WO2017010364A1 - ポリアリーレンサルファイド樹脂組成物及びそれを用いた金型付着物の低減方法 - Google Patents
ポリアリーレンサルファイド樹脂組成物及びそれを用いた金型付着物の低減方法 Download PDFInfo
- Publication number
- WO2017010364A1 WO2017010364A1 PCT/JP2016/069984 JP2016069984W WO2017010364A1 WO 2017010364 A1 WO2017010364 A1 WO 2017010364A1 JP 2016069984 W JP2016069984 W JP 2016069984W WO 2017010364 A1 WO2017010364 A1 WO 2017010364A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin composition
- polyarylene sulfide
- sulfide resin
- antioxidant
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/34—Moulds having venting means
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/13—Phenols; Phenolates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L81/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen or carbon only; Compositions of polysulfones; Compositions of derivatives of such polymers
- C08L81/02—Polythioethers; Polythioether-ethers
Definitions
- the present invention relates to a polyarylene sulfide resin composition and a method for reducing mold deposits using the same.
- PAS resin Polyarylene sulfide (hereinafter also referred to as “PAS”) resin, represented by polyphenylene sulfide (hereinafter also referred to as “PPS”) resin, has high heat resistance, mechanical properties, chemical resistance, dimensional stability, and difficulty. Has flammability. For this reason, PAS resins are widely used in electrical / electronic equipment component materials, automotive equipment component materials, chemical equipment component materials, and the like. PAS resins are used in particular as materials for parts used at high ambient temperatures.
- compositions containing PAS resin have been proposed. Specifically, together with a PAS resin, a composition containing an olefin copolymer containing ⁇ -olefin and a glycidyl ester of ⁇ , ⁇ -unsaturated acid as main components (for example, Patent Document 1), together with the PAS resin, A composition containing an olefin copolymer of ethylene and an ⁇ -olefin having 5 or more carbon atoms is known (for example, Patent Document 2).
- thermoplastic elastomers such as the above olefin copolymers are likely to be thermally deteriorated at high temperatures. For this reason, when the resin composition described in Patent Documents 1 and 2 including a thermoplastic elastomer is used, a new problem arises that a large amount of mold deposit (MD) is likely to occur during molding.
- MD mold deposit
- patent document 3 it is said that the problem of mold deposit can be solved by said method.
- the reduction of mold deposit is confirmed in Patent Document 3 when the mold temperature is 80 ° C.
- the PAS resin composition described in Patent Document 3 is injection-molded at a high mold temperature of about 130 ° C. to 180 ° C., mold deposit at the gas vent is suppressed. Even if it was possible, it was found that mold deposits in the mold cavity were difficult to suppress.
- the present invention has been made to solve the above-mentioned problems, and its purpose is to perform injection molding at a high mold temperature in a range of 130 ° C. to 180 ° C., not only in a gas vent but also in a cavity.
- An object of the present invention is to provide a polyarylene sulfide resin composition capable of significantly reducing mold deposits during molding and a method for reducing mold deposits using the same.
- the inventors of the present invention have made extensive studies to solve the above problems. As a result, it has been found that the above-mentioned problems can be solved by a polyarylene sulfide resin composition containing a phenol-based antioxidant and not containing a thioether-based antioxidant and a phosphorus-based antioxidant as an antioxidant.
- the invention has been completed. More specifically, the present invention provides the following.
- the (C) antioxidant is a phenolic antioxidant.
- a polyarylene sulfide resin composition containing no thioether-based antioxidant and no phosphorus-based antioxidant.
- the (B) epoxy group-containing olefin copolymer is an olefin copolymer containing a structural unit derived from ⁇ -olefin and a structural unit derived from a glycidyl ester of ⁇ , ⁇ -unsaturated acid ( The polyarylene sulfide resin composition according to 1).
- the phenol-based antioxidant is bonded to two or more carbon atoms out of two carbon atoms in the ortho position and two carbon atoms in the meta position with respect to the carbon atom to which the phenolic hydroxyl group is bonded.
- the polyarylene sulfide resin composition according to (3) which has at least one structure to which a tert-butyl group is bonded.
- the phenolic antioxidant has at least one structure in which a tert-butyl group is bonded to both of the two carbon atoms in the ortho position with respect to the carbon atom to which the phenolic hydroxyl group is bonded.
- a method for reducing mold deposits when injection molding a molding material using a mold having a cavity and a gas vent A reduction method using the polyarylene sulfide resin composition according to any one of (1) to (7) as the molding material.
- polyarylene sulfide can remarkably reduce mold deposits during molding not only in a gas vent but also in a cavity even when injection molding is performed at a high mold temperature in the range of 130 ° C. to 180 ° C. It is possible to provide a resin composition and a method for reducing mold deposits using the resin composition.
- the polyarylene sulfide resin composition according to the present invention comprises (A) a polyarylene sulfide resin, (B) an epoxy group-containing olefin copolymer, and (C) an antioxidant, and the (C) oxidation
- the inhibitor contains a phenolic antioxidant and does not contain a thioether antioxidant or a phosphorus antioxidant.
- resin composition when it describes with "resin composition” in this specification, unless there is particular description, it means the polyarylene sulfide resin composition which concerns on this invention.
- the resin composition according to the present invention can remarkably reduce mold deposits during molding not only in a gas vent but also in a cavity even when injection molding is performed at a high mold temperature in the range of 130 ° C. to 180 ° C. . Therefore, the obtained molded body is less likely to cause surface defects due to deposits on the cavity wall surface. Therefore, by using the resin composition according to the present invention, a high-quality molded product can be efficiently produced regardless of the mold temperature.
- the resin composition according to the present invention is particularly preferably used for injection molding at a mold temperature of 130 ° C. to 180 ° C. Moreover, since the deposits on the wall surface of the gas vent are reduced, the gas vent is not easily narrowed or clogged.
- the cavity refers to the entire space filled with the resin inside the mold.
- polyarylene sulfide resin A conventionally well-known polyarylene sulfide resin can be used.
- polyarylene sulfide resin polyphenylene sulfide (PPS) resin is preferable.
- PPS polyphenylene sulfide
- Polyarylene sulfide resin can be used individually by 1 type or in combination of 2 or more types.
- the melt viscosity of the polyarylene sulfide resin measured under the conditions of 310 ° C. and a shear rate of 1216 / sec is preferably 8 to 600 Pa ⁇ s.
- the melt viscosity is particularly preferably 8 to 300 Pa ⁇ s in that the balance between mechanical properties and fluidity is easy to be excellent.
- melt viscosity is not too low, it is easy to obtain the molded object which is sufficiently excellent in mechanical strength, and it is preferable.
- melt viscosity is not too high, the fluidity
- the (B) epoxy group-containing olefin copolymer (hereinafter also referred to as the component (B)) is not particularly limited.
- a component can be used individually by 1 type or in combination of 2 or more types. Since the resin composition contains the component (B), it is easy to obtain a molded article having excellent impact resistance.
- Examples of the component (B) include an olefin copolymer containing a structural unit derived from ⁇ -olefin and a structural unit derived from a glycidyl ester of ⁇ , ⁇ -unsaturated acid. Such an olefin copolymer may further contain a structural unit derived from a (meth) acrylic acid ester.
- (meth) acrylic acid ester is also referred to as (meth) acrylate.
- glycidyl (meth) acrylate is also referred to as glycidyl (meth) acrylate.
- (meth) acrylic acid” means both acrylic acid and methacrylic acid
- (meth) acrylate” means both acrylate and methacrylate.
- ⁇ -olefin is not particularly limited. Preferable examples include ethylene, propylene, butylene and the like. Ethylene is particularly preferred.
- the ⁇ -olefin can be used alone or in combination of two or more.
- component (B) contains a structural unit derived from ⁇ -olefin, flexibility is easily imparted to the resulting molded article. Improvement of the flexibility of the molded body by imparting flexibility contributes to improvement of impact resistance.
- the glycidyl ester of ⁇ , ⁇ -unsaturated acid is not particularly limited. Preferable examples include glycidyl acrylate, glycidyl methacrylate, and glycidyl ethacrylate. Particularly preferred is glycidyl methacrylate.
- the glycidyl esters of ⁇ , ⁇ -unsaturated acid can be used alone or in combination of two or more.
- the component (B) contains a structural unit derived from a glycidyl ester of an ⁇ , ⁇ -unsaturated acid, the component (B) is easily dispersed well in the resin composition. Good dispersibility of the component (B) is preferable in that it is easy to obtain a molded body with improved mechanical properties.
- (Meth) acrylic acid ester is not particularly limited. Preferable examples include acrylic acid esters such as methyl acrylate, ethyl acrylate, acrylate-n-propyl, isopropyl acrylate, acrylate-n-butyl, acrylate-n-hexyl, and acrylate-n-octyl.
- Methacrylic acid esters such as methyl methacrylate, ethyl methacrylate, methacrylic acid-n-propyl, isopropyl methacrylate, methacrylic acid-n-butyl, isobutyl methacrylate, methacrylic acid-n-amyl, and methacrylic acid-n-octyl; Is mentioned.
- methyl acrylate is particularly preferable.
- the (meth) acrylic acid ester can be used alone or in combination of two or more.
- Olefin copolymer containing a structural unit derived from ⁇ -olefin and a structural unit derived from a glycidyl ester of ⁇ , ⁇ -unsaturated acid, and an olefin copolymer containing a structural unit derived from (meth) acrylic acid ester The coalescence can be produced by performing copolymerization by a conventionally known method.
- the copolymer can be produced by carrying out copolymerization by a well-known radical polymerization reaction.
- the type of copolymer is not particularly limited, and may be, for example, a random copolymer or a block copolymer.
- the olefin copolymer examples include polymethyl methacrylate, polyethyl methacrylate, polymethyl acrylate, polyethyl acrylate, polybutyl acrylate, poly-2-ethylhexyl acrylate, polystyrene, polyacrylonitrile.
- An olefin-based graft copolymer in which acrylonitrile / styrene copolymer, butyl acrylate / styrene copolymer, and the like are chemically bonded in a branched or cross-linked structure may be used.
- the type of the copolymer may be one type or two or more types.
- a random copolymer and a block copolymer are preferable, 1 type, or 2 or more types of random copolymers, 1 type, or 2 or more types of block copolymers, or 1 type, or 2 or more types.
- a combination of the random copolymer and one or more block copolymers is more preferred.
- the olefin-based copolymer can contain structural units derived from other copolymerization components as long as the effects of the present invention are not impaired.
- examples of the component (B) include glycidyl methacrylate-modified ethylene copolymers and glycidyl ether-modified ethylene copolymers. Among these, a glycidyl methacrylate-modified ethylene copolymer is preferable.
- Examples of the glycidyl methacrylate-modified ethylene copolymer include glycidyl methacrylate graft-modified ethylene polymer, ethylene-glycidyl methacrylate copolymer, and ethylene-glycidyl methacrylate-methyl acrylate copolymer.
- an ethylene-glycidyl methacrylate copolymer and an ethylene-glycidyl methacrylate-methyl acrylate copolymer are preferred, and an ethylene-glycidyl methacrylate-methyl acrylate copolymer is preferable because a particularly excellent metal resin composite molded body can be obtained. Coalescence is particularly preferred.
- ethylene-glycidyl methacrylate copolymer and the ethylene-glycidyl methacrylate-methyl acrylate copolymer include “Bond First” (manufactured by Sumitomo Chemical Co., Ltd.).
- Examples of the glycidyl ether-modified ethylene copolymer include glycidyl ether graft-modified ethylene copolymer and glycidyl ether-ethylene copolymer.
- the content of the component (B) is preferably 0.5 to 50 parts by mass, more preferably 1 to 20 parts by mass, and further preferably 3 to 3 parts by mass with respect to 100 parts by mass of the (A) polyarylene sulfide resin. 15 parts by mass.
- the content is within the above range, the fluidity during molding of the resin composition is unlikely to decrease, and the impact resistance of the resulting molded article is unlikely to decrease.
- the antioxidant (C) (hereinafter also referred to as the component (C)) is not particularly limited as long as it contains a phenolic antioxidant and does not contain a thioether antioxidant or a phosphorus antioxidant.
- a component can be used individually by 1 type or in combination of 2 or more types. Thioether antioxidants and phosphorus antioxidants are highly effective as antioxidants. On the other hand, when the resin composition contains a thioether-based antioxidant or a phosphorus-based antioxidant, the thioether-based antioxidant or the phosphorus-based antioxidant itself causes mold deposit. I found it easy. This is probably because the heat resistance of the thioether antioxidant and the phosphorus antioxidant is lower than that of the phenol antioxidant.
- the phenolic antioxidant is a compound having in its molecular structure one or more phenyl groups substituted with a hydroxyl group, preferably one substituted with a hydroxyl group and an alkyl group. From the viewpoint of the effect of reducing mold deposits at the time of molding, the phenolic antioxidant is preferably a compound having a phenyl group substituted with a hydroxyl group and a tert-butyl group. Of these, compounds having two or more tert-butyl groups per phenolic hydroxyl group are preferred.
- the phenol-based antioxidant is preferably two or more carbons out of two carbon atoms in the ortho position and two carbon atoms in the meta position with respect to the carbon atom to which the phenolic hydroxyl group is bonded. More preferably, two or more carbon atoms including at least one of the two carbon atoms in the ortho position among the two carbon atoms in the ortho position and the two carbon atoms in the meta position Preferably, it has at least one structure in which a tert-butyl group is bonded to both of the two carbon atoms in the ortho position.
- phenolic antioxidant examples include 2,6-di-tert-butyl-p-cresol, stearyl- (3,5-dimethyl-4-hydroxybenzyl) thioglycolate, stearyl- ⁇ - (4- Hydroxy-3,5-di-tert-butylphenyl) propionate, distearyl-3,5-di-tert-butyl-4-hydroxybenzylphosphonate, distearyl (4-hydroxy-3-methyl-5-tert-butyl) ) Benzyl malonate, 2,2′-methylenebis (4-methyl-6-tert-butylphenol), 4,4′-methylenebis (2,6-di-tert-butylphenol), 2,2′-methylenebis [6- (1-methylcyclohexyl) -p-cresol], bis [3,3-bis (4-hydroxy-3- ert-butylphenyl) butyric acid] glycol ester, 4,4′-butylidenebis (6-
- the component (C) may contain an antioxidant other than the thioether antioxidant and the phosphorus antioxidant together with the phenol antioxidant as long as the object of the present invention is not impaired.
- the content of the phenolic antioxidant in the component (C) is not particularly limited as long as the object of the present invention is not impaired. Typically, 70 mass% or more is preferable with respect to the total mass of (C) component, 80 mass% or more is more preferable, 90 mass% or more is especially preferable, and 100 mass% is the most preferable.
- the content of the component (C) is preferably 0.05 to 5 parts by mass, more preferably 0.1 to 3 parts by mass with respect to 100 parts by mass of the (A) polyarylene sulfide resin. When the content is within the above range, it is easy to reduce the amount of mold deposits at the time of molding, and in particular, it is easy to reduce the amount of deposits on the wall surface of the cavity.
- the resin composition may include (D) an inorganic filler (hereinafter also referred to as (D) component).
- (D) component an inorganic filler
- the shape of the component (D) is not particularly limited.
- the shape of the component (D) may be fibrous, or may be non-fibrous such as spherical, powdery, plate-like, scale-like, and indefinite shape, and is preferably fibrous.
- Examples of the component (D) include glass fiber, spherical silica, and glass beads. In these, glass fiber is preferable.
- a component can be used individually by 1 type or in combination of 2 or more types.
- the content of the component (D) is preferably 5 to 300 parts by mass, more preferably 10 to 100 parts by mass with respect to 100 parts by mass of the (A) polyarylene sulfide resin.
- the content is within the above range, it is preferable in that the effect of adding the component (D) to the resin composition according to the present invention can be easily obtained while maintaining good fluidity at the time of molding.
- the resin composition is an epoxy group-free olefinic compound (ethylene-octene copolymer, etc.), a deburring agent, in order to impart desired physical properties within a range that does not greatly impair the effects of the present invention.
- a deburring agent in order to impart desired physical properties within a range that does not greatly impair the effects of the present invention.
- An agent or other resin may be contained.
- the manufacturing method of a resin composition will not be specifically limited if said essential or arbitrary component can be mixed uniformly, It can select suitably from the manufacturing method of a resin composition known conventionally. For example, after melt-kneading and extruding each component using a melt-kneading apparatus such as a single-screw or twin-screw extruder, the resulting resin composition is processed into a desired form such as powder, flakes, pellets, etc. Is mentioned.
- the method for reducing a deposit on a mold according to the present invention is a method for reducing a deposit on a mold when a molding material is injection-molded using a mold including a cavity and a gas vent.
- the molding material the aforementioned resin composition is used.
- the above-mentioned resin composition remarkably shows mold deposits during molding not only in the gas vent but also in the cavity even when injection molding is performed at a high mold temperature in the range of 130 ° C. to 180 ° C. Can be reduced. Therefore, according to the method for reducing deposits on the mold according to the present invention, even when injection molding is performed at a mold temperature in the range of 130 ° C. to 180 ° C., preferably in the range of 130 ° C. to 160 ° C., the gas vent and cavity Can reduce the total amount of deposits on the wall surface. In particular, the effect of reducing deposits on the wall surface of the cavity is high.
- the method for producing a molded body according to the present invention comprises a molding step of molding the above resin composition at a mold temperature of 130 to 180 ° C., preferably 130 to 160 ° C., using a mold having a cavity and a gas vent. Have. This molding process is continuously repeated 1000 times or more.
- the mold temperature is low (for example, 80 ° C.)
- crystallization of the polyarylene sulfide resin composition is difficult to proceed.
- the mold deposit is mainly derived from the gas at the time of molding, so that it is difficult to adhere to the cavity and to the gas vent.
- the mold temperature is 130 ° C.
- the polyarylene sulfide resin composition tends to stick to the cavity and mold deposits that adhere to the cavity tend to occur.
- the above-mentioned resin composition remarkably shows mold deposits during molding not only in the gas vent but also in the cavity even when injection molding is performed at a high mold temperature in the range of 130 ° C. to 180 ° C. Can be reduced. Therefore, in the method for producing a molded body according to the present invention, even when long-term continuous molding is performed, problems caused by deposits on the wall surface of the cavity are less likely to occur on the surface of the obtained molded body. Therefore, according to the manufacturing method of the molded object which concerns on this invention, a high quality molded object can be manufactured efficiently over a long period of time.
- Epoxy group-containing olefin copolymer ((B )component) B-1 Ethylene-glycidyl methacrylate copolymer, Bond First 2C (product name), glycidyl methacrylate-derived constituent unit content: 6% by mass, manufactured by Sumitomo Chemical Co., Ltd.
- B-2 Ethylene-glycidyl methacrylate copolymer A copolymer obtained by graft-polymerizing 30 parts by mass of methyl methacrylate / butyl acrylate copolymer to 70 parts by mass, Modiper A4300 (product name), Content of structural units derived from glycidyl methacrylate in the ethylene-glycidyl methacrylate copolymer: 15 Mass%, manufactured by NOF Corporation B-3: ethylene-glycidyl methacrylate-methyl acrylate copolymer, Bond First 7L (product name), glycidyl methacrylate-derived constituent unit content: 3 mass%, derived from methyl acrylate Constituent unit content: 27 Amount%, manufactured by Sumitomo Chemical Co., Ltd.
- B-4 Ethylene-glycidyl methacrylate-methyl acrylate copolymer, Bondfast 7M (product name), content of structural unit derived from glycidyl methacrylate: 6 mass%, derived from methyl acrylate Constituent unit content of: 27% by mass, manufactured by Sumitomo Chemical Co., Ltd., antioxidant (component (C))
- C-1 Triethylene glycol-bis [3- (3-tert-butyl-5-methyl-4-hydroxyphenyl) propionate], IRGANOX 245 (product name), manufactured by BASF Japan Ltd.
- C-2 Tetrakis [ Methylene-3- (3,5-di-tert-butyl-4-hydroxyphenyl) propionate] methane, IRGANOX 1010 (product name), manufactured by BASF Japan Ltd.
- C-3 Bis (2,6-di-tert -Butyl-4-methylphenyl) pentaerythritol diphosphite, ADEKA STAB PEP36 (product name), manufactured by ADEKA Corporation
- C-4 tetrakis [methylene-3- (dodecylthio) propionate] methane, ADEKA STAB AO-412S (product name) ), Manufactured by ADEKA Corporation, inorganic filler (component (D))
- D-1 Glass fiber (chopped strand), T-747 (product name), manufactured by Nippon Electric Glass Co., Ltd.
- D-2 Calcium carbonate, Whiten P-30 (product name), manufactured by Toyo Fine Chemical Co., Ltd. Average particle diameter (50% d
- melt viscosity Using a Capillograph manufactured by Toyo Seiki Co., Ltd., a melt viscosity at a barrel temperature of 310 ° C. and a shear rate of 1216 / sec was measured using a 1 mm ⁇ ⁇ 20 mmL / flat die as a capillary.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
130℃~180℃の範囲の高い金型温度で射出成形を行う場合でも、ガスベントにおいてのみならずキャビティにおいても、成形時の金型付着物を顕著に低減できるポリアリーレンサルファイド樹脂組成物、及びそれを用いた金型付着物の低減方法を提供する。 本発明に係るポリアリーレンサルファイド樹脂組成物は、(A)ポリアリーレンサルファイド樹脂と、(B)エポキシ基含有オレフィン系共重合体と、(C)酸化防止剤とを含有し、前記(C)酸化防止剤は、フェノール系酸化防止剤を含有し、チオエーテル系酸化防止剤及び燐系酸化防止剤を含有しない。
Description
本発明は、ポリアリーレンサルファイド樹脂組成物及びそれを用いた金型付着物の低減方法に関する。
ポリフェニレンサルファイド(以下「PPS」ともいう。)樹脂に代表されるポリアリーレンサルファイド(以下「PAS」ともいう。)樹脂は、高い耐熱性、機械的物性、耐化学薬品性、寸法安定性、及び難燃性を有している。このため、PAS樹脂は、電気・電子機器部品材料、自動車機器部品材料、及び化学機器部品材料等に広く使用されている。PAS樹脂は、特に、高い環境温度下で使用される部品の材料として使用されている。
また、PAS樹脂を含む種々の組成物が提案されている。具体的には、PAS樹脂とともに、α-オレフィンとα,β-不飽和酸のグリシジルエステルとを主成分とするオレフィン系共重合体を含む組成物(例えば、特許文献1)、PAS樹脂とともに、エチレンと炭素数5以上のα-オレフィンとのオレフィン系共重合体を含む組成物(例えば、特許文献2)が知られている。
特許文献1及び2に記載の樹脂組成物は高低温衝撃特性に優れる。しかし、上記のオレフィン系共重合体等の熱可塑性エラストマーは高温で熱劣化を生じやすい。このため、熱可塑性エラストマーを含む特許文献1及び2に記載される樹脂組成物を用いた場合、成形時に多量のモールドデポジット(MD)が発生しやすいという新たな問題を生じる。なお、モールドデポジットとは、成形における金型への付着物である。
モールドデポジットの問題を解決する方法として、PAS樹脂と特定のオレフィン系共重合体に更に特定の酸化防止剤を配合する方法(特許文献3参照)が知られている。
特許文献3では、上記の方法により、モールドデポジットの問題を解決できるとされている。しかしながら、本発明者らの検討によれば、従来は、金型のガスベントにおけるモールドデポジットしか着目されていなかったことが分かった。
また、特許文献3の実施例に記載されるように、特許文献3においてモールドデポジットの低減が確認されているのは、金型温度80℃での場合である。
しかし、本発明者らの検討によれば、特許文献3に記載されるPAS樹脂組成物を130℃~180℃程度の高温の金型温度で射出成形をする場合、ガスベントでのモールドデポジットを抑制できても、金型のキャビティでのモールドデポジットを抑制しにくいことが分かった。
以上の通り、本発明者らの検討により、実際に、従来のPAS樹脂組成物を用いた場合、特に130℃~180℃の金型温度で射出成型を行う場合に、金型のガスベントにおけるモールドデポジットを低減できても、キャビティにおけるモールドデポジットの低減が困難であることが判明した。
また、特許文献3の実施例に記載されるように、特許文献3においてモールドデポジットの低減が確認されているのは、金型温度80℃での場合である。
しかし、本発明者らの検討によれば、特許文献3に記載されるPAS樹脂組成物を130℃~180℃程度の高温の金型温度で射出成形をする場合、ガスベントでのモールドデポジットを抑制できても、金型のキャビティでのモールドデポジットを抑制しにくいことが分かった。
以上の通り、本発明者らの検討により、実際に、従来のPAS樹脂組成物を用いた場合、特に130℃~180℃の金型温度で射出成型を行う場合に、金型のガスベントにおけるモールドデポジットを低減できても、キャビティにおけるモールドデポジットの低減が困難であることが判明した。
本発明は、上記課題を解決するためになされたものであり、その目的は、130℃~180℃の範囲の高い金型温度で射出成形を行う場合でも、ガスベントにおいてのみならずキャビティにおいても、成形時の金型付着物を顕著に低減できるポリアリーレンサルファイド樹脂組成物、及びそれを用いた金型付着物の低減方法を提供することにある。
本発明者らは、上記課題を解決するために鋭意研究を重ねた。その結果、酸化防止剤として、フェノール系酸化防止剤を含有し、チオエーテル系酸化防止剤及び燐系酸化防止剤を含有しないポリアリーレンサルファイド樹脂組成物により、上記課題が解決されることを見出し、本発明を完成するに至った。より具体的には、本発明は以下のものを提供する。
(1) (A)ポリアリーレンサルファイド樹脂と、(B)エポキシ基含有オレフィン系共重合体と、(C)酸化防止剤とを含有し、前記(C)酸化防止剤は、フェノール系酸化防止剤を含有し、チオエーテル系酸化防止剤及び燐系酸化防止剤を含有しないポリアリーレンサルファイド樹脂組成物。
(2) 前記(B)エポキシ基含有オレフィン系共重合体が、α-オレフィン由来の構成単位とα,β-不飽和酸のグリシジルエステル由来の構成単位とを含むオレフィン系共重合体である(1)に記載のポリアリーレンサルファイド樹脂組成物。
(3) 前記フェノール系酸化防止剤が、水酸基とtert-ブチル基とで置換されたフェニル基を有する(1)又は(2)に記載のポリアリーレンサルファイド樹脂組成物。
(4) 前記フェノール系酸化防止剤は、フェノール性水酸基が結合する炭素原子に対し、オルト位の2個の炭素原子及びメタ位の2個の炭素原子の内の2個以上の炭素原子に、tert-ブチル基が結合している少なくとも1個の構造を有する(3)に記載のポリアリーレンサルファイド樹脂組成物。
(5) 前記フェノール系酸化防止剤は、フェノール性水酸基が結合する炭素原子に対し、オルト位の2個の炭素原子の両方に、tert-ブチル基が結合している少なくとも1個の構造を有する(3)又は(4)に記載のポリアリーレンサルファイド樹脂組成物。
(6) 更に、(D)無機充填材を含む(1)から(5)のいずれかに記載のポリアリーレンサルファイド樹脂組成物。
(7) 金型温度130℃~180℃での射出成形に用いられる、(1)から(6)のいずれかに記載のポリアリーレンサルファイド樹脂組成物。
(8) キャビティとガスベントとを備える金型を用いて成形材料を射出成形する際の金型付着物の低減方法であって、
前記成形材料として、(1)から(7)のいずれかに記載のポリアリーレンサルファイド樹脂組成物を用いる低減方法。
前記成形材料として、(1)から(7)のいずれかに記載のポリアリーレンサルファイド樹脂組成物を用いる低減方法。
(9) 前記金型付着物が前記キャビティの壁面上の付着物を含み、キャビティの壁面上の付着物を低減させる(8)に記載の低減方法。
(10) 前記射出成形が、金型温度130℃~180℃で行われる、請求項8又は9に記載の低減方法。
(11) キャビティとガスベントとを備える金型を用いて、金型温度130~180℃で、(1)から(7)のいずれかに記載のポリアリーレンサルファイド樹脂組成物を成形する成形工程を有し、この成形工程を連続して1000回以上繰り返す、成形体の製造方法。
本発明によれば、130℃~180℃の範囲の高い金型温度で射出成形を行う場合でも、ガスベントにおいてのみならずキャビティにおいても、成形時の金型付着物を顕著に低減できるポリアリーレンサルファイド樹脂組成物、及びそれを用いた金型付着物の低減方法を提供することができる。
以下、本発明の実施形態について説明する。なお、本発明は以下の実施形態に限定されない。
<樹脂組成物>
本発明に係るポリアリーレンサルファイド樹脂組成物は、(A)ポリアリーレンサルファイド樹脂と、(B)エポキシ基含有オレフィン系共重合体と、(C)酸化防止剤とを含有し、前記(C)酸化防止剤は、フェノール系酸化防止剤を含有し、チオエーテル系酸化防止剤及び燐系酸化防止剤を含有しない。
なお、本願明細書において「樹脂組成物」と記載する場合、特段説明が無い限り、本発明に係るポリアリーレンサルファイド樹脂組成物を意味する。
本発明に係るポリアリーレンサルファイド樹脂組成物は、(A)ポリアリーレンサルファイド樹脂と、(B)エポキシ基含有オレフィン系共重合体と、(C)酸化防止剤とを含有し、前記(C)酸化防止剤は、フェノール系酸化防止剤を含有し、チオエーテル系酸化防止剤及び燐系酸化防止剤を含有しない。
なお、本願明細書において「樹脂組成物」と記載する場合、特段説明が無い限り、本発明に係るポリアリーレンサルファイド樹脂組成物を意味する。
従来、ポリアリーレンサルファイド樹脂組成物に、酸化防止剤として、フェノール系酸化防止剤とチオエーテル系酸化防止剤及び/又は燐系酸化防止剤とを組み合わせて配合することにより、モールドデポジットの問題を解決できるとされていた。しかし、本発明者らがガスベントとキャビティとを区別して金型付着物の量を測定したところ、従来のポリアリーレンサルファイド樹脂組成物は、成形時に、ガスベントの壁面上の付着物を低減できても、キャビティの壁面上の付着物を低減しにくいことが判明した。
この問題は、130℃~180℃の範囲の高い金型温度で射出成形を行う場合において顕著である。
この問題は、130℃~180℃の範囲の高い金型温度で射出成形を行う場合において顕著である。
本発明に係る樹脂組成物は、130℃~180℃の範囲の高い金型温度で射出成形を行う場合でも、ガスベントにおいてのみならずキャビティにおいても、成形時の金型付着物を顕著に低減できる。そのため、得られる成形体では、キャビティの壁面上の付着物に起因する表面の不具合が生じにくい。
よって、本発明に係る樹脂組成物を用いることにより、金型温度によらず、高品質の成形体を効率よく製造できる。本発明に係る樹脂組成物は、金型温度130℃~180℃での射出成形に特に好適に用いられる。
また、ガスベントの壁面上の付着物も低減されているので、ガスベントが狭まったり詰まったりしにくい。このため、成形時に、長期にわたって良好にガスを排出しやすい。その結果として、成形体の焼けや金型の劣化が生じにくい。
なお、キャビティとは、金型内部における樹脂が充填される空間全体を指す。
以下、樹脂組成物に含まれる各成分について説明する。
よって、本発明に係る樹脂組成物を用いることにより、金型温度によらず、高品質の成形体を効率よく製造できる。本発明に係る樹脂組成物は、金型温度130℃~180℃での射出成形に特に好適に用いられる。
また、ガスベントの壁面上の付着物も低減されているので、ガスベントが狭まったり詰まったりしにくい。このため、成形時に、長期にわたって良好にガスを排出しやすい。その結果として、成形体の焼けや金型の劣化が生じにくい。
なお、キャビティとは、金型内部における樹脂が充填される空間全体を指す。
以下、樹脂組成物に含まれる各成分について説明する。
[(A)ポリアリーレンサルファイド樹脂]
(A)ポリアリーレンサルファイド樹脂としては、特に限定されず、従来公知のポリアリーレンサルファイド樹脂を使用できる。(A)ポリアリーレンサルファイド樹脂としては、ポリフェニレンサルファイド(PPS)樹脂が好ましい。(A)ポリアリーレンサルファイド樹脂は、1種単独で又は2種以上組み合わせて使用できる。
(A)ポリアリーレンサルファイド樹脂としては、特に限定されず、従来公知のポリアリーレンサルファイド樹脂を使用できる。(A)ポリアリーレンサルファイド樹脂としては、ポリフェニレンサルファイド(PPS)樹脂が好ましい。(A)ポリアリーレンサルファイド樹脂は、1種単独で又は2種以上組み合わせて使用できる。
(A)ポリアリーレンサルファイド樹脂の、310℃、剪断速度1216/秒の条件で測定された溶融粘度は、8~600Pa・sが好ましい。機械的物性と流動性とのバランスが優れやすい点で、当該溶融粘度は、8~300Pa・sが特に好ましい。上記範囲内では、溶融粘度が過度に低くないことから、機械的強度が十分優れる成形体を得やすいため好ましい。また、上記範囲内では、溶融粘度が過度に高くないことから、射出成形時に樹脂組成物の流動性が低下しにくい。その結果、成形作業を容易に行いやすい。
[(B)エポキシ基含有オレフィン系共重合体]
(B)エポキシ基含有オレフィン系共重合体(以下、(B)成分とも記す。)は、特に限定されない。(B)成分は、1種単独で又は2種以上組み合わせて使用できる。樹脂組成物が(B)成分を含有するため、耐衝撃性に優れる成形体を得やすい。
(B)エポキシ基含有オレフィン系共重合体(以下、(B)成分とも記す。)は、特に限定されない。(B)成分は、1種単独で又は2種以上組み合わせて使用できる。樹脂組成物が(B)成分を含有するため、耐衝撃性に優れる成形体を得やすい。
(B)成分としては、例えば、α-オレフィン由来の構成単位とα,β-不飽和酸のグリシジルエステル由来の構成単位とを含むオレフィン系共重合体が挙げられる。かかるオレフィン系共重合体は、更に(メタ)アクリル酸エステル由来の構成単位を含んでもよい。なお、以下、(メタ)アクリル酸エステルを(メタ)アクリレートともいう。例えば、(メタ)アクリル酸グリシジルエステルをグリシジル(メタ)アクリレートともいう。また、本明細書において、「(メタ)アクリル酸」は、アクリル酸とメタクリル酸との両方を意味し、「(メタ)アクリレート」は、アクリレートとメタクリレートとの両方を意味する。
α-オレフィンは、特に限定されない。好適な例としては、エチレン、プロピレン、及びブチレン等が挙げられる。エチレンが特に好ましい。α-オレフィンは、1種単独で使用することも、2種以上を併用することもできる。(B)成分がα-オレフィン由来の構成単位を含む場合、得られる成形体には可撓性が付与されやすい。可撓性の付与による成形体の柔軟性の向上は、耐衝撃性の改善に寄与する。
α,β-不飽和酸のグリシジルエステルとしては、特に限定されない。好適な例としては、アクリル酸グリシジルエステル、メタクリル酸グリシジルエステル、及びエタクリル酸グリシジルエステル等が挙げられる。メタクリル酸グリシジルエステルが特に好ましい。α,β-不飽和酸のグリシジルエステルは、1種単独で使用することも、2種以上を併用することもできる。(B)成分がα,β-不飽和酸のグリシジルエステル由来の構成単位を含む場合、樹脂組成物中において、(B)成分が良好に分散しやすい。(B)成分の分散性が良好であることは、成形体の機械的物性が向上した成形体を得やすい点で好ましい。
(メタ)アクリル酸エステルは、特に限定されない。好適な例としては、アクリル酸メチル、アクリル酸エチル、アクリル酸-n-プロピル、アクリル酸イソプロピル、アクリル酸-n-ブチル、アクリル酸-n-ヘキシル、アクリル酸-n-オクチル等のアクリル酸エステル;メタクリル酸メチル、メタクリル酸エチル、メタクリル酸-n-プロピル、メタクリル酸イソプロピル、メタクリル酸-n-ブチル、メタクリル酸イソブチル、メタクリル酸-n-アミル、及びメタクリル酸-n-オクチル等のメタクリル酸エステルが挙げられる。これらの中でも、アクリル酸メチルが特に好ましい。(メタ)アクリル酸エステルは、1種単独で使用することも、2種以上を併用することもできる。
α-オレフィン由来の構成単位とα,β-不飽和酸のグリシジルエステル由来の構成単位とを含むオレフィン系共重合体、及び、更に(メタ)アクリル酸エステル由来の構成単位を含むオレフィン系共重合体は、従来公知の方法で共重合を行うことにより製造し得る。例えば、通常よく知られたラジカル重合反応により共重合を行うことによって、上記共重合体を製造し得る。共重合体の種類は、特に問われず、例えば、ランダム共重合体であっても、ブロック共重合体であってもよい。また、上記オレフィン系共重合体に、例えば、ポリメタアクリル酸メチル、ポリメタアクリル酸エチル、ポリアクリル酸メチル、ポリアクリル酸エチル、ポリアクリル酸ブチル、ポリアクリル酸-2エチルヘキシル、ポリスチレン、ポリアクリロニトリル、アクリロニトリル・スチレン共重合体、及びアクリル酸ブチル・スチレン共重合体等が、分岐状に又は架橋構造的に化学結合したオレフィン系グラフト共重合体であってもよい。上記共重合体の種類は、1種でも2種以上でもよい。上記共重合体としては、ランダム共重合体及びブロック共重合体が好ましく、1種若しくは2種以上のランダム共重合体、1種若しくは2種以上のブロック共重合体、又は1種若しくは2種以上のランダム共重合体と1種若しくは2種以上のブロック共重合体との組み合わせが、より好ましい。
オレフィン系共重合体は、本発明の効果を害さない範囲で、他の共重合成分由来の構成単位を含有することができる。
より具体的には、(B)成分としては、例えば、グリシジルメタクリレート変性エチレン系共重合体、及びグリシジルエーテル変性エチレン共重合体等が挙げられる。これらの中でも、グリシジルメタクリレート変性エチレン系共重合体が好ましい。
グリシジルメタクリレート変性エチレン系共重合体としては、グリシジルメタクリレートグラフト変性エチレン重合体、エチレン-グリシジルメタクリレート共重合体、及びエチレン-グリシジルメタクリレート-アクリル酸メチル共重合体が挙げられる。これらの中でも、特に優れた金属樹脂複合成形体が得られることから、エチレン-グリシジルメタクリレート共重合体及びエチレン-グリシジルメタクリレート-アクリル酸メチル共重合体が好ましく、エチレン-グリシジルメタクリレート-アクリル酸メチル共重合体が特に好ましい。エチレン-グリシジルメタクリレート共重合体及びエチレン-グリシジルメタクリレート-アクリル酸メチル共重合体の具体例としては、「ボンドファースト」(住友化学(株)製)等が挙げられる。
グリシジルエーテル変性エチレン共重合体としては、例えば、グリシジルエーテルグラフト変性エチレン共重合体、及びグリシジルエーテル-エチレン共重合体が挙げられる。
(B)成分の含有量は、(A)ポリアリーレンサルファイド樹脂100質量部に対し、好ましくは0.5~50質量部であり、より好ましくは1~20質量部であり、更に好ましくは3~15質量部である。上記含有量が上記範囲内であると、樹脂組成物の成形時の流動性が低下しにくく、得られる成形体の耐衝撃性が低下しにくい。
[(C)酸化防止剤]
(C)酸化防止剤(以下(C)成分とも記す。)は、フェノール系酸化防止剤を含有し、チオエーテル系酸化防止剤及び燐系酸化防止剤を含有しないものである限り、特に限定されない。(C)成分は、1種単独で又は2種以上組み合わせて使用できる。
チオエーテル系酸化防止剤及び燐系酸化防止剤は、酸化防止剤としての効果は高い。他方で、本発明者らの検討により、樹脂組成物がチオエーテル系酸化防止剤や燐系酸化防止剤を含有する場合は、チオエーテル系酸化防止剤や燐系酸化防止剤自体がモールドデポジットの原因となりやすいことが分かった。これは、フェノール系酸化防止剤に比べて、チオエーテル系酸化防止剤及び燐系酸化防止剤の耐熱性が低いためと考えられる。
(C)酸化防止剤(以下(C)成分とも記す。)は、フェノール系酸化防止剤を含有し、チオエーテル系酸化防止剤及び燐系酸化防止剤を含有しないものである限り、特に限定されない。(C)成分は、1種単独で又は2種以上組み合わせて使用できる。
チオエーテル系酸化防止剤及び燐系酸化防止剤は、酸化防止剤としての効果は高い。他方で、本発明者らの検討により、樹脂組成物がチオエーテル系酸化防止剤や燐系酸化防止剤を含有する場合は、チオエーテル系酸化防止剤や燐系酸化防止剤自体がモールドデポジットの原因となりやすいことが分かった。これは、フェノール系酸化防止剤に比べて、チオエーテル系酸化防止剤及び燐系酸化防止剤の耐熱性が低いためと考えられる。
フェノール系酸化防止剤は、その分子構造中に、水酸基で置換されたフェニル基、好ましくは水酸基とアルキル基とで置換されたフェニル基を1個以上有する化合物である。成形時の金型付着物の低減効果等の観点から、フェノール系酸化防止剤としては、水酸基とtert-ブチル基とで置換されたフェニル基を有する化合物が好ましい。中でも、フェノール性水酸基1個当たり、2個以上のtert-ブチル基を有する化合物が好ましい。この場合、特に、フェノール系酸化防止剤は、フェノール性水酸基が結合する炭素原子に対し、好ましくはオルト位の2個の炭素原子及びメタ位の2個の炭素原子の内の2個以上の炭素原子に、より好ましくはオルト位の2個の炭素原子及びメタ位の2個の炭素原子の内の、オルト位の2個の炭素原子の少なくとも一方を含む2個以上の炭素原子に、更により好ましくはオルト位の2個の炭素原子の両方に、tert-ブチル基が結合している少なくとも1個の構造を有する。
フェノール系酸化防止剤の具体例としては、2,6-ジ-tert-ブチル-p-クレゾール、ステアリル-(3,5-ジメチル-4-ヒドロキシベンジル)チオグリコレート、ステアリル-β-(4-ヒドロキシ-3,5-ジ-tert-ブチルフェニル)プロピオネート、ジステアリル-3,5-ジ-tert-ブチル-4-ヒドロキシベンジルホスホネート、ジステアリル(4-ヒドロキシ-3-メチル-5-tert-ブチル)ベンジルマロネート、2,2’-メチレンビス(4-メチル-6-tert-ブチルフェノール)、4,4’-メチレンビス(2,6-ジ-tert-ブチルフェノール)、2,2’-メチレンビス〔6-(1-メチルシクロヘキシル)-p-クレゾール〕、ビス〔3,3-ビス(4-ヒドロキシ-3-tert-ブチルフェニル)ブチリックアシド〕グリコールエステル、4,4’-ブチリデンビス(6-tert-ブチル-m-クレゾール)、1,1,3-トリス(2-メチル-4-ヒドロキシ-5-t-ブチルフェニル)ブタン、1,3,5-トリス(3,5-ジ-tert-ブチル-4-ヒドロキシベンジル)-2,4,6-トリメチルベンゼン、テトラキス〔メチレン-3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート〕メタン、1,3,5-トリス(3,5-ジ-t-ブチル-4-ヒドロキシベンジル)イソシアヌレート、1,3,5-トリス〔(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオニルオキシエチル〕イソシアヌレート、2-オクチルチオ-4,6-ジ(4-ヒドロキシ-3,5-ジ-tert-ブチル)フェノキシ-1,3,5-トリアジン、4,4’-チオビス(6-tert-ブチル-m-クレゾール)、トリエチレングリコール-ビス〔3-(3-tert-ブチル-5-メチル-4-ヒドロキシフェニル)プロピオネート〕、1,6-ヘキシルジオール-ビス〔3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート〕、2,4-ビス-オクチルチオ-6-(4-ヒドロキシ-3,5-ジ-tert-ブチルアニリノ)-1,3,5-トリアジン、2,2-チオ-ジエチレンビス〔3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート〕、N,N-ヘキサメチレンビス(3,5-ジ-tert-ブチル-4-ヒドロキシ-ヒドロシンナマミド)、3,5-ジ-tert-ブチル-4-ヒドロキシ-ベンジルホスホネート-ジエチルエステル、1,3,5-トリメチル-2,4,6-トリス(3,5-ジ-tert-ブチル-4-ヒドロキシベンジル)ベンゼン、トリス-(3,5-ジ-tert-ブチル-4-ヒドロキシベンジル)イソシアヌレート、イソオクチル-3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート、2,4-ビス〔(オクチルチオ)メチル〕-o-クレゾール等が挙げられる。
(C)成分は、本発明の目的を阻害しない範囲において、フェノール系酸化防止剤とともに、チオエーテル系酸化防止剤及び燐系酸化防止剤以外の酸化防止剤を含んでいてもよい。(C)成分における、フェノール系酸化防止剤の含有量は、本発明の目的を阻害しない範囲において特に限定されない。典型的には、(C)成分の総質量に対して、70質量%以上が好ましく、80質量%以上がより好ましく、90質量%以上が特に好ましく、100質量%が最も好ましい。
(C)成分の含有量は、(A)ポリアリーレンサルファイド樹脂100質量部に対し、好ましくは0.05~5質量部であり、より好ましくは0.1~3質量部である。上記含有量が上記範囲内であると、成形時の金型付着物の量を低減しやすく、特に、キャビティの壁面上の付着物の量を低減しやすい。
(C)成分の含有量は、(A)ポリアリーレンサルファイド樹脂100質量部に対し、好ましくは0.05~5質量部であり、より好ましくは0.1~3質量部である。上記含有量が上記範囲内であると、成形時の金型付着物の量を低減しやすく、特に、キャビティの壁面上の付着物の量を低減しやすい。
[(D)無機充填材]
樹脂組成物は、(D)無機充填材(以下、(D)成分とも記す。)を含んでもよい。(D)成分を含む樹脂組成物を用いると、機械的強度に優れる成形体を得やすい。(D)成分は、特に限定されず、従来公知のものが挙げられる。(D)成分の形状は、特に限定されない。(D)成分の形状は繊維状であっても、球状、粉粒状、板状、鱗片状、及び不定形状等の非繊維状であってもよく、繊維状が好ましい。(D)成分としては、例えば、ガラス繊維、球状シリカ、及びガラスビーズ等が挙げられる。これらの中では、ガラス繊維が好ましい。(D)成分は、1種単独で又は2種以上組み合わせて使用できる。
樹脂組成物は、(D)無機充填材(以下、(D)成分とも記す。)を含んでもよい。(D)成分を含む樹脂組成物を用いると、機械的強度に優れる成形体を得やすい。(D)成分は、特に限定されず、従来公知のものが挙げられる。(D)成分の形状は、特に限定されない。(D)成分の形状は繊維状であっても、球状、粉粒状、板状、鱗片状、及び不定形状等の非繊維状であってもよく、繊維状が好ましい。(D)成分としては、例えば、ガラス繊維、球状シリカ、及びガラスビーズ等が挙げられる。これらの中では、ガラス繊維が好ましい。(D)成分は、1種単独で又は2種以上組み合わせて使用できる。
(D)成分の含有量は、(A)ポリアリーレンサルファイド樹脂100質量部に対し、好ましくは5~300質量部であり、より好ましくは10~100質量部である。上記含有量が上記範囲内であると、成形時の良好な流動性を維持したままで、本発明に係る樹脂組成物に(D)成分を添加することによる効果を得やすい点で好ましい。
[その他の成分]
樹脂組成物は、上記成分の他に、本発明の効果を大きく害さない範囲において、所望の物性付与のために、エポキシ基非含有オレフィン系化合物(エチレン-オクテン共重合体等)、バリ止め剤、滑剤、シリコーンオイル、有機充填材、難燃剤、紫外線吸収剤、熱安定剤、光安定剤、着色剤、カーボンブラック、離型剤、可塑剤、結晶化促進剤、及び結晶核剤等の添加剤やその他の樹脂等を含有してもよい。
樹脂組成物は、上記成分の他に、本発明の効果を大きく害さない範囲において、所望の物性付与のために、エポキシ基非含有オレフィン系化合物(エチレン-オクテン共重合体等)、バリ止め剤、滑剤、シリコーンオイル、有機充填材、難燃剤、紫外線吸収剤、熱安定剤、光安定剤、着色剤、カーボンブラック、離型剤、可塑剤、結晶化促進剤、及び結晶核剤等の添加剤やその他の樹脂等を含有してもよい。
[樹脂組成物の製造方法]
樹脂組成物の製造方法は、上記の必須又は任意の成分を均一に混合できれば特に限定されず、従来知られる樹脂組成物の製造方法から適宜選択できる。例えば、1軸又は2軸押出機等の溶融混練装置を用いて、各成分を溶融混練して押出した後、得られた樹脂組成物を粉末、フレーク、ペレット等の所望の形態に加工する方法が挙げられる。
樹脂組成物の製造方法は、上記の必須又は任意の成分を均一に混合できれば特に限定されず、従来知られる樹脂組成物の製造方法から適宜選択できる。例えば、1軸又は2軸押出機等の溶融混練装置を用いて、各成分を溶融混練して押出した後、得られた樹脂組成物を粉末、フレーク、ペレット等の所望の形態に加工する方法が挙げられる。
<金型付着物の低減方法>
本発明に係る金型付着物の低減方法は、キャビティとガスベントとを備える金型を用いて成形材料を射出成形する際の金型付着物の低減方法である。成形材料としては、前述の樹脂組成物を用いる。上述の通り、前述の樹脂組成物は、130℃~180℃の範囲の高い金型温度で射出成形を行う場合でも、ガスベントにおいてのみならずキャビティにおいても、成形時の金型付着物を顕著に低減できる。このため、本発明に係る金型付着物の低減方法によれば、130℃~180℃の範囲、好ましくは130℃~160℃の範囲の金型温度で射出成形を行う場合でも、ガスベント及びキャビティの壁面上の付着物の総量を低減できる。特に、キャビティの壁面上の付着物を低減する効果が高い。
本発明に係る金型付着物の低減方法は、キャビティとガスベントとを備える金型を用いて成形材料を射出成形する際の金型付着物の低減方法である。成形材料としては、前述の樹脂組成物を用いる。上述の通り、前述の樹脂組成物は、130℃~180℃の範囲の高い金型温度で射出成形を行う場合でも、ガスベントにおいてのみならずキャビティにおいても、成形時の金型付着物を顕著に低減できる。このため、本発明に係る金型付着物の低減方法によれば、130℃~180℃の範囲、好ましくは130℃~160℃の範囲の金型温度で射出成形を行う場合でも、ガスベント及びキャビティの壁面上の付着物の総量を低減できる。特に、キャビティの壁面上の付着物を低減する効果が高い。
<成形体の製造方法>
本発明に係る成形体の製造方法は、キャビティとガスベントとを備える金型を用いて、金型温度130~180℃、好ましくは130~160℃で、前述の樹脂組成物を成形する成形工程を有する。この成形工程は、連続して1000回以上繰り返される。
金型温度が低い(例えば80℃)場合、ポリアリーレンサルファイド樹脂組成物の結晶化が進みにくい。ここで、金型温度が低い場合、モールドデポジットは、主に成形時のガスに由来するため、キャビティには付着しにくく、ガスベントへ付着しやすい。
一方、金型温度が130℃以上である好ましい成形条件では、ポリアリーレンサルファイド樹脂組成物がキャビティへ張り付きやすく、キャビティへ付着するモールドデポジットが生じやすい。
上述の通り、前述の樹脂組成物は、130℃~180℃の範囲の高い金型温度で射出成形を行う場合でも、ガスベントにおいてのみならずキャビティにおいても、成形時の金型付着物を顕著に低減できる。そのため、本発明に係る成形体の製造方法では、長期連続成形を行っても、得られる成形体の表面に、キャビティの壁面上の付着物に起因する不具合が生じにくい。よって、本発明に係る成形体の製造方法によれば、長期にわたって、高品質の成形体を効率よく製造できる。また、ガスベントの壁面上の付着物も低減されるので、ガスベントが狭まったり詰まったりしにくい。このため、成形時の良好なガス排出が長期にわたって維持されやすく、その結果として、成形体の焼けや金型の劣化が生じにくい。
本発明に係る成形体の製造方法は、キャビティとガスベントとを備える金型を用いて、金型温度130~180℃、好ましくは130~160℃で、前述の樹脂組成物を成形する成形工程を有する。この成形工程は、連続して1000回以上繰り返される。
金型温度が低い(例えば80℃)場合、ポリアリーレンサルファイド樹脂組成物の結晶化が進みにくい。ここで、金型温度が低い場合、モールドデポジットは、主に成形時のガスに由来するため、キャビティには付着しにくく、ガスベントへ付着しやすい。
一方、金型温度が130℃以上である好ましい成形条件では、ポリアリーレンサルファイド樹脂組成物がキャビティへ張り付きやすく、キャビティへ付着するモールドデポジットが生じやすい。
上述の通り、前述の樹脂組成物は、130℃~180℃の範囲の高い金型温度で射出成形を行う場合でも、ガスベントにおいてのみならずキャビティにおいても、成形時の金型付着物を顕著に低減できる。そのため、本発明に係る成形体の製造方法では、長期連続成形を行っても、得られる成形体の表面に、キャビティの壁面上の付着物に起因する不具合が生じにくい。よって、本発明に係る成形体の製造方法によれば、長期にわたって、高品質の成形体を効率よく製造できる。また、ガスベントの壁面上の付着物も低減されるので、ガスベントが狭まったり詰まったりしにくい。このため、成形時の良好なガス排出が長期にわたって維持されやすく、その結果として、成形体の焼けや金型の劣化が生じにくい。
以下、実施例及び比較例を示し、本発明を具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
<樹脂組成物の調製>
下記の原料成分をドライブレンドした後、シリンダー温度320℃の二軸押出機に投入し、溶融混練して、ペレット化した熱可塑性樹脂組成物を得た。各成分の配合量(質量部)は表1に示した通りである。
・ポリフェニレンサルファイド樹脂((A)PPS)
A-1:フォートロンKPS W214A(製品名)、溶融粘度:130Pa・s(剪断速度:1216/秒、温度:310℃)、(株)クレハ製
・エポキシ基含有オレフィン系共重合体((B)成分)
B-1:エチレン-グリシジルメタクリレート共重合体、ボンドファースト2C(製品名)、グリシジルメタクリレート由来の構成単位含有量:6質量%、住友化学(株)製
B-2:エチレン-グリシジルメタクリレート共重合体70質量部にメチルメタクリレート/ブチルアクリレート共重合体30質量部をグラフト重合させた共重合体、モディパーA4300(製品名)、上記エチレン-グリシジルメタクリレート共重合体におけるグリシジルメタクリレート由来の構成単位含有量:15質量%、日油株式会社製
B-3:エチレン-グリシジルメタクリレート-アクリル酸メチル共重合体、ボンドファースト7L(製品名)、グリシジルメタクリレート由来の構成単位含有量:3質量%、アクリル酸メチル由来の構成単位含有量:27質量%、住友化学(株)製
B-4:エチレン-グリシジルメタクリレート-アクリル酸メチル共重合体、ボンドファースト7M(製品名)、グリシジルメタクリレート由来の構成単位含有量:6質量%、アクリル酸メチル由来の構成単位含有量:27質量%、住友化学(株)製
・酸化防止剤((C)成分)
C-1:トリエチレングリコール-ビス〔3-(3-tert-ブチル-5-メチル-4-ヒドロキシフェニル)プロピオネート〕、IRGANOX 245(製品名)、BASFジャパン(株)製
C-2:テトラキス〔メチレン-3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート〕メタン、IRGANOX 1010(製品名)、BASFジャパン(株)製
C-3:ビス(2,6-ジ-tert-ブチル-4-メチルフェニル)ペンタエリスリトールジフォスファイト、アデカスタブ PEP36(製品名)、(株)ADEKA製
C-4:テトラキス〔メチレン-3-(ドデシルチオ)プロピオネート〕メタン、アデカスタブ AO-412S(製品名)、(株)ADEKA製
・無機充填材((D)成分)
D-1:ガラス繊維(チョップドストランド)、T-747(製品名)、日本電気硝子(株)製
D-2:炭酸カルシウム、ホワイトン P-30(製品名)、東洋ファインケミカル(株)製、平均粒子径(50%d):5μm
下記の原料成分をドライブレンドした後、シリンダー温度320℃の二軸押出機に投入し、溶融混練して、ペレット化した熱可塑性樹脂組成物を得た。各成分の配合量(質量部)は表1に示した通りである。
・ポリフェニレンサルファイド樹脂((A)PPS)
A-1:フォートロンKPS W214A(製品名)、溶融粘度:130Pa・s(剪断速度:1216/秒、温度:310℃)、(株)クレハ製
・エポキシ基含有オレフィン系共重合体((B)成分)
B-1:エチレン-グリシジルメタクリレート共重合体、ボンドファースト2C(製品名)、グリシジルメタクリレート由来の構成単位含有量:6質量%、住友化学(株)製
B-2:エチレン-グリシジルメタクリレート共重合体70質量部にメチルメタクリレート/ブチルアクリレート共重合体30質量部をグラフト重合させた共重合体、モディパーA4300(製品名)、上記エチレン-グリシジルメタクリレート共重合体におけるグリシジルメタクリレート由来の構成単位含有量:15質量%、日油株式会社製
B-3:エチレン-グリシジルメタクリレート-アクリル酸メチル共重合体、ボンドファースト7L(製品名)、グリシジルメタクリレート由来の構成単位含有量:3質量%、アクリル酸メチル由来の構成単位含有量:27質量%、住友化学(株)製
B-4:エチレン-グリシジルメタクリレート-アクリル酸メチル共重合体、ボンドファースト7M(製品名)、グリシジルメタクリレート由来の構成単位含有量:6質量%、アクリル酸メチル由来の構成単位含有量:27質量%、住友化学(株)製
・酸化防止剤((C)成分)
C-1:トリエチレングリコール-ビス〔3-(3-tert-ブチル-5-メチル-4-ヒドロキシフェニル)プロピオネート〕、IRGANOX 245(製品名)、BASFジャパン(株)製
C-2:テトラキス〔メチレン-3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート〕メタン、IRGANOX 1010(製品名)、BASFジャパン(株)製
C-3:ビス(2,6-ジ-tert-ブチル-4-メチルフェニル)ペンタエリスリトールジフォスファイト、アデカスタブ PEP36(製品名)、(株)ADEKA製
C-4:テトラキス〔メチレン-3-(ドデシルチオ)プロピオネート〕メタン、アデカスタブ AO-412S(製品名)、(株)ADEKA製
・無機充填材((D)成分)
D-1:ガラス繊維(チョップドストランド)、T-747(製品名)、日本電気硝子(株)製
D-2:炭酸カルシウム、ホワイトン P-30(製品名)、東洋ファインケミカル(株)製、平均粒子径(50%d):5μm
[溶融粘度]
東洋精機(株)製キャピログラフを用い、キャピラリーとして1mmφ×20mmL/フラットダイを使用し、バレル温度310℃、剪断速度1216/秒での溶融粘度を測定した。
東洋精機(株)製キャピログラフを用い、キャピラリーとして1mmφ×20mmL/フラットダイを使用し、バレル温度310℃、剪断速度1216/秒での溶融粘度を測定した。
<金型付着物の評価>
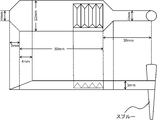
ベント部とキャビティ部とが脱着式の入れ子方式の金型を使用した。射出成形機で下記の条件で、図1に示す成形体を4時間連続成形(1000回)した。連続成形前後で、金型から取り外したベント部及びキャビティ部の各々の重量を測定した。連続成形前後の、ベント部、キャビティ部の重量変化量を、ベント部、キャビティ部への付着物の重量として、それぞれ算出した。
射出成形機:FANUC ROBOSHOT S2000i30A
シリンダー温度:340℃
射出時間:2秒
冷却時間:10秒
金型温度:表1記載の温度
ベント部とキャビティ部とが脱着式の入れ子方式の金型を使用した。射出成形機で下記の条件で、図1に示す成形体を4時間連続成形(1000回)した。連続成形前後で、金型から取り外したベント部及びキャビティ部の各々の重量を測定した。連続成形前後の、ベント部、キャビティ部の重量変化量を、ベント部、キャビティ部への付着物の重量として、それぞれ算出した。
射出成形機:FANUC ROBOSHOT S2000i30A
シリンダー温度:340℃
射出時間:2秒
冷却時間:10秒
金型温度:表1記載の温度
<耐衝撃性の評価>
樹脂組成物について、射出成形にて、シリンダー温度320℃、金型温度150℃でシャルピー衝撃試験片を作製し、ISO179/1eAに定められている評価基準に従い、23℃の条件で評価した。結果を表1に示す。
樹脂組成物について、射出成形にて、シリンダー温度320℃、金型温度150℃でシャルピー衝撃試験片を作製し、ISO179/1eAに定められている評価基準に従い、23℃の条件で評価した。結果を表1に示す。
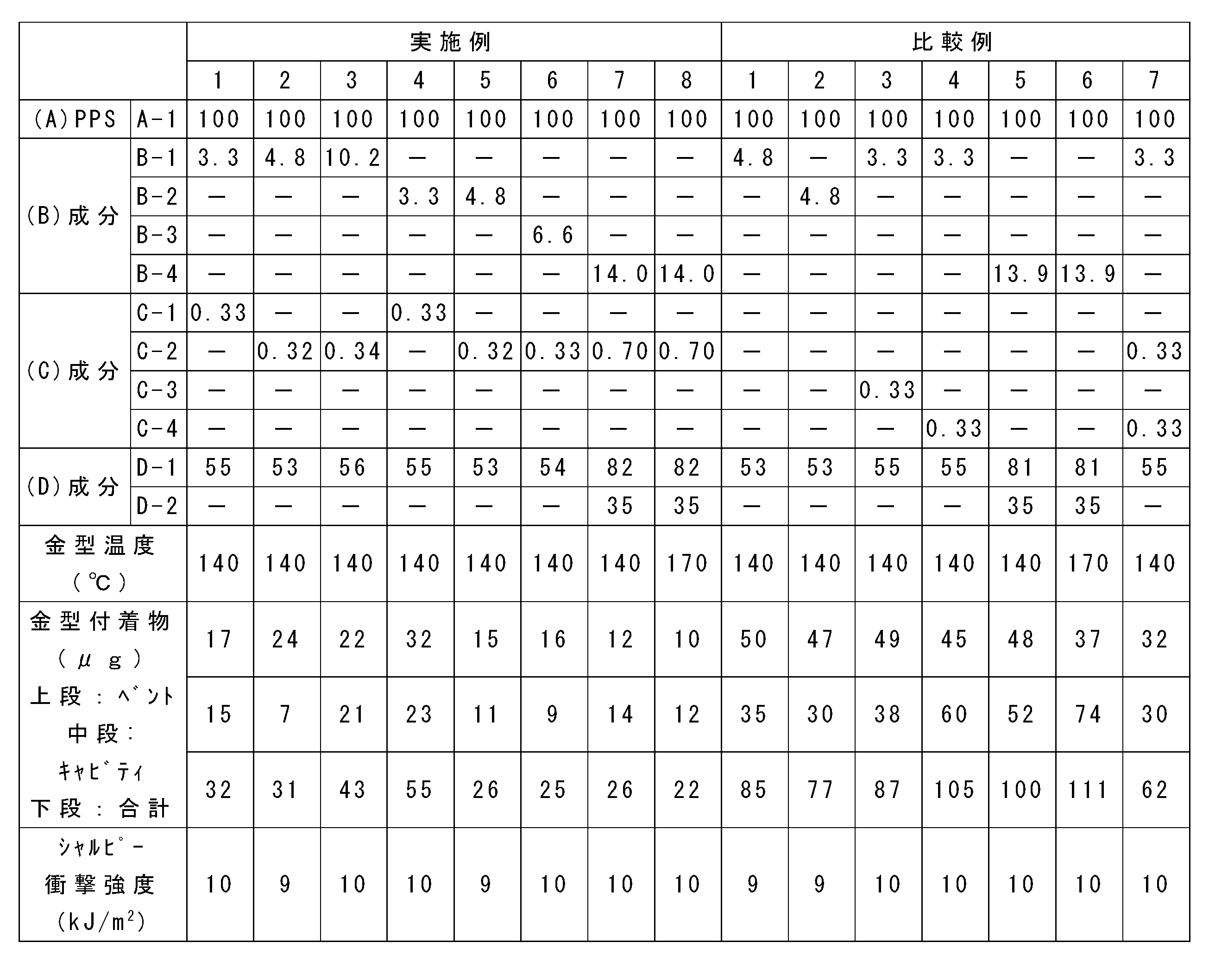
表1から分かる通り、フェノール系酸化防止剤を含有し、チオエーテル系酸化防止剤及び燐系酸化防止剤を含有しない(C)酸化防止剤を含有する樹脂組成物を用いた実施例では、140℃や170℃のような130℃~180℃の範囲内の高い金型温度で射出成形を行っても、耐衝撃性を維持しつつ、成形時の金型付着物を顕著に低減することができた。これに対し、(C)酸化防止剤を含有しない樹脂組成物を用いた比較例1、2、5、及び6や、チオエーテル系酸化防止剤若しくは燐系酸化防止剤を含有する酸化防止剤を含有する樹脂組成物を用いて、金型温度140℃又は170℃で射出成形を行った比較例3、4及び7では、耐衝撃性を維持したものの、成形時の金型付着物を低減することができなかった。
Claims (11)
- (A)ポリアリーレンサルファイド樹脂と、(B)エポキシ基含有オレフィン系共重合体と、(C)酸化防止剤とを含有し、前記(C)酸化防止剤は、フェノール系酸化防止剤を含有し、チオエーテル系酸化防止剤及び燐系酸化防止剤を含有しないポリアリーレンサルファイド樹脂組成物。
- 前記(B)エポキシ基含有オレフィン系共重合体が、α-オレフィン由来の構成単位とα,β-不飽和酸のグリシジルエステル由来の構成単位とを含むオレフィン系共重合体である請求項1に記載のポリアリーレンサルファイド樹脂組成物。
- 前記フェノール系酸化防止剤が、水酸基とtert-ブチル基とで置換されたフェニル基を有する請求項1又は2に記載のポリアリーレンサルファイド樹脂組成物。
- 前記フェノール系酸化防止剤は、フェノール性水酸基が結合する炭素原子に対し、オルト位の2個の炭素原子及びメタ位の2個の炭素原子の内の2個以上の炭素原子に、tert-ブチル基が結合している少なくとも1個の構造を有する請求項3に記載のポリアリーレンサルファイド樹脂組成物。
- 前記フェノール系酸化防止剤は、フェノール性水酸基が結合する炭素原子に対し、オルト位の2個の炭素原子の両方に、tert-ブチル基が結合している少なくとも1個の構造を有する請求項3又は4に記載のポリアリーレンサルファイド樹脂組成物。
- 更に、(D)無機充填材を含む請求項1から5のいずれかに記載のポリアリーレンサルファイド樹脂組成物。
- 金型温度130℃~180℃での射出成形に用いられる、請求項1から6のいずれかに記載のポリアリーレンサルファイド樹脂組成物。
- キャビティとガスベントとを備える金型を用いて成形材料を射出成形する際の金型付着物の低減方法であって、
前記成形材料として、請求項1から7のいずれかに記載のポリアリーレンサルファイド樹脂組成物を用いる低減方法。 - 前記金型付着物が前記キャビティの壁面上の付着物を含み、キャビティの壁面上の付着物を低減させる請求項8に記載の低減方法。
- 前記射出成形が、金型温度130℃~180℃で行われる、請求項8又は9に記載の低減方法。
- キャビティとガスベントとを備える金型を用いて、金型温度130~180℃で、請求項1から7のいずれかに記載のポリアリーレンサルファイド樹脂組成物を成形する成形工程を有し、この成形工程を連続して1000回以上繰り返す、成形体の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-138843 | 2015-07-10 | ||
| JP2015138843 | 2015-07-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017010364A1 true WO2017010364A1 (ja) | 2017-01-19 |
Family
ID=57757433
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/069984 Ceased WO2017010364A1 (ja) | 2015-07-10 | 2016-07-06 | ポリアリーレンサルファイド樹脂組成物及びそれを用いた金型付着物の低減方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2017010364A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017110807A1 (ja) * | 2015-12-25 | 2017-06-29 | ポリプラスチックス株式会社 | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 |
| JP2017149816A (ja) * | 2016-02-23 | 2017-08-31 | 帝人株式会社 | 樹脂組成物 |
| US10450461B2 (en) | 2015-12-11 | 2019-10-22 | Ticona Llc | Crosslinkable polyarylene sulfide composition |
| US10590273B2 (en) | 2015-12-11 | 2020-03-17 | Ticona Llc | Polyarylene sulfide composition |
| CN111051436A (zh) * | 2017-08-31 | 2020-04-21 | 宝理塑料株式会社 | 树脂组合物、成型品和其制造方法 |
| US11383491B2 (en) | 2016-03-24 | 2022-07-12 | Ticona Llc | Composite structure |
| WO2023223738A1 (ja) * | 2022-05-17 | 2023-11-23 | ポリプラスチックス株式会社 | 熱可塑性樹脂組成物の製造方法、熱可塑性樹脂組成物の成形性を判定する方法およびエラストマーの分解温度以上の温度で成形するための熱可塑性樹脂組成物 |
| JP2024095272A (ja) * | 2022-12-28 | 2024-07-10 | 住友重機械工業株式会社 | 金型装置内の堆積物予測装置及び、射出成形機 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0368656A (ja) * | 1989-08-08 | 1991-03-25 | Toray Ind Inc | ポリフェニレンスルフィド組成物 |
| JPH04332735A (ja) * | 1991-05-08 | 1992-11-19 | Toray Ind Inc | ブロー中空成形品 |
| JPH07157661A (ja) * | 1993-10-21 | 1995-06-20 | Solvay & Cie | 衝撃強度を改良したポリフェニレンスルフィドベースの組成物及びその製造方法 |
| JPH10279802A (ja) * | 1997-04-08 | 1998-10-20 | Polyplastics Co | ポリアリーレンサルファイド樹脂組成物 |
| JPH11100506A (ja) * | 1997-09-29 | 1999-04-13 | Polyplastics Co | ポリアリーレンサルファイド樹脂組成物の製造方法 |
| JP2002226707A (ja) * | 2001-01-31 | 2002-08-14 | Toyoda Gosei Co Ltd | 燃料系部品 |
| JP2002226706A (ja) * | 2001-01-31 | 2002-08-14 | Toray Ind Inc | ポリフェニレンスルフィド樹脂組成物 |
| JP2002226604A (ja) * | 2001-01-31 | 2002-08-14 | Toyoda Gosei Co Ltd | 樹脂成形体 |
| JP2008202781A (ja) * | 2007-01-24 | 2008-09-04 | Nsk Ltd | 転がり軸受 |
| JP2011173946A (ja) * | 2010-02-23 | 2011-09-08 | Toray Ind Inc | ポリフェニレンサルファイド樹脂組成物および成形体 |
-
2016
- 2016-07-06 WO PCT/JP2016/069984 patent/WO2017010364A1/ja not_active Ceased
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0368656A (ja) * | 1989-08-08 | 1991-03-25 | Toray Ind Inc | ポリフェニレンスルフィド組成物 |
| JPH04332735A (ja) * | 1991-05-08 | 1992-11-19 | Toray Ind Inc | ブロー中空成形品 |
| JPH07157661A (ja) * | 1993-10-21 | 1995-06-20 | Solvay & Cie | 衝撃強度を改良したポリフェニレンスルフィドベースの組成物及びその製造方法 |
| JPH10279802A (ja) * | 1997-04-08 | 1998-10-20 | Polyplastics Co | ポリアリーレンサルファイド樹脂組成物 |
| JPH11100506A (ja) * | 1997-09-29 | 1999-04-13 | Polyplastics Co | ポリアリーレンサルファイド樹脂組成物の製造方法 |
| JP2002226707A (ja) * | 2001-01-31 | 2002-08-14 | Toyoda Gosei Co Ltd | 燃料系部品 |
| JP2002226706A (ja) * | 2001-01-31 | 2002-08-14 | Toray Ind Inc | ポリフェニレンスルフィド樹脂組成物 |
| JP2002226604A (ja) * | 2001-01-31 | 2002-08-14 | Toyoda Gosei Co Ltd | 樹脂成形体 |
| JP2008202781A (ja) * | 2007-01-24 | 2008-09-04 | Nsk Ltd | 転がり軸受 |
| JP2011173946A (ja) * | 2010-02-23 | 2011-09-08 | Toray Ind Inc | ポリフェニレンサルファイド樹脂組成物および成形体 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10450461B2 (en) | 2015-12-11 | 2019-10-22 | Ticona Llc | Crosslinkable polyarylene sulfide composition |
| US10590273B2 (en) | 2015-12-11 | 2020-03-17 | Ticona Llc | Polyarylene sulfide composition |
| US10927255B2 (en) | 2015-12-25 | 2021-02-23 | Polyplastics Co., Ltd. | Polyarylene sulfide resin composition and insert molded article |
| JPWO2017110807A1 (ja) * | 2015-12-25 | 2018-05-31 | ポリプラスチックス株式会社 | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 |
| WO2017110807A1 (ja) * | 2015-12-25 | 2017-06-29 | ポリプラスチックス株式会社 | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 |
| JP2017149816A (ja) * | 2016-02-23 | 2017-08-31 | 帝人株式会社 | 樹脂組成物 |
| US11383491B2 (en) | 2016-03-24 | 2022-07-12 | Ticona Llc | Composite structure |
| US11919273B2 (en) | 2016-03-24 | 2024-03-05 | Ticona Llc | Composite structure |
| CN111051436A (zh) * | 2017-08-31 | 2020-04-21 | 宝理塑料株式会社 | 树脂组合物、成型品和其制造方法 |
| CN111051436B (zh) * | 2017-08-31 | 2022-07-08 | 宝理塑料株式会社 | 树脂组合物、成型品和其制造方法 |
| WO2023223738A1 (ja) * | 2022-05-17 | 2023-11-23 | ポリプラスチックス株式会社 | 熱可塑性樹脂組成物の製造方法、熱可塑性樹脂組成物の成形性を判定する方法およびエラストマーの分解温度以上の温度で成形するための熱可塑性樹脂組成物 |
| JPWO2023223738A1 (ja) * | 2022-05-17 | 2023-11-23 | ||
| JP2024095272A (ja) * | 2022-12-28 | 2024-07-10 | 住友重機械工業株式会社 | 金型装置内の堆積物予測装置及び、射出成形機 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017010364A1 (ja) | ポリアリーレンサルファイド樹脂組成物及びそれを用いた金型付着物の低減方法 | |
| JP5711148B2 (ja) | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 | |
| JP5916972B2 (ja) | ポリアリーレンサルファイド系樹脂組成物及びインサート成形体 | |
| CN104736636B (zh) | 聚碳酸酯树脂组合物 | |
| JP3892114B2 (ja) | ポリアリーレンサルファイド樹脂成形品とポリカーボネートフィルムとの複合成形品 | |
| CN103665817B (zh) | 一种高抗冲聚碳酸酯复合材料及其制备方法 | |
| JP2019183156A (ja) | ポリアリーレンサルファイド樹脂組成物及びインサート成形品 | |
| JP2020109135A (ja) | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 | |
| JP6392998B2 (ja) | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 | |
| CN108026369A (zh) | 树脂组合物和抑制脂组合物的弯曲断裂应变降低的方法 | |
| KR102247303B1 (ko) | 낮은 유전 상수 및 고강성을 갖는 열가소성 조성물 및 이에 따른 성형품 | |
| TWI868798B (zh) | 熱塑樹脂組成物、其製備方法以及使用其製造之車用內裝部件 | |
| JP6387211B1 (ja) | ポリアリーレンサルファイド樹脂組成物 | |
| JP5786817B2 (ja) | 押出成形用熱伝導性樹脂組成物及びそれを用いた熱伝導性樹脂押出成形品 | |
| JP2004204170A (ja) | ポリブチレンテレフタレート樹脂組成物及び成形品 | |
| JP2007204615A (ja) | 箱形形状を有する成形品用ポリアリーレンサルファイド樹脂組成物及び箱形形状を有する成形品 | |
| JP6186898B2 (ja) | ポリアリーレンスルフィド樹脂組成物 | |
| JP6576132B2 (ja) | 管状流路形成用ポリアリーレンサルファイド樹脂組成物及びそれを用いた成形体 | |
| JP6374290B2 (ja) | ガラス繊維強化ポリカーボネート樹脂組成物 | |
| CN111363356B (zh) | 一种pps复合材料及其制备方法和应用 | |
| WO2023223738A1 (ja) | 熱可塑性樹脂組成物の製造方法、熱可塑性樹脂組成物の成形性を判定する方法およびエラストマーの分解温度以上の温度で成形するための熱可塑性樹脂組成物 | |
| WO2005054369A1 (ja) | ポリアリーレンサルファイド樹脂組成物 | |
| JP6652332B2 (ja) | ガラス繊維強化ポリカーボネート樹脂組成物 | |
| JPS62151452A (ja) | ポリエ−テルケトン樹脂組成物 | |
| JP3022311B2 (ja) | ポリアリーレンサルファイド樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16824344 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16824344 Country of ref document: EP Kind code of ref document: A1 |