WO2016192896A1 - Sachet adapté à recevoir un matériau de remplissage et procédé de fabrication associé - Google Patents
Sachet adapté à recevoir un matériau de remplissage et procédé de fabrication associé Download PDFInfo
- Publication number
- WO2016192896A1 WO2016192896A1 PCT/EP2016/058883 EP2016058883W WO2016192896A1 WO 2016192896 A1 WO2016192896 A1 WO 2016192896A1 EP 2016058883 W EP2016058883 W EP 2016058883W WO 2016192896 A1 WO2016192896 A1 WO 2016192896A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- stitch
- pouch
- joining
- filling orifice
- sides
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D23/00—General constructional features
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/06—Arrangements using an air layer or vacuum
- F16L59/065—Arrangements using an air layer or vacuum using vacuum
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2201/00—Insulation
- F25D2201/10—Insulation with respect to heat
- F25D2201/14—Insulation with respect to heat using subatmospheric pressure
Definitions
- the present invention relates to a pouch suitable to place filler material therein and the production method thereof.
- Vacuum insulation panels are used in various fields since they have better performance with respect to the conventional insulation materials and since they provide better thermal resistance by using the insulating feature of the vacuum. Vacuum insulation panels are produced by putting a porous filler material into a membrane (outer protective envelope) exclusively or together with getter material that retains gas and moisture according to the characteristic of the filler material, vacuuming and closing it by providing leak-proofing.
- the vacuum insulation material not being homogeneously distributed especially to the corners and sides of the two dimensional pouches, adversely affects the thermal insulation performance of the vacuum insulation panel.
- German Patent Application No. DE10248854 a two dimensional pouch is disclosed, wherein vacuum insulation material is filled, that is formed of inorganic and organic hybrid polymer layers, the dimensions of which are adjusted according to the size of the vacuum insulation panel and having only a sealing seam left open.
- the aim of the present invention is the realization of a pouch that enables the thermal insulation effectiveness of the vacuum insulation panel to be increased.
- the pouch realized in order to attain the aim of the present invention, explicated in the first claim and the respective claims thereof, comprises a body that is formed by folding on itself a quadrangular first layer produced by knitting polymers like polypropylene, polyethylene, polyamide or organic/cellulosic fibers into cotton or synthetic fabric, preferably a resilient material and joining the abutting pair of sides and one of the two overlapping pair of sides, the body having an upper surface, a lower surface, four corners, and the pouch further comprising an opening enabling to fill the filler material therein and more than one corner stitch (preferably four) disposed at the corners, perpendicular to the lower surface and the upper surface, giving the body a rectangular prism shape such that there is a certain distance (for example between 1 to 3 cm) between the upper surface and the lower surface.
- the body the production method of which is facilitated by folding and adhering the first material as a single piece on itself, wraps and protects the filler material filled therein.
- Figure 1 – is the schematic view of the body, the filling orifice, and the support flaps that project out of the body relating to an embodiment of the present invention.
- Figure 2 — is the schematic view of the body, the filling orifice, and the support flaps that are folded over the body relating to an embodiment of the present invention.
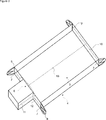
- Figure 3 – is the schematic view of the pouch in rectangular prism shape relating to an embodiment of the present invention.
- the pouch (1) of the present invention comprises a body (2) that is formed by folding on itself a quadrangular first layer (L1) produced from a non-rigid material and joining the abutting pair of sides and one of the two overlapping pair of sides, the body (2) having an upper surface (3), a lower surface (4), four corners (5) and an opening (6) enabling to fill the filer material therein, and the pouch (1) further comprising more than one corner stitch (7) perpendicular to the lower surface (4) and the upper surface (3), such that there is a certain distance between the upper surface (3) and the lower surface (4), giving the body (2) a rectangular prism shape.
- Ease of production is provided by producing the body (2) by folding the first layer (L1) over itself and without requiring to use a separate mould.
- the pouch (1) comprises more than one support flap (8) that projects out from the corner stitches (7), the rigidity of which is increased by being subjected to thermal treatment so as to have approximately 45° angle between the sides of the body (2), the support flap (8) extending from the corners (5) inwards when the pouch (1) is turned inside out, enabling the body (2) to keep its rectangular prism shape by bearing against the upper surface (3) and the lower surface (4).
- the support flaps (8) it is facilitated to give the pouch (1) a three dimensional shape.
- the pouch (1) comprises a filling orifice (9) which facilitates the filling of the filler material into the body (2), that is connected with the sides of the body (2) surrounding the opening (6) and that is formed by a quadrangular second layer (L2) produced from non-rigid material, folded over itself and joining the abutting sides thereof.
- a filling orifice (9) By means of the filling orifice (9), the filler material is filled into the body (2) without being spilled outside.
- the pouch (1) comprises a longitudinal stitch (13) extending along the upper surface (3), the lower surface (4) or the side surface of the body (2), enabling the abutting sides when the first layer (L1) is folded to be joined.
- the pouch (1) comprises a transversal stitch (10) that is arranged opposite to the opening (6) in the body (2) and that enables the overlapping sides when the first layer (L1) is folded to be joined.
- the pouch (1) comprises a filling orifice stitch (11) that extends along the filling orifice (9) and that enables the sides that abut when the second layer (L2) is folded to be joined.
- the pouch (1) comprises a joining stitch (12) that enables the filling orifice (9) to be joined with the body (2).
- At least one of the corner stitch (7), the longitudinal stitch (13), the transversal stitch (10), the filling orifice stitch (11) or the joining stitch (12) is formed by plastic welding.
- At least one of the corner stitch (7), the longitudinal stitch (13), the transversal stitch (10), the filling orifice stitch (11) or the joining stitch (12) is formed by stitching thread.
- the production method of the pouch (1) comprises the following steps:
- the body (2) after adhering the sides of the folded first layer (L1), only one of the open sides is joined by thermal adhering such that the formerly adhered part remains in the middle or on the side.
- the side of the body (2) left open is turned inside out such that the inner part of the side faces outside.
- the produced filling orifice (9) is placed to extend inside the body (2) from the upside turned side and the overlapping filling orifice (9) and the sides of the body (2) are adhered by heat sealing by placing a fireproof – nonstick material at the inner side of the filling orifice (9).
- the filling orifice (9) must stay open so that the filler material can be filled into the body (2).
- the fireproof – nonstick material placed at the inner side of the filling orifice (9) is taken out.
- the pouch (1) that takes the form of a two dimensional bag and subjected to 90° angle heat sealing process from the corners (5) is turned inside out for making the pouch (1) three dimensional. By means of the turning inside out operation, the pouch (1) gains depth before filling the filler material into the pouch (1). By means of the pouch (1) having gained depth, the filler material is easily filled into the pouch (1) and the material density difference especially between the corners (5) and the middle parts is decreased.
- the filler material is filled into the pouch (1) homogeneously.
- the thermal insulation performance of the vacuum insulation panel is improved by filling the filler material of the same density to the sides, the corners (5) and the middle parts of the pouch (1).
- the filler material is filled into the body (2) more easily. Ease of production is provided by means of producing the pouch (1) by folding a single material without requiring to use a separate mould.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Cartons (AREA)
- Bag Frames (AREA)
Abstract
La présente invention concerne un sachet (1) comprenant un corps (2) formé par pliage sur elle-même d'une première couche quadrangulaire (L1) produite à partir d'un matériau non rigide et par assemblage des paires de côtés contigües et d'une des deux paires de côtés se chevauchant, le corps (2) comportant une face supérieure (3), une face inférieure (4), quatre coins (5) et une ouverture (6) permettant d'y introduire le matériau de remplissage.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TR2017/16944T TR201716944T1 (tr) | 2015-05-29 | 2016-04-21 | İçine Dolgu Malzemesi Yerleştirmeye Uygun Bir Kılıf Ve Üretim Yöntemi |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TR201506573 | 2015-05-29 | ||
| TRA2015/06573 | 2015-05-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016192896A1 true WO2016192896A1 (fr) | 2016-12-08 |
Family
ID=55910217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2016/058883 Ceased WO2016192896A1 (fr) | 2015-05-29 | 2016-04-21 | Sachet adapté à recevoir un matériau de remplissage et procédé de fabrication associé |
Country Status (2)
| Country | Link |
|---|---|
| TR (1) | TR201716944T1 (fr) |
| WO (1) | WO2016192896A1 (fr) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3008835A (en) * | 1959-05-14 | 1961-11-14 | Robert T Madding | Package for powdered material |
| GB2336565A (en) * | 1998-04-24 | 1999-10-27 | Micropore International Ltd | Vacuum insulation panel |
| DE10248854A1 (de) | 2002-10-18 | 2004-04-29 | Porextherm-Dämmstoffe Gmbh | Vakuumisolationskörper und Verfahren zu dessen Herstellung |
| WO2006009146A1 (fr) * | 2004-07-20 | 2006-01-26 | Kurashiki Boseki Kabushiki Kaisha | Matériau d’isolation thermique par le vide |
| WO2009016572A1 (fr) * | 2007-08-02 | 2009-02-05 | The Iams Company | Sac à soufflets latéraux résistant à l'éclatement |
| US20110069911A1 (en) * | 2009-09-24 | 2011-03-24 | Ackerman Bryan L | Stand-Up Pouch With a Collapsible Body |
-
2016
- 2016-04-21 WO PCT/EP2016/058883 patent/WO2016192896A1/fr not_active Ceased
- 2016-04-21 TR TR2017/16944T patent/TR201716944T1/tr unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3008835A (en) * | 1959-05-14 | 1961-11-14 | Robert T Madding | Package for powdered material |
| GB2336565A (en) * | 1998-04-24 | 1999-10-27 | Micropore International Ltd | Vacuum insulation panel |
| DE10248854A1 (de) | 2002-10-18 | 2004-04-29 | Porextherm-Dämmstoffe Gmbh | Vakuumisolationskörper und Verfahren zu dessen Herstellung |
| WO2006009146A1 (fr) * | 2004-07-20 | 2006-01-26 | Kurashiki Boseki Kabushiki Kaisha | Matériau d’isolation thermique par le vide |
| WO2009016572A1 (fr) * | 2007-08-02 | 2009-02-05 | The Iams Company | Sac à soufflets latéraux résistant à l'éclatement |
| US20110069911A1 (en) * | 2009-09-24 | 2011-03-24 | Ackerman Bryan L | Stand-Up Pouch With a Collapsible Body |
Non-Patent Citations (1)
| Title |
|---|
| ANONYMOUS: "Zippered pouch (part two-adding a bottom)", 21 March 2012 (2012-03-21), XP055283273, Retrieved from the Internet <URL:http://ihavetosay.typepad.com/randi/2012/03/sew-along-with-me-zippered-pouch-part-two.html> [retrieved on 20160623] * |
Also Published As
| Publication number | Publication date |
|---|---|
| TR201716944T1 (tr) | 2018-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8822005B2 (en) | Vacuum insulation board and method for producing the same | |
| US10514198B2 (en) | Multi-layer gas barrier materials for vacuum insulated structure | |
| JP2003501153A5 (fr) | ||
| CN1071258C (zh) | 聚合物、尤其是聚烯烃织物制的包及其制造方法 | |
| JPS61117A (ja) | 粉末製品真空パツクおよびその製造方法 | |
| CN112497844A (zh) | 使用热熔接缝生产织物袋或容器的方法 | |
| JP2016525968A5 (fr) | ||
| US11634264B2 (en) | Foil-wrapped vacuum insulation element | |
| CN105579800B (zh) | 经膜包封的真空隔离体 | |
| WO2016192896A1 (fr) | Sachet adapté à recevoir un matériau de remplissage et procédé de fabrication associé | |
| CN107923565B (zh) | 真空隔热件及隔热箱 | |
| JP4142775B2 (ja) | 粒状物用袋、及びその製造方法 | |
| CA3068309C (fr) | Sac a structure de couture multicouche | |
| JP5139640B2 (ja) | 包装用袋 | |
| CN108313491A (zh) | 一种排气且防潮的ffs包装袋 | |
| KR102584529B1 (ko) | 진공 포장 자루, 그 제조장치 및 제조방법 | |
| JP3255487U (ja) | 吸湿剤収容袋 | |
| JP5424929B2 (ja) | 真空断熱材、及びこの真空断熱材を備えた断熱箱体 | |
| JP3709536B2 (ja) | 茸培養袋 | |
| KR20110030793A (ko) | 방수성이 우수한 포장용 포대 | |
| JP2015009845A (ja) | フレキシブル包装体 | |
| KR101129821B1 (ko) | 진공 포장팩용 비닐원단의 제조방법 및 그에 의해 제조된 비닐원단 | |
| CN108544801B (zh) | 一种包装粉体用的阀口袋及其制造方法 | |
| JP2005172120A (ja) | 真空断熱パネル | |
| KR200289879Y1 (ko) | 폴리올레핀 부직포로 만들어진 수납용 주머니 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16720070 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16720070 Country of ref document: EP Kind code of ref document: A1 |