone resin, polyvinyl alcohol resin, and gelatin.
- water-based resin include emulsions such as a vinyl chloride resin, an acrylic resin, and a urethane resin, or a resin in which a part of a solvent such as a dispersion is composed of water.
- the aqueous resin can be formed, for example, by dispersing and adjusting a solution containing a solvent-based resin by a method such as a homogenizer.
- the receiving layer 30 may contain a release agent for improving the release property from the thermal transfer sheet.
- the release agent include solid waxes such as polyethylene wax, amide wax, and Teflon (registered trademark) powder, fluorine or phosphate surfactant, silicone oil, reactive silicone oil, and curable silicone oil. And various modified silicone oils, and various silicone resins.
- the various binder resins described above are preferably contained in an amount of 50% by mass or more based on the total solid content of the receiving layer 30.
- high gloss can be imparted to the formed image. The same applies to the case of using other binder resins.
- the method for forming the receiving layer 30 is not particularly limited, and the binder resin described above and various additives added as necessary are dissolved or dispersed in an appropriate solvent such as water or a solvent to form a receiving layer.
- a coating solution can be prepared, and this can be formed by coating and drying on the surface substrate 10 by means such as a gravure printing method, a screen printing method, or a reverse coating method using a gravure plate.
- the thickness of the receiving layer 30 is not particularly limited, but a preferable range is about 1 g / m 2 to 10 g / m 2 .
- a receiving layer 30 is provided on one surface of a support 20, and the surface substrate 10 of the present invention is provided between the support 20 and the receiving layer 30.
- any layer other than these layers can be provided.
- a primer layer (not shown) for preventing the surface substrate 10 from being destroyed by the solvent of the receptor layer 30 can be provided between the surface substrate 10 and the receptor layer 30.
- an additional layer for example, an intermediate layer for improving interlayer adhesion can be provided between the support 20 and the surface base material 10.
- the back layer 8 can be provided on the surface of the support 20 that is not in contact with the surface base material 10.
- the back layer 8 has an arbitrary configuration in the thermal transfer image receiving sheet of the present invention.
- the material for the back layer 8 is not particularly limited, and examples thereof include resins such as acrylic resins, cellulose resins, polycarbonate resins, polyvinyl acetal resins, polyvinyl alcohol resins, polyamide resins, polystyrene resins, polyester resins, and halogenated polymers. Can be mentioned.
- the above resin is cured by a curing agent.
- a curing agent generally known ones can be used, and among them, an isocyanate compound is preferable.
- the above resin reacts with an isocyanate compound and the like to form a urethane bond to be cured / three-dimensionalized, whereby the heat resistant storage stability and solvent resistance of the back layer 8 can be improved. Adhesion can be improved.
- the amount of the curing agent added is preferably 1 to 2 with respect to the resin 1 reactive group equivalent exemplified above. If it is less than 1, it may take a long time to complete the curing, and the heat resistance and solvent resistance may deteriorate. On the other hand, when the ratio is larger than 2, there may be a problem that a change with time occurs after the film formation or that the life of the coating solution for the back layer is short.
- the back layer 8 may contain an organic filler or an inorganic filler as an additive together with the resin.
- an organic filler include acrylic filler, polyamide filler, fluorine filler, and polyethylene wax. Of these, polyamide filler is particularly preferred.
- the inorganic filler include silicon dioxide and metal oxides.
- the polyamide filler preferably has a molecular weight of 100,000 to 900,000, is spherical, and has an average particle diameter of 0.01 to 30 ⁇ m.
- nylon 12 filler is more preferable because it is excellent in water resistance and has no characteristic change due to water absorption.
- the method for forming an image on the receiving layer surface using the thermal transfer image receiving sheet of the present invention is not particularly limited, and can be performed by a known thermal transfer method.
- thermal transfer sheet used in the image formation for example, a heat transferable color material layer is provided on one surface of a substrate such as a polyester film, and a back layer is provided on the other surface of the substrate.
- a thermal transfer sheet can be used.
- the thermal transfer sheet will be described.
- the base material of the thermal transfer sheet may be any conventionally known material having a certain degree of heat resistance and strength.
- the base material of the thermal transfer sheet may be any conventionally known material having a certain degree of heat resistance and strength.
- the thickness of the base material of the thermal transfer sheet is not particularly limited, but is usually 0.5 ⁇ m to 50 ⁇ m, preferably about 1.5 to 10 ⁇ m.
- the base material of the thermal transfer sheet may be subjected to a surface treatment in order to improve adhesion with an adjacent layer.
- a surface treatment known resin surface modification techniques such as corona discharge treatment, flame treatment, ozone treatment, ultraviolet treatment, radiation treatment, surface roughening treatment, chemical treatment, plasma treatment, grafting treatment, etc. can be applied. it can. Only one type of surface treatment may be performed, or two or more types may be performed. Moreover, the undercoat layer (primer layer) may be provided in the one surface or both surfaces as needed.
- the thermal transfer colorant layer is a layer containing a sublimation dye when the thermal transfer sheet is a sublimation type thermal transfer sheet, and a layer containing a thermal melt composition containing a colorant in the case of a thermal melt type thermal transfer sheet. It becomes. Also, thermal transfer in which a layer region containing a sublimable dye and a layer region containing a heat-meltable ink comprising a heat-melting composition containing a colorant are provided on a single continuous substrate in a surface sequential manner. A sheet can also be used.
- sublimation dyes include diarylmethane dyes; triarylmethane dyes; thiazole dyes; merocyanine dyes; pyrazolone dyes; methine dyes; indoaniline dyes; Azomethine dyes such as azomethine and pyridone azomethine; xanthene dyes; oxazine dyes; cyanostyrene dyes such as dicyanostyrene and tricyanostyrene; thiazine dyes; azine dyes; acridine dyes; benzeneazo dyes; Azo dyes such as azo, isothiazole azo, pyrrole azo, pyrazole azo, imidazole azo, thiadiazole azo, triazole azo, disazo; spiropyran dyes; indolinospiropyran Fee; fluoran dyes; rhodamine lactam dyes; naphthoquino
- the content of the sublimable dye is in the range of 5% to 90% by weight, preferably 10% to 70% by weight, based on the total solid content of the heat transferable color material layer. Is preferred.
- the content of the sublimation dye is less than the above range, the print density may be lowered, and when it exceeds the above range, the storage stability may be lowered.
- binder resin for supporting the dye examples include cellulose resins such as ethyl cellulose resin, hydroxyethyl cellulose resin, ethyl hydroxy cellulose resin, methyl cellulose resin, nitrocellulose resin, and cellulose acetate resin, polyvinyl alcohol resin, and polyvinyl acetate resin.
- cellulose resins such as ethyl cellulose resin, hydroxyethyl cellulose resin, ethyl hydroxy cellulose resin, methyl cellulose resin, nitrocellulose resin, and cellulose acetate resin
- polyvinyl alcohol resin and polyvinyl acetate resin
- acrylic resins such as poly (meth) acrylate and poly
- the heat transferable color material layer may contain a release agent, inorganic fine particles, organic fine particles and the like.
- the mold release agent include silicone oil, polyethylene wax, and phosphate ester.
- the silicone oil include straight silicone oil, modified silicone oil, and cured products thereof.
- the silicone oil may be reactive or non-reactive.
- Inorganic fine particles include carbon black, aluminum, molybdenum disulfide and the like.
- the modified silicone oil can be classified into a reactive silicone oil and a non-reactive silicone oil.
- the reactive silicone oil includes amino modification, epoxy modification, carboxyl modification, hydroxy modification, methacryl modification, mercapto modification, phenol modification, one-terminal reactivity and heterofunctional modification.
- Non-reactive silicone oils include polyether modification, methylstyryl modification, alkyl modification, higher fatty acid ester modification, hydrophilic special modification, higher alkoxy modification, fluorine modification and the like.
- the amount of silicone oil added is preferably 0.1 to 15% by mass, more preferably 0.3 to 10% by mass, based on the mass of the binder.
- Examples of the organic fine particles include polyethylene wax.
- the heat transferable color material layer is, for example, a coating solution for a heat transferable color material layer in which a sublimable dye, a binder resin, and various components optionally added as necessary are dispersed or dissolved in an appropriate solvent. It can be formed on a substrate by coating and drying using a conventionally known coating method. Conventionally known coating methods include a ravia printing method, a reverse roll coating method using a gravure plate, a roll coater, a bar coater and the like. Examples of the solvent include toluene, methyl ethyl ketone, ethanol, isopropyl alcohol, cyclohexanone, dimethylformamide [DMF] and the like.
- the thickness of the heat transferable color material layer is not particularly limited, and is usually about 0.2 ⁇ m to 5 ⁇ m.
- a back layer for improving heat resistance, running performance of the thermal head during printing, and the like may be provided on the other surface of the substrate.
- the back layer of the thermal transfer sheet can be formed by appropriately selecting a conventionally known thermoplastic resin or the like.
- a thermoplastic resin for example, polyester resins, polyacrylate resins, polyvinyl acetate resins, styrene acrylate resins, polyurethane resins, polyethylene resins, polypropylene resins, and other polyolefin resins, Polystyrene resin, polyvinyl chloride resin, polyether resin, polyamide resin, polyimide resin, polyamideimide resin, polycarbonate resin, polyacrylamide resin, polyvinyl chloride resin, polyvinyl butyral resin, polyvinyl acetoacetal resin, etc.
- thermoplastic resins such as polyvinyl acetal resin, and silicone modified products thereof.
- a polyamideimide resin or a modified silicone product thereof can be preferably used.
- a release agent such as wax, higher fatty acid amide, phosphate ester compound, metal soap, silicone oil, surfactant, etc. is used for the back layer of the thermal transfer sheet. It is preferable that various additives such as organic powders such as fluororesin, inorganic particles such as silica, clay, talc, and calcium carbonate are contained, and that at least one of phosphate ester or metal soap is contained. Is particularly preferred.
- the back layer of the thermal transfer sheet may be, for example, a gravure printing method or screen printing on a substrate with a coating solution in which the above thermoplastic resin or various additives added as necessary are dispersed or dissolved in an appropriate solvent. It can be formed by coating and drying by a known means such as a reverse roll coating printing method using a gravure plate.
- the thickness of the back layer is preferably 2 ⁇ m or less, more preferably about 0.1 ⁇ m to 1 ⁇ m.
- Calcium carbonate (b1) As calcium carbonate (b1), powdered calcium carbonate (average particle size: 1.2 ⁇ m) coated with stearic acid was prepared.
- Titanium oxide (c1) As the titanium oxide (c1), alumina-treated rutile type titanium oxide (average particle size 0.2 ⁇ m) was prepared.
- ADMER maleic anhydride graft-modified propylene homopolymer
- Surface layer (1) As the surface layer (1), a surface layer containing 50% by mass of (PP-3) and 50% by mass of (PP-2) by dry blending the above (PP-3) and (PP-2). Got ready.
- Surface layer (2) As the surface layer (2), a surface layer containing 70% by mass of (PP-3) and 30% by mass of (PP-2) by dry blending the above (PP-3) and (PP-2). Got ready.
- Back side layer As the back side layer, a back side layer containing 30% by mass of (PP-1) and 70% by mass of (PP-2) by dry blending the above (PP-1) and (PP-2). Got ready.
- the mass of (c1) with respect to the total mass of mass%, (a1), (b1), and (c1) is 1.1 mass%, and the thickness is 24.2 ⁇ m on one surface of the base material layer (1).
- a surface base material (1) provided with the surface layer (1) having a thickness of 0.5 ⁇ m and the back surface layer having a thickness of 0.5 ⁇ m provided on the other surface of the base material layer (1) is prepared. did.
- ⁇ Preparation of surface substrate (2)> Including (a1), (b1), (c1) prepared above, the mass of (b1) with respect to the total mass of (a1), (b1), (c1) is 12.6% by mass, (a1), ( The surface layer having a thickness of 1.8 ⁇ m on one surface of the base material layer (2) having a mass of (c1) of 1.3 mass% and a thickness of 18 ⁇ m with respect to the total mass of b1) and (c1) (1) was provided and the surface base material (2) in which the said back surface layer with a thickness of 0.5 micrometer was provided in the other surface of the base material layer (2) was prepared.
- ⁇ Preparation of surface substrate (3)> Including (a1), (b1), (c1) prepared above, the mass of (b1) is 12% by mass with respect to the total mass of (a1), (b1), (c1), (a1), (b1)
- ⁇ Preparation of surface substrate (4)> Including (a1), (b1) and (c1) prepared above, the mass of (b1) with respect to the total mass of (a1), (b1) and (c1) is 13.2% by mass, (a1), ( b1) The mass of (c1) with respect to the total mass of (c1) is 2.2% by mass, and the thickness of the above is 4.3 ⁇ m on one surface of the substrate layer (4) having a thickness of 18.2 ⁇ m.
- ⁇ Preparation of surface substrate (5)> Including (a1), (b1) and (c1) prepared above, the mass of (b1) with respect to the total mass of (a1), (b1) and (c1) is 6.0% by mass, (a1), ( b1) The mass of (c1) with respect to the total mass of (c1) is 1.2% by mass, and the thickness is 0.5 ⁇ m on one surface of the base material layer (5) having a thickness of 36.5 ⁇ m.
- a surface base material (5) was prepared in which a surface layer (1) was provided and the other surface of the base material layer (5) was provided with the back surface layer having a thickness of 0.5 ⁇ m.
- ⁇ Preparation of surface substrate (A)> Including (a1), (b1), (c1) prepared above, the mass of (b1) with respect to the total mass of (a1), (b1), (c1) is 3.3% by mass, (a1), ( b1) The mass of (c1) with respect to the total mass of (c1) is 1.1% by mass, and the thickness is 0.5 ⁇ m on one surface of the substrate layer (A) having a thickness of 19.6 ⁇ m.
- a surface base material (A) was prepared in which the surface layer (1) was provided and the other surface of the base material layer (5) was provided with the back surface layer having a thickness of 0.5 ⁇ m.
- Example 1 As the base sheet, RC paper (thickness 190 ⁇ m, manufactured by Mitsubishi Paper Industries Co., Ltd.) is prepared, and the coating amount of the adhesive layer having the following composition is dried on the base sheet, and the coating amount becomes 5 g / m 2 .
- an adhesive layer was formed by coating with a gravure coater, and was bonded to the surface base material (1) prepared above by a dry lamination method.
- an intermediate layer coating solution having the following composition was dried and coated with a gravure coater so that the coating amount became 2 g / m 2, and dried at 110 ° C. for 1 minute to be intermediate.
- a layer is formed, and on the intermediate layer, a dye-receiving layer coating solution having the following composition is dried and coated with a gravure coater so that the coating amount becomes 4 g / m 2, and dried at 110 ° C. for 1 minute.
- a thermal transfer image-receiving sheet of Example 1 was prepared by laminating a substrate sheet / adhesive layer / surface substrate (1) / intermediate layer / dye-receiving layer in this order.
- ⁇ Dye-receiving layer coating solution > ⁇ 60 parts of vinyl chloride-vinyl acetate copolymer (Solvine C Nissin Chemical Industry Co., Ltd.) ⁇ Epoxy-modified silicone 1.2 parts (X-22-3000T Shin-Etsu Chemical Co., Ltd.) ⁇ Methylstil modified silicone 0.6 parts (24-510 Shin-Etsu Chemical Co., Ltd.) ⁇ Methyl ethyl ketone / toluene (mass ratio 1/1) 5 parts
- Example 2 A thermal transfer image-receiving sheet of Example 2 was formed in the same manner as Example 1 except that the surface substrate (1) was changed to the surface substrate (2) prepared above.
- Example 3 A thermal transfer image-receiving sheet of Example 3 was formed in the same manner as Example 1 except that the surface substrate (1) was changed to the surface substrate (3) prepared above.
- Example 4 A thermal transfer image-receiving sheet of Example 4 was formed in the same manner as Example 1 except that the surface substrate (1) was changed to the surface substrate (4) prepared above.
- Example 5 A thermal transfer image-receiving sheet of Example 5 was formed in the same manner as Example 1 except that the surface substrate (1) was changed to the surface substrate (5) prepared above.
- Comparative Example 1 A thermal transfer image-receiving sheet of Comparative Example 1 was formed in the same manner as Example 1 except that the surface substrate (1) was changed to the surface substrate (A) prepared above.
- Comparative Example 2 A thermal transfer image-receiving sheet of Comparative Example 2 was formed in the same manner as in Example 1 except that the surface substrate (1) was changed to the surface substrate (B) prepared above.
- ⁇ Print density evaluation >> Combine the thermal transfer sheet (for Megapixel III, Altech AD S Co., Ltd. genuine product) with the thermal transfer image-receiving sheet of each example and comparative example, and print the gradation pattern under the following printing conditions to obtain the density characteristics. Examined. The density was evaluated at the highest density when the maximum energy was applied, and the print density was evaluated based on the following evaluation criteria. The reflection density was measured with a spectrophotometer (Spectrolino, manufactured by Gretag Macbeth Co.). The evaluation results are shown in Table 1.
- SYMBOLS 10 Surface base material 1 ... Back surface layer 2 ... Base material layer 3 ... Surface layer 100 ... Thermal transfer image receiving sheet 20 ... Support body 22 ... Polyolefin-type resin layer 23 ... Adhesive layer 30 ... Receiving layer
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Laminated Bodies (AREA)
- Thermal Transfer Or Thermal Recording In General (AREA)
Abstract
熱転写受像シートにカールが発生することを抑制すべく、その厚みを薄くしていった場合であっても、受容層上に高品質な画像を形成することができる熱転写受像シート用表面基材、及び、この熱転写受像シート用表面基材を有する熱転写受像シートを提供すること。 熱転写受像シートの支持体と受容層との間に設けられる熱転写受像シート用表面基材において、熱転写受像シート用表面基材10は、基材層2の一方の面に表面層3が設けられ、基材層の他方の面に裏面層1が設けられた積層構成を呈しており、基材層2は、(A)プロピレン系重合体、(B)炭酸カルシウム、(C)酸化チタンを含有しており、かつ、(A)と(B)と(C)の合計質量を100質量%としたときの(A)の質量が70質量%以上94.5質量%以下、(B)の質量が5質量%以上28質量%以下、(C)の質量が0.5質量%以上3質量%未満であり、表面層3は、変性されたプロピレン系重合体を含有しており、裏面層1に、プロピレン系重合体を含有せしめることで、上記課題を解決している。
Description
本発明は、熱転写受像シート用表面基材、及び熱転写受像シートに関する。
熱転写を利用した画像の形成方法として、基材上に昇華性染料を含む色材層が設けられた熱転写シートと、支持体上に受容層が設けられた熱転写受像シートとを重ね合わせてフルカラー画像を形成する昇華転写記録方式が知られている。この方法は、昇華型染料を色材としているため濃度、階調を自由に調節でき、原稿通りのフルカラー画像を受像シート上に鮮明に表現することができるので、デジタルカメラ、ビデオ、コンピューター等のカラー画像形成に応用されている。その画像は、銀塩写真に匹敵する高品質なものである。
昇華転写記録方式に使用される熱転写受像シートにおいて、良好な印画特性を得るためには、熱転写受像シートに耐熱性とクッション機能を付与することが好ましいことが知られている。この耐熱性及びクッション機能の要求に対し、例えば、特許文献1には、支持体と受容層との間に、中空ポリマーを含有する断熱層が設けられた熱転写受像シートが提案されている。また、断熱層以外にも、「ミクロボイド層」や、「中空粒子層」、「ボイドフィルム層」、「ボイドPP層」等と称される層が、耐熱性やクッション性を有し、支持体と受容層との間に設けられる層として知られている。
ところで、断熱層を含む熱転写受像シートでは、当該熱転写受像シートを製造する際の熱履歴により断熱層に縮み応力が発生し、当該断熱層に当該縮み応力に基づくカールが発生しやすくなる。また、受容層上に熱転写画像を形成する画像形成時の熱履歴によっても、断熱層に縮み応力が発生し、受容層上に熱転写画像が形成された印画物全体にカールが発生しやすくなる。このカールは、通常、熱転写受像シートの支持体との関係から、熱転写画像形成面側に対して内側にカールする場合が多く、熱転写受像シートの受容層上に熱転写画像が形成された印画物、例えば、写真等を壁に展示する場合に印画物の外観の低下を引き起こしていた。また、熱転写画像形成時において、カールが直ちに発生しない場合であっても、断熱層に縮み応力が内在している場合には、経時によってカールが発生する。このことは、断熱層と称される層以外に、耐熱性とクッション性を目的とし、支持体と受容層との間に設けられる各種の層についても同様である。
カールの発生を低減させるためには、断熱層に発生する縮み応力を少なくすることが有効な対策であると考えられ、縮み応力の低減対策の1つの手段としては、断熱層の厚みを薄くする方法が挙げられる。しかしながら、一般的な断熱層において、カールの低減を図ることができるまで断熱層の厚みを薄くした場合には、断熱層に本来要求される機能である耐熱性やクッション性が低下し、受容層上に、十分な濃度の画像を形成することが困難となる。つまり、受容層上に高品質な画像を形成することが困難となる。また、熱転写受像シートの支持体には、異物や欠陥等が存在している場合も多く、このような欠陥等を有する支持体上に、厚みを薄くした断熱層を設けた場合には、支持体の欠陥等を隠すことができず、支持体の欠陥等によっては、受容層上に形成された熱転写画像に濃淡ムラが発生し、印画品質の低下を引き起こすこととなる。
このような状況下、特許文献2には、印画品質の高い画像を得るに好適なデジタルフォトプリンタ用印画紙に用いられる支持体として、炭酸カルシウム及び酸化チタンを特定量含むポリプロピレン系重合体組成物から得られる基材層の両面に、表面層、及び裏面層が設けられた二軸延伸積層ポリプロピレンフィルムが提案されている。特許文献2によれば、この二軸延伸積層ポリプロピレンフィルムを熱転写受像シートの支持体として採用することで、高品質な画像を得ることができるとされている。しかしながら、当該文献に提案されている二軸延伸積層ポリプロピレンフィルムでは、カールの発生を抑制すべく、支持体の厚みを薄くしていったときに、高品質な画像を得ることができなくなる。つまり、カールの発生を抑制することと、高品質な画像を得ることの双方を両立させることができない。
また、特許文献3には、基材シートと、基材シートの一方の面に、厚みが30μm未満であって、かつポリプロピレン樹脂を含む多孔質フィルムからなる多孔質層、受容層がこの順で設けられた熱転写受像シートが提案されている。特許文献3に提案がされている熱転写受像シートによれば、カールの変化量を低下させ、各環境下への保存後における品位を向上させることができるとされているが、印画品質の向上の点からは改善の余地がある。
つまり、熱転写受像シートの支持体、或いは支持体と受容層との間に設けられる層として、従来公知の支持体、或いは従来公知の層を採用した場合には、これらの層の厚みを薄くすることで、カールの発生を抑制することが可能となるものの、その一方で、印画品質を満足させることは困難となる。
本発明はこのような状況においてなされたものであり、カールの発生を抑制すべく、その厚みを薄くしていった場合であっても、受容層上に高品質な画像形成を行うことができる熱転写受像シート用表面基材、及びこの熱転写受像シート用表面基材を備える熱転写受像シートを提供することを主たる課題とする。
上記課題を解決するための本発明は、熱転写受像シートの支持体と受容層との間に設けられる熱転写受像シート用表面基材であって、前記熱転写受像シート用表面基材は、基材層の一方の面に表面層が設けられ、前記基材層の他方の面に裏面層が設けられた積層構成を呈しており、前記基材層は、(A)プロピレン系重合体、(B)炭酸カルシウム、(C)酸化チタンを含有しており、かつ、前記(A)と(B)と(C)の合計質量を100質量%としたときの前記(A)の質量が70質量%以上94.5質量%以下、前記(B)の質量が5質量%以上28質量%以下、前記(C)の質量が0.5質量%以上3質量%未満であり、前記表面層は、変性されたプロピレン系重合体を含有しており、前記裏面層は、プロピレン系重合体を含有していることを特徴とする。
また、上記の発明において、前記表面層は、(D)プロピレン単独重合体、又は(D)プロピレン単独重合体と、(E)プロピレン・α-オレフィンランダム共重合体とを含有しており、前記表面層が、前記(E)を含有していない場合には、前記(D)が、前記変性されたプロピレン系重合体であり、前記表面層が、前記(E)を含有している場合には、前記(D)と前記(E)の合計質量を100質量%としたときの、前記(E)の質量が50質量%以下であり、かつ、前記(D)、及び(E)の何れか一方又は双方が、前記変性されたプロピレン系重合体であることが好ましい。
また、上記の発明において、前記裏面層は、(F)プロピレン単独重合体と、(G)プロピレン・α-オレフィンランダム共重合体とを含有しており、かつ(F)と(G)の合計質量を100質量%としたときの(F)の質量が40質量%以上90質量%以下であることが好ましい。
また、上記の発明において、前記変性されたプロピレン系重合体が、不飽和カルボン酸若しくはその誘導体でグラフト変性されたプロピレン系重合体であることが好ましい。
また、上記の発明において、前記表面層の厚みが0.5μm以上10μm以下であることが好ましい。また、前記表面層上に、さらに接着層が設けられていることが好ましい。
また、上記課題を解決するための本発明は、支持体の一方の面に受容層が設けられた熱転写受像シートであって、前記支持体と、前記受容層との間に、前記支持体から、前記裏面層、前記基材層、前記表面層がこの順となるように、上記特徴を有する熱転写受像シート用表面基材が設けられていることを特徴とする。
また、上記の発明において、前記支持体の厚みが、150μm以上300μm以下であることが好ましい。
本発明の熱転写受像シート用表面基材によれば、当該熱転写受像シート用表面基材を用いた熱転写受像シートにカールが発生することを抑制すべく、その厚みを薄くしていった場合であっても、高品質な画像を形成することができる。また、本発明の熱転写受像シートによれば、カールの発生を抑制すべく、熱転写受像シート用表面基材の厚みを薄くしていった場合であっても高品質な画像を形成することができる。また、本発明の熱転写受像シートの一実施形態によれば、カール発生の抑制効果をさらに高めることができる。
<<熱転写受像シート用表面基材>>
以下に、本発明の熱転写受像シート用表面基材(以下、本発明の表面基材という)について図1を用いて詳細に説明する。なお、図1は、本発明の表面基材10の概略断面図である。図1に示すように、本発明の表面基材10は、裏面層1、基材層2、表面層3がこの順で積層された構成をとる。以下、本発明の表面基材10の各層について具体的に説明する。
以下に、本発明の熱転写受像シート用表面基材(以下、本発明の表面基材という)について図1を用いて詳細に説明する。なお、図1は、本発明の表面基材10の概略断面図である。図1に示すように、本発明の表面基材10は、裏面層1、基材層2、表面層3がこの順で積層された構成をとる。以下、本発明の表面基材10の各層について具体的に説明する。
(基材層)
図1に示すように、裏面層1と表面層3との間には、基材層2が設けられている。基材層2は、本発明の表面基材10における必須の層であり、主として、断熱性、クッション性、及び隠蔽性の役割を担う層である。基材層2は、(A)プロピレン系重合体、(B)炭酸カルシウム、及び(C)酸化チタンを少なくとも含有する重合体組成物(2)から構成される。すなわち、基材層2は、少なくとも、上記(A)プロピレン系重合体、(B)炭酸カルシウム、及び(C)酸化チタンを含んでいる。
図1に示すように、裏面層1と表面層3との間には、基材層2が設けられている。基材層2は、本発明の表面基材10における必須の層であり、主として、断熱性、クッション性、及び隠蔽性の役割を担う層である。基材層2は、(A)プロピレン系重合体、(B)炭酸カルシウム、及び(C)酸化チタンを少なくとも含有する重合体組成物(2)から構成される。すなわち、基材層2は、少なくとも、上記(A)プロピレン系重合体、(B)炭酸カルシウム、及び(C)酸化チタンを含んでいる。
<(A)プロピレン系重合体>
基材層2を構成する重合体組成物(2)は、必須の成分として、プロピレン系重合体を含んでいる。本発明に係るプロピレン系重合体は、一般にポリプロピレンの名称で製造・販売されているポリオレフィン樹脂であり、通常、密度が0.890~0.930g/cm3、メルトフローレート(MFR)(ASTM D1238 荷重2160g,温度230℃)が0.5~60g/10分、好ましくは0.5~10g/10分、より好ましくは1~5g/10分のプロピレンの単独重合体、若しくはプロピレンと、他の少量、例えば、5モル%以下のα-オレフィン、例えば、エチレン、1-ブテン、1-ヘキセン、4-メチル・1-ペンテン、1-オクテン等とのランダム共重合体である。これらプロピレン系重合体は、1種あるいは2種以上の組成物、例えば、分子量(MFR)が同じ、又は異なるプロピレンの単独重合体とプロピレン・α-オレフィンランダム共重合体との組成物であってもよい。
基材層2を構成する重合体組成物(2)は、必須の成分として、プロピレン系重合体を含んでいる。本発明に係るプロピレン系重合体は、一般にポリプロピレンの名称で製造・販売されているポリオレフィン樹脂であり、通常、密度が0.890~0.930g/cm3、メルトフローレート(MFR)(ASTM D1238 荷重2160g,温度230℃)が0.5~60g/10分、好ましくは0.5~10g/10分、より好ましくは1~5g/10分のプロピレンの単独重合体、若しくはプロピレンと、他の少量、例えば、5モル%以下のα-オレフィン、例えば、エチレン、1-ブテン、1-ヘキセン、4-メチル・1-ペンテン、1-オクテン等とのランダム共重合体である。これらプロピレン系重合体は、1種あるいは2種以上の組成物、例えば、分子量(MFR)が同じ、又は異なるプロピレンの単独重合体とプロピレン・α-オレフィンランダム共重合体との組成物であってもよい。
基材層2を構成する重合体組成物(2)は、プロピレン系重合体として、プロピレン単独重合体、若しくは1モル%以下のランダム共重合体でアイソタクテシティの高い重合体を単独で含むものであってもよいが、プロピレンの単独重合体と、融点が100~150℃、好ましくは110~145℃の範囲にあるプロピレン・α‐オレフィンランダム共重合体とを含んでいることが好ましい。融点が上記範囲にあるプロピレン・α‐オレフィンランダム共重合体は、通常、エチレンなどのα‐オレフィンを5モル%以下含んでいる。基材層2を構成する重合体組成物(2)に、これらのプロピレン系重合体を含有せしめることで、本発明の表面基材10に高い剛性を付与することができる。
<(B)炭酸カルシウム>
基材層2を構成する重合体組成物(2)は、必須の成分として、炭酸カルシウムを含んでいる。炭酸カルシウムを含む重合体組成物(2)から構成される基材層2を備える表面基材によれば、当該表面基材の白色度を高めることができる。炭酸カルシウムの粒子径について特に限定はないが、重合体組成物(2)に含まれる炭酸カルシウムの平均粒子径は1μm以上5μm以下であることが好ましく、1.5μm以上4μm以下であることがより好ましい。平均粒子径がこの範囲の炭酸カルシウムを含む重合体組成物(2)から構成される基材層2を備える表面基材によれば、当該表面基材の白色度をさらに高めることができる。炭酸カルシウムの粒子径は、超遠心式自動粒度分布測定装置(型式 CAPA-700、堀場製作所製)を用い遠心沈降による光透過測定方式にて測定したときの粒子径である。
基材層2を構成する重合体組成物(2)は、必須の成分として、炭酸カルシウムを含んでいる。炭酸カルシウムを含む重合体組成物(2)から構成される基材層2を備える表面基材によれば、当該表面基材の白色度を高めることができる。炭酸カルシウムの粒子径について特に限定はないが、重合体組成物(2)に含まれる炭酸カルシウムの平均粒子径は1μm以上5μm以下であることが好ましく、1.5μm以上4μm以下であることがより好ましい。平均粒子径がこの範囲の炭酸カルシウムを含む重合体組成物(2)から構成される基材層2を備える表面基材によれば、当該表面基材の白色度をさらに高めることができる。炭酸カルシウムの粒子径は、超遠心式自動粒度分布測定装置(型式 CAPA-700、堀場製作所製)を用い遠心沈降による光透過測定方式にて測定したときの粒子径である。
また、基材層2を構成する重合体組成物(2)は、最大粒子径が10μm以下、好ましくは9μm以下の炭酸カルシウムを含んでいることが好ましい。
また、基材層2を構成する重合体組成物(2)は、炭酸カルシウム全体に対する、粒子径が5μm以下の炭酸カルシウムが占める割合が80質量%以上、好ましくは85質量%以上の粒度分布となるように、平均粒子径が1μm以上5μm以下の炭酸カルシウムを含んでいることが好ましい。平均粒子径が1μm以上5μm以下であるとの条件を満たすとともに、上記粒度分布を有する炭酸カルシウムを重合体組成物(2)に含ませることで、炭酸カルシウム粒子によるボイドの大きさが均一となるため、むらがなく白色度が特に優れる表面基材とすることができる。
また、基材層2を構成する重合体組成物(2)に含まれる炭酸カルシウムは、その表面が、高級脂肪酸、好ましくは炭素原子数10~28の高級脂肪酸で表面処理されていることが好ましい。高級脂肪酸で表面処理がされた炭酸カルシウムを、基材層2を構成する重合体組成物(2)に含ませることで、炭酸カルシウムの2次凝集による異物、フィッシュアイ等の発生を防止することができ、良好な外観を呈する表面基材とすることができる。
高級脂肪酸としては、具体的には、デカン酸、ウンデカン酸、ラウリン酸、トリデシル酸、ミリスチン酸、ペンタデシル酸、パルミチン酸、ヘプタデシル酸、ステアリン酸、ノナデカン酸、アラキン酸、ベヘン酸、リグノセリン酸、セロチン酸、ヘプタコサン酸等の飽和高級脂肪酸[CH3(CH2)nCOOH、n=8~26];オレイン酸(cis)、エライジン酸(trans)、セトレイン酸、エルカ酸(cis)、ブラシジン酸(trans)、リノール酸、リノレン酸、アラキドン酸等の不飽和高級脂肪酸などが挙げられる。これら中でも、飽和高級脂肪酸、特にステアリン酸が好ましい。
また、基材層2を構成する重合体組成物(2)に含まれる炭酸カルシウムの水分量は、0.5質量%以下であることが好ましい。水分量がこの範囲の炭酸カルシウムを、基材層2に含有せしめることで、均一、かつ白色度に優れた表面基材とすることができる。また、炭酸カルシウムの白色度は、90%以上であることがより好ましい。ここで言う炭酸カルシウムの水分量は、カールフィッシャー法(200℃条件下)で測定される水分量を意味する。
<(C)酸化チタン>
基材層2を構成する重合体組成物(2)は、上記(A)プロピレン系重合体、(B)炭酸カルシウムとともに、必須の成分として、酸化チタンを含んでいる。
基材層2を構成する重合体組成物(2)は、上記(A)プロピレン系重合体、(B)炭酸カルシウムとともに、必須の成分として、酸化チタンを含んでいる。
酸化チタンは、チタンホワイトとも呼ばれており、ルチル型とアナターゼ型があるが、ルチル型が、隠蔽力が大きいので好ましい。また、基材層2を構成する重合体組成物(2)に含まれる酸化チタンは、その表面が、アルミナ処理されていることが好ましい。さらには、白色度が95%以上のものが好ましい。酸化チタンの表面を処理したものを使用することにより、表面基材の外観をより向上させることができる。
また、本発明の表面基材は、基材層2を構成する重合体組成物(2)が、上記(A)のプロピレン系重合体、上記(B)の炭酸カルシウム、上記(C)の酸化チタンを含むとともに、当該(A)と(B)と(C)の合計質量を100質量%としたときの(A)の質量が70質量%以上94.5質量%以下、(B)の質量が5質量%以上28質量%以下、(C)の質量が0.5質量%以上3質量%未満であることを必須の条件としている。
上記(A)、(B)、(C)の成分を含むとともに、その含有量が、上記範囲内に規定されている重合体組成物(2)から構成される基材層2によれば、表面基材のクッション性、隠蔽性、外観を向上させることができる。
なお、上記(A)と(B)と(C)の合計質量を100質量%としたときの、(B)の炭酸カルシウムの含有量が5質量%未満である場合には、表面基材のクッション性や、隠蔽性が低下していき、28質量%を超えると、表面基材の外観が低下していく。また、上記(A)と(B)と(C)の合計質量を100質量%としたときの、(C)の酸化チタンの含有量が0.5質量%未満である場合には、表面基材の隠蔽性が低下していき、3質量%以上である場合には、表面基材の外観が低下していく。
基材層2を構成する重合体組成物(2)に含まれる酸化チタンの平均粒子径について特に限定はないが、表面基材の外観のさらなる向上の観点からは、酸化チタンの平均粒子径は0.1μm以上0.5μm以下の範囲内であることが好ましく、0.2μm以上0.3μm以下であることがより好ましい。なお、酸化チタンの粒子径は、光散乱法により測定したときの粒子径である。
また、基材層2を構成する重合体組成物(2)には、上記成分の他に、任意の成分として、耐熱安定剤、耐候安定剤、紫外線吸収剤、滑剤、スリップ剤、核剤、ブロッキング防止剤、帯電防止剤、防曇剤、顔料、染料、上記炭酸カルシウム、酸化チタン以外の無機化合物等の通常ポリオレフィンに用いる各種添加剤を本発明の目的を損なわない範囲で含んでいてもよい。
耐熱安定剤(酸化防止剤)としては、例えば、3,5―ジーt-ブチルー4-ヒドロキシトルエン、テトラキス[メチレン(3,5―ジーt―ブチルー4―ヒドロキシ)ヒドロシンナメート]メタン、n-オクタデシルー3-(4'―ヒドロキシー3,5-ジーt―ブチルフェニル)プロピオネート、2,2'-メチレンビス(4-メチル-6-t-ブチルフェノール)等のフェノール系酸化防止剤、2-ヒドロキシ-4-メトキシベンゾフェノン、2-ヒドロキシ-4-オクトキシベンゾフェノン、2,4-ジヒドロキシベンゾフェノン等のベンゾフェノン系酸化防止剤、2(2'-ヒドロキシ-5-メチルフェニル)ベンゾトリアゾール、置換ベンゾトリアゾール等のベンゾトリアゾール系酸化防止剤、2-エチルヘキシル-2-シアノ-3,3-ジフェニルアクリレート、エチル-2-シアノ-3,3-ジフェニルアクリレート、フェニルサルチレート、4-t-ブチルフェニルサリチレート等が挙げられる。
帯電防止剤としては、例えば、アルキルアミンおよびその誘導体、高級アルコール、高級脂肪酸のグリセリンエステル類、ピリジン誘導体、硫酸化油、石鹸類、オレフィンの硫酸エステル塩類、アルキル硫酸エステル類、脂肪酸エチルスルフォン酸塩、アルキルスルフォン酸塩、アルキルナフタレンスルフォン酸塩、アルキルベンゼンスルフォン酸塩、ナフタレンスルフォン酸塩、琥珀酸エステルスルフォン酸塩、リン酸エステル塩、多価アルコールの部分的脂肪酸エステル、脂肪アルコールのエチレンオキサイド付加物、脂肪酸のエチレンオキサイド付加物、脂肪アミノまたは脂肪酸アミドのエチレンオキサイド付加物、アルキルフェノールのエチレンオキサイド付加物、アルキルナフトールのエチレンオキサイド付加物、多価アルコールの部分的脂肪酸エステルのエチレンオキサイド付加物、ポリエチレングリコール等が挙げられる。
滑剤としては、例えば、ステアリン酸、ステアリン酸アミド、オレイン酸アミド、高級アルコール、流動パラフィン等が挙げられる。
紫外線吸収剤としては、例えば、エチレン-2-シアノ-3,3'-ジフェニルアクリレート、2-(2'-ヒドロキシ-5'-メチルフェニル)ベンゾトリアゾール、2-(2'-ヒドロキシ-3'-t-ブチル-5'-メチルフェニル)5-クロロベンゾトリアゾール、2-ヒドロキシ-4-メトキシベンゾフェノン、2、2'-ジヒドロキシ-4-メトキシベンゾフェノン、2-ヒドロキシ-4オクトキシベンゾフェノン等が挙げられる。
基材層2の厚みについて特に限定はないが、10μm以上49μm以下であることが好ましく、15μm以上39μm以下であることが特に好ましい。
(表面層)
図1に示すように、基材層2の一方の面(図1に示す場合には、基材層2の上面)には、表面層3が設けられている。表面層3は、少なくとも変性されたプロピレン系重合体を含む重合体組成物(3)からなる。すなわち、表面層3には、少なくとも変性されたプロピレン系重合体が含まれている。以下、変性されたプロピレン系重合体のことを、変性プロピレン系重合体と言う場合がある。
図1に示すように、基材層2の一方の面(図1に示す場合には、基材層2の上面)には、表面層3が設けられている。表面層3は、少なくとも変性されたプロピレン系重合体を含む重合体組成物(3)からなる。すなわち、表面層3には、少なくとも変性されたプロピレン系重合体が含まれている。以下、変性されたプロピレン系重合体のことを、変性プロピレン系重合体と言う場合がある。
<変性プロピレン系重合体>
表面層3を構成する重合体組成物(3)には、変性プロピレン系重合体が含まれている。重合体組成物(3)は、変性プロピレン系重合体のみを含んでいてもよく、変性プロピレン系重合体とともに、未変性のプロピレン系重合体を含んでいてもよい。
表面層3を構成する重合体組成物(3)には、変性プロピレン系重合体が含まれている。重合体組成物(3)は、変性プロピレン系重合体のみを含んでいてもよく、変性プロピレン系重合体とともに、未変性のプロピレン系重合体を含んでいてもよい。
上記変性されたプロピレン系重合体とするためのプロピレン系重合体は、通常、メルトフローレート(MFR)(ASTM D1238 荷重2160g,温度230℃)が0.5~60g/10分、好ましくは0.5~10g/10分、より好ましくは1~5g/10分の範囲にある。
表面層3を構成する重合体組成物(3)は、(D)プロピレン単独重合体を単独で、或いは(D)プロピレン単独重合体と(E)プロピレン・α-オレフィンランダム共重合体の双方を含んでいることが好ましい。なお、重合体組成物(3)に、上記(E)が含まれない場合には、重合体組成物(3)は、上記(D)として、プロピレン単独重合体を変性してなる「変性されたプロピレン単独重合体」を含んでいることが好ましい。この構成の重合体組成物(3)からなる表面層3によれば、表面層3に良好な接着性を付与することができる。
一方、重合体組成物(3)が、(D)プロピレン単独重合体と(E)プロピレン・α-オレフィンランダム共重合体の双方を含む場合には、当該(D)、(E)のいずれか一方、又は双方が変性されたものであることが好ましい。具体的には、重合体組成物(3)は、プロピレン単独重合体を変性してなる「変性されたプロピレン単独重合体」と、未変性のプロピレン・α‐オレフィンランダム共重合体、又は未変性のプロピレン単独重合体と、プロピレン・α‐オレフィンランダム共重合体を変性してなる「変性されたプロピレン・α‐オレフィンランダム共重合体」、或いは、「変性されたプロピレン単独重合体」と「変性されたプロピレン・α‐オレフィンランダム共重合体」を含んでいることが好ましい。この構成の重合体組成物(3)からなる表面層3によっても、表面層3に良好な接着性を付与することができる。
また、表面層3を構成する重合体組成物(3)に、(D)プロピレン単独重合体と、(E)プロピレン・α-オレフィンランダム共重合体の双方が含まれる場合には、(D)と(E)の合計質量に対する、(E)の質量は、50質量%以下であることが好ましい。
「変性されたプロピレン・α‐オレフィンランダム共重合体」とするための、プロピレン・α‐オレフィンランダム共重合体は、プロピレンと、他の少量、例えば、5モル%以下のα-オレフィン、例えば、エチレン、1-ブテン、1-ヘキセン、4-メチル・1-ペンテン、1-オクテン等とのランダム共重合体である。ランダム共重合体は、プロピレンと二種以上のα‐オレフィンからなる三元ランダム共重合体であってもよい。プロピレン・α‐オレフィンランダム共重合体は、通常、融点が100~150℃、好ましくは120~145℃の範囲にある。
上記「変性されたプロピレン単独重合体」、「変性されたプロピレン・α‐オレフィンランダム共重合体」とは、プロピレンの単独重合体、或いは、プロピレンとエチレン、1-ブテン、1-ヘキセン、4-メチル・1-ペンテン、1-オクテン等のα―オレフィンとのプロピレンを主体とした共重合体に極性基を付与して変性したものである。中でも、プロピレン単独重合体や、プロピレン・α‐オレフィンランダム共重合体を不飽和カルボン酸もしくはその誘導体でグラフト変性したものを、表面層3を構成する重合体組成物(3)に含ませることで、表面層3上に後述する任意の接着層を設ける場合において、表面層3と接着層との接着性を向上させることができる点で好ましい。
不飽和カルボン酸もしくはその誘導体としては、例えばアクリル酸、マレイン酸、フマール酸、テトラヒドロフタル酸、イタコン酸、シトラコン酸、クロトン酸、イソクロトン酸、ナジック酸(エンドシス-ビシクロ[2.2.1]ヘプト-5-エン-2,3-ジカルボン酸)等の不飽和カルボン酸;またはその誘導体、例えば酸ハライド、アミド、イミド、無水物、エステル等が挙げられる。かかる誘導体の具体例としては、例えば塩化マレニル、マレイミド、無水マレイン酸、無水シトラコン酸、マレイン酸モノメチル、マレイン酸ジメチル、グリシジルマレエート等が挙げられる。これらの中では、不飽和ジカルボン酸またはその酸無水物が好適であり、特にマレイン酸、ナジック酸またはこれらの酸無水物が好ましく用いられる。
不飽和カルボン酸もしくはその誘導体でグラフト変性された変性プロピレン系重合体は、好ましくは変性前のプロピレン系重合体に基づいて0.05~15質量%、より好ましくは0.1~10質量%の不飽和カルボン酸もしくはその誘導体でグラフト変性されていることが望ましい。また、変性プロピレン系重合体は、好ましくはメルトフローレート(MFR)(ASTM D1238 荷重2160g,温度230℃)が0.1~50g/10分、より好ましくは0.3~30g/10分の範囲にある。
表面層3を構成する重合体組成物(3)は、上記変性されたプロピレン系重合体とともに、任意の成分として、上記基材層2で説明した耐熱安定剤、耐候安定剤、紫外線吸収剤、滑剤、スリップ剤、核剤、帯電防止剤、防曇剤、顔料、染料等の通常ポリオレフィンに用いる各種添加剤を本発明の目的を損なわない範囲で含んでいてもよい。
表面層3の厚みについて特に限定はないが、0.5μm以上10μm以下であることが好ましく、0.5μm以上5μm以下であることが特に好ましい。
(裏面層)
図1に示すように、基材層2の他方の面(図1に示す場合には、基材層2の下面)には、裏面層1が設けられている。裏面層1は、少なくともプロピレン系重合体を含む重合体組成物(1)からなる。すなわち、裏面層1には、少なくともプロピレン系重合体が含まれている。
図1に示すように、基材層2の他方の面(図1に示す場合には、基材層2の下面)には、裏面層1が設けられている。裏面層1は、少なくともプロピレン系重合体を含む重合体組成物(1)からなる。すなわち、裏面層1には、少なくともプロピレン系重合体が含まれている。
裏面層1を構成する重合体組成物(1)に含まれるプロピレン系重合体は、上記基材層2で説明したプロピレン系重合体をそのまま用いることができ、ここでの説明は省略する。
裏面層1を構成する重合体組成物(1)には、(F)プロピレン単独重合体と、(G)プロピレン・α‐オレフィンランダム共重合体が含まれていることが好ましい。この構成の重合体組成物(1)からなる裏面層1とすることで、裏面層1と接する層、例えば、熱転写受像シートの支持体との密着性を向上させることができる。
裏面層1を構成する重合体組成物(1)に、プロピレン単独重合体と、プロピレン・α‐オレフィンランダム共重合体が含まれる場合には、上記(F)と(G)の合計質量を100質量%としたときの(F)の質量が40質量%以上90質量%以下であることが好ましく、50質量%以上80質量以下であることが特に好ましい。
また、裏面層1を構成する重合体組成物(1)は、上記基材層2を構成する重合体組成物(2)や、表面層3を構成する重合体組成物(3)と同様に、任意の成分として、耐熱安定剤、耐候安定剤、紫外線吸収剤、滑剤、スリップ剤、核剤、ブロッキング防止剤、帯電防止剤、防曇剤、顔料、染料等の通常ポリオレフィンに用いる各種添加剤を本発明の目的を損なわない範囲で含んでいてもよい。
裏面層1の厚みについて特に限定はないが、0.5μm以上10μm以下であることが好ましく、0.5μm以上5μm以下であることが特に好ましい。
(接着層)
表面層3上には、接着層(図示しない)が設けられていていることが好ましい。接着層は、接着性を有する樹脂を含有している。接着性を有する樹脂については特に限定はないが、ポリウレタン系樹脂が好ましい。
表面層3上には、接着層(図示しない)が設けられていていることが好ましい。接着層は、接着性を有する樹脂を含有している。接着性を有する樹脂については特に限定はないが、ポリウレタン系樹脂が好ましい。
<ポリウレタン系樹脂>
ポリウレタン系樹脂としては、一般にフィルムの接着剤として公知のポリウレタン系からなるドライラミネート、水性ドライラミネート、無溶剤ラミネート、電子線硬化型ラミネート接着剤として製造されているポリエステル系ポリウレタン、ポリエーテル系ポリウレタンあるいはポリウレタンポリ尿素樹脂等が挙げられる。ポリウレタン系樹脂は、水分散型または溶剤型のいずれでもよいが、ポリウレタン系樹脂被覆層の架橋度の調節が容易であり、また生産現場の作業環境の点から水分散型ポリウレタン系樹脂が好ましい。
ポリウレタン系樹脂としては、一般にフィルムの接着剤として公知のポリウレタン系からなるドライラミネート、水性ドライラミネート、無溶剤ラミネート、電子線硬化型ラミネート接着剤として製造されているポリエステル系ポリウレタン、ポリエーテル系ポリウレタンあるいはポリウレタンポリ尿素樹脂等が挙げられる。ポリウレタン系樹脂は、水分散型または溶剤型のいずれでもよいが、ポリウレタン系樹脂被覆層の架橋度の調節が容易であり、また生産現場の作業環境の点から水分散型ポリウレタン系樹脂が好ましい。
ポリウレタン系樹脂のガラス転移温度(Tg)は、35℃以上であることが好ましく、50℃以上であることが特に好ましい。接着層に、上記好ましいガラス転移温度(Tg)のポリウレタン系樹脂を含ませることで、耐ブロッキング性に優れる表面基材10とすることができる。
上記好ましいガラス転移温度(Tg)のポリウレタン系樹脂は、種々公知の方法により得ることができる。例えば、ポリエーテルグリコール、あるいはポリエステルグリコール、あるいはイソシアネート化合物を種々選択することにより得ることができる。また、ポリウレタン系樹脂は、市販品をそのまま用いることもできる。例えば、三井化学社製 商品名 タケラックWS4000(Tg=136℃)、商品名 タケラックW6601(Tg=124℃)、商品名 タケラックWS5100(Tg=120℃)、商品名 タケラックW5030(Tg=80℃)および、商品名 タケラックWS5000(Tg=65℃)などを使用可能である。
水分散型ポリウレタン系樹脂としては、ポリウレタン系樹脂の主鎖または側鎖にカルボン酸塩(-COONaなど)、スルホン酸塩(-SO3Naなど)等の親水基を導入した自己乳化型ポリウレタン系樹脂が好ましい。溶剤型の場合には、イソシアネート系樹脂を架橋剤に使用し、三次元構造を有したポリウレタンを形成するが、水分散型はリニアーなポリウレタンあるいはポリウレタンポリ尿素樹脂になっている場合が多いため、メラミン系樹脂、エポキシ系樹脂、イミン系樹脂等の架橋剤をポリウレタン系樹脂に対して3~10質量%程度添加してもよいし、酸触媒を0.5~1質量%程度添加して硬化反応をより促進させることも出来る。かかる架橋剤は、易接着性皮膜の耐水性、耐溶剤性を向上させるだけでなく、接着性の向上にも寄与する。
接着層は、上記接着性を有する樹脂、例えば、ポリウレタン系樹脂とともに、ブロッキングを防止するなどの目的で、必要に応じて、無機微粒子や有機微粒子等を含んでいてもよい。接着層の厚みについて特に限定はないが、0.1μm以上1μm以下であることが好ましく、0.1μm以上0.5μm以下であることが特に好ましい。
(表面基材の厚み)
表面基材の厚みについて特に限定はないが、当該表面基材を構成する各層の厚みが、それぞれ、上記で説明した好ましい厚みの範囲であり、かつ、表面基材全体の厚みが、15μm以上50μm以下であることが好ましく、18μm以上40μm以下であることが特に好ましい。
表面基材の厚みについて特に限定はないが、当該表面基材を構成する各層の厚みが、それぞれ、上記で説明した好ましい厚みの範囲であり、かつ、表面基材全体の厚みが、15μm以上50μm以下であることが好ましく、18μm以上40μm以下であることが特に好ましい。
<熱転写受像シート用表面基材の製造方法>
本発明の熱転写受像シート用表面基材は、種々公知の方法、例えば、熱転写受像シート用表面基材の基材層2となる上記プロピレン系重合体組成物(2)、表面層3となる上記プロピレン系重合体組成物(3)、及び裏面層1となる上記プロピレン系重合体組成物(1)とを共押出し成形して得た多層シートを、公知の同時二軸延伸法あるいは逐次二軸延伸法等の二軸延伸フィルム製造方法により得られる。二軸延伸の条件は、公知の二軸延伸ポリプロピレンの製造条件、例えば、逐次二軸延伸法では、縦延伸温度100℃~145℃、延伸倍率を4~7倍の範囲、横延伸温度を150~190℃、延伸倍率を8~11倍の範囲にすればよい。
本発明の熱転写受像シート用表面基材は、種々公知の方法、例えば、熱転写受像シート用表面基材の基材層2となる上記プロピレン系重合体組成物(2)、表面層3となる上記プロピレン系重合体組成物(3)、及び裏面層1となる上記プロピレン系重合体組成物(1)とを共押出し成形して得た多層シートを、公知の同時二軸延伸法あるいは逐次二軸延伸法等の二軸延伸フィルム製造方法により得られる。二軸延伸の条件は、公知の二軸延伸ポリプロピレンの製造条件、例えば、逐次二軸延伸法では、縦延伸温度100℃~145℃、延伸倍率を4~7倍の範囲、横延伸温度を150~190℃、延伸倍率を8~11倍の範囲にすればよい。
また、表面層3上に、接着層を設ける場合には、表面層3上に、例えば、接着層となる前記ポリウレタン樹脂の水溶液あるいは分散液をエアーナイフコーター、ダイレクトグラビアコーター、グラビアオフセットコーター、アークグラビアコーター、グラビアリバース及びジェットノズル方式等のグラビアコーター、トップフィードリバースコーター、ボトムフィードリバースコーター及びノズルフィードリバースコーター等のリバースロールコーター、5本ロールコーター、リップコーター、バーコーター、バーリバースコーター、ダイコーター等種々のそれ自体公知の塗工機を用いて、ポリウレタン系樹脂の水溶液中に含まれる組成物の量で0.1~20g/m2、好ましくは0.1~1.5g/m2となるように塗布した後、50~140℃の温度で3秒以上乾燥することで、表面層3上に接着層を形成することができる。
表面層3上に、接着層を積層する方法としては、上記に記載の方法で多層シートを延伸した後、引続き、上記方法で表面層3に、ポリウレタン系樹脂等を被覆する方法(インラインコート法)、あるいは、一旦、上記記載の方法で熱転写受像シート用表面基材を製造した後、別途、上記方法で表面層3上にポリウレタン系樹脂等を被覆する方法(オフラインコート法)など、種々公知の製造方法を採り得る。
また、表面層3にポリウレタン系樹脂等からなる接着層を積層する前に、ポリウレタン系樹脂との接着性を改良するために、種々公知の方法、例えば、コロナ処理、火炎処理、あるいは、芳香族エステル系、有機チタネート系、あるいはポリエチレンイミン系などをアンカー層として、表面層3上にコート(プライマー処理)しておいてもよい。
<<熱転写受像シート>>
次に、本発明の熱転写受像シートについて図2を用いて詳細に説明する。なお、図2は、本発明の熱転写受像シートの概略断面図である。図2に示すように、本発明の熱転写受像シート100は、支持体20の一方の面に受容層30が設けられ、支持体20と受容層30との間に、当該支持体側から、裏面層1、基材層2、表面層3がこの順となるように上記で説明した本発明の表面基材10が設けられている。
次に、本発明の熱転写受像シートについて図2を用いて詳細に説明する。なお、図2は、本発明の熱転写受像シートの概略断面図である。図2に示すように、本発明の熱転写受像シート100は、支持体20の一方の面に受容層30が設けられ、支持体20と受容層30との間に、当該支持体側から、裏面層1、基材層2、表面層3がこの順となるように上記で説明した本発明の表面基材10が設けられている。
上記構成の本発明の熱転写受像シート100によれば、支持体20と受容層30との間に、上記で説明した本発明の表面基材10が設けられていることから、カールの発生を抑制すべく、その厚みを薄くしていった場合であっても、表面基材10が有する耐熱性やクッション性によって、受容層30上に、高品質な熱転写画像を形成することができる。
また、支持体20と受容層30との間に、隠蔽性を有する本発明の表面基材10が設けられていることから、支持体20に異物や欠陥等がある場合であっても、本発明の表面基材10によって、これらの欠陥等を隠蔽することができ、熱転写受像シートの質感を向上させることができる。
以下、本発明の熱転写受像シート100の各構成について具体的に説明する。
(支持体)
支持体20は、上記本発明の表面基材10、及び任意の構成である背面層8を支持することができるものであればよく特に限定はない。例えば、支持体20は、図2に示すように、芯材21、ポリオレフィン系樹脂層22、接着層23がこの順で積層された積層構造をとるものであってもよく、図3に示すように接着層23、ポリオレフィン系樹脂層22、芯材21、ポリオレフィン系樹脂層22、接着層23がこの順で積層された積層構造をとるものであってもよい。また、単層構造をとるものであってもよい。単層構造の支持体20としては、例えば、芯材21からなる支持体20や、ポリオレフィン系樹脂層22からなる支持体20などを挙げることができる。
支持体20は、上記本発明の表面基材10、及び任意の構成である背面層8を支持することができるものであればよく特に限定はない。例えば、支持体20は、図2に示すように、芯材21、ポリオレフィン系樹脂層22、接着層23がこの順で積層された積層構造をとるものであってもよく、図3に示すように接着層23、ポリオレフィン系樹脂層22、芯材21、ポリオレフィン系樹脂層22、接着層23がこの順で積層された積層構造をとるものであってもよい。また、単層構造をとるものであってもよい。単層構造の支持体20としては、例えば、芯材21からなる支持体20や、ポリオレフィン系樹脂層22からなる支持体20などを挙げることができる。
「芯材」
芯材21としては、上質紙、コート紙、レジンコート紙、アート紙、キャストコート紙、板紙、合成紙(ポリオレフィン系、ポリスチレン系)、合成樹脂又はエマルジョン含浸紙、合成ゴムラテックス含浸紙、合成樹脂内添紙、セルロース繊維紙等を挙げることができる。芯材21の厚みについて特に限定はなく、通常、10~300μm程度である。特に好ましくは、100~250μmの厚さである。また、本発明においては、市販の芯材を用いることもでき、例えば、RC紙ペーパー(三菱製紙(株)製、商品名:STF-150)、コート紙(日本製紙(株)製、商品名:オーロラコート)等を好適に使用可能である。
芯材21としては、上質紙、コート紙、レジンコート紙、アート紙、キャストコート紙、板紙、合成紙(ポリオレフィン系、ポリスチレン系)、合成樹脂又はエマルジョン含浸紙、合成ゴムラテックス含浸紙、合成樹脂内添紙、セルロース繊維紙等を挙げることができる。芯材21の厚みについて特に限定はなく、通常、10~300μm程度である。特に好ましくは、100~250μmの厚さである。また、本発明においては、市販の芯材を用いることもでき、例えば、RC紙ペーパー(三菱製紙(株)製、商品名:STF-150)、コート紙(日本製紙(株)製、商品名:オーロラコート)等を好適に使用可能である。
「ポリオレフィン系樹脂層」
ポリオレフィン系樹脂層22の成分としては、ポリエチレン、ポリエチレンテレフタレート、ポリエチレンナフタレート等の耐熱性の高いポリエステル、ポリプロピレン、ポリブテン、ポリイソブテン、ポリイソブチレン、ポリブタジエン、ポリイソプレン、エチレン-酢酸ビニル共重合体等のポリオレフィン系樹脂を挙げることができる。ポリオレフィン系樹脂層22は、延伸されたものであってもよく、未延伸のものであってもよい。また、ポリオレフィン系樹脂層には、白色顔料や充填剤が含有されていてもよい。また、内部にミクロボイドを有していてもよい。ポリオレフィン系樹脂層22の厚みは、通常、乾燥状態で10~40μm程度である。
ポリオレフィン系樹脂層22の成分としては、ポリエチレン、ポリエチレンテレフタレート、ポリエチレンナフタレート等の耐熱性の高いポリエステル、ポリプロピレン、ポリブテン、ポリイソブテン、ポリイソブチレン、ポリブタジエン、ポリイソプレン、エチレン-酢酸ビニル共重合体等のポリオレフィン系樹脂を挙げることができる。ポリオレフィン系樹脂層22は、延伸されたものであってもよく、未延伸のものであってもよい。また、ポリオレフィン系樹脂層には、白色顔料や充填剤が含有されていてもよい。また、内部にミクロボイドを有していてもよい。ポリオレフィン系樹脂層22の厚みは、通常、乾燥状態で10~40μm程度である。
また、本発明では、図3に示すように、芯材21の両側にポリオレフィン系樹脂層22が設けられた支持体20を用いることが好ましい。芯材21の両側にポリオレフィン系樹脂層22を設けることで、上記本発明の表面基材との相乗効果によって、熱転写受像シート100に生じ得るカール発生の抑制効果を向上させることができる。なお、芯材21の一方の面側にのみポリオレフィン系樹脂層22を設けた場合には、ポリオレフィン系樹脂層22が設けられた面側にのみポリオレフィン系樹脂層22の収縮等による応力が発生し、上記本発明の表面基材の厚みによっては、熱転写受像シート100にカールが生じやすくなる傾向にある。
「接着層」
支持体20と表面基材10との間には、接着層が設けられていることが好ましい。換言すれば、支持体20は、図2、図3に示すように、表面基材10と直接的に接する面に接着層23が位置する積層構成を呈していることが好ましい。接着層23は、接着剤を含んでおり接着機能を有する。接着剤成分としては、例えば、ウレタン系樹脂、α-オレフィン-無水マレイン酸樹脂等のポリオレフィン系樹脂、ポリエステル系樹脂、アクリル系樹脂、エポキシ系樹脂、ウリア系樹脂、メラミン系樹脂、フェノール系樹脂、酢酸ビニル系樹脂、シアノアクリレート系樹脂等を挙げることができる。中でもアクリル系樹脂の反応型のものや、変成したもの等を好ましく使用することができる。また、接着剤は硬化剤を用いて硬化させると、接着力も向上し、耐熱性も上がるため好ましい。硬化剤としては、イソシアネート化合物が一般的であるが、脂肪族アミン、環状脂肪族アミン、芳香族アミン、酸無水物等を使用することができる。
支持体20と表面基材10との間には、接着層が設けられていることが好ましい。換言すれば、支持体20は、図2、図3に示すように、表面基材10と直接的に接する面に接着層23が位置する積層構成を呈していることが好ましい。接着層23は、接着剤を含んでおり接着機能を有する。接着剤成分としては、例えば、ウレタン系樹脂、α-オレフィン-無水マレイン酸樹脂等のポリオレフィン系樹脂、ポリエステル系樹脂、アクリル系樹脂、エポキシ系樹脂、ウリア系樹脂、メラミン系樹脂、フェノール系樹脂、酢酸ビニル系樹脂、シアノアクリレート系樹脂等を挙げることができる。中でもアクリル系樹脂の反応型のものや、変成したもの等を好ましく使用することができる。また、接着剤は硬化剤を用いて硬化させると、接着力も向上し、耐熱性も上がるため好ましい。硬化剤としては、イソシアネート化合物が一般的であるが、脂肪族アミン、環状脂肪族アミン、芳香族アミン、酸無水物等を使用することができる。
接着層23の厚みは、通常、乾燥状態で2μm~10μm程度である。接着層の形成は、一般的に行われている塗工手段を用いることができ、例えば、グラビア印刷法、スクリーン印刷法、グラビア版を用いたリバースロールコーティング法等の手段により、塗工し、乾燥することで得ることができる。また、ポリエチレン等を使用した、ECサンドラミネーションを行ってもよい。
支持体20の厚みについて特に限定はないが、支持体の厚み(支持体20が積層構成を呈する場合にはその合計の厚み)は、150μm以上であることが好ましい。本発明の熱転写受像シート100では、支持体20と受容層30との間に、カールの発生の抑制効果を奏する表面基材10が設けられているものの、画像形成時における熱履歴等によっては、表面基材に僅かに収縮が生じる場合が起こり得る。
ここで、支持体20は、上記表面基材10において生じ得る縮み応力(収縮)に対する抵抗力として機能し、支持体20の厚みを厚くした分だけ当該抵抗力は大きくなり、表面基材10において生じ得る縮み応力を低減させることができる。具体的には、支持体20の厚みを上記好ましい厚みとすることで、支持体20の厚みと、本発明の表面基材10との相乗効果によって、表面基材の厚みを比較的厚くした場合であっても、カールの発生をなくす、或いは極めて微小なものとすることができる。なお、支持体20の厚みの好ましい上限値について特に限定はなく、熱転写受像シート100全体の厚みを考慮して適宜設定することができる。好ましい上限値の一例としては、300μm程度である。
(受容層)
図2、図3に示すように、本発明の表面基材10上には受容層30が設けられている。受容層30は本発明で用いられる熱転写受像シート100における必須の構成である。本発明では、受容層30は、必須の成分として、バインダー樹脂を含有している。
図2、図3に示すように、本発明の表面基材10上には受容層30が設けられている。受容層30は本発明で用いられる熱転写受像シート100における必須の構成である。本発明では、受容層30は、必須の成分として、バインダー樹脂を含有している。
受容層30に含まれるバインダー樹脂としては、熱転写シートの染料層の染料を受容し易い従来公知の樹脂材料を使用することができる。例えば、ポリプロピレン等のポリオレフィン系樹脂、ポリ塩化ビニルもしくはポリ塩化ビニリデン等のハロゲン化樹脂、ポリ酢酸ビニル、塩化ビニル-酢酸ビニル系共重合体、エチレン-酢酸ビニル共重合体もしくはポリアクリル酸エステル等のビニル系樹脂、ポリエチレンテレフタレートもしくはポリブチレンテレフタレート等のポリエステル樹脂、ポリスチレン系樹脂、ポリアミド系樹脂、エチレンもしくはプロピレン等のオレフィンと他のビニルポリマーとの共重合体系樹脂、アイオノマーもしくはセルロースジアスターゼ等のセルロース系樹脂、ポリカーボネート、アクリル系樹脂等の溶剤系の樹脂を挙げることができる。
また、上記で例示した溶剤系の樹脂にかえて、水溶性樹脂、水溶性高分子、水系樹脂などの水系の樹脂をバインダー樹脂として用いることもできる。水系の樹脂を含有する受容層30によれば、溶剤系の受容層と比較して、印画濃度の高い画像を形成することができ、また、画像形成後の耐光性や、光沢性を高めることができる。
上記水溶性樹脂、水溶性高分子としてはポリビニルピロリドン樹脂、ポリビニルアルコール樹脂、ゼラチンなどを挙げることができる。水系樹脂としては、塩ビ系樹脂、アクリル系樹脂、ウレタン系樹脂等のエマルジョン、或いはディスパージョンなど溶媒の一部が水で構成されているものを挙げることができる。なお、上記水系樹脂は、例えば、溶剤系樹脂を含む溶液をホモジナイザーなどの方法によって分散し調整することで形成することができる。
また、受容層30には、熱転写シートとの離型性を向上させるための離型剤を含有させてもよい。離型剤としては、例えば、ポリエチレンワックス、アミドワックス、テフロン(登録商標)パウダー等の固形ワックス類、フッ素系またはリン酸エステル系界面活性剤、シリコーンオイル、反応性シリコーンオイル、硬化型シリコーンオイル等の各種変性シリコーンオイル、および各種シリコーン樹脂などを挙げることができる。
上記で説明した各種のバインダー樹脂は、受容層30の固形分総量に対し、50質量%以上含有されていることが好ましい。特に、水溶性樹脂、水溶性高分子、或いは水系樹脂の含有量を上記範囲内とすることで、形成される画像により高い光沢性を付与することができる。これ以外のバインダー樹脂を用いる場合についても同様である。
受容層30の形成方法についても特に限定はなく、上記で説明したバインダー樹脂、必要に応じて添加される各種の添加剤を、水または溶剤等の適当な溶媒に溶解または分散させて受容層用塗工液を調製し、これをグラビア印刷法、スクリーン印刷法またはグラビア版を用いたリバースコーティング法等の手段により、表面基材10上に塗工、乾燥して形成することができる。
受容層30の厚みについても特に限定はないが、好ましい範囲としては、1g/m2~10g/m2程度である。
本発明の熱転写受像シート100は、支持体20の一方の面上に受容層30が設けられ、支持体20と受容層30との間に、上記本発明の表面基材10が設けられているとの条件を満たせばよく、これらの層以外の任意の層を設けることができる。例えば、表面基材10と受容層30との間に、当該表面基材10が受容層30の溶剤によって破壊されることを防止するためのプライマー層(図示しない)等を設けることもできる。また、支持体20と表面基材10との間に、さらに別途の層、例えば、層間密着性を向上させるための中間層を設けることもできる。
また、図2、図3に示すように、支持体20において、表面基材10と接しない側の面上には、背面層8を設けることもできる。背面層8は、本発明の熱転写受像シートにおける任意の構成である。
背面層8の材料について特に限定はなく、例えば、アクリル系樹脂、セルロース系樹脂、ポリカーボネート樹脂、ポリビニルアセタール樹脂、ポリビニルアルコール樹脂、ポリアミド樹脂、ポリスチレン系樹脂、ポリエステル系樹脂、ハロゲン化ポリマー等の樹脂等を挙げることができる。
また、上記の樹脂は硬化剤により硬化されたものであることがさらに好ましい。硬化剤としては、一般的に公知のものが使用できるが、中でもイソシアネート化合物が好ましい。上記の樹脂はイソシアネート化合物等と反応しウレタン結合を形成して硬化・立体化することにより、背面層8の耐熱保存性、耐溶剤性を向上させることができ、さらには、支持体20との密着性を向上させることができる。
上記硬化剤の添加量は、上記で例示した樹脂1反応基当量に対して1~2が好ましい。1未満であると、硬化終了するまでの時間が長くかかることがあり、また、耐熱性、耐溶剤性が悪くなることがある。また、2より大きいと、成膜後に経時変化を起こす場合や、背面層用塗工液の寿命が短いという不具合が生じることがある。
背面層8には、上記樹脂とともに、添加剤として、有機フィラー又は無機フィラーが含まれていてもよい。これらのフィラーの働きにより、プリンター内での熱転写受像シートの搬送性の向上や、ブロッキングの発生を防止でき、また、熱転写受像シートの保存性を向上させることもできる。上記有機フィラーとしては、アクリル系フィラー、ポリアミド系フィラー、フッ素系フィラー、ポリエチレンワックス等を挙げることができる。この中では、特にポリアミド系フィラーが好ましい。また、上記無機フィラーとしては、二酸化珪素や金属酸化物等を挙げることができる。
上記ポリアミド系フィラーとしては、分子量が10万~90万で、球状であり、平均粒子径は0.01μm~30μmが好ましい。上記ポリアミド系フィラーとしては、ナイロン12フィラーが耐水性に優れ、吸水による特性変化がないためより好ましい。
(画像形成方法)
本発明の熱転写受像シートを用いて、受容層面に画像形成を行う方法としては、特に限定されず、公知の熱転写方式にて行うことができる。
本発明の熱転写受像シートを用いて、受容層面に画像形成を行う方法としては、特に限定されず、公知の熱転写方式にて行うことができる。
また、上記画像形成の際に使用する熱転写シートとしては、例えば、ポリエステルフィルム等の基材の一方の面に熱転写性色材層が設けられ、基材の他方の面に背面層が設けられた従来公知の熱転写シートを使用することができる。以下、熱転写シートについて説明する。
(熱転写シートの基材)
熱転写シートの基材としては、従来公知のある程度の耐熱性と強度を有するものであればいずれのものでもよく、例えば、ポリエチレンテレフタレートフィルム、1,4-ポリシクロヘキシレンジメチレンテレフタレートフィルム、ポリエチレンナフタレートフィルム、ポリフェニレンサルフィドフィルム、ポリスチレンフィルム、ポリプロピレンフィルム、ポリサルホンフィルム、アラミドフィルム、ポリカーボネートフィルム、ポリビニルアルコールフィルム、セロハン、酢酸セルロース等のセルロース誘導体、ポリエチレンフィルム、ポリ塩化ビニルフィルム、ナイロンフィルム、ポリイミドフィルム、アイオノマーフィルム等の樹脂フィルム;コンデンサー紙、パラフィン紙、合成紙等の紙類;不織布;紙や不織布と樹脂との複合体等が挙げられる。
熱転写シートの基材としては、従来公知のある程度の耐熱性と強度を有するものであればいずれのものでもよく、例えば、ポリエチレンテレフタレートフィルム、1,4-ポリシクロヘキシレンジメチレンテレフタレートフィルム、ポリエチレンナフタレートフィルム、ポリフェニレンサルフィドフィルム、ポリスチレンフィルム、ポリプロピレンフィルム、ポリサルホンフィルム、アラミドフィルム、ポリカーボネートフィルム、ポリビニルアルコールフィルム、セロハン、酢酸セルロース等のセルロース誘導体、ポリエチレンフィルム、ポリ塩化ビニルフィルム、ナイロンフィルム、ポリイミドフィルム、アイオノマーフィルム等の樹脂フィルム;コンデンサー紙、パラフィン紙、合成紙等の紙類;不織布;紙や不織布と樹脂との複合体等が挙げられる。
熱転写シートの基材の厚みについて特に限定はないが、通常0.5μm~50μmであり、好ましくは約1.5~10μmである。
熱転写シートの基材は、隣接する層との接着性を向上させるため、表面処理が施されていてもよい。表面処理としては、コロナ放電処理、火炎処理、オゾン処理、紫外線処理、放射線処理、粗面化処理、化学薬品処理、プラズマ処理、グラフト化処理等、公知の樹脂表面改質技術を適用することができる。上記表面処理は、1種のみ行ってもよいし、2種以上行ってもよい。また、必要に応じ、その一方の面又は両面に下引き層(プライマー層)が設けられていてもよい。
(熱転写性色材層)
熱転写性色材層は、熱転写シートが昇華型熱転写シートの場合には、昇華性染料を含有する層となり、熱溶融型熱転写シートの場合には、着色剤を含む熱溶融組成物を含有する層となる。また、昇華性染料を含有する層領域と、着色剤を含む熱溶融組成物からなる熱溶融性のインクを含有する層領域とを連続した1枚の基材上に面順次に設けられた熱転写シートを用いることもできる。
熱転写性色材層は、熱転写シートが昇華型熱転写シートの場合には、昇華性染料を含有する層となり、熱溶融型熱転写シートの場合には、着色剤を含む熱溶融組成物を含有する層となる。また、昇華性染料を含有する層領域と、着色剤を含む熱溶融組成物からなる熱溶融性のインクを含有する層領域とを連続した1枚の基材上に面順次に設けられた熱転写シートを用いることもできる。
昇華性染料としては、例えば、ジアリールメタン系染料;トリアリールメタン系染料;チアゾール系染料;メロシアニン染料;ピラゾロン染料;メチン系染料;インドアニリン系染料;アセトフェノンアゾメチン、ピラゾロアゾメチン、イミダゾルアゾメチン、イミダゾアゾメチン、ピリドンアゾメチン等のアゾメチン系染料;キサンテン系染料;オキサジン系染料;ジシアノスチレン、トリシアノスチレン等のシアノスチレン系染料;チアジン系染料;アジン系染料;アクリジン系染料;ベンゼンアゾ系染料;ピリドンアゾ、チオフェンアゾ、イソチアゾールアゾ、ピロールアゾ、ピラゾールアゾ、イミダゾールアゾ、チアジアゾールアゾ、トリアゾールアゾ、ジスアゾ等のアゾ系染料;スピロピラン系染料;インドリノスピロピラン系染料;フルオラン系染料;ローダミンラクタム系染料;ナフトキノン系染料;アントラキノン系染料;キノフタロン系染料;等が挙げられ、更に具体的には、特開平7-149062号公報に例示の化合物等が挙げられる。上記熱転写性色材層において、昇華性染料の含有量は、熱転写性色材層の全固形分に対し5質量%~90質量%、好ましくは10質量%~70質量%の範囲内であることが好ましい。昇華性染料の含有量が、上記範囲未満であると印字濃度が低くなることがあり、上記範囲を超えると保存性等が低下することがある。
上記染料を担持するためのバインダー樹脂としては、例えば、エチルセルロース樹脂、ヒドロキシエチルセルロース樹脂、エチルヒドロキシセルロース樹脂、メチルセルロース樹脂、ニトロセルロース樹脂、酢酸セルロース樹脂等のセルロース系樹脂、ポリビニルアルコール樹脂、ポリ酢酸ビニル樹脂、ポリビニルブチラール樹脂、ポリビニルアセタール樹脂、ポリビニルピロリドン等のビニル系樹脂、ポリ(メタ)アクリレート、ポリ(メタ)アクリルアミド等のアクリル系樹脂、ポリウレタン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、フェノキシ樹脂、フェノール樹脂、エポキシ樹脂等が挙げられる。これらの中でも、セルロース系、ビニル系、アクリル系、ポリウレタン系、ポリエステル系等の樹脂が耐熱性、染料の移行性等の点から好ましい。
また、熱転写性色材層は、離型剤、無機微粒子、有機微粒子等を含有していてもよい。離型剤としては、シリコーンオイル、ポリエチレンワックス、リン酸エステル等が挙げられる。シリコーンオイルとしては、ストレートシリコーンオイル、および変性シリコーンオイルやその硬化物等が挙げられる。シリコーンオイルは反応性のものでもよいし、非反応性のものでも良い。無機微粒子としては、カーボンブラック、アルミニウム、二硫化モリブデン等が挙げられる。変性シリコーンオイルは、反応性シリコーンオイルと非反応性シリコーンオイルに分類できる。反応性シリコーンオイルには、アミノ変性、エポキシ変性、カルボキシル変性、ヒドロキシ変性、メタクリル変性、メルカプト変性、フェノール変性、片末端反応性・異種官能基変性がある。非反応性シリコーンオイルとしては、ポリエーテル変性、メチルスチリル変性、アルキル変性、高級脂肪酸エステル変性、親水性特殊変性、高級アルコキシ変性、フッ素変性等がある。シリコーンオイルの添加量は、バインダーの質量に対し、0.1~15質量%が好ましく、更に好ましくは0.3~10質量%である。また、上記有機微粒子としては、ポリエチレンワックス等が挙げられる。
熱転写性色材層は、例えば、昇華性染料、バインダー樹脂、及び必要に応じて任意に添加される各種の成分を、適当な溶媒に分散、或いは溶解した熱転写性色材層用塗工液を、基材上に、従来公知の塗工方法を用いて、塗工・乾燥することで形成することができる。従来公知の塗工方法としては、ラビア印刷法、グラビア版を用いたリバースロールコーティング法、ロールコーター、バーコーター等が挙げられる。また、溶媒としては、トルエン、メチルエチルケトン、エタノール、イソプロピルアルコール、シクロヘキサノン、ジメチルホルムアミド〔DMF〕等が挙げられる。
熱転写性色材層の厚みについて特に限定はなく、通常0.2μm~5μm程度である。
(熱転写シートの背面層)
また、基材の他方の面上に、耐熱性、及び印画時におけるサーマルヘッドの走行性等を向上させるための背面層が設けられていてもよい。
また、基材の他方の面上に、耐熱性、及び印画時におけるサーマルヘッドの走行性等を向上させるための背面層が設けられていてもよい。
熱転写シートの背面層は、従来公知の熱可塑性樹脂等を適宜選択して形成することができる。このような、熱可塑性樹脂として、例えば、ポリエステル系樹脂、ポリアクリル酸エステル系樹脂、ポリ酢酸ビニル系樹脂、スチレンアクリレート系樹脂、ポリウレタン系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂等のポリオレフィン系樹脂、ポリスチレン系樹脂、ポリ塩化ビニル系樹脂、ポリエーテル系樹脂、ポリアミド系樹脂、ポリイミド系樹脂、ポリアミドイミド系樹脂、ポリカーボネート系樹脂、ポリアクリルアミド樹脂、ポリビニルクロリド樹脂、ポリビニルブチラール樹脂、ポリビニルアセトアセタール樹脂等のポリビニルアセタール樹脂等の熱可塑性樹脂、これらのシリコーン変性物等が挙げられる。中でも、耐熱性等の点から、ポリアミドイミド系樹脂又はそのシリコーン変性物等を好ましく用いることができる。
また、熱転写シートの背面層には、上記熱可塑性樹脂に加え、スリップ性を向上させる目的で、ワックス、高級脂肪酸アミド、リン酸エステル化合物、金属石鹸、シリコーンオイル、界面活性剤等の離型剤、フッ素樹脂等の有機粉末、シリカ、クレー、タルク、炭酸カルシウム等の無機粒子等の各種添加剤が含有されていることが好ましく、リン酸エステル又は金属石鹸の少なくとも1種が含有されていることが特に好ましい。
熱転写シートの背面層は、例えば、上記熱可塑性樹脂、必要に応じて添加される各種添加剤を適当な溶媒に分散又は溶解させた塗工液を、基材上に、グラビア印刷法、スクリーン印刷法、グラビア版を用いたリバースロールコーティング印刷法等の公知の手段により、塗工し、乾燥することにより形成することができる。背面層の厚みは、2μm以下であることが好ましく、0.1μm~1μm程度がより好ましい。
実施例および比較例の基材層に用いた各成分の具体的な構成を以下に示す。
・プロピレン系重合体(a1)
プロピレン系重合体(a1)として、(PP-1)プロピレン単独重合体(融点=160℃、MFR=3.0g/10分)と、(PP-2)プロピレン・エチレンランダム共重合体(融点=142℃、MFR=7.0g/10分)をドライブレンドして、(PP-1)を75質量%、(PP-2)を25質量%含むプロピレン系重合体を準備した。
プロピレン系重合体(a1)として、(PP-1)プロピレン単独重合体(融点=160℃、MFR=3.0g/10分)と、(PP-2)プロピレン・エチレンランダム共重合体(融点=142℃、MFR=7.0g/10分)をドライブレンドして、(PP-1)を75質量%、(PP-2)を25質量%含むプロピレン系重合体を準備した。
・炭酸カルシウム(b1)
炭酸カルシウム(b1)として、ステアリン酸でコーティングされた粉末の炭酸カルシウム(平均粒子径1.2μm)を準備した。
炭酸カルシウム(b1)として、ステアリン酸でコーティングされた粉末の炭酸カルシウム(平均粒子径1.2μm)を準備した。
・酸化チタン(c1)
酸化チタン(c1)として、アルミナ処理されたルチル型の酸化チタン(平均粒子径0.2μm)を準備した。
酸化チタン(c1)として、アルミナ処理されたルチル型の酸化チタン(平均粒子径0.2μm)を準備した。
・変性プロピレン系重合体(PP-3)
変性プロピレン系重合体(PP-3)として、無水マレイン酸グラフト変性プロピレン単独重合体(三井化学(株) 商品名アドマー 融点=160℃ MFR=3.0g/10分)を準備した。
変性プロピレン系重合体(PP-3)として、無水マレイン酸グラフト変性プロピレン単独重合体(三井化学(株) 商品名アドマー 融点=160℃ MFR=3.0g/10分)を準備した。
・表面層(1)
表面層(1)として、上記(PP-3)、及び上記(PP-2)をドライブレンドして、(PP-3)を50質量%、(PP-2)を50質量%含む表面層を準備した。
表面層(1)として、上記(PP-3)、及び上記(PP-2)をドライブレンドして、(PP-3)を50質量%、(PP-2)を50質量%含む表面層を準備した。
・表面層(2)
表面層(2)として、上記(PP-3)、及び上記(PP-2)をドライブレンドして、(PP-3)を70質量%、(PP-2)を30質量%含む表面層を準備した。
表面層(2)として、上記(PP-3)、及び上記(PP-2)をドライブレンドして、(PP-3)を70質量%、(PP-2)を30質量%含む表面層を準備した。
・裏面層
裏面層として、上記(PP-1)、及び上記(PP-2)をドライブレンドして、(PP-1)を30質量%、(PP-2)を70質量%含む裏面層を準備した。
裏面層として、上記(PP-1)、及び上記(PP-2)をドライブレンドして、(PP-1)を30質量%、(PP-2)を70質量%含む裏面層を準備した。
<表面基材(1)の準備>
上記で準備したプロピレン系重合体(a1)、炭酸カルシウム(b1)、酸化チタン(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が5.4質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が1.1質量%であり、その厚みが24.2μmの基材層(1)の一方の面に、厚みが0.5μmの上記表面層(1)が設けられ、基材層(1)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(1)を準備した。
上記で準備したプロピレン系重合体(a1)、炭酸カルシウム(b1)、酸化チタン(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が5.4質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が1.1質量%であり、その厚みが24.2μmの基材層(1)の一方の面に、厚みが0.5μmの上記表面層(1)が設けられ、基材層(1)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(1)を準備した。
<表面基材(2)の準備>
上記で準備した(a1)、(b1)、(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が12.6質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が1.3質量%であり、その厚みが18μmの基材層(2)の一方の面に、厚みが1.8μmの上記表面層(1)が設けられ、基材層(2)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(2)を準備した。
上記で準備した(a1)、(b1)、(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が12.6質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が1.3質量%であり、その厚みが18μmの基材層(2)の一方の面に、厚みが1.8μmの上記表面層(1)が設けられ、基材層(2)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(2)を準備した。
<表面基材(3)の準備>
上記で準備した(a1)、(b1)、(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が12質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が1.1質量%であり、その厚みが20.8μmの基材層(3)の一方の面に、厚みが1.8μmの上記表面層(2)が設けられ、基材層(3)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(3)を準備した。
上記で準備した(a1)、(b1)、(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が12質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が1.1質量%であり、その厚みが20.8μmの基材層(3)の一方の面に、厚みが1.8μmの上記表面層(2)が設けられ、基材層(3)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(3)を準備した。
<表面基材(4)の準備>
上記で準備した(a1)、(b1)、(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が13.2質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が2.2質量%であり、その厚みが18.2μmの基材層(4)の一方の面に、厚みが4.3μmの上記表面層(1)が設けられ、基材層(4)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(4)を準備した。
上記で準備した(a1)、(b1)、(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が13.2質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が2.2質量%であり、その厚みが18.2μmの基材層(4)の一方の面に、厚みが4.3μmの上記表面層(1)が設けられ、基材層(4)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(4)を準備した。
<表面基材(5)の準備>
上記で準備した(a1)、(b1)、(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が6.0質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が1.2質量%であり、その厚みが36.5μmの基材層(5)の一方の面に、厚みが0.5μmの上記表面層(1)が設けられ、基材層(5)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(5)を準備した。
上記で準備した(a1)、(b1)、(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が6.0質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が1.2質量%であり、その厚みが36.5μmの基材層(5)の一方の面に、厚みが0.5μmの上記表面層(1)が設けられ、基材層(5)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(5)を準備した。
<表面基材(A)の準備>
上記で準備した(a1)、(b1)、(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が3.3質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が1.1質量%であり、その厚みが19.6μmの基材層(A)の一方の面に、厚みが0.5μmの上記表面層(1)が設けられ、基材層(5)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(A)を準備した。
上記で準備した(a1)、(b1)、(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が3.3質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が1.1質量%であり、その厚みが19.6μmの基材層(A)の一方の面に、厚みが0.5μmの上記表面層(1)が設けられ、基材層(5)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(A)を準備した。
<表面基材(B)の準備>
上記で準備した(a1)、(b1)、(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が10.0質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が4.0質量%であり、その厚みが24.2μmの基材層(B)の一方の面に、厚みが0.5μmの上記表面層(1)が設けられ、基材層(B)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(B)を準備した。
上記で準備した(a1)、(b1)、(c1)を含み、(a1)、(b1)、(c1)の合計質量に対する(b1)の質量が10.0質量%、(a1)、(b1)、(c1)の合計質量に対する(c1)の質量が4.0質量%であり、その厚みが24.2μmの基材層(B)の一方の面に、厚みが0.5μmの上記表面層(1)が設けられ、基材層(B)の他方の面に、厚みが0.5μmの上記裏面層が設けられた表面基材(B)を準備した。
(実施例1)
基材シートとして、RCペーパー(厚さ190μm 三菱製紙(株)製)を準備し、当該基材シート上に、下記組成の接着層用塗工液を乾燥後塗布量が5g/m2になるように、グラビアコーターで塗工して接着層を形成し、ドライラミネート方式で、上記で準備した表面基材(1)と貼り合せた。次いで、表面基材(1)上に、下記組成の中間層用塗工液を乾燥後塗布量が2g/m2となるようにグラビアコーターで塗工し、110℃で1分乾燥して中間層を形成し、当該中間層上に、下記組成の染料受容層用塗工液を乾燥後塗布量が4g/m2となるようにグラビアコーターで塗工し、110℃で1分乾燥させて、基材シート/接着層/表面基材(1)/中間層/染料受容層がこの順で積層されてなる実施例1の熱転写受像シートを作製した。
基材シートとして、RCペーパー(厚さ190μm 三菱製紙(株)製)を準備し、当該基材シート上に、下記組成の接着層用塗工液を乾燥後塗布量が5g/m2になるように、グラビアコーターで塗工して接着層を形成し、ドライラミネート方式で、上記で準備した表面基材(1)と貼り合せた。次いで、表面基材(1)上に、下記組成の中間層用塗工液を乾燥後塗布量が2g/m2となるようにグラビアコーターで塗工し、110℃で1分乾燥して中間層を形成し、当該中間層上に、下記組成の染料受容層用塗工液を乾燥後塗布量が4g/m2となるようにグラビアコーターで塗工し、110℃で1分乾燥させて、基材シート/接着層/表面基材(1)/中間層/染料受容層がこの順で積層されてなる実施例1の熱転写受像シートを作製した。
<接着層用塗工液>
・水酸基含有のオリゴマー 45部
(タケラックA-969V 三井化学ポリウレタン(株))
・イソシアネート基を有するウレタンオリゴマー 15部
(タケネートA-14 三井化学ポリウレタン(株))
・酢酸エチル 45部
・水酸基含有のオリゴマー 45部
(タケラックA-969V 三井化学ポリウレタン(株))
・イソシアネート基を有するウレタンオリゴマー 15部
(タケネートA-14 三井化学ポリウレタン(株))
・酢酸エチル 45部
<中間層用塗工液>
・ポリエステル樹脂 13.1部
(WR-905 日本合成化学(株))
・酸化チタン 26.2部
(TCA-888 トーケムプロダクツ社)
・蛍光増白剤(ベンゾイミダゾール誘導体) 0.39部
(ユビテックスBAC チバ・スペシャルティ・ケミカルズ(株))
・水/イソプロピルアルコール〔IPA〕(質量比2/1) 60部
・ポリエステル樹脂 13.1部
(WR-905 日本合成化学(株))
・酸化チタン 26.2部
(TCA-888 トーケムプロダクツ社)
・蛍光増白剤(ベンゾイミダゾール誘導体) 0.39部
(ユビテックスBAC チバ・スペシャルティ・ケミカルズ(株))
・水/イソプロピルアルコール〔IPA〕(質量比2/1) 60部
<染料受容層用塗工液>
・塩化ビニル-酢酸ビニル共重合体 60部
(ソルバインC 日信化学工業(株))
・エポキシ変性シリコーン 1.2部
(X-22-3000T 信越化学工業(株))
・メチルスチル変性シリコーン 0.6部
(24-510 信越化学工業(株))
・メチルエチルケトン/トルエン(質量比1/1) 5部
・塩化ビニル-酢酸ビニル共重合体 60部
(ソルバインC 日信化学工業(株))
・エポキシ変性シリコーン 1.2部
(X-22-3000T 信越化学工業(株))
・メチルスチル変性シリコーン 0.6部
(24-510 信越化学工業(株))
・メチルエチルケトン/トルエン(質量比1/1) 5部
(実施例2)
表面基材(1)を、上記で準備した表面基材(2)に変更した以外は、全て実施例1と同様にして、実施例2の熱転写受像シートを形成した。
表面基材(1)を、上記で準備した表面基材(2)に変更した以外は、全て実施例1と同様にして、実施例2の熱転写受像シートを形成した。
(実施例3)
表面基材(1)を、上記で準備した表面基材(3)に変更した以外は、全て実施例1と同様にして、実施例3の熱転写受像シートを形成した。
表面基材(1)を、上記で準備した表面基材(3)に変更した以外は、全て実施例1と同様にして、実施例3の熱転写受像シートを形成した。
(実施例4)
表面基材(1)を、上記で準備した表面基材(4)に変更した以外は、全て実施例1と同様にして、実施例4の熱転写受像シートを形成した。
表面基材(1)を、上記で準備した表面基材(4)に変更した以外は、全て実施例1と同様にして、実施例4の熱転写受像シートを形成した。
(実施例5)
表面基材(1)を、上記で準備した表面基材(5)に変更した以外は、全て実施例1と同様にして、実施例5の熱転写受像シートを形成した。
表面基材(1)を、上記で準備した表面基材(5)に変更した以外は、全て実施例1と同様にして、実施例5の熱転写受像シートを形成した。
(比較例1)
表面基材(1)を、上記で準備した表面基材(A)に変更した以外は、全て実施例1と同様にして、比較例1の熱転写受像シートを形成した。
表面基材(1)を、上記で準備した表面基材(A)に変更した以外は、全て実施例1と同様にして、比較例1の熱転写受像シートを形成した。
(比較例2)
表面基材(1)を、上記で準備した表面基材(B)に変更した以外は、全て実施例1と同様にして、比較例2の熱転写受像シートを形成した。
表面基材(1)を、上記で準備した表面基材(B)に変更した以外は、全て実施例1と同様にして、比較例2の熱転写受像シートを形成した。
<<印画ムラ評価>>
各実施例、及び比較例の熱転写受像シートの受容層に、市販の昇華転写プリンターにて黒ベタパターンを印画した。なお、印画速度は、1.0msec/lineであった。グレーベタ画像を印画した受像紙について、グレーの濃度ムラを目視により評価し、以下の評価基準に基づいて印画ムラの評価を行った。評価結果を表1に示す。
各実施例、及び比較例の熱転写受像シートの受容層に、市販の昇華転写プリンターにて黒ベタパターンを印画した。なお、印画速度は、1.0msec/lineであった。グレーベタ画像を印画した受像紙について、グレーの濃度ムラを目視により評価し、以下の評価基準に基づいて印画ムラの評価を行った。評価結果を表1に示す。
<評価基準>
◎:濃度ムラが無く、質感的に優れるものであった。
○:濃度ムラはあるが、目立ちにくく許容できるものであった。
×:濃度ムラが大きく有り、質感が悪かった。
◎:濃度ムラが無く、質感的に優れるものであった。
○:濃度ムラはあるが、目立ちにくく許容できるものであった。
×:濃度ムラが大きく有り、質感が悪かった。
<<印画濃度評価>>
熱転写シート(メガピクセルIII用、アルテックエーディーエス(株)純正品)と、各実施例、及び比較例の熱転写受像シートを組み合わせて、下記印画条件で、階調パターンを印画して、濃度特性を調べた。濃度の評価は、最大エネルギーをかけたときの最高濃度で評価し、以下の評価基準に基づいて印画濃度の評価を行った。反射濃度は、分光測定器(グレタグマクベス社製、spectrolino)により測定した。評価結果を表1に示す。
熱転写シート(メガピクセルIII用、アルテックエーディーエス(株)純正品)と、各実施例、及び比較例の熱転写受像シートを組み合わせて、下記印画条件で、階調パターンを印画して、濃度特性を調べた。濃度の評価は、最大エネルギーをかけたときの最高濃度で評価し、以下の評価基準に基づいて印画濃度の評価を行った。反射濃度は、分光測定器(グレタグマクベス社製、spectrolino)により測定した。評価結果を表1に示す。
(印画条件)
・サーマルヘッド:F3598(東芝ホクト電子株式会社製)
・発熱体平均抵抗値:5176(Ω)
・主走査方向印字密度:300dpi
・副走査方向印字密度:300dpi
・印画電力:0.12(W/dot)
・1ライン周期:2(msec.)
・パルスDuty:85%
・印画開始温度:35.5(℃)
・サーマルヘッド:F3598(東芝ホクト電子株式会社製)
・発熱体平均抵抗値:5176(Ω)
・主走査方向印字密度:300dpi
・副走査方向印字密度:300dpi
・印画電力:0.12(W/dot)
・1ライン周期:2(msec.)
・パルスDuty:85%
・印画開始温度:35.5(℃)
<評価基準>
◎:濃度が2.1以上である。
○:濃度が2.0以上2.1未満である。
×:濃度が2.0未満である。
◎:濃度が2.1以上である。
○:濃度が2.0以上2.1未満である。
×:濃度が2.0未満である。

表1の結果からも明らかなように、本発明の発明特定事項を充足する表面基材を有する実施例1~5の熱転写受像シートによれば、表面基材の厚みにかかわらず、印画ムラの発生を抑制しつつも、濃度の高い画像形成を行うことができた。一方、炭酸カルシウムの含有量が、本発明における範囲外である比較例1の熱転写受像シート、及び、酸化チタンの含有量が、本発明における範囲外である比較例2の熱転写受像シートでは、実施例1~4の熱転写受像シートの表面基材と略同等の厚みとなるまで、表面基材の厚みを薄くしていくことで、印画ムラが発生した。また、形成される画像の濃度は低いものであった。
<<カール評価>>
各実施例、及び比較例の熱転写受像シートに、熱転写シート(メガピクセルIII用、アルテックエーディーエス(株)純正品)を用いて黒ベタパターンを印画した。その後熱転写受像シートの4隅が台から離れた距離を測定し、その平均値を算出し、以下の評価基準でカール評価を行った。評価結果を表2に示す。なお、カール評価は、各実施例の熱転写受像シートについてのみ行った。
各実施例、及び比較例の熱転写受像シートに、熱転写シート(メガピクセルIII用、アルテックエーディーエス(株)純正品)を用いて黒ベタパターンを印画した。その後熱転写受像シートの4隅が台から離れた距離を測定し、その平均値を算出し、以下の評価基準でカール評価を行った。評価結果を表2に示す。なお、カール評価は、各実施例の熱転写受像シートについてのみ行った。
<評価基準>
◎:0mm~2mm。
○:2mm~5mm。
△:5mm~10mm。
×:10mm~20mm。
◎:0mm~2mm。
○:2mm~5mm。
△:5mm~10mm。
×:10mm~20mm。
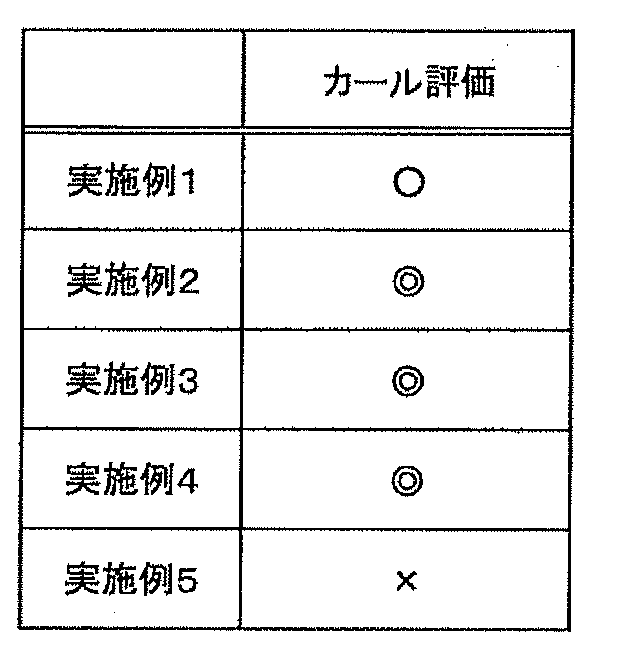
表2から明らかなように、表面基材の厚みを薄くしていくことで、カールの発生を抑制することができた。また、カールの発生を抑制すべく、表面基材の厚みを薄くしていった場合であっても、表1に示すように、印画ムラを抑制することができ、また、濃度の高い画像を形成することができた。つまり、本発明の表面基材を有する熱転写受像シート、及び本発明の熱転写受像シートによれば、カールの発生を抑制すべく、表面基材の厚みを薄くしていった場合であっても、高品質な画像を形成することができることが明らかとなった。
10…表面基材
1…裏面層
2…基材層
3…表面層
100…熱転写受像シート
20…支持体
22…ポリオレフィン系樹脂層
23…接着層
30…受容層
1…裏面層
2…基材層
3…表面層
100…熱転写受像シート
20…支持体
22…ポリオレフィン系樹脂層
23…接着層
30…受容層
Claims (8)
- 熱転写受像シートの支持体と受容層との間に設けられる熱転写受像シート用表面基材であって、
前記熱転写受像シート用表面基材は、基材層の一方の面に表面層が設けられ、前記基材層の他方の面に裏面層が設けられた積層構成を呈しており、
前記基材層は、(A)プロピレン系重合体、(B)炭酸カルシウム、(C)酸化チタンを含有しており、かつ、前記(A)と(B)と(C)の合計質量を100質量%としたときの前記(A)の質量が70質量%以上94.5質量%以下、前記(B)の質量が5質量%以上28質量%以下、前記(C)の質量が0.5質量%以上3質量%未満であり、
前記表面層は、変性されたプロピレン系重合体を含有しており、
前記裏面層は、プロピレン系重合体を含有していることを特徴とする熱転写受像シート用表面基材。 - 前記表面層は、(D)プロピレン単独重合体、又は(D)プロピレン単独重合体と、(E)プロピレン・α-オレフィンランダム共重合体とを含有しており、
前記表面層が、前記(E)を含有していない場合には、前記(D)が、前記変性されたプロピレン系重合体であり、
前記表面層が、前記(E)を含有している場合には、前記(D)と前記(E)の合計質量を100質量%としたときの、前記(E)の質量が50質量%以下であり、かつ、前記(D)、及び(E)の何れか一方又は双方が、前記変性されたプロピレン系重合体であることを特徴とする請求項1に記載の熱転写受像シート用表面基材。 - 前記裏面層は、(F)プロピレン単独重合体と、(G)プロピレン・α-オレフィンランダム共重合体とを含有しており、かつ(F)と(G)の合計質量を100質量%としたときの(F)の質量が40質量%以上90質量%以下であることを特徴とする請求項1又は2に記載の熱転写受像シート用表面基材。
- 前記変性されたプロピレン系重合体が、不飽和カルボン酸若しくはその誘導体でグラフト変性されたプロピレン系重合体であることを特徴とする請求項1乃至3の何れか1項に記載の熱転写受像シート用表面基材。
- 前記表面層の厚みが、0.5μm以上10μm以下であることを特徴とする請求項1乃至4の何れか1項に記載の熱転写受像シート用表面基材。
- 前記表面層上に、さらに接着層が設けられていることを特徴とする請求項1乃至5の何れか1項に記載の熱転写受像シート用表面基材。
- 支持体の一方の面に受容層が設けられた熱転写受像シートであって、
前記支持体と、前記受容層との間に、前記支持体から、前記裏面層、前記基材層、前記表面層がこの順となるように、請求項1乃至6の何れか1項に記載の熱転写受像シート用表面基材が設けられていることを特徴とする熱転写受像シート。 - 前記支持体の厚みが、150μm以上300μm以下であることを特徴とする請求項7に記載の熱転写受像シート。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14871854.7A EP3085548B1 (en) | 2013-12-18 | 2014-12-09 | Surface substrate for heat transfer image reception sheet, and heat transfer image reception sheet |
| US15/105,672 US9776446B2 (en) | 2013-12-18 | 2014-12-09 | Front face side substrate for thermal transfer image-receiving sheet, and thermal transfer sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-261223 | 2013-12-18 | ||
| JP2013261223A JP6205262B2 (ja) | 2013-12-18 | 2013-12-18 | 熱転写受像シート用表面基材、及び熱転写受像シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015093340A1 true WO2015093340A1 (ja) | 2015-06-25 |
Family
ID=53402689
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/082487 Ceased WO2015093340A1 (ja) | 2013-12-18 | 2014-12-09 | 熱転写受像シート用表面基材、及び熱転写受像シート |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9776446B2 (ja) |
| EP (1) | EP3085548B1 (ja) |
| JP (1) | JP6205262B2 (ja) |
| WO (1) | WO2015093340A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110497664A (zh) * | 2018-05-18 | 2019-11-26 | 上海恩捷新材料科技股份有限公司 | 一种铝塑复合包装膜及其制备方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6709521B2 (ja) * | 2015-09-24 | 2020-06-17 | 大日本印刷株式会社 | 転写シート |
| KR101832737B1 (ko) * | 2016-02-19 | 2018-04-13 | 율촌화학 주식회사 | 폴리올레핀계 적층필름 및 이의 제조 방법 |
| EP3603955A4 (en) * | 2017-03-31 | 2021-01-06 | Dai Nippon Printing Co., Ltd. | GAS BARRIER LAMINATE, AS WELL AS GAS BARRIER PACKAGING MATERIAL AND PILLOW PACKAGING BAG EACH FORMED LAMINATED |
| JP2020151864A (ja) * | 2019-03-18 | 2020-09-24 | 凸版印刷株式会社 | 樹脂シート |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0749062A (ja) | 1991-05-15 | 1995-02-21 | Mitsui Eng & Shipbuild Co Ltd | 内燃機関のnox 低減システム |
| JPH07125453A (ja) * | 1993-06-28 | 1995-05-16 | Oji Yuka Synthetic Paper Co Ltd | 熱転写画像受容シート |
| WO2000018829A1 (en) * | 1998-09-25 | 2000-04-06 | Yupo Corporation | Thermoplastic resin film and label sheet comprising the same |
| WO2006121217A1 (ja) * | 2005-05-13 | 2006-11-16 | Oji Paper Co., Ltd. | 二軸延伸積層ポリプロピレンフィルム及びその用途 |
| JP2007022065A (ja) * | 2005-06-16 | 2007-02-01 | Chisso Corp | 昇華型熱転写受像体 |
| JP2007229988A (ja) | 2006-02-28 | 2007-09-13 | Fujifilm Corp | 感熱転写受像シートおよびその製造方法 |
| JP2012158121A (ja) | 2011-02-01 | 2012-08-23 | Dainippon Printing Co Ltd | 熱転写受像シート |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0515969B1 (de) * | 1991-05-28 | 1996-09-04 | Hoechst Aktiengesellschaft | Siegelbare, opake, biaxial orientierte Polypropylen-Mehrschichtfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| TWI350246B (en) * | 2003-07-04 | 2011-10-11 | Mitsui Chemicals Tohcello Inc | Biaxially oriented multi-layer polypropylene film and the use thereof |
-
2013
- 2013-12-18 JP JP2013261223A patent/JP6205262B2/ja active Active
-
2014
- 2014-12-09 US US15/105,672 patent/US9776446B2/en active Active
- 2014-12-09 EP EP14871854.7A patent/EP3085548B1/en active Active
- 2014-12-09 WO PCT/JP2014/082487 patent/WO2015093340A1/ja not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0749062A (ja) | 1991-05-15 | 1995-02-21 | Mitsui Eng & Shipbuild Co Ltd | 内燃機関のnox 低減システム |
| JPH07125453A (ja) * | 1993-06-28 | 1995-05-16 | Oji Yuka Synthetic Paper Co Ltd | 熱転写画像受容シート |
| WO2000018829A1 (en) * | 1998-09-25 | 2000-04-06 | Yupo Corporation | Thermoplastic resin film and label sheet comprising the same |
| WO2006121217A1 (ja) * | 2005-05-13 | 2006-11-16 | Oji Paper Co., Ltd. | 二軸延伸積層ポリプロピレンフィルム及びその用途 |
| JP4941941B2 (ja) | 2005-05-13 | 2012-05-30 | 三井化学東セロ株式会社 | 二軸延伸積層ポリプロピレンフィルム及びその用途 |
| JP2007022065A (ja) * | 2005-06-16 | 2007-02-01 | Chisso Corp | 昇華型熱転写受像体 |
| JP2007229988A (ja) | 2006-02-28 | 2007-09-13 | Fujifilm Corp | 感熱転写受像シートおよびその製造方法 |
| JP2012158121A (ja) | 2011-02-01 | 2012-08-23 | Dainippon Printing Co Ltd | 熱転写受像シート |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110497664A (zh) * | 2018-05-18 | 2019-11-26 | 上海恩捷新材料科技股份有限公司 | 一种铝塑复合包装膜及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170043604A1 (en) | 2017-02-16 |
| JP6205262B2 (ja) | 2017-09-27 |
| EP3085548B1 (en) | 2020-09-30 |
| EP3085548A4 (en) | 2017-11-15 |
| EP3085548A1 (en) | 2016-10-26 |
| JP2015116730A (ja) | 2015-06-25 |
| US9776446B2 (en) | 2017-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5447557B2 (ja) | 熱転写シート | |
| JP5641405B2 (ja) | 熱転写シート | |
| EP2762325A1 (en) | Image forming method, and combination of thermal transfer sheet and thermal transfer image receiving sheet | |
| JP6205262B2 (ja) | 熱転写受像シート用表面基材、及び熱転写受像シート | |
| JP6536121B2 (ja) | 熱転写受像シート用支持体および熱転写受像シートならびにそれらの製造方法 | |
| JP4941941B2 (ja) | 二軸延伸積層ポリプロピレンフィルム及びその用途 | |
| JP2012006342A (ja) | 熱転写シート | |
| JP5874188B2 (ja) | 画像形成方法 | |
| JP6627237B2 (ja) | 熱転写受像シート用支持体の製造方法および熱転写受像シートの製造方法 | |
| JP2012158121A (ja) | 熱転写受像シート | |
| JP2014198418A (ja) | 熱転写受像シートの製造方法 | |
| JP2009061733A (ja) | 熱転写受像シート | |
| JP4073852B2 (ja) | 熱転写受像シートおよびその製造方法 | |
| US9290007B2 (en) | Thermal transfer image receiving sheet and image forming method | |
| JP2012152968A (ja) | 耐熱滑性層形成用組成物、およびそれを用いた熱転写シートの製造方法 | |
| JP2009083297A (ja) | 熱転写受像シートの製造方法 | |
| JP2008162155A (ja) | 熱転写受像シートの製造方法 | |
| JP2018118389A (ja) | 熱転写受像シート | |
| JP2006264091A (ja) | 熱転写受像シート | |
| JP4073866B2 (ja) | 熱転写受像シートおよびその製造方法 | |
| JP2009090521A (ja) | 熱転写受像シートの製造方法 | |
| JP2014198427A (ja) | 熱転写インクシートと熱転写受像シートのセットおよびそれを用いた画像形成方法 | |
| JP4073853B2 (ja) | 熱転写受像シートおよびその製造方法 | |
| JP2019166687A (ja) | 熱転写受像シート | |
| JP2014069460A (ja) | 熱転写受像シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14871854 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15105672 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014871854 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014871854 Country of ref document: EP |