WO2017115462A1 - Poudre d'alliage d'argent et procédé pour la produire - Google Patents
Poudre d'alliage d'argent et procédé pour la produire Download PDFInfo
- Publication number
- WO2017115462A1 WO2017115462A1 PCT/JP2016/005220 JP2016005220W WO2017115462A1 WO 2017115462 A1 WO2017115462 A1 WO 2017115462A1 JP 2016005220 W JP2016005220 W JP 2016005220W WO 2017115462 A1 WO2017115462 A1 WO 2017115462A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- alloy powder
- silver alloy
- silver
- mass
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B5/00—Non-insulated conductors or conductive bodies characterised by their form
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C11/00—Alloys based on lead
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C13/00—Alloys based on tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C28/00—Alloys based on a metal not provided for in groups C22C5/00 - C22C27/00
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C5/00—Alloys based on noble metals
- C22C5/06—Alloys based on silver
Definitions
- the present invention relates to a silver alloy powder and a method for producing the same, and more particularly, to a silver alloy powder suitable for use as a material for a fired conductive paste and a method for producing the same.
- an electrode of a solar cell an internal electrode of an electronic component using a low-temperature fired ceramic (LTCC), a multilayer ceramic electronic component such as a multilayer ceramic inductor (MLCI), an external electrode such as a multilayer ceramic capacitor or a multilayer ceramic inductor, etc. are formed.
- LTCC low-temperature fired ceramic
- MLCI multilayer ceramic inductor
- MLCI multilayer ceramic inductor
- An external electrode such as a multilayer ceramic capacitor or a multilayer ceramic inductor, etc.
- Metal powder such as silver powder is used as a material for the fired conductive paste.
- the melting point of silver is as high as 961 ° C., and when used as a fired conductive paste that sinters silver powder at a relatively low temperature, there is a risk that sintering does not proceed sufficiently and desired electrical characteristics cannot be obtained. is there. Moreover, silver powder is expensive and it is desired to use a metal powder that is cheaper.
- the main component is one or more selected from the group consisting of silver and Sn, Sb, Zn, Bi, and has a melting point of 600 ° C. or lower.
- a brazing material made of a thin plate-like molten metal quenching material, a fine wire material, and a fine particle material has been proposed (for example, see Patent Document 1).
- the brazing material of Patent Document 1 is not a metal powder having a small particle diameter, the sintering temperature cannot be lowered sufficiently and good conductivity cannot be obtained.
- an object of the present invention is to provide an inexpensive silver alloy powder having a low sintering temperature and a method for producing the same.
- the present inventors have determined that the average particle size of an alloy powder of one kind of metal selected from the group consisting of tin, zinc, lead and indium and silver is 0.5. It was found that a silver alloy powder having a low sintering temperature and a low cost can be produced by adjusting the temperature at a shrinkage rate of 0.5% in a thermomechanical analysis to 300 ° C. or less in a thermomechanical analysis. It came to complete.
- the silver alloy powder according to the present invention is an alloy powder of one kind of metal selected from the group consisting of tin, zinc, lead and indium and silver, and has an average particle size of 0.5 to 20 ⁇ m and is thermomechanical.
- the temperature when the shrinkage rate is 0.5% is 300 ° C. or less.
- the silver alloy powder preferably has a temperature at a shrinkage rate of 1.0% in a thermomechanical analysis of 400 ° C. or less, and preferably has a temperature at a shrinkage rate of 1.5% of 450 ° C. or less. .
- the oxygen content in the silver alloy powder is preferably 6% by mass or less, and the carbon content is preferably 0.5% by mass or less.
- the BET specific surface area of the silver alloy powder is preferably 0.1 to 3.5 m 2 / g, and the tap density is preferably 2.5 g / cm 3 or more.
- the content of tin is preferably 65 to 75% by mass.
- the method for producing a silver alloy powder according to the present invention includes spraying high-pressure water while dropping a molten metal in which one metal selected from the group consisting of tin, zinc, lead and indium and silver are dissolved in a nitrogen atmosphere. It is characterized by rapid solidification.
- the high-pressure water is preferably pure water or alkaline water, and the high-pressure water is preferably sprayed in the air or in a nitrogen atmosphere.
- the conductive paste according to the present invention is characterized in that the silver alloy powder is dispersed in an organic component.
- This conductive paste is preferably a fired conductive paste.
- the method for producing a conductive film according to the present invention is characterized in that the fired conductive paste is applied onto a substrate and then fired to produce a conductive film.
- the “average particle diameter” refers to a volume-based cumulative 50% particle diameter (D 50 diameter) measured by a laser diffraction particle size distribution measuring apparatus (by the Helos method).
- an inexpensive silver alloy powder having a low sintering temperature and a method for producing the same can be provided.
- thermomechanical analysis TMA
- XPS X-ray photoelectron spectrometer
- the average particle diameter of the alloy powder of one metal selected from the group consisting of tin, zinc, lead and indium and silver is 0.5 to 20 ⁇ m (preferably 0.5 to 15 ⁇ m, more preferably 0.5 to 10 ⁇ m), and in the thermomechanical analysis, the temperature when the shrinkage rate is 0.5% is 300 ° C. or less (preferably 290 ° C. or less).
- the silver alloy powder preferably has a temperature at a shrinkage rate of 1.0% of 400 ° C. or less (more preferably 360 ° C. or less), and a temperature at a shrinkage rate of 1.5%. Preferably it is 450 degrees C or less (more preferably 420 degrees C or less).
- the oxygen content in the silver alloy powder is preferably 6% by mass or less so that good conductivity can be obtained when the silver alloy powder is used as a material for the fired conductive paste. % Or less is more preferable, and 2% by mass or less is most preferable.
- the carbon content in the silver alloy powder is preferably 0.5% by mass or less, and more preferably 0.2% by mass or less.
- the carbon content in the silver alloy powder is low, when used as a material for the firing type conductive paste, the generation of gas during firing of the conductive paste is suppressed, and the adhesion of the conductive film to the substrate is reduced. While suppressing a fall, it can suppress that a crack arises in an electrically conductive film.
- the BET specific surface area of the silver alloy powder is preferably from 0.1 to 3.5 m 2 / g, more preferably from 1 to 3.5 m 2 / g.
- the tap density of the silver alloy powder is preferably 2.5 g / cm 3 or more, and more preferably 3 to 5 g / cm 3 .
- the content of tin in the silver alloy powder is preferably 45% by mass or more. It is preferable that the content of tin in the silver alloy powder is 80% by mass or less so that good conductivity can be obtained when the silver alloy powder is used as a material for the fired conductive paste.
- the oxygen content in the silver alloy powder made of an alloy of silver and tin is preferably 2% by mass or less, but the thickness of the oxide film on the surface of the silver alloy powder is 45 to 100 nm. preferable. If a surface oxide film having such a thickness is formed, the surface oxide film may lower the sintering temperature as a sintering aid.
- the thickness of the surface oxide film is a portion where the oxygen atom concentration on the surface of the silver alloy powder exceeds 9% in the element distribution spectrum of the silver alloy powder by an X-ray photoelectron spectrometer (XPS).
- XPS X-ray photoelectron spectrometer
- the shape of the silver alloy powder may be any of various granular shapes such as a spherical shape and a flake shape, or may be an indefinite shape in which the shapes are not uniform.
- the embodiment of the silver alloy powder described above can be manufactured by the embodiment of the method for manufacturing a silver alloy powder according to the present invention.
- a molten metal in which one metal selected from the group consisting of tin, zinc, lead and indium and silver is dissolved in a nitrogen atmosphere (preferably Then, it is rapidly solidified by spraying with high-pressure water (which is pure water or alkaline water at a water pressure of 30 to 200 MPa in air or nitrogen atmosphere).
- high-pressure water which is pure water or alkaline water at a water pressure of 30 to 200 MPa in air or nitrogen atmosphere.
- silver alloy powder is produced by the so-called water atomization method, in which high-pressure water is sprayed, a silver alloy powder having a small particle diameter can be obtained. Therefore, when silver alloy powder is used as a material for a fired conductive paste, sintering is performed. The temperature becomes low, for example, it can be sufficiently sintered even at a low temperature of about 500 ° C., and good conductivity can be obtained. On the other hand, tin, zinc, lead, and indium are more easily oxidized than silver. Therefore, when dissolved together with silver in an atmosphere where oxygen is present, the oxygen content in the silver alloy powder produced by the water atomization method tends to increase.
- the embodiment of the silver alloy powder according to the present invention can be used as a material for a conductive paste (in which a silver alloy powder is dispersed in an organic component).
- the embodiment of the silver alloy powder according to the present invention has a low sintering temperature and thus a low firing temperature (preferably fired at a low temperature of about 300 to 800 ° C., more preferably about 400 to 700 ° C.). It is preferable to use it as a material for the type conductive paste.
- the embodiment of the silver alloy powder according to the present invention can be used as a material of a calcination type conductive paste having a low calcination temperature, it is heated at a temperature lower than the calcination temperature of a conventional calcination type conductive paste. It may be used as a material for a resin-curing conductive paste (forming a conductive film). Further, as a material of the conductive paste, two or more kinds of Ag—Sn alloy powder, Ag—In alloy powder, Ag—Zn alloy powder and Ag—Pb alloy powder which are embodiments of the silver alloy powder according to the present invention are mixed. The embodiment of the silver alloy powder according to the present invention may be used by mixing with other metal powders having different shapes and particle sizes.
- a conductive paste such as a fired conductive paste
- a silver alloy powder and (saturated aliphatic hydrocarbons)
- Organic solvents such as unsaturated aliphatic hydrocarbons, ketones, aromatic hydrocarbons, glycol ethers, esters, alcohols, etc.
- a vehicle in which a binder resin (such as ethyl cellulose or acrylic resin) is dissolved in an organic solvent, glass frit, an inorganic oxide, a dispersant, and the like may be included.
- the content of the silver alloy powder in the conductive paste is preferably 5 to 98% by mass, more preferably 70 to 95% by mass, from the viewpoint of the conductivity of the conductive paste and the manufacturing cost.
- the silver alloy powder in the conductive paste may be used by mixing with one or more other metal powders (such as silver powder, silver-tin alloy powder, tin powder).
- This metal powder may be a metal powder having a different shape and particle size from the embodiment of the silver alloy powder according to the present invention.
- the average particle size of the metal powder is preferably 0.5 to 20 ⁇ m in order to fire the conductive paste at a low temperature.
- the content of the metal powder in the conductive paste is preferably 1 to 94% by mass, and more preferably 4 to 29% by mass.
- the total content of the silver alloy powder and the metal powder in the conductive paste is preferably 60 to 98% by mass.
- the content of the binder resin in the conductive paste is preferably 0.1 to 10% by mass from the viewpoint of the dispersibility of the silver alloy powder in the conductive paste and the conductivity of the conductive paste. More preferably, it is 1 to 6% by mass. Two or more types of vehicles in which this binder resin is dissolved in an organic solvent may be mixed and used.
- the glass frit content in the conductive paste is preferably 0.1 to 20% by mass, more preferably 0.1 to 10% by mass, from the viewpoint of sinterability of the conductive paste. preferable. Two or more kinds of the glass frit may be mixed and used.
- the content of the organic solvent in the conductive paste depends on the dispersibility and conductivity of the silver alloy powder in the conductive paste. In consideration of the appropriate viscosity of the paste, it is preferably 0.8 to 20% by mass, and more preferably 0.8 to 15% by mass. Two or more organic solvents may be mixed and used.
- Such a conductive paste is prepared, for example, by weighing each component into a predetermined container, pre-kneading using a raking machine, universal stirrer, kneader, etc., and then carrying out main kneading with three rolls. can do. Further, if necessary, the viscosity may be adjusted by adding an organic solvent thereafter. Alternatively, after only kneading glass frit or inorganic oxide and vehicle to reduce the particle size, silver alloy powder may be added and finally kneaded.
- the conductive paste can be applied to the substrate in a predetermined pattern shape by dipping or printing (such as metal mask printing, screen printing, and ink jet printing) and then baked to form a conductive film.
- dipping or printing such as metal mask printing, screen printing, and ink jet printing
- the substrate is dipped into the conductive paste to form a coating film, and unnecessary portions of the coating film are removed by photolithography using a resist, etc.
- a coating film having a predetermined pattern shape can be formed.
- the baking of the conductive paste applied on the substrate may be performed in an air atmosphere or in a non-oxidizing atmosphere such as nitrogen, argon, hydrogen, carbon monoxide.
- a non-oxidizing atmosphere such as nitrogen, argon, hydrogen, carbon monoxide.
- the firing temperature of the conductive paste is low (preferably about 300 to 700 ° C., more preferably about 400 to 600 ° C.). can do.
- the firing temperature of the conductive paste may be a general firing temperature (about 700 to 900 ° C.).
- Example 1 While dropping molten metal from 7.5 kg of shot silver and 2.5 kg of shot tin heated to 1100 ° C. in a nitrogen atmosphere from the bottom of the tundish, the water atomizer uses a water pressure of 150 MPa and a water volume of 160 L / min. Water was sprayed and rapidly solidified, and the resulting slurry was subjected to solid-liquid separation. The solid was washed with water, dried, crushed, and classified by air to obtain a silver alloy powder (Ag—Sn alloy powder). As high-pressure water, an alkaline aqueous solution (pH 10.26) in which 157.55 g of caustic soda was added to 21.6 m 3 of pure water was used.
- the BET specific surface area, the tap density, the oxygen content, the carbon content and the particle size distribution were determined, and the alloy composition analysis was performed and the thermomechanical analysis (TMA) was performed.
- the BET specific surface area was degassed by flowing nitrogen gas at 105 ° C. for 20 minutes in a measuring instrument using a BET specific surface area measuring instrument (4 Sorb US made by Yuasa Ionics Co., Ltd.), While flowing a mixed gas (N 2 : 30% by volume, He: 70% by volume), the BET one-point method was used for measurement. As a result, the BET specific surface area was 0.92 m 2 / g.
- the tap density (TAP) is obtained by filling a silver alloy powder into a bottomed cylindrical die having an inner diameter of 6 mm to form a silver alloy powder layer in the same manner as in the method described in JP-A-2007-263860. After uniformly applying a pressure of 0.160 N / m 2 on the upper surface of the alloy powder layer, the height of the silver alloy powder layer is measured, and the measured value of the height of the silver alloy powder layer and the filled silver alloy From the weight of the powder, the density of the silver alloy powder was determined and used as the tap density of the silver alloy powder. As a result, the tap density was 3.6 g / cm 3 .
- the oxygen content was measured with an oxygen / nitrogen / hydrogen analyzer (EMGA-920 manufactured by Horiba, Ltd.). As a result, the oxygen content was 0.32% by mass.
- Carbon content was measured by a carbon / sulfur analyzer (EMIA-220V manufactured by Horiba, Ltd.). As a result, the carbon content was 0.01% by mass.
- the particle size distribution was measured at a dispersion pressure of 5 bar using a laser diffraction particle size distribution measuring device (Heros particle size distribution measuring device (HELOS & RODOS (airflow drying module) manufactured by SYMPATEC)).
- HELOS & RODOS airflow drying module manufactured by SYMPATEC
- the cumulative 10% particle diameter (D 10 ) was 0.9 ⁇ m
- the cumulative 50% particle diameter (D 50 ) was 2.2 ⁇ m
- the cumulative 90% particle diameter (D 90 ) was 4.2 ⁇ m.
- the alloy composition analysis was performed using an inductively coupled plasma (ICP) emission spectrometer (SPS3520V manufactured by Hitachi High-Tech Science Co., Ltd.). As a result, the Ag content in the silver alloy powder was 74% by mass, and the Sn content was 24% by mass.
- ICP inductively coupled plasma
- thermomechanical analysis (TMA) of the silver alloy powder is performed by using a thermomechanical analysis (TMA) apparatus (TMA / SS6200 manufactured by Seiko Instruments Inc.) packed in an alumina pan having a diameter of 5 mm and a height of 3 mm.
- TMA thermomechanical analysis
- a load was applied at a measurement load of 980 mN while flowing nitrogen gas at a flow rate of 200 mL / min. The temperature was raised from normal temperature to 500 ° C.
- Example 2 Silver alloy powder (Ag ⁇ ) was prepared in the same manner as in Example 1 except that pure water (pH 5.8) was used as high-pressure water, and the amounts of shot silver and shot tin were 6.5 kg and 3.5 kg, respectively. Sn alloy powder) was obtained.
- the BET specific surface area, tap density, oxygen content, carbon content and particle size distribution were determined by the same method as in Example 1, and the alloy composition analysis was performed. Analysis (TMA) was performed.
- the silver alloy powder has a BET specific surface area of 1.14 m 2 / g, a tap density of 3.5 g / cm 3 , an oxygen content of 0.57% by mass, and a carbon content of 0.01% by mass,
- the cumulative 10% particle diameter (D 10 ) was 0.8 ⁇ m
- the cumulative 50% particle diameter (D 50 ) was 1.9 ⁇ m
- the cumulative 90% particle diameter (D 90 ) was 4.0 ⁇ m.
- Ag content in a silver alloy powder was 63 mass%, and Sn content was 36 mass%.
- the temperature at a shrinkage rate of 0.5% was 142 ° C.
- the temperature at a shrinkage rate of 1.0% was 194 ° C.
- the temperature at a shrinkage rate of 1.5% was 216 ° C.
- the thickness of the oxide film on the surface of the silver alloy powder was measured.
- the surface oxide film was measured with an X-ray photoelectron spectroscopic analyzer (ESCA5800 manufactured by ULBAC-PHI) using monochromated Al as the X-ray source and using K ⁇ rays to measure the surface of the silver alloy powder sample. The test was performed on a region having a diameter of 800 ⁇ m.
- the sputtering rate of the sample was 1 nm / min in terms of SiO 2 , and in the obtained elemental analysis spectrum in the depth direction, the thickness of the surface where the oxygen atom concentration on the surface of the silver alloy powder exceeds 9% is the thickness of the surface oxide film Say it. As a result, the thickness of the surface oxide film was 18 nm.
- Example 3 A silver alloy powder (Ag—Sn alloy powder) was obtained in the same manner as in Example 1 except that the amounts of shot silver and shot tin were 1.35 kg and 1.65 kg, respectively.
- the BET specific surface area, tap density, oxygen content, carbon content and particle size distribution were determined by the same method as in Example 1, and alloy composition analysis and thermomechanical analysis ( TMA) was performed, and the thickness of the surface oxide film was measured by the same method as in Example 2.
- the silver alloy powder has a BET specific surface area of 1.63 m 2 / g, a tap density of 3.3 g / cm 3 , an oxygen content of 0.76% by mass, and a carbon content of 0.01% by mass,
- the cumulative 10% particle size (D 10 ) was 0.7 ⁇ m
- the cumulative 50% particle size (D 50 ) was 1.8 ⁇ m
- the cumulative 90% particle size (D 90 ) was 4.0 ⁇ m.
- the Ag content in the silver alloy powder was 45% by mass, and the Sn content was 55% by mass.
- FIG. 2 shows an elemental analysis spectrum of the silver alloy powder with respect to the depth direction by an X-ray optical spectrometer (XPS).
- XPS X-ray optical spectrometer
- Example 4 While dropping 1.35 kg of shot silver and 1.65 kg of shot tin to 1430 ° C. in a nitrogen atmosphere and dropping the molten metal from the lower part of the tundish, a water atomizing device is used in a nitrogen atmosphere at a water pressure of 150 MPa and a water amount of 160 L / min. High pressure water was sprayed to cool and solidify, and the resulting slurry was separated into solid and liquid, and the solid was washed with water, dried, crushed, and classified by air to obtain a silver alloy powder (Ag—Sn alloy powder). .
- a high pressure water using an alkali aqueous solution prepared by adding sodium hydroxide 157.55g against pure 21.6m 3 (pH10.26).
- the BET specific surface area, tap density, oxygen content, carbon content and particle size distribution were determined by the same method as in Example 1, and alloy composition analysis and thermomechanical analysis ( TMA) was performed, and the thickness of the surface oxide film was measured by the same method as in Example 2.
- BET specific surface area of the silver alloy powder 1.37 m 2 / g, a tap density of 3.1 g / cm 3, oxygen content 0.61 wt%, the carbon content was 0.01 wt%,
- the cumulative 10% particle diameter (D 10 ) was 0.5 ⁇ m
- the cumulative 50% particle diameter (D 50 ) was 1.3 ⁇ m
- the cumulative 90% particle diameter (D 90 ) was 2.4 ⁇ m.
- the Ag content in the silver alloy powder was 45% by mass, and the Sn content was 55% by mass.
- the temperature when the shrinkage rate was 0.5% was 121 ° C.
- the temperature when the shrinkage rate was 1.0% was 172 ° C.
- the temperature when the shrinkage rate was 1.5% was 205 ° C.
- the thickness of the surface oxide film was 65 nm.
- Example 5 A silver alloy powder (Ag—Sn alloy powder) was obtained in the same manner as in Example 4 except that high-pressure water was sprayed in the atmosphere.
- the BET specific surface area, tap density, oxygen content, carbon content and particle size distribution were determined by the same method as in Example 1, and alloy composition analysis and thermomechanical analysis ( TMA) was performed, and the thickness of the surface oxide film was measured by the same method as in Example 2.
- BET specific surface area of the silver alloy powder 3.30m 2 / g, a tap density of 3.4 g / cm 3, oxygen content 1.44 wt%, the carbon content was 0.01 wt%
- the cumulative 10% particle size (D 10 ) was 0.5 ⁇ m
- the cumulative 50% particle size (D 50 ) was 1.0 ⁇ m
- the cumulative 90% particle size (D 90 ) was 1.9 ⁇ m.
- Ag content in a silver alloy powder was 44 mass%, and Sn content was 55 mass%.
- the temperature when the shrinkage rate was 0.5% was 106 ° C.
- the temperature when the shrinkage rate was 1.0% was 155 ° C.
- the temperature when the shrinkage rate was 1.5% was 196 ° C.
- the thickness of the surface oxide film was 55 nm.
- Example 6 A silver alloy powder (Ag—Sn alloy powder) was obtained in the same manner as in Example 2, except that the heating temperature was 1200 ° C. and the amounts of shot silver and shot tin were 2.01 kg and 4.69 kg, respectively. .
- the BET specific surface area, tap density, oxygen content, carbon content and particle size distribution were determined by the same method as in Example 1, and the alloy composition analysis was performed. Analysis (TMA) was performed.
- the BET specific surface area of the silver alloy powder is 1.48 m 2 / g
- the tap density is 3.3 g / cm 3
- the oxygen content is 1.11% by mass
- the carbon content is 0.01% by mass
- the cumulative 10% particle size (D 10 ) was 0.6 ⁇ m
- the cumulative 50% particle size (D 50 ) was 1.5 ⁇ m
- the cumulative 90% particle size (D 90 ) was 3.4 ⁇ m.
- the Ag content in the silver alloy powder was 30% by mass, and the Sn content was 70% by mass.
- the temperature at a shrinkage rate of 0.5% was 158 ° C.
- the temperature at a shrinkage rate of 1.0% was 195 ° C.
- the temperature at a shrinkage rate of 1.5% was 206 ° C.
- Example 7 While dropping 2 kg of shot silver and 2 kg of indium by heating to 1100 ° C. in a nitrogen atmosphere from the lower part of the tundish, high pressure water (pH 5.8) at a water pressure of 150 MPa and an amount of water of 160 L / min. The obtained slurry is solidified by solid-liquid separation, the solid is washed with water, dried, crushed, and air-classified to produce silver alloy powder (Ag-In alloy powder). Obtained.
- the BET specific surface area, tap density, oxygen content, carbon content and particle size distribution were determined by the same method as in Example 1, and the alloy composition analysis was performed. Analysis (TMA) was performed.
- the silver alloy powder has a BET specific surface area of 1.17 m 2 / g, a tap density of 3.5 g / cm 3 , an oxygen content of 1.06% by mass, and a carbon content of 0.02% by mass,
- the cumulative 10% particle diameter (D 10 ) was 0.7 ⁇ m
- the cumulative 50% particle diameter (D 50 ) was 1.8 ⁇ m
- the cumulative 90% particle diameter (D 90 ) was 3.5 ⁇ m.
- Ag content in silver alloy powder was 47 mass%, and In content was 52 mass%.
- the temperature at a shrinkage rate of 0.5% was 141 ° C.
- the temperature at a shrinkage rate of 1.0% was 166 ° C.
- the temperature at a shrinkage rate of 1.5% was 178 ° C.
- Example 8 While dropping 1.5 kg of shot silver and 3.5 kg of zinc heated to 1000 ° C. in a nitrogen atmosphere from the lower part of the tundish, high-pressure water at a water pressure of 150 MPa and a water volume of 160 L / min. (Pure water of pH 5.8) is sprayed to cool and solidify, the resulting slurry is solid-liquid separated, the solid is washed with water, dried, crushed, air-classified, and silver alloy powder (Ag—Zn) Alloy powder) was obtained.
- the BET specific surface area, tap density, oxygen content, carbon content and particle size distribution were determined by the same method as in Example 1, and the alloy composition analysis was performed. Analysis (TMA) was performed.
- the silver alloy powder has a BET specific surface area of 1.77 m 2 / g, a tap density of 3.3 g / cm 3 , an oxygen content of 0.84 mass%, and a carbon content of 0.02 mass%.
- cumulative 10% particle diameter (D 10) is 1.0 .mu.m
- cumulative 50% particle diameter (D 50) is 2.3 .mu.m
- cumulative 90% particle diameter (D 90) was 4.6 .mu.m.
- Ag content in a silver alloy powder was 57 mass%, and Zn content was 43 mass%.
- the temperature at a shrinkage rate of 0.5% was 283 ° C.
- the temperature at a shrinkage rate of 1.0% was 356 ° C.
- the temperature at a shrinkage rate of 1.5% was 419 ° C.
- Example 9 250g of carbon powder is added as a reducing agent to molten metal obtained by heating 3.5kg of shot silver and 1.5kg of shot lead to 1100 ° C in a nitrogen atmosphere, and the molten metal to which this reducing agent has been added falls from the bottom of the tundish. Then, high pressure water (alkaline water having the same pH of 10.26 as in Example 3) was sprayed and rapidly solidified in the atmosphere at a water pressure of 150 MPa and a water volume of 160 L / min by a water atomizer, and the resulting slurry was solid-liquid separated. The solid was washed with water, dried, crushed, and classified by air to obtain a silver alloy powder (Ag—Pb alloy powder).
- the BET specific surface area, tap density, oxygen content, carbon content and particle size distribution were determined by the same method as in Example 1, and the alloy composition analysis was performed. Analysis (TMA) was performed.
- the silver alloy powder has a BET specific surface area of 2.14 m 2 / g, a tap density of 3.1 g / cm 3 , an oxygen content of 1.87% by mass, and a carbon content of 0.10% by mass,
- the cumulative 10% particle diameter (D 10 ) was 0.7 ⁇ m
- the cumulative 50% particle diameter (D 50 ) was 1.8 ⁇ m
- the cumulative 90% particle diameter (D 90 ) was 3.6 ⁇ m.
- Ag content in a silver alloy powder was 70 mass%, and Pb content was 27 mass%.
- the temperature at a shrinkage rate of 0.5% was 133 ° C.
- the temperature at a shrinkage rate of 1.0% was 152 ° C.
- the temperature at a shrinkage rate of 1.5% was 166 ° C.
- Example 10 A silver alloy powder (Ag—Pb alloy powder) was obtained in the same manner as in Example 9, except that the amounts of shot silver and shot lead were 1.5 kg and 3.5 kg, respectively.
- the BET specific surface area, tap density, oxygen content, carbon content and particle size distribution were determined by the same method as in Example 1, and the alloy composition analysis was performed. Analysis (TMA) was performed.
- BET specific surface area of the silver alloy powder 2.41m 2 / g, a tap density of 3.0 g / cm 3, the oxygen content is 5.56 mass%, the carbon content was 0.13 wt%, The cumulative 10% particle diameter (D 10 ) was 0.6 ⁇ m, the cumulative 50% particle diameter (D 50 ) was 1.6 ⁇ m, and the cumulative 90% particle diameter (D 90 ) was 3.5 ⁇ m.
- the Ag content in the silver alloy powder was 30% by mass, and the Pb content was 64% by mass.
- the temperature at a shrinkage rate of 0.5% was 200 ° C.
- the temperature at a shrinkage rate of 1.0% was 229 ° C.
- the temperature at a shrinkage rate of 1.5% was 245 ° C.
- the BET specific surface area, tap density, oxygen content, carbon content and particle size distribution are determined by the same method as in Example 1, and the alloy composition analysis is performed, and the thermomechanical analysis is performed. (TMA) was performed.
- the BET specific surface area of the silver powder was 0.47 m 2 / g
- the tap density was 5.1 g / cm 3
- the oxygen content was 0.07 mass%
- the carbon content was 0.01 mass%
- The% particle size (D 10 ) was 0.7 ⁇ m
- the cumulative 50% particle size (D 50 ) was 2.1 ⁇ m
- the cumulative 90% particle size (D 90 ) was 4.1 ⁇ m.
- the Ag content in the silver powder was 100% by mass.
- the temperature when the shrinkage rate was 0.5% was 479 ° C.
- the temperature when the shrinkage rate was 1.0% was 490 ° C.
- the temperature when the shrinkage rate was 1.5% was 500 ° C.
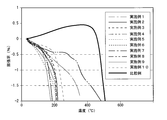
- Tables 1 to 3 show the production conditions and characteristics of the silver alloy powders of these examples and the silver powder of the comparative example. Further, FIG. 1 shows the relationship of the expansion coefficient with respect to temperature in the thermomechanical analysis (TMA) of the silver alloy powders of Examples 1 to 10 and the silver powder of the comparative example.
- TMA thermomechanical analysis
- the film was baked at a peak temperature of 780 ° C. and 820 ° C. (In-Out 21 seconds) in a high-speed baking IR furnace (a high-speed baking test 4-chamber furnace manufactured by NGK Co., Ltd.) to prepare a conductive film.
- a high-speed baking IR furnace a high-speed baking test 4-chamber furnace manufactured by NGK Co., Ltd.
- the silver powder of the comparative example had a film thickness of 23.4 ⁇ m and an electrical resistance of 1.39 ⁇ 10 ⁇ 1.
- the volume resistivity of 4.35 ⁇ 10 -6 ⁇ ⁇ cm, in the silver alloy powder of example 2 the film thickness 27.5, the electrical resistance 4.00 ⁇ 10 5 ⁇ , the volume resistivity of 1.47 ⁇ 10 1
- the film thickness was 28.6 ⁇ m
- the electric resistance was 4.39 ⁇ 10 3 ⁇
- the volume resistivity was 1.69 ⁇ 10 ⁇ 1 ⁇ ⁇ cm
- the silver alloy powder of Example 6 Then, the film thickness is 31.0 ⁇ m, the electric resistance is 4.04 ⁇ 10 1 ⁇ , the volume resistivity is 1.67 ⁇ 10 ⁇ 3 ⁇ ⁇ cm, and the tin powder is 20.7 ⁇ m in thickness and the electric resistance is 2.28 ⁇ 10 6.
- the silver alloy powder of Example 2 has a film thickness of 28.5 ⁇ m, electric resistance 5.40 ⁇ 10 4 ⁇ , volume resistivity 2.05 ⁇ 10 0 ⁇ ⁇ cm, silver alloy powder of Example 3, film thickness 29.0 ⁇ m, electrical resistance 1.40 ⁇ 10 4 ⁇ , volume resistivity 5.39 ⁇ 10 -1 ⁇ ⁇ cm, film thickness 30.6 ⁇ m, electric resistance 3.93 ⁇ 10 1 ⁇ , volume resistivity 1.61 ⁇ 10 ⁇ 3 ⁇ ⁇ cm for the silver alloy powder of Example 6, film for tin powder The thickness was 19.7 ⁇ m, the electric resistance was 4.78 ⁇ 10 6 ⁇ , and the volume resistivity was 1.26 ⁇ 10 2 ⁇ ⁇ cm.
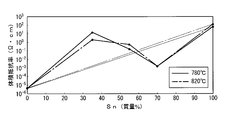
- the volume resistivity with respect to the content of tin in the metal powder used in these conductive films is shown in FIG.
- the silver alloy powder of Example 6 including 70% by mass of tin
- the silver alloy powder of Example 2 including 35% by mass of tin
- the volume resistivity is extremely low despite containing a large amount of tin (which has a lower electrical resistance than silver). Yes. From this result, it is understood that a conductive film having a low volume resistivity can be obtained by using a conductive paste containing an Ag—Sn alloy powder containing 65 to 75% by mass of tin.
- Silver alloy powders according to the present invention include electrodes for solar cells, internal electrodes for multilayer ceramic electronic components such as electronic components and multilayer ceramic inductors using low temperature fired ceramics (LTCC), and external electrodes for multilayer ceramic capacitors and multilayer ceramic inductors, etc. Can be used as a material for a fired conductive paste that is sintered at a low temperature.
- LTCC low temperature fired ceramics
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
Abstract
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020187019850A KR102574302B1 (ko) | 2015-12-28 | 2016-12-26 | 은 합금 분말 및 그의 제조 방법 |
| US16/065,834 US20190009341A1 (en) | 2015-12-28 | 2016-12-26 | Silver alloy powder and method for producing same |
| CN201680076654.XA CN108430671B (zh) | 2015-12-28 | 2016-12-26 | 银合金粉末及其制造方法 |
| EP16881442.4A EP3395474A4 (fr) | 2015-12-28 | 2016-12-26 | Poudre d'alliage d'argent et procédé pour la produire |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015256201 | 2015-12-28 | ||
| JP2015-256201 | 2015-12-28 | ||
| JP2016247325A JP6804286B2 (ja) | 2015-12-28 | 2016-12-21 | 銀合金粉末およびその製造方法 |
| JP2016-247325 | 2016-12-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017115462A1 true WO2017115462A1 (fr) | 2017-07-06 |
Family
ID=59225389
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/005220 Ceased WO2017115462A1 (fr) | 2015-12-28 | 2016-12-26 | Poudre d'alliage d'argent et procédé pour la produire |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2017115462A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3670701A1 (fr) * | 2018-12-19 | 2020-06-24 | Paris Sciences et Lettres - Quartier Latin | Procédé de conversion de dioxyde de carbone (co2) en co par une réaction d'électrolyse |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS586793A (ja) | 1981-07-03 | 1983-01-14 | Hitachi Ltd | ろう材 |
| JPS63125583A (ja) * | 1987-10-09 | 1988-05-28 | Matsushita Electric Ind Co Ltd | 導電性ペイント |
| JP2007084906A (ja) * | 2005-09-26 | 2007-04-05 | Fukuda Metal Foil & Powder Co Ltd | Ag系金属粉末及びCu系金属粉末並びにその製造方法 |
| WO2007072894A1 (fr) * | 2005-12-22 | 2007-06-28 | Namics Corporation | Pate conductrice thermodurcissable et composant en ceramique multicouche a electrode externe formee par emploi de cette pate conductrice thermodurcissable |
| JP2007263860A (ja) | 2006-03-29 | 2007-10-11 | Dowa Holdings Co Ltd | 粉体のタップ密度測定方法およびタップ密度測定装置 |
| WO2008111615A1 (fr) * | 2007-03-12 | 2008-09-18 | Senju Metal Industry Co., Ltd. | Matériau électroconducteur anisotrope |
| WO2009098938A1 (fr) * | 2008-02-06 | 2009-08-13 | Namics Corporation | Pâte conductrice thermodurcissable et composant électronique céramique stratifié possédant des électrodes extérieures formées en l'utilisant |
| JP2013107132A (ja) * | 2011-11-17 | 2013-06-06 | Samsung Electro-Mechanics Co Ltd | 鉛フリーはんだ合金及びその製造方法 |
| WO2013084683A1 (fr) * | 2011-12-07 | 2013-06-13 | 三井金属鉱業株式会社 | Poudre d'argent pour pâte conductrice d'électricité frittée |
| JP2014213337A (ja) * | 2013-04-24 | 2014-11-17 | 三井金属鉱業株式会社 | 半田合金 |
| WO2015083332A1 (fr) * | 2013-12-04 | 2015-06-11 | 京都エレックス株式会社 | Composition de pâte conductrice thermodurcie |
-
2016
- 2016-12-26 WO PCT/JP2016/005220 patent/WO2017115462A1/fr not_active Ceased
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS586793A (ja) | 1981-07-03 | 1983-01-14 | Hitachi Ltd | ろう材 |
| JPS63125583A (ja) * | 1987-10-09 | 1988-05-28 | Matsushita Electric Ind Co Ltd | 導電性ペイント |
| JP2007084906A (ja) * | 2005-09-26 | 2007-04-05 | Fukuda Metal Foil & Powder Co Ltd | Ag系金属粉末及びCu系金属粉末並びにその製造方法 |
| WO2007072894A1 (fr) * | 2005-12-22 | 2007-06-28 | Namics Corporation | Pate conductrice thermodurcissable et composant en ceramique multicouche a electrode externe formee par emploi de cette pate conductrice thermodurcissable |
| JP2007263860A (ja) | 2006-03-29 | 2007-10-11 | Dowa Holdings Co Ltd | 粉体のタップ密度測定方法およびタップ密度測定装置 |
| WO2008111615A1 (fr) * | 2007-03-12 | 2008-09-18 | Senju Metal Industry Co., Ltd. | Matériau électroconducteur anisotrope |
| WO2009098938A1 (fr) * | 2008-02-06 | 2009-08-13 | Namics Corporation | Pâte conductrice thermodurcissable et composant électronique céramique stratifié possédant des électrodes extérieures formées en l'utilisant |
| JP2013107132A (ja) * | 2011-11-17 | 2013-06-06 | Samsung Electro-Mechanics Co Ltd | 鉛フリーはんだ合金及びその製造方法 |
| WO2013084683A1 (fr) * | 2011-12-07 | 2013-06-13 | 三井金属鉱業株式会社 | Poudre d'argent pour pâte conductrice d'électricité frittée |
| JP2014213337A (ja) * | 2013-04-24 | 2014-11-17 | 三井金属鉱業株式会社 | 半田合金 |
| WO2015083332A1 (fr) * | 2013-12-04 | 2015-06-11 | 京都エレックス株式会社 | Composition de pâte conductrice thermodurcie |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3395474A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3670701A1 (fr) * | 2018-12-19 | 2020-06-24 | Paris Sciences et Lettres - Quartier Latin | Procédé de conversion de dioxyde de carbone (co2) en co par une réaction d'électrolyse |
| WO2020127821A1 (fr) * | 2018-12-19 | 2020-06-25 | Paris Sciences Et Lettres - Quartier Latin | Procédé de conversion de dioxyde de carbone (co2) en co par réaction d'électrolyse |
| JP2022515169A (ja) * | 2018-12-19 | 2022-02-17 | パリ シアンス エ レットル | 電解反応により二酸化炭素(co2)をcoに変換する方法 |
| US20220056602A1 (en) * | 2018-12-19 | 2022-02-24 | Paris Sciences Et Lettres | Method for Converting Carbon Dioxide (CO2) into CO by an Electrolysis Reaction |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7039126B2 (ja) | 銅粉およびその製造方法 | |
| TWI635051B (zh) | 銀-鉍粉末、導電性糊及導電膜 | |
| JP6804286B2 (ja) | 銀合金粉末およびその製造方法 | |
| JP7090511B2 (ja) | 銀粉およびその製造方法 | |
| US12049684B2 (en) | Copper powder and method for producing same | |
| JP7272834B2 (ja) | 銀粉およびその製造方法 | |
| JP7136970B2 (ja) | りんを含有する銀粉および該銀粉を含む導電性ペースト | |
| JP7084730B2 (ja) | 銀合金粉末およびその製造方法 | |
| CN106663493A (zh) | 含铜导电浆料和由含铜导电浆料制成的电极 | |
| JP6899275B2 (ja) | 銀合金粉末およびその製造方法 | |
| WO2017115462A1 (fr) | Poudre d'alliage d'argent et procédé pour la produire | |
| WO2016052373A1 (fr) | Poudre de cuivre | |
| TWI755565B (zh) | 銀粉及其製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16881442 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20187019850 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016881442 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2016881442 Country of ref document: EP Effective date: 20180725 |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 2016881442 Country of ref document: EP |