WO2016021023A1 - シューズ用ソール、及びシューズ - Google Patents
シューズ用ソール、及びシューズ Download PDFInfo
- Publication number
- WO2016021023A1 WO2016021023A1 PCT/JP2014/070888 JP2014070888W WO2016021023A1 WO 2016021023 A1 WO2016021023 A1 WO 2016021023A1 JP 2014070888 W JP2014070888 W JP 2014070888W WO 2016021023 A1 WO2016021023 A1 WO 2016021023A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rubber
- mass
- parts
- ethylene
- polybutadiene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/02—Soles; Sole-and-heel integral units characterised by the material
- A43B13/04—Plastics, rubber or vulcanised fibre
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B1/00—Footwear characterised by the material
- A43B1/0063—Footwear characterised by the material made at least partially of material that can be recycled
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B1/00—Footwear characterised by the material
- A43B1/10—Footwear characterised by the material made of rubber
- A43B1/12—Footwear characterised by the material made of rubber of rubber waste
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/14—Soles; Sole-and-heel integral units characterised by the constructive form
- A43B13/22—Soles made slip-preventing or wear-resisting, e.g. by impregnation or spreading a wear-resisting layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
- Y02P70/62—Manufacturing or production processes characterised by the final manufactured product related technologies for production or treatment of textile or flexible materials or products thereof, including footwear
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Definitions
- the present invention relates to a shoe sole suitably used as a component of a shoe and a shoe using the same.
- the shoe is manufactured by attaching a shoe sole such as an outsole or a midsole to an upper covering the instep.
- a rubber shoe sole is made of a rubber product obtained by molding a rubber composition containing a rubber component, a reinforcing agent, a vulcanization accelerator, and the like.
- Silica is usually used as the reinforcing agent (Patent Document 1).
- Patent Document 1 Silica is usually used as the reinforcing agent.
- the waste material include a waste product such as shoes and sports equipment; a scrap material generated in a factory; and an unnecessary material generated due to other causes.
- a sole for shoes by using a rubber composition containing such a waste material.
- waste materials may contain a crosslinked resin.
- a sole formed from a rubber composition containing a crosslinked resin has a problem that it is inferior in wear resistance.
- the shoe sole is required to have strength and appropriate hardness.
- a first object of the present invention is to provide a shoe sole containing a cross-linked resin and having excellent wear resistance.
- a second object of the present invention is to provide a shoe sole containing a crosslinked resin, which is excellent in strength and has an appropriate hardness.
- the inventors of the present invention have made extensive studies on materials that can improve wear resistance while using a crosslinked resin for the above purpose.
- the cross-linked resin is difficult to melt because adjacent polymer molecules are cross-linked. For this reason, even if the present inventors blend a crosslinked resin with a rubber component, the resin and the rubber component do not bind sufficiently, and improvement in wear resistance cannot be expected or improved. I was thinking.
- the present inventors have found that a shoe sole having excellent wear resistance can be obtained by adding a cross-linked ethylene polymer and 1,2-polybutadiene to the rubber component. Based on this knowledge, the present invention has been completed.
- the shoe sole of the present invention contains a rubber component containing at least one of natural rubber and isoprene rubber, a crosslinked ethylene polymer, and 1,2-polybutadiene.
- a shoe sole is used, for example, as an outsole of a shoe.
- a preferable shoe sole of the present invention contains 3 to 60 parts by mass of the crosslinked ethylene polymer with respect to 100 parts by mass of the rubber component.
- a preferable shoe sole of the present invention is a ratio of the crosslinked ethylene polymer to the 1,2-polybutadiene (content of crosslinked ethylene polymer (mass) / content of 1,2-polybutadiene (mass). )) Is 0.9 to 6.5.
- the rubber component contains 70 parts by mass or more of at least one of the natural rubber and isoprene rubber in 100 parts by mass of the rubber component.
- the preferred shoe sole of the present invention further comprises an organic peroxide crosslinking agent.
- the sole for shoes of this invention contains the said organic peroxide more than zero and 10 mass parts or less with respect to 100 mass parts of said rubber components.
- the rubber component comprises only natural rubber, only isoprene rubber, or a mixture of natural rubber and isoprene rubber.
- a preferable shoe sole of the present invention is one in which the crosslinked ethylene polymer is obtained from a pulverized waste material.
- a preferable shoe sole of the present invention is a non-foamed body.
- a shoe is provided.
- This shoe comprises one of the above shoe soles.
- the shoe sole of the present invention contains 1,2-polybutadiene and a cross-linked ethylene polymer, and thus has excellent wear resistance.
- the preferable shoe sole of the present invention is excellent in strength and has an appropriate hardness. By using this sole, it is possible to provide a shoe that is not easily worn or broken and has excellent comfort.
- FIG. 1 is a side view of a shoe according to one embodiment of the present invention. Sectional drawing cut
- a numerical range represented by “to” means a numerical range including numerical values before and after “to” as a lower limit value and an upper limit value.
- a shoe 1a according to one embodiment of the present invention includes an upper 2a that covers an instep, a midsole 3a provided below the upper 2a, and a lower surface of the midsole 3a. And an outsole 5a provided.
- the midsole 3a is attached to the lower end of the upper 2a.
- the outsole 5a is attached over the entire lower surface of the midsole 3a.
- a method for attaching the midsole 3a and the outsole 5a is not particularly limited, and representative examples include adhesion using an adhesive 4a. When the outsole 5a and the midsole 3a have a property of adhering to each other, the outsole 5a and the midsole 3a can be directly adhered.
- the attachment method of the upper 2a and the midsole 3a is not specifically limited, For example, the adhesion
- a shoe 1b according to another embodiment of the present invention is provided with an upper 2b that covers an instep, a midsole 3b provided below the upper 2b, and a lower surface of the midsole 3b.
- a first outsole 51b and a second outsole 52b In this shoe 1b, the areas of the outsole 51b, 52b are both smaller than the area of the lower surface of the midsole 3b. Therefore, a part of the lower surface of the midsole 3b is exposed.
- two outsole 51b and 52b whose area is smaller than the midsole 3b are provided, it is not limited to this.
- the first outsole 51b is attached to the front of the lower surface of the midsole 3b
- the second outsole 52b is attached to the rear of the lower surface of the midsole 3b.
- positioning of an outsole with a small area is not restricted to the front or back of the midsole 3b, It can change suitably.
- the lower surfaces of the outsole 51b and 52b and a part of the lower surface of the midsole 3b are in contact with the ground.
- the lower surfaces of the outsole 5a, 51b, 52b are usually formed in a concavo-convex shape as illustrated. However, it is not limited to such a concavo-convex shape, and the lower surface of all or at least one outsole illustrated may be formed flat (not shown). A plurality of separate studs may be attached to the lower surface of all or at least one outsole illustrated (not shown).
- the thicknesses of the outsole 5a, 51b, 52b are not particularly limited, but are usually 1 mm or more, preferably 2 mm to 10 mm.
- the thickness of the midsole 3a, 3b is not particularly limited, but is usually 3 mm or more, preferably 4 mm to 20 mm.
- the outsole is a bottom member of the shoe that is in contact with the ground, and as described above, the outsole can be used as appropriate over the entire lower surface or part of the shoe.
- the outsole is not limited to the bottom member that is always in contact with the ground.
- the concept of the outsole includes a bottom member of a shoe that does not normally contact the ground but can be deformed by an external force (such as an impact at the time of landing) and touch the ground. Examples of the bottom member of the shoe that can be deformed by the external force and come into contact with the ground include a reinforcing member such as a shank member.
- the shank member is a bottom member disposed on the arch portion.
- the shoe sole of the present invention is usually used for the outsole.
- the shoe sole of the present invention can be used for a part or all of the plurality of outsole.
- the sole for shoes of this invention can also be used for the said midsole.
- the shoe sole of the present invention may be used as an outsole, and materials other than the present invention may be used as other shoe components including a midsole.
- the sole for shoes of the present invention includes a rubber component, a crosslinked ethylene polymer, and 1,2-polybutadiene, and optionally includes silica and an additive.
- the sole for shoes of the present invention can be obtained by molding a rubber composition in which required amounts of these components are blended.
- the shoe sole of the present invention is excellent in wear resistance.
- abrasion resistance means the property that it is hard to wear.
- the sole since the sole is excellent in strength, it is difficult to wear and break and is excellent in durability.
- the sole has an appropriate hardness, the shoe having the sole is excellent in comfort.
- the shoe sole of the present invention may be non-foamed or foamed.
- the non-foamed body means a rubber product that is not foamed. When using the sole for shoes of this invention as an outsole, it is preferable that it is a non-foaming body.
- the rubber component contains at least one of natural rubber and isoprene rubber, and may contain other rubber as necessary.
- the rubber component preferably contains 70 parts by mass or more of at least one of natural rubber and isoprene rubber in 100 parts by mass of the rubber component, more preferably 75 parts by mass or more, and more preferably 80 parts by mass or more. It is more preferable that it contains.
- the natural rubber is a rubber mainly composed of isoprene
- the isoprene rubber is a synthetic rubber produced industrially.
- both the natural rubber and isoprene rubber are rubbers having an isoprene polymer and having substantially the same structure and physical properties, it may not be necessary to clearly distinguish them.
- the natural rubber refers to an isoprene polymer obtained from a tree
- the isoprene rubber refers to a petroleum-derived isoprene polymer.
- the weight average molecular weight of the natural rubber and isoprene rubber is not particularly limited, and is, for example, 100,000 to 1,000,000.
- the other rubber refers to rubber other than natural rubber and isoprene rubber.
- the other rubber is not particularly limited, and examples thereof include diene rubbers such as butadiene rubber (BR) and chloroprene (CR); styrene butadiene rubber (SBR), styrene butadiene styrene rubber (SBSR), and acrylonitrile butadiene rubber (NBR). And diene copolymer rubbers such as styrene isoprene copolymer (SIR) and butyl rubber (IIR); non-diene rubbers such as urethane rubber, acrylic rubber, and silicone rubber.
- the copolymer rubber may be a block copolymer or a random copolymer.
- the other rubbers can be used alone or in combination of two or more.
- the rubber component consists of at least one of natural rubber and isoprene rubber, or consists of at least one of natural rubber and isoprene rubber and another rubber.
- the rubber component is either (1) only natural rubber, (2) only isoprene rubber, or (3) a mixture of natural rubber and isoprene rubber. is there.
- the rubber component in the case of comprising at least one of the natural rubber and isoprene rubber and another rubber is (1) a mixture of natural rubber and other rubber, (2) a mixture of isoprene rubber and other rubber, or (3) A mixture of natural rubber, isoprene rubber and other rubbers.
- the rubber component is composed of at least one of natural rubber and isoprene rubber and another rubber, 70 parts by mass or more of either natural rubber or isoprene rubber is included in 100 parts by mass of the rubber component.
- the blending ratio is not particularly limited.
- at least one of natural rubber and isoprene rubber: other rubber (mass ratio) 70: 30 to 100: 0, preferably 75:25 to 100: 0, more preferably 80:20 to 100: 0, more preferably 90:10 to 100: 0.
- the cross-linked ethylene polymer mainly functions as a reinforcing agent that reinforces the rubber component.
- crosslinked ethylene polymer may be referred to as “crosslinked ethylene polymer”.
- the ethylene polymer refers to an ethylene polymer or an ethylene copolymer.
- An ethylene-type polymer can be used individually by 1 type or in mixture of 2 or more types.
- the ethylene polymer is a homopolymer of ethylene. Examples of the ethylene polymer include low density polyethylene, medium density polyethylene, high density polyethylene, and linear low density polyethylene.
- the ethylene copolymer is a polymer of ethylene units and other monomer units.
- the other monomer units are not particularly limited, and are vinyl acetate, ⁇ -olefin, acrylic acid, methacrylic acid, acrylic ester, methacrylic ester, vinyl alcohol, vinyl chloride, vinylidene chloride, fluorine. And vinyl chloride, acrylonitrile, vinyl acetal, maleic acid, maleic anhydride, hydroxystyrene, and acrylamide.
- the monomer units other than ethylene preferably do not contain styrene. That is, the monomer unit other than ethylene is preferably selected as appropriate from the exception of styrene, and more preferably one or more selected from the above examples.
- the content of the monomer other than ethylene in the ethylene copolymer is not particularly limited, but is preferably 5% by mass to 50% by mass, for example, with respect to the total amount of the ethylene copolymer (100% by mass). Is 8% by mass to 25% by mass.
- Specific examples of the ethylene copolymer include, for example, an ethylene-vinyl acetate copolymer, an ethylene-methyl methacrylate copolymer, an ethylene-acrylic acid copolymer, an ethylene-ethyl acrylate copolymer, and an ethylene-methyl acrylate copolymer.
- Examples thereof include a polymer, an ethylene-methacrylic acid copolymer, and an ethylene- ⁇ olefin copolymer. These ethylene polymers can be used singly or in combination of two or more. Among these ethylene copolymers, ethylene copolymers containing olefin units such as vinyl acetate and ethylene are preferred, and ethylene-vinyl acetate copolymers and ethylene- ⁇ olefin copolymers are more preferred. Further, an ethylene-vinyl acetate copolymer and / or an ethylene- ⁇ olefin copolymer may be used in combination with another ethylene polymer.
- At least one selected from an ethylene-vinyl acetate copolymer and an ethylene- ⁇ olefin copolymer is used, and more preferably any one of an ethylene-vinyl acetate copolymer and an ethylene- ⁇ olefin copolymer. Only one is used.
- the ethylene-vinyl acetate copolymer is a copolymer having an ethylene unit and a vinyl acetate unit.
- Examples of the ethylene-vinyl acetate copolymer include, for example, an ethylene-vinyl acetate copolymer (EVA) alone; ethylene and vinyl acetate as main components, and a (meth) acrylic ester such as 2-ethylhexyl acrylate.
- the copolymer include modified EVA in which one or more of rosin, hydrogenated rosin, rosin ester derivative, polymerized rosin, terpene, modified terpene resin, and aliphatic petroleum resin are mixed and modified.
- the content of vinyl acetate in the ethylene-vinyl acetate copolymer is not particularly limited.
- the content is 10% by mass to 50% by mass with respect to the total amount (100% by mass) of the ethylene-vinyl acetate copolymer.
- the molecular weight of the ethylene-vinyl acetate copolymer is not particularly limited, and examples include a weight average molecular weight of 10,000 to 1,000,000.
- the ethylene- ⁇ olefin copolymer is a copolymer having an ethylene unit and an ⁇ olefin unit.
- the carbon number of the ⁇ -olefin is not particularly limited, but is preferably 3 to 20.
- Examples of the ⁇ -olefin having 3 to 20 carbon atoms include propylene, 1-butene, 4-methyl-1-pentene, 1-hexene, 1-octene and 1-decene.
- the ⁇ -olefin is 1-butene or 1-hexene.
- the ethylene- ⁇ olefin copolymer may contain one kind of ⁇ olefin or two or more kinds of ⁇ olefins.
- the content of ethylene in the ethylene- ⁇ -olefin copolymer is not particularly limited, but is, for example, 50% by mass to 95% by mass with respect to the total amount (100% by mass) of the ethylene- ⁇ -olefin copolymer.
- the content of the ⁇ -olefin in the ethylene- ⁇ -olefin copolymer is not particularly limited. For example, it is more than 5% by mass and less than 50% by mass with respect to the total amount (100% by mass) of the ethylene- ⁇ -olefin copolymer. It is.
- the ethylene- ⁇ -olefin copolymer may have other monomer units in addition to ethylene and ⁇ -olefin.
- Examples of the monomer include conjugated dienes such as 1,3-butadiene and 2-methyl-1,3-butadiene; non-conjugated dienes such as 1,4-pentadiene and 1,5-hexadiene; and non-conjugated dienes such as acrylic acid and methacrylic acid.
- conjugated dienes such as 1,3-butadiene and 2-methyl-1,3-butadiene
- non-conjugated dienes such as 1,4-pentadiene and 1,5-hexadiene
- non-conjugated dienes such as acrylic acid and methacrylic acid.
- Saturated carboxylic acids unsaturated carboxylic acid esters such as methyl acrylate, ethyl acrylate, butyl acrylate, methyl methacrylate, and ethyl methacrylate
- vinyl ester compounds such as vinyl acetate.
- ethylene- ⁇ olefin copolymer examples include an ethylene-propylene copolymer, an ethylene-1-butene copolymer, an ethylene-1-hexene copolymer, and an ethylene-4-methyl-1-pentene copolymer.
- Polymer, ethylene-1-octene copolymer, ethylene-1-butene-1-hexene copolymer, ethylene-1-butene-4-methyl-1-pentene copolymer, ethylene-1-butene-1-octene A copolymer etc. are mentioned.
- ethylene-1-butene copolymer ethylene-1-hexene copolymer, ethylene-1-octene copolymer, ethylene-1-butene-1-hexene copolymer, ethylene-1-butene-1 -Octene copolymer, more preferably ethylene-1-butene copolymer.
- a cross-linked ethylene polymer is used. Accordingly, the polyethylene, ethylene-vinyl acetate copolymer, ethylene- ⁇ olefin copolymer, and the like are all crosslinked.
- the method for crosslinking the ethylene polymer is not particularly limited, and examples thereof include chemical crosslinking in the presence of a radical generator, silane crosslinking in the presence of a silane compound, and radiation crosslinking.
- the cross-linked ethylene polymer may be a waste material, a virgin material, or a combination of both.
- the waste material is a waste material of a product obtained by subjecting a virgin material containing a crosslinked ethylene polymer to a processing such as molding.
- the virgin material is a cross-linked ethylene polymer that has not been subjected to processing such as molding.
- the cross-linked ethylene polymer from the waste material can be obtained from, for example, a product waste such as shoes and sports equipment; an end material generated in a factory; and an unnecessary material generated due to other causes. From the viewpoint of recycling, it is preferable to use a crosslinked ethylene polymer obtained from waste materials.
- a crosslinked ethylene polymer obtained from waste materials it is preferable to form the crosslinked ethylene polymer in the form of a particulate pulverized product by pulverizing the waste material into an appropriate particle shape.
- the average particle diameter of the particles of the waste material pulverized product is not particularly limited, but is preferably 1.0 mm or less, and more preferably 0.5 mm or less. However, the average particle diameter of the particles is the median diameter (D50) in the volume-based distribution.
- the content of the crosslinked ethylene polymer is not particularly limited, but if it is too small, the wear resistance and strength may not be sufficiently improved. From this viewpoint, the content of the crosslinked ethylene polymer is preferably 3 parts by mass or more, more preferably 8 parts by mass or more, further preferably 15 parts by mass or more, and 25 parts by mass or more with respect to 100 parts by mass of the rubber component. Is particularly preferred. On the other hand, if the content of the crosslinked ethylene polymer is too large, the strength may decrease.
- the content of the crosslinked ethylene-based polymer is preferably 60 parts by mass or less, more preferably 50 parts by mass or less, still more preferably 45 parts by mass or less, and 40 parts by mass or less with respect to 100 parts by mass of the rubber component. Is most preferred. Even if an ethylene polymer having a relatively high degree of crosslinking is blended in a rubber composition, a sole for shoes having excellent wear resistance and mechanical strength can be obtained by blending 1,2-polybutadiene together with the rubber composition. it can.
- (1,2-polybutadiene) 1,2-polybutadiene has a function of improving the bond between the rubber component and the crosslinked ethylene polymer.
- the 1,2-polybutadiene those known as thermoplastic elastomers can be used, but syndiotactic 1,2-polybutadiene having a high crystallinity is preferable from the viewpoint of strength.
- the syndiotactic 1,2-polybutadiene for example, those having a crystallinity of 5% or more are preferred, and those having a crystallinity of 10% to 40% are more preferred.
- 1,2-polybutadiene having a melting point of 60 ° C. to 140 ° C. is preferable, and 1,2-polybutadiene having a melting point of 60 ° C. to 140 ° C. is more preferable.
- the 1,2-bond content in the butadiene bond unit of the syndiotactic 1,2-polybutadiene is preferably 70% or more, more preferably 80% or more, and further preferably 90% or more.
- Such 1,2-polybutadiene has a high affinity for both the rubber component and the cross-linked ethylene polymer, and can bind both well.
- Syndiotactic 1,2-polybutadiene can be obtained, for example, by polymerizing butadiene in the presence of a catalyst containing a cobalt compound and an aluminoxane, but is not limited to such a production method.
- a small amount of a conjugated diene other than butadiene may be copolymerized.
- conjugated dienes other than butadiene include 1,3-pentanediene, 1,3-butadiene derivatives substituted with higher alkyl groups, and 2-alkyl substituted-1,3-butadiene.
- 1,3-butadiene derivative substituted with the higher alkyl group include 1-pentyl-1,3-butadiene, 1-hexyl-1,3-butadiene, 1-heptyl-1,3-butadiene, and 1-octyl. -1,3-butadiene and the like.
- Examples of the 2-alkyl-substituted-1,3-butadiene include 2-methyl-1,3-butadiene (isoprene), 2-ethyl-1,3-butadiene, 2-propyl-1,3-butadiene, and 2-isopropyl.
- 1,2-polybutadiene is structurally different from butadiene rubber (BR).
- the ratio of 1,2-polybutadiene and crosslinked ethylene polymer is not particularly limited, but if the amount of crosslinked ethylene polymer relative to 1,2-polybutadiene is too large or small, the wear resistance and strength are reduced. There is a fear.
- the ratio (mass ratio) of the crosslinked ethylene polymer to 1,2-polybutadiene is preferably 0.9 to 6.5, more preferably 1 to 6, and further preferably 1.2 to 3.8. 1.4 to 3.2 is most preferable.
- the ratio (mass ratio) can be obtained by the content (mass) of the crosslinked ethylene polymer / the content (mass) of 1,2-polybutadiene.
- the content of 1,2-polybutadiene relative to the rubber component is not particularly limited.
- the content of 1,2-polybutadiene is preferably 3 parts by mass or more, more preferably 5 parts by mass or more, further preferably 8 parts by mass or more, and particularly preferably 10 parts by mass or more with respect to 100 parts by mass of the rubber component.
- the content of 1,2-polybutadiene is preferably 60 parts by mass or less, more preferably 50 parts by mass or less, still more preferably 45 parts by mass or less, and most preferably 40 parts by mass or less with respect to 100 parts by mass of the rubber component. preferable.
- Crosslinking agent The said crosslinking agent is mix
- a crosslinking agent is not specifically limited, For example, the compound containing sulfur, an organic peroxide, etc. are mentioned. Examples of the sulfur-containing compound include sulfur, sulfur halide, di-2-benzothiazolyl disulfide, N-oxydiethylene-2-benzothiazolylsulfenamide, and the like.
- organic peroxide examples include dicumyl peroxide, cumene hydroperoxide, t-butylcumyl peroxide, paramentane hydroperoxide, di-t-butyl peroxide, and 1,3-bis (t-butylperoxyisopropyl) benzene.
- 1,4-bis (t-butylperoxyisopropyl) benzene 1,1-di-t-butylperoxy-3,3-trimethylcyclohexane, 4,4-bis- (t-butyl-peroxy) -n-butyl Valerate, 2,5-dimethyl-2,5-di-t-butylperoxyhexane, 2,5-dimethyl-2,5-di-t-butylperoxyhexyne-3, 1,1-di-t- Butylperoxy-3,5,5-trimethylcyclohexane, p-chlorobenzoyl peroxide, t-butylpero Shi isopropyl carbonate, t- butyl peroxy benzoate. These can be used alone or in combination of two or more.
- the content of the crosslinking agent is not particularly limited, but is, for example, 0.5 to 10 parts by mass, preferably 0.5 to 5 parts by mass with respect to 100 parts by mass
- the crosslinking agent only a crosslinking agent (for example, sulfur) other than the organic peroxide may be used, or only the organic peroxide may be used.
- a crosslinking agent for example, sulfur
- the crosslinking agent contains an organic peroxide.
- sulfur is suitable for crosslinking of natural rubber and isoprene rubber, it is more preferable that the crosslinking agent contains at least both an organic peroxide and sulfur.
- the content of the organic peroxide is not particularly limited.
- the organic peroxide By including an organic peroxide even in a small amount, it is possible to improve the abrasion resistance and strength of the sole. Therefore, when the organic peroxide is blended, the content thereof is more than zero and 10 parts by mass or less, preferably 0.0005 parts by mass to 5 parts by mass with respect to 100 parts by mass of the rubber component. More preferably, the amount is 0.001 to 1.5 parts by mass.
- the silica functions as a reinforcing agent that mainly reinforces the rubber component together with the crosslinked ethylene polymer.
- Silica is blended in the rubber composition as necessary.
- the silica is a dry silica obtained by burning silicon tetrachloride in an oxyhydrogen flame; an alkali silicate Wet silica obtained by neutralizing with acid; Sol-gel silica obtained by hydrolyzing silicon alkoxide in acidic or alkaline water-containing organic solvent; Obtained by electrodialysis of aqueous alkali silicate solution Colloidal silica; etc. are known.
- these silica can be used individually by 1 type or in combination of 2 or more types.
- wet silica is easier to handle than other types of silica, it is preferable to use wet silica as the silica.
- the average particle diameter of the silica is not particularly limited, but is, for example, 5 nm to 500 nm, preferably 10 nm to 200 nm, and more preferably 20 nm to 100 nm. Silica having such a particle size is preferable because of its excellent reinforcement.
- the silica having the average particle diameter can be obtained by a known adjustment method. As the adjustment method, for example, a dry pulverization method for obtaining silica having a target average particle diameter using a jet mill or a ball mill; a silica having a target average particle diameter is obtained using a disper or a homogenizer. Wet-grinding method to be obtained.
- the average particle diameter of the silica is a median diameter (D50) in a volume-based distribution.
- the average particle diameter of silica can be measured using, for example, a laser diffraction particle size distribution measuring device (product name “SK Laser Micron Sizer LMS-2000e” manufactured by Seishin Enterprise Co., Ltd.).
- silica is blended in the rubber component in order to improve the mechanical strength of the rubber.
- a sole having excellent strength can be formed by blending a crosslinked ethylene polymer and 1,2-polybutadiene, it can be said that there is no need to blend silica.
- the sole of this invention may contain the silica.
- the content thereof is not particularly limited. However, if too much silica is blended, the hardness of the sole increases and the wear resistance may decrease. From this point of view, when silica is blended, the content is more than zero and preferably 40 parts by mass or less, more preferably more than zero and 20 parts by mass or less, more than zero and 15 parts by mass with respect to 100 parts by mass of the rubber component. Part or less is more preferable.
- the additive examples include a softening agent, a crosslinking aid, a filler, a weather resistance agent, an antioxidant, an ultraviolet absorber, a lubricant, an antistatic agent, a dispersant, and a foaming agent. These are appropriately selected and blended in the rubber composition.
- the softening agent has a function of improving the flexibility of the shoe sole.
- a softener is preferably blended in order to suppress an increase in the hardness of the sole.
- the softening agent include mineral oils such as process oil and extender oil; vegetable oils such as tall oil fatty acid, castor oil, and linseed oil.
- a sole for shoes having a large proportion of non-petroleum-derived components can be formed.
- the content of the softening agent is not particularly limited, for example, with respect to 100 parts by mass of the rubber component, it is more than 0 and 20 parts by mass or less, preferably 1 part by mass to 20 parts by mass, and more preferably, 3 parts by mass to 15 parts by mass.
- the crosslinking aid is not particularly limited, and examples thereof include zinc oxide, metal oxides other than zinc, metal hydroxides, and fatty acids.
- the metal oxide other than zinc include magnesium oxide and lead monoxide.
- the metal hydroxide include calcium hydroxide.
- fatty acids include stearic acid and oleic acid.
- the crosslinking aids can be used alone or in combination of two or more. It is preferable to use at least zinc oxide as a crosslinking aid because of its excellent crosslinking promotion effect.
- the content of the crosslinking aid is not particularly limited, but is, for example, 1.0 to 10 parts by weight, preferably 1.5 to 8 parts by weight with respect to 100 parts by weight of the rubber component. .
- the filler is not particularly limited, and examples thereof include calcium carbonate, magnesium carbonate, magnesium oxide, and titanium oxide.
- the shoe sole of the present invention may contain a resin component other than the crosslinked ethylene polymer.
- the resin is a thermoplastic resin and may be either crosslinked or uncrosslinked.
- the resin other than the crosslinked ethylene polymer is an uncrosslinked thermoplastic resin.
- the content thereof is not particularly limited.
- the sole for shoes of the present invention kneads a rubber composition containing the above rubber component, crosslinked ethylene polymer, 1,2-polybutadiene, crosslinking agent and other additives in the required amounts, and molds this kneaded product. Can be obtained.
- the temperature during kneading of the rubber composition is usually 140 ° C. or lower, preferably 130 ° C. or lower.
- the rubber component may start to be crosslinked.
- the kneading can be performed using an open roll, a Banbury mixer, a kneader, a twin screw extruder, or the like.
- the kneaded product is blended with a crosslinked ethylene polymer and 1,2-polybutadiene, and further kneaded. May be.
- the rubber composition can be molded by placing the rubber composition in a suitably shaped mold and heating. By heating, the rubber component is crosslinked through a crosslinking agent, and a shoe sole having rubber elasticity is obtained.
- the molding temperature of the rubber composition is preferably 145 ° C. to 200 ° C., more preferably 155 ° C. to 180 ° C.
- the shoe sole of the present invention contains a crosslinked ethylene polymer and 1,2-polybutadiene, it has excellent wear resistance, high mechanical strength, and excellent durability. Furthermore, the shoe sole of the present invention has an appropriate hardness. The reason why the wear resistance is improved by blending the rubber component with the crosslinked ethylene polymer and 1,2-polybutadiene is not clearly understood, but the present inventors presume as follows. Yes.
- the ethylene polymer is considered to have good compatibility with rubber components such as isoprene rubber because of its molecular structure and polarity. However, since the ethylene polymer used in the present invention is cross-linked, it is difficult to melt during vulcanization of the rubber composition.
- abrasion loss of the shoe soles is preferably 200 mm 3 or less, more preferably 170 mm 3 or less, more preferably 160 mm 3 or less.
- the strength (tear strength) of the shoe sole is preferably 33 kgf / cm or more, more preferably 35 kgf / cm or more, and further preferably 37 kgf / cm or more.
- the hardness of the shoe sole is preferably 40 to 65, and more preferably 40 to 60. According to the present invention, a shoe sole having the above-mentioned wear amount, strength and hardness can be obtained relatively easily.
- the wear amount is a value that can be measured by a DIN wear test method in accordance with JIS K 6264 B method
- the tear strength is a value that can be measured by a method in accordance with JIS K 6252
- the hardness (Shore ⁇ A) is a value that can be measured by a method according to JIS K 6253.
- the details of each measuring method are as in the following examples.
- a shoe sole preferable for environmental protection can be provided.
- the sole for shoes with comparatively small specific gravity can be obtained, a comparatively light shoe can be comprised by using this sole.
- Cross-linked ethylene- ⁇ -olefin copolymer (hereinafter referred to as cross-linked Olefin): Product name “Tuffmer DF810” manufactured by Mitsui Chemicals, Inc. ⁇ -olefin is 1-butene.
- Cross-linked styrene-ethylene-butylene-styrene block copolymer (hereinafter referred to as cross-linked SEBS (1)): Product name “Tuftec H1041” manufactured by Asahi Kasei Chemicals Corporation. Styrene content 30% by mass.
- cross-linked SEBS (2) Cross-linked styrene-ethylene-butylene-styrene block copolymer
- SEBS (2) cross-linked styrene-ethylene-butylene-styrene block copolymer
- 1,2-polybutadiene 1,2-polybutadiene Product name “RB 820” manufactured by JSR Corporation. 1,2-bond content 92%.
- Crosslinking agent Organic peroxide dicumyl peroxide.
- Silica Silica wet silica having an average particle diameter of 20 nm.
- Oil Oil Process oil.
- Additives Stearic acid manufactured by Shin Nippon Rika Co., Ltd.
- Anti-aging agent Product name “NOCRACK 200 (BHT)” manufactured by Ouchi Shinsei Chemical Industry Co., Ltd.
- Vulcanization accelerator Made by Ouchi Shinsei Chemical Industry Co., Ltd., product names “Noxeller MSA-G”, “Noxeller D” and “Noxeller M”
- preliminary grinding was performed.
- the preliminary grinding was performed by pressing the test piece against the drum for 20 m in an atmosphere at 23 ° C. Then, the weight of the test piece after this preliminary grinding was measured and this test was implemented. In this test, the test piece after preliminary grinding was pressed against the drum for 40 m, and then the weight was measured. The difference between the weight before the main test and the weight after the main test was determined (this difference is referred to as wear weight).
- wear weight of the standard rubber was also measured in the same procedure as described above.
- the wear volume A (mm 3 ) of each test piece can be obtained from the following equation.
- the wear volume is described as the DIN wear amount.
- Formula: A (W2 ⁇ 200) / (W1 ⁇ S).
- the tear strength was measured by the following method based on JIS K6252. Using a tabletop precision universal testing machine (manufactured by Shimadzu Corporation, product name “AUTOGRAPH AGS-X”), the tear strengths of the rubber products of Examples and Comparative Examples described below were examined. A 2 mm thick sheet obtained in each example or the like was punched into an angled shape without a cut using a punching type cutting tool to obtain a sample for strength measurement. The sample for strength measurement was fixed to a testing machine through a gripping tool, and then the sample was pulled at a moving speed of the gripping tool of 500 mm / min, and the test was conducted until the sample was cut.
- the hardness (Shore-A) was measured by the following method based on JIS K 6253. Using a spring type hardness tester type A, the measurement surface having a thickness of 6 mm or more is brought into contact with the pressure surface of the tester so that the push needle of the tester is perpendicular to the test piece measurement surface. The scale was read immediately after the pressing needle was pressed against the sample with a load of 9.81N. The measurement sample is obtained by stacking a plurality of sheets each having a thickness of 2 mm formed in each of Examples and Comparative Examples described later to be 6 mm or more.
- Example 1 shows the compounding ratio of each component in the rubber composition of Example 1.
- the numerical value of each component is expressed in parts by mass.
- the breakdown of “additives” is 1.5 parts by mass of stearic acid, 5.0 parts by mass of crosslinking aid (a), 1.0 part by mass of crosslinking aid (b), 1.0 part by weight of processing aid, 1.0 part by weight of anti-aging agent, 1.5 part by weight of vulcanization accelerator.
- the crosslinked EVA was pulverized into particles and then classified with a sieve having an opening of 500 ⁇ m.
- isoprene rubber, stearic acid, activated zinc white, cross-linking aid, processing aid and anti-aging agent having the compounding ratio shown in Table 1 were discharged using a kneader (DSS-10MWB-E type). The kneading was performed at a temperature of 130 to 140 ° C. After the obtained master batch was cooled, crosslinked EVA, 1,2-polybutadiene, organic peroxide, sulfur, and a vulcanization accelerator were mixed therein and kneaded using an open roll. Next, this kneaded product is pressed using a press machine at 160 ° C.
- a sheet having a length of 130 mm, a width of 210 mm, a thickness of 2 mm, and a diameter of 16 mm and a thickness of 12 mm A plurality of disk-shaped test pieces were produced.
- the 2 mm thick sheet was used for tear strength measurement, hardness measurement, and specific gravity measurement.
- the disk-shaped test piece was used for measuring the amount of wear. Abrasion amount, tear strength, hardness, and specific gravity were measured using the sheet and disk-shaped test piece according to the above-described method. The results are shown in Table 1.
- Example 2 to Example 5 As shown in Table 1, a sheet and a test piece were prepared in the same manner as in Example 1 except that the content of 1,2-polybutadiene was changed, and the wear amount, tear strength, hardness and specific gravity were measured. did. The results are shown in Table 1.
- Example 1 As shown in Table 1, a sheet and a test piece were prepared in the same manner as in Example 1 except that the crosslinked EVA, 1,2-polybutadiene and the organic peroxide were not blended. Strength, hardness and specific gravity were measured. The results are shown in Table 1.
- Example 2 As shown in Table 1, a sheet and a test piece were prepared in the same manner as in Example 1 except that 1,2-polybutadiene and an organic peroxide were not blended, and the wear amount, tear strength, hardness And the specific gravity was measured. The results are shown in Table 1.
- Examples 6 to 8, Comparative Examples 3 to 7 As shown in Table 2, except that cross-linked Olefin, cross-linked SEBS (1) or cross-linked SEBS (2) was used instead of cross-linked EVA, and the content of 1,2-polybutadiene was changed to 15 parts by mass, In the same manner as in Example 1, a sheet and a test piece were prepared, and the wear amount, tear strength, hardness, and specific gravity were measured. The results are shown in Table 2. Cross-linked Olefin, cross-linked SEBS (1) and cross-linked SEBS (2) were also pulverized into particles and then classified with a sieve having an opening of 500 ⁇ m.
- Example 9 to Example 11 As shown in Table 3, a sheet and a test piece were prepared in the same manner as in Example 1 except that the content of crosslinked EVA was changed and the content of 1,2-polybutadiene was changed to 15 parts by mass. The amount of wear, tear strength, hardness and specific gravity were measured. The results are shown in Table 3. In Table 3, the composition and various measurement results of Example 3 shown in Table 1 are also shown for comparison and reference. Hereinafter, Table 3, Table 5, and Table 6 also show Example 3 shown in Table 1.
- Example 12 to Example 16 As shown in Table 4, a sheet and a test piece were prepared in the same manner as in Example 1 except that the content of the organic peroxide was changed and the content of 1,2-polybutadiene was changed to 15 parts by mass. The wear amount, tear strength, hardness and specific gravity were measured. The results are shown in Table 4.
- Example 12 From the comparison between Example 12, Example 3, and Examples 13 to 16, it can be seen that the wear resistance and strength are further improved by blending the organic peroxide.
- Example 17 As shown in Table 5, a sheet and a test piece were prepared in the same manner as in Example 1 except that silica and oil were added and the content of 1,2-polybutadiene was changed to 15 parts by mass. The amount of wear, tear strength, hardness and specific gravity were measured. The results are shown in Table 5.
- Example 17 From the comparison between Example 17 and Comparative Example 8, even when silica is blended, the abrasion resistance and strength can be improved by blending the crosslinked ethylene polymer and 1,2-polybutadiene, and further, with suitable hardness. It can be seen that a rubber product is obtained.
- the rubber product of the comparative example 8 is excellent in abrasion resistance compared with the comparative examples 9 and 10, since intensity
- Examples 18 and 19 As shown in Table 6, a sheet and a test piece were prepared in the same manner as in Example 1 except that butadiene rubber was added and the content of 1,2-polybutadiene was changed to 15 parts by mass. The amount of wear, tear strength, hardness and specific gravity were measured. The results are shown in Table 6.
- the shoe sole of the present invention can be used as a component of various shoes.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
一般に、ゴム製のシューズ用ソールは、ゴム成分、補強剤及び加硫促進剤などを含むゴム組成物を成形して得られるゴム製品からなる。前記補強剤としては、通常、シリカが用いられている(特許文献1)。
ところで、近年、環境保護や材料価格の高騰の下、廃材(使用済み樹脂)のリサイクルが行われている。前記廃材としては、シューズやスポーツ用品のような商品の廃棄物;工場内で生じる端材;その他の原因で生じる不要材などが挙げられる。シューズの分野においても、このような廃材を含むゴム組成物を用いることによってシューズ用ソールを製造することが強く望まれている。
しかしながら、このような廃材の中には、架橋された樹脂が含まれている場合がある。本発明者らの研究によれば、架橋された樹脂を含むゴム組成物から形成されたソールは、耐摩耗性に劣るという問題点がある。
さらに、耐久性及びシューズの履き心地の観点から、シューズ用ソールには、強度及び適度な硬度を有することが求められる。
本発明の第2の目的は、架橋された樹脂を含むシューズ用ソールであって、強度に優れ、適度な硬度を有するシューズ用ソールを提供することである。
本発明の好ましいシューズ用ソールは、前記1,2-ポリブタジエンに対する架橋されたエチレン系重合体の比率(架橋されたエチレン系重合体の含有量(質量)/1,2-ポリブタジエンの含有量(質量))が、0.9~6.5である。
本発明の好ましいシューズ用ソールは、前記ゴム成分が、ゴム成分100質量部中、前記天然ゴム及びイソプレンゴムの少なくとも一方を70質量部以上含む。
本発明の好ましいシューズ用ソールは、さらに、有機過酸化物の架橋剤を含む。
本発明の好ましいシューズ用ソールは、前記ゴム成分100質量部に対して、前記有機過酸化物を零を超え10質量部以下含む。
本発明の好ましいシューズ用ソールは、前記ゴム成分が、天然ゴムのみ、イソプレンゴムのみ又は天然ゴム及びイソプレンゴムの混合物からなる。
本発明の好ましいシューズ用ソールは、前記架橋されたエチレン系重合体が、廃材の粉砕物から得られたものである。
本発明の好ましいシューズ用ソールは、非発泡体である。
このシューズは、上記いずれかのシューズ用ソールを具備する。
図1及び図2において、本発明の1つの実施形態に係るシューズ1aは、足の甲を覆うアッパー2aと、前記アッパー2aの下方に設けられたミッドソール3aと、前記ミッドソール3aの下面に設けられたアウトソール5aと、を備えている。前記ミッドソール3aは、アッパー2aの下端に取り付けられている。前記アウトソール5aは、ミッドソール3aの下面全体に亘って取り付けられている。前記ミッドソール3aとアウトソール5aの取り付け方法は、特に限定されず、代表的には接着剤4aを用いた接着が挙げられる。アウトソール5aとミッドソール3aが互いに接着する性質を有する場合には、アウトソール5aとミッドソール3aを直接的に接着させることもできる。また、アッパー2aとミッドソール3aの取り付け方法も特に限定されず、例えば、接着剤を用いた接着が挙げられる。前記シューズ1aは、アウトソール5aの下面が地面に接する。
図3において、第1のアウトソール51bは、ミッドソール3bの下面前方に取り付けられ、第2のアウトソール52bは、ミッドソール3bの下面後方に取り付けられている。もっとも、面積の小さいアウトソールの配置は、ミッドソール3bの前方又は後方に限られず、適宜変更できる。前記シューズ1bは、アウトソール51b,52bの下面及びミッドソール3bの下面の一部が地面に接する。
前記アウトソール5a,51b,52bの厚みは、それぞれ特に限定されないが、通常、1mm以上、好ましくは2mm~10mmに形成される。また、前記ミッドソール3a,3bの厚みは、それぞれ特に限定されないが、通常、3mm以上、好ましくは4mm~20mmに形成される。
本発明のシューズ用ソールは、ゴム成分と、架橋されたエチレン系重合体と、1,2-ポリブタジエンと、を含み、必要に応じて、シリカ及び添加剤を含む。本発明のシューズ用ソールは、これらの成分をそれぞれ所要量配合したゴム組成物を成形することによって得られる。本発明のシューズ用ソールは、耐摩耗性に優れている。なお、耐摩耗性とは、摩耗し難いという性質をいう。また、前記ソールは、強度も優れているので、摩耗や破断し難く、耐久性に優れている。さらに、ソールとして適度な硬度を有するので、このソールを具備するシューズは、履き心地に優れている。
本発明のシューズ用ソールは、非発泡体でもよく、或いは、発泡体でもよい。前記非発泡体は、発泡されていないゴム製品を意味する。本発明のシューズ用ソールをアウトソールとして使用する場合には、非発泡体であることが好ましい。
前記ゴム成分は、天然ゴム及びイソプレンゴムの少なくとも一方を含み、必要に応じて、他のゴムを含んでいてもよい。ゴム成分は、ゴム成分の100質量部中、天然ゴム及びイソプレンゴムの少なくとも一方を70質量部以上含んでいることが好ましく、さらに、75質量部以上含んでいることがより好ましく、80質量部以上含んでいることがさらに好ましい。ゴム成分100質量部中、天然ゴム及びイソプレンゴムの少なくとも一方を70質量部以上含んでいることにより、耐摩耗性及び強度に優れたソールを形成できる。
ここで、前記天然ゴムは、イソプレンを主成分とするゴムであり、前記イソプレンゴムは、工業的に製造される合成ゴムである。前記天然ゴムとイソプレンゴムは、何れもイソプレン重合体を有し、実質的に同様な構造及び物性を有するゴムであるため、明確に区別する必要性がないかもしれない。本発明においては、前記天然ゴムは、樹木から得られるイソプレン重合体を指し、前記イソプレンゴムは、石油由来のイソプレン重合体を指す。前記天然ゴム及びイソプレンゴムの重量平均分子量は、特に限定されず、例えば、10万~100万である。
前記他のゴムは、天然ゴム及びイソプレンゴム以外のゴムを指す。前記他のゴムは、特に限定されず、例えば、ブタジエンゴム(BR)、クロロプレン(CR)などのジエン系ゴム;スチレンブタジエンゴム(SBR)、スチレンブタジエンスチレンゴム(SBSR)、アクリロニトリルブタジエンゴム(NBR)、スチレンイソプレン共重合体(SIR)、ブチルゴム(IIR)などのジエン系共重合体ゴム;ウレタン系ゴム、アクリル系ゴム、シリコーン系ゴムなどの非ジエン系ゴム;などが挙げられる。前記共重合体ゴムは、ブロック共重合体でもよく、或いは、ランダム共重合体でもよい。前記他のゴムは、1種単独で、或いは、2種以上を組み合わせて用いることができる。
前記天然ゴム及びイソプレンゴムの少なくとも一方のみからなる場合、前記ゴム成分は、(1)天然ゴムのみ、(2)イソプレンゴムのみ、又は、(3)天然ゴム及びイソプレンゴムの混合物、のいずれかである。前記天然ゴム及びイソプレンゴムの少なくとも何れか一方と他のゴムとからなる場合の前記ゴム成分は、(1)天然ゴム及び他のゴムの混合物、(2)イソプレンゴム及び他のゴムの混合物、又は、(3)天然ゴム、イソプレンゴム及び他のゴムの混合物、のいずれかである。
前記ゴム成分が天然ゴム及びイソプレンゴムの双方を含む場合、その配合比は特に限定されず、例えば、天然ゴム:イソプレンゴム(質量比)=1:99~99:1である。天然ゴムを比較的多く配合することにより、非石油由来の成分の占める割合が大きいシューズ用ソールを構成できる。
前記ゴム成分が天然ゴム及びイソプレンゴムの少なくとも何れか一方と他のゴムとからなる場合、ゴム成分100質量部のうち天然ゴム及びイソプレンゴムの何れか一方が70質量部以上含まれていることを条件として、その配合比は特に限定されない。例えば、天然ゴム及びイソプレンゴムの少なくとも何れか一方:他のゴム(質量比)=70:30~100:0であり、好ましくは75:25~100:0であり、より好ましくは80:20~100:0であり、さらに好ましくは90:10~100:0である。
前記架橋されたエチレン系重合体は、主としてゴム成分を補強する補強剤として機能する。以下、「架橋されたエチレン系重合体」を、「架橋エチレン系重合体」と記す場合がある。
本発明において、エチレン系重合体とは、エチレン重合体又はエチレン共重合体をいう。エチレン系重合体は、1種単独又は2種以上を混合して使用できる。
前記エチレン重合体は、エチレンの単独重合体である。前記エチレン重合体としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレンなどが挙げられる。
前記エチレン共重合体は、エチレン単位と他のモノマー単位との重合体である。前記他のモノマー単位(エチレン以外のモノマー単位)としては、特に限定されず、酢酸ビニル、αオレフィン、アクリル酸、メタクリル酸、アクリル酸エステル、メタクリル酸エステル、ビニルアルコール、塩化ビニル、塩化ビニリデン、フッ化ビニル、アクリロニトリル、ビニルアセタール、マレイン酸、無水マレイン酸、ヒドロキシスチレン、アクリルアミドなどが挙げられる。前記エチレン以外のモノマー単位は、スチレンを含まないことが好ましい。つまり、エチレン以外のモノマー単位は、スチレンを除く中から適宜選択することが好ましく、前記例示の中から選ばれる1種又は2種以上がより好ましい。
前記エチレン共重合体中の、エチレン以外のモノマーの含有量は、特に限定されないが、例えば、エチレン共重合体の全量(100質量%)に対して、5質量%~50質量%であり、好ましくは、8質量%~25質量%である。
前記エチレン共重合体の具体例としては、例えば、エチレン-酢酸ビニル共重合体、エチレン-メチルメタクリレート共重合体、エチレン-アクリル酸共重合体、エチレン-エチルアクリレート共重合体、エチレン-メチルアクリレート共重合体、エチレン-メタクリル酸共重合体、エチレン-αオレフィン共重合体などが挙げられる。これらのエチレン系重合体は、1種単独又は2種以上を混合して使用できる。これらのエチレン共重合体の中でも、酢酸ビニルなどのオレフィン単位とエチレンとを含むエチレン共重合体が好ましく、さらに、エチレン-酢酸ビニル共重合体及びエチレン-αオレフィン共重合体がより好ましい。また、エチレン-酢酸ビニル共重合体及び/又はエチレン-αオレフィン共重合体とこれ以外のエチレン系重合体とを併用してもよい。
好ましくは、エチレン-酢酸ビニル共重合体及びエチレン-αオレフィン共重合体から選ばれる少なくとも1種が用いられ、より好ましくは、エチレン-酢酸ビニル共重合体及びエチレン-αオレフィン共重合体の何れか一方のみが用いられる。
前記エチレン-酢酸ビニル共重合体中の酢酸ビニルの含有量は、特に限定されないが、例えば、エチレン-酢酸ビニル共重合体の全量(100質量%)に対して、10質量%~50質量%が挙げられる。前記エチレン-酢酸ビニル共重合体の分子量についても、特に限定されないが、例えば、重量平均分子量1万~100万が挙げられる。
エチレン-αオレフィン共重合体中のエチレンの含有量は、特に限定されないが、例えば、エチレン-αオレフィン共重合体の全量(100質量%)に対して、50質量%~95質量%である。エチレン-αオレフィン共重合体中のαオレフィンの含有量は、特に限定されないが、例えば、エチレン-αオレフィン共重合体の全量(100質量%)に対して、5質量%を超え50質量%未満である。
前記エチレン-αオレフィン共重合体は、エチレン及びαオレフィン以外に他のモノマー単位を有していてもよい。前記モノマーとしては、1,3-ブタジエン、2-メチル-1,3-ブタジエンなどの共役ジエン;1,4-ペンタジエン、1,5-ヘキサジエンなどの非共役ジエン;アクリル酸、メタクリル酸などの不飽和カルボン酸;アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、メタクリル酸メチル、メタクリル酸エチルなどの不飽和カルボン酸エステル;酢酸ビニルなどのビニルエステル化合物などが挙げられる。
前記エチレン-αオレフィン共重合体の具体例としては、エチレン-プロピレン共重合体、エチレン-1-ブテン共重合体、エチレン-1-ヘキセン共重合体、エチレン-4-メチル-1-ペンテン共重合体、エチレン-1-オクテン共重合体、エチレン-1-ブテン-1-ヘキセン共重合体、エチレン-1-ブテン-4-メチル-1-ペンテン共重合体、エチレン-1-ブテン-1-オクテン共重合体などが挙げられる。好ましくは、エチレン-1-ブテン共重合体、エチレン-1-ヘキセン共重合体、エチレン-1-オクテン共重合体、エチレン-1-ブテン-1-ヘキセン共重合体、エチレン-1-ブテン-1-オクテン共重合体であり、より好ましくは、エチレン-1-ブテン共重合体である。
前記架橋エチレン系重合体は、廃材を用いてもよく、バージン材料を用いてもよく、或いは、両者を併用してもよい。前記廃材は、架橋エチレン系重合体を含むバージン材料を、成形加工などの加工処理をして得られた製品の廃材である。前記バージン材料は、成形加工などの加工処理がなされていない架橋エチレン系重合体である。廃材からの架橋エチレン系重合体は、例えば、シューズやスポーツ用品のような商品の廃棄物;工場内で生じる端材;その他の原因で生じる不要材などから得ることができる。
リサイクルの観点から、廃材から得られる架橋エチレン系重合体を用いることが好ましい。
廃材からの架橋エチレン系重合体を用いる場合、その廃材を適度な粒子状に粉砕することにより、架橋エチレン系重合体を粒子状の粉砕物の形態とすることが好ましい。
廃材の粉砕物(架橋エチレン系重合体の粉砕物)の粒子の平均粒子径は、特に限定されないが、1.0mm以下が好ましく、0.5mm以下がより好ましい。ただし、前記粒子の平均粒子径は、体積基準分布におけるメディアン径(D50)である。
比較的架橋度の大きいエチレン系重合体をゴム組成物に配合しても、それと共に1,2-ポリブタジエンを配合することにより、耐摩耗性及び機械的強度に優れたシューズ用ソールを得ることができる。
1,2-ポリブタジエンは、ゴム成分と架橋エチレン系重合体との結合を向上させる機能がある。
1,2-ポリブタジエンは、熱可塑性エラストマーとして知られているものを用いることができるが、強度の点から、結晶化度の高いシンジオタクチック1,2-ポリブタジエンが好ましい。
前記シンジオタクチック1,2-ポリブタジエンとしては、例えば、その結晶化度が5%以上であるものが好ましく、10%~40%であるものがより好ましい。また、その融点が50℃~150℃である1,2-ポリブタジエンが好ましく、60℃~140℃である1,2-ポリブタジエンがより好ましい。
前記シンジオタクチック1,2-ポリブタジエンのブタジエン結合単位における1,2-結合含有量は、好ましくは70%以上であり、より好ましくは80%以上であり、さらに好ましくは90%以上である。このような1,2-ポリブタジエンは、ゴム成分と架橋エチレン系重合体の双方に対する親和性が高く、両者を良好に結合できる。また、シンジオタクチック1,2-ポリブタジエンは、例えば、コバルト化合物及びアルミノオキサンを含有する触媒の存在下にブタジエンを重合して得ることができるが、このような製造方法には限定されない。
前記シンジオタクチック1,2-ポリブタジエンは、ブタジエン以外の共役ジエンが少量共重合していてもよい。前記ブタジエン以外の共役ジエンとしては、1,3-ペンタンジエン、高級アルキル基で置換された1,3-ブタジエン誘導体、2-アルキル置換-1,3-ブタジエン等を挙げることができる。前記高級アルキル基で置換された1,3-ブタジエン誘導体としては、1-ペンチル-1,3-ブタジエン、1-ヘキシル-1,3-ブタジエン、1-ヘプチル-1,3-ブタジエン、1-オクチル-1,3-ブタジエンなどが挙げられる。前記2-アルキル置換-1,3-ブタジエンとしては、2-メチル-1,3-ブタジエン(イソプレン)、2-エチル-1,3-ブタジエン、2-プロピル-1,3-ブタジエン、2-イソプロピル-1,3-ブタジエン、2-ブチル-1,3-ブタジエン、2-イソブチル-1,3-ブタジエン、2-アミル-1,3-ブタジエン、2-イソアミル-1,3-ブタジエン、2-ヘキシル-1,3-ブタジエン、2-シクロヘキシル-1,3-ブタジエン、2-イソヘキシル-1,3-ブタジエン、2-ヘプチル-1,3-ブタジエン、2-イソヘプチル-1,3-ブタジエン、2-オクチル-1,3-ブタジエン、2-イソオクチル-1,3-ブタジエンなどが挙げられる。
なお、1,2-ポリブタジエンは、構造上、ブタジエンゴム(BR)とは異なるものであることに留意されたい。
また、ゴム成分に対する1,2-ポリブタジエンの含有量は、特に限定されない。1,2-ポリブタジエンの含有量は、ゴム成分100質量部に対して、3質量部以上が好ましく、5質量部以上がより好ましく、8質量部以上がさらに好ましく、10質量部以上が特に好ましい。一方、1,2-ポリブタジエンの含有量は、ゴム成分100質量部に対して、60質量部以下が好ましく、50質量部以下がより好ましく、45質量部以下がさらに好ましく、40質量部以下が最も好ましい。
前記架橋剤は、ゴム成分を架橋するために配合される。架橋剤は、特に限定されず、例えば、硫黄を含む化合物、有機過酸化物などが挙げられる。
前記硫黄を含む化合物としては、硫黄、ハロゲン化硫黄、ジ-2-ベンゾチアゾリルジスルフィド、N-オキシジエチレン-2-ベンゾチアゾリルスルフェンアミドなどが挙げられる。
前記有機過酸化物としては、例えば、ジクミルペルオキシド、クメンヒドロペルオキシド、t-ブチルクミルペルオキシド、パラメンタンヒドロペルオキシド、ジ-t-ブチルペルオキシド、1,3-ビス(t-ブチルペルオキシイソプロピル)ベンゼン、1,4-ビス(t-ブチルペルオキシイソプロピル)ベンゼン、1,1-ジ-t-ブチルペルオキシ-3,3-トリメチルシクロヘキサン、4,4-ビス-(t-ブチル-ペルオキシ)-n-ブチルバレレート、2,5-ジメチル-2,5-ジ-t-ブチルペルオキシヘキサン、2,5-ジメチル-2,5-ジ-t-ブチルペルオキシヘキシン-3、1,1-ジ-t-ブチルペルオキシ-3,5,5-トリメチルシクロヘキサン、p-クロロベンゾイルペルオキシド、t-ブチルペルオキシイソプロピルカーボネート、t-ブチルペルオキシベンゾエートなどが挙げられる。これらは単独でまたは2種以上を組み合わせて使用することができる。
前記架橋剤の含有量は、特に限定されないが、例えば、ゴム成分100質量部に対して、0.5質量部~10質量部であり、好ましくは0.5質量部~5質量部である。
前記有機過酸化物の含有量は、特に限定されない。少量でも有機過酸化物を含んでいることにより、ソールの耐摩耗性及び強度の向上を図ることができる。それ故、有機過酸化物を配合する場合、その含有量は、ゴム成分100質量部に対して、零を超え10質量部以下であり、好ましくは、0.0005質量部~5質量部であり、より好ましくは、0.001質量部~1.5質量部である。
前記シリカは、前記架橋エチレン系重合体と共に主としてゴム成分を補強する補強剤として機能する。シリカは、必要に応じて、ゴム組成物に配合される
前記シリカは、その製造方法に基づく分類によれば、四塩化ケイ素を酸水素炎中で燃焼させて得られる乾式シリカ;ケイ酸アルカリを酸で中和することによって得られる湿式シリカ;ケイ素のアルコキシドを酸性又はアルカリ性の含水有機溶媒中で加水分解することによって得られるゾル-ゲル法シリカ;ケイ酸アルカリ水溶液を電気透析することによって得られるコロイダルシリカ;などが知られている。本発明においては、これらのシリカを1種単独で、或いは、2種以上を組み合わせて使用できる。特に、湿式シリカは、他の種類のシリカに比べ取扱い易いので、前記シリカとして湿式シリカを用いることが好ましい。
前記シリカの平均粒子径は、体積基準分布におけるメディアン径(D50)である。シリカの平均粒子径は、例えば、レーザー回折式粒度分布測定装置((株)セイシン企業製、製品名「SKレーザーマイクロンサイザーLMS-2000e」)を用いて測定できる。
シリカを配合する場合、その含有量は、特に限定されないが、余りに多量のシリカを配合すると、ソールの硬度が大きくなり、さらに、耐摩耗性が低下するおそれがある。かかる観点から、シリカを配合する場合、その含有量は、ゴム成分100質量部に対して、零を超え40質量部以下が好ましく、零を超え20質量部以下がより好ましく、零を超え15質量部以下がさらに好ましい。
前記添加剤としては、軟化剤、架橋助剤、充填剤、耐候性剤、酸化防止剤、紫外線吸収剤、滑剤、静電防止剤、分散剤、発泡剤などが挙げられる。これらは、適宜選択してゴム組成物に配合される。
前記軟化剤は、シューズ用ソールの柔軟性を向上させる機能を有する。特に、シリカを配合する場合、ソールの硬度の上昇を抑制するため、軟化剤を配合することが好ましい。前記軟化剤としては、プロセスオイル、エクステンダーオイルなどの鉱物油;トール油脂肪酸、ひまし油、亜麻仁油などの植物油などが挙げられる。軟化剤として植物油を用いることにより、非石油由来の成分の占める割合が大きいシューズ用ソールを構成できる。前記軟化剤の含有量は、特に限定されないが、例えば、前記ゴム成分100質量部に対し、0を超え20質量部以下であり、好ましくは1質量部~20質量部であり、より好ましくは、3質量部~15質量部である。軟化剤を配合することにより、より柔軟性に優れたシューズ用ソールを構成できる。
本発明のシューズ用ソールは、上記ゴム成分、架橋エチレン系重合体、1,2-ポリブタジエン、架橋剤及びその他の添加剤をそれぞれ所要量配合したゴム組成物を混練し、この混練物を成形することによって得られる。ゴム組成物の混練時の温度は、通常、140℃以下、好ましくは130℃以下である。余りに高い温度で混練すると、ゴム成分が架橋を開始するおそれがある。前記混練は、オープンロール、バンバリーミキサー、ニーダー、二軸押し出し機などを用いて行うことができる。なお、必要に応じて、ゴム成分及び添加剤(架橋剤を除く)を先に予備混練した後、この混練物に架橋エチレン系重合体及び1,2-ポリブタジエンなどを配合して、さらに、混練してもよい。
前記ゴム組成物を適宜形状の金型内に入れ、加熱することにより、ゴム組成物を成形できる。加熱により、ゴム成分が架橋剤を介して架橋し、ゴム弾性を有するシューズ用ソールが得られる。前記ゴム組成物の成形温度は、好ましくは145℃~200℃であり、より好ましくは155℃~180℃である。
ゴム成分に、架橋エチレン系重合体及び1,2-ポリブタジエンを配合することにより、耐摩耗性が向上する理由は、明確には判らないが、本発明者らは、次のように推定している。
エチレン系重合体は、その分子構造及び極性などの関係からイソプレンゴムなどのゴム成分と相性が良いと考えられる。しかし、本発明で用いるエチレン系重合体は架橋されているため、ゴム組成物の加硫時に溶融し難い。このため、架橋エチレン系重合体とゴム成分との界面において両者の結合点が殆ど無いか又は少なく、従って、架橋エチレン系重合体によってゴム成分を十分に補強できない。この点、1,2-ポリブタジエンを配合すると、1,2-ポリブタジエンが架橋エチレン系重合体とゴム成分の間に介在して両者を結合し、耐摩耗性及び強度が向上すると考えられる。特に、有機過酸化物を配合することにより、それが架橋エチレン系重合体とゴム成分を部分的に架橋し、耐摩耗性及び強度がさらに向上すると考えられる。
ただし、前記摩耗量は、JIS K 6264 B法に準拠したDIN摩耗試験法によって測定できる値であり、前記引裂強度は、JIS K 6252に準拠した方法によって測定できる値であり、前記硬度(Shore-A)は、JIS K 6253に準拠した方法によって測定できる値である。それぞれの測定方法の詳細は、下記実施例の通りである。
さらに、本発明によれば、廃材として廃棄されていた架橋エチレン系重合体を使用することもできるので、環境保護上好ましいシューズ用ソールを提供できる。
なお、本発明によれば、比較的比重の小さいシューズ用ソールを得ることができるので、このソールを用いることにより、比較的軽いシューズを構成できる。
(1)ゴム成分
イソプレンゴム:日本ゼオン(株)製、製品名「Nipol 2200」。重量平均分子量約39万。
ブタジエンゴム:日本ゼオン(株)製、製品名「Nipol 1220」。重量平均分子量約43万。
(2)架橋された樹脂
架橋されたエチレン-酢酸ビニル共重合体(以下、架橋EVAと記す):東ソー(株)製、製品名「ウルトラセン 630」。酢酸ビニルの含有率は15質量%。
架橋されたエチレン-αオレフィン共重合体(以下、架橋Olefinと記す):三井化学(株)製、製品名「タフマー DF810」。αオレフィンが、1-ブテンのもの。
架橋されたスチレン-エチレン-ブチレン-スチレンブロック共重合体(以下、架橋SEBS(1)と記す):旭化成ケミカルズ(株)製、製品名「タフテック H1041」。スチレン含有量30質量%。
架橋されたスチレン-エチレン-ブチレン-スチレンブロック共重合体(以下、架橋SEBS(2)と記す):旭化成ケミカルズ(株)製、製品名「タフテック H1062」。スチレン含有量18質量%。
(3)1,2-ポリブタジエン
1,2-ポリブタジエン:JSR(株)製、製品名「RB 820」。1,2-結合含有量92%。
(4)架橋剤
有機過酸化物:ジクミルペルオキシド。日本油脂(株)製、製品名「パークミルD」。
硫黄:細井化学工業(株)製。
(5)シリカ
シリカ:平均粒子径20nmの湿式シリカ。Evonik-Degussa製、製品名「Ultrasil VN3」。
(6)オイル
オイル:プロセスオイル。JX日鉱日石エネルギー(株)製、製品名「プロセスP200」。
(7)添加剤
ステアリン酸:新日本理化(株)製。
架橋助剤(a):活性亜鉛華。本壮ケミカル(株)製。
架橋助剤(b):(株)エービーアイコーポレーション製、製品名「アクチングSL」。
加工助剤:ポリエチレングリコール。日油(株)製、製品名「PEG#4000」。
老化防止剤:大内新興化学工業(株)製、製品名「ノクラック200(BHT)」
加硫促進剤:大内新興化学工業(株)製、製品名「ノクセラーMSA-G」、「ノクセラーD」及び「ノクセラーM」を併用。
JIS K 6264 B法に準拠したDIN摩耗試験機(GOTECH TESTING MACHINES社製、製品名「DIN摩耗試験機 GT-7012-D」)を用いて、後述する各実施例及び比較例のゴム製品の摩耗量をそれぞれ調べた。
このDIN摩耗試験機は、表面に#60の研磨紙を巻きつけた直径150mm、幅460mmのドラムを0.32m/secの速度で回転させ、このドラムの研磨紙に円盤状試験片を荷重10Nで押し付けて摩耗させる試験機である。
試験に際して摩耗面を平滑にするため、まず予備摩りを行った。予備摩りは、試験片のドラムに対する押し付けを23℃雰囲気下で20m行った。その後、この予備摩り後の試験片の重量を測定し、本試験を実施した。本試験は、予備摩り後の試験片のドラムに対する押し付けを40m行った後、重量を測定した。本試験前の重量と本試験後の重量の差を求めた(この差を摩耗重量という)。なお、研磨紙の消耗状態の影響を無くすため、標準ゴムの摩耗重量も上記と同様な手順で測定した。
ここで、標準ゴムの摩耗重量をW1、試験片の摩耗重量をW2、試験片の比重をSとすると、各試験片の摩耗体積A(mm3)は、以下の式から求められる。なお、各表では、摩耗体積をDIN摩耗量と記載している。
式;A=(W2×200)/(W1×S)。
引裂強度は、JIS K 6252に準拠した、以下の方法で測定した。
卓上型精密万能試験機((株)島津製作所製、製品名「AUTOGRAPH AGS-X」)を用いて、後述する各実施例及び比較例のゴム製品の引裂強度をそれぞれ調べた。各実施例などで得られた厚み2mmのシートを、打ち抜き型切断具を用いて、切り込み無しのアングル形状に打ち抜いて、強度測定用サンプルを得た。この強度測定用サンプルを掴み具を介して試験機に固定した後、掴み具の移動速度500mm/minでサンプルを引っ張り、そのサンプルが切断に至るまで試験を行った。
そして、前記サンプルが切断に至るまでに加わる力の最大値をF(kgf)と、サンプルの厚みをt(cm)とすると、引裂強度T(kgf/cm)は、以下の式から求められる。
式;T=F/t。
硬度(Shore-A)は、JIS K 6253に準拠した、以下の方法で測定した。
スプリング式硬さ試験機A型を用いて、厚さ6mm以上の測定用サンプルに、前記試験機の押針が試験片測定面に垂直になるように試験機の加圧面を接触させ、前記測定用サンプルに9.81Nの荷重で押針を押し付けた後、すぐさま目盛りを読み取った。前記測定用サンプルは、後述する各実施例及び比較例で形成した厚み2mmのシートをそれぞれ複数枚積み重ねて6mm以上としたものである。
比重は、JIS K 7311に準拠し、電子比重計(アルファーミラージュ(株)製、製品名「MD-300S」)を用いて、23℃下で測定した。
実施例1のゴム組成物における各成分の配合比を表1に示す。なお、全ての表において、各成分の数値は、質量部で表示している。また、全ての表中、「添加剤」の内訳は、1.5質量部のステアリン酸、5.0質量部の架橋助剤(a)、1.0質量部の架橋助剤(b)、1.0質量部の加工助剤、1.0質量部の老化防止剤、1.5質量部の加硫促進剤である。
架橋EVAは、粒子状に粉砕した後、目開き500μmのふるいで分級したものを使用した。
具体的には、表1に示す配合比のイソプレンゴム、ステアリン酸、活性亜鉛華、架橋助剤、加工助剤及び老化防止剤を、ニーダー(DSS-10MWB-E型)を用いて、排出温度130~140℃の温度条件で混練した。得られたマスターバッチを冷却した後、それに架橋EVA、1,2-ポリブタジエン、有機過酸化物、硫黄、及び加硫促進剤を混合し、オープンロールを用いて混練した。次に、この混練物を、プレス機を用いて、160℃、圧力約14.7MPaで最適加硫時間加圧して、縦130mm、横210mm、厚み2mmのシート、及び、直径16mm、厚み12mmの円盤状試験片をそれぞれ複数作製した。前記厚み2mmのシートは、引裂強度の測定、硬度の測定及び比重の測定に使用した。前記円盤状試験片は、摩耗量の測定に使用した。前記シート及び円盤状試験片を用い、上記の方法に従って摩耗量、引裂強度、硬度及び比重を測定した。それらの結果を、表1に示す。
表1に示すように、1,2-ポリブタジエンの含有量を変えたこと以外は、実施例1と同様にして、シート及び試験片を作製し、その摩耗量、引裂強度、硬度及び比重を測定した。それらの結果を、表1に示す。
表1に示すように、架橋EVA、1,2-ポリブタジエン及び有機過酸化物を配合しなかったこと以外は、実施例1と同様にして、シート及び試験片を作製し、その摩耗量、引裂強度、硬度及び比重を測定した。それらの結果を、表1に示す。
表1に示すように、1,2-ポリブタジエン及び有機過酸化物を配合しなかったこと以外は、実施例1と同様にして、シート及び試験片を作製し、その摩耗量、引裂強度、硬度及び比重を測定した。それらの結果を、表1に示す。

表2に示すように、架橋EVAに代えて架橋Olefin、架橋SEBS(1)又は架橋SEBS(2)を用いたこと及び1,2-ポリブタジエンの含有量を15質量部に変えたこと以外は、実施例1と同様にして、シート及び試験片を作製し、その摩耗量、引裂強度、硬度及び比重を測定した。それらの結果を、表2に示す。
なお、架橋Olefin、架橋SEBS(1)及び架橋SEBS(2)も、それぞれ粒子状に粉砕した後、目開き500μmのふるいで分級したものを使用した。

表3に示すように、架橋EVAの含有量を変えたこと及び1,2-ポリブタジエンの含有量を15質量部に変えたこと以外は、実施例1と同様にして、シート及び試験片を作製し、その摩耗量、引裂強度、硬度及び比重を測定した。それらの結果を、表3に示す。
なお、表3には、比較参照のため、表1で示した実施例3の組成及び各種測定結果が併記されている。以下、表4、表5及び表6も同様に、表1で示した実施例3が併記されている。

表4に示すように、有機過酸化物の含有量を変えたこと及び1,2-ポリブタジエンの含有量を15質量部に変えたこと以外は、実施例1と同様にして、シート及び試験片を作製し、その摩耗量、引裂強度、硬度及び比重を測定した。それらの結果を、表4に示す。
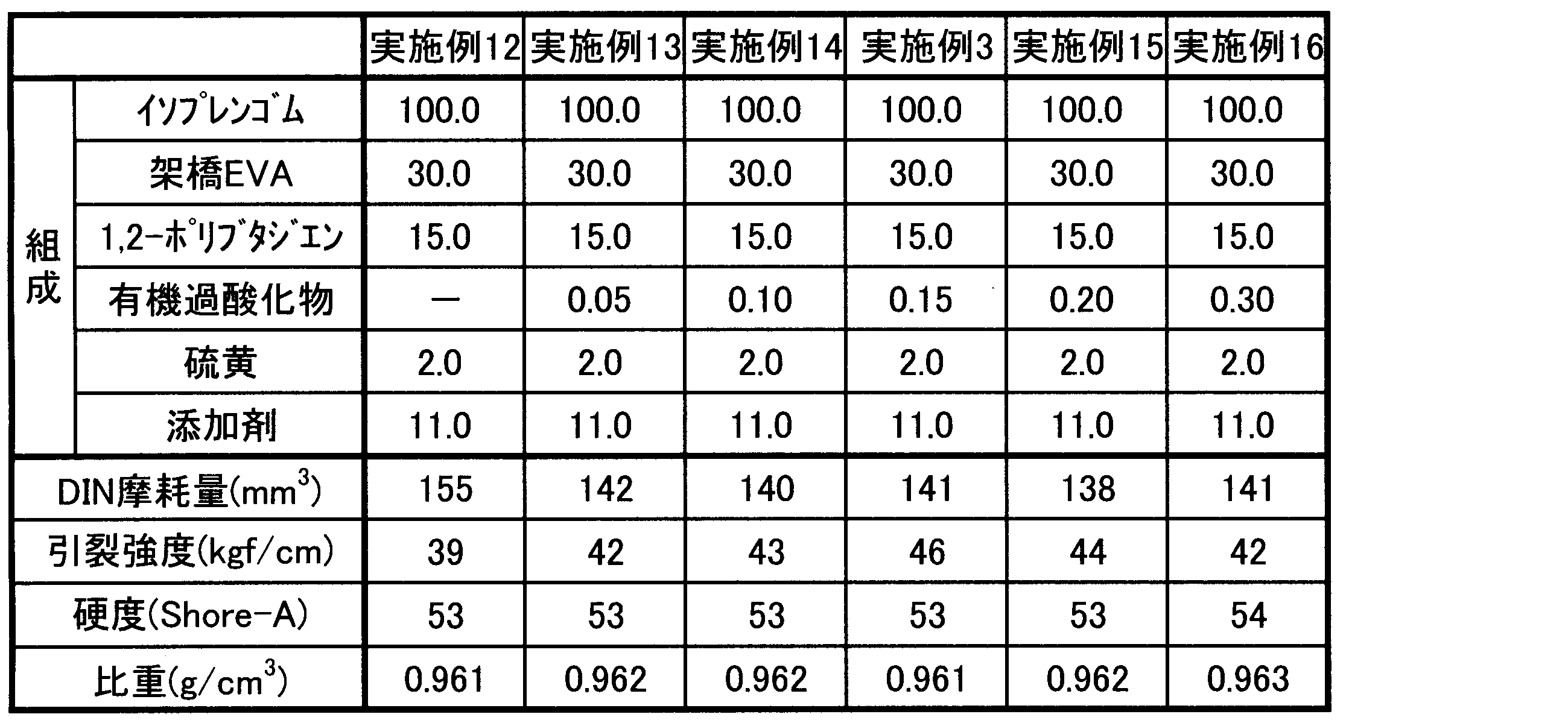
表5に示すように、シリカ及びオイルを加えたこと及び1,2-ポリブタジエンの含有量を15質量部に変えたこと以外は、実施例1と同様にして、シート及び試験片を作製し、その摩耗量、引裂強度、硬度及び比重を測定した。それらの結果を、表5に示す。
表5に示すように、架橋EVA、1,2-ポリブタジエン及び有機過酸化物を配合しなかったこと、並びに、シリカ及びオイルを加えたこと以外は、実施例1と同様にして、シート及び試験片を作製し、その摩耗量、引裂強度、硬度及び比重を測定した。それらの結果を、表5に示す。
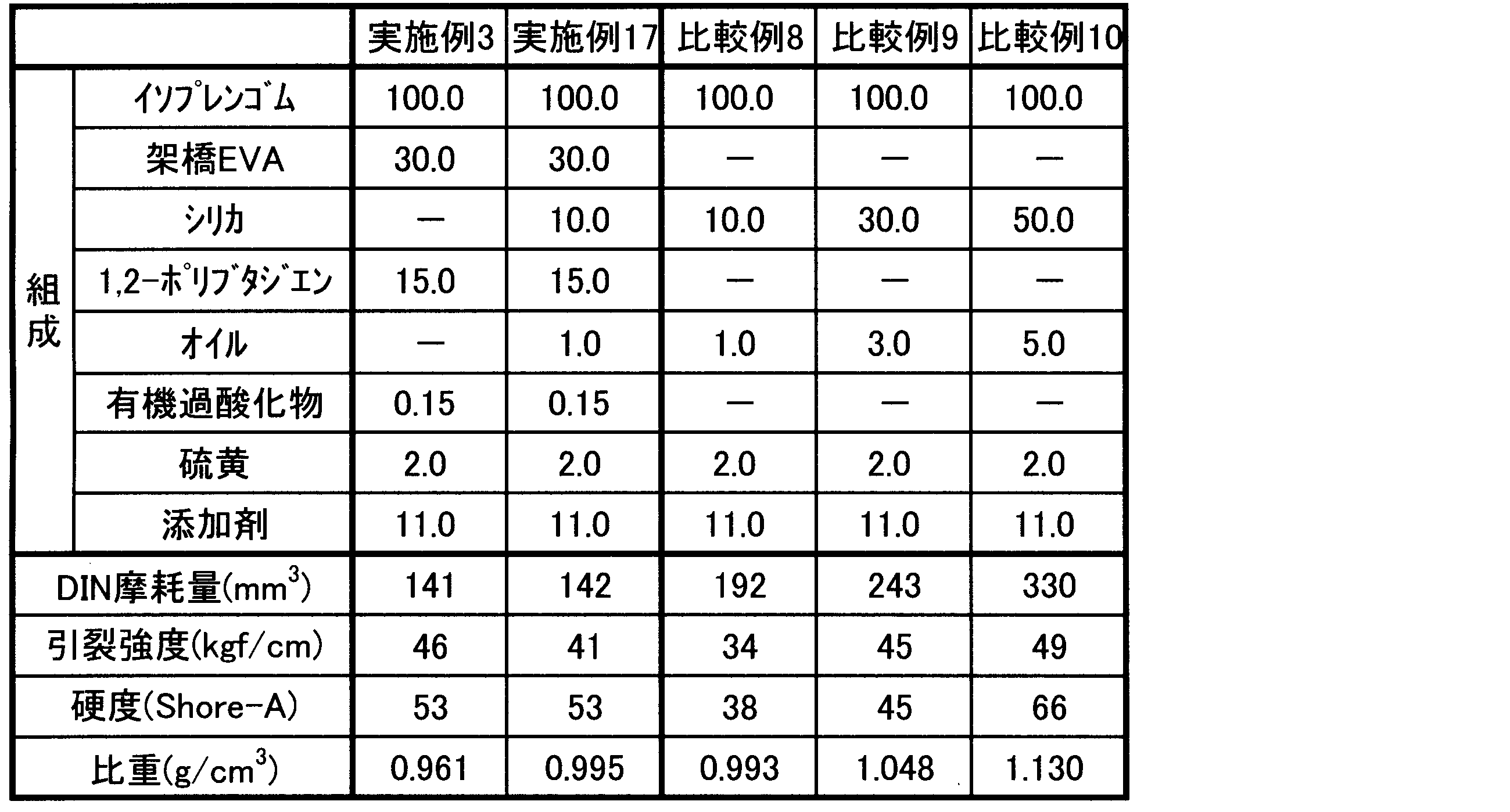
表6に示すように、ブタジエンゴムを加えたこと及び1,2-ポリブタジエンの含有量を15質量部に変えたこと以外は、実施例1と同様にして、シート及び試験片を作製し、その摩耗量、引裂強度、硬度及び比重を測定した。それらの結果を、表6に示す。

2a,2b シューズのアッパー
3a,3b シューズのミッドソール
5a,51b,52b シューズのアウトソール
Claims (10)
- 天然ゴム及びイソプレンゴムの少なくとも一方を含むゴム成分と、架橋されたエチレン系重合体と、1,2-ポリブタジエンと、を含むシューズ用ソール。
- 前記ゴム成分100質量部に対して、前記架橋されたエチレン系重合体を3質量部~60質量部含む、請求項1に記載のシューズ用ソール。
- 前記1,2-ポリブタジエンに対する架橋されたエチレン系重合体の比率(架橋されたエチレン系重合体の含有量(質量)/1,2-ポリブタジエンの含有量(質量))が、0.9~6.5である、請求項1または2に記載のシューズ用ソール。
- 前記ゴム成分が、ゴム成分100質量部中、前記天然ゴム及びイソプレンゴムの少なくとも一方を70質量部以上含む、請求項1乃至3のいずれか一項に記載のシューズ用ソール。
- さらに、有機過酸化物の架橋剤を含む、請求項1乃至4のいずれか一項に記載のシューズ用ソール。
- 前記ゴム成分100質量部に対して、前記有機過酸化物を零を超え10質量部以下含む、請求項5に記載のシューズ用ソール。
- 前記ゴム成分が、天然ゴムのみ、イソプレンゴムのみ又は天然ゴム及びイソプレンゴムの混合物からなる、請求項1乃至6のいずれか一項に記載のシューズ用ソール。
- 前記架橋されたエチレン系重合体が、廃材の粉砕物から得られたものである、請求項1乃至7のいずれか一項に記載のシューズ用ソール。
- 非発泡体である、請求項1乃至8のいずれか一項に記載のシューズ用ソール。
- 請求項1乃至9のいずれか一項に記載のシューズ用ソールを具備するシューズ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14899199.5A EP3178340B1 (en) | 2014-08-07 | 2014-08-07 | Sole for shoes, and shoes |
| PCT/JP2014/070888 WO2016021023A1 (ja) | 2014-08-07 | 2014-08-07 | シューズ用ソール、及びシューズ |
| JP2016539755A JP6325108B2 (ja) | 2014-08-07 | 2014-08-07 | シューズ用ソール、シューズ、及びシューズ用ソールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2014/070888 WO2016021023A1 (ja) | 2014-08-07 | 2014-08-07 | シューズ用ソール、及びシューズ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016021023A1 true WO2016021023A1 (ja) | 2016-02-11 |
Family
ID=55263329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/070888 Ceased WO2016021023A1 (ja) | 2014-08-07 | 2014-08-07 | シューズ用ソール、及びシューズ |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3178340B1 (ja) |
| JP (1) | JP6325108B2 (ja) |
| WO (1) | WO2016021023A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3488722A4 (en) * | 2016-08-16 | 2019-07-03 | ASICS Corporation | OUTDOORS AND SHOES |
| JPWO2019053885A1 (ja) * | 2017-09-15 | 2020-04-23 | 株式会社アシックス | 積層体、靴底及びシューズ |
| CN111100414A (zh) * | 2019-12-18 | 2020-05-05 | 温州欧盛鞋业股份有限公司 | 一种具有耐磨鞋底的女鞋及其制备方法 |
| CN113133567A (zh) * | 2020-01-17 | 2021-07-20 | 图特成艾索托纳公司 | 鞋底、靴子及凉鞋 |
| CN118185193A (zh) * | 2024-03-13 | 2024-06-14 | 宁波艾克姆新材料股份有限公司 | 一种改性纳米氧化锌母胶粒、由其制成的橡胶及鞋底 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109608705A (zh) * | 2018-12-14 | 2019-04-12 | 瑞安市大虎鞋业有限公司 | 军用耐磨橡胶鞋底 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6155126A (ja) * | 1984-08-24 | 1986-03-19 | Japan Synthetic Rubber Co Ltd | 架橋発泡体 |
| JPH11206407A (ja) * | 1998-01-29 | 1999-08-03 | Asics Corp | 成型発泡体 |
| JP2005087408A (ja) * | 2003-09-16 | 2005-04-07 | Asics Corp | 防滑性靴底用発泡体 |
| WO2008013060A1 (en) * | 2006-07-26 | 2008-01-31 | Ube Industries, Ltd. | Rubber composition for shoe sole and rubber foam composition |
| JP5568698B1 (ja) * | 2013-08-09 | 2014-08-06 | 株式会社アシックス | シューズ用ソール、及びシューズ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4418483A (en) * | 1981-03-31 | 1983-12-06 | Rinzai Co., Ltd. | Method of manufacturing shoe sole material and shoes products made by the same |
| JPS6232129A (ja) * | 1985-08-05 | 1987-02-12 | Japan Synthetic Rubber Co Ltd | エチレン−酢酸ビニル共重合体系架橋発泡体用組成物 |
| JPH085983B2 (ja) * | 1987-02-17 | 1996-01-24 | 株式会社ブリヂストン | 衝撃吸収用発泡体 |
| WO2006004036A1 (ja) * | 2004-07-02 | 2006-01-12 | Jsr Corporation | 発泡体用組成物、その製造方法および発泡成形体 |
| JP5565313B2 (ja) * | 2009-06-22 | 2014-08-06 | 宇部興産株式会社 | 靴底用発泡体ゴム組成物及びアウトソール |
-
2014
- 2014-08-07 JP JP2016539755A patent/JP6325108B2/ja active Active
- 2014-08-07 WO PCT/JP2014/070888 patent/WO2016021023A1/ja not_active Ceased
- 2014-08-07 EP EP14899199.5A patent/EP3178340B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6155126A (ja) * | 1984-08-24 | 1986-03-19 | Japan Synthetic Rubber Co Ltd | 架橋発泡体 |
| JPH11206407A (ja) * | 1998-01-29 | 1999-08-03 | Asics Corp | 成型発泡体 |
| JP2005087408A (ja) * | 2003-09-16 | 2005-04-07 | Asics Corp | 防滑性靴底用発泡体 |
| WO2008013060A1 (en) * | 2006-07-26 | 2008-01-31 | Ube Industries, Ltd. | Rubber composition for shoe sole and rubber foam composition |
| JP5568698B1 (ja) * | 2013-08-09 | 2014-08-06 | 株式会社アシックス | シューズ用ソール、及びシューズ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3178340A4 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3488722A4 (en) * | 2016-08-16 | 2019-07-03 | ASICS Corporation | OUTDOORS AND SHOES |
| US10897959B2 (en) | 2016-08-16 | 2021-01-26 | Asics Corporation | Outsole and shoe |
| EP3488722B1 (en) * | 2016-08-16 | 2021-10-13 | ASICS Corporation | Outsoles and shoes |
| JPWO2019053885A1 (ja) * | 2017-09-15 | 2020-04-23 | 株式会社アシックス | 積層体、靴底及びシューズ |
| US11667105B2 (en) | 2017-09-15 | 2023-06-06 | Asics Corporation | Laminate, shoe sole, and shoe |
| CN111100414A (zh) * | 2019-12-18 | 2020-05-05 | 温州欧盛鞋业股份有限公司 | 一种具有耐磨鞋底的女鞋及其制备方法 |
| CN113133567A (zh) * | 2020-01-17 | 2021-07-20 | 图特成艾索托纳公司 | 鞋底、靴子及凉鞋 |
| CN113133567B (zh) * | 2020-01-17 | 2023-07-04 | 图特成艾索托纳公司 | 鞋底、靴子及凉鞋 |
| CN118185193A (zh) * | 2024-03-13 | 2024-06-14 | 宁波艾克姆新材料股份有限公司 | 一种改性纳米氧化锌母胶粒、由其制成的橡胶及鞋底 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3178340B1 (en) | 2019-07-31 |
| JP6325108B2 (ja) | 2018-05-16 |
| EP3178340A1 (en) | 2017-06-14 |
| EP3178340A4 (en) | 2017-09-20 |
| JPWO2016021023A1 (ja) | 2017-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5568698B1 (ja) | シューズ用ソール、及びシューズ | |
| JP6325108B2 (ja) | シューズ用ソール、シューズ、及びシューズ用ソールの製造方法 | |
| US10738178B2 (en) | Rubber composition, method for producing same, and tire | |
| CN101677650B (zh) | 外底和鞋 | |
| WO2011045855A1 (ja) | レーザー接着用ゴム部材、及びシューズ | |
| JP2022506453A (ja) | 二組成ブロックコポリマー | |
| KR100614887B1 (ko) | 고분자의 슬로우 리커버리 특성을 이용한 슬립 방지 신발겉창용 조성물 | |
| CN110520007B (zh) | 外底和鞋 | |
| KR101156575B1 (ko) | 신발겉창용 조성물 및 이를 이용하여 제조된 신발겉창 | |
| JP5568699B1 (ja) | シューズ用ソール、及びシューズ | |
| KR20180116926A (ko) | 겉창과 중창 접착을 위한 고무조성물을 이용한 신발창의 제조방법 | |
| JP2018188503A (ja) | タイヤ用ゴム組成物 | |
| JP6184374B2 (ja) | 靴のアウトソール | |
| JP7346387B2 (ja) | 義足ソール用ゴム組成物及び義足用ソール | |
| JP2019181088A (ja) | 義足用ソール | |
| KR100701917B1 (ko) | 환경친화적이며 내굴곡성이 우수한 고비중 고무 조성물 | |
| JP3441682B2 (ja) | 防振ゴム用組成物および防振ゴム | |
| JP6804961B2 (ja) | ゴム組成物及び空気入りタイヤ | |
| JP2006016552A (ja) | ゴム組成物および紙送りローラ | |
| JP2005279237A (ja) | アウトソール及び靴 | |
| JP2023110759A (ja) | 靴底用部材、靴、及び、靴底用部材の製造方法 | |
| JP2020012033A (ja) | 樹脂組成物およびそれを用いた衝撃吸収用成形体 | |
| JP2005023146A (ja) | タイヤトレッド用ゴム組成物 | |
| JPH0643525B2 (ja) | ゴム組成物 | |
| JP2023094283A (ja) | 靴底用部材、靴、及び、靴底用部材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14899199 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016539755 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014899199 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014899199 Country of ref document: EP |