WO2016181769A1 - Matériau de tissu fonctionnel jetable et procédé de production de tissu - Google Patents
Matériau de tissu fonctionnel jetable et procédé de production de tissu Download PDFInfo
- Publication number
- WO2016181769A1 WO2016181769A1 PCT/JP2016/062363 JP2016062363W WO2016181769A1 WO 2016181769 A1 WO2016181769 A1 WO 2016181769A1 JP 2016062363 W JP2016062363 W JP 2016062363W WO 2016181769 A1 WO2016181769 A1 WO 2016181769A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- adhesive
- fibrous
- bonding
- nonwoven fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
- B32B7/14—Interconnection of layers using interposed adhesives or interposed materials with bonding properties applied in spaced arrangements, e.g. in stripes
Definitions
- the present invention relates to a disposable functional fabric material and a method for producing the fabric.
- Patent Document 1 discloses a disposable sleeping garment and bedding cover that are suitably used by guests such as hotels and have various functions but have a flexible texture.
- the sleeping garment disclosed in Patent Document 1 is not devised in the configuration of the fabric itself.
- the sleeping garment etc. disclosed in Patent Document 1 exhibit a function by, for example, impregnating a cloth with an agent that exhibits a desired function (for example, a moisturizing function).
- Cloth for disposable fabrics are strongly required to have flexibility, overall fluffiness, comfort during use and use.
- fabric materials for travel, disaster prevention, outdoor clothing, etc. can express various designs with high aesthetics efficiently and effectively, as well as messages and advertisements. It is also strongly desired that advertisements and the like can be provided efficiently and effectively.
- the fabric material can appropriately and effectively impart various functions depending on the application.
- the present invention solves the above problems by the following means.
- the first invention includes a first nonwoven fabric layer, a second nonwoven fabric layer, a paper sheet disposed between the first nonwoven fabric layer and the second nonwoven fabric layer and capable of forming a printed layer, and the second nonwoven fabric layer.
- an adhesive layer for adhering the paper sheet, and an elastic member is disposed between the first nonwoven fabric layer and the paper sheet, so that the laminated sheet can be expanded and contracted,
- a space is formed between the second nonwoven fabric layer and the paper sheet by forming a non-adhesive portion where the second nonwoven fabric layer and the paper sheet are not adhered to at least a part of the adhesive layer.
- the non-bonded portion is a disposable functional fabric material having an area ratio of 5 to 85% with respect to the area of the second nonwoven fabric layer.
- a second aspect of the invention is the disposable functional fabric material according to the first aspect, in which the adhesive layer is formed of a hot melt adhesive.
- a third aspect of the invention is the disposable functional fabric material according to the first or second aspect, wherein the elastic member is disposed between the first nonwoven fabric layer and the paper sheet by adhesion of a hot melt adhesive. It is.
- the fourth invention is the disposable functional fabric material according to the second or third aspect, wherein the hot melt adhesive is applied by at least one of continuous coating, intermittent coating, stripe coating, spiral coating and block coating. It is.
- a fifth invention is the disposable functional fabric material according to any one of the first to fourth, wherein the printed layer is formed on the second nonwoven fabric side on the paper sheet.
- a sixth invention is the disposable functional fabric material according to any one of the first to fifth, wherein the printing layer is formed by ink flexographic printing.
- a seventh invention is the disposable functional fabric material according to any one of the first to sixth, wherein the paper sheet is wrinkled.
- An eighth invention is the disposable functional fabric material according to any one of the first to seventh, wherein the paper sheet has been subjected to hole formation processing.
- a ninth invention is the disposable functional fabric material according to the sixth aspect, wherein the ink contains at least one of a deodorant, an insect repellent, a fragrance, a waterproofing agent, an antifouling agent, and an antibacterial agent.
- a tenth aspect of the invention is a first fibrous sheet, a fiber sheet joined to the first fibrous sheet via an elastic member, a second fibrous sheet joined to the fiber sheet, It is a disposable functional fabric material in which the amount of the bonding agent for bonding the first fibrous sheet and the fiber sheet is greater than the amount of the bonding agent for bonding the fiber sheet and the second fibrous sheet.
- the amount of the bonding agent for bonding the first fibrous sheet and the fiber sheet is three times the amount of the bonding agent for bonding the fiber sheet and the second fibrous sheet.
- the disposable functional fabric material according to the tenth aspect which is 5 times.
- the elastic member is a linear elastic body, and a bonding area where the first fibrous sheet and the fiber sheet are bonded includes the fiber sheet and the second fibrous sheet.
- the disposable functional fabric material according to the tenth aspect which is smaller than a bonding area to be bonded.
- the amount of the bonding agent for bonding the first fibrous sheet and the fiber sheet is three times the amount of the bonding agent for bonding the fiber sheet and the second fibrous sheet. It is a manufacturing method of the cloth
- the elastic member is a linear elastic body, and a bonding area where the first fibrous sheet and the fiber sheet are bonded includes the fiber sheet and the second fibrous sheet. It is a manufacturing method of the cloth
- the joining method for joining the first fibrous sheet and the fiber sheet is different from the joining method for joining the fiber sheet and the second fibrous sheet. It is a manufacturing method of dough.
- a seventeenth aspect of the invention is the dough manufacturing method according to the thirteenth aspect, wherein the first fibrous sheet and the fiber sheet are joined using comb teeth.
- An eighteenth aspect of the invention is the dough manufacturing method according to the thirteenth aspect, including a step of performing a heat treatment after joining the first fibrous sheet, the second fibrous sheet, and the fibrous sheet.
- a nineteenth aspect of the invention is the dough manufacturing method according to the eighteenth aspect, wherein the heat treatment is non-contact heating.
- a twentieth invention is a step of performing a mechanical softening process on a paper sheet having a first surface and a second surface, and a step of applying an adhesive to one of the first surface and the second surface of the paper sheet; A step of applying a functional substance different from the adhesive to the other of the first surface and the second surface of the paper sheet; the paper sheet via the adhesive; and a first sheet different from the paper sheet A method for manufacturing the dough.
- a twenty-first aspect of the invention is the fabric manufacturing method according to the twentieth aspect, including a step of printing the paper sheet prior to the mechanical softening process.
- the twenty-second aspect of the invention is the manufacture of the dough according to the twentieth aspect, including the step of joining the joined paper sheet and the first sheet to the second sheet via a plurality of elastic members coated with an adhesive. Is the method.
- a twenty-third invention is the fabric manufacturing method according to the twenty-second invention, wherein an amount of the adhesive applied to the plurality of elastic members is larger than an amount of the adhesive applied to the paper sheet.
- various designs and messages can be expressed efficiently and effectively, while taking advantage of the texture of the fabric material itself, it is excellent in overall fluffiness and flexibility, and comfortable in use.
- Disposable functional fabric materials are provided that are excellent, can provide various functions efficiently and effectively, and are efficiently manufactured.
- the disposable functional fabric material described in No. 10 can realize an easy-to-use disposable functional fabric material.
- an easy-to-use dough can be manufactured.
- FIG. 1 is a cross-sectional view of a disposable functional fabric material 100.
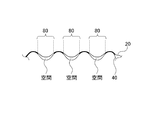
- FIG. 3 is a conceptual diagram for explaining a space formed between a second nonwoven fabric layer 20 and a paper sheet 40.
- FIG. It is a figure which shows the surface state of the cloth
- 2 is an enlarged view of the dough 1.
- FIG. FIG. 6 is a cross-sectional view taken along line AA in FIG. 5.
- FIG. 6 is a cross-sectional view taken along line BB in FIG. 5.
- 1 is a schematic diagram showing a production line 200 for dough 1.
- FIG. 3 is a flowchart showing a method for manufacturing the dough 1. It is a figure which shows the 1st adhesive agent coating device 203.
- FIG. It is a figure which shows the 2nd adhesive agent coating apparatus 211.
- FIG. It is a figure which shows a mode that the wearer wears the disposable pants 13
- FIG. 1 is a cross-sectional view of a disposable functional fabric material 100.
- the disposable functional fabric material 100 of the first embodiment is disposed between the first nonwoven fabric layer 10, the second nonwoven fabric layer 20, the first nonwoven fabric layer 10, and the second nonwoven fabric layer 20.
- a laminated sheet 60 having a paper sheet 40 that can form the printed layer 30 and an adhesive layer 50 that bonds the second nonwoven fabric layer 20 and the paper sheet 40. Since the disposable functional fabric material 100 has the elastic member 70 disposed between the first nonwoven fabric layer 10 and the paper sheet 40, the laminated sheet 60 can be expanded and contracted.
- a non-adhesive portion 80 where the second nonwoven fabric layer 20 and the paper sheet 40 are not bonded is formed on at least a part of the adhesive layer 50.
- a space is formed between the second nonwoven fabric layer 20 and the paper sheet 40.
- the area ratio of the non-bonded portion 80 is 5 to 85% with respect to the area of the second nonwoven fabric layer 20.
- nonwoven fabric refers to a fabric other than a fabric made by weaving fibers vertically and horizontally.
- fibers include natural fibers (plant fibers (cellulose polymers), animal fibers (protein polymers), etc.), refined fibers (lyocell, tencel, etc.), regenerated fibers such as rayon, viscose, etc.
- Chemical fibers such as semi-synthetic fibers such as acetate and synthetic fibers such as nylon are all included. These fibers are appropriately selected according to the application used.
- the fiber used for a nonwoven fabric may be used individually by 1 type, and 2 or more types may be used together.
- the term “disposable” includes not only those that are discarded after a single use, but also those that can withstand short-term use and several washings depending on the intended use and purpose.
- the nonwoven fabric used for the 1st nonwoven fabric layer 10 can be suitably selected according to the product and use to which the disposable functional fabric material 100 is applied.
- the first nonwoven fabric layer 10 is flexible and soft to the touch.
- the 1st nonwoven fabric layer 10 does not become a wearer's or a user's body side, importance is attached to functions (for example, waterproofness) different from the above, and the nonwoven fabric used for the 1st nonwoven fabric layer 10 from that viewpoint (for example, , Waterproof nonwoven fabric) may be selected.
- the nonwoven fabric used for the 2nd nonwoven fabric layer 20 can be suitably selected according to the product and use to which the disposable functional fabric material 100 is applied.
- the disposable functional fabric material 100 according to the first embodiment can efficiently display various designs and messages by visually recognizing prints and the like formed on the paper sheet 40 through the second nonwoven fabric layer 20. Can be expressed effectively. From this point of view, it is preferable to select a material for the nonwoven fabric used for the second nonwoven fabric layer 20 so that printing or the like formed on the paper sheet 40 can be properly recognized from the outside.
- the nonwoven fabric used for the second nonwoven fabric layer 20 is a process that draws out higher design and aesthetics as a whole fabric in cooperation with printing formed on the paper sheet 40, formation of the adhesive layer 50 described later, and the like. It is also preferable to select from the viewpoint that it becomes possible.
- the second nonwoven fabric layer 20 is rarely disposed on the side in contact with the wearer's skin.
- the second nonwoven fabric layer 20 is often disposed on the side in contact with the user's skin.
- the second non-woven fabric layer 20 can exhibit various functions in addition to flexibility, touch properties, water absorption (sweat) properties, etc., depending on the application of the product. It is preferable that the material is a nonwoven fabric.
- the paper sheet 40 pulp paper or a paper material formed from a material whose main raw material is pulp can be used. That is, as the paper sheet 40, a paper material manufactured by subjecting a base paper sheet as a raw material sheet to processing in a plurality of steps can be used.
- the pulp content is preferably 30% or more, and more preferably 50% or more.
- the blending of the pulp is more preferably 80% or more.
- the paper sheet is preferably composed of a single sheet (single layer), but may be composed of a plurality of sheets (multiple layers).
- the paper sheet 40 is composed of a plurality of sheets of paper, the thickness, material, etc. of each other may be the same, or two or more types may be used in combination.
- the preferred basis weight of the paper sheet 40 varies depending on the material, but as an example, if it is a single layer, 7 to 50 g / m 2 is preferable, and 10 to 30 g / m 2 is more preferable.
- the printing layer 30 is formed on a paper sheet 40.
- the printing layer 30 is formed on the paper sheet 40 instead of the nonwoven fabric. Therefore, the disposable functional fabric material 100 can easily and efficiently create a clear pattern. Therefore, the disposable functional fabric material 100 can express various designs and messages efficiently and effectively.
- the overall fabric has high design and aesthetics.
- a functional fabric material 100 can be provided. Examples of the design and pattern to be printed on the paper sheet include aesthetic colors, patterns, photographs, and the like (hereinafter also referred to as “photographs”).
- a photograph or the like can be printed on the paper sheet 40 by a technique such as inkjet or flexographic printing.
- a varnishing process or a binder may be added to the surface of the printing layer 30 as a color fading prevention process.
- the binder include known materials such as PVA, CMC, EVA, acrylic, and lacquer.
- ink that has been subjected to color fading prevention processing can also be used for printing.
- a thin paper sheet 40 is preferable because the printing layer 30 can be formed by flexographic printing.
- the flexographic printing method has advantages such as a small contact area between the plate and the paper sheet 40 and a low printing pressure. For this reason, when flexographic printing is used, the paper sheet 40 is easily peeled off from the plate.
- the printing layer 30 is suitable.
- ink there are many types of ink that can be used.
- the disposable functional material 100 of 1st Embodiment is not limited to this.
- the disposable functional fabric material 100 having high aesthetics can be provided by using colored paper or the like as the paper sheet 40 and performing wrinkle processing or the like as described later.
- the wrinkle processing method is not particularly limited.
- the paper sheet 40 by providing the paper sheet 40 with a concave or convex shape using an embossing roll, a three-dimensional design that cannot be expressed only by printing such as a design, a design with different nuances depending on the viewing angle, and the like can be expressed.
- hole forming processing such as punching and punching using an embossing roll or the like.
- the paper sheet 40 it is preferable to stretch the paper sheet 40 by pressing with an embossing roll or the like.
- a disposable functional fabric material 100 that is flexible and excellent in plumpness as a whole.
- the disposable functional fabric material 100 of the first embodiment uses the paper sheet 40, the air permeability is good and the stuffiness is suppressed.
- the disposable functional fabric material 100 has heat retention because the paper sheet 40 contains a lot of air.
- the paper sheet 40 has a small frictional voltage, it is possible to suppress the occurrence of crackling noise by clinging to static electricity during use or wearing.
- an elastic member 70 is disposed between the first nonwoven fabric layer 10 and the paper sheet 40. Therefore, the laminated sheet 60 can be expanded and contracted.
- the elastic member 70 rubber based on urethane, silicon or the like, rubber made of other synthetic materials, natural rubber, other elastic materials, or the like can be used.
- the elastic member 70 is arrange
- the hot melt adhesive is not limited to a specific adhesive.
- known adhesives such as EVA (ethylene vinyl acetate copolymer), PO (polyolefin), PA (polyamide), SR (synthetic rubber), ACR (acrylic), A PUR (polyurethane, moisture-curing type) system or the like can be used. These adhesives may be used individually by 1 type, and may use 2 or more types together.
- the elastic member 70 is preferably bonded with a hot melt adhesive in a state of being appropriately disposed between the first nonwoven fabric layer 10 and the paper sheet 40.
- a hot melt adhesive is apply
- FIG. 2 is a conceptual diagram for explaining a space formed between the second nonwoven fabric layer 20 and the paper sheet 40. As shown in FIG. 2, a space is formed between the second nonwoven fabric layer 20 and the paper sheet 40 in the non-adhesive portion 80.
- the area ratio of the non-bonded portion 80 is 5 to 85% with respect to the area of the second nonwoven fabric layer 20. The area ratio is preferably 10 to 80%, more preferably 30 to 75% with respect to the area of the second nonwoven fabric.
- the disposable functional fabric material 100 has the non-adhesive portion 80 where the second nonwoven fabric layer 20 and the paper sheet 40 are not adhered, and therefore the second nonwoven fabric layer 20 and the paper sheet.
- a space is formed between 40.
- the entire fabric As a result, design and aesthetics can be improved.
- the original goodness of the fabric is not utilized in the bonded portion, and the air permeability is deteriorated.
- the non-adhesive portion 80 to which the hot melt adhesive is not applied is formed in the fabric of the first embodiment, the original goodness of the fabric can be utilized and air permeability can be secured.
- Examples of the hot melt adhesive coating method for bonding the second nonwoven fabric layer 20 and the paper sheet 40 include continuous coating, intermittent coating, stripe coating, spiral coating, block coating, pattern coating, and pattern coating. .
- the second nonwoven fabric layer 20 and the paper sheet 40 may be bonded by any one of these coating methods, or may be bonded by appropriately combining these coating methods.
- the ratio of the space formed generally becomes smaller as the application area of the adhesive is increased, the flexibility of the fabric, the feeling of plumpness of the entire fabric, and the like are suppressed.
- the adhesive application area is increased, the design and pattern printed on the paper are more clearly visible from the outside.
- the ratio of the space formed becomes large, so that the application
- the adhesive application area is reduced, the design and pattern printed on the paper are visually recognized as a more blurred design and pattern from the outside.
- the hot melt adhesive is applied by pattern application, etc., the design printed on the paper sheet 40 and the synergistic effect of this pattern will give a design with different nuances depending on the viewing angle that cannot be obtained by printing alone. Can express.
- the area ratio of the non-bonding portion 80 is 5 to 85% with respect to the area of the second nonwoven fabric layer 20.
- the area ratio is preferably 10 to 80%, more preferably 30 to 75% with respect to the area of the second nonwoven fabric. If the area ratio of the non-adhesive portion 80 in the second nonwoven fabric layer 20 is within the above range, the fabric flexibility, the feeling of plumpness of the entire fabric, etc. are excellent, and the nuance depends on the viewing angle, which cannot be obtained only by printing on paper. It is possible to suitably express such a different design.
- the manufacturing method of the disposable functional fabric material 100 of the first embodiment is not limited to the following description.
- a printed layer 30 having a design or pattern is formed on the paper sheet 40.
- the paper sheet 40 is subjected to shape processing by wrinkle processing (processing with an embossing roll or the like).
- the second nonwoven fabric layer 20 is bonded to the paper sheet 40 via an adhesive layer 50 formed by hot melt bonding or the like.
- the second nonwoven fabric layer 20 is laminated on the paper sheet 40.
- the adhesive layer 50 is formed with a non-adhesive portion 80 where the second nonwoven fabric layer 20 and the paper sheet 40 are not adhered. Therefore, a space is suitably formed between the second nonwoven fabric layer 20 and the paper sheet 40.
- a space is suitably formed between the second nonwoven fabric layer 20 and the paper sheet 40.
- the laminate of the second nonwoven fabric layer 20 and the paper sheet 40 is passed between a pair of flat rolls (not shown) as necessary. If the laminated body of the 2nd nonwoven fabric layer 20 and the paper sheet 40 is passed between a pair of plane rolls, the 2nd nonwoven fabric layer 20 and the paper sheet 40 will be pressed by a pair of plane rolls.
- the elastic member 70 is bonded to the opposite side of the paper sheet 40 (the side opposite to the adhesive layer 50) with a hot melt adhesive in a tensioned state. Furthermore, the 1st nonwoven fabric layer 10 is adhere
- the laminated sheet 60 of the first embodiment can be efficiently manufactured by releasing the tension of the elastic member 70 after the entire laminated sheet 60 obtained is pressed between a pair of flat rolls. By passing the obtained laminated sheet 60 a plurality of times between rolls (flat rolls, etc.), the disposable functional fabric material 100 of the first embodiment having a softer texture can be efficiently produced.
- the disposable functional fabric material 100 of the first embodiment is a fabric material applicable to various uses and products regardless of the target age.
- the disposable functional fabric material 100 can be suitably used, for example, for disposable diapers, diaper bags after use, various sanitary products for women, disposable fashionable underwear for travel, pouches, and the like.
- the disposable functional fabric material 100 is suitable for various disposable clothing suitable for outdoor activities (camping, field appearance battles, etc.), for example, simple neck (cooling, heat insulation) mufflers, towels, supporters, etc. Can be used.
- Disposable functional fabric material 100 can be provided to patients and customers in hospitals, clinics, relaxation facilities, accommodation facilities, etc., as well as disposable clothing, various miscellaneous goods, bedding, etc. It can be suitably used as a material for various uses and products.
- the disposable functional fabric material 100 of the first embodiment may be further processed to give additional functions depending on the application and product to be applied.
- agents that exhibit various functions such as deodorants, insect repellents, fragrances, waterproofing agents, antifouling agents, and antibacterial agents, which will be described later, depending on the application and product.
- medical agents may be apply
- medical agents may be apply
- a method of mixing a medicine in ink in advance is more preferable because the disposable functional fabric material 100 can be efficiently manufactured.
- Deodorants include catechins, epigallocatechins, gallocatechins, epicatechin gallate, epigallocatechin galade, gallotannins, ellagitannins, iron-ascorbic acid chelate compounds, zirconium, which are extracts from plants such as catechins and tannins And hydroxides of lanthanoids, metal salts such as Zn, Cu, and Fe (for example, ZnSO 4 ).
- Specific examples of the deodorant include those by adsorption, such as activated carbon, zeolite, silica, ceramic, Otani stone, charcoal polymer, carbon nanotube, carbon nanohorn, etc., citric acid, succinic acid, etc.
- Organic acids such as sulfuric acid, boric acid, phosphoric acid, ion exchangers, anions, ammonia, amines, alkenes, alkynes, aromatic nucleophiles, cations, boron fluoride, aluminum chloride, iron bromide Electrophiles such as zinc chloride and acetone.
- deodorizers may be used individually by 1 type, and 2 or more types may be used together.
- the deodorizer applicable to the disposable functional fabric raw material 100 of 1st Embodiment is not limited to these.
- Insect repellents include N, N-dimethyl-m-toluamine (DEET), dipropylpyridine-2,5-dicarboxylate, pyrethrin, dimethylphthalate, 2,3: 4,5-bis (2-butylene) Tetrahydrofurfural, citronella, geraniol, lemongrass oil (essential oil), eugenol, p-menthane-3,8-diol, ethylbutylacetylaminopropionate, 1-piperidinecarboxylic acid and 2- (2-hydroxyethyl) -ester 1-methylpropyl-ester and the like.
- DEET N, N-dimethyl-m-toluamine
- DEET dipropylpyridine-2,5-dicarboxylate
- pyrethrin dimethylphthalate
- 2,3: 4,5-bis (2-butylene) Tetrahydrofurfural citronella, geraniol, lemongrass oil (essen
- Insect repellents include natural plant essential oil, citronella oil, lemongrass oil, cinnamon oil, eucalyptus oil, clove oil, cinnamon oil, lemon eucalyptus oil, hiba oil, lavender oil, orange oil, grapefruit oil, cedarwood oil , Geranium oil, thyme white oil, peppermint oil, etc., citronellal, citronellol, citral, linalool, dihydrolinalol, tetrahydrolinalol, dehydrolinalol, terpineol, menthol, menthane, p-menthane-3,8-diol, camphene, methyl
- Examples include essential oils containing components such as salicylate, pinene, limonene, geraniol, borneol, geranyl formate. These insect repellents may be used alone or in combination of two or more.
- fragrances include fruits such as orange, lemon, lime and peach, flowers such as roses and lavender, essential oils such as mint and sandalwood (plants), and the like.
- the fragrance component is oily or water-alcohol soluble.
- oily fragrances include phenylethyl alcohol, linalool, jasmon, hexylcinamic aldehyde, ⁇ -linemon, ⁇ -pinene, bromostyrol, citronellal, corral, terpional, menthol, cinnamic acid, and the like.
- flavors may be used individually by 1 type, and may use 2 or more types together.
- the antibacterial agent include carbendazim derivatives having antibacterial properties. These drugs may be used alone or in combination of two or more.
- antifouling agent and softening agent examples include hair rinsing agents and cationic surfactants such as alkylated quaternary ammonium salts that are widely used as clothing softening finishes.
- examples of the antifouling agent and softening agent include dicocoyldimethylammonium chloride and alkyltrimethylammonium chloride.
- glycerin, propylene glycol, butylene glycol, dipropylene glycol, liquid paraffin, and the like can be used. These antifouling agents and softening agents may be used alone or in combination of two or more.
- the fabric 1 is used as the exterior sheet 11 (see FIG. 12) of the disposable pants 13 that are disposable products.
- the fabric 1 can also be used as a surface material for disposable diapers, disposable pants 13, and their absorbent bodies 14 (absorbing pads).
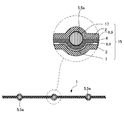
- FIG. 3 is a diagram illustrating a surface state of the dough 1 according to the second embodiment.
- FIG. 4 is a view showing the heel part 6 of the dough 1.
- FIG. 5 is an enlarged view of the dough 1.
- the fabric 1 is continuous in the x direction, which is the longitudinal direction (first direction).
- Reference numeral 5 denotes an elastic member provided inside the fabric 1.
- FIG. 3 shows an aspect in which a large number of uneven surfaces are formed on the fabric 1 by a large number of elastic members 5.
- a large number of flanges 6 are repeatedly formed along the y direction by the large number of uneven surfaces.
- the elastic member 5 is provided along the x direction.
- the elastic member 5 is a member that applies an elastic force in the x direction to the fabric 1.
- a plurality of elastic members 5 are provided at predetermined intervals in the y direction, which is the short direction (second direction).
- a linear elastic body 5 a having stretchability is used as the elastic member 5.
- the linear elastic body 5a for example, a synthetic material based on urethane or silicon, natural rubber, or the like can be used.
- a lattice-shaped elastic member When a lattice-shaped elastic member is used, a large number of flanges 6 can be formed with one lattice shape.
- a stretchable film may be used as the elastic member in place of the large number of elastic members 5.
- a stretchable elastic film such as a urethane film, a silicon film, or an elastomer film can be used.
- polyurethane is used as the linear elastic body 5a will be described.
- FIG. 6 is a cross-sectional view taken along line AA in FIG.
- FIG. 7 is a sectional view taken along line BB in FIG.
- the fabric 1 is constituted by a laminated sheet 15.
- the laminated sheet 15 is a laminated body of the first fibrous sheet 2, the second fibrous sheet 3, and the fiber sheet 4.
- Each of the first fibrous sheet 2 and the second fibrous sheet 3 is a sheet having air permeability.
- the fiber sheet 4 is a sheet having liquid diffusibility.
- the fiber sheet 4 is disposed between the first fibrous sheet 2 and the second fibrous sheet 3.
- the 1st fibrous sheet 2 and the 2nd fibrous sheet 3 comprise the fiber layer which has air permeability.
- the fiber sheet 4 constitutes a fiber layer having liquid diffusibility.
- the lamination sheet 15 is comprised from 3 layers.
- the first fibrous sheet 2 is arranged on the side in contact with the user's skin (skin surface side).
- the 2nd fibrous sheet 3 is located in the outer side (outer surface side).
- the first fibrous sheet 2 is a nonwoven fabric.
- this nonwoven fabric for example, a two-layer or three-layer spunbond nonwoven fabric can be used.
- a hydrophilic nonwoven fabric for the first fibrous sheet 2.
- a hydrophilic treatment such as adding a hydrophilizing agent to the fabric 1 may be performed.
- the basis weight of the first fibrous sheet 2 is preferably 10 to 50 g / m 2 as an example, and more preferably 10 to 20 g / m 2 from the viewpoint of manufacturing cost.
- the basis weight of the first fibrous sheet 2 is not limited to this.
- the second fibrous sheet 3 is a nonwoven fabric.
- this nonwoven fabric for example, a two-layer or three-layer spunbond nonwoven fabric can be used.
- a water-repellent sheet As the water-repellent nonwoven fabric, a three-layer spunbond nonwoven fabric can be used.
- the water-repellent nonwoven fabric is preferably subjected to a water-repellent treatment in which a silicon-based, paraffin metal-based, alkylchromic chromoid-based water repellent or the like is coated.
- the basis weight of the water-repellent nonwoven fabric is preferably 10 to 50 g / m 2 as an example, and more preferably 10 to 20 g / m 2 from the viewpoint of production cost.
- the basis weight of the water-repellent nonwoven fabric is not limited to this.
- the paper material When the paper material is used for the fiber sheet 4, a paper material formed from pulp paper or a material mainly made of pulp can be used.
- the raw material pulp for example, wood pulp, synthetic pulp, waste paper pulp and the like can be used. Further, not only natural fibers such as pulp, but also regenerated fibers such as rayon can be used.
- the basis weight of the fiber sheet 4 is preferably 10 to 50 g / m 2 as an example.
- the first fibrous sheet 2 and the fiber sheet 4 are joined by an adhesive 17 applied to the peripheral surface of the elastic member 5. Therefore, a non-adhesive portion 8 where the adhesive 17 does not exist is formed between the first fibrous sheet 2 and the fiber sheet 4 in a portion where the elastic member 5 does not exist.
- a space 9 is formed in the non-bonding portion 8. Since the space 9 by the non-bonding part 8 is formed in the cloth 1 of the second embodiment, each function of moisture transpiration, heat dissipation, and moisture permeability is improved.
- the adhesive 17 is partially (intermittently) applied to at least one of the first fibrous sheet 2 and the fiber sheet 4 in place of or via the elastic member 5 in place of the adhesive via the elastic member 5.
- first fibrous sheet 2 and the fiber sheet 4 May be applied to join the first fibrous sheet 2 and the fiber sheet 4 together. Also in this case, since the first fibrous sheet 2 and the fiber sheet 4 are joined partially (intermittently), a space 9 is formed between the first fibrous sheet 2 and the fiber sheet 4. Is done.
- the elastic members 5 are arranged at intervals of 5 mm, and 200 elastic members 5 is required.
- 0.02 to 0.04 g / m of the adhesive 17 is applied to the elastic member 5 in a state where the elastic member 5 is extended, the amount of the adhesive 17 becomes 4 to 8 g / m 2 .
- the elastic members 5 are arranged at intervals of 10 mm, 100 elastic members 5 are required.
- 0.03 to 0.07 g / m of the adhesive 17 is applied to the elastic member 5 in a state where the elastic member 5 is stretched, the amount of the adhesive 17 becomes 3 to 7 g / m 2 .
- the cloth 1 is expanded and contracted by the elastic member 5 in the x direction of FIG. Moreover, when the fabric 1 is used as the exterior sheet 11 of the disposable pants 13, the disposable pants 13 can be used repeatedly if the absorbent body 14 (see FIG. 12) is removable. Therefore, when the amount of the adhesive 17 is less than 3 g / m 2 , the bonding between the first fibrous sheet 2 and the fiber sheet 4 may be peeled off. Therefore, it is preferable to join the first fibrous sheet 2 and the fiber sheet 4 using an adhesive 17 of 4 g / m 2 or more. In addition, when the absorber 14 (not shown) is a fixed type, the disposable pants 13 are basically discarded by one excretion. In this case, if the amount of the adhesive 17 is 3 g / m 2 or more, it can be used as the disposable pants 13.
- the amount of the adhesive 17 exceeds 8 g / m 2 , the expansion and contraction of the elastic member 5 may be reduced, or the softness of the fabric 1 may be lost. In that case, the convenience of the disposable pants 13 is deteriorated.
- the adhesive 17 is a hot melt adhesive, in addition to the cost of the hot melt adhesive, an electricity bill for heating the hot melt adhesive is also required. Therefore, when the adhesive 17 is a hot melt adhesive, the amount of the adhesive 17 is more preferably 7 g / m 2 .
- the second fibrous sheet 3 and the fiber sheet 4 are joined by applying the adhesive 7 partially (intermittently).
- the application amount and the application area of the adhesive 7 are increased, the softness of the fabric 1 is lost and becomes hard. For this reason, when the fabric 1 is used as the disposable pants 13, the wearing comfort is deteriorated. Therefore, when the 1 m 2 second fibrous sheet 3 and the fiber sheet 4 are joined, the application amount of the adhesive 7 applied by the first adhesive application device 203 (see FIG. 8) is set to 0.8 to 2.2 g / m 2 , preferably 1.0 to 1.5 g / m 2 . If it is less than the lower limit of 0.8 g / m 2 , the second fibrous sheet 3 and the fiber sheet 4 are easily peeled off.
- the upper limit value of the application amount of the adhesive 7 is 1.5 g / m 2 .
- the application amount of the adhesive 17 that joins the first fibrous sheet 2 and the fiber sheet 4 via the elastic member 5 is 3 to 8 g / m 2 .
- the coating amount of the adhesive 7 for joining the second fibrous sheet 3 and the fiber sheet 4 is 0.8 to 2.2 g / m 2 .
- the application amount of the adhesive 17 is 1.36 to 10 times larger than the application amount of the adhesive 7.
- the application amount of the adhesive 17 is preferably set to 2 to 5 times the application amount of the adhesive 7.
- the application quantity of the adhesive agent 17 which joins the 1st fibrous sheet 2 and the fiber sheet 4 is the adhesive agent which joins the 2nd fibrous sheet 3 and the fiber sheet 4. More than the coating amount of 7.
- a linear form, a dot form, a stripe form, a spiral form, a block form, a pattern form etc. are mentioned, for example.
- One of these forms may be used, or a plurality may be combined.
- various adhesives such as a pressure sensitive adhesive and a curable adhesive can be used as the adhesives 7 and 17.
- joining of the 1st fibrous sheet 2 and the fiber sheet 4 is not limited to adhesion
- a large number of flanges 6 are formed by continuously forming convex portions 6 a and concave portions 6 b.
- the elastic member 5 is disposed inside the fabric 1 in order to form the collar portion 6 composed of the convex portion 6a and the concave portion 6b.
- a linear elastic body 5a having stretchability is used as the elastic member 5.
- polyurethane is used as the linear elastic body 5a.
- the linear elastic body 5 a has a plurality of linear elastic bodies 5 a arranged in the same direction as the longitudinal direction (the x direction in FIGS. 3 and 4) and at a predetermined interval.
- Linear elastic bodies 5a are arranged in parallel. That is, a large number of linear elastic bodies 5a are arranged at intervals in the y direction, and a large number of linear elastic body rows are formed.
- the intervals at which the linear elastic bodies 5a are provided in the y direction may be substantially equal intervals or different intervals.
- the elastic force of the linear elastic body 5a may be the same throughout the region, or may be partially different. In any case, when the fabric 1 is used as the disposable pants 13, the linear elastic body is set so that the elastic force of the body mounting portion 12 (see FIG. 12) is larger than the elastic force of other portions. What is necessary is just to arrange
- the linear elastic body 5 a is provided between the first fibrous sheet 2 and the fiber sheet 4.
- the collar portion 6 is formed with a plurality of rows at predetermined intervals in the x direction.
- the joint portion of the heel portion 6 with the linear elastic body 5a is referred to as a “heel support point”.
- the number of the linear elastic bodies 5a per unit area can be arbitrarily set. If the number of the linear elastic bodies 5a is increased and the interval between the linear elastic bodies 5a is reduced, the number of the hook support points in the row of the hooks 6 is thereby increased.
- the convex portions 6a and the concave portions 6b in the row of hook portions 6 can be formed in a uniform shape and the shape can be maintained. Thereby, there is no shape loss of the collar part 6, and the softness
- the interval between the flanges 6, that is, the pitch interval between the protrusions 6a is preferably 2 to 7 mm.
- the pitch interval between the convex portions 6a is more preferably 3.00 to 6.25 mm.
- the pitch interval between the convex portions 6a is narrowed, the contact area with the skin per heel is reduced, the touch is improved, and the surface area is further increased, so that the absorbability of sweat and the like is improved.
- the pitch interval between the convex portions 6a is widened, the elastic force of the polyurethane is moderately suppressed, so that the manufacturing cost can be reduced.
- the length dimension in the longitudinal direction (x direction in FIGS. 3 and 4) of the laminated sheet 15 is set to a predetermined length. Is cut. In this cutting, the first fibrous sheet 2, the fiber sheet 4, and the elastic member 5 are cut. Due to the cutting of the elastic member 5, the elastic member 5 that has been in a tensile state is released from the tensile force and contracts due to the restoring force. Due to the shrinkage stress at this time, the fabric 1 (laminated sheet 15) composed of the first fibrous sheet 2, the fiber sheet 4, and the like receives a force in a direction in which the length decreases.
- the cloth 1 may be contracted from the stretched state by slowing the conveying speed of a not-illustrated conveying device (conveying roll) that conveys the cloth 1 before cutting.
- the cut fabric 1 is in a contracted state due to the restoring force of the elastic member 5, that is, in a non-tensed state.
- a large number of ridges 6 extending in the direction (y direction) orthogonal to the longitudinal direction (x direction) of the elastic member 5 are formed, and the rows of the ridges 6 are patterned in the laminated sheet 15.
- the laminated sheet 15 is given elasticity by the elastic member 5 disposed inside. Therefore, when the fabric 1 constituted by the laminated sheet 15 is pulled by hand in the x direction in FIGS. 3 and 4, the elastic member 5 extends, so that the fabric 1 expands and spreads.
- the elastic member 5 contracts due to its restoring force, so that the fabric 1 also returns to its original dimensional state.
- the cloth 1 has stretchability
- the cloth 1 has an excellent fit to the body.
- the size of the fabric 1 is determined as the disposable pants 13 by the size contracted by the restoring force of the elastic member 5. Therefore, the disposable pants 13 have a large surface area in the extended state.
- the wearer wears the disposable pants 13, the stretched body has a large surface area. Therefore, even when excrement, body fluid, etc. leak from the absorbent body 14 (see FIG. 12), excrement, body fluid, etc. can be absorbed by the fabric 1. . Therefore, the disposable pants 13 can prevent the outer (trousers, pants) from being soiled by excrement, body fluid, etc. leaked from the absorber 14.
- FIG. 8 is a schematic diagram showing a production line 200 for the dough 1.
- FIG. 9 is a flowchart showing a method for manufacturing the dough 1.
- manufacture of the fabric 1 is executed under the control of a control device (not shown) provided with a CPU in a factory that has been FAized.
- a control device not shown
- the manufacturing method of the fabric 1 will be described with reference to FIGS. 8 and 9.
- the layout of the production line 200 shown in FIG. 8 is only an example. In the production line 200, the arrangement of various devices can be appropriately changed depending on the space of the factory.
- Step S1 Joining of the second fibrous sheet 3 and the fiber sheet 4
- the fiber sheet 4 wound around the sheet roll 201 is conveyed in the ⁇ x direction and embossed by a pair of embossing rolls 202a.
- the fiber sheet 4 is mechanically softened by embossing.
- the some embossing roll 202 is used in the production line 200, it adds and demonstrates an alphabet.
- an embossing roll 202 having the same embossing pattern, size, and material may be used, or an embossing roll 202 having a different embossing pattern, size, and material may be used.
- the pattern (refer FIG.
- a metal (for example, iron-based material, stainless steel) roll is used for the pair of embossing rolls 202a.
- FIG. 10 is a diagram illustrating the first adhesive application device 203.
- the first adhesive application device 203 includes a plurality of nozzles 204, a storage unit 205, and a controller 206.
- the plurality of nozzles 204 apply the adhesive 7 to the first surface of the fiber sheet 4.
- the storage unit 205 includes a heating unit (not shown) that stores the adhesive 7 and heats the adhesive 7 to a recommended temperature.
- the controller 206 controls the heating temperature of the heating unit (accommodating unit 205).
- coated to the fiber sheet 4 is shown typically with stripe shape.
- the second fibrous sheet 3 wound around the sheet roll 207 is conveyed in the ⁇ Z direction by the conveying roll 208a and joined to the fiber sheet 4 by the pressing roll 209a.
- the application amount of the adhesive 7 is 1.0 to 2.2 g / m 2 , preferably 1.0 to 1.5 g / m 2 as described above, and the adhesion area is 15 to It is about 45%.
- conveyance rolls having the same size and rotation speed may be used, or conveyance rolls having different sizes and rotation speeds may be used.
- pressing rolls 209 since a plurality of pressing rolls 209 are used in the production line 200, an explanation will be given by adding alphabets. However, in each part of the production line 200, the pressing roll 209 having the same size or the like may be used, or the pressing roll having a different size or the like may be used. The number, size, pressing force, and the like of the pressing roll 209 can be set as appropriate.
- Step S2 Application of functional substance
- the functional substance is different from a hot melt adhesive or the like, and includes the deodorant, insect repellent, fragrance, waterproofing agent, antifouling agent, antibacterial agent and the like described in the above embodiment. is there.
- 2nd Embodiment demonstrates the case where a softening agent is apply
- the functional substance application device 150 has a nozzle (not shown) and has functionality on the second surface of the fiber sheet 4 (the surface on which the second fibrous sheet 3 is not bonded and the adhesive 7 is not applied).
- a device for applying a substance In order to simplify the illustration, only one functional substance applying device 150 is shown in FIG. 8, but a plurality of functional substance applying devices 150 may be provided according to the number of functional substances. . If there is no chemical problem, a plurality of functional substances may be mixed and the functional substance may be applied to the fiber sheet 4 by the functional substance applicator 150.
- alum potassium alum
- the functional substance applying device 150 since the liquid which melt
- what is necessary is just to use a fragrance
- the softening agent applied by the functional material applying device 150 softens the fiber sheet 4.
- polyol eg, glycerin
- a functional substance will be used. It may be applied. If a functional substance (for example, glycerin) is applied before passing through the embossing roll 202a, the fiber sheet 4 is easily cut.
- the cut end of the fiber sheet 4 may adhere to the embossing roll 202a, which may hinder the manufacture of the fabric 1.
- the joined second fibrous sheet 3 and fiber sheet 4 are conveyed in the + Z direction by the conveying roll 208b.
- Step S3 Application of the adhesive 17 to the elastic member 5
- the adhesive 17 is applied to the elastic member 5 wound around the elastic roll 210 by the second adhesive application device 211.
- a hot melt adhesive is used as the adhesive 17, but the present invention is not limited to this.
- the hot melt adhesive of the adhesive 17 and the hot melt adhesive of the adhesive 7 may be the same or different (for example, different in viscosity).
- the second adhesive application device 211 will be described.
- FIG. 11 is a diagram illustrating the second adhesive application device 211.
- the second adhesive application device 211 includes an application unit 212, a storage unit 213, and a controller 214.
- the application unit 212 is a device that applies the adhesive 17 to the peripheral surfaces of the plurality of elastic members 5 and has a plurality of comb teeth.
- the accommodating part 213 accommodates the adhesive agent 17 and has a heating part (not shown) for heating the adhesive agent 17 to a recommended temperature.
- the controller 214 controls the heating temperature of the heating unit (accommodating unit 213).
- FIG. 11 in order to simplify the figure, dozens of elastic members 5 to which the hot melt adhesive is applied are shown. However, as described above, the elastic members 5 are actually supplied at intervals of 5 to 10 mm. When the elastic member 5 passes between the combs, a hot melt adhesive is applied to the peripheral surface thereof.
- Step S4 Production of laminated sheet 15
- the first fibrous sheet 2 wound around the sheet roll 207 is conveyed in the ⁇ Z direction by the conveyance roll 208c.
- the joined second fibrous sheet 3 and fiber sheet 4 are conveyed in the + Z direction by the conveying roll 208b.
- the pressing roll 209b presses and joins the first fibrous sheet 1, the joined second fibrous sheet 3 and the fibrous sheet 4 via the elastic member 5 to which the adhesive 17 is applied. Thereby, the lamination sheet 15 is manufactured.
- the laminated sheet 15 is laminated
- the elastic member 5 is illustrated in a large size for easy understanding, but the diameter of the elastic member 5 is actually about 0.2 to 1.0 mm. Therefore, the adhesion area between the first fibrous sheet 2 and the fiber sheet 4 via the elastic member 5 is about 4 to 20%.
- the adhesion area between the first fibrous sheet 2 and the fiber sheet 4 is smaller than the adhesion area (15 to 45%) between the second fibrous sheet 3 and the fiber sheet 4.
- the adhesion area between the second fibrous sheet 3 and the fiber sheet 4 may be 20% or more.
- the amount of the hot melt adhesive is such that the adhesive 17 that bonds the first fibrous sheet 2 and the fiber sheet 4 has the second fibrous sheet 3 and the fiber sheet 4 bonded together. More than the adhesive 7 to be bonded.
- the laminated sheet 15 obtained by the pressing roll 209b is subjected to a mechanical softening process by embossing with a pair of embossing rolls 202b.
- the pair of embossing rolls 202b may be provided after the heating device 215, or may be provided before and after the heating device 215. Further, the pair of embossing rolls 202b may be omitted.
- Step S5 Heat treatment
- the surface area can be increased from 1.5 times to 5 times. For example, when the dimension required in the x direction is 800 mm in the non-tensioned state of the fabric 1, it is 1200 mm to 4000 mm in the extended state.
- the shrinkage rate (catalog value or theoretical value) due to the restoring force of the elastic member 5 is 1/3, the dimension in the x direction of the fabric 1 needs to be 2400 mm multiplied by the reciprocal of the shrinkage rate of the elastic member 5.
- the shrinkage rate may be 1 ⁇ 2.
- Factors that cause the shrinkage rate to decrease include, for example, problems of temperature and humidity in the manufacturing plant, particularly when the temperature is low without temperature control, and the elastic member 5 alone (for example, residual strain of the elastic member 5), the elastic member 5 Examples thereof include a decrease in shrinkage of the elastic member 5 due to the curing of the adhesive 17 applied to the fiber, and the rigidity of the fiber sheet 4.
- the application conditions (application temperature, application amount, viscosity, etc.) of the adhesive 17 may also be affected.
- the application conditions (application temperature, application amount, viscosity, etc.) of the adhesive 7 may also be affected.
- the shrinkage rate of the elastic member 5 is increased by heat-treating the laminated sheet 15 to remove the residual strain of the elastic member 5.
- the laminated sheet 15 is conveyed in an extended state (a state where the laminated sheet 15 is extended to some extent).
- non-contact heating by the heating device 215 and contact heating by the heating roll 216 are performed as the heat treatment.
- the heating device 215 is a non-contact heating device that supplies hot air of 30 to 80 ° C., for example.
- the plurality of heating rolls 216 are heated to 30 to 80 ° C., for example.
- the heating rolls 216 a and 216 c are in contact with the second fibrous sheet 3 on the lower side of the laminated sheet 15 and heat the laminated sheet 15.
- the heating rolls 216 b and 216 d are in contact with the first fibrous sheet 2 on the upper side of the laminated sheet 15 and heat the laminated sheet 15.
- 2nd Embodiment demonstrated the example using the four heating rolls 216, the number is not limited.
- Step S6 Drilling process
- the laminated sheet 15 that has been heat-treated is subjected to a punching process in a punching device 217 in order to form the legs of the disposable pants 13.
- a punching device 217 for example, a die cut roll can be used, but is not limited thereto.
- Step S7 Return processing
- the x direction is the longitudinal direction and the y direction is the short direction.
- the folding sheet 218 folds the laminated sheet 15 in the short direction.
- the folding device 218 includes a folded plate that folds the laminated sheet 15 and a pressing portion (both not shown) that presses the folded laminated sheet 15.
- Step S8 Joining and cutting process
- the laminated sheet 15 folded back into two is joined to the periphery of the body mounting portion 12 (including both side portions of the disposable pants 13) so as to be the disposable pants 13, and is cut to form a single disposable pant 13. And done.
- This joining and cutting may be performed at the same time, either one may be performed first, and the other may be performed later.
- the joining device 219 joins the periphery of the aforementioned body mounting portion 12 by various joining methods such as ultrasonic sealing and heat sealing. In addition, you may join the trunk
- the cutting device 220 is a device that cuts the laminated sheet 15 folded in two along the short direction.
- the cutting device 220 includes a cutter (not shown).
- the disposable pants 13 can be manufactured through the above processing.
- the absorbent body 14 to be attached to the disposable pants 13 may be attached by the wearer or may be attached on the production line 200.
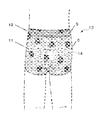
- FIG. 12 is a diagram showing a wearer wearing the disposable pants 13 of the second embodiment to which the absorber 14 is attached.
- the disposable pants 13 of the second embodiment will be described with reference to FIG.
- the adhesive tape is provided in the attachment surface on the opposite side to the skin surface of the absorber 14, for example (for example, two places).
- the absorber 14 is detachably attached to the disposable pants 13 with an adhesive tape.
- the absorbent body 14 may be in a form (fixed type) that cannot be attached to and detached from the disposable pants 13.
- the disposable pants 13 include an exterior sheet 11 and a body mounting portion 12 that is formed by bending the exterior sheet 1 and is mounted around the waist of the user.
- seat 11 is laminated
- the barrel mounting portion 12 is formed by bending the exterior sheet 11. Therefore, the elastic member 5 (linear elastic body 5a) is densely arranged compared to other portions. Therefore, the body mounting portion 12 has a stronger elastic force acting on the waist of the user than the other portions, and is less likely to shift downward when the wearer wears the disposable pants 13. Note that the body mounting portion 12 may be formed without bending the exterior sheet 11.
- the elastic member 5 is provided so as to expand and contract in the horizontal direction in the figure, but may be arranged to expand and contract in the vertical direction in the figure.
- the disposable pants 13 have a pattern.
- This pattern is printed on the fiber sheet 4 and can be printed by a printing method such as gravure printing or flexographic printing.
- the surface of the printed layer of the fiber sheet 4 may be subjected to, for example, varnishing or a binder as a color fading prevention treatment.
- the binder include known materials such as PVA, CMC, EVA, acrylic, and lacquer.
- ink that has been subjected to color fading prevention processing can also be used for printing.
- the disposable pants 13 of the second embodiment can be used for a certain period of time by exchanging the absorbent body 14 because it can withstand several washings. Therefore, the disposable pants 13 of the second embodiment are economical. Moreover, the disposable pants 13 of the second embodiment can be used regardless of age, sex, and body shape (for children, men, women, etc.), and can also be applied to animals such as pets.
- the fabric 1 (laminated sheet 15) of the second embodiment is made of socks, disposable clothing such as underwear and work clothes, bedding such as pajamas, pillow covers, sheets, covers for duvets, chairs, sofas, etc. Covers for furniture such as cushions, cushions, box tissue, cover for miscellaneous goods such as toilet seats, covers for automobiles, handles, etc., daily goods such as towels, handkerchiefs, masks, mats, apron, packaging sheets for various products, It can also be applied as rain gear such as bags, bags, curtains, and raincoats. Furthermore, the fabric 1 (laminated sheet 15) of the second embodiment can be applied to various uses other than these.
- the cloth 1 of the second embodiment is applied to rain gear such as a raincoat
- gas (air) is passed as the second fibrous sheet 3 on the outer side (outer surface side)
- liquid (for example, rain) is passed through.
- a moisture-permeable film (a moisture-permeable material) that does not pass through may be used.
- a paper material is used as the fiber sheet 4, it is excellent in transpiration and thermal diffusivity, so that a raincoat in which the heat in the body is transmitted to the outside through the fiber sheet 4 and the moisture permeable film and does not get muddy can be realized. .
- fashionability can also be improved by giving various printing to the fiber sheet 4 and a moisture-permeable film.
- the fabric 1 (laminate sheet 15) of the second embodiment includes underwear, disposable clothing such as work clothes, sleepwear such as pajamas, pillow covers, sheets, covers such as futons, furniture covers such as chairs and sofas. Covers for miscellaneous goods such as cushions, cushions, box tissues, automobile seats, covers for handles, towels, handkerchiefs, masks, mats, aprons and other daily necessities, packaging sheets for various products, bags, bags, curtains Applicable. Furthermore, the fabric 1 (laminated sheet 15) of the second embodiment can be applied to various uses other than these.
- the arrangement form of the linear elastic body 5a is not limited to a linear extension in the x direction, and may be an intermittent linear elastic body 5a.
- the curved linear elastic bodies 5a that are curved may be arranged in parallel, or may be arranged in a manner in which the curved linear elastic bodies 5a are irregularly arranged.
- each linear elastic body 5a may be a combination of linear elastic bodies 5a having different expansion / contraction ratios.
- the elastic member 5 is not limited to a linear shape, and a sheet-like elastic body provided with a predetermined air permeability by providing a large number of holes or notches can also be used. Moreover, you may combine 1st Embodiment and 2nd Embodiment suitably.
- Elastic member 5a Linear elastic body 10: 1st nonwoven fabric layer 20: 2nd nonwoven fabric layer 30: Printing layer 40: Paper sheet 50: Adhesive layer 60: Laminated sheet 80: Non-adhesive part 100: Disposable function 200: production line 202: embossing roll 203: first adhesive application device 211: second adhesive application device 215: heating device 216: heating roll
Landscapes
- Laminated Bodies (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
L'invention concerne un matériau de tissu fonctionnel jetable sur lequel diverses conceptions et messages peuvent être efficacement et effectivement matérialisés. Le matériau de tissu peut être utilisé pour conférer une douceur, une souplesse et un confort global supérieurs, peut être doté efficacement et effectivement de diverses fonctions selon l'utilisation, et peut être produit efficacement. Le matériau de tissu fonctionnel (100) jetable comprend une feuille stratifiée (60), comprenant une première couche de tissu non tissé (10), une seconde couche de tissu non tissé (20), une feuille de papier (40) qui est disposée entre les deux couches précitées et permet la formation d'une couche imprimée (30) sur celle-ci, et une couche adhésive (50) qui lie la seconde couche de tissu non tissé (20) et la feuille de papier (40), la feuille stratifiée (60) pouvant être étirée grâce à un élément élastique (70) disposé entre la couche première couche de tissu non tissé (10) et la feuille de papier (40) et de l'air est emprisonné entre la seconde couche de tissu non tissé (20) et la feuille de papier (40) grâce à des parties non adhésives (80) formées dans au moins des parties de la couche adhésive (50) ; et le rapport de zone des parties non adhésives (80) constituée 5 à 80 % de la zone de la seconde couche de tissu non tissé (20).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017517845A JPWO2016181769A1 (ja) | 2015-05-12 | 2016-04-19 | 使い捨ての機能性生地素材及び生地の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-097780 | 2015-05-12 | ||
| JP2015097780 | 2015-05-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016181769A1 true WO2016181769A1 (fr) | 2016-11-17 |
Family
ID=57248725
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/062363 Ceased WO2016181769A1 (fr) | 2015-05-12 | 2016-04-19 | Matériau de tissu fonctionnel jetable et procédé de production de tissu |
Country Status (2)
| Country | Link |
|---|---|
| JP (2) | JPWO2016181769A1 (fr) |
| WO (1) | WO2016181769A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019063541A (ja) * | 2015-05-12 | 2019-04-25 | 山田 菊夫 | 使い捨て物品 |
| WO2020255518A1 (fr) * | 2019-06-20 | 2020-12-24 | ユニ・チャーム株式会社 | Article absorbant de type culotte et procédé de fabrication d'article absorbant de type culotte |
| WO2021240829A1 (fr) * | 2020-05-26 | 2021-12-02 | 朗 高野 | Housse sanitaire |
| JP2023514858A (ja) * | 2020-03-04 | 2023-04-11 | ザ プロクター アンド ギャンブル カンパニー | 個々のスプールから巻き出された弾性ストランドを有するエラストマー積層体を作製するための方法及び装置 |
| US12036099B2 (en) | 2016-12-20 | 2024-07-16 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from spools on surface unwinders |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7589142B2 (ja) | 2019-03-28 | 2024-11-25 | ソニーセミコンダクタソリューションズ株式会社 | 撮像装置および電子機器 |
| JP2022039791A (ja) * | 2020-08-28 | 2022-03-10 | ユニ・チャーム株式会社 | 吸収性物品 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010001893A1 (fr) * | 2008-06-30 | 2010-01-07 | 大王製紙株式会社 | Couche jetable |
| JP2010154928A (ja) * | 2008-12-26 | 2010-07-15 | Daio Paper Corp | テープタイプ使い捨ておむつ |
| JP2014511739A (ja) * | 2011-04-20 | 2014-05-19 | ザ プロクター アンド ギャンブル カンパニー | 改善された強度、外観、及び触覚特徴を有する、ゼロ歪み伸縮性ラミネート、並びにそれから形成された構成要素を有する吸収性物品 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61124608A (ja) * | 1984-11-21 | 1986-06-12 | 王子製紙株式会社 | 吸収パツド用オムツカバ− |
| JPS61258100A (ja) * | 1985-05-10 | 1986-11-15 | 帝人株式会社 | ポリエステル混抄紙 |
| JP5148790B2 (ja) * | 2000-09-28 | 2013-02-20 | ユニ・チャーム株式会社 | 吸収性物品及び吸収性物品用バリア剤 |
| JP3933530B2 (ja) * | 2002-06-14 | 2007-06-20 | 花王株式会社 | 使い捨ておむつ |
| JP2008002025A (ja) * | 2006-06-23 | 2008-01-10 | Kao Corp | 紙用柔軟剤 |
| JP4980685B2 (ja) * | 2006-09-29 | 2012-07-18 | 大王製紙株式会社 | 吸収性物品 |
| US8029484B2 (en) * | 2007-07-27 | 2011-10-04 | Dicarlo Mary Margaret | Universal diaper |
| JP5102119B2 (ja) * | 2008-06-10 | 2012-12-19 | 花王株式会社 | 吸収性物品 |
| JP4659085B2 (ja) * | 2008-11-28 | 2011-03-30 | 大王製紙株式会社 | 使い捨ておむつ |
| JP2015515921A (ja) * | 2012-05-15 | 2015-06-04 | ザ プロクター アンド ギャンブルカンパニー | 有利な伸長及び製造性特性を有する使い捨て吸収性パンツ並びに、その製造方法 |
| US20140171895A1 (en) * | 2012-12-19 | 2014-06-19 | Kimberly-Clark Worldwide, Inc. | Laminate and Process For Making Same |
| JPWO2016181769A1 (ja) * | 2015-05-12 | 2018-04-12 | 山田 菊夫 | 使い捨ての機能性生地素材及び生地の製造方法 |
-
2016
- 2016-04-19 JP JP2017517845A patent/JPWO2016181769A1/ja active Pending
- 2016-04-19 WO PCT/JP2016/062363 patent/WO2016181769A1/fr not_active Ceased
-
2018
- 2018-11-07 JP JP2018209655A patent/JP2019063541A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010001893A1 (fr) * | 2008-06-30 | 2010-01-07 | 大王製紙株式会社 | Couche jetable |
| JP2010154928A (ja) * | 2008-12-26 | 2010-07-15 | Daio Paper Corp | テープタイプ使い捨ておむつ |
| JP2014511739A (ja) * | 2011-04-20 | 2014-05-19 | ザ プロクター アンド ギャンブル カンパニー | 改善された強度、外観、及び触覚特徴を有する、ゼロ歪み伸縮性ラミネート、並びにそれから形成された構成要素を有する吸収性物品 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019063541A (ja) * | 2015-05-12 | 2019-04-25 | 山田 菊夫 | 使い捨て物品 |
| US12036099B2 (en) | 2016-12-20 | 2024-07-16 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from spools on surface unwinders |
| US12478512B2 (en) | 2016-12-20 | 2025-11-25 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from spools on surface unwinders |
| WO2020255518A1 (fr) * | 2019-06-20 | 2020-12-24 | ユニ・チャーム株式会社 | Article absorbant de type culotte et procédé de fabrication d'article absorbant de type culotte |
| JP6878711B1 (ja) * | 2019-06-20 | 2021-06-02 | ユニ・チャーム株式会社 | パンツ型吸収性物品及びパンツ型吸収性物品製造方法 |
| KR20220022484A (ko) * | 2019-06-20 | 2022-02-25 | 유니 참 코포레이션 | 팬티형 흡수성 물품 및 팬티형 흡수성 물품 제조 방법 |
| KR102862327B1 (ko) * | 2019-06-20 | 2025-09-19 | 유니 참 코포레이션 | 팬티형 흡수성 물품 및 팬티형 흡수성 물품 제조 방법 |
| JP2023514858A (ja) * | 2020-03-04 | 2023-04-11 | ザ プロクター アンド ギャンブル カンパニー | 個々のスプールから巻き出された弾性ストランドを有するエラストマー積層体を作製するための方法及び装置 |
| WO2021240829A1 (fr) * | 2020-05-26 | 2021-12-02 | 朗 高野 | Housse sanitaire |
| JP2021192972A (ja) * | 2020-05-26 | 2021-12-23 | 朗 高野 | 衛生用被覆体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019063541A (ja) | 2019-04-25 |
| JPWO2016181769A1 (ja) | 2018-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6611211B2 (ja) | 使い捨て繊維製品用生地の製造方法 | |
| WO2016181769A1 (fr) | Matériau de tissu fonctionnel jetable et procédé de production de tissu | |
| WO2017026018A1 (fr) | Procédé de fabrication d'un vêtement jetable pour la partie inférieure du corps | |
| CN107548355A (zh) | 复合纤维片、使用复合纤维片的一次性纤维产品、手套、雨衣以及一次性纤维产品的制造方法 | |
| JP2018103483A (ja) | 使い捨て繊維製品用生地 | |
| JP2018149793A (ja) | 複合繊維シート、複合繊維シートを用いた使い捨て繊維製品、マスク及び手術着 | |
| JPWO2017094275A1 (ja) | 使い捨て物品 | |
| JPWO2017188162A1 (ja) | 複合繊維シート、複合繊維シートを用いた使い捨て繊維製品、手袋、レインコート及び使い捨て繊維製品の製造方法 | |
| WO2016182016A1 (fr) | Vêtement jetable | |
| WO2016181575A1 (fr) | Matériau en tissu fonctionnel pour produit jetable | |
| JP6883964B2 (ja) | 加温機能付き使い捨て製品 | |
| CN207241031U (zh) | 复合纤维片、一次性纤维产品 | |
| TWI686184B (zh) | 拋棄式纖維產品用素材及使用其之拋棄式纖維產品 | |
| WO2016181931A1 (fr) | Vêtement jetable | |
| JP3217041U (ja) | 使い捨て物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16792494 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017517845 Country of ref document: JP Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16792494 Country of ref document: EP Kind code of ref document: A1 |