WO2015145481A1 - 塗装金属板および外装建材 - Google Patents
塗装金属板および外装建材 Download PDFInfo
- Publication number
- WO2015145481A1 WO2015145481A1 PCT/JP2014/001743 JP2014001743W WO2015145481A1 WO 2015145481 A1 WO2015145481 A1 WO 2015145481A1 JP 2014001743 W JP2014001743 W JP 2014001743W WO 2015145481 A1 WO2015145481 A1 WO 2015145481A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal plate
- top coat
- coated metal
- film
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/06—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain multicolour or other optical effects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/24—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials for applying particular liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/002—Pretreatement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0254—After-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
- B05D7/16—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies using synthetic lacquers or varnishes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/52—Two layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/52—Two layers
- B05D7/53—Base coat plus clear coat type
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/42—Gloss-reducing agents
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/66—Additives characterised by particle size
- C09D7/69—Particle size larger than 1000 nm
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09G—POLISHING COMPOSITIONS; SKI WAXES
- C09G1/00—Polishing compositions
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B1/7675—Insulating linings for the interior face of exterior walls
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B2/00—Walls, e.g. partitions, for buildings; Wall construction with regard to insulation; Connections specially adapted to walls
- E04B2/02—Walls, e.g. partitions, for buildings; Wall construction with regard to insulation; Connections specially adapted to walls built-up from layers of building elements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B2/00—Walls, e.g. partitions, for buildings; Wall construction with regard to insulation; Connections specially adapted to walls
- E04B2/88—Curtain walls
- E04B2/90—Curtain walls comprising panels directly attached to the structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/02—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain a matt or rough surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/06—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain multicolour or other optical effects
- B05D5/061—Special surface effect
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/206—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/406—Bright, glossy, shiny surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/554—Wear resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B2/00—Walls, e.g. partitions, for buildings; Wall construction with regard to insulation; Connections specially adapted to walls
- E04B2/02—Walls, e.g. partitions, for buildings; Wall construction with regard to insulation; Connections specially adapted to walls built-up from layers of building elements
- E04B2002/0256—Special features of building elements
- E04B2002/0286—Building elements with coatings
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B2103/00—Material constitution of slabs, sheets or the like
- E04B2103/06—Material constitution of slabs, sheets or the like of metal
Definitions
- the present invention relates to a coated metal plate for exterior and exterior building materials.
- the coated metal plate is excellent in versatility, design and durability, and is used in various applications.
- a gloss modifier is usually blended in the top coat film on the surface of the painted metal plate mainly from the viewpoint of design.
- Silica is usually used for the gloss adjusting agent in the painted metal plate for exterior building materials.
- the particle size of the silica is usually defined by the average particle size.
- the average particle diameter of the silica as the gloss adjusting agent in the coated metal plate is usually 3 to 30 ⁇ m, although it depends on the color and application (see, for example, Patent Document 1 (paragraph 0018)).
- ⁇ ⁇ Chromate-based coated steel sheets are used for painted metal sheets for exterior building materials.
- efforts have been made to improve the moldability and the corrosion resistance of the cut end surface portion, and the chromate-based coated steel sheet has long-term durability.
- legal regulations that prohibit the use of ingredients that have a negative impact on the environment or are likely to be possible are being considered.
- it is considered to prohibit the use of a hexavalent chromium component, which is widely used as a rust preventive component, in a coated metal plate in the near future.
- Various studies have been conducted on chromate-free coated steel sheets, including pre-coating treatments and optimization of anti-corrosion pigments, and properties that are comparable to chromate-based coated steel sheets can be obtained at the forming and cutting end surfaces. .
- the corrosion resistance on the flat part was not a big problem, but in the chromate-free coated steel sheet, corrosion at the flat part may be significant, especially when silica is used as the gloss modifier. As shown in FIG. 1, in actual use, corrosion such as spot rust and swelling of the coating film may occur in the flat part earlier than the expected years of use.
- An object of the present invention is to provide a coated metal plate and an exterior building material that have excellent flat portion corrosion resistance while being chromate-free.
- FIG. 2 is a photomicrograph of the corroded portion of the flat portion of the chromate-free painted metal plate.
- part A is a part where silica particles as a gloss adjusting agent are exposed from the top coat film
- part B is a part where the silica particles are dropped from the top coat film.
- FIG. 3 is a reflection electron micrograph of the cross section along the straight line L in FIG. 2 of the A part of the painted metal plate
- FIG. 4 is the B part of the painted metal plate in FIG. It is a reflection electron micrograph of the cross section along the straight line L.
- FIG. 3 clearly shows that the silica particles exposed on the surface of the top coating film are cracked
- FIG. 4 shows that the holes in the top coating film from which the silica particles have fallen are corroded on the metal plate. It clearly shows that this is the starting point.
- agglomerated particles such as silica as a gloss adjusting agent
- the corrosion occurs in a portion of the top coat where the gloss adjusting agent is cracked, disintegrated, or dropped off.
- the gloss adjusting agent exposed from the top coating film which was worn away by actual use, was cracked, collapsed and dropped from the top coating film.
- the silica defined by the average particle diameter contains particles that are considerably larger than the average particle diameter with respect to the thickness of the top coat film. Confirmed that. For example, when the present inventors observed the silica whose average particle diameter is 3.3 micrometers among the commercially available silica used for the said gloss regulator with an electron microscope, the silica whose particle diameter is about 15 micrometers is contained. (Fig. 5).
- the present inventors paid attention to the fact that such large particle size aggregated particles cause a decrease in corrosion resistance, and by using a gloss adjusting agent having a specific particle size with respect to the film thickness of the top coat film, The present inventors have found that corrosion resistance equal to or higher than the corrosion resistance obtained by using a chromate-based chemical conversion treatment and the use of a chromium-containing anticorrosive pigment in an undercoat film was completed.
- this invention relates to the following coating metal plates and exterior building materials.
- a chromate-free coated metal plate having a metal plate and a top coat film disposed on the metal plate, wherein the top coat film contains particles having pores as a gloss modifier.
- the content of the gloss modifier in the top coat film is 0.01 to 15% by volume, the number average particle diameter of the gloss modifier is R ( ⁇ m), and the film thickness of the top coat film is T ( ⁇ m), a coated metal sheet satisfying the following formula, where ⁇ is the standard deviation of the number particle size distribution of the gloss modifier. (R + 2 ⁇ ) /T ⁇ 0.7 R ⁇ 2.0 9 ⁇ T ⁇ 19
- the coated metal plate according to [1] further including an undercoat film between the metal plate and the topcoat film.
- An exterior building material comprising the painted metal plate according to any one of [1] to [3].
- the exposure and cracking of the gloss adjusting agent during the expected service life are prevented.
- a coated metal plate for exterior use which is chromate-free and has an excellent flat portion corrosion resistance equal to or better than that of a coated metal plate that has been rust-prevented by chromium, is provided.
- FIG. 3 is a reflection electron micrograph of a cross section taken along a straight line L in FIG. 2 of a portion A of the painted metal plate shown in FIG. 2.
- FIG. 3 is a reflection electron micrograph of a cross section along a straight line L in FIG. 2 of a portion B of the coated metal plate shown in FIG. 2.
- FIG. 6A is a diagram schematically showing a cross section of a coated metal plate immediately after the coating for the top coat film is applied, and FIG. 6B schematically shows a cross section of the coated metal plate after the coating is baked.
- the said coating metal plate has a metal plate and the top coat film arrange
- the metal plate can be selected from known metal plates as long as the effects of the present embodiment can be obtained.
- the metal plate include cold rolled steel sheet, galvanized steel sheet, Zn—Al alloy plated steel sheet, Zn—Al—Mg alloy plated steel sheet, aluminum plated steel sheet, stainless steel sheet (austenite, martensite, ferrite, ferrite) -Including martensite two-phase system), aluminum plates, aluminum alloy plates, copper plates and the like.
- the metal plate is preferably a plated steel plate from the viewpoint of corrosion resistance, weight reduction and cost effectiveness.
- the plated steel sheet is preferably a molten 55% Al—Zn alloy plated steel sheet, a Zn—Al—Mg alloy plated steel sheet or an aluminum plated steel sheet from the viewpoint of corrosion resistance and suitability as an exterior building material.
- the metal plate preferably has a chemical conversion treatment film on its surface from the viewpoint of improving the adhesion and corrosion resistance of the coated metal plate.
- the chemical conversion coating include Ti-Mo composite coating, fluoroacid coating, phosphate coating, resin coating, resin and silane coupling agent coating, silica coating, silica and silane coupling agent coating , Zirconium-based coatings, and zirconium and silane coupling agent-based coatings.
- the amount of the Ti—Mo composite coating on the metal plate is preferably 10 to 500 mg / m 2 in terms of total Ti and Mo, and the amount of the fluoroacid coating is fluorine. It is preferably 3 to 100 mg / m 2 in terms of total metal elements, or the amount of the phosphate coating deposited is preferably 0.1 to 5 g / m 2 in terms of phosphorus elements.
- the amount of the resin-based film deposited is preferably 1 to 500 mg / m 2 in terms of resin, and the amount of the resin and the silane coupling agent-based film deposited is 0.1 to 50 mg / m 2 in terms of Si.
- the adhesion amount of the silica-based coating is preferably in terms of Si is 0.1 ⁇ 200 mg / m 2
- the amount of the zirconium-based coating is preferably 0.1 to 100 mg / m 2 in terms of Zr
- the zirconium and silane coupling agent-based coating is preferably 0.1 to 200 mg / m 2 .
- the adhesion amount is preferably 0.1 to 100 mg / m 2 in terms of Zr.
- the chemical conversion coating is applied to the surface of the metal plate by a known method such as a roll coating method, a spin coating method, or a spraying method, and the metal plate is applied after coating. It can be formed by drying without washing with water. From the viewpoint of productivity, the drying temperature and drying time of the metal plate are preferably, for example, 60 to 150 ° C. and 2 to 10 seconds at the ultimate temperature of the metal plate.
- the top coat film is usually composed of a resin.
- the resin is appropriately selected from the viewpoints of design properties and weather resistance.
- examples of the resin include polyester, acrylic, urethane resin, and fluororesin.
- the film thickness T of the top coat film is 9 to 19 ⁇ m. If the film thickness T of the topcoat film is too thick, it may cause the occurrence of coating defects (waki), decrease in productivity and increase in manufacturing cost, and if it is too thin, the desired design and expected design properties. Flat part corrosion resistance may not be obtained.
- the film thickness T of the top coat film is: From the above viewpoint, for example, it is preferably 10 ⁇ m or more, and more preferably 11 ⁇ m or more.
- the film thickness T of the top coat film is preferably 17 ⁇ m or less, and more preferably 15 ⁇ m or less.
- the film thickness T of the top coat film is, for example, the average value of the distances from the bottom surface to the surface at a plurality of locations of the top coat film.
- the film thickness T of the top coat film is preferably thicker when the color of the top coat film is bright from the viewpoint of the design properties of the coated metal plate, and can be thinner when the color of the top coat film is dark. .
- the film thickness T of the top coat film can be 13 ⁇ m or less, and if the L value of the top coat film is more than 80, for example.
- the film thickness T is preferably 15 ⁇ m or more.
- the film thickness T of the top coat film is such that the color of the top coat film is close to the color of the surface of the steel sheet before the top coat film is formed (for example, the undercoat film described later) from the viewpoint of the design properties of the coated metal sheet. It can be made as thin as possible. For example, if the absolute value ⁇ L of the difference between the L value of the top coat film and the L value of the surface color of the steel sheet before the coating is formed is 10 or less, the film thickness T of the top coat film is not clear. If ⁇ L is 20 or less, the film thickness T can be 13 ⁇ m or less, and if ⁇ L is 50 or less, the film thickness T can be 15 ⁇ m or less.
- the L value can be obtained by calculation using a Hunter color difference equation from the measurement result obtained by a commercially available spectrocolorimeter (for example, “CM3700d” manufactured by Konica Minolta Optics, Inc.).
- a commercially available spectrocolorimeter for example, “CM3700d” manufactured by Konica Minolta Optics, Inc.
- the top coat film contains a gloss modifier.
- the gloss adjusting agent is blended in the top coat to moderately roughen the surface of the top coat and brings the desired appearance with gloss to the coated metal plate. It is also used to adjust the gloss variation between production lots.
- the number average particle diameter R of the gloss adjusting agent is 2.0 ⁇ m or more. If the gloss modifier is too small, the gloss of the top coat film is too high, and the desired design properties may not be obtained. Thus, the number average particle diameter R of the gloss adjusting agent can be appropriately determined within a range satisfying the following formula according to the intended designability (glossiness) of the coated metal plate. If it is too high, the gloss of the top coat film is too low and the desired design properties cannot be obtained. For example, in order to obtain a coated metal plate having a flat portion corrosion resistance and a glossiness of 20 to 85 at 60 °, the number average particle size R of the gloss modifier is 3 ⁇ m or more, 5 ⁇ m or more, or 7 ⁇ m or more. It is.
- the number average particle diameter can be confirmed by observing the cross section of the top coat film, or by an image analysis method and a Coulter method (for example, using a precision particle size distribution measuring device “Multisizer 4” manufactured by Beckman Coulter, Inc.). It is possible to measure.
- the content of the gloss modifier in the top coat film is 0.01 to 15% by volume. When there is too much the said content, the glossiness of top coat film is too low, and process part adhesiveness falls. If the content is too small, the gloss cannot be controlled, and therefore the desired designability may not be obtained even if the content is large or small.
- the content of the gloss adjusting agent in the top coat film is preferably 0.05% by volume or more, and 0.1 volume. % Or more is more preferable.
- the content of the gloss adjusting agent in the top coat film is preferably 13% by volume or less, and more preferably 10% by volume or less. The content can be confirmed by measuring the ash content of the top coat film, collecting the gloss adjusting agent by dissolving the top coat film, image analysis of cross-sectional images in which elements are identified at a plurality of locations, and the like.
- the gloss modifier is a particle having pores (hereinafter also referred to as “pore particle”).
- the pore particles include aggregates in which primary particles are chemically bonded, aggregates in which primary particles are physically bonded, and porous particles.
- the porous particles have a porous structure at least inside the particles.
- the gloss adjusting agent may be composed of only the pore particles or may contain particles other than the pore particles.
- the pore particles may be inorganic particles or organic particles, and can be selected from known pore particles used as a gloss adjusting agent as long as the following formula is satisfied.
- Specific examples of the material of the fine pore particles include silica, calcium carbonate, barium sulfate, polyacrylonitrile, and a calcium carbonate-calcium phosphate complex.
- R + 2 ⁇ is a particle size of about 95.45% of the particles having a large particle size equal to or greater than the number average particle size R when the number particle size distribution of the gloss modifier is a normal distribution. Indicates the maximum value. Thus, R + 2 ⁇ represents the substantial maximum value of the particle size of the gloss modifier. If (R + 2 ⁇ ) / T is too large, the desired flat portion corrosion resistance may not be obtained when the fine pore particles are exposed due to wear due to actual use of the top coat film, and (R + 2 ⁇ ) / T is small. If it is too high, the desired glossiness may not be obtained.
- (R + 2 ⁇ ) / T is 0.3 or more. It is preferable that it is 0.4 or more.
- (R + 2 ⁇ ) / T is preferably 0.6 or less, and more preferably 0.5 or less. R and ⁇ can be obtained from the number particle size distribution of the gloss modifier.
- the gloss adjusting agent can be composed of sufficiently small particles with respect to the film thickness T of the top coat film as long as the above formula is satisfied, but the viewpoint of preventing early exposure from the top coat film of the gloss modifier Therefore, the maximum value of the particle size in the number particle size distribution of the gloss modifier is preferably less than the film thickness T of the top coat film, more preferably 0.7T or less, and 0.6T or less. Further preferred.
- the gloss adjusting agent having the particle size distribution including the maximum value can be appropriately selected from commercially available products, and can also be adjusted by the following classification.
- the gloss modifier is classified to make the particle size distribution of the gloss modifier sharper, and coarse particles in the gloss modifier.
- eliminate may be performed.
- the classification is performed by, for example, a sieve or a forced vortex centrifugal precision air classifier.
- the coarse particle cutting treatment can be performed by a known method for separating and removing the coarse particles having a particle size of 0.3 T to 0.7 T, or a known method for pulverizing the coarse particles. .
- the above-mentioned top coat film may further contain other components other than the above-described resin and gloss adjusting agent as long as the effect in the present embodiment can be obtained.
- the top coat film may further contain a colorant.
- colorants include inorganic pigments such as titanium oxide, calcium carbonate, carbon black, iron black, iron oxide yellow, titanium yellow, bengara, bitumen, cobalt blue, cerulean blue, ultramarine blue, cobalt green, molybdenum red; CoAl, Composite oxide fired pigments containing metal components such as CoCrAl, CoCrZnMgAl, CoNiZnTi, CoCrZnTi, NiSbTi, CrSbTi, FeCrZnNi, MnSbTi, FeCr, FeCrNi, FeNi, FeCrNiMn, CoCr, Mn, Co, SnZnTi; Al flakes, resin-coated Al flakes , Ni flakes, stainless
- the top coat film may further contain extender pigments.
- the extender pigment include barium sulfate and titanium oxide.
- the extender pigment is sufficiently smaller than the gloss control agent.
- the extender pigment has a number average particle diameter of 0.01 to 1 ⁇ m.
- the content of the extender pigment in the top coat film is, for example, 0.1 to 15% by volume.
- the above-mentioned top coat film may further contain a lubricant from the viewpoint of preventing galling in the top coat film during the processing of the coated metal plate.
- a lubricant examples include organic waxes such as fluorine wax, polyethylene wax, styrene wax, and polypropylene wax, and inorganic lubricants such as molybdenum disulfide and talc.
- the content of the lubricant in the top coat film is, for example, 0 to 10% by volume.
- the top coat film is produced by a known method in which a coating material for a top coat film is applied to the surface of the metal plate or the surface of an undercoat film described later, dried, and cured as necessary.
- the coating material for the top coat film contains the material for the top coat film described above, but may further contain other components in addition to the material as long as the effects of the present embodiment can be obtained.
- the paint for the top coat film may further contain a curing agent.
- the type of the curing agent can be appropriately selected from the above-described crosslinking agents and known curing agents according to the type of resin used and the baking conditions.
- Examples of the curing agent include melamine compounds, isocyanate compounds, and combinations of melamine compounds and isocyanate compounds.
- Examples of the melamine compound include an imino group type, a methylol imino group type, a methylol group type or a fully alkyl group type melamine compound.
- the isocyanate compound may be aromatic, aliphatic, or alicyclic, and examples include m-xylene diisocyanate, hexamethylene diisocyanate, naphthalene diisocyanate, isophorone diisocyanate, and block compounds thereof.
- the top coat film may further contain a curing catalyst as appropriate as long as it does not affect the storage stability of the paint for the top coat film.
- the content of the curing agent in the top coat film is, for example, 10 to 30% by volume.
- the top coat film may appropriately contain 10% by volume or less of an ultraviolet absorber (UVA) or a light stabilizer (HALS) in order to further improve the weather resistance.
- UVA ultraviolet absorber
- HALS light stabilizer
- the top coat film may contain a hydrophilizing agent for preventing rain streak stains, for example, 30% by volume or less of a partial hydrolysis condensate of tetraalkoxysilane.
- the paint for the top coat film is prepared, for example, by dispersing the above-mentioned top coat film material in a solvent.
- the coating material may contain a solvent, a crosslinking agent, and the like.
- the solvent include hydrocarbons such as toluene and xylene; esters such as ethyl acetate and butyl acetate; ethers such as cellosolve; and ketones such as methyl isobutyl ketone, methyl ethyl ketone, isophorone and cyclohexanone.
- the coating material for the top coat film is applied by a known method such as roll coating, curtain flow coating, spray coating, or dip coating.
- the top coating film is prepared by baking the above-mentioned coating material for the top coating film on the metal plate by heating the metal plate coated with the coating material for the top coating film so that the temperature reached 200 to 250 ° C. Is done.
- the film thickness T of the top coat film is appropriately adjusted depending on, for example, the coating amount of the paint.
- the coated metal plate may have further components as long as the effects of the present embodiment are exhibited.
- the said coated metal plate further has an undercoat film between the said metal plate and the said top coat film from a viewpoint of improving the adhesiveness and corrosion resistance of the top coat film in a coated metal plate.
- the said undercoat coating film is arrange
- the above-mentioned undercoat film is made of resin.
- the resin include epoxy resin, polyester, epoxy-modified polyester resin, acrylic resin, and phenoxy resin.
- the undercoat coating film may further contain a rust preventive pigment, a color pigment, a metallic pigment, and the like.
- rust preventive pigment include non-chromium rust preventive pigments such as modified silica, vanadate, magnesium hydrogen phosphate, magnesium phosphate, zinc phosphate, and aluminum polyphosphate.
- color pigment include titanium oxide, carbon black, chromium oxide, iron oxide, bengara, titanium yellow, cobalt blue, cobalt green, aniline black, and phthalocyanine blue.
- the metallic pigment include aluminum flake (non-leafing type), bronze flake, copper flake, stainless steel flake and nickel flake.
- the extender pigment include barium sulfate, titanium oxide, silica, and calcium carbonate.
- the content of the pigment in the undercoat coating film can be determined as appropriate within the range where the effect of the present embodiment can be obtained.
- the content of the rust preventive pigment in the primer coating film is, for example, It is preferably 10 to 70% by volume.
- the above-mentioned undercoat film is produced by applying a paint for the undercoat film.
- the coating material may contain a solvent, a crosslinking agent, and the like.
- the solvent include hydrocarbons such as toluene and xylene; esters such as ethyl acetate and butyl acetate; ethers such as cellosolve; and ketones such as methyl isobutyl ketone, methyl ethyl ketone, isophorone and cyclohexanone.
- the crosslinking agent include melamine resins and isocyanate resins that crosslink the above-described resins.
- the coating for the undercoat film is prepared by uniformly mixing and dispersing the above-described materials.
- the coating for the undercoat film is a metal with a coating amount that can provide a dry film thickness of 1 to 10 ⁇ m (preferably 3 to 7 ⁇ m) by a known method such as roll coating, curtain flow coating, spray coating, dip coating, etc. Applied to the board.
- the coating film of the paint is produced by baking on the metal plate, for example, by heating the metal plate at a temperature of 180 to 240 ° C. at the temperature reached by the metal plate.
- FIG. 6A is a diagram schematically showing a cross section of a coated metal plate immediately after the coating for the top coat film is applied
- FIG. 6B schematically shows a cross section of the coated metal plate after the coating is baked.
- the gloss adjusting agent 15 is a coating film of the paint in a state where a paint for the top coat film is applied to the base steel sheet 11 (for example, a plated steel sheet or a plated steel sheet and an undercoat film). 12 surface conditions are not substantially affected. For this reason, the desired gloss is not usually exhibited before baking the paint. on the other hand.
- the volatile components in the paint are volatilized, so the film thickness T of the top coat film 22 is thinner than the thickness t of the paint film 12. For this reason, the convex part by the gloss adjusting agent 15 is formed in the surface of the top coat film 22, and the top coat film 22 expresses desired glossiness (in this invention, gloss of enamel tone).
- the painted metal plate according to the present embodiment is a chromate-free painted metal plate.
- “Chromate-free” means that the coated metal plate does not substantially contain hexavalent chromium.
- the fact that the above-mentioned coated metal plate is “chromate-free” means that, for example, any of the above-described metal plate, chemical conversion film, undercoat film and topcoat film is a metal in which the topcoat film or undercoat film is produced alone.
- Four test pieces of 50 mm ⁇ 50 mm were cut out from the plate, immersed in 100 mL of boiling pure water for 10 minutes, and then hexavalent chromium eluted in the pure water was added to 2.4.1 of JIS H8625 appendix.
- the coated metal plate does not elute hexavalent chromium into the environment, and exhibits sufficient corrosion resistance at the flat portion.
- the “flat part” refers to a part that is covered with the top coating film of the metal plate and is not deformed by bending, drawing, overhanging, embossing, roll molding, or the like.
- the exterior of the coated metal plate is suitable for exterior use. “Exterior” refers to a portion that is exposed to the outside air, such as a roof, a wall, an accessory, a signboard, and an outdoor installation device, and is used for a portion that can be irradiated with sunlight or its reflected light. Examples of the exterior coated metal plate include a painted metal plate for exterior building materials.
- the coated metal plate is suitable for a painted metal plate having enamel luster.
- Enamel gloss refers to a glossiness of 20 to 85 at 60 °. If the glossiness is too low, the matte appearance becomes dominant and enamel-like glossiness may not be obtained. If the glossiness is too high, the glossiness cannot be controlled and the reproducibility of the paint appearance is obtained. Absent. The glossiness is adjusted by the average particle diameter of the gloss adjusting agent, the content in the top coat film, or the like.
- the coated metal plate does not contain particles having a particle size larger than that of the gloss modifier from the viewpoint of obtaining the desired design properties such as the enamel gloss.
- the gloss modifier (pore particles) is completely included in the top coat film. Further, the substantial maximum particle of the pore particles is sufficiently small with respect to the film thickness of the top coat film. Therefore, even if the resin of the top coat film is gradually depleted from the surface of the top coat film due to actual use in exterior applications, the above top coat is not exposed within the expected years of use. It is possible to design a coating film. Therefore, cracking and disintegration of the fine pore particles within the intended service life and falling off from the top coat are prevented, and corrosive factors such as rainwater cannot reach the metal plate during the intended service life. . For this reason, the said coated metal plate expresses the corrosion resistance of the flat part which is equal to or higher than that of the coated metal plate containing a chromate-based anticorrosive component while being chromate-free.
- the film thickness of the top coat film is T ( ⁇ m) and the standard deviation of the number particle size distribution of the gloss modifier is ⁇ , it has excellent flat portion corrosion resistance while being chromate-free.
- a painted metal plate can be provided.
- the coated metal plate further has an undercoat film between the metal plate and the top coat film from the viewpoint of improving the adhesion and corrosion resistance of the top coat film on the painted metal plate.
- the fact that the above-mentioned coated metal plate is an exterior coated metal plate is more effective from the viewpoint of reducing the environmental load due to elution of chromium during actual use.
- the exterior building material composed of the above-mentioned coated metal plate can exhibit excellent flat portion corrosion resistance in actual use for 10 years or more while being chromate-free.
- the coated metal plate is formed into an exterior building material by known processes such as bending, drawing, overhanging, embossing, and roll forming.
- the said exterior building material is comprised with the said coating metal plate.
- the exterior building material may further include another configuration within a range in which the above effect can be obtained.
- the exterior building material may further have a configuration that is provided for appropriate installation in actual use of the exterior building material. Examples of such a configuration include a member for fixing the exterior building material to the building, a member for connecting the exterior building materials to each other, a mark indicating the direction when the exterior building material is attached, and heat insulation. Foam sheet and foam layer. These configurations may be included in the above-described exterior coated metal plate.
- Nippon Paint Co., Ltd. is a chromate treatment liquid at 20 ° C. as a pretreatment for coating on the surface of the plated layer of the 55% Al—Zn alloy plated steel sheet with a double-sided adhesion amount of 150 g / m 2.
- a chromate treatment liquid at 20 ° C. as a pretreatment for coating on the surface of the plated layer of the 55% Al—Zn alloy plated steel sheet with a double-sided adhesion amount of 150 g / m 2.
- “Surf coat NRC300NS” “Surf coat” the company registered trademark of) was coated, dried 100 ° C. without washing the plated steel sheet, chromate treated steel sheet of the deposition amount of 20 mg / m 2 in terms of chromium Got.
- the following chromate-free treatment liquid is applied, and the plated steel sheet is dried at 100 ° C.
- the epoxy resin-based undercoat paint 1 is applied, the chemical conversion treated steel sheet is heated so that the ultimate temperature of the plated steel sheet is 200 ° C., and the dry film thickness is 5 ⁇ m.
- a chromate-free coating original plate 1 having a chromate-free undercoat film 1 was obtained.
- a chromate-free coated original plate 2 having a chromate-free undercoat coating 2 having a dry film thickness of 5 ⁇ m was obtained in the same manner as the coated original plate 1 except that the following undercoat paint 2 was used instead of the undercoat paint 1.
- a chromium-containing dry film having a dry film thickness of 5 ⁇ m is used in the same manner as the coating original plate 1 except that the chromate-treated steel plate is used instead of the chromate-free chemical conversion treated steel plate, and the following undercoat paint 3 is used instead of the undercoat paint 1.
- a coating original plate 3 containing chromium and having an undercoat coating film 3 was obtained.
- the clear paint is “NSC680” manufactured by Nippon Fine Coatings Co., Ltd.
- the phosphate mixture is a mixture of magnesium hydrogen phosphate, magnesium phosphate, zinc phosphate, and aluminum tripolyphosphate. Furthermore, the above volume% is a ratio to the solid content in the undercoat paint.
- Topcoat paints 1 to 3 having the following composition were prepared.
- the top coat 1 is the “CA clear paint” manufactured by Nippon Fine Coatings Co., Ltd.
- the top coat 2 is the “QK clear paint” manufactured by the company
- the top coat 3 is The following clear paint is “NSC3300 clear paint” manufactured by the same company.
- Carbon black is a coloring pigment.
- the following volume% is a ratio with respect to the solid content in the top coat. (Top coat) Carbon black 7% by volume Gloss control agent (type and amount are listed in Tables 1 to 5) Clear paint
- a top coat 1 containing 0.01% by volume of silica particles A (silica A) as a gloss modifier is applied to the surface of the undercoat 1 of the coating original plate 1, and the temperature reached by the plated steel sheet on the coating original plate 1 is as follows.
- the coating original plate 1 was heated so that it might become 220 degreeC, and the dry film thickness T produced the 11-micrometer top coat film.
- a coated metal plate 1 was produced.
- Silica particles A were cut by a forced vortex centrifugal precision air classifier of “Nipgel AZ-400” (“Nipgel” is a registered trademark of the company) manufactured by Tosoh Silica Co., Ltd. It is a powder. “Nipgel AZ-400” is produced by a wet gel method and corresponds to the aforementioned pore particles.
- the average particle diameter R of the silica particles A when the film thickness T was 11 ⁇ m was 2.5 ⁇ m and the standard deviation ⁇ was 1 when determined using a 50 ⁇ m diameter aperture tube by “Multisizer 4” manufactured by Beckman Coulter. 0.0 ⁇ m.
- Painted metal plates 2 to 4 were prepared in the same manner as the coated metal plate 1 except that the amount of silica particles A was changed as described in Table 1.
- painted metal plates 5 to 7 were produced in the same manner as the coated metal plate 2 except that the dry film thickness T was changed as described in Table 1.
- the average particle diameter R of the silica particles A when the film thickness T is 9 ⁇ m is 2.0 ⁇ m, and the standard deviation ⁇ is 0.8 ⁇ m.
- the average particle diameter R of the silica particles A when the film thickness T is 15 ⁇ m is 2.8 ⁇ m, and the standard deviation ⁇ is 1.6 ⁇ m.
- the average particle diameter R of the silica particles A when the film thickness T is 19 ⁇ m is 3.0 ⁇ m, and the standard deviation ⁇ is 2.3 ⁇ m.
- a coated metal plate 8 was produced in the same manner as the painted metal plate 2 except that the type of the coated original plate was changed as described in Table 1.
- painted metal plates 9 and 10 were respectively produced in the same manner as the painted metal plate 2 except that the type of top coat was changed as described in Table 1.
- the coated metal plate 2 is cut to expose its cross section, enclosed in an epoxy resin block, further polished, and the cross section taken with a scanning electron microscope.
- the particle size distribution of the silica particles A was determined by treating and analyzing the above, and it was confirmed that R and ⁇ were substantially the same as the above numerical values.
- a coated metal plate 11 was produced in the same manner as the coated metal plate 1 except that the top coating material 1 containing 0.01% by volume of silica particles B (silica B) was used as the gloss modifier.
- the silica particle B is a powder obtained by cutting particles having a particle size of 0.3 T or more from “Silicia 300P” manufactured by Fuji Silysia Chemical Co., Ltd. using a forced vortex centrifugal precision air classifier. “Silysia 300P” is produced by a wet gel method and corresponds to the aforementioned pore particles.
- the average particle diameter R of the silica particles B is 2.0 ⁇ m, and the standard deviation ⁇ is 0.5 ⁇ m.
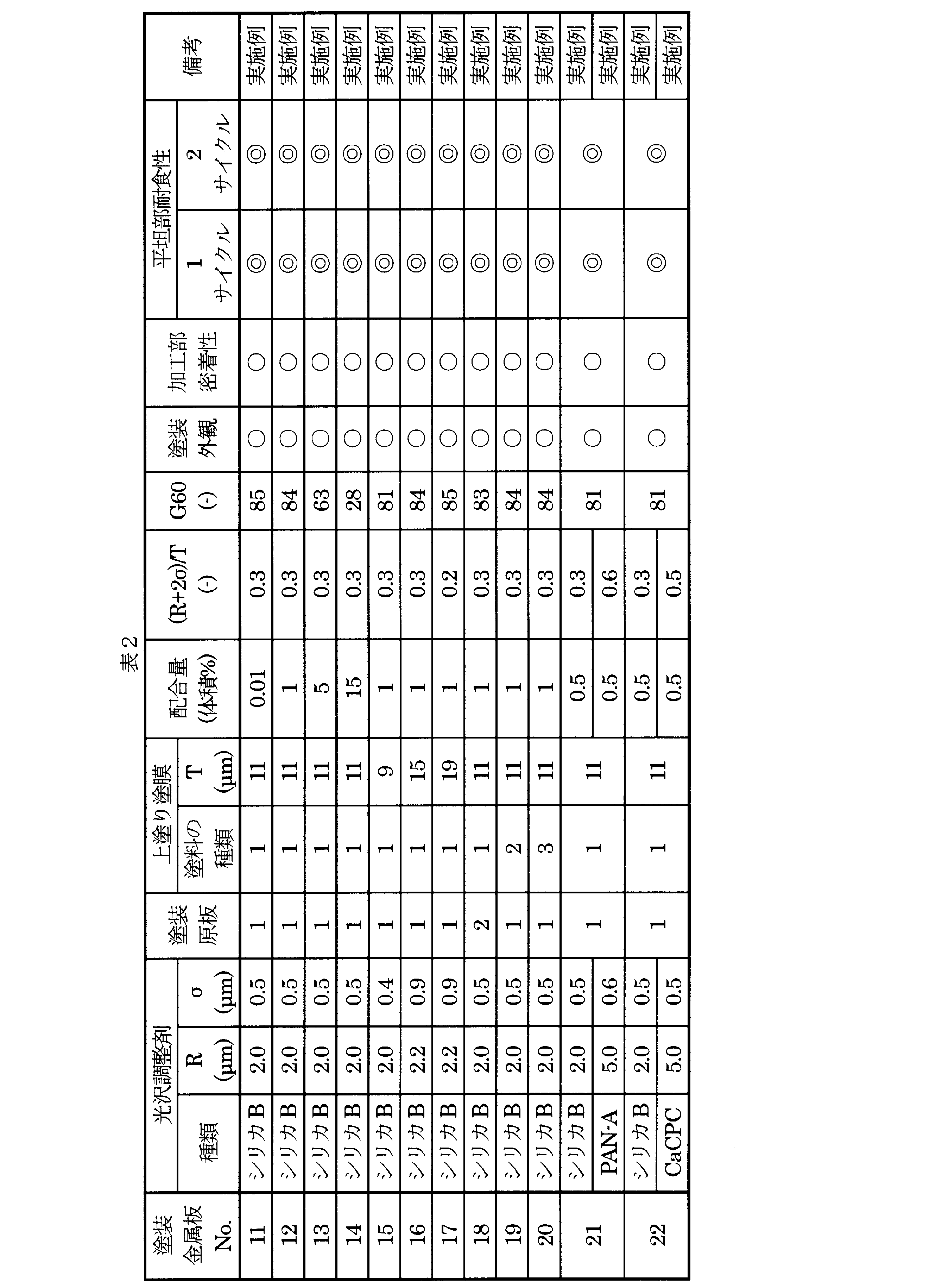
- Painted metal plates 12 to 14 were produced in the same manner as the painted metal plate 11 except that the blending amount of the silica particles B was changed as described in Table 2.
- painted metal plates 15 to 17 were produced in the same manner as the painted metal plate 12 except that the dry film thickness T was changed as described in Table 2.
- the average particle diameter R of the silica particles B when the film thickness T is 9 ⁇ m is 2.0 ⁇ m, and the standard deviation ⁇ is 0.4 ⁇ m.
- the average particle diameter R of the silica particles B when the film thickness T is 15 ⁇ m is 2.2 ⁇ m, and the standard deviation ⁇ is 0.9 ⁇ m.
- the film thickness T is 19 ⁇ m
- the average particle diameter R of the silica particles B is 2.2 ⁇ m
- the standard deviation ⁇ is 0.9 ⁇ m.
- a coated metal plate 18 was produced in the same manner as the coated metal plate 12 except that the type of the coated original plate was changed as described in Table 2.
- painted metal plates 19 and 20 were respectively produced in the same manner as the coated metal plate 12 except that the type of top coat was changed as described in Table 2.
- PAN particle A is a powder of “Toughtic ASF-7” (“Toughtic” is a registered trademark of the company) manufactured by Toyobo Co., Ltd., cut by a forced vortex centrifugal precision air classifier with a particle size of 0.55T or more. It is. “Toughtic ASF-7” is produced by pulverizing particles produced by a spray drying method, and corresponds to the aforementioned fine pore particles.
- the average particle size R of the PAN particles A when the film thickness T is 11 ⁇ m is 5.0 ⁇ m, and the standard deviation ⁇ is 0.6 ⁇ m.
- a coated metal plate 22 was prepared in the same manner as the coated metal plate 21 except that a calcium carbonate-calcium phosphate complex (CaCPC) was used instead of the PAN particles A.
- CaCPC calcium carbonate-calcium phosphate complex
- the CaCPC particle is a powder obtained by cutting a particle having a particle size of 0.55 T or more of “Voronex” manufactured by Maruo Calcium Co., Ltd. (“Boronex” is a registered trademark of the company) with a forced vortex centrifugal precision air classifier. “Boronex” has a petal-like porous structure and corresponds to the aforementioned pore particles. When the film thickness T is 11 ⁇ m, the average particle diameter R of the CaCPC particles is 5.0 ⁇ m, and the standard deviation ⁇ is 0.5 ⁇ m.
- a coated metal plate 23 was produced in the same manner as the coated metal plate 1 except that the top coat 1 containing PAN particles A at 0.01% by volume was used as a gloss modifier.
- Painted metal plates 24 to 26 were prepared in the same manner as the coated metal plate 23 except that the blending amount of the PAN particles A was changed as described in Table 3. Moreover, except having changed the dry film thickness T as it described in Table 3, it carried out similarly to the coating metal plate 24, and produced the coating metal plates 27 and 28, respectively.
- the average particle diameter R of the PAN particles A when the film thickness T is 15 ⁇ m is 6.2 ⁇ m, and the standard deviation ⁇ is 1.0 ⁇ m.
- the average particle diameter R of the PAN particles A when the film thickness T is 19 ⁇ m is 6.7 ⁇ m, and the standard deviation ⁇ is 1.9 ⁇ m.
- a coated metal plate 29 was produced in the same manner as the painted metal plate 24 except that the type of the coated original plate was changed as described in Table 3.
- painted metal plates 30 and 31 were respectively produced in the same manner as the painted metal plate 24 except that the type of the top coat was changed as described in Table 3.
- a coated metal plate 32 was produced in the same manner as the coated metal plate 1 except that the top coat 1 containing CaCPC particles at 0.01% by volume was used as the gloss modifier.
- Painted metal plates 33 to 35 were prepared in the same manner as the coated metal plate 32 except that the blending amount of CaCPC particles was changed as described in Table 3. Moreover, except having changed the dry film thickness T as it described in Table 3, it carried out similarly to the coating metal plate 33, and produced the coating metal plates 36 and 37, respectively.
- the film thickness T is 15 ⁇ m
- the average particle diameter R of the CaCPC particles is 5.4 ⁇ m
- the standard deviation ⁇ is 1.4 ⁇ m.
- the film thickness T is 19 ⁇ m
- the average particle diameter R of the CaCPC particles is 5.5 ⁇ m
- the standard deviation ⁇ is 1.5 ⁇ m.
- a coated metal plate 38 was produced in the same manner as the painted metal plate 33 except that the type of the painted original plate was changed as described in Table 3.
- painted metal plates 39 and 40 were produced in the same manner as the painted metal plate 33 except that the type of top coat was changed as described in Table 3.
- a coated metal plate 41 was produced in the same manner as the coated metal plate 2 except that the top coat paint 1 containing no gloss modifier was used.
- a coated metal plate 42 was produced in the same manner as the coated metal plate 41 except that the top coat film 1 containing 1% by volume of silica particles C (silica C) was used as a gloss modifier.
- Silica particles C are “Light Star LA-OS26BK” manufactured by Nissan Chemical Industries, Ltd., and correspond to the aforementioned pore particles.
- the film thickness T is 11 ⁇ m
- the average particle diameter R of the silica particles H is 0.7 ⁇ m
- the standard deviation ⁇ is 0.2 ⁇ m.
- a coated metal plate 43 was produced in the same manner as the painted metal plate 42 except that silica particles D (silica D) were used instead of the silica particles C.
- Silica particles D are “Nipgel AZ-410” manufactured by Tosoh Silica Co., Ltd., and correspond to the aforementioned fine pore particles. “Nipgel AZ-410” is produced by a wet gel method. The average particle diameter R of the silica particles D when the film thickness T is 11 ⁇ m is 4.2 ⁇ m, and the standard deviation ⁇ is 3.8 ⁇ m.
- Painted metal plates 44 to 46 were produced in the same manner as the coated metal plate 42, except that the amount of silica particles D was changed as described in Table 4. Moreover, except having changed the dry film thickness T as described in Table 4, it carried out similarly to the coating metal plate 43, and produced the coating metal plates 47 and 48, respectively.
- the film thickness T is 7 ⁇ m and 25 ⁇ m
- the average particle diameter R of the silica particles D is 4.2 ⁇ m
- the standard deviation ⁇ is 3.8 ⁇ m.
- painted metal plates 49 and 50 were respectively produced in the same manner as the painted metal plate 43 except that the type of the painted original plate was changed as described in Table 4.
- coated metal plates 51 and 52 were respectively produced in the same manner as the painted metal plate 43 except that the type of top coat was changed as described in Table 4.
- a coated metal plate 53 was produced in the same manner as the painted metal plate 43 except that silica particles E (silica E) were used in place of the silica particles D.
- Silica particle E is “Nipgel BY-001” manufactured by Tosoh Silica Co., Ltd., and corresponds to the aforementioned pore particles. “Nipgel BY-001” is produced by a wet gel method.
- the average particle diameter R of the silica particles E when the film thickness T is 11 ⁇ m is 13.0 ⁇ m, and the standard deviation ⁇ is 10.7 ⁇ m.
- a coated metal plate 54 was produced in the same manner as the painted metal plate 53 except that silica particles F (silica F) were used in place of the silica particles E.
- Silica particles F are “Nipgel AZ-460” manufactured by Tosoh Silica Co., Ltd. produced by a wet gel method and subsequent treatment with an organic substance, and correspond to the aforementioned pore particles.
- the average particle diameter R of the silica particles F when the film thickness T is 11 ⁇ m is 4.4 ⁇ m, and the standard deviation ⁇ is 3.7 ⁇ m.
- a coated metal plate 55 was produced in the same manner as the painted metal plate 54 except that silica particles G (silica G) were used instead of the silica particles F.
- the silica particles G are “ACEMATT TS100” manufactured by Nippon Aerosil Co., Ltd., produced by a dry combustion method, and correspond to the aforementioned pore particles.
- the average particle diameter R of the silica particles G when the film thickness T is 11 ⁇ m is 9.5 ⁇ m, and the standard deviation ⁇ is 1.8 ⁇ m.
- a coated metal plate 56 was produced in the same manner as the coated metal plate 55 except that silica particles H (silica H) were used in place of the silica particles G.
- Silica particles H are “ACEMATT 3300” manufactured by Nippon Aerosil Co., Ltd., produced by a dry combustion method and subsequent treatment with organic matter, and correspond to the aforementioned pore particles.
- the average particle diameter R of the silica particles H when the film thickness T is 11 ⁇ m is 9.5 ⁇ m, and the standard deviation ⁇ is 2.7 ⁇ m.
- the top coat paint 1 containing 1% by volume of the silica particles B as the gloss adjuster was used and the dry film thickness T was changed as described in Table 4, the same as the coated metal plate 12, A painted metal plate 57 was produced.
- the average particle diameter R of the silica particles B when the film thickness T is 5 ⁇ m is 1.3 ⁇ m, and the standard deviation ⁇ is 0.2.
- a coated metal plate 58 was produced in the same manner as the coated metal plate 24 except that the top coat 1 containing 1.0% by volume of polyacrylonitrile (PAN) particles B (PAN-B) was used as a gloss modifier.
- PAN polyacrylonitrile
- PAN particle B is “Toughtic ASF-7” manufactured by Toyobo Co., Ltd., and corresponds to the aforementioned pore particles.
- the average particle size R of the PAN particles B when the film thickness T is 11 ⁇ m is 7.0 ⁇ m, and the standard deviation ⁇ is 2.4 ⁇ m.
- Painted metal plates 59 to 61 were prepared in the same manner as the coated metal plate 58 except that the blending amount of the PAN particles B was changed as described in Table 5.
- painted metal plates 62 and 63 were respectively produced in the same manner as the painted metal plate 58 except that the type of the painted original plate was changed as described in Table 5.
- coated metal plates 64 and 65 were respectively produced in the same manner as the coated metal plate 58 except that the type of top coat was changed as described in Table 5.
- a coated metal plate 66 was produced in the same manner as the coated metal plate 24 except that the top coat 1 containing 1.0% by volume of polyacrylonitrile (PAN) particles C (PAN-C) was used as the gloss modifier.
- PAN polyacrylonitrile
- PAN particle C is “Tough Tic A-10” manufactured by Toyobo Co., Ltd.
- “Toughtic A-10” is a substantially disc-shaped particle having a concave portion or a through-hole at the center of both surfaces, and corresponds to the above-mentioned pore particle.
- the average particle size R of the PAN particles C when the film thickness T is 11 ⁇ m is 10.0 ⁇ m, and the standard deviation ⁇ is 7.0 ⁇ m.
- 5% by mass sulfuric acid previously adjusted to 50 ° C. is added to the above mixed solution to adjust the pH of the mixed solution to 10, and then stirring is stopped and the mixture is allowed to stand for 100 hours. Thereafter, the mixture is stirred and dispersed, the precipitate and the mother liquor are separated by filtration, and the obtained cake is redispersed in water. After sufficient dispersion, 5% by mass sulfuric acid is added until the pH reaches 2.0, and the pH of the dispersion is increased. Is nearly stabilized at 2.0, the mixture is stirred as it is for 24 hours, the dispersion is filtered and washed with water, and the cake is repulped to obtain a 15% by mass spherical silica particle slurry.
- silica particles I correspond to the aforementioned pore particles.
- the average particle size R of the silica particles I when the film thickness T was 11 ⁇ m was 2.
- the standard deviation ⁇ is 7 ⁇ m and 1.2 ⁇ m.
- the maximum value (number of intersections between the particle size distribution curve and the baseline) in the number particle size distribution of the silica particles I was 5.7 ⁇ m, and thus was less than 11 ⁇ m (0.5 T).
- a coated metal plate 67 was produced in the same manner as the coated metal plate 1 except that the top coat 1 containing 0.01% by volume of silica particles I was used as the gloss modifier.
- painted metal plates 68 to 70 were respectively produced in the same manner as the painted metal plate 67 except that the blending amount of the silica particles I was changed as described in Table 6.
- a coated metal plate 71 was produced in the same manner as the coated metal plate 1 except that the top coating material 1 containing 0.01% by volume of silica particles J (silica J) was used as the gloss modifier.
- Silica particles J were cut by a forced vortex centrifuge type precision air classifier of “Nipgel BY-601” (“Nipgel” is a registered trademark of the company) manufactured by Tosoh Silica Co., Ltd. It is a powder. “Nipgel BY-601” is produced by a wet gel method and corresponds to the aforementioned pore particles.
- the average particle diameter R of the silica particles J when the film thickness T is 11 ⁇ m is 4.3 ⁇ m and the standard deviation ⁇ is 1 when determined using a 50 ⁇ m diameter aperture tube by “Multisizer 4” manufactured by Beckman Coulter. 0.7 ⁇ m.
- Painted metal plates 72 to 74 were prepared in the same manner as the coated metal plate 71 except that the amount of silica particles J was changed as described in Table 1.
- the coated metal plates 1 to 40 and 67 to 74 have (R + 2 ⁇ ) / T of 0.7 or less, and therefore have enamel glossy design and are sufficiently In spite of having excellent processed part adhesion and being chromate-free, it has flat part corrosion resistance equivalent to actual use for 10 years.
- the flat portion corrosion resistance in the above-described coated metal plate is, as is apparent from the comparison with the painted metal plates 49 and 62, applied to the metal plate with a chromate conversion treatment, and the coated metal plate containing chromium as a rust preventive pigment. It is equal to or better than the flat part corrosion resistance.
- the number average particle size R of the gloss adjusting agent (pore particles) is at least 2 ⁇ m or more, it is effective for adjusting the gloss within a range satisfying the above formula. It is clear.
- the desired glossiness is obtained when the film thickness T of the top coat film is in the range of 9 to 19 ⁇ m, and It can be seen that both the processed part adhesion and the flat part corrosion resistance are sufficient.
- the coating amount is 0.01 to 15% by volume in the top coat film of the gloss modifier.
- the specular gloss at 60 ° specified in JIS K5600 of the metal plate can be adjusted to approximately 20 to 85.
- the gloss adjusting agent (silica particle J) can be used without adjusting the particle size distribution such as classification or cutting of coarse particles. If the condition of “(R + 2 ⁇ ) / T is 0.7 or less” is satisfied, it can be understood that all of the processed part adhesion, the flat part corrosion resistance, and the design property are sufficiently expressed.
- the coated metal plate according to the present invention prevents the corrosion resistance from being lowered at the flat portion due to the exposure, collapse and dropping of the gloss modifier from the top coat film. Therefore, even if it is used for a long period of time for exterior use, a coated metal plate that exhibits the desired appearance and corrosion resistance for a long period of time can be obtained. Therefore, the present invention is expected to further extend the life and further promote the use of the coated metal sheet for exterior use.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Architecture (AREA)
- Physics & Mathematics (AREA)
- Civil Engineering (AREA)
- Electromagnetism (AREA)
- Structural Engineering (AREA)
- Nanotechnology (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Acoustics & Sound (AREA)
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Finishing Walls (AREA)
Abstract
Description
[1]金属板と、前記金属板上に配置される上塗り塗膜とを有する、クロメートフリーの塗装金属板であって、前記上塗り塗膜は、細孔を有する粒子を光沢調整剤として含有し、前記上塗り塗膜における前記光沢調整剤の含有量は、0.01~15体積%であり、前記光沢調整剤の個数平均粒径をR(μm)、前記上塗り塗膜の膜厚をT(μm)、前記光沢調整剤の個数粒度分布の標準偏差をσとしたときに、下記式を満足する、塗装金属板。
(R+2σ)/T≦0.7
R≧2.0
9≦T≦19
[2]前記金属板および前記上塗り塗膜の間に下塗り塗膜をさらに有する、[1]に記載の塗装金属板。
[3]外装用塗装金属板である、[1]または[2]に記載の塗装金属板。
[4][1]~[3]のいずれか一つに記載の塗装金属板で構成されている外装建材。
(R+2σ)/T≦0.7
(R+2σ)/T≦0.7
R≧2.0
9≦T≦19
両面付着量150g/m2の溶融55%Al―Zn合金めっき鋼板をアルカリ脱脂し、当該めっき鋼板のめっき層の表面に、塗装前処理として、20℃の、クロメート処理液である日本ペイント株式会社製の「サーフコートNRC300NS」(「サーフコート」は同社の登録商標)を塗布し、当該めっき鋼板を水洗することなく100℃で乾燥し、クロム換算で20mg/m2の付着量のクロメート処理鋼板を得た。また、上記クロメート処理液に代えて下記クロメートフリー処理液を塗布し、当該めっき鋼板を水洗することなく100℃で乾燥し、Ti換算で10mg/m2の付着量のクロメートフリーの化成処理鋼板を得た。
(クロメートフリー処理液)
ヘキサフルオロチタン酸 55g/L
ヘキサフルオロジルコニウム酸 10g/L
アミノメチル置換ポリビニルフェノール 72g/L
水 残り
(下塗り塗料1)
リン酸塩混合物 15体積%
硫酸バリウム 5体積%
シリカ 1体積%
クリアー塗料 残り
(下塗り塗料2)
バナジン酸カルシウム 15体積%
硫酸バリウム 5体積%
シリカ 1体積%
クリアー塗料 残り
(下塗り塗料3)
ストロンチウムクロメート 15体積%
硫酸バリウム 5体積%
シリカ 1体積%
クリアー塗料 残り
下記組成の上塗り塗料1~3を調製した。上塗り塗料1は、下記クリアー塗料が日本ファインコーティングス株式会社製の「CAクリアー塗料」であり、上塗り塗料2は、下記クリアー塗料が同社製の「QKクリアー塗料」であり、上塗り塗料3は、下記クリアー塗料が同社製の「NSC3300クリアー塗料」である。カーボンブラックは着色顔料である。下記体積%は、上塗り塗料中の固形分に対する割合である。
(上塗り塗料)
カーボンブラック 7体積%
光沢調整剤(種類および配合量は表1~5に記載)
クリアー塗料 残り
光沢調整剤としてシリカ粒子A(シリカA)を0.01体積%で配合した上塗り塗料1を、塗装原板1の下塗り塗膜1の表面に塗布し、塗装原板1における上記めっき鋼板の到達温度が220℃となるように塗装原板1を加熱し、乾燥膜厚Tが11μmの上塗り塗膜を作製した。こうして、塗装金属板1を作製した。
光沢調整剤としてシリカ粒子B(シリカB)を0.01体積%で配合した上塗り塗料1を用いる以外は、塗装金属板1と同様にして、塗装金属板11を作製した。
光沢調整剤としてシリカ粒子Bに加えてポリアクリロニトリル(PAN)粒子A(PAN-A)をそれぞれ0.5体積%で配合した上塗り塗料1を用いる以外は、塗装金属板12と同様にして、塗装金属板21を作製した。
光沢調整剤としてPAN粒子Aを0.01体積%で配合した上塗り塗料1を用いる以外は、塗装金属板1と同様にして、塗装金属板23を作製した。
光沢調整剤としてCaCPC粒子を0.01体積%で配合した上塗り塗料1を用いる以外は、塗装金属板1と同様にして、塗装金属板32を作製した。
光沢調整剤を配合していない上塗り塗料1を用いる以外は、塗装金属板2と同様にして、塗装金属板41を作製した。
シリカ粒子Dに代えてシリカ粒子E(シリカE)を用いる以外は、塗装金属板43と同様にして、塗装金属板53を作製した。
光沢調整剤としてポリアクリロニトリル(PAN)粒子B(PAN-B)を1.0体積%で配合した上塗り塗料1を用いる以外は、塗装金属板24と同様にして、塗装金属板58を作製した。
光沢調整剤としてポリアクリロニトリル(PAN)粒子C(PAN-C)を1.0体積%で配合した上塗り塗料1を用いる以外は、塗装金属板24と同様にして、塗装金属板66を作製した。
シリカIを調製した。まず、攪拌機付き反応槽に市販の3号ケイ酸ソーダ(SiO2:21.9質量%、Na2O:7.1質量%、SiO2/Na2O=3.19)を100g(全液量中のSiO2濃度として7質量%)量り採り、水100g加えた後、50℃に調節し、ゆっくり攪拌しながらアクリルアミドポリマー水溶液(10質量%水溶液、重量平均分子量:50万)を65g加えて十分に分散させる。当該水溶液の添加量は、SiO2に対してポリアクリルアミド無水物が30質量%となる量である。
光沢調整剤としてシリカ粒子J(シリカJ)を0.01体積%で配合した上塗り塗料1を用いる以外は、塗装金属板1と同様にして、塗装金属板71を作製した。
塗装金属板1~74のそれぞれについて、下記の測定および試験を行った。
塗装金属板1~74のそれぞれの、JIS K5600-4-7(ISO 2813:1994)で規定される60°における鏡面光沢度(G60)を日本電色株式会社製 光沢計VG-2000によって測定した。
塗装金属板1~74のそれぞれの乾燥後の塗膜の外観を、以下の基準により評価した。
(評価基準)
○:光沢異常および塗膜欠陥が認められず、フラットなエナメル外観が認められる
×:以下に示すD1~D5のいずれかの異常が認められる
D1:光沢を制御できていない
D2:光沢が高すぎる
D3:光沢が低すぎる
D4:塗膜の凹凸感が強く、フラットなエナメル外観が得られない
D5:塗膜焼付け時の、揮発成分による塗膜膨れが見られる(厚膜の場合に発生)
塗装金属板1~74のそれぞれに0T曲げ(密着曲げ)加工を施し、当該0T曲げ部のセロハンテープ剥離試験を行い、以下の基準により評価した。
(評価基準)
○:塗膜の剥離が認められない
×:塗膜の剥離が認められる
塗装金属板1~74のそれぞれについて、まずJIS K5600-7-7(ISO 11341:2004)に規定されているキセノンランプ法促進耐候性試験を1,000時間行い、次いで、JIS H8502に規定されている「中性塩水噴霧サイクル試験」(いわゆるJASO法)を720時間行った。上記二つの試験の実施を1サイクルとし、塗装金属板1~74のそれぞれについて、1サイクル(実使用の耐久年数が5年程度に相当)試験品と、2サイクル(実使用の耐久年数10年程度に相当)試験品のそれぞれを水洗し、目視、および、10倍ルーペによる拡大観察によって、塗装金属板の兵站部における塗膜の膨れの有無を観察し、以下の基準により評価した。
(評価基準)
◎:膨れが認められない
○:拡大観察で僅かに微小な膨れが認められるが、目視では当該膨れが認められない
×:目視で膨れが認められる





12 塗膜
15 光沢調整剤
22 上塗り塗膜
Claims (4)
- 金属板と、前記金属板上に配置される上塗り塗膜とを有する、クロメートフリーの塗装金属板であって、
前記上塗り塗膜は、細孔を有する粒子を光沢調整剤として含有し、
前記上塗り塗膜における前記光沢調整剤の含有量は、0.01~15体積%であり、
前記光沢調整剤の個数平均粒径をR(μm)、前記上塗り塗膜の膜厚をT(μm)、前記光沢調整剤の個数粒度分布の標準偏差をσとしたときに、下記式を満足する、塗装金属板。
(R+2σ)/T≦0.7
R≧2.0
9≦T≦19 - 前記金属板および前記上塗り塗膜の間に下塗り塗膜をさらに有する、請求項1に記載の塗装金属板。
- 外装用塗装金属板である、請求項1または2に記載の塗装金属板。
- 請求項1~3のいずれか一項に記載の塗装金属板で構成されている外装建材。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2016141412A RU2649100C1 (ru) | 2014-03-24 | 2014-03-26 | Покрытая металлическая пластина и наружный строительный материал |
| KR1020167023239A KR101726317B1 (ko) | 2014-03-24 | 2014-03-26 | 도장 금속판 및 외장 건재 |
| US15/128,260 US9999904B2 (en) | 2014-03-24 | 2014-03-26 | Coated metal plate and exterior building material |
| EP14887509.9A EP3124230A4 (en) | 2014-03-24 | 2014-03-26 | Coated metal plate and exterior building material |
| CN201480077301.2A CN106103081B (zh) | 2014-03-24 | 2014-03-26 | 涂装金属板及外装建材 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-059948 | 2014-03-24 | ||
| JP2014059948A JP5572269B1 (ja) | 2014-03-24 | 2014-03-24 | 塗装金属板および外装建材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015145481A1 true WO2015145481A1 (ja) | 2015-10-01 |
Family
ID=51427304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/001743 Ceased WO2015145481A1 (ja) | 2014-03-24 | 2014-03-26 | 塗装金属板および外装建材 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9999904B2 (ja) |
| EP (1) | EP3124230A4 (ja) |
| JP (1) | JP5572269B1 (ja) |
| KR (1) | KR101726317B1 (ja) |
| CN (1) | CN106103081B (ja) |
| RU (1) | RU2649100C1 (ja) |
| TW (1) | TWI558547B (ja) |
| WO (1) | WO2015145481A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5714754B1 (ja) * | 2014-05-29 | 2015-05-07 | 日新製鋼株式会社 | 塗装金属板の製造方法および外装建材 |
| JP6627561B2 (ja) * | 2016-02-22 | 2020-01-08 | 日本製鉄株式会社 | 被覆金属板 |
| JP6816608B2 (ja) * | 2017-03-29 | 2021-01-20 | 日本製鉄株式会社 | 塗装金属板 |
| CN108468400A (zh) * | 2018-04-26 | 2018-08-31 | 宁夏坚盾幕墙工程有限公司 | 一种水性仿石材铝单板的制造方法 |
| RU2727391C1 (ru) * | 2020-02-03 | 2020-07-21 | Публичное Акционерное Общество "Новолипецкий металлургический комбинат" | Способ производства коррозионностойкого окрашенного стального проката с цинк-алюминий-магниевым покрытием |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05228433A (ja) * | 1992-02-19 | 1993-09-07 | Nisshin Steel Co Ltd | 成形加工性に優れた塗装鋼板 |
| JPH10128905A (ja) * | 1996-10-28 | 1998-05-19 | Nisshin Steel Co Ltd | 接着性に優れた艶消し塗装金属板 |
| JP2002178447A (ja) * | 2000-12-11 | 2002-06-26 | Nisshin Steel Co Ltd | 耐摩耗性及び洗浄回復性に優れた塗装金属板 |
| JP2004244720A (ja) * | 2003-01-24 | 2004-09-02 | Nippon Steel Corp | 防錆防食被覆鋼板 |
| WO2010071150A1 (ja) * | 2008-12-18 | 2010-06-24 | 株式会社神戸製鋼所 | プレコートアルミニウム板 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3748794A (en) * | 1970-11-20 | 1973-07-31 | E Gunnill | Building construction and method |
| GB8724243D0 (en) * | 1987-10-15 | 1987-11-18 | Metal Box Plc | Laminates of polyolefin-based film |
| JPH07166125A (ja) * | 1993-12-13 | 1995-06-27 | Kobe Steel Ltd | プレス成形性及び耐食性にすぐれる樹脂塗装アルミニウム又はアルミニウム合金材及びその製造方法 |
| JP2004017454A (ja) | 2002-06-14 | 2004-01-22 | Furukawa Electric Co Ltd:The | 樹脂被覆金属板材、それを用いた電気・電子機器 |
| JP2004269921A (ja) * | 2003-03-05 | 2004-09-30 | Jfe Steel Kk | 有機複合被覆鋼板の製造方法 |
| CN1657652B (zh) | 2004-02-20 | 2011-05-11 | 日本油漆株式会社 | 表面调整剂及表面调整方法 |
| JP5396728B2 (ja) * | 2008-03-26 | 2014-01-22 | Jfeスチール株式会社 | ロール塗布方法およびロール塗布装置 |
| MY157832A (en) * | 2008-12-03 | 2016-07-29 | Nippon Steel Corp | Coated metal material and method of production of same |
| JP5163660B2 (ja) | 2010-01-19 | 2013-03-13 | 新日鐵住金株式会社 | 塗装金属板 |
| JP5658536B2 (ja) * | 2010-03-08 | 2015-01-28 | 日新製鋼株式会社 | 塗装アルミニウムめっき鋼板 |
| JP5736594B2 (ja) * | 2010-10-14 | 2015-06-17 | 国立研究開発法人産業技術総合研究所 | 低温流体輸送配管または低温流体貯蔵庫、あるいはその塗装外装材 |
| JP5833871B2 (ja) * | 2011-03-31 | 2015-12-16 | 日新製鋼株式会社 | 塗装金属板の製造方法 |
| JP2012214676A (ja) * | 2011-03-31 | 2012-11-08 | Nisshin Steel Co Ltd | 塗装金属板およびその製造方法 |
| CN103287018B (zh) * | 2012-03-01 | 2016-04-06 | 株式会社神户制钢所 | 着色树脂涂装金属板 |
-
2014
- 2014-03-24 JP JP2014059948A patent/JP5572269B1/ja active Active
- 2014-03-26 KR KR1020167023239A patent/KR101726317B1/ko active Active
- 2014-03-26 RU RU2016141412A patent/RU2649100C1/ru active
- 2014-03-26 EP EP14887509.9A patent/EP3124230A4/en not_active Withdrawn
- 2014-03-26 US US15/128,260 patent/US9999904B2/en active Active
- 2014-03-26 WO PCT/JP2014/001743 patent/WO2015145481A1/ja not_active Ceased
- 2014-03-26 CN CN201480077301.2A patent/CN106103081B/zh active Active
-
2015
- 2015-03-24 TW TW104109273A patent/TWI558547B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05228433A (ja) * | 1992-02-19 | 1993-09-07 | Nisshin Steel Co Ltd | 成形加工性に優れた塗装鋼板 |
| JPH10128905A (ja) * | 1996-10-28 | 1998-05-19 | Nisshin Steel Co Ltd | 接着性に優れた艶消し塗装金属板 |
| JP2002178447A (ja) * | 2000-12-11 | 2002-06-26 | Nisshin Steel Co Ltd | 耐摩耗性及び洗浄回復性に優れた塗装金属板 |
| JP2004244720A (ja) * | 2003-01-24 | 2004-09-02 | Nippon Steel Corp | 防錆防食被覆鋼板 |
| WO2010071150A1 (ja) * | 2008-12-18 | 2010-06-24 | 株式会社神戸製鋼所 | プレコートアルミニウム板 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3124230A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106103081B (zh) | 2018-04-17 |
| EP3124230A1 (en) | 2017-02-01 |
| RU2649100C1 (ru) | 2018-03-29 |
| EP3124230A4 (en) | 2017-08-09 |
| US9999904B2 (en) | 2018-06-19 |
| JP5572269B1 (ja) | 2014-08-13 |
| TW201540492A (zh) | 2015-11-01 |
| CN106103081A (zh) | 2016-11-09 |
| TWI558547B (zh) | 2016-11-21 |
| JP2015182286A (ja) | 2015-10-22 |
| US20170100746A1 (en) | 2017-04-13 |
| KR101726317B1 (ko) | 2017-04-12 |
| KR20160106763A (ko) | 2016-09-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5572270B1 (ja) | 塗装金属板および外装建材 | |
| JP5572269B1 (ja) | 塗装金属板および外装建材 | |
| JP6473354B2 (ja) | 外装建材 | |
| JP6446299B2 (ja) | 外装建材 | |
| JP6446300B2 (ja) | 外装建材 | |
| JP5714755B1 (ja) | 塗装金属板の製造方法および外装建材 | |
| JP5714756B1 (ja) | 塗装金属板の製造方法および外装建材 | |
| JP6473355B2 (ja) | 外装建材 | |
| JP2015182462A (ja) | 塗装金属板および外装建材 | |
| JP2015182463A (ja) | 塗装金属板および外装建材 | |
| JP6294787B2 (ja) | 塗装金属板および外装建材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14887509 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20167023239 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014887509 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014887509 Country of ref document: EP Ref document number: 15128260 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2016141412 Country of ref document: RU Kind code of ref document: A |