WO2016152252A1 - Feuille décorative à fini métallique mat et son procédé de fabrication - Google Patents
Feuille décorative à fini métallique mat et son procédé de fabrication Download PDFInfo
- Publication number
- WO2016152252A1 WO2016152252A1 PCT/JP2016/052889 JP2016052889W WO2016152252A1 WO 2016152252 A1 WO2016152252 A1 WO 2016152252A1 JP 2016052889 W JP2016052889 W JP 2016052889W WO 2016152252 A1 WO2016152252 A1 WO 2016152252A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- decorative sheet
- matte
- sheet
- thin film
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C3/00—Processes, not specifically provided for elsewhere, for producing ornamental structures
- B44C3/02—Superimposing layers
Definitions
- the present invention relates to a matte metal tone decorative sheet capable of decorating a matte metal tone decoration to a molded product having a complicated three-dimensional shape with a high deep drawing degree, and a manufacturing method thereof.
- metallic decorations may be partially applied to give a high-class feeling, but depending on the parts, to prevent the driver's eyes from being dazzled by the reflection of light due to metallic luster. In some cases, it is necessary to suppress the metallic luster. In order to obtain such a molded product, it is known to use a matte metallic tone decorative sheet.
- Patent Document 1 discloses a method for forming a concavo-convex portion on a part of a base sheet, thereby delustering a metal thin film layer thereunder. It is disclosed. Further, Patent Document 2 discloses a method in which a mat layer is partially printed on a base material sheet to form irregularities so that the design layer and metal thin film layer below the mat layer are delustered.
- the present invention has been made to solve the above-described problems, and an object of the present invention is to provide a matte metal tone decorative sheet that can be easily decorated with a matte metal tone, and a method for producing the same. To do.
- the manufacturing method of the matte metallic tone decoration sheet of this invention heats the decoration sheet
- the base sheet is easily stretched by heating, but the metal thin film layer laminated on the base sheet cannot follow the stretch of the base sheet, Receives tensile force by the sheet. Therefore, microcracks can be generated uniformly in the metal thin film layer, and a matte metal tone decorative sheet can be obtained. That is, since it is not necessary to form unevenness or a mat layer partially on the base sheet, the number of production steps can be reduced, and the alignment accuracy of the boundary between the glossy part and the matte part can be improved. .
- the decorative sheet is obtained by laminating an adhesive layer on a metal thin film layer.
- the decorative sheet has a pattern layer laminated on a base sheet.
- the decorative sheet is obtained by laminating an anchor layer between a base sheet and a metal thin film layer.
- the adhesion between the metal thin film layer and the anchor layer can be improved.
- the anchor layer follows the stretching of the base sheet and a tensile force is applied to the metal thin film layer that is hardly stretched and is in close contact with the anchor layer, micro cracks can be generated uniformly in the metal thin film layer.
- the decorative sheet is obtained by laminating a release layer on a base sheet.
- the decorative sheet is obtained by laminating a release layer serving as the outermost surface of the transferred material on a base sheet.
- the heating of the decorative sheet includes a step of arranging the decorative sheet on the transfer object and a step of applying pressure and heat to the decorative sheet.
- the heating of the decorative sheet includes a step of feeding the decorative sheet into the mold and a step of closing the mold and applying pressure and heat to the decorative sheet by the molten resin to be injected. .
- the heating of the decorative sheet is performed by the step of feeding the decorative sheet into the mold, the step of preheating the decorative sheet, the mold is closed, and the molten resin is injected into the decorative sheet. Applying pressure and heat.
- the heating of the decorative sheet includes a step of preheating the decorative sheet, a step of preforming the decorative sheet, a step of feeding the preformed decorative sheet into the mold, and a mold. And a step of applying pressure and heat to the decorative sheet by the molten resin to be closed.
- the matte metallic tone decorative sheet of the present invention includes at least a stretchable base sheet and a metal thin film layer partially laminated on the base sheet, and the metal thin film layer is evenly heated. It is characterized by having a matte metallic tone by having generated microcracks.
- the base sheet is easily stretched by heating, but the metal thin film layer laminated on the base sheet cannot follow the stretch of the base sheet and receives a tensile force by the base sheet. Therefore, it becomes easy to generate microcracks uniformly in the metal thin film layer. That is, since it is not necessary to form unevenness or a mat layer partially on the base sheet, the number of production steps is reduced and the alignment accuracy of the boundary between the glossy part and the matte part can be improved.
- the metal thin film layer is made of a metal having lower stretchability than the base sheet.
- the metal thin film layer laminated on the base sheet cannot follow the stretching of the base sheet and receives a tensile force by the base sheet. Therefore, it is possible to easily generate microcracks uniformly in the metal thin film layer.
- the metal thin film layer is made of aluminum or chromium.
- an anchor layer is formed between the base sheet and the metal thin film layer.
- the adhesion between the metal thin film layer and the anchor layer can be improved.
- the anchor layer follows the stretching of the base sheet and a tensile force is applied to the metal thin film layer that is hardly stretched and is in close contact with the anchor layer, it is possible to easily generate microcracks uniformly in the metal thin film layer.
- the anchor layer is made of a material having higher stretchability than the metal thin film layer.
- the adhesion between the metal thin film layer and the anchor layer can be improved, and further, since the anchor layer is more easily stretched than the metal thin film layer, microcracks are easily generated uniformly in the metal thin film layer. be able to.
- the manufacturing method of the matte metallic tone decoration sheet of this invention heats the decoration sheet
- FIG. 1 shows a matte metal-like decorative sheet 11 in which a metal thin film layer is laminated on a substrate sheet 20 and microcracks are uniformly generated by heating.
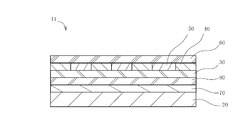
- the release layer 70, the release layer 80, and the anchor layer 30 are laminated on the base sheet, and the design layer 50 and the adhesive layer 60 are further formed, and the microcracks are uniformly generated by heating.
- the matte metal tone decorative sheet 11 is shown.
- 3 to 6 show examples of the embodiment of the heating step in the method for producing a matte metallic tone decorative sheet of the present invention.
- the base sheet 20 As the base sheet 20, a resin sheet that is easily stretched by heating and excellent in moldability can be used. Examples of such materials include acrylic resins, olefin resins, polyester resins, vinyl chloride resins, polycarbonate resins, ABS resins, and laminates thereof.
- the thickness of the base sheet 20 can be 20 ⁇ m to 600 ⁇ m.
- Metal thin film layer The metal thin film layer is partially formed on the base sheet in order to express a metallic decoration.
- a vacuum deposition method, a sputtering method, an ion plating method, a plating method, or the like may be used as a method for forming the metal thin film layer.
- the metal is not particularly limited, but in the present invention, a metal having a matte metal-like decorative sheet 11 by generating microcracks uniformly in the metal thin film layer is preferable, and a metal having lower stretchability than the base sheet is preferable.
- Aluminum or chromium is particularly preferable. By doing in this way, it can make it easy to generate a microcrack uniformly in a metal thin film layer.
- An anchor layer 30, a release layer 70, and a release layer 80 may be formed between the base sheet 20 and the metal thin film layer 40 in which microcracks are uniformly generated (see FIG. 2).
- the anchor layer 30 is preferably made of a resin that is easily stretched by heating. By doing in this way, the adhesiveness of a metal thin film layer can be improved.
- the material of the anchor layer 30 include acrylic resins, acrylic urethane resins, polyurethane resins, vinyl resins, epoxy resins, and polyester resins.
- a normal printing method such as a gravure printing method or a screen printing method, or a coating method such as a gravure coating method or a roll coating method may be used.
- the release layer 70 is formed in order to improve the peelability of the base sheet 20, and peels off together with the base sheet 20 when the base sheet 20 is peeled off.
- the release layer may be formed entirely on the base sheet.
- the release layer material include melamine resin release agents, silicon resin release agents, fluororesin release agents, cellulose resin release agents, paraffin release agents, and composite release agents thereof. Can be used.
- a coating method such as a roll coating method or a spray coating method, a printing method such as a gravure printing method, or a screen printing method may be used.
- the release layer 80 is formed so as to peel from the base sheet 20 or the release layer 70 and become the outermost surface of the transfer object when the base sheet 20 is peeled after transfer.
- the release layer is entirely formed on the base sheet or the release layer.
- the release layer can be made of acrylic resin, polyester resin, polyvinyl chloride resin, cellulose resin, rubber resin, polyurethane resin, polyvinyl acetate resin, or vinyl chloride-vinyl acetate copolymer system. It is preferable to use a resin or a copolymer such as ethylene-vinyl acetate copolymer resin.
- a photo-curing resin such as an ultraviolet curable resin, a radiation curable resin such as an electron beam curable resin, or a thermosetting resin may be selected and used.
- a normal printing method such as a gravure printing method or a screen printing method, or a coating method such as a gravure coating method or a roll coating method may be used.
- the design layer 50 may be formed between the partially formed metal thin film layers, and the adhesive layer 60 may be formed on the metal thin film layer and the design layer 50.
- Examples of the material of the pattern layer 50 include resins such as polyvinyl resins, polyamide resins, polyester resins, acrylic resins, polyurethane resins, polyvinyl acetal resins, polyester urethane resins, cellulose ester resins, alkyd resins.
- a colored ink containing a suitable color pigment or dye as a colorant may be used as a binder.
- a normal printing method such as a gravure printing method, a screen printing method, or an offset printing method, a roll coater method, or a transfer method may be used.
- the adhesive layer 60 is formed to adhere each of the above layers on the transfer object.
- a heat-sensitive or pressure-sensitive resin suitable for the material of the transfer object may be appropriately selected and used.
- the material of the transfer object is an acrylic resin
- an acrylic resin may be used.
- the material of the material to be transferred is polyphenylene oxide / polystyrene resin, polycarbonate resin, styrene copolymer resin, or polystyrene blend resin, acrylic resin, polystyrene resin, polyamide having affinity with these resins A series resin or the like may be used.
- the material of the transfer object is a polypropylene resin
- a chlorinated polyolefin resin a chlorinated ethylene-vinyl acetate copolymer resin, a cyclized rubber, a coumarone indene resin, or the like
- a method for forming the adhesive layer 60 a normal printing method such as a gravure printing method or a screen printing method, or a coating method such as a gravure coating method or a roll coating method may be used.
- the decorative sheet having the respective layers made of the above materials is heated to produce the matte metallic tone decorative sheet of the present invention.
- a decorative sheet 10 in which a microcrack is not generated in a metal thin film layer is placed on an object to be transferred such as a molded product 100 (see FIG. 3A), and the decorative sheet 10 is heated by a heated roll 90. Heat and pressure are applied to (see FIG. 3B).
- the temperature of heat applied to the decorative sheet by the roll can be 170 to 240 ° C., and the pressure can be 0.1 to 1.0 MPa.
- the decorative sheet is stretched by heating with a roll, and microcracks can be evenly generated in the metal thin film layer. That is, the decoration sheet 10 can be made into the matte metal tone decoration sheet 11 by the heating by a roll. Further, the decorative sheet is further stretched by pressurization with a roll. By this action, microcracks can be generated more uniformly than when heating.
- the base material sheet 20 of the matte metal tone decorating sheet 11 can be peeled off, and the transfer layer of the matte metal tone decorating sheet 11 is formed into a molded product. By transferring to the surface, a molded product having a matte metallic decoration can be obtained. Furthermore, if the matte metal tone decorative sheet 11 has a release layer and a release layer, after peeling the base material sheet 20 of the matte metal tone decorating sheet 11, the molded product is exposed to, for example, ultraviolet rays. The release layer can be cured. That is, it is possible to obtain a molded article having a high surface hardness and a matte metallic decoration. When the metal thin film layer in which microcracks are generated uniformly is located on the outer surface of the molded product, a protective layer may be formed by painting after the molding process.
- the transfer layer of the matte metallic tone decorative sheet 11 is transferred to the molded product 100 by heating and pressurizing with a roll, and a molded product having a matte metallic tone decoration can be obtained.
- the decorative sheet 10 includes the base material sheet 20 and the anchor layer 30 selected from the above materials, the heat shrinkage rate when stretched by heating and heated at 160 ° C. for 3 minutes, for example, is 2.0% or more. It can be. As it is easy to stretch by heating, microcracks are generated even in the drying process after laminating the metal thin film layer, but it does not occur evenly in the metal thin film layer. Microcracks can be generated, and the matte metallic tone decorative sheet 11 of the present invention can be obtained.
- the decorative sheet 10 is fed into the movable side 220 of the mold 200 (see FIG. 4A), fixed with the clamp member 230 and the like, and then the inside of the movable side cavity is vacuumed to bring the decorative sheet to the cavity surface.
- the mold is closed, the molten resin 110 is injected into the cavity from the fixed side 210, and heat and pressure are applied to the decorative sheet 10 (see FIG. 4B).
- the decorating sheet 10 is good to use the same thing as 1st embodiment.
- Method to send decorative sheet As a method of sending the decorative sheet 10 to the movable side 220, a single sheet of decorative sheet may be sent one by one, or a necessary part of a long decorative sheet may be sent intermittently. When a long decorative sheet is used, a feeding device having a positioning mechanism is used to send the decorative sheet, so that the register of the decorative sheet design layer and the cavity of the movable side 220 coincide with each other. Good.
- injection resin examples include general-purpose resins such as polystyrene resin, polyolefin resin, ABS resin, AS resin, and AN resin.
- general engineering resins such as polyphenylene oxide / polystyrene resins, polycarbonate resins, polyacetal resins, acrylic resins, polycarbonate-modified polyphenylene ether resins, polybutylene terephthalate resins, polybutylene terephthalate resins, ultrahigh molecular weight polyethylene resins, and polysulfone Super engineering resins such as resins, polyphenylene sulfide resins, polyphenylene oxide resins, polyarylate resins, polyetherimide resins, polyimide resins, liquid crystal polyester resins, and polyallyl heat-resistant resins can also be used.
- composite resins to which reinforcing materials such as glass fibers and inorganic fillers are added can also be used.
- the temperature of heat applied to the decorative sheet by the molten resin can be 200 to 320 ° C., and the pressure can be 19 to 50 MPa.
- the decorative sheet is stretched by heating with the injected molten resin, and microcracks can be generated uniformly in the metal thin film layer. That is, the decorative sheet 10 can be made into a matte metallic tone decorative sheet 11 by heating with a molten resin. Further, the decorative sheet is further stretched by pressurization with a molten resin. By this action, microcracks can be generated more uniformly than during heating.
- the matte metal tone decorative sheet 11 and the resin can be integrally formed by heating and pressurizing with the injected molten resin, and a molded article having a matte metal tone decoration can be obtained. it can. Moreover, the dimensional stability of a molded product can be ensured by integral molding.
- the base material sheet 20 of the matte metal tone decorating sheet 11 can be peeled off, and the transfer layer of the matte metal tone decorating sheet 11 is formed into a molded product. By transferring to the surface, a molded product having a matte metallic decoration can be obtained. Furthermore, if the matte metal tone decorative sheet 11 has a release layer and a release layer, after peeling the base material sheet 20 of the matte metal tone decorating sheet 11, the molded product is exposed to, for example, ultraviolet rays. The release layer can be cured. That is, it is possible to obtain a molded article having a high surface hardness and a matte metallic decoration. When the metal thin film layer 40 in which microcracks are uniformly generated is located on the outer surface of the molded product, a protective layer may be formed by painting after the molding process.
- thermoforming method As a preheating method, an infrared heater, an electric heater, a high frequency induction, a halogen lamp, a microwave, a high temperature derivative such as steam, a laser, or the like can be used.
- the temperature of heat applied to the decorative sheet by the heat source can be 100 to 250 ° C.
- the decorative sheet is stretched by preheating, and microcracks can be uniformly generated in the metal thin film layer. That is, the decorative sheet 10 can be made into a matte metallic tone decorative sheet 11 by preheating.
- the matte metal tone decorative sheet is stretched by heating with the molten resin, and the matte metal tone decorating sheet is further stretched by pressurization with the molten resin.
- the matte metal tone decorative sheet 11 and the resin can be integrally formed by heating and pressurizing with the injected molten resin, and a molded product having a matte metal tone decoration can be obtained.
- a protective layer may be formed by painting after the molding process.
- the decorative sheet 10 is fed into the preforming mold 400 and preheated by the heat source 300 (see FIG. 6A).
- the matte metal tone decorating sheet is preliminarily formed by vacuum suction or applying compressed air to the matte metal tone decorating sheet (see FIG. 6B). Unnecessary portions of the preformed matte metallic decoration sheet are trimmed, and the trimmed matte metallic decoration sheet is inserted into the cavity of the movable side 220 (see FIG. 6C).
- the inserted matte metallic decoration sheet may be fixed by a clamp member or vacuum suction.
- the mold is closed, the molten resin 110 is injected into the cavity from the fixed side 210, and heat and pressure are applied to the matte metal tone decorative sheet (see FIG. 6D).
- the matte metal tone decorative sheet is stretched by heating with the molten resin, and the matte metal tone decorating sheet is further stretched by pressurization with the molten resin.
- the matte metal tone decorative sheet 11 and the resin can be integrally formed by heating and pressurizing with the molten resin to be injected, and a molded product having a matte metal tone decoration can be obtained. Moreover, the dimensional stability of a molded product can be ensured by integral molding.
- a protective layer may be formed by painting after the molding process.
- a matte metallic decoration sheet can be obtained.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Le problème décrit par la présente invention est de fournir une feuille décorative à fini métallique mat avec laquelle une décoration à fini métallique mat peut être facilement mise en œuvre, ainsi qu'un procédé de fabrication associé. La solution de la présente invention est caractérisée par le chauffage d'une feuille décorative dans laquelle au moins une couche de film métallique mince est partiellement stratifiée sur une feuille de matériau de base ayant des propriétés d'étirement, de façon à générer uniformément des microfissures dans la couche de film mince métallique et à obtenir un fini métallique mat. La feuille de matériau de base est rendue facilement étirable par le chauffage, mais la couche de film métallique mince n'est pas susceptible de suivre l'étirement de la feuille de matériau de base et reçoit une force de traction depuis la feuille de matériau de base. Par conséquent, les microfissures peuvent être uniformément générées dans la couche de film mince métallique. C'est-à-dire qu'étant donné qu'il n'est pas nécessaire de former partiellement des irrégularités ou une couche mate sur la feuille de matériau de base, le nombre d'étapes de traitement peut être réduit et la précision d'alignement au niveau de la limite entre une partie brillante et une partie mate peut être améliorée.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015058742A JP2016175348A (ja) | 2015-03-20 | 2015-03-20 | 艶消金属調加飾シートとその製造方法 |
| JP2015-058742 | 2015-03-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016152252A1 true WO2016152252A1 (fr) | 2016-09-29 |
Family
ID=56979023
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/052889 Ceased WO2016152252A1 (fr) | 2015-03-20 | 2016-02-01 | Feuille décorative à fini métallique mat et son procédé de fabrication |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2016175348A (fr) |
| WO (1) | WO2016152252A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017179463A1 (fr) * | 2016-04-12 | 2017-10-19 | ソニー株式会社 | Structure, équipement électronique, film décoratif, et procédé de fabrication de structure |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107000468B (zh) * | 2014-12-01 | 2020-04-24 | 泰卡株式会社 | 水压转印方法及水压转印片材 |
| JP2023057485A (ja) * | 2021-10-11 | 2023-04-21 | 大日本印刷株式会社 | 加飾フィルム、加飾部材、移動体および加飾部材の製造方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05318567A (ja) * | 1992-05-19 | 1993-12-03 | Toyo Alum Kk | 容器状成形体 |
| JPH11131213A (ja) * | 1997-10-29 | 1999-05-18 | Hashimoto Forming Ind Co Ltd | 表面光輝製品の製造方法 |
| JP2001260596A (ja) * | 2000-03-21 | 2001-09-25 | Nissha Printing Co Ltd | 部分マットハードコート転写材と部分マットハードコート成形品の製造方法 |
| JP2002256455A (ja) * | 2001-03-06 | 2002-09-11 | Toyoda Gosei Co Ltd | めっき製品の製造方法 |
| JP2002292783A (ja) * | 2001-03-29 | 2002-10-09 | Nissha Printing Co Ltd | 積層シート |
| JP2006272658A (ja) * | 2005-03-28 | 2006-10-12 | Shin Etsu Polymer Co Ltd | 金属調シート、金属調成形体およびその製造方法 |
| JP2008050656A (ja) * | 2006-08-24 | 2008-03-06 | Toyota Motor Corp | クロムめっき製品およびその製造方法 |
| JP2010005999A (ja) * | 2008-06-30 | 2010-01-14 | Nissha Printing Co Ltd | クラックを有する金属膜加飾シートの製造方法 |
| JP2011163903A (ja) * | 2010-02-09 | 2011-08-25 | Kanto Kasei Kogyo Kk | 電磁波透過用金属被膜、電磁波透過用金属被膜の形成方法及び車載用レーダー装置 |
| JP2014054813A (ja) * | 2012-09-14 | 2014-03-27 | Sankei Giken Kogyo Co Ltd | 表面光輝品の製造方法 |
| JP2014214353A (ja) * | 2013-04-26 | 2014-11-17 | 三恵技研工業株式会社 | 電磁波透過性材料 |
| JP2015038236A (ja) * | 2013-08-19 | 2015-02-26 | アイシン精機株式会社 | 金属調皮膜の製造方法 |
-
2015
- 2015-03-20 JP JP2015058742A patent/JP2016175348A/ja active Pending
-
2016
- 2016-02-01 WO PCT/JP2016/052889 patent/WO2016152252A1/fr not_active Ceased
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05318567A (ja) * | 1992-05-19 | 1993-12-03 | Toyo Alum Kk | 容器状成形体 |
| JPH11131213A (ja) * | 1997-10-29 | 1999-05-18 | Hashimoto Forming Ind Co Ltd | 表面光輝製品の製造方法 |
| JP2001260596A (ja) * | 2000-03-21 | 2001-09-25 | Nissha Printing Co Ltd | 部分マットハードコート転写材と部分マットハードコート成形品の製造方法 |
| JP2002256455A (ja) * | 2001-03-06 | 2002-09-11 | Toyoda Gosei Co Ltd | めっき製品の製造方法 |
| JP2002292783A (ja) * | 2001-03-29 | 2002-10-09 | Nissha Printing Co Ltd | 積層シート |
| JP2006272658A (ja) * | 2005-03-28 | 2006-10-12 | Shin Etsu Polymer Co Ltd | 金属調シート、金属調成形体およびその製造方法 |
| JP2008050656A (ja) * | 2006-08-24 | 2008-03-06 | Toyota Motor Corp | クロムめっき製品およびその製造方法 |
| JP2010005999A (ja) * | 2008-06-30 | 2010-01-14 | Nissha Printing Co Ltd | クラックを有する金属膜加飾シートの製造方法 |
| JP2011163903A (ja) * | 2010-02-09 | 2011-08-25 | Kanto Kasei Kogyo Kk | 電磁波透過用金属被膜、電磁波透過用金属被膜の形成方法及び車載用レーダー装置 |
| JP2014054813A (ja) * | 2012-09-14 | 2014-03-27 | Sankei Giken Kogyo Co Ltd | 表面光輝品の製造方法 |
| JP2014214353A (ja) * | 2013-04-26 | 2014-11-17 | 三恵技研工業株式会社 | 電磁波透過性材料 |
| JP2015038236A (ja) * | 2013-08-19 | 2015-02-26 | アイシン精機株式会社 | 金属調皮膜の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017179463A1 (fr) * | 2016-04-12 | 2017-10-19 | ソニー株式会社 | Structure, équipement électronique, film décoratif, et procédé de fabrication de structure |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016175348A (ja) | 2016-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101161032B1 (ko) | 가식 시트와 가식 성형품 및 사출성형 동시 가식 방법 | |
| KR101436667B1 (ko) | 전사 장식 시트, 장식 성형품의 제조 방법 및 장식 성형품 | |
| KR101426946B1 (ko) | 가식 시트, 가식 수지 성형품 및 그 제조 방법 | |
| JP5095598B2 (ja) | 部分マット転写シートの製造方法 | |
| KR101218265B1 (ko) | 인몰드 사출용 전사필름 | |
| CN109311285B (zh) | 转印片、装饰片及装饰品 | |
| JP2016068475A (ja) | 加飾シート | |
| WO2008038725A1 (fr) | Produit moulé par injection décoratif bosselé et son procédé de fabrication | |
| JP4857488B2 (ja) | 成形加飾用シート及び射出成形同時積層方法 | |
| WO2016152252A1 (fr) | Feuille décorative à fini métallique mat et son procédé de fabrication | |
| JP4951895B2 (ja) | 加飾成形品及びその製造方法 | |
| JP6438590B2 (ja) | 真空熱成形用デコレーションシート、及びこれを使用して形成された物品、真空熱成形用デコレーションシートの製造方法 | |
| JP5396966B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP4459770B2 (ja) | エンボス同調フィルムとその製造方法、及びそれを積層した積層物 | |
| JP4357804B2 (ja) | 成形加飾用シート及び射出成形同時加飾方法 | |
| JP5194681B2 (ja) | エンボス加飾射出成形品の製造方法 | |
| JP3955599B2 (ja) | マットハードコート用転写シートおよびマットハードコート成形品の製造方法 | |
| JP5050296B2 (ja) | 加飾シート、射出成形同時加飾方法、及び加飾成形品 | |
| JP2000043094A (ja) | 射出成形同時絵付用転写シート、及び射出成形同時絵付方法 | |
| JP2022186805A5 (fr) | ||
| JP2006240156A (ja) | 光輝性加飾シートと光輝性加飾成形品の製造方法 | |
| JP5578774B2 (ja) | ヘアライン意匠を有する転写シートと転写成形品の製造方法 | |
| CN115972487B (zh) | 基于热固承载和光固离型的模内曲面转印方法 | |
| JP4593325B2 (ja) | 樹脂成形品及びその製造方法 | |
| JP5794033B2 (ja) | インモールド用転写箔 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16768155 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16768155 Country of ref document: EP Kind code of ref document: A1 |