WO2015102050A1 - 鋼材およびその製造方法 - Google Patents
鋼材およびその製造方法 Download PDFInfo
- Publication number
- WO2015102050A1 WO2015102050A1 PCT/JP2014/050022 JP2014050022W WO2015102050A1 WO 2015102050 A1 WO2015102050 A1 WO 2015102050A1 JP 2014050022 W JP2014050022 W JP 2014050022W WO 2015102050 A1 WO2015102050 A1 WO 2015102050A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel material
- less
- austenite
- mass
- chemical composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to an ultra-high-strength steel material suitable for applications where ductility is indispensable, such as steel materials for automobiles, steel materials for oil well pipes and steel materials for building structures, and a method for producing the same.
- the present invention relates to an ultra-high-strength steel material having a tensile strength of 900 MPa or more and having excellent ductility and impact characteristics, and a method for producing the same.
- the tensile strength of the steel material is 900 MPa or more and the tensile strength (TS) and total elongation (EL ) Product (TS ⁇ EL) must be 24000 MPa ⁇ % or more.
- TS tensile strength
- EL total elongation
- TS ⁇ EL total elongation
- the ductility is remarkably lowered as the tensile strength is increased, there has been no ultrahigh strength steel material that satisfies the above characteristics and can be industrially mass-produced.
- many researches and developments have been made, and a structure control method for realizing the research has been proposed.
- Patent Document 1 describes a steel material containing 1.2% to 1.6% Si (in this specification, all percentages relating to the chemical composition of the steel are mass%) and about 2% Mn.
- the tensile strength of 80 kg / mm 2 (784 MPa) or more and excellent ductility are achieved. It is disclosed that a steel material having the following can be obtained.
- Patent Document 2 a steel material containing 0.17% or more of C, 1.0 to 2.0% in total of Si and Al, and about 2% of Mn is heated to a single phase temperature range of austenite, By rapidly cooling to a temperature range of from °C to 300 °C, reheating, and controlling the metal structure so that both martensite and austenite are contained in the steel material, a tensile strength of 980 MPa or more and excellent ductility The steel material which has this is disclosed.
- Patent Document 3 a steel material containing 0.10% C, 0.1% Si, and 5% Mn is heat-treated at A 1 point or less, so that the product of tensile strength and elongation is extremely high. It discloses that a steel material can be obtained.
- Japanese Unexamined Patent Publication No. 2004-269920 Japanese Unexamined Patent Publication No. 2010-90475 Japanese Unexamined Patent Publication No. 2003-138345
- Patent Document 1 cannot increase the tensile strength of steel material to 900 MPa or more. This is because the technique disclosed in Patent Document 1 promotes the formation of ferrite during heating and cooling to 600 ° C. in order to increase the stability of austenite contained in the steel material. When ferrite is generated, the tensile strength of the steel material is significantly reduced. Therefore, the technique disclosed in Patent Document 1 cannot be applied to a steel material that requires a tensile strength of 900 MPa or more.
- the technique disclosed in Patent Document 2 lacks material stability with respect to the manufacturing method, the safety of the structure to which the obtained steel material is applied is not ensured. That is, in the technique disclosed in Patent Document 2, the tensile strength is controlled by the heat treatment conditions after the rapid cooling, specifically, the cooling rate, the cooling stop temperature (temperature at which cooling is stopped), and the reheating conditions. However, as in Patent Document 2, when the cooling rate is 8 ° C./second or more and the heated steel material is cooled to a temperature range of 50 ° C. to 300 ° C., the temperature distribution of the steel material is very uneven due to transformation heat generation or the like. become.
- the technique disclosed in Patent Document 2 has an unavoidable problem that it is extremely difficult to control the cooling rate and the cooling stop temperature. If the temperature distribution at the time of cooling is not uniform, the strength distribution of the steel material becomes extremely non-uniform, and the safety of the structure to which this steel material is applied cannot be ensured due to the early breakage of the fragile low strength portion. Therefore, the technique disclosed in Patent Document 2 lacks material stability and cannot be applied to steel materials that require safety.
- the product (steel material) obtained by the technique disclosed in Patent Literature 3 lacks impact characteristics, the safety of a structure to which this steel material is applied is not ensured. That is, in the technique disclosed in Patent Document 3, a large amount of austenite is generated during heating in a temperature range of A 1 point or less by utilizing Mn segregation. On the other hand, since a large amount of coarse cementite is precipitated by heating at A 1 point or less, local stress concentration tends to occur during deformation. Due to this stress concentration, the austenite contained in the steel material undergoes martensitic transformation in the early stage of impact deformation and generates voids in the vicinity thereof. As a result, the impact characteristics of the steel material are degraded. Therefore, since the steel material obtained by the technique disclosed in Patent Document 3 lacks impact characteristics, it cannot be used as a steel material that requires safety.
- An object of the present invention is to solve the above-described problems and to provide an ultra-high strength steel material having excellent ductility and impact properties while having a tensile strength of 900 MPa or more and a method for producing the same.
- excellent ductility means that the product of the tensile strength and the total elongation is 24000 MPa ⁇ % or more.
- excellent impact characteristics means that the impact value of the Charpy test at 0 ° C. is 20 J / cm 2 or more.
- the manufacturing method applies the optimum heat treatment conditions for the material steel material having the chemical composition, and further, the material steel material used for the heat treatment It turned out that it is important to make the structure into a fine martensite single phase.
- an ultra-high strength steel material having excellent ductility and impact properties while having a tensile strength of 900 MPa or more, which could not be produced by conventional techniques, is obtained.
- the new knowledge that it can manufacture stably was acquired.
- This invention is made
- the steel material according to one embodiment of the present invention has a chemical composition of mass%, C: 0.050% to 0.40%, Si: 0.50% to 3.0%, Mn: 3 0.0% to 8.0%, sol.Al: 0.001% to 3.0%, P: 0.05% or less, S: 0.01% or less, N: 0.01% or less, Ti: 0 % To 1.0%, Nb: 0% to 1.0%, V: 0% to 1.0%, Cr: 0% to 1.0%, Mo: 0% to 1.0%, Cu: 0 % To 1.0%, Ni: 0% to 1.0%, Ca: 0% to 0.01%, Mg: 0% to 0.01%, REM: 0% to 0.01%, Zr: 0 % To 0.01%, B: 0% to 0.01%, and Bi: 0% to 0.01%, the balance being Fe and impurities; the microstructure is 10% to 40% austenite by volume% Contained; average C in said austenite Concentration is 0.30% to 0.60% by mass%
- the chemical composition is, in mass%, Ti: 0.003% to 1.0%, Nb: 0.003% to 1.0%, V: 0.00. 003% to 1.0%, Cr: 0.01% to 1.0%, Mo: 0.01% to 1.0%, Cu: 0.01% to 1.0%, and Ni: 0.01%
- Ti 0.003% to 1.0%
- Nb 0.003% to 1.0%
- V 0.00. 003% to 1.0%
- Cr 0.01% to 1.0%
- Mo 0.01% to 1.0%
- Cu 0.01% to 1.0%
- Ni 0.01%
- One or more selected from the group consisting of ⁇ 1.0% may be contained.
- the chemical composition is, in mass%, Ca: 0.0003% to 0.01%, Mg: 0.0003% to 0.01%, Contains one or more selected from the group consisting of REM: 0.0003% to 0.01%, Zr: 0.0003% to 0.01%, and B: 0.0003% to 0.01% May be.
- the chemical composition may contain Bi: 0.0003% to 0.01% by mass.
- the chemical composition may contain Mn: 4.0% to 8.0% by mass%.
- a method for producing a steel material according to an aspect of the present invention includes a chemical composition according to any one of (1) to (5), wherein the prior austenite has an average particle size of 20 ⁇ m or less and martensite.
- the present invention it is possible to produce an ultra-high strength steel material that is excellent in ductility and impact properties despite its high strength of 900 MPa or higher.
- the ultra-high-strength steel material according to the present invention can be widely used in industry, particularly in the automobile field and energy field, and further in the building field.
- the tensile strength of the steel material is desirably 1800 MPa or less.
- C 0.050% to 0.40%
- C is an element that promotes the generation of austenite and contributes to an increase in strength and an improvement in ductility.
- the lower limit of the C content is 0.050%. If the C content is 0.080% or more while controlling other elements in an appropriate range, the tensile strength becomes 1000 MPa or more. Therefore, the C content is preferably 0.080% or more. However, when the C content exceeds 0.40%, the impact characteristics deteriorate. For this reason, the upper limit of the C content is set to 0.40%. The upper limit with preferable C content is 0.25%.
- Si 0.50% to 3.0%
- Si is an element that promotes the generation of austenite and contributes to the improvement of ductility.
- the lower limit of the Si content is 0.50%.
- the Si content is 1.0% or more, the weldability is improved. Therefore, it is preferable that the lower limit of the Si content is 1.0%.
- the Si content exceeds 3.0%, the impact characteristics deteriorate. For this reason, the upper limit of Si content is made 3.0%.
- Mn 3.0% to 8.0%
- Mn is an element that promotes the formation of austenite and contributes to an increase in strength and an improvement in ductility.
- Mn content 3.0% or more, the structure non-uniformity due to Mn microsegregation is reduced, and austenite is uniformly dispersed.
- the tensile strength of the steel material can be 900 MPa or more, and the product of the tensile strength and the total elongation of the steel material can be 24000 MPa ⁇ % or more. Therefore, the lower limit of the Mn content is 3.0%.
- the lower limit of the Mn content is preferably 4.0%.
- the upper limit of the Mn content is set to 8.0%. The upper limit with preferable Mn content is 6.5%.
- P 0.05% or less
- P is an element contained as an impurity. However, since it is also an element contributing to the strength increase, it may be positively included. However, if the P content exceeds 0.05%, casting becomes extremely difficult. For this reason, the upper limit of the P content is 0.05%.
- the upper limit with preferable P content is 0.02%. Since the lower one is preferable, the lower limit of the P content is 0%. However, from the viewpoint of manufacturing cost and the like, the lower limit of the P content may be 0.003%.
- S 0.01% or less S is an element which is contained as an impurity and significantly deteriorates the impact characteristics of the steel material. For this reason, the upper limit of the S content is set to 0.01%.
- the upper limit with preferable S content is 0.005%.
- a more preferable upper limit is 0.0015%.
- the lower limit of the S content is 0%.
- the lower limit of the S content may be 0.0003%.
- sol. Al 0.001% to 3.0%
- Al is an element having a function of deoxidizing steel.
- the lower limit of the Al content is 0.001%.
- a preferable lower limit of the Al content is 0.010%.
- the upper limit of the Al content is 3.0%.
- sol. A preferable upper limit of the Al content is 1.2%. Note that sol. Al content has shown content of acid-soluble Al in steel materials.
- N 0.01% or less N is an element which is contained as an impurity and significantly deteriorates the aging resistance of the steel material. For this reason, the upper limit of N content is made 0.01%. A preferable upper limit of the N content is 0.006%, and a more preferable upper limit is 0.003%. Since the lower N content is preferable, the lower limit of the N content is 0%. However, from the viewpoint of manufacturing cost and the like, the lower limit of the N content may be 0.001%.
- Ni One or more elements selected from the group consisting of 1.0% or less. These elements are effective elements for ensuring the strength of the steel material stably. Therefore, you may contain 1 type, or 2 or more types of these elements. However, if the content of any element exceeds 1.0%, it becomes difficult to perform hot working of the steel material. For this reason, the content of each element in the case of inclusion is as described above. These elements are not necessarily contained. Therefore, there is no need to particularly limit the lower limit of the content, and the lower limit thereof is 0%.
- Ti 0.003% or more
- Nb 0.003% or more
- V 0.003% or more
- Cr 0.01% or more
- Mo 0 It is preferable to satisfy at least one of 0.01% or more, Cu: 0.01% or more, and Ni: 0.01% or more.
- These elements are elements that have the effect of increasing the low temperature toughness. Therefore, you may contain 1 type, or 2 or more types of these elements. However, if any element exceeds 0.01%, the surface properties of the steel material deteriorate. For this reason, the content of each element in the case of inclusion is as described above. These elements are not necessarily contained. Therefore, there is no need to particularly limit the lower limit of the content, and the lower limit thereof is 0%.
- the content of at least one of these elements is preferably 0.0003% or more.
- REM refers to a total of 17 elements of Sc, Y and lanthanoid, and the content of REM means the total content of these elements.
- a lanthanoid it is industrially added in the form of misch metal.
- Bi 0.01% or less Bi is an element that reduces segregation of Mn and relaxes anisotropy of mechanical properties. Therefore, Bi may be included to obtain this effect. However, if the Bi content exceeds 0.01%, it becomes difficult to perform hot working of the steel material. For this reason, the upper limit of Bi content in the case of making it contain shall be 0.01%. Bi is not necessarily contained. Therefore, there is no need to particularly limit the lower limit of the content, and the lower limit is 0%. In addition, in order to acquire the effect by containing Bi more reliably, it is preferable that Bi content shall be 0.0003% or more.
- the steel material according to the present embodiment has the chemical composition and contains 10% to 40% austenite by volume%, and the average C concentration in the austenite is 0.30% to 0.60 by mass%. % Having a metallographic structure. This metal structure can be obtained by applying a manufacturing method described later to the material steel having the above-described chemical composition.
- volume ratio of austenite 10% to 40%
- the austenite volume fraction is 10% or more in the metal structure of the steel material having the chemical composition
- a tensile strength of 900 MPa or more and excellent ductility can be obtained at the same time. If the austenite volume fraction is less than 10%, the improvement in ductility is insufficient. Therefore, the lower limit of the austenite volume ratio of the steel material according to this embodiment is 10%.
- the upper limit of the volume ratio of the austenite of the steel material according to the present embodiment is 40%.
- the remaining structure other than austenite is preferably martensite and preferably does not contain ferrite.
- Average C concentration in austenite 0.30% by mass to 0.60% by mass
- the average C concentration in the austenite of the steel material having the chemical composition is 0.30% by mass or more, the impact characteristics of the steel material are improved.
- the lower limit of the average C concentration in the austenite of the steel material according to the present embodiment is 0.30% by mass.
- concentration in the austenite of the steel materials which concern on this embodiment shall be 0.60 mass%.
- the structural uniformity of the steel material according to the present embodiment is 30 Hv or less. Since it is preferable that the difference between the maximum value and the minimum value of the Vickers hardness is small, the lower limit of the tissue uniformity is zero.
- the tissue uniformity is obtained by measuring the hardness of 5 points with a load of 1 kg using a Vickers tester, and obtaining the difference between the maximum value and the minimum value of the Vickers hardness at that time.
- the metal structure after heat treatment contains 10% to 40% austenite by volume. Furthermore, it is important that the average C concentration in the austenite is 0.30% to 0.60% by mass.
- a metal structure has a chemical composition in the above-mentioned range, and a steel material having a metal structure that is a martensite single phase with an average particle size of prior austenite being 20 ⁇ m or less is used as a material (material steel material) as follows. Obtained by heat treatment. Specifically, this material steel is heated to a temperature range of 670 ° C. or higher and lower than 780 ° C.
- the chemical composition of steel materials does not change. That is, the chemical composition does not change between the steel material (material steel material) before the heat treatment and the steel material according to the present embodiment.
- Metal structure of steel material to be subjected to heat treatment (raw steel material, that is, steel material before heat treatment)
- the steel material to be subjected to heat treatment has the above-described chemical composition, and the average grain size of prior austenite is 20 ⁇ m or less and is a martensite single phase.
- a steel material having a metal structure is used.
- the steel material (raw material steel material) to be subjected to the heat treatment having the metal structure as described above is, for example, hot-working steel such as a steel piece having the above-described chemical composition at 850 ° C. or lower, and then cooling at 20 ° C./second or higher It can be manufactured by rapidly cooling to room temperature at a rate, or heating to a temperature at which it becomes an austenite single phase after cold working and rapidly cooling to room temperature at a cooling rate of 20 ° C./second or more. If the average particle size of the prior austenite is 20 ⁇ m or less, the steel material may be tempered. In order to further improve the structural uniformity of the steel material after the heat treatment, it may be held at 1150 ° C. to 1350 ° C. for 0.5 to 10 hours at the stage of the steel slab.
- Heating and holding conditions 670 ° C. or higher and lower than 780 ° C. and holding in a temperature range of less than 3 points for 5 seconds to 120 seconds
- Ac 3 points are calculated by the following formula (1) using the content of each element.
- Ac 3 910-203 ⁇ (C 0.5 ) ⁇ 15.2 ⁇ Ni + 44.7 ⁇ Si + 104 ⁇ V + 31.5 ⁇ Mo-30 ⁇ Mn-11 ⁇ Cr-20 ⁇ Cu + 700 ⁇ P + 400 ⁇ Al + 50 ⁇ Ti (1)
- Each element symbol in the above formula indicates the content (unit: mass%) of the element in the chemical composition of the steel material.
- the holding temperature is less than 670 degreeC, the average C density
- the temperature of the Ac less than 3 points, if Ac 3 point is above 780 ° C. is, 780 ° C.
- the temperature is less than
- the holding time is less than 5 seconds, the temperature distribution remains in the steel material, and it becomes difficult to stably secure the tensile strength after the heat treatment. Therefore, the lower limit of the holding time is 5 seconds.
- the holding time exceeds 120 seconds, the average C concentration in the austenite contained in the steel material after the heat treatment becomes too low, and the impact characteristics deteriorate. Therefore, the upper limit of the holding time is 120 seconds. In addition, when heating to 670 ° C.
- the average heating rate is preferably 0.2 ° C./second to 100 ° C./second. .
- the productivity is lowered.
- the average heating rate is faster than 100 ° C./second, it is difficult to control the holding temperature.
- high-frequency heating or the like the above-described effect can be obtained even when heating is performed at a temperature rising rate exceeding 100 ° C./second.
- Average cooling rate from the holding temperature range during heating to 150 ° C. (heat treatment conditions): 5 ° C./second to 500 ° C./second
- the average cooling rate from the heating holding temperature range to 150 ° C. Is cooled to 5 ° C./second to 500 ° C./second.
- the lower limit of the average cooling rate is 5 ° C./second.
- the average cooling rate exceeds 500 ° C./second, firing cracks are likely to occur.
- the upper limit of the average cooling rate is set to 500 ° C./second. If the average cooling rate up to 150 ° C. is 5 ° C./second to 500 ° C./second, the cooling rate at 150 ° C. or lower may be the same as or different from the above range.
- 10% to 40% austenite is contained in volume%, and the average C concentration in the austenite is 0.30% to 0.60% in mass%. It becomes possible to produce an ultra-high strength steel material having a certain metal structure, having a tensile strength of 900 MPa or more and excellent in ductility and impact properties.
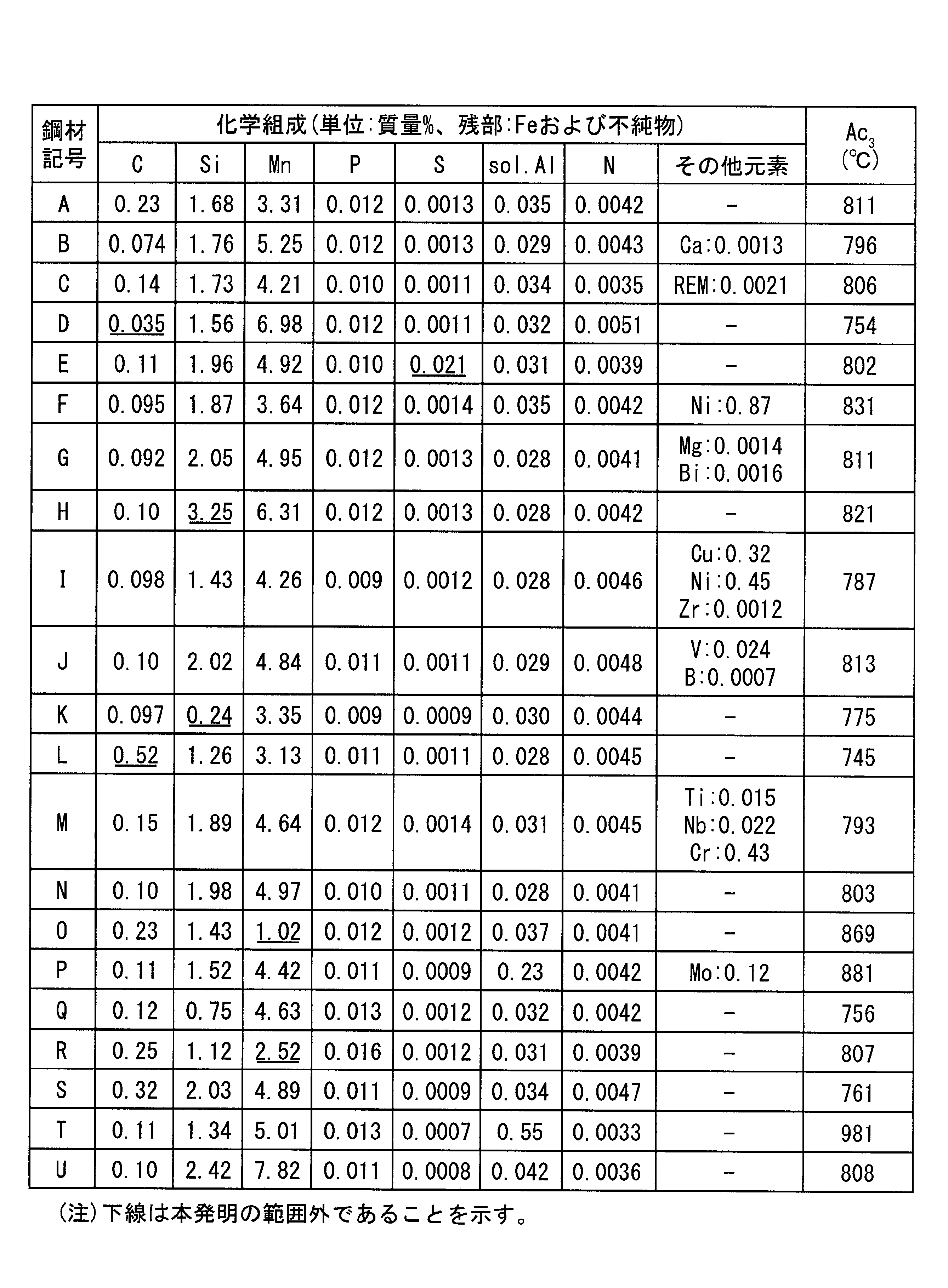
- the material steel material having the chemical composition shown in Table 1 and the metal structure shown in Table 2 was subjected to heat treatment under the conditions shown in Table 3.
- the material steel used was manufactured by hot working a slab melted in the laboratory. This material steel was cut into dimensions of 3 mm in thickness, 100 mm in width, and 200 mm in length, and heated, held and cooled under the conditions shown in Table 3. A thermocouple was attached to the surface of the steel material, and the temperature was measured during the heat treatment.
- the average heating rate shown in Table 3 is a value in the temperature range from room temperature to the heating temperature, the holding time is the time held at the heating temperature, and the average cooling rate is a value in the temperature range from the holding temperature to 150 ° C.
- the cross section of the steel material to be subjected to the heat treatment was observed and photographed with an electron microscope, and by analyzing the total area of 0.04 mm 2 , the metal structure was identified and the average grain size of the prior austenite was measured.
- the average particle diameter of the prior austenite was obtained by measuring the average slice length in the obtained observed image and multiplying the length by 1.78.
- the observation position is a position that is approximately a half of the plate thickness (a position of 1 / 2t) and avoids the center segregation portion.
- the reason for avoiding the center segregation part is as follows.
- the center segregation part may have a locally different metal structure with respect to a typical metal structure of a steel material.
- the center segregation portion is a small region with respect to the entire plate thickness, and hardly affects the characteristics of the steel material. That is, it cannot be said that the metal structure of the central segregation part represents the metal structure of the steel material. Therefore, it is preferable to avoid the center segregation part in the identification of the metal structure.
- tissue uniformity Using a Vickers tester, the hardness at 5 points was measured with a load of 1 kg, and the difference between the maximum value and the minimum value of Vickers hardness was evaluated as the tissue uniformity.
- the test material No. 1, 3, 4, 8, 10, 12, 14, 18, 20, 23, 24, 26, 27 and 28 have a tensile strength of 900 MPa or more and a product of the tensile strength and the total elongation (TS ⁇ EL ) was 24000 MPa ⁇ % or more and was excellent in ductility. Furthermore, the impact value of the Charpy test at 0 ° C. was 20 J / cm 2 or more, and the impact characteristics were also good. In particular, Sample Nos. 4, 10, 12, 14, 18, 20, 23, 24, 26, 27, and 28 have a preferable C content and Mn content, and a tensile strength of 1000 MPa or more. It became very expensive. All the structures other than austenite were martensite.
- specimen No. 2 had a low austenite volume fraction after heat treatment and low ductility because the metal structure of the steel material subjected to heat treatment was inappropriate.
- the old austenite grain size of the steel material (material steel material) subjected to the heat treatment was inappropriate, and thus the average C concentration in the austenite was high in the steel material after the heat treatment, and the impact characteristics were poor.
- Sample Nos. 6, 22, and 25 had an inappropriate chemical composition and poor ductility, and the target tensile strength was not obtained. In addition, 22 and 25 could not satisfy the target value of the tissue uniformity.
- Specimens No. 7, 11 and 17 had an inappropriate chemical composition and poor impact characteristics.
- the present invention it is possible to produce an ultra-high strength steel material that is excellent in ductility and impact properties despite its high strength of 900 MPa or higher.
- the ultra-high-strength steel material according to the present invention can be widely used in, for example, the automobile field, the energy field, and the building field, and has high industrial utility value.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
1.化学組成
本実施形態に係る鋼材(延性及び衝撃特性に優れる超高強度鋼材)の化学組成は次の通りである。上述したように、本実施形態において各元素の含有量を表す「%」は質量%である。
Cはオーステナイトの生成を促進させ、強度上昇および延性向上に寄与する元素である。鋼材の引張強度を900MPa以上、鋼材の引張強度と伸びとの積の値(TS×EL)を24000MPa・%以上にするために、C含有量の下限を0.050%とする。他の元素を適切な範囲に制御しつつ、C含有量を0.080%以上とすると、引張強度が1000MPa以上になる。したがって、C含有量は0.080%以上とすることが好ましい。しかし、C含有量が0.40%を超えると、衝撃特性が劣化する。このため、C含有量の上限を0.40%とする。C含有量の好ましい上限は、0.25%である。
Siはオーステナイトの生成を促進させ、延性向上に寄与する元素である。鋼材の引張強度と全伸びとの積の値を24000MPa・%以上にするために、Si含有量の下限を0.50%とする。Si含有量を1.0%以上とすると、溶接性が向上する。したがって、Si含有量の下限を1.0%とすることが好ましい。しかし、Si含有量が3.0%を超えると、衝撃特性が劣化する。このため、Si含有量の上限は3.0%とする。
Mnはオーステナイトの生成を促進させ、強度上昇および延性向上に寄与する元素である。Mn含有量を3.0%以上にすると、Mnミクロ偏析による組織の不均一性が小さくなり、オーステナイトが均一に分散するようになる。その結果、鋼材の引張強度を900MPa以上、さらに、鋼材の引張強度と全伸びとの積の値を24000MPa・%以上にすることができる。そのため、Mn含有量の下限を3.0%とする。なお、C含有量が0.40%以下の場合に、Mn含有量を4.0%以上にすると、オーステナイトの安定性が高まり、加工硬化が持続するので、引張強度が1000MPa以上になる。したがって、Mn含有量の下限を4.0%とすることが好ましい。しかし、Mn含有量が8.0%を超えると、転炉における精錬、鋳造が著しく困難になる。このため、Mn含有量の上限は8.0%とする。Mn含有量の好ましい上限は、6.5%である。
Pは不純物として含有される元素である。しかしながら、強度上昇に寄与する元素でもあるので、積極的に含有させてもよい。しかし、P含有量が0.05%を超えると、鋳造が著しく困難になる。このため、P含有量の上限は0.05%とする。P含有量の好ましい上限は、0.02%である。
P含有量は、低い方が好ましいので、P含有量の下限は0%である。ただし、製造コスト等の観点から、P含有量の下限を、0.003%としても構わない。
Sは不純物として含有され、鋼材の衝撃特性を著しく劣化させる元素である。このため、S含有量の上限を0.01%にする。S含有量の好ましい上限は、0.005%である。さらに好ましい上限は、0.0015%である。
S含有量は、低い方が好ましいので、S含有量の下限は0%である。ただし、製造コスト等の観点から、S含有量の下限を、0.0003%としても構わない。
Alは鋼を脱酸する作用を有する元素である。鋼材を健全化するために、sol.Al含有量の下限を0.001%とする。sol.Al含有量の好ましい下限は、0.010%である。一方、sol.Al含有量が3.0%を超えると、鋳造が著しく困難になる。このため、sol.Al含有量の上限は3.0%とする。sol.Al含有量の好ましい上限は1.2%である。なお、sol.Al含有量とは、鋼材中の酸可溶性Alの含有量を示している。
Nは不純物として含有され、鋼材の耐時効性を著しく劣化させる元素である。このため、N含有量の上限を0.01%にする。N含有量の好ましい上限は、0.006%であり、さらに好ましい上限は、0.003%である。N含有量は、低い方が好ましいので、N含有量の下限は0%である。ただし、製造コスト等の観点から、N含有量の下限を、0.001%としても構わない。
これらの元素は鋼材の強度を安定して確保するために有効な元素である。したがって、これらの元素の1種または2種以上を含有させてもよい。しかし、いずれの元素もその含有量が1.0%を超えると、鋼材の熱間加工を行うことが困難になる。このため、含有させる場合の各元素の含有量はそれぞれ前記の通りとする。これらの元素は必ずしも含有させる必要はない。そのため、含有量の下限を特に制限する必要はなく、それらの下限は0%である。
なお、これらの元素の効果をより確実に得るには、Ti:0.003%以上、Nb:0.003%以上、V:0.003%以上、Cr:0.01%以上、Mo:0.01%以上、Cu:0.01%以上およびNi:0.01%以上の少なくとも一つを満足させることが好ましい。
これらの元素は低温靭性を高める作用を有する元素である。したがって、これらの元素の1種または2種以上を含有させてもよい。しかし、いずれの元素も0.01%を超えて含有させると、鋼材の表面性状が劣化する。このため、含有させる場合の各元素の含有量はそれぞれ前記の通りとする。これらの元素は必ずしも含有させる必要はない。そのため、含有量の下限を特に制限する必要はなく、それらの下限は0%である。
なお、これらの元素の効果をより確実に得るには、これらの元素の少なくとも一つの含有量を0.0003%以上とすることが好ましい。ここで、REMは、Sc、Yおよびランタノイドの合計17元素を指し、前記REMの含有量は、これらの元素の合計含有量を意味する。ランタノイドの場合、工業的にはミッシュメタルの形で添加される。
Biは、Mnの偏析を低減し、機械特性の異方性を緩和する元素である。したがって、この効果を得るためにBiを含有させてもよい。しかし、Bi含有量が0.01%を超えると、鋼材の熱間加工を行うことが困難になる。このため、含有させる場合のBi含有量の上限を0.01%とする。Biは必ずしも含有させる必要はない。そのため、含有量の下限を特に制限する必要はなく、その下限は0%である。
なお、Biの含有による効果をより確実に得るには、Bi含有量を0.0003%以上とすることが好ましい。
本実施形態に係る鋼材は、前記化学組成を有するとともに、体積%で10%~40%のオーステナイトを含有し、前記オーステナイト中の平均C濃度が質量%で0.30%~0.60%である金属組織を有する。この金属組織は、前述した化学組成を有する素材鋼材に、後述する製造方法を適用することにより得ることができる。
前記化学組成を有する鋼材の金属組織において、オーステナイト体積率が10%以上であると、900MPa以上の引張強度と、優れた延性とが同時に得られる。オーステナイト体積率が10%未満では延性向上が不十分である。したがって、本実施形態に係る鋼材のオーステナイト体積率の下限は10%とする。一方、オーステナイトの体積率が40%を超えると、耐遅れ破壊特性が劣化する。このため、本実施形態に係る鋼材のオーステナイトの体積率の上限は40%とする。
なお、900MPa以上の引張強度を確保するためには、オーステナイト以外の残部組織としては、マルテンサイトであることが望ましく、フェライトは含まれないことが望ましい。
前記化学組成を有する鋼材のオーステナイト中の平均C濃度が0.30質量%以上であると、鋼材の衝撃特性が向上する。この平均C濃度が0.30質量%未満では、衝撃特性の向上は不十分となる。したがって、本実施形態に係る鋼材のオーステナイト中の平均C濃度の下限は0.30質量%とする。一方、この平均C濃度が0.60質量%超の場合、TRIP現象に伴い生成するマルテンサイトが硬質になり、マイクロクラックがその近傍に発生しやすくなるので、衝撃特性が劣化する。このため、本実施形態に係る鋼材のオーステナイト中の平均C濃度の上限は0.60質量%とする。
前記化学組成を有する鋼材の金属組織において、測定されたビッカース硬さの最小値と最大値との差(最大値-最小値)で表される組織均一性が、30Hv以下であれば、不均一な変形が抑制され、良好な延性が安定して確保される。したがって、本実施形態に係る鋼材の組織均一性は、30Hv以下とする。ビッカース硬さの最大値と最小値との差は小さい方が好ましいので、組織均一性の下限は0である。
なお、組織均一性は、ビッカース試験機を用いて、1kgの荷重で5点の硬さを測定し、その時のビッカース硬さの最大値と最小値との差で求められる。
本実施形態に係る鋼材の好ましい製造方法(本実施形態に係る製造方法)について次に説明する。
なお、熱処理を行っても鋼材の化学組成は変化しない。すなわち、熱処理前の鋼材(素材鋼材)と本実施形態に係る鋼材との間で、化学組成は変化しない。
熱処理に供する鋼材には、上述した化学組成を有し、旧オーステナイトの平均粒径が20μm以下であるとともにマルテンサイト単相である金属組織を有する鋼材を用いる。そのような金属組織を有する鋼材を、後述する条件で熱処理することにより、引張強度が900MPa以上の高強度を維持しながら、延性と衝撃特性とに優れる超高強度鋼材が得られる。
熱処理に供する鋼材の組織が、マルテンサイト単相でない場合、熱処理中のオーステナイト成長が遅れるので、熱処理後のオーステナイト体積率が低下する。また、熱処理に供する鋼材の組織が、マルテンサイト単相でない場合、熱処理後の鋼材において、TS×ELが低下し、衝突時に早期破断するようになる。
旧オーステナイトの平均粒径が20μm超であると、反応初期に、オーステナイトへのCの偏在が著しくなるので、オーステナイト中の平均C濃度が0.60質量%を超えることが懸念される。
なお、熱処理後の鋼材の組織均一性をより高めるため、鋼片の段階で、1150℃~1350℃で0.5時間~10時間保持してもよい。
旧オーステナイトの平均粒径が20μm以下であるとともにマルテンサイト単相である金属組織を有する素材鋼材を、670℃以上780℃未満、かつ下記式(1)により規定されるオーステナイト単相になるAc3点(℃)未満の温度域に、加熱し、その温度域に5秒間~120秒間保持する。
Ac3=910-203×(C0.5)-15.2×Ni+44.7×Si+104×V+31.5×Mo-30×Mn-11×Cr-20×Cu+700×P+400×Al+50×Ti・・・(1)
前記式中における各元素記号は、鋼材の化学組成におけるその元素の含有量(単位:質量%)を示す。
一方、保持時間が5秒間未満では、鋼材に温度分布が残存し、熱処理後の引張強度を安定して確保することが困難となる。したがって、保持時間の下限は5秒間とする。一方、保持時間が120秒間超では、熱処理後の鋼材に含有されるオーステナイト中の平均C濃度が過小となり、衝撃特性が劣化する。したがって、保持時間の上限を120秒とする。なお、670℃以上780℃未満かつAc3点未満に加熱し、その温度域に5秒間~120秒間保持する際、平均加熱速度を0.2℃/秒~100℃/秒とすることが好ましい。平均加熱速度が0.2℃/秒より遅いと、生産性が低下する。一方、通常の炉を用いた場合、平均加熱速度が100℃/秒より速いと、保持温度の制御が困難となる。ただし、高周波加熱等を用いた場合、100℃/秒を上回る昇温速度で加熱しても、前記の効果を得ることができる。
上述した加熱保持の後、次いで、加熱保持の温度域から150℃までの平均冷却速度が5℃/秒~500℃/秒となるように冷却する。前記平均冷却速度が5℃/秒未満では、軟質なフェライトやパーライトが過度に生成し、熱処理後の鋼材において900MPa以上の引張強度を確保することが困難となる。したがって、前記平均冷却速度の下限は5℃/秒とする。一方、前記平均冷却速度が500℃/秒超では、焼割れが発生しやすくなる。したがって、前記平均冷却速度の上限は500℃/秒とする。なお、150℃までの平均冷却速度を5℃/秒~500℃/秒とすれば、150℃以下における冷却速度は、上記範囲と同じでもよく、異なっていてもよい。
熱処理に供する鋼材の断面を電子顕微鏡で観察及び撮影し、合計0.04mm2の領域を解析することによって、金属組織を同定するとともに、旧オーステナイトの平均粒径を測定した。旧オーステナイトの平均粒径は、得られた観察像における平均切片長さを測定し、その長さを1.78倍することによって得た。
観察位置は、板厚の略1/2の位置(1/2tの位置)で、中心偏析部を避けた位置である。中心偏析部を避ける理由は以下の通りである。中心偏析部は、鋼材の代表的な金属組織に対して、局所的に異なる金属組織を有する場合がある。しかしながら、中心偏析部は、板厚全体に対して微小な領域であり、鋼材の特性にはほとんど影響を及ぼさない。すなわち、中心偏析部の金属組織は、鋼材の金属組織を代表していると言えない。そのため、金属組織の同定においては、中心偏析部を避けることが好ましい。
熱処理後の各鋼材から幅25mm、長さ25mmの試験片を切り出し、この試験片に化学研磨を施して0.3mm減厚し、化学研磨後の試験片の表面に対してX線回折を3回実施した。得られたプロファイルを解析し、それぞれを平均してオーステナイトの体積率を算出した。
X線回折で得られた前記プロファイルを解析し、オーステナイトの格子定数(a:単位はÅ)を算出し、下記(2)式に基づき、オーステナイト中の平均C濃度(c:単位は質量%)を決定した。
c=(a-3.572)/0.033・・・(2)
ビッカース試験機を用いて、1kgの荷重で5点の硬さを測定し、ビッカース硬さの最大値と最小値の差を組織均一性として評価した。
熱処理後の各鋼材から、厚さ2.0mmのJIS5号引張試験片を採取し、JIS Z2241に準じて引張試験を行い、TS(引張強度)およびEL(全伸び)を測定した。また、このTSとElとからTS×ELを計算した。
熱処理後の鋼材を、厚みが1.2mmとなるように表裏面研削し、Vノッチ試験片を作製した。その試験片を4枚積層してねじ止めした後、JIS Z2242に準じてシャルピー衝撃試験に供した。衝撃特性は、0℃での衝撃値が20J/cm2以上となる場合を良好、それ未満である場合を不良とした。



なお、オーステナイト以外の組織は、いずれもマルテンサイトであった。
Claims (6)
- 化学組成が、質量%で、
C:0.050%~0.40%、
Si:0.50%~3.0%、
Mn:3.0%~8.0%、
sol.Al:0.001%~3.0%、
P:0.05%以下、
S:0.01%以下、
N:0.01%以下
Ti:0%~1.0%、
Nb:0%~1.0%、
V:0%~1.0%、
Cr:0%~1.0%、
Mo:0%~1.0%、
Cu:0%~1.0%、
Ni:0%~1.0%、
Ca:0%~0.01%、
Mg:0%~0.01%、
REM:0%~0.01%、
Zr:0%~0.01%、
B:0%~0.01%、および
Bi:0%~0.01%、
残部がFeおよび不純物であり;
金属組織が体積%で10%~40%のオーステナイトを含有し;
前記オーステナイト中の平均C濃度が質量%で0.30%~0.60%であり;
前記金属組織中の、測定されたビッカース硬さの最大値から最小値を引いた値で表される組織均一性が、30Hv以下であり;
引張強度が900MPa~1800MPaである;
ことを特徴とする鋼材。 - 前記化学組成が、質量%で、Ti:0.003%~1.0%、Nb:0.003%~1.0%、V:0.003%~1.0%、Cr:0.01%~1.0%、Mo:0.01%~1.0%、Cu:0.01%~1.0%およびNi:0.01%~1.0%からなる群から選ばれた1種または2種以上を含有することを特徴とする請求項1に記載の鋼材。
- 前記化学組成が、質量%で、Ca:0.0003%~0.01%、Mg:0.0003%~0.01%、REM:0.0003%~0.01%、Zr:0.0003%~0.01%およびB:0.0003%~0.01%からなる群から選ばれた1種または2種以上を含有することを特徴とする請求項1または請求項2に記載の鋼材。
- 前記化学組成が、質量%で、Bi:0.0003%~0.01%を含有することを特徴とする請求項1から請求項3のいずれか一項に記載の鋼材。
- 前記化学組成が、質量%で、Mn:4.0%~8.0%を含有することを特徴とする請求項1から請求項4のいずれか一項に記載の鋼材。
- 請求項1~5のいずれか一項に記載の化学組成を有し、旧オーステナイトの平均粒径が20μm以下でかつマルテンサイト単相である金属組織を有する素材鋼材に熱処理を施す鋼材の製造方法であって、
前記熱処理は、前記素材鋼材を670℃~780℃未満かつAc3点未満の温度で5秒~120秒間保持する保持工程と;
前記保持工程に次いで、前記素材鋼材を、前記温度域から150℃までの平均冷却速度が5℃/秒~500℃/秒となるように冷却する冷却工程と;
を含むことを特徴とする鋼材の製造方法。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/109,586 US10774405B2 (en) | 2014-01-06 | 2014-01-06 | Steel and method of manufacturing the same |
| PL14876061T PL3093358T3 (pl) | 2014-01-06 | 2014-01-06 | Stal i sposób jej wytwarzania |
| KR1020167017724A KR101821913B1 (ko) | 2014-01-06 | 2014-01-06 | 강재 및 그 제조 방법 |
| BR112016014435A BR112016014435A2 (pt) | 2014-01-06 | 2014-01-06 | Material de aço e processo para fabricar o mesmo |
| EP14876061.4A EP3093358B1 (en) | 2014-01-06 | 2014-01-06 | Steel and method of manufacturing the same |
| CN201480072212.9A CN105899699B (zh) | 2014-01-06 | 2014-01-06 | 钢材及其制造方法 |
| ES14876061T ES2745428T3 (es) | 2014-01-06 | 2014-01-06 | Acero y método para fabricar el mismo |
| MX2016008810A MX378644B (es) | 2014-01-06 | 2014-01-06 | Acero y metodo para fabricarlo. |
| JP2015555856A JPWO2015102050A1 (ja) | 2014-01-06 | 2014-01-06 | 鋼材およびその製造方法 |
| PCT/JP2014/050022 WO2015102050A1 (ja) | 2014-01-06 | 2014-01-06 | 鋼材およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2014/050022 WO2015102050A1 (ja) | 2014-01-06 | 2014-01-06 | 鋼材およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015102050A1 true WO2015102050A1 (ja) | 2015-07-09 |
Family
ID=53493398
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/050022 Ceased WO2015102050A1 (ja) | 2014-01-06 | 2014-01-06 | 鋼材およびその製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10774405B2 (ja) |
| EP (1) | EP3093358B1 (ja) |
| JP (1) | JPWO2015102050A1 (ja) |
| KR (1) | KR101821913B1 (ja) |
| CN (1) | CN105899699B (ja) |
| BR (1) | BR112016014435A2 (ja) |
| ES (1) | ES2745428T3 (ja) |
| MX (1) | MX378644B (ja) |
| PL (1) | PL3093358T3 (ja) |
| WO (1) | WO2015102050A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018536764A (ja) * | 2015-11-02 | 2018-12-13 | ポスコPosco | 成形性及び穴拡げ性に優れた超高強度鋼板及びその製造方法 |
| JP2019143244A (ja) * | 2018-02-20 | 2019-08-29 | 公立大学法人兵庫県立大学 | 高強度・高延性微細マルテンサイト組織鋼材及びその製造方法 |
| JP2019523827A (ja) * | 2016-06-21 | 2019-08-29 | ポスコPosco | 降伏強度に優れた超高強度高延性鋼板及びその製造方法 |
| JP2019527771A (ja) * | 2016-07-27 | 2019-10-03 | 宝山鋼鉄股▲分▼有限公司 | 1500MPaレベル高強伸度積自動車用鋼及びその製造方法 |
| JP2021508769A (ja) * | 2017-12-19 | 2021-03-11 | アルセロールミタル | 靭性、延性及び強度に優れた鋼板及びその製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018055425A1 (en) | 2016-09-22 | 2018-03-29 | Arcelormittal | High strength and high formability steel sheet and manufacturing method |
| KR101858851B1 (ko) * | 2016-12-16 | 2018-05-17 | 주식회사 포스코 | 강도 및 연성이 우수한 선재 및 그 제조방법 |
| KR20250093758A (ko) * | 2023-12-15 | 2025-06-25 | 주식회사 포스코 | 강판 및 이의 제조방법 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH073328A (ja) * | 1993-06-18 | 1995-01-06 | Sumitomo Metal Ind Ltd | 加工性に優れた高強度熱延鋼板の製造方法 |
| JP2003138345A (ja) | 2001-08-20 | 2003-05-14 | Kobe Steel Ltd | 局部延性に優れた高強度高延性鋼および鋼板並びにその鋼板の製造方法 |
| JP2004269920A (ja) | 2003-03-05 | 2004-09-30 | Jfe Steel Kk | スポット溶接性に優れた高延性高強度冷延鋼板およびその製造方法 |
| JP2006131958A (ja) * | 2004-11-05 | 2006-05-25 | Kobe Steel Ltd | 強度−延性バランスおよび溶接性に優れた厚鋼板およびその製造方法 |
| JP2007327123A (ja) * | 2006-06-09 | 2007-12-20 | Kobe Steel Ltd | 合金化溶融亜鉛めっき鋼板の強度−延性バランスのバラツキ改善方法 |
| JP2010090475A (ja) | 2008-09-10 | 2010-04-22 | Jfe Steel Corp | 高強度鋼板およびその製造方法 |
| JP2010196115A (ja) * | 2009-02-25 | 2010-09-09 | Jfe Steel Corp | 加工性および耐衝撃性に優れた高強度冷延鋼板およびその製造方法 |
| JP2013163827A (ja) * | 2012-02-09 | 2013-08-22 | Nippon Steel & Sumitomo Metal Corp | 曲げ性に優れた高強度冷延鋼板、高強度亜鉛めっき鋼板及び高強度合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP2014025091A (ja) * | 2012-07-25 | 2014-02-06 | Nippon Steel & Sumitomo Metal | 鋼材およびその製造方法 |
Family Cites Families (56)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE435527B (sv) | 1973-11-06 | 1984-10-01 | Plannja Ab | Forfarande for framstellning av en detalj av herdat stal |
| US4854976A (en) | 1988-07-13 | 1989-08-08 | China Steel Corporation | Method of producing a multi-phase structured cold rolled high-tensile steel sheet |
| JP3407562B2 (ja) | 1996-09-20 | 2003-05-19 | 住友金属工業株式会社 | 高炭素薄鋼板の製造方法および部品の製造方法 |
| CN1144895C (zh) | 2000-03-24 | 2004-04-07 | 川崎制铁株式会社 | 材质各向异性小且强度、韧性和被切削性优良的非调质钢及其制造方法 |
| US20040238082A1 (en) | 2002-06-14 | 2004-12-02 | Jfe Steel Corporation | High strength cold rolled steel plate and method for production thereof |
| JP4288138B2 (ja) | 2003-11-05 | 2009-07-01 | 新日本製鐵株式会社 | 熱間成形加工用鋼板 |
| JP4673558B2 (ja) | 2004-01-26 | 2011-04-20 | 新日本製鐵株式会社 | 生産性に優れた熱間プレス成形方法及び自動車用部材 |
| JP4452157B2 (ja) | 2004-02-06 | 2010-04-21 | 新日本製鐵株式会社 | 部材内の強度均一性に優れる600〜1200MPa級自動車用高強度部材およびその製造方法 |
| JP4288216B2 (ja) | 2004-09-06 | 2009-07-01 | 新日本製鐵株式会社 | 耐水素脆化特性に優れたホットプレス用鋼板、自動車用部材及びその製造方法 |
| EP1767659A1 (fr) | 2005-09-21 | 2007-03-28 | ARCELOR France | Procédé de fabrication d'une pièce en acier de microstructure multi-phasée |
| WO2007129676A1 (ja) | 2006-05-10 | 2007-11-15 | Sumitomo Metal Industries, Ltd. | 熱間プレス成形鋼板部材およびその製造方法 |
| EP1867748A1 (fr) | 2006-06-16 | 2007-12-19 | Industeel Creusot | Acier inoxydable duplex |
| KR101239416B1 (ko) | 2007-04-18 | 2013-03-05 | 신닛테츠스미킨 카부시키카이샤 | 피삭성과 충격 값이 우수한 열간 가공 강재 |
| EP2020451A1 (fr) | 2007-07-19 | 2009-02-04 | ArcelorMittal France | Procédé de fabrication de tôles d'acier à hautes caractéristiques de résistance et de ductilité, et tôles ainsi produites |
| EP2209926B1 (en) | 2007-10-10 | 2019-08-07 | Nucor Corporation | Complex metallographic structured steel and method of manufacturing same |
| WO2009090443A1 (en) | 2008-01-15 | 2009-07-23 | Arcelormittal France | Process for manufacturing stamped products, and stamped products prepared from the same |
| JP5402007B2 (ja) * | 2008-02-08 | 2014-01-29 | Jfeスチール株式会社 | 加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP5347395B2 (ja) | 2008-09-12 | 2013-11-20 | Jfeスチール株式会社 | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| JP5347392B2 (ja) | 2008-09-12 | 2013-11-20 | Jfeスチール株式会社 | 延性に優れたホットプレス部材、そのホットプレス部材用鋼板、およびそのホットプレス部材の製造方法 |
| DE102008056844A1 (de) | 2008-11-12 | 2010-06-02 | Voestalpine Stahl Gmbh | Manganstahlband und Verfahren zur Herstellung desselben |
| EP2371978B1 (en) | 2008-11-19 | 2018-05-02 | Nippon Steel & Sumitomo Metal Corporation | Steel sheet and surface-treated steel sheet |
| JP5315956B2 (ja) | 2008-11-28 | 2013-10-16 | Jfeスチール株式会社 | 成形性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP5257062B2 (ja) | 2008-12-25 | 2013-08-07 | 新日鐵住金株式会社 | 靭性及び耐水素脆化特性に優れた高強度ホットスタンピング成形品及びその製造方法 |
| JP5709151B2 (ja) * | 2009-03-10 | 2015-04-30 | Jfeスチール株式会社 | 成形性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| EP2415891A4 (en) * | 2009-04-03 | 2014-11-19 | Kobe Steel Ltd | COLD-ROLLED STEEL PLATE AND METHOD FOR THE PRODUCTION THEREOF |
| JP5779847B2 (ja) * | 2009-07-29 | 2015-09-16 | Jfeスチール株式会社 | 化成処理性に優れた高強度冷延鋼板の製造方法 |
| CN101638749B (zh) | 2009-08-12 | 2011-01-26 | 钢铁研究总院 | 一种低成本高强塑积汽车用钢及其制备方法 |
| JP4766186B2 (ja) | 2009-08-21 | 2011-09-07 | Jfeスチール株式会社 | ホットプレス部材、ホットプレス部材用鋼板、ホットプレス部材の製造方法 |
| US9234255B2 (en) * | 2010-01-29 | 2016-01-12 | Tata Steel Nederland Technology Bv | Process for the heat treatment of metal strip material |
| JP5589893B2 (ja) | 2010-02-26 | 2014-09-17 | 新日鐵住金株式会社 | 伸びと穴拡げに優れた高強度薄鋼板およびその製造方法 |
| JP5327106B2 (ja) | 2010-03-09 | 2013-10-30 | Jfeスチール株式会社 | プレス部材およびその製造方法 |
| MX2012014594A (es) * | 2010-06-14 | 2013-02-21 | Nippon Steel & Sumitomo Metal Corp | Articulo moldeado y estampado en caliente, proceso para produccion de placa de acero para estampado en caliente, y proceso para produccion de un articulo moldeado y estampado en caliente. |
| KR20130036763A (ko) * | 2010-08-12 | 2013-04-12 | 제이에프이 스틸 가부시키가이샤 | 가공성 및 내충격성이 우수한 고강도 냉연 강판 및 그 제조 방법 |
| JP5825119B2 (ja) | 2011-04-25 | 2015-12-02 | Jfeスチール株式会社 | 加工性と材質安定性に優れた高強度鋼板およびその製造方法 |
| JP5273324B1 (ja) | 2011-07-29 | 2013-08-28 | 新日鐵住金株式会社 | 曲げ性に優れた高強度亜鉛めっき鋼板およびその製造方法 |
| BR112014007498B1 (pt) | 2011-09-30 | 2019-04-30 | Nippon Steel & Sumitomo Metal Corporation | Chapa de aço galvanizado a quente de alta resistência e método de produção da mesma |
| US9617614B2 (en) * | 2011-10-24 | 2017-04-11 | Jfe Steel Corporation | Method for manufacturing high strength steel sheet having excellent formability |
| KR101382981B1 (ko) * | 2011-11-07 | 2014-04-09 | 주식회사 포스코 | 온간프레스 성형용 강판, 온간프레스 성형 부재 및 이들의 제조방법 |
| US9945013B2 (en) * | 2012-01-13 | 2018-04-17 | Nippon Steel & Sumitomo Metal Corporation | Hot stamped steel and method for producing hot stamped steel |
| US9976203B2 (en) | 2012-01-19 | 2018-05-22 | Arcelormittal | Ultra fine-grained advanced high strength steel sheet having superior formability |
| KR20140103340A (ko) | 2012-01-26 | 2014-08-26 | 제이에프이 스틸 가부시키가이샤 | 고강도 열연 강판 및 그 제조 방법 |
| WO2013125400A1 (ja) | 2012-02-22 | 2013-08-29 | 新日鐵住金株式会社 | 冷延鋼板およびその製造方法 |
| JP5860308B2 (ja) * | 2012-02-29 | 2016-02-16 | 株式会社神戸製鋼所 | 温間成形性に優れた高強度鋼板およびその製造方法 |
| JP5756774B2 (ja) | 2012-03-09 | 2015-07-29 | 株式会社神戸製鋼所 | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| JP5585623B2 (ja) | 2012-07-23 | 2014-09-10 | 新日鐵住金株式会社 | 熱間成形鋼板部材およびその製造方法 |
| JP5920118B2 (ja) | 2012-08-31 | 2016-05-18 | Jfeスチール株式会社 | 成形性に優れた高強度鋼板およびその製造方法 |
| US9458743B2 (en) | 2013-07-31 | 2016-10-04 | L.E. Jones Company | Iron-based alloys and methods of making and use thereof |
| CA2923585A1 (en) | 2013-09-10 | 2015-03-19 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Hot-pressing steel plate, press-molded article, and method for manufacturing press-molded article |
| KR101827187B1 (ko) | 2013-09-10 | 2018-02-07 | 가부시키가이샤 고베 세이코쇼 | 열간 프레스용 강판 및 프레스 성형품, 및 프레스 성형품의 제조 방법 |
| WO2015037059A1 (ja) | 2013-09-10 | 2015-03-19 | 株式会社神戸製鋼所 | プレス成形品の製造方法およびプレス成形品 |
| WO2015080242A1 (ja) | 2013-11-29 | 2015-06-04 | 新日鐵住金株式会社 | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 |
| RU2650233C1 (ru) | 2013-12-20 | 2018-04-13 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Горячепрессованное стальное листовое изделие, способ его изготовления и стальной лист для горячего прессования |
| CA2934597C (en) | 2013-12-27 | 2019-01-15 | Nippon Steel & Sumitomo Metal Corporation | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
| CA2934599C (en) | 2013-12-27 | 2019-01-22 | Nippon Steel & Sumitomo Metal Corporation | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
| MX2016008808A (es) | 2014-01-06 | 2016-09-08 | Nippon Steel & Sumitomo Metal Corp | Miembro formado en caliente y proceso para fabricar el mismo. |
| CN105874091A (zh) | 2014-01-06 | 2016-08-17 | 新日铁住金株式会社 | 热成形构件及其制造方法 |
-
2014
- 2014-01-06 ES ES14876061T patent/ES2745428T3/es active Active
- 2014-01-06 KR KR1020167017724A patent/KR101821913B1/ko not_active Expired - Fee Related
- 2014-01-06 PL PL14876061T patent/PL3093358T3/pl unknown
- 2014-01-06 WO PCT/JP2014/050022 patent/WO2015102050A1/ja not_active Ceased
- 2014-01-06 BR BR112016014435A patent/BR112016014435A2/pt active Search and Examination
- 2014-01-06 EP EP14876061.4A patent/EP3093358B1/en active Active
- 2014-01-06 US US15/109,586 patent/US10774405B2/en not_active Expired - Fee Related
- 2014-01-06 JP JP2015555856A patent/JPWO2015102050A1/ja active Pending
- 2014-01-06 MX MX2016008810A patent/MX378644B/es unknown
- 2014-01-06 CN CN201480072212.9A patent/CN105899699B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH073328A (ja) * | 1993-06-18 | 1995-01-06 | Sumitomo Metal Ind Ltd | 加工性に優れた高強度熱延鋼板の製造方法 |
| JP2003138345A (ja) | 2001-08-20 | 2003-05-14 | Kobe Steel Ltd | 局部延性に優れた高強度高延性鋼および鋼板並びにその鋼板の製造方法 |
| JP2004269920A (ja) | 2003-03-05 | 2004-09-30 | Jfe Steel Kk | スポット溶接性に優れた高延性高強度冷延鋼板およびその製造方法 |
| JP2006131958A (ja) * | 2004-11-05 | 2006-05-25 | Kobe Steel Ltd | 強度−延性バランスおよび溶接性に優れた厚鋼板およびその製造方法 |
| JP2007327123A (ja) * | 2006-06-09 | 2007-12-20 | Kobe Steel Ltd | 合金化溶融亜鉛めっき鋼板の強度−延性バランスのバラツキ改善方法 |
| JP2010090475A (ja) | 2008-09-10 | 2010-04-22 | Jfe Steel Corp | 高強度鋼板およびその製造方法 |
| JP2010196115A (ja) * | 2009-02-25 | 2010-09-09 | Jfe Steel Corp | 加工性および耐衝撃性に優れた高強度冷延鋼板およびその製造方法 |
| JP2013163827A (ja) * | 2012-02-09 | 2013-08-22 | Nippon Steel & Sumitomo Metal Corp | 曲げ性に優れた高強度冷延鋼板、高強度亜鉛めっき鋼板及び高強度合金化溶融亜鉛めっき鋼板とその製造方法 |
| JP2014025091A (ja) * | 2012-07-25 | 2014-02-06 | Nippon Steel & Sumitomo Metal | 鋼材およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3093358A4 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018536764A (ja) * | 2015-11-02 | 2018-12-13 | ポスコPosco | 成形性及び穴拡げ性に優れた超高強度鋼板及びその製造方法 |
| US11203795B2 (en) | 2015-11-02 | 2021-12-21 | Posco | Ultra-high strength steel plate having excellent formability and hole-expandability, and method for manufacturing same |
| JP2019523827A (ja) * | 2016-06-21 | 2019-08-29 | ポスコPosco | 降伏強度に優れた超高強度高延性鋼板及びその製造方法 |
| US10752968B2 (en) | 2016-06-21 | 2020-08-25 | Posco | Ultrahigh-strength high-ductility steel sheet having excellent yield strength, and manufacturing method therefor |
| JP2019527771A (ja) * | 2016-07-27 | 2019-10-03 | 宝山鋼鉄股▲分▼有限公司 | 1500MPaレベル高強伸度積自動車用鋼及びその製造方法 |
| US11047027B2 (en) | 2016-07-27 | 2021-06-29 | Baoshan Iron & Steel Co., Ltd. | 1500 MPA-grade steel with high product of strength and elongation for vehicles and manufacturing methods therefor |
| JP2021508769A (ja) * | 2017-12-19 | 2021-03-11 | アルセロールミタル | 靭性、延性及び強度に優れた鋼板及びその製造方法 |
| JP2023065520A (ja) * | 2017-12-19 | 2023-05-12 | アルセロールミタル | 靭性、延性及び強度に優れた鋼板及びその製造方法 |
| JP7275137B2 (ja) | 2017-12-19 | 2023-05-17 | アルセロールミタル | 靭性、延性及び強度に優れた鋼板及びその製造方法 |
| JP2019143244A (ja) * | 2018-02-20 | 2019-08-29 | 公立大学法人兵庫県立大学 | 高強度・高延性微細マルテンサイト組織鋼材及びその製造方法 |
| JP7406762B2 (ja) | 2018-02-20 | 2023-12-28 | 兵庫県公立大学法人 | 高強度・高延性微細マルテンサイト組織鋼材及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105899699B (zh) | 2017-07-28 |
| EP3093358B1 (en) | 2019-08-14 |
| MX2016008810A (es) | 2016-09-08 |
| ES2745428T3 (es) | 2020-03-02 |
| BR112016014435A2 (pt) | 2017-08-08 |
| KR101821913B1 (ko) | 2018-03-08 |
| KR20160095037A (ko) | 2016-08-10 |
| US10774405B2 (en) | 2020-09-15 |
| US20160333448A1 (en) | 2016-11-17 |
| JPWO2015102050A1 (ja) | 2017-03-23 |
| EP3093358A1 (en) | 2016-11-16 |
| CN105899699A (zh) | 2016-08-24 |
| EP3093358A4 (en) | 2017-07-26 |
| PL3093358T3 (pl) | 2020-02-28 |
| MX378644B (es) | 2025-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5857905B2 (ja) | 鋼材およびその製造方法 | |
| JP6465266B1 (ja) | 熱延鋼板及びその製造方法 | |
| WO2015102050A1 (ja) | 鋼材およびその製造方法 | |
| RU2502820C1 (ru) | Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высоким равномерным относительным удлинением, и способ ее изготовления | |
| JP6098733B2 (ja) | 熱間成形部材の製造方法 | |
| JP6064896B2 (ja) | 耐疲労き裂伝ぱ特性に優れた鋼材およびその製造方法並びに耐疲労き裂伝ぱ特性に優れた鋼材の判定方法 | |
| JP6229736B2 (ja) | 熱間成形部材およびその製造方法 | |
| WO2013051513A1 (ja) | ボルト用鋼線及びボルト、並びにその製造方法 | |
| JP2017186647A (ja) | 高強度鋼板およびその製造方法 | |
| KR102169850B1 (ko) | 망간강 제품의 열처리 방법 및 망간강 제품 | |
| JP5407178B2 (ja) | 冷間加工性に優れた冷間鍛造用鋼線材およびその製造方法 | |
| JP6319443B2 (ja) | 鋼材およびその製造方法 | |
| CN103517996A (zh) | 制造极高弹性极限马氏体钢的方法及如此获得的板材或部件 | |
| WO2018025674A1 (ja) | 高強度鋼板およびその製造方法 | |
| JP2022521604A (ja) | せん断加工性に優れた超高強度鋼板及びその製造方法 | |
| JPWO2014157146A1 (ja) | オーステナイト系ステンレス鋼板およびそれを用いた高強度鋼材の製造方法 | |
| WO2014162677A1 (ja) | 窒化処理用鋼板およびその製造方法 | |
| JP6684905B2 (ja) | 剪断加工性に優れた高強度冷延鋼板及びその製造方法 | |
| WO2015159650A1 (ja) | 熱間圧延線材 | |
| KR101791324B1 (ko) | 피로 특성이 우수한 고강도 강재 및 그 제조 방법 | |
| JP7018138B2 (ja) | 熱処理硬化型高炭素鋼板及びその製造方法 | |
| WO2017169329A1 (ja) | 高強度鋼板およびその製造方法 | |
| JP5446900B2 (ja) | 高い焼付硬化性と優れた伸びフランジ性を有する高張力熱延鋼板およびその製造方法 | |
| JP6348436B2 (ja) | 高強度高延性鋼板 | |
| TWI491742B (zh) | 鋼板及其製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14876061 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015555856 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014876061 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014876061 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201604451 Country of ref document: ID |
|
| ENP | Entry into the national phase |
Ref document number: 20167017724 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15109586 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2016/008810 Country of ref document: MX |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112016014435 Country of ref document: BR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 112016014435 Country of ref document: BR Kind code of ref document: A2 Effective date: 20160620 |