WO2015141656A1 - 化粧シート、及びこれを用いた化粧部材 - Google Patents
化粧シート、及びこれを用いた化粧部材 Download PDFInfo
- Publication number
- WO2015141656A1 WO2015141656A1 PCT/JP2015/057827 JP2015057827W WO2015141656A1 WO 2015141656 A1 WO2015141656 A1 WO 2015141656A1 JP 2015057827 W JP2015057827 W JP 2015057827W WO 2015141656 A1 WO2015141656 A1 WO 2015141656A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- resin
- decorative sheet
- decorative
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/10—Applying flat materials, e.g. leaflets, pieces of fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/554—Wear resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F13/00—Coverings or linings, e.g. for walls or ceilings
- E04F13/07—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor
Definitions
- the thickness of the decoration layer may be appropriately selected according to the desired pattern, and is usually about 1 to 20 ⁇ m, preferably about 1 to 10 ⁇ m.
- the irradiation dose is preferably such that the crosslinking density of the ionizing radiation curable resin is saturated.
- the irradiation dose is usually selected in the range of 5 to 300 kGy (0.5 to 30 Mrad), preferably 10 to 50 kGy (1 to 5 Mrad).
Landscapes
- Laminated Bodies (AREA)
Abstract
Description
2.前記基材シートと前記表面保護層との間に、さらに樹脂層を有する上記項1に記載の化粧シート。
3.前記基材シートが、ポリオレフィン樹脂により構成されるものである上記項1又は2に記載の化粧シート。
4.前記樹脂層が、ポリオレフィン樹脂により構成されるものである上記項2又は3に記載の化粧シート。
5.前記表面保護層が、電離放射線硬化性樹脂組成物の硬化物である上記項1~4のいずれかに記載の化粧シート。
6.基材シート、装飾層、樹脂層、及び表面保護層をこの順に有し、該樹脂層及び表面保護層が透明である上記項1~5のいずれかに記載の化粧シート。
7.ラミネート加工又はラッピング加工に用いられる請求項1~6のいずれかに記載の化粧シート。
8.上記項1~7のいずれかに記載の化粧シートの基材シートの側の面と被着材とが、接着剤層を介して貼着してなる化粧部材。
E=Δρ/Δε
E:引張弾性率
Δρ:直線上の2点間の元平均断面積による応力差
Δε:同じ2点間のひずみ差
次に、本発明の化粧シートを構成する各層について説明する。
本発明の化粧シートにおける装飾層は、本発明の化粧シートに装飾性を付与するものである。装飾層は、化粧シートの全面を被覆する一様均一な着色層であってもよいし、種々の模様をインキ及び印刷機を使用して印刷することにより形成される絵柄層であってもよいし、又はこれらを組み合わせたものであってもよい。
本発明の化粧シートにおける樹脂層は、化粧シートの装飾層の保護、化粧シートの総厚み、引張弾性率及び最大点荷重の調整による成型加工性の向上、ならびに耐傷性の向上の観点から、所望に応じて好ましく設けられる層である。
本発明の化粧シートは、耐傷性、耐摩耗性、耐薬品性等の表面特性を付与するために、表面保護層を有する。表面保護層は、装飾層の上に直接設けられるか、又は他の層、例えば上記の樹脂層を介して設けられる。表面保護層は、好ましくは硬化性樹脂を含有する樹脂組成物を塗布し、これを硬化したもので構成される。硬化された硬化性樹脂により表面保護層が構成されることで、化粧シートの表面特性を向上させることができる。
電離放射線硬化性樹脂とは、電磁波または荷電粒子線の中で分子を架橋又は重合させ得るエネルギー量子を有するもの、すなわち、紫外線又は電子線等を照射することにより、架橋又は硬化する樹脂のことである。具体的には、従来電離放射線硬化性樹脂として慣用されている重合性モノマー、重合性オリゴマー及びプレポリマーの中から適宜選択して用いることができる。
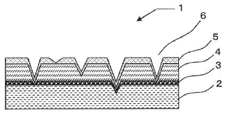
表面保護層は、凹形状を有する。本発明の化粧シートは凹形状を有することで、特に質感(触感)に優れたものとなる。この凹形状は、少なくとも表面保護層に存在していればよい。凹形状として、例えば、図1に示されるように、表面保護層内に留まっているもの、基材シートに至るもの等が挙げられる。優れた質感(触感)を得る観点から、表面保護層内に留まるものだけでなく、樹脂層まで至るもの、装飾層まで至るもの、又は基材シートまで至るものが組み合わされていることが好ましい。
本発明の化粧シートは、必要に応じて接着層を有することができる。特に、本発明の化粧シートが樹脂層を有する場合、該樹脂層と装飾層との間の接着性を向上させるときに、接着層を設けることは有効である。接着層を構成する接着剤としては、通常化粧シートで用いられる接着剤を用いることができる。接着層の厚みは0.1~50μm程度が好ましく、十分な接着性が得られる観点から1~30μmの範囲がより好ましい。
本発明の化粧シートは、必要に応じて、各層間密着性を向上させるために、各層間のいずれかにプライマー層を有することができる。特に、表面保護層と他の層、例えば樹脂層を設ける場合は表面保護層と樹脂層との間に、プライマー層を設けることが、本発明の化粧シートの優れた耐傷性を得る観点から効果的である。
本発明の化粧シートの製造方法について、本発明の化粧シートとして好ましい態様の一つである、基材シート、装飾層、樹脂層、及び表面保護層を順に有する化粧シートを例にとって、その製造方法を説明する。本発明の化粧シートは、例えば、基材シートに装飾層を設ける工程(1)、該装飾層上に樹脂層を設ける工程(2)、該樹脂層上に硬化性樹脂組成物を塗布し、硬化させて表面保護層を形成する工程(3)を順に経ることにより製造することができる。
本発明の化粧部材は、上記の本発明の化粧シートを部材(被着材)にラミネート加工、ラッピング加工、あるいは真空成型加工等の加工により貼着し、必要に応じて仕上げ加工を施して得られるものであり、該化粧シートの基材シートの側の面と被着材とが、接着剤層を介して貼着されている。
(1)加工適性(ラッピング性)
各実施例及び比較例で得られた化粧部材の状態を目視で観察し、以下の基準で評価した。
A:外観変化は全く確認されなかった。
B:わずかに被着材と化粧シートとの間に浮きが確認された。
C:化粧シートが被着材から剥がれるスプリングバック等が発生するか、或いはラッピングできなかった(貼着できなかった)。
各実施例及び比較例で得られた化粧部材を、ルーターを用いて切削加工を施し、切削加工後の仕上げ面の状態を目視で観察し、以下の基準で評価した。
A:外観変化はほとんど確認されなかった。
B:突起又は凹み、欠け等の発生が若干あるが、実用上問題ない。
C:突起又は凹み、欠け等が多く発生した。
各実施例及び比較例で得られた化粧部材の外観(凹形状)を目視で観察し、以下の基準で評価した。
A:凹形状が残り、質感(触感)が豊かであり、意匠性に優れていた。
B:凹形状がやや浅くなる部分があるが、質感(触感)があり、実用上問題ない意匠性を有していた。
B-:凹形状が浅くなる部分があるが、質感(触感)が残っており、実用上問題ない意匠性を有していた。
C:凹形状が全面的に浅くなっている、もしくは消失し、質感(触感)がなくなった。
各実施例及び比較例で得られた化粧部材について、JIS K5600-5-4に準拠して、鉛筆引掻き塗膜硬さ試験機(「PSH540-40IP(型番)」、株式会社東洋精機製作所製)、及び鉛筆引掻き値試験用鉛筆(三菱鉛筆株式会社製)を用いて鉛筆硬度の測定試験を行い、以下の基準で評価した。
A:化粧シートの破れが発生した鉛筆硬度がHB以上であった。
B:化粧シートの破れが発生した鉛筆硬度が3B~Bであった。
C:化粧シートの破れが発生した鉛筆硬度が4B以下であった。
両面コロナ放電処理を施したポリプロピレン樹脂シート(厚み:50μm)を基材シートとし、該基材シートの一方の面に2液硬化型アクリル-ウレタン樹脂をバインダーとする印刷インキをグラビア印刷法で塗布して木目柄の装飾層(厚み:2μm)を設け、他方の面に2液硬化型ウレタン-硝化綿混合樹脂組成物を塗布して裏面プライマー層(厚み:2μm)を形成した。装飾層の上に、透明のポリウレタン樹脂系接着剤を塗布して接着層(乾燥後の厚み:3μm)を形成し、透明なポリプロピレン樹脂をTダイ押出機により加熱溶融押出しして、化粧シートの総厚みが第1表に示される厚み(80μm)となるように樹脂層(厚み:19μm)を形成した。
実施例1において、樹脂層の厚みをかえて第1表に示される化粧シートの総厚みとする、基材シートの材質をかえて第1表に示される引張弾性率の比率、あるいは最大点荷重の比率とした以外は、実施例1と同様にして、各々実施例2~10の化粧シート、該化粧シートを用いた化粧部材を作製した。得られた化粧部材について、上記の評価を行い、その評価結果を第1表に示す。
実施例1において、基材シートをポリエチレンテレフタレート樹脂からなる基材シート(厚み:70μm)を用い、接着層及び樹脂層を設けなかったこと以外は、実施例1と同様にして実施例11の化粧シート、該化粧シートを用いた化粧部材を作製した。得られた化粧部材について、上記の評価を行い、その評価結果を第1表に示す。
実施例1において、樹脂層の厚みをかえて第1表に示される化粧シートの総厚みとし、または基材シートをかえて第1表に示される引張弾性率の比率、あるいは最大点荷重の比率とした以外は、実施例1と同様にして、各々比較例1~6の化粧シート、該化粧シートを用いた化粧部材を作製した。得られた化粧部材について、上記の評価を行い、その評価結果を第1表に示す。
実施例11において、基材シートを形成するポリエチレンテレフタレート樹脂をかえて、第1表に示される最大点荷重の比率を有する化粧シートとした以外は、実施例11と同様にして、比較例7の化粧シート、該化粧シートを用いた化粧部材を作製した。得られた化粧部材について、上記の評価を行い、その評価結果を第1表に示す。

2 基材シート
3 装飾層
4 樹脂層
5 接着層
6 表面保護層
7 凹形状
Claims (8)
- ポリエステル樹脂又はポリオレフィン樹脂により構成される基材シート上に、装飾層及び表面保護層をこの順に有し、総厚みが70~135μmであり、少なくとも該表面保護層が凹形状を有しており、該凹形状の最大深さが該総厚みに対して15~100%であり、かつ15μm以上であり、120℃と20℃とにおける引張弾性率の比率が1:12~1:160であり、120℃と20℃とにおける30mm延伸時の最大点荷重の比率が1:1.7~1:30である化粧シート。
- 前記基材シートと前記表面保護層との間に、さらに樹脂層を有する請求項1に記載の化粧シート。
- 前記基材シートが、ポリオレフィン樹脂により構成されるものである請求項1又は2に記載の化粧シート。
- 前記樹脂層が、ポリオレフィン樹脂により構成されるものである請求項2又は3に記載の化粧シート。
- 前記表面保護層が、電離放射線硬化性樹脂組成物の硬化物である請求項1~4のいずれかに記載の化粧シート。
- 基材シート、装飾層、樹脂層、及び表面保護層をこの順に有し、該樹脂層及び表面保護層が透明である請求項1~5のいずれかに記載の化粧シート。
- ラミネート加工又はラッピング加工に用いられる請求項1~6のいずれかに記載の化粧シート。
- 請求項1~7のいずれかに記載の化粧シートの基材シートの側の面と被着材とが、接着剤層を介して貼着してなる化粧部材。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580007693.XA CN105992694B (zh) | 2014-03-19 | 2015-03-17 | 装饰片材以及使用其的装饰部件 |
| KR1020167010598A KR101733369B1 (ko) | 2014-03-19 | 2015-03-17 | 화장 시트, 및 이것을 사용한 화장 부재 |
| RU2016126687A RU2618885C1 (ru) | 2014-03-19 | 2015-03-17 | Декоративный лист и декоративный элемент, в котором он применяется |
| EP15764113.5A EP3130462A4 (en) | 2014-03-19 | 2015-03-17 | Decorative sheet, and decorative member in which same is used |
| US15/108,913 US20160325535A1 (en) | 2014-03-19 | 2015-03-17 | Decorative sheet, and decorative member in which same is used |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014056894A JP5839066B2 (ja) | 2014-03-19 | 2014-03-19 | 化粧シート、及びこれを用いた化粧部材 |
| JP2014-056894 | 2014-03-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015141656A1 true WO2015141656A1 (ja) | 2015-09-24 |
Family
ID=54144623
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/057827 Ceased WO2015141656A1 (ja) | 2014-03-19 | 2015-03-17 | 化粧シート、及びこれを用いた化粧部材 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20160325535A1 (ja) |
| EP (1) | EP3130462A4 (ja) |
| JP (1) | JP5839066B2 (ja) |
| KR (1) | KR101733369B1 (ja) |
| CN (1) | CN105992694B (ja) |
| RU (1) | RU2618885C1 (ja) |
| WO (1) | WO2015141656A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106985766A (zh) * | 2017-03-15 | 2017-07-28 | 浙江大学 | 具有气动减阻功能的自适应仿生非光滑表面贴膜 |
| CN114932729A (zh) * | 2016-09-29 | 2022-08-23 | 大日本印刷株式会社 | 装饰片和使用了其的装饰材料 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6481315B2 (ja) * | 2014-09-30 | 2019-03-13 | 大日本印刷株式会社 | 加飾シート |
| WO2018159660A1 (ja) | 2017-02-28 | 2018-09-07 | 大日本印刷株式会社 | 化粧シート及び化粧板 |
| JP6957934B2 (ja) * | 2017-03-30 | 2021-11-02 | 大日本印刷株式会社 | 化粧シート及びこれを用いた化粧材 |
| WO2018181775A1 (ja) * | 2017-03-31 | 2018-10-04 | 大日本印刷株式会社 | 加飾シート、加飾樹脂成形品、及びこれらの製造方法 |
| CN109421317A (zh) * | 2017-06-28 | 2019-03-05 | 菊水化学工业株式会社 | 壁面材以及用于壁面材的印刷用基材 |
| CN111511524A (zh) * | 2017-12-15 | 2020-08-07 | 株式会社可乐丽 | 装饰成型体及其制造方法以及使用了装饰成型体的发光构造 |
| US11884048B2 (en) | 2018-02-13 | 2024-01-30 | Seiren Co., Ltd. | Decorative sheet, embossing method and embossing die |
| US20200001568A1 (en) * | 2018-06-06 | 2020-01-02 | Liqing Wei | Composite articles including textured films and furniture articles including them |
| JP7107779B2 (ja) * | 2018-08-03 | 2022-07-27 | スリーエム イノベイティブ プロパティズ カンパニー | 建築部材 |
| WO2020046528A1 (en) * | 2018-08-31 | 2020-03-05 | Vinventions Usa, Llc | Decorative closure for a container |
| WO2020075561A1 (ja) * | 2018-10-12 | 2020-04-16 | 大日本印刷株式会社 | 化粧板、透明性樹脂フィルム及び化粧板の製造方法 |
| EP3865298A4 (en) | 2018-10-12 | 2022-06-08 | Dai Nippon Printing Co., Ltd. | TRANSPARENT RESIN FILM, DECORATIVE FILM AND METHOD OF MAKING A DECORATIVE FILM |
| CN112888564A (zh) * | 2018-10-12 | 2021-06-01 | 大日本印刷株式会社 | 透明性树脂膜、装饰板和装饰板的制造方法 |
| WO2020213342A1 (ja) | 2019-04-18 | 2020-10-22 | 大日本印刷株式会社 | 透明性樹脂フィルム、透明性樹脂フィルムの製造方法、及び、化粧材 |
| EP3766367A1 (en) * | 2019-07-17 | 2021-01-20 | D. Swarovski KG | Decorative structure |
| CN110485663B (zh) * | 2019-08-06 | 2021-04-23 | 佛山希望数码印刷设备有限公司 | 立体裂纹及凹纹的制作工艺及其装饰板结构、制备系统 |
| CN110485664B (zh) * | 2019-08-06 | 2021-04-13 | 佛山希望数码印刷设备有限公司 | 凹纹及裂纹效果的制作工艺及其装饰板结构、制备系统 |
| US11331944B1 (en) * | 2019-09-17 | 2022-05-17 | Tajine Monjardo | Product having prismatic effect and method of producing thereof |
| NL2024192B1 (en) * | 2019-11-08 | 2021-07-28 | I4F Licensing Nv | Decorative panel, and decorative floor covering consisting of said panels |
| BE1030234B1 (nl) * | 2022-01-31 | 2023-08-29 | Kreafin Group Sa | Werkwijze voor het vormen van een meerlaags pvc plaatmateriaal met een opgeschuimde drager |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001219524A (ja) * | 2000-02-07 | 2001-08-14 | Nissha Printing Co Ltd | 絵付けシートの製造方法および立体加工された絵付けシートの製造方法、立体形状絵付け成形品 |
| JP2003053918A (ja) * | 2001-08-22 | 2003-02-26 | Chisso Corp | 化粧シートおよび化粧材 |
| JP2004017617A (ja) * | 2002-06-20 | 2004-01-22 | Toppan Printing Co Ltd | 耐汚染化粧材 |
| JP2005289038A (ja) * | 2004-03-08 | 2005-10-20 | Sekisui Chem Co Ltd | 熱可塑性樹脂シート、合わせガラスの製造方法及び合わせガラス |
| JP2005335336A (ja) * | 2004-05-31 | 2005-12-08 | Dainippon Printing Co Ltd | 横柄エンボス化粧シート及び横柄エンボス化粧板 |
| JP2006123536A (ja) * | 2004-09-30 | 2006-05-18 | Dainippon Printing Co Ltd | 化粧シート |
| JP2010071004A (ja) * | 2008-09-19 | 2010-04-02 | Dainippon Printing Co Ltd | 化粧シート及び化粧板 |
| JP2010089359A (ja) * | 2008-10-07 | 2010-04-22 | Kaneka Corp | エンボス加飾一体成形品及びその製造方法 |
| JP2010100030A (ja) * | 2008-09-29 | 2010-05-06 | Dainippon Printing Co Ltd | エンボス版及びそれを用いてエンボス加工された化粧シート |
| JP2010228322A (ja) * | 2009-03-27 | 2010-10-14 | Dainippon Printing Co Ltd | 化粧シート及び化粧板 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2100210C1 (ru) * | 1993-04-07 | 1997-12-27 | Интернэшнл Пейпер Компани | Лист с орнаментом для применения при производстве декоративного слоистого материала, декоративный слоистый материал и способы их изготовления |
| JP3633367B2 (ja) * | 1999-05-19 | 2005-03-30 | 凸版印刷株式会社 | 化粧シート |
| WO2003078161A1 (fr) * | 2002-03-20 | 2003-09-25 | Dai Nippon Printing Co., Ltd. | Feuille decorative |
| JP4696544B2 (ja) | 2004-12-06 | 2011-06-08 | 東レ株式会社 | 化粧シート用ポリエステルフィルム |
| JP4839000B2 (ja) | 2005-02-01 | 2011-12-14 | 株式会社プライムポリマー | 化粧シート用樹脂材料及び化粧シート |
| JP5509516B2 (ja) * | 2006-03-31 | 2014-06-04 | 大日本印刷株式会社 | 床材用化粧材 |
| KR101423799B1 (ko) * | 2006-09-28 | 2014-07-25 | 다이니폰 인사츠 가부시키가이샤 | 엠보싱 장식 사출 성형품 및 그의 제조 방법 |
| JP5125160B2 (ja) * | 2007-03-14 | 2013-01-23 | 大日本印刷株式会社 | 賦型シート、樹脂化粧板及びその製造方法 |
| JP2009083184A (ja) * | 2007-09-28 | 2009-04-23 | Dainippon Printing Co Ltd | 化粧シート |
| CN101970228A (zh) * | 2008-03-12 | 2011-02-09 | 大日本印刷株式会社 | 三维加工用装饰片材 |
| JP5568932B2 (ja) * | 2008-09-30 | 2014-08-13 | 大日本印刷株式会社 | 床材用化粧シート及び床用化粧材 |
| JP4840461B2 (ja) | 2008-09-30 | 2011-12-21 | 大日本印刷株式会社 | 床材用化粧シート |
| BE1018753A3 (nl) * | 2009-05-11 | 2011-08-02 | Flooring Ind Ltd Sarl | Laminaatpaneel en werkwijzen voor het vervaardigen van laminaatpanelen. |
| JP5589510B2 (ja) | 2010-03-31 | 2014-09-17 | 大日本印刷株式会社 | 化粧材及び化粧シート |
| JP5664091B2 (ja) * | 2010-09-30 | 2015-02-04 | 大日本印刷株式会社 | 真空成形用化粧シート |
| CN202631772U (zh) * | 2012-06-04 | 2012-12-26 | 重庆翎创福光电科技股份有限公司 | 一种聚酯反射膜 |
-
2014
- 2014-03-19 JP JP2014056894A patent/JP5839066B2/ja active Active
-
2015
- 2015-03-17 WO PCT/JP2015/057827 patent/WO2015141656A1/ja not_active Ceased
- 2015-03-17 KR KR1020167010598A patent/KR101733369B1/ko active Active
- 2015-03-17 EP EP15764113.5A patent/EP3130462A4/en not_active Withdrawn
- 2015-03-17 CN CN201580007693.XA patent/CN105992694B/zh active Active
- 2015-03-17 US US15/108,913 patent/US20160325535A1/en not_active Abandoned
- 2015-03-17 RU RU2016126687A patent/RU2618885C1/ru active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001219524A (ja) * | 2000-02-07 | 2001-08-14 | Nissha Printing Co Ltd | 絵付けシートの製造方法および立体加工された絵付けシートの製造方法、立体形状絵付け成形品 |
| JP2003053918A (ja) * | 2001-08-22 | 2003-02-26 | Chisso Corp | 化粧シートおよび化粧材 |
| JP2004017617A (ja) * | 2002-06-20 | 2004-01-22 | Toppan Printing Co Ltd | 耐汚染化粧材 |
| JP2005289038A (ja) * | 2004-03-08 | 2005-10-20 | Sekisui Chem Co Ltd | 熱可塑性樹脂シート、合わせガラスの製造方法及び合わせガラス |
| JP2005335336A (ja) * | 2004-05-31 | 2005-12-08 | Dainippon Printing Co Ltd | 横柄エンボス化粧シート及び横柄エンボス化粧板 |
| JP2006123536A (ja) * | 2004-09-30 | 2006-05-18 | Dainippon Printing Co Ltd | 化粧シート |
| JP2010071004A (ja) * | 2008-09-19 | 2010-04-02 | Dainippon Printing Co Ltd | 化粧シート及び化粧板 |
| JP2010100030A (ja) * | 2008-09-29 | 2010-05-06 | Dainippon Printing Co Ltd | エンボス版及びそれを用いてエンボス加工された化粧シート |
| JP2010089359A (ja) * | 2008-10-07 | 2010-04-22 | Kaneka Corp | エンボス加飾一体成形品及びその製造方法 |
| JP2010228322A (ja) * | 2009-03-27 | 2010-10-14 | Dainippon Printing Co Ltd | 化粧シート及び化粧板 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114932729A (zh) * | 2016-09-29 | 2022-08-23 | 大日本印刷株式会社 | 装饰片和使用了其的装饰材料 |
| CN114932729B (zh) * | 2016-09-29 | 2024-06-21 | 大日本印刷株式会社 | 装饰片和使用了其的装饰材料 |
| CN106985766A (zh) * | 2017-03-15 | 2017-07-28 | 浙江大学 | 具有气动减阻功能的自适应仿生非光滑表面贴膜 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2618885C1 (ru) | 2017-05-11 |
| KR101733369B1 (ko) | 2017-05-08 |
| KR20160049051A (ko) | 2016-05-04 |
| CN105992694A (zh) | 2016-10-05 |
| CN105992694B (zh) | 2018-07-10 |
| US20160325535A1 (en) | 2016-11-10 |
| JP5839066B2 (ja) | 2016-01-06 |
| EP3130462A4 (en) | 2018-01-03 |
| JP2015178242A (ja) | 2015-10-08 |
| EP3130462A1 (en) | 2017-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5839066B2 (ja) | 化粧シート、及びこれを用いた化粧部材 | |
| JP7115615B2 (ja) | 化粧シート及びこれを用いた化粧材 | |
| JP6760459B2 (ja) | 化粧シート | |
| JP5700100B2 (ja) | 床材用化粧シート及び床用化粧材 | |
| JP6650662B2 (ja) | 化粧シート及びそれを用いた化粧板 | |
| JP2020055290A (ja) | 化粧シート及びこれを用いた化粧材 | |
| WO2016125907A1 (ja) | 化粧シート及び該化粧シートを備える化粧部材 | |
| JP5664091B2 (ja) | 真空成形用化粧シート | |
| JP5760900B2 (ja) | 真空成形用化粧シート | |
| JP5966292B2 (ja) | 真空成形用化粧シート | |
| JP7626061B2 (ja) | 化粧材及び化粧部材 | |
| JP2019038194A (ja) | 化粧シート及びこれを用いた化粧材 | |
| JP7225635B2 (ja) | 化粧材 | |
| JP5720163B2 (ja) | 真空成形用化粧シート | |
| JP5625702B2 (ja) | 真空成形用化粧シート | |
| JP5625701B2 (ja) | 真空成形用化粧シートの製造方法 | |
| JP2020044746A (ja) | 化粧シート及び化粧材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15764113 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20167010598 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015764113 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015764113 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15108913 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2016126687 Country of ref document: RU Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 2015764113 Country of ref document: EP |