JP6536121B2 - 熱転写受像シート用支持体および熱転写受像シートならびにそれらの製造方法 - Google Patents
熱転写受像シート用支持体および熱転写受像シートならびにそれらの製造方法 Download PDFInfo
- Publication number
- JP6536121B2 JP6536121B2 JP2015067335A JP2015067335A JP6536121B2 JP 6536121 B2 JP6536121 B2 JP 6536121B2 JP 2015067335 A JP2015067335 A JP 2015067335A JP 2015067335 A JP2015067335 A JP 2015067335A JP 6536121 B2 JP6536121 B2 JP 6536121B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- polyolefin resin
- thermal transfer
- transfer image
- receiving sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/50—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording
- B41M5/502—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording characterised by structural details, e.g. multilayer materials
- B41M5/508—Supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/41—Base layers supports or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/382—Contact thermal transfer or sublimation processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/50—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording
- B41M5/502—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording characterised by structural details, e.g. multilayer materials
- B41M5/504—Backcoats
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/50—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording
- B41M5/502—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording characterised by structural details, e.g. multilayer materials
- B41M5/506—Intermediate layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/50—Recording sheets characterised by the coating used to improve ink, dye or pigment receptivity, e.g. for ink-jet or thermal dye transfer recording
- B41M5/52—Macromolecular coatings
- B41M5/5254—Macromolecular coatings characterised by the use of polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds, e.g. vinyl polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/02—Dye diffusion thermal transfer printing (D2T2)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/32—Thermal receivers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/34—Both sides of a layer or material are treated, e.g. coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/36—Backcoats; Back layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/38—Intermediate layers; Layers between substrate and imaging layer
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Thermal Transfer Or Thermal Recording In General (AREA)
- Laminated Bodies (AREA)
Description
多孔質フィルムからなる多孔質層と、第1のポリオレフィン樹脂層と、基材層と、第2のポリオレフィン樹脂層と、をこの順に積層してなり、
前記第1のポリオレフィン樹脂層の密度が0.93g/cm3以下であり、
前記第2のポリオレフィン樹脂層の密度が0.93g/cm3を超えることを特徴とする、熱転写受像シート用支持体が提供される。
上記の熱転写受像シート用支持体の多孔質層上に、色材受容層をさらに積層してなる、熱転写受像シートが提供される。
基材層の一方の面上に、押し出しラミネート法により、密度が0.93g/cm3を超える第2のポリオレフィン樹脂を押し出して第2のポリオレフィン樹脂層を形成する工程と、
前記基材層の第2のポリオレフィン樹脂層とは反対側の面上に、押し出しラミネート法により密度が0.93g/cm3以下である第1のポリオレフィン樹脂を押し出して形成した第1のポリオレフィン樹脂層によって、多孔質フィルムからなる多孔質層と前記基材層とを貼合する工程と、
を含んでなる、熱転写受像シート用支持体の製造方法が提供される。
基材層の一方の面上に、押し出しラミネート法により、密度が0.93g/cm3以下である第1のポリオレフィン樹脂を押し出して形成した第1のポリオレフィン樹脂層によって、多孔質フィルムからなる多孔質層と前記基材層とを貼合する工程と、
前記基材層の第1のポリオレフィン樹脂層とは反対側の面上に、押し出しラミネート法により密度が0.93g/cm3を超える第2のポリオレフィン樹脂を押し出して第2のポリオレフィン樹脂層を形成する工程と、
を含んでなる、熱転写受像シート用支持体の製造方法が提供される。
熱転写受像シートの製造方法であって、
上記の熱転写受像シート用支持体の製造方法において、前記多孔質層と前記基材層とを貼合する工程の前に、前記多孔質層上に色材受容層を積層する工程をさらに含んでなる、熱転写受像シートの製造方法が提供される。
本発明による熱転写受像シート用支持体は、多孔質層と、第1のポリオレフィン樹脂層と、基材層と、第2のポリオレフィン樹脂層とをこの順に積層してなるものである。本発明による熱転写受像シート用支持体は、多孔質層上に、プライマー層や色材受容層をさらに積層してもよい。また、多孔質と基材層との間、および多孔質層と第1のポリオレフィン樹脂層との間に、例えばポリウレタンなどを含有する接着剤を用いてドライラミネート法またはウェットラミネート法により作製された接着剤層を有さないことが好ましい。多孔質と基材層の間に、このような接着剤層を有さないことで、印画物表面の地合いを向上させることができる。
本発明による熱転写受像シート用支持体の基材層は、熱転写時には熱が加えられるため、加熱された状態でも、取り扱い上、支障がない程度の機械的強度を有する材料を用いることが好ましい。このような基材層の材料としては、紙基材を用いることが好ましい。紙基材としては、非コート紙を用いることが好ましく、例えば、原紙、写真原紙、上質紙、等が挙げられる。本発明においては、原紙、写真原紙、上質紙等を用いることができる。例えば坪量78g/m2以上400g/m2以下、好ましくは100g/m2以上200g/m2以下の上質紙またはアート紙を使用することができる本発明においては、基材層として非コート紙またはコート紙を用いることができる。
本発明による熱転写受像シート用支持体の第1のポリオレフィン樹脂層は、基材層の一方(色材受容層側)の面上に形成されるものであり、第2のポリオレフィン樹脂層は、基材層の他方(裏面側)の面上に形成されるものである。
本発明による熱転写受像シート用支持体の多孔質層は、多孔質フィルムからなるものである。多孔質フィルムの厚さは、好ましくは10μm以上100μm以下であり、より好ましくは15μm以上80μm以下であり、さらに好ましくは20μm以上50μm以下である。多孔質フィルムは、JISK6922によって測定された密度が0.1g/cm3以上1.5g/cm3以下であることが好ましく、0.3g/cm3以上1.0g/cm3以下であることがより好ましく、0.5g/cm3以上0.8g/cm3以下であることがさらに好ましい。また、多孔質フィルムは、ベースとなる樹脂としてポリオレフィン樹脂、例えばポリプロピレン樹脂またはポリエチレンテレフタレート樹脂を含み、内部に微細空隙を有する多孔質フィルムが好ましい。上記範囲程度の厚さを有し、かつポリプロピレン樹脂を含む多孔質フィルムからなる多孔質層を設けることで、高温度や高湿度の環境条件下で印画した場合に印画物のカール安定性を向上させ、かつ印画物表面の地合いを向上させることができる。
本発明による熱転写受像シートは、上記の熱転写受像シート用支持体の多孔質層上に、色材受容層をさらに積層してなるものである。上記の熱転写受像シート用支持体を用いることで、高温度や高湿度の環境条件下で印画した場合に良好なカール安定性を有し、かつ印画物表面の地合いに優れる熱転写受像シートを得ることができる。
本発明による熱転写受像シートの色材受容層は、熱転写インクシートから移行してくる昇華染料を受容し、形成された画像を維持するためのものである。色材受容層を形成するための樹脂としては、ポリカーボネート系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、アクリル系樹脂、セルロース系樹脂、ポリスルフォン系樹脂、ポリ塩化ビニル樹脂、ポリ酢酸ビニル樹脂、塩化ビニル−酢酸ビニル共重合体樹脂、ポリビニルアセタール樹脂、ポリビニルブチラール樹脂、ポリウレタン系樹脂、ポリスチレン系樹脂、ポリプロピレン系樹脂、ポリエチレン系樹脂、エチレン−酢酸ビニル共重合体樹脂、およびエポキシ樹脂等が挙げられる。
本発明による熱転写受像シートは、色材受容層の表面の少なくとも一部に離型層をさらに有してもよい。離型層は、上記の離型剤を適当な溶媒に溶解あるいは分散させて塗布した後、乾燥させることにより形成することができる。離型層に用いる離型剤としては、特に限定されないが、アミノ変性シリコーンオイルとエポキシ変性シリコーンオイルとの反応硬化物が好ましい。離型剤層の厚さは、好ましくは0.01μm以上5.0μm以下であり、より好ましくは0.05μm以上2.0μm以下である。なお、色材受容層を形成する際にシリコーンオイルを添加して形成すると、塗布後に表面にブリードアウトしたシリコーンオイルを硬化させても離型層を形成することができる。なお、色材受容層の形成に際しては、色材受容層の白色度を向上させて転写画像の鮮明度をさらに高める目的で、酸化チタン、酸化亜鉛、カオリン、クレー、炭酸カルシウム、および微粉末シリカ等の顔料や充填剤を添加することができる。また、フタル酸エステル化合物、セバシン酸エステル化合物、およびリン酸エステル化合物等の可塑剤を添加するのもよい。
本発明による熱転写受像シートのプライマー層は、色材受容層と多孔質層の間に設けられるものであり、色材受容層と多孔質フィルムとの接着性、白色度、クッション性、隠蔽性、帯電防止性、およびカール防止性等の付与を目的とするものである。本発明においては、従来公知のあらゆるプライマー層を設けることができる。プライマー層に用いるバインダー樹脂としてはポリウレタン系樹脂、ポリエステル系樹脂、ポリカーボネート系樹脂、ポリアミド系樹脂、アクリル系樹脂、ポリスチレン系樹脂、ポリスルフォン系樹脂、ポリ塩化ビニル樹脂、ポリ酢酸ビニル樹脂、塩化ビニル−酢酸ビニル共重合体樹脂、ポリビニルアセタール樹脂、ポリビニルブチラール樹脂、ポリビニルアルコール樹脂、エポキシ樹脂、セルロース系樹脂、エチレン−酢酸ビニル共重合体樹脂、ポリエチレン系樹脂、およびポリプロピレン系樹脂等が挙げられ、これらの樹脂のうちの活性水酸基を有するものについてはさらにそれらのイソシアネート硬化物をバインダーとすることもできる。
本発明による熱転写受像シート用支持体は、多孔質層と、第1のポリオレフィン樹脂層と、基材層と、第2のポリオレフィン樹脂層とを公知の方法により積層することで製造することができる。例えば、基材層の一方の面上に、押し出しラミネート法により第2のポリオレフィン樹脂を押し出して第2のポリオレフィン樹脂層を形成し、続いて、基材層の第2のポリオレフィン樹脂層とは反対側の面上に、押し出しラミネート法(サンドラミネート法ともいう)により第1のポリオレフィン樹脂を押し出して形成した第1のポリオレフィン樹脂層によって、多孔質層と基材層とを貼合することで、熱転写受像シート用支持体を得ることができる。また、基材層の一方の面上に、押し出しラミネート法(サンドラミネート法ともいう)により第1のポリオレフィン樹脂を押し出して形成した第1のポリオレフィン樹脂層によって、多孔質層と基材層とを貼合し、続いて、基材層の第1のポリオレフィン樹脂層とは反対側の面上に、押し出しラミネート法により第2のポリオレフィン樹脂を押し出して第2のポリオレフィン樹脂層を形成することで、熱転写受像シート用支持体を得ることもできる。このような、押し出しラミネート法(サンドラミネート法ともいう)を有する方法により積層することで、多孔質層と基材層の間に、ドライラミネーション法で形成されるような接着剤層を形成しなくても、熱転写受像シート用支持体を得ることができる。
本発明による熱転写受像シートは、上記の熱転写受像シート用支持体の多孔質層上に、色材受容層を公知の方法により積層することで製造することができる。また本発明による熱転写受像シートは、上記の熱転写受像シート用支持体の製造方法において、多孔質フィルムからなる多孔質層と基材層とを貼合する前に、多孔質層上に色材受容層を積層することにより製造することもできる。具体的には、基材層の一方の面上に、押し出しラミネート法により第2のポリオレフィン樹脂を押し出して第2のポリオレフィン樹脂層を形成し、続いて、基材層の第2のポリオレフィン樹脂層とは反対側の面上に、押し出しラミネート法(サンドラミネート法ともいう)により形成した第1のポリオレフィン樹脂によって、色材受容層を公知の方法により積層した多孔質層と基材層とを貼合することで、熱転写受像シートを製造することができる。あるいは、色材受容層を公知の方法により積層した多孔質層と基材層とを、基材層の一方の面に、押し出しラミネート法(サンドラミネート法ともいう)により形成した第1のポリオレフィン樹脂層によって貼合して、続いて、基材層の第1ポリオレフィン樹脂層とは反対側の面に押し出しラミネート法により第2のポリオレフィン樹脂を押し出して第2のポリオレフィン樹脂層を形成することで、熱転写受像シートを製造することもできる。
すなわち、熱転写受像シート用支持体への色材受容層の積層は、基材層と多孔質層との貼合の前でも後でも良い。
本発明による熱転写受像シートと共に用いる熱転写インクシートは、基材シートの一方の面に熱転写性色材層が設けられており、基材シートの他方の面に耐熱滑性層が設けられている層構成を有するものがよい。以下、熱転写インクシートを構成する各層について説明する。
本発明に用いられる熱転写インクシートを構成する基材シートの材料は、従来公知のものを使用することができ、また、それ以外のものであっても、ある程度の耐熱性と強度とを有していれば使用することができる。例えば、ポリエチレンテレフタレート、ポリエステル、ポリプロピレン、ポリカーボネート、ポリエチレン、ポリスチレン、ポリビニルアルコール、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリイミド、ナイロン、酢酸セルロース、アイオノマー等の樹脂フィルム、コンデンサー紙、パラフィン紙等の紙類、不織布等が挙げられる。これらを単独で使用してもよいし、これらを任意に組み合わせた積層体を使用してもよい。これらの中でも、薄膜化可能で安価な汎用性プラスチックであるポリエチレンテレフタレートが好ましい。
本発明に用いられる熱転写インクシートは、基材シートの一方の面に熱転写性色材層が設けられている。熱転写インクシートが昇華型熱転写インクシートの場合には、熱転写性色材層として昇華性染料を含有する層を形成し、熱溶融型熱転写インクシートの場合には、着色剤を含む熱溶融組成物からなる熱溶融性のインクを含有する層を形成する。なお、昇華性染料を含有する層領域と、着色剤を含む熱溶融組成物からなる熱溶融性のインクを含有する層領域と、を連続した1枚の基材シート上に面順次に設けてもよい。
本発明に用いられる熱転写インクシートは、熱転写性色材層と同一面側に面順次で保護層を設けてもよい。熱転写受像シートに色材を転写した後、この保護層を転写して画像を被覆することにより、画像を光、ガス、液体、擦過等から保護することができる。保護層として接着層、剥離層、または、下引き層等のその他の層を設けてなるものであってもよい。
耐熱滑性層は、主に耐熱性樹脂からなるものである。耐熱性樹脂としては、特に限定されず、例えば、ポリビニルブチラール樹脂、ポリビニルアセトアセタール樹脂、ポリエステル樹脂、塩化ビニル−酢酸ビニル共重合体樹脂、ポリエーテル樹脂、ポリブタジエン樹脂、スチレン−ブタジエン共重合体樹脂、アクリルポリオール、ポリウレタンアクリレート、ポリエステルアクリレート、ポリエーテルアクリレート、エポキシアクリレート、ウレタンまたはエポキシのプレポリマー、ニトロセルロース樹脂、セルロースナイトレート樹脂、セルロースアセテートプロピオネート樹脂、セルロースアセテートブチレート樹脂、セルロースアセテート−ヒドロジエンフタレート樹脂、酢酸セルロース樹脂、芳香族ポリアミド樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリカーボネート樹脂、および塩素化ポリオレフィン樹脂等が挙げられる。
本発明による熱転写受像シートを用いる画像形成方法においては、熱転写受像シートと、熱拡散性色素を含有する熱転写インクシートとを重ね合わせて、記録信号に応じて加熱することにより、該熱転写インクシートが含有する熱拡散性色素を、該熱転写受像シートに転写することにより画像形成することできる。本発明においては、高速印画により画像を形成することもできる。ここで、高速印画とは、0.5msec/line以上3.0msec/line以下である。
[実施例1]
多孔質層を形成する多孔質フィルムとして、多孔質ポリプロピレンフィルム(厚さ38μm、密度0.7g/cm3)を用意した。また、基材層として、紙基材であるホワイト原紙(非コート紙、厚さ150μm、(三菱製紙)(株)製)を用意した。ホワイト原紙の面上に、高密度ポリエチレン樹脂(密度0.956g/cm3)と低密度ポリエチレン樹脂(密度0.919g/cm3)の混合樹脂(混合比8:2、密度0.949g/cm3)を押し出しラミネート法により押し出して、第2のポリオレフィン樹脂層(厚さ30μm)を形成した。続いて、基材層の第2のポリオレフィン樹脂層と反対側の面上に、上記の低密度ポリエチレン樹脂を押し出しながら、上記の多孔質ポリプロピレンフィルムとホワイト原紙とを貼合して、多孔質層と基材層の間に、該低密度ポリエチレン樹脂からなる第1のポリオレフィン樹脂層(厚さ15μm)を形成して、熱転写受像シート用支持体を得た。
続いて、該多孔質ポリプロピレンフィルムの上に、下記組成のプライマー層用塗工液を乾燥後2g/m2となるようにグラビアコーターで塗工し、110℃で1分乾燥した後、その上に下記組成の色材受容層用塗工液を乾燥後4g/m2となるようにグラビアコーターで塗工し、110℃で1分乾燥させて、プライマー層および色材受容層を形成して、熱転写受像シートを得た。
・ポリエステル樹脂(日本合成化学(株)製、商品名:WR−905) 13.1質量部
・酸化チタン(トーケムプロダクツ(株)製、商品名:TCA−888)26.2質量部
・蛍光増白剤(ベンゾイミダゾール誘導体、チバ・スペシャルティ・ケミカルズ(株)製、商品名:ユビテックスBAC) 0.39質量部
・水/イソプロピルアルコール〔IPA〕(質量比2/1) 60質量部
・塩化ビニル−酢酸ビニル共重合体(日信化学工業(株)製、商品名:ソルバインC)
60質量部
・エポキシ変性シリコーン(信越化学工業(株)製、商品名:X−22−3000T)
1.2質量部
・メチルスチル変性シリコーン(信越化学工業(株)製、商品名:24−510)
0.6質量部
・メチルエチルケトン/トルエン(質量比1/1) 5質量部
第2のポリオレフィン樹脂層に用いる樹脂を、上記の高密度ポリエチレン樹脂と上記の低密度ポリエチレン樹脂の混合樹脂(混合比3:2、密度0.941g/cm3)に変更した以外は、実施例1と同様にして、熱転写受像シート用支持体を製造した。続いて、実施例1と同様にして熱転写受像シートを製造した。
第1のポリオレフィン樹脂層の厚さを20μmに変更した以外は、実施例1と同様にして、熱転写受像シート用支持体を製造した。続いて、実施例1と同様にして熱転写受像シートを製造した。
第2のポリオレフィン樹脂層の厚さを15μmに変更した以外は、実施例1と同様にして、熱転写受像シート用支持体を製造した。続いて、実施例1と同様にして熱転写受像シートを製造した。
第1のポリオレフィン樹脂層の厚さを10μmに変更した以外は、実施例1と同様にして、熱転写受像シート用支持体を製造した。続いて、実施例1と同様にして熱転写受像シートを製造した。
第1のポリオレフィン樹脂層の厚さを7μmに変更し、第2のポリオレフィン樹脂層の厚さを35μmに変更した以外は、実施例1と同様にして、熱転写受像シート用支持体を製造した。続いて、実施例1と同様にして熱転写受像シートを製造した。
多孔質層を形成する多孔質フィルムとして、多孔質ポリプロピレンフィルム(厚さ38μm、密度0.7g/cm3)を用意した。該多孔質ポリプロピレンフィルムの上に、実施例1と同様にして、プライマー層および色材受容層を形成した。また、基材層として、紙基材であるコート紙(厚さ152μm、(株)大王製紙製)を用意した。コート紙の面上に、実施例1と同様にして、第2のポリオレフィン樹脂層(厚さ30μm)を形成した。続いて、基材層の第2のポリオレフィン樹脂層と反対側の面上に、低密度ポリエチレン樹脂(密度0.919g/cm3)を押し出しながら、上記の多孔質ポリプロピレンフィルムの色材受容層と反対側の面と、コート紙とを貼合して、多孔質層と基材層の間に、該低密度ポリエチレン樹脂からなる第1のポリオレフィン樹脂層(厚さ15μm)を形成して、熱転写受像シートを製造した。
第2のポリオレフィン樹脂層および第1のポリオレフィン樹脂層を形成する前に、それぞれの樹脂層を形成する基材層の面にコロナ処理を施した以外は実施例1と同様にして、熱転写受像シート用支持体を製造した。続いて、実施例1と同様にして熱転写受像シートを製造した。
多孔質層を形成する多孔質フィルムとして、多孔質ポリプロピレンフィルム(厚さ38μm、密度0.7g/cm3)を用意した。また、基材層として、紙基材であるホワイト原紙(非コート紙、厚さ150μm、(三菱製紙)(株)製)を用意した。ホワイト原紙の面上に、低密度ポリエチレン樹脂(密度0.919g/cm3)を押し出しながら、上記の多孔質ポリプロピレンフィルムとホワイト原紙とを貼合して、多孔質層と基材層の間に、該低密度ポリエチレン樹脂からなる第1のポリオレフィン樹脂層(厚さ15μm)を形成した。続いて、基材層の第1のポリオレフィン樹脂層と反対側の面上に、高密度ポリエチレン樹脂(密度0.956g/cm3)と低密度ポリエチレン樹脂(密度0.919g/cm3)の混合樹脂(混合比8:2、密度0.949g/cm3)を押し出しラミネート法により押し出して、第2のポリオレフィン樹脂層(厚さ30μm)を形成して、熱転写受像シート用支持体を得た。続いて、実施例1と同様にして熱転写受像シートを製造した。
基材層として、紙基材であるホワイト原紙(非コート紙、厚さ150μm、(三菱製紙)(株)製)を用意した以外は、実施例7と同様にして、熱転写受像シートを製造した。
下記組成の接着剤を使用して、該多孔質ポリプロピレンフィルムとホワイト原紙とを貼合して、第1のポリオレフィン樹脂層を形成しなかった以外は、実施例1と同様にして、熱転写受像シート用支持体を製造した。続いて、実施例1と同様にして熱転写受像シートを製造した。
・水酸基含有のオリゴマー(三井化学ポリウレタン(株)製、商品名:タケラックA−969V) 45質量部
・イソシアネート基を有するウレタンオリゴマー(三井化学ポリウレタン(株)製、商品名:タケネートA−51) 15質量部
・酢酸エチル 40質量部
第1のポリオレフィン樹脂層に用いる樹脂を、上記の高密度ポリエチレン樹脂と低密度ポリエチレン樹脂の混合樹脂(混合比8:2、密度0.949g/cm3)に変更した以外は、実施例1と同様にして、熱転写受像シート用支持体を製造した。続いて、実施例1と同様にして熱転写受像シートを製造した。
第2のポリオレフィン樹脂層に用いる樹脂を、上記の低密度ポリエチレン樹脂に変更した以外は、実施例1と同様にして、熱転写受像シート用支持体を製造した。続いて、実施例1と同様にして熱転写受像シートを製造した。
第1のポリオレフィン樹脂層に用いる樹脂を、上記の高密度ポリエチレン樹脂と上記の低密度ポリエチレン樹脂の混合樹脂(混合比8:2、密度0.949g/cm3)に変更し、かつ、第2のポリオレフィン樹脂層に用いる樹脂を、上記の低密度ポリエチレン樹脂(密度0.919g/cm3)に変更した以外は、実施例1と同様にして、熱転写受像シート用支持体を製造した。続いて、実施例1と同様にして熱転写受像シートを製造した。

基材シートとして厚さ4.5μmの易接着処理済みポリエチレンテレフタレートフィルムを用い、この上に、下記組成の耐熱滑性層用塗布液を乾燥時0.8g/m2になるように塗布し、耐熱滑性層を形成した。
・ポリビニルアセタール(積水化学工業(株)、商品名:エスレックKS−1)
60.6質量部
・ポリイソシアネート(大日本インキ化学工業(株)、商品名:バーノックD750)
8.4質量部
・シリコーン樹脂微粒子(モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社、商品名:トスパール240、平均粒子径:4μm、多角形状) 1質量部
・ステアリルリン酸亜鉛(LBT−1830精製、堺化学工業(株)製) 10質量部
・ステアリン酸亜鉛(SZ−PF 堺化学工業(株)製) 10質量部
・ポリエチレンワックス(ポリワックス3000、東洋ペトロライト(株)製)3質量部
・エトキシ化アルコール変性ワックス(東洋アドレ(株)製、商品名:ユニトックス750) 7質量部
・メチルエチルケトン 200質量部
・トルエン 100質量部
・ポリビニルピロリドン樹脂(ISP社製、商品名:K−90) 3質量部
・アルミナゾル(平均1次粒子径10×100nm、固形分10%、日産化学工業(株)製、商品名:アルミナゾル200) 30質量部
・水 50質量部
・IPA(イソプロピルアルコール) 17質量部
・分散染料(ディスパースイエロー201) 2.5質量部
・分散染料(下記化学式で示されるイエロー染料) 2.5質量部
4.5質量部
・ポリエチレンワックス 0.1質量部
・メチルエチルケトン 45.0質量部
・トルエン 45.0質量部
・下記化学式に示される染料 2.0質量部
4.5質量部
・アルキル変性シリコーンオイル (KF−412、信越シリコーン(株)製)
0.1質量部
・ポリエチレンワックス 0.1質量部
・メチルエチルケトン 45.0質量部
・トルエン 45.0質量部
・下記化学式に示される染料 2.0質量部
4.5質量部
・アルキル変性シリコーンオイル (KF−412、信越シリコーン(株)製)
0.1質量部
・ポリエチレンワックス 0.1質量部
・メチルエチルケトン 45.0質量部
・トルエン 45.0質量部
・アクリル樹脂(三菱レイヨン(株)製、商品名:ダイヤナールBR−83)
69.6質量部
・反応性紫外線吸収剤を反応結合したアクリル共重合体(BASFジャパン製、商品名:UVA635L) 17.4質量部
・シリカ(富士シリシア(株)製、商品名:サイリシア310) 25質量部
・メチルエチルケトン 100質量部
・トルエン 100質量部
上記の実施例および比較例で製造した熱転写受像シートについて、(1)カールの安定性および(2)地合いの評価を行った。
上記の実施例および比較例で製造した熱転写受像シートと、上記で製造した熱転写インクシートと、昇華型熱転写プリンター(ALTECH ADS(株)製、型式:MEGAPIXELIII)とを用いて、40℃90%の環境条件下で黒ベタパターンを印画して、印画物を得た。印画物の印画面を上にした状態で平面に静置し、凹カールの場合には、4隅のカール部の平面からの垂直方向の距離を、また凸カールの場合には、カール部の凸部の平面からの距離をそれぞれ測定し、最大値を以下の範囲で4段階評価した。なお、印画面を上にして凸カールとなる場合を「+」、凹カールとなる場合を「−」とした。
(評価基準)
◎:−2mm以上+2mm以下
○:−4mm以上−2mm未満または、+2mmよりも大きく+4mm以下
△:−5mm以上−4mm未満または、+4mmよりも大きく+5mm以下
×:−6mm未満または+6mmよりも大きい
上記の実施例および比較例で製造した熱転写受像シートと、上記で製造した熱転写インクシートと、昇華型熱転写プリンター(ALTECH ADS(株)製、型式:MEGAPIXELIII)とを用いて、階調値50/255のグレー色相となる画像(ハイライト画像)を印画して、下記の評価基準にて、目視観察による地合いの評価を行なった。
(評価基準)
○:グレーのハイライト画像部が均一であり、表面状態で、下地の紙芯材の繊維が分散しているのが観察されず、フルカラーの銀塩写真を再現する印画紙と同等の平滑性、質感、風合いを有するものであった。
△:グレーのハイライト画像部の表面状態で、下地の非コート紙基材の表面の地合いが部分的に観察されて、地合いが気になるものであり、フルカラーの銀塩写真を再現する印画紙と比べ、平滑性、質感、風合いに欠け、満足できるものではなかった。(○と×の評価の中間的な結果であるが、満足できるものではない。)
×:グレーのハイライト画像部の表面状態で、下地の紙芯材の繊維が分散しているのが観察されて、地合いがかなり気になるものであり、フルカラーの銀塩写真を再現する印画紙と比べ、平滑性、質感、風合いに欠けるものであった。
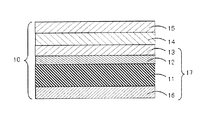
11 基材層
12 第1のポリオレフィン樹脂層
13 多孔質層
14 プライマー層
15 色材受容層
16 第2のポリオレフィン樹脂層
17 熱転写受像シート用支持体
Claims (10)
- 少なくとも、多孔質延伸フィルムからなる多孔質層と、第1のポリオレフィン樹脂層と、基材層と、第2のポリオレフィン樹脂層と、がこの順で積層された、前記多孔質層側に色材受容層を設けるための熱転写受像シート用支持体であって、
前記第1のポリオレフィン樹脂層の密度が0.93g/cm3以下であり、前記第1のポリオレフィン樹脂層の厚さが7μm以上20μm以下であり、
前記第2のポリオレフィン樹脂層の密度が0.93g/cm3を超え、前記第1のポリオレフィン樹脂層の厚さに対する前記第2のポリオレフィン樹脂層の厚さが、1.2倍以上5倍以下であることを特徴とする、熱転写受像シート用支持体。 - 前記第1のポリオレフィン樹脂層の厚さに対する前記第2のポリオレフィン樹脂層の厚さが、1.5倍以上2.5倍以下である、請求項1に記載の熱転写受像シート用支持体。
- 前記多孔質延伸フィルムが、多孔質ポリオレフィンフィルムまたは多孔質ポリエチレンテレフタレートフィルムである、請求項1または2に記載の熱転写受像シート用支持体。
- 前記第2のポリオレフィン樹脂層の密度が0.94g/cm 3 以上0.96g/cm 3 以下である、請求項1〜3のいずれか一項に記載の熱転写受像シート用支持体。
- 前記第1のポリオレフィン樹脂層が、ポリエチレン樹脂を主成分として含有する、請求項1〜4のいずれか一項に記載の熱転写受像シート用支持体。
- 前記第2のポリオレフィン樹脂層が、ポリエチレン樹脂を主成分として含有する、請求項1〜5のいずれか一項に記載の熱転写受像シート用支持体。
- 請求項1〜6のいずれか一項に記載の熱転写受像シート用支持体の多孔質層上に、色材受容層をさらに積層してなる、熱転写受像シート。
- 少なくとも、多孔質延伸フィルムからなる多孔質層と、第1のポリオレフィン樹脂層と、基材層と、第2のポリオレフィン樹脂層と、がこの順で積層された、前記多孔質層側に色材受容層を設けるための熱転写受像シート用支持体の製造方法であって、
基材層の一方の面上に、押し出しラミネート法により、密度が0.93g/cm3を超える第2のポリオレフィン樹脂を押し出して第2のポリオレフィン樹脂層を形成する工程と、
前記基材層の第2のポリオレフィン樹脂層とは反対側の面上に、押し出しラミネート法により密度が0.93g/cm3以下である第1のポリオレフィン樹脂を押し出して形成した第1のポリオレフィン樹脂層によって、多孔質延伸フィルムからなる多孔質層と前記基材層とを貼合する工程と、
を含んでなり、
前記第1のポリオレフィン樹脂層の厚さが7μm以上20μm以下であり、前記第1のポリオレフィン樹脂層の厚さに対する前記第2のポリオレフィン樹脂層の厚さが、1.2倍以上5倍以下である、熱転写受像シート用支持体の製造方法。 - 少なくとも、多孔質延伸フィルムからなる多孔質層と、第1のポリオレフィン樹脂層と、基材層と、第2のポリオレフィン樹脂層と、がこの順で積層された、前記多孔質層側に色材受容層を設けるための熱転写受像シート用支持体の製造方法であって、
基材層の一方の面上に、押し出しラミネート法により、密度が0.93g/cm3以下である第1のポリオレフィン樹脂を押し出して形成した第1のポリオレフィン樹脂層によって、多孔質延伸フィルムからなる多孔質層と前記基材層とを貼合する工程と、
前記基材層の第1のポリオレフィン樹脂層とは反対側の面上に、押し出しラミネート法により密度が0.93g/cm3を超える第2のポリオレフィン樹脂を押し出して第2のポリオレフィン樹脂層を形成する工程と、
を含んでなり、
前記第1のポリオレフィン樹脂層の厚さが7μm以上20μm以下であり、前記第1のポリオレフィン樹脂層の厚さに対する前記第2のポリオレフィン樹脂層の厚さが、1.2倍以上5倍以下である、熱転写受像シート用支持体の製造方法。 - 熱転写受像シートの製造方法であって、
請求項8または9に記載の熱転写受像シート用支持体の製造方法において、前記多孔質層と前記基材層とを貼合する工程の前に、前記多孔質層上に色材受容層を積層する工程をさらに含んでなる、熱転写受像シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015067335A JP6536121B2 (ja) | 2014-03-27 | 2015-03-27 | 熱転写受像シート用支持体および熱転写受像シートならびにそれらの製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014066655 | 2014-03-27 | ||
| JP2014066655 | 2014-03-27 | ||
| JP2015067335A JP6536121B2 (ja) | 2014-03-27 | 2015-03-27 | 熱転写受像シート用支持体および熱転写受像シートならびにそれらの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015193251A JP2015193251A (ja) | 2015-11-05 |
| JP6536121B2 true JP6536121B2 (ja) | 2019-07-03 |
Family
ID=54195792
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015067335A Active JP6536121B2 (ja) | 2014-03-27 | 2015-03-27 | 熱転写受像シート用支持体および熱転写受像シートならびにそれらの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9889694B2 (ja) |
| JP (1) | JP6536121B2 (ja) |
| DE (1) | DE112015001469B4 (ja) |
| WO (1) | WO2015147288A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9889694B2 (en) * | 2014-03-27 | 2018-02-13 | Dai Nippon Printing Co., Ltd. | Support for thermal transfer image-receiving sheet, thermal transfer image-receiving sheet, and producing method therefor |
| JP6828260B2 (ja) * | 2016-03-30 | 2021-02-10 | 凸版印刷株式会社 | 熱転写受像シート |
| JP2017185735A (ja) * | 2016-04-07 | 2017-10-12 | 凸版印刷株式会社 | 熱転写受像シート |
| EP3581394B1 (en) * | 2017-02-16 | 2023-01-04 | Dai Nippon Printing Co., Ltd. | Releasing member-integrated transfer sheet, and method for manufacturing said transfer sheet |
| JP6846022B2 (ja) * | 2018-03-22 | 2021-03-24 | 大日本印刷株式会社 | 熱転写受像シート |
| US20220032674A1 (en) * | 2018-09-28 | 2022-02-03 | Dai Nippon Printing Co., Ltd. | Thermal transfer sheet and print |
| JP2022015548A (ja) * | 2020-07-09 | 2022-01-21 | 凸版印刷株式会社 | 熱転写受像シート |
| EP4039486A1 (de) | 2021-02-04 | 2022-08-10 | Schoeller Technocell GmbH & Co. KG | Aufzeichnungsmaterial für den thermosublimationsdruck mit verbesserten transporteigenschaften |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0811444A (ja) * | 1994-07-01 | 1996-01-16 | Dainippon Printing Co Ltd | 熱転写受像シート |
| JPH0834169A (ja) | 1994-07-25 | 1996-02-06 | Mitsubishi Paper Mills Ltd | 感熱転写用受像シート |
| JP3701399B2 (ja) | 1996-07-15 | 2005-09-28 | 大日本印刷株式会社 | 熱転写受像シート |
| JP2004262075A (ja) * | 2003-02-28 | 2004-09-24 | Oji Paper Co Ltd | 熱転写受容シート |
| JP2004330442A (ja) * | 2003-04-30 | 2004-11-25 | Dainippon Printing Co Ltd | 熱転写受像シート及びその製造方法 |
| JP2007098926A (ja) * | 2005-09-30 | 2007-04-19 | Dainippon Printing Co Ltd | 熱転写受像シート及びその製造方法 |
| JP2008296485A (ja) | 2007-06-01 | 2008-12-11 | Oji Paper Co Ltd | 熱転写受容シート |
| JP2009061733A (ja) | 2007-09-07 | 2009-03-26 | Dainippon Printing Co Ltd | 熱転写受像シート |
| US9889694B2 (en) * | 2014-03-27 | 2018-02-13 | Dai Nippon Printing Co., Ltd. | Support for thermal transfer image-receiving sheet, thermal transfer image-receiving sheet, and producing method therefor |
-
2015
- 2015-03-27 US US15/129,475 patent/US9889694B2/en active Active
- 2015-03-27 DE DE112015001469.1T patent/DE112015001469B4/de active Active
- 2015-03-27 JP JP2015067335A patent/JP6536121B2/ja active Active
- 2015-03-27 WO PCT/JP2015/059713 patent/WO2015147288A1/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015147288A1 (ja) | 2015-10-01 |
| DE112015001469B4 (de) | 2023-06-29 |
| JP2015193251A (ja) | 2015-11-05 |
| US9889694B2 (en) | 2018-02-13 |
| US20170100953A1 (en) | 2017-04-13 |
| DE112015001469T5 (de) | 2016-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6536121B2 (ja) | 熱転写受像シート用支持体および熱転写受像シートならびにそれらの製造方法 | |
| EP2679394A1 (en) | Thermal transfer sheet | |
| JP6075491B2 (ja) | 熱転写シート、熱転写受像シート、印画物の形成方法、及び印画物 | |
| JP6627237B2 (ja) | 熱転写受像シート用支持体の製造方法および熱転写受像シートの製造方法 | |
| JP2012006342A (ja) | 熱転写シート | |
| JP2019064108A (ja) | 熱転写シート及びこれを用いた印画物の製造方法 | |
| JP2012158121A (ja) | 熱転写受像シート | |
| JP6706430B2 (ja) | シール型熱転写受像シートおよび印画物の製造方法 | |
| JP6384519B2 (ja) | 熱転写シート | |
| JP2014198418A (ja) | 熱転写受像シートの製造方法 | |
| JP6828848B2 (ja) | 熱転写シート、中間転写媒体と熱転写シートの組合せ、及び印画物の製造方法 | |
| JP2012152968A (ja) | 耐熱滑性層形成用組成物、およびそれを用いた熱転写シートの製造方法 | |
| JP5839254B2 (ja) | 熱転写シート | |
| WO2014129269A1 (ja) | 熱転写受像シート及び画像形成方法 | |
| EP3351394B1 (en) | Method for forming image and protective layer and apparatus therefor | |
| JP2018171840A (ja) | 熱転写受像シート、熱転写シート、受容層用塗工液、熱転写受像シートの形成方法、及び印画物の形成方法 | |
| JP6714896B2 (ja) | 印画物の製造方法 | |
| JP2017056663A (ja) | 熱転写受像シート | |
| JP2016210155A (ja) | 熱転写受像シートおよびその製造方法 | |
| JP2019177665A (ja) | 熱転写受像シート、熱転写受像シートの製造に用いる熱転写シート | |
| JP5757400B2 (ja) | 昇華転写用熱転写受像シート | |
| JP2022105074A (ja) | 熱転写受像シートの製造に用いる熱転写シート | |
| JP2019166687A (ja) | 熱転写受像シート | |
| JP2019177666A (ja) | 熱転写受像シート、熱転写受像シートの製造に用いる熱転写シート | |
| JP2007261001A (ja) | 熱転写シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190128 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190520 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6536121 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |