WO2017179393A1 - Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz, procédé de séparation de gaz, composition de membrane de séparation de gaz et procédé de production de membrane de séparation de gaz - Google Patents
Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz, procédé de séparation de gaz, composition de membrane de séparation de gaz et procédé de production de membrane de séparation de gaz Download PDFInfo
- Publication number
- WO2017179393A1 WO2017179393A1 PCT/JP2017/011917 JP2017011917W WO2017179393A1 WO 2017179393 A1 WO2017179393 A1 WO 2017179393A1 JP 2017011917 W JP2017011917 W JP 2017011917W WO 2017179393 A1 WO2017179393 A1 WO 2017179393A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- gas separation
- group
- formula
- separation membrane
- gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/58—Other polymers having nitrogen in the main chain, with or without oxygen or carbon only
- B01D71/62—Polycondensates having nitrogen-containing heterocyclic rings in the main chain
- B01D71/64—Polyimides; Polyamide-imides; Polyester-imides; Polyamide acids or similar polyimide precursors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/22—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by diffusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/10—Supported membranes; Membrane supports
- B01D69/107—Organic support material
- B01D69/1071—Woven, non-woven or net mesh
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1216—Three or more layers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G73/00—Macromolecular compounds obtained by reactions forming a linkage containing nitrogen with or without oxygen or carbon in the main chain of the macromolecule, not provided for in groups C08G12/00 - C08G71/00
- C08G73/06—Polycondensates having nitrogen-containing heterocyclic rings in the main chain of the macromolecule
- C08G73/10—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E50/00—Technologies for the production of fuel of non-fossil origin
- Y02E50/30—Fuel from waste, e.g. synthetic alcohol or diesel
Definitions
- the present invention relates to a gas separation membrane, a gas separation module, a gas separation device, a gas separation method, a composition for gas separation membrane, and a method for producing a gas separation membrane.
- a material composed of a polymer compound has gas permeability specific to each material. Based on the property, a desired gas component can be selectively permeated and separated by a membrane composed of a specific polymer compound.
- this gas separation membrane As an industrial utilization mode of this gas separation membrane, it is related to the problem of global warming, and it is separated and recovered from a large-scale carbon dioxide generation source in a thermal power plant and / or a cement plant, a steelworks blast furnace, etc. Is being considered. And this membrane separation technique attracts attention as a means for solving environmental problems that can be achieved with relatively small energy.
- natural gas or biogas biological waste, organic fertilizer, biodegradable substances, sewage, garbage, gas generated by fermentation and anaerobic digestion of energy crops
- biogas biological waste, organic fertilizer, biodegradable substances, sewage, garbage, gas generated by fermentation and anaerobic digestion of energy crops
- the membrane In the purification of natural gas using a membrane separation method, excellent gas permeability and gas separation selectivity are required in order to separate gas more efficiently. Further, in an actual plant, the membrane is plasticized due to the influence of impurity components (for example, benzene, toluene, xylene) present in natural gas, and this causes a problem of reduction in gas separation selectivity. Therefore, the gas separation membrane is also required to have plasticization resistance capable of continuously expressing desired gas separation selectivity even in the presence of the impurity component. In order to realize these, various membrane materials have been studied, and as part of this, gas separation membranes using polyimide compounds have been studied.
- impurity components for example, benzene, toluene, xylene
- Patent Document 1 describes a crosslinked product obtained by crosslinking a polyimide compound (6FDA-Durene) with a diamine (1,3-cyclohexanebis (methylamine) or ethylenediamine), and this crosslinked product is used for a gas separation membrane. And gas separation ability with excellent carbon dioxide / methane separation selectivity.
- Non-Patent Document 1 describes a cross-linked product obtained by cross-linking a polyimide compound (Matrimid) with a diamine (EDA (ethylene diamine) or HMDA (hexamethylene diamine)). / It is described that it exhibits gas separation ability with excellent methane separation selectivity.
- the gas separation layer In order to obtain a practical gas separation membrane, the gas separation layer must be made thin to ensure sufficient gas permeability, and a higher degree of gas separation selectivity must be realized.
- a method for thinning the gas separation layer there is a method in which a polymer compound such as a polyimide compound is made into an asymmetric membrane by a phase separation method, and a portion contributing to separation is made into a thin layer called a dense layer or a skin layer.
- a portion other than the dense layer is allowed to function as a support layer that bears the mechanical strength of the membrane.
- the gas separation layer responsible for the gas separation function and the support layer responsible for the mechanical strength are made of different materials, and the gas separation layer having gas separation ability is thinly formed on the gas permeable support layer.
- the form of the composite film formed in the above is also known.
- gas permeability and gas separation selectivity are in a so-called trade-off relationship. Therefore, by adjusting the copolymerization component of the polyimide compound used in the gas separation layer, either gas permeability or gas separation selectivity of the gas separation layer can be improved, but both characteristics are at a desired high level. It is difficult to achieve both.
- Polyimide compounds are generally inferior in plasticization resistance, and the gas separation performance tends to deteriorate in the presence of impurity components such as toluene.
- the gas separation layer is more easily affected and the swelling of the gas separation layer is promoted. Therefore, it has been difficult to achieve both gas permeability and plasticization resistance at a desired high level in a gas separation layer using a polyimide compound.
- the present invention can achieve gas permeability and gas separation selectivity at a desired high level, and also provides the above excellent separation membrane performance (gas permeability and separation selectivity) even in the presence of plasticizing impurities. It is an object to provide a gas separation membrane that can be continuously expressed. Another object of the present invention is to provide a gas separation module, a gas separation device, and a gas separation method using the gas separation membrane. Furthermore, this invention makes it a subject to provide the composition for gas separation membranes used for the said gas separation membrane, and the manufacturing method of the said gas separation membrane.
- the inventors of the present invention crosslinked a polyimide compound using a hydrophilic trifunctional or higher functional polyfunctional amine, and further set the degree of crosslinking to a specific range. It has been found that when such a crosslinked polyimide compound is used in a gas separation layer of a gas separation membrane, the gas separation membrane exhibits excellent gas permeability and excellent plasticization resistance.
- the present invention has been further studied and completed based on these findings.
- R a1 represents a tetravalent group represented by any of the following formulas (I-1) to (I-28).
- X 1 to X 3 represent a single bond or a divalent linking group
- L represents —CH ⁇ CH— or —CH 2 —
- R 1 and R 2 represent a hydrogen atom or a substituent
- * represents a formula ( 1) shows the binding site with the carbonyl group in L an, shows a n + 1 valent connecting group, n represents an integer of 2 or more.
- x represents the number of imide ring structures represented by the following formula x
- y represents the number of structures represented by the following y in which the imide ring is opened by an amine.
- R a1 has the same meaning as in the above formula (1)
- * represents a bonding site with the residue of the polyimide compound.
- a gas separation module comprising the gas separation membrane according to any one of [7].
- a gas separation apparatus comprising the gas separation module according to [9].
- R a1 represents a tetravalent group represented by any of the following formulas (I-1) to (I-28).
- X 1 to X 3 represent a single bond or a divalent linking group
- L represents —CH ⁇ CH— or —CH 2 —
- R 1 and R 2 represent a hydrogen atom or a substituent
- * represents a formula ( 3) shows the binding site with the carbonyl group in it.
- Lan represents an n + 1 valent linking group
- n is an integer of 2 or more.
- a method for producing a gas separation membrane comprising a step of applying the composition for gas separation membrane according to [13] and a step of drying the applied composition for gas separation membrane.
- the manufacturing method of a gas separation membrane which immerses the film
- R a1 represents a tetravalent group represented by any of the following formulas (I-1) to (I-28).
- X 1 ⁇ X 3 represents a single bond or a divalent linking group
- * the formula ( 3) shows the binding site with the carbonyl group in it.
- Lan represents an n + 1 valent linking group
- n is an integer of 2 or more.
- the polyfunctional amine refers to a compound having three or more amino groups.
- the numerical value range represented by “to” means that the numerical values described before and after the numerical value range are included as a lower limit value and an upper limit value.
- substituents when there are a plurality of substituents and linking groups (hereinafter also referred to as substituents) indicated by specific symbols, or when a plurality of substituents are specified simultaneously or alternatively, each substituent It means that the groups may be the same or different from each other. The same applies to the definition of the number of substituents. Further, when there are repetitions of a plurality of partial structures represented by the same indication in the formula, each partial structure or repeating unit may be the same or different.
- the gas separation membrane, gas separation module, and gas separation apparatus of the present invention can realize both gas permeability and gas separation selectivity at a high level even when used under high pressure conditions. Gas separation with excellent plasticization resistance.
- gas separation method of the present invention gas can be separated with excellent gas permeability and excellent gas separation selectivity even under high pressure conditions, high speed, high selectivity, and resistance to plasticization. In addition, excellent gas separation is possible.
- the composition for gas separation membrane and the method for producing a gas separation membrane of the present invention gas can be separated with excellent gas permeability and excellent gas separation selectivity even under high pressure conditions. A gas separation membrane capable of high-speed and high-selectivity gas separation and having excellent plasticization resistance can be obtained.
- the gas separation membrane of the present invention contains a specific crosslinked polyimide compound in the gas separation layer.
- Crosslinked polyimide compound contains at least a structural unit represented by the following formula (1).
- R a1 represents a tetravalent group represented by any of the following formulas (I-1) to (I-28).
- X 1 to X 3 each independently represents a single bond or a divalent linking group
- L represents —CH ⁇ CH— or —CH 2 —
- R 1 and R 2 each independently represents a hydrogen atom or a substituent.
- * Indicates a binding site with the carbonyl group in formula (1).
- R is preferably a group represented by the formula (I-1), (I-2) or (I-4), more preferably a group represented by (I-1) or (I-4).
- a group represented by (I-1) is particularly preferable.
- X 1 to X 3 represent a single bond or a divalent linking group.
- the divalent linking group —C (R x ) 2 — (R x represents a hydrogen atom or a substituent. When R x is a substituent, they may be linked to each other to form a ring), —O—, —SO 2 —, —C ( ⁇ O) —, —S—, —NR Y — (R Y represents a hydrogen atom, an alkyl group (preferably a methyl group or an ethyl group) or an aryl group (preferably a phenyl group).
- R x represents a substituent
- specific examples thereof include a group selected from the substituent group Z described below, and among them, an alkyl group (preferable range is synonymous with the alkyl group shown in the substituent group Z described later).
- an alkyl group having a halogen atom as a substituent is more preferable, and trifluoromethyl is particularly preferable.
- X 3 is connected to one of the two carbon atoms described on the left side and one of the two carbon atoms described on the right side thereof.
- L represents —CH ⁇ CH— or —CH 2. -Is shown.
- the plurality of L in (I-23) may be the same or different.
- R 1 and R 2 each independently represent a hydrogen atom or a substituent.
- substituent include a group selected from the substituent group Z described later.
- R 1 and R 2 may be bonded to each other to form a ring.
- R 1 and R 2 are preferably a hydrogen atom or an alkyl group, more preferably a hydrogen atom, a methyl group or an ethyl group, and even more preferably a hydrogen atom.
- the carbon atoms shown in the formulas (I-1) to (I-28) may further have a substituent.
- substituents include groups selected from the substituent group Z described later, and among them, an alkyl group or an aryl group is preferable.
- Lan represents an (n + 1) -valent linking group, specifically, an aliphatic group (preferably having 5 to 35 carbon atoms, more preferably 10 to 30 carbon atoms), an aromatic group (preferably having 8 to 35 carbon atoms). More preferably, it has 10 to 30 carbon atoms.
- Lan preferably contains a hetero atom, and more preferably a nitrogen atom as the hetero atom.
- N is an integer of 2 or more, preferably 3-10.
- the structural unit represented by the above formula (1) is a structural unit represented by the following formula (2).
- R a1 and n have the same meaning as in formula (1).
- L a represents a n + 1 valent connecting group, specifically, an aliphatic group, an aromatic group.
- L a preferably contains a hetero atom, and more preferably a nitrogen atom as the hetero atom.
- L b and L bn each independently represent a divalent aliphatic group, and preferred examples include an ethylene group and a propylene group.
- L b and L bn are particularly preferably each independently an ethylene group.
- L b and L bn each independently have 2 or more carbon atoms, and preferably each independently 2 to 5.
- the ring opening rate of the imide ring represented by the following formula ⁇ y / (x + y) ⁇ with an amine is preferably less than 50%, more preferably less than 40%, and even more preferably less than 35%.
- x represents the number of imide ring structures represented by the following formula x
- y represents the number of structures represented by the following y in which the imide ring is opened by an amine. This lower limit is not particularly limited, and is usually 10% or more, preferably 15% or more, and more preferably 20% or more.
- the imide ring opening rate can be determined as follows. An infrared absorption spectrum is measured for a film prepared by adding a polyfunctional amine (transmission method).
- the peak area around 1760 ⁇ 1800 cm -1 Request divided by the peak area in the vicinity of 680 ⁇ 770 cm -1.
- the imide ring residual ratio is obtained.
- a value obtained by subtracting the imide ring residual rate (%) from 100% is the imide ring opening rate.
- R a1 has the same meaning as in the above formula (1), and * represents a bonding site with the residue of the polyimide compound.
- composition for gas separation membranes of this invention contains at least the polyimide compound containing the structural unit represented by following formula (3), and the polyfunctional amine represented by following formula (4).
- R a1 has the same meaning as R a1 in formula (1).
- L an,, n has the same meaning as L an,, n in the formula (1).
- the content of the polyfunctional amine represented by the above formula (4) is changed to that of the polyimide compound containing the structural unit represented by the above formula (3).
- the content is preferably 5 to 60 mol, more preferably 10 to 55 mol, and still more preferably 15 to 45 mol with respect to the content of 100 mol.
- the CLogP value of the structure represented by Formula (4) is 0.5 or less.
- the CLogP value may be a minus ( ⁇ ) value.
- the CLogP value is preferably ⁇ 1.0 or more.
- the CLogP value can be calculated by, for example, ChemBioDrawDUltra (trade name).
- the repeating unit constituting the cross-linked polyimide compound used in the present invention has a suitable rigid structure by cross-linking the polyimide compound using a polyfunctional amine having three or more hydrophilic functions and further adjusting the degree of cross-linking.
- a crosslinked polyimide compound is used for a gas separation layer, it is possible to realize both gas separation selectivity and gas permeability at a high level, and excellent plasticization resistance.
- the polyimide compound used in the present invention is a structural unit other than the structural unit represented by the above formula (1), for example, the following formula (II-a) or (II It may have a structural unit represented by -b).
- R has the same meaning as R a1 in formula (1), and the preferred form is also the same.
- R 4 to R 6 represent a substituent. Examples of the substituent include a group selected from the substituent group Z described later.
- R 4 is preferably an alkyl group, a carboxy group, or a halogen atom.
- L1 indicating the number of R 4 is an integer of 0 to 4.
- R 4 is an alkyl group, preferably l1 is 1-4, more preferably 2-4, even more preferably 3 or 4.
- R 4 is a carboxy group
- l1 is preferably 1 to 2, more preferably 1.
- R 4 is an alkyl group
- the alkyl group preferably has 1 to 10 carbon atoms, more preferably 1 to 5 carbon atoms, still more preferably 1 to 3 carbon atoms, and particularly preferably methyl, Ethyl or trifluoromethyl.
- the two linking sites are preferably located at the meta position or the para position.
- the structural unit represented by the formula (II-a) does not include the structural unit included in the structural unit represented by the formula (1).
- R 5 and R 6 preferably represent an alkyl group or a halogen atom, or represent a group which is linked to each other to form a ring together with X 4 .
- a form in which two R 5 are connected to form a ring, and a form in which two R 6 are connected to form a ring are also preferable.
- the structure in which R 5 and R 6 are linked is not particularly limited, but a ring is preferably formed by a single bond, —O— or —S— as a linking group.
- M1 and n1 representing the number of R 5 and R 6 are integers of 0 to 4, preferably 1 to 4, more preferably 2 to 4, and still more preferably 3 or 4.
- the alkyl group preferably has 1 to 10 carbon atoms, more preferably 1 to 5 carbon atoms, still more preferably 1 to 3 carbon atoms, and particularly preferably Is methyl, ethyl or trifluoromethyl.
- the two linking sites are mutually metastable with respect to the X 4 linking site. It is preferably located at the position or para position.
- X 4 represents a single bond or a divalent linking group.
- the divalent linking group that X 4 can take is the same as X 1 to X 3 in the above formulas (I-1), (I-9), and (I-18), and the preferred embodiments thereof are also the same. is there.
- the structural unit represented by the above formula (1) and the above formula (II-a) which is a structural unit other than the structural unit represented by the above formula (1).
- the proportion of the molar amount of the structural unit represented by the formula (1) in the total molar amount of the structural unit represented by the structural unit represented by the formula (II-b) is 10 to 100 mol%. It is preferably 50 to 100 mol%, more preferably 70 to 100 mol%, still more preferably 80 to 100 mol%, and particularly preferably 90 to 100 mol%.
- the structural unit represented by the above formula (1), the structural unit represented by the above formula (II-a) which is a structural unit other than the structural unit represented by the above formula (1), and the above formula (II) The proportion of the molar amount of the structural unit represented by the formula (1) in the total molar amount with the structural unit represented by -b) is 100 mol%. This means that neither the structural unit represented by the above formula (II-a) nor the structural unit represented by the above formula (II-b) is a structural unit other than the structural unit represented by
- the polyimide compound used in the present invention is composed of the structural unit represented by the above formula (1) or, when having a structural unit other than the structural unit represented by the above formula (1), the above formula (1)
- the remainder other than the structural unit represented by formula (II) is preferably composed of the structural unit represented by the formula (II-a) or the formula (II-b).
- “consisting of a structural unit represented by the above formula (II-a) or (II-b)” means an embodiment comprising the structural unit represented by the above formula (II-a), the above formula 3 of an embodiment comprising a structural unit represented by (II-b) and an embodiment comprising a structural unit represented by formula (II-a) and a structural unit represented by formula (II-b). It is meant to include one embodiment.
- substituent group Z examples include the following substituent group Z.
- An aryloxy group preferably an aryloxy group having 6 to 30 carbon atoms, more preferably 6 to 20 carbon atoms, particularly preferably 6 to 12 carbon atoms, such as phenyloxy, 1-naphthyloxy, 2-naphthyloxy, etc.
- a heterocyclic oxy group preferably a heterocyclic oxy group having 1 to 30 carbon atoms, more preferably 1 to 20 carbon atoms, particularly preferably 1 to 12 carbon atoms, such as pyridyloxy, pyrazyloxy, Pyrimidyloxy, quinolyloxy, etc.
- An acyl group (preferably an acyl group having 1 to 30 carbon atoms, more preferably 1 to 20 carbon atoms, particularly preferably 1 to 12 carbon atoms, such as acetyl, benzoyl, formyl, pivaloyl, etc.), alkoxy A carbonyl group (preferably an alkoxycarbonyl group having 2 to 30 carbon atoms, more preferably 2 to 20 carbon atoms, particularly preferably 2 to 12 carbon atoms, such as methoxycarbonyl, ethoxycarbonyl, etc.), aryloxy A carbonyl group (preferably an aryloxycarbonyl group having 7 to 30 carbon atoms, more preferably 7 to 20 carbon atoms, particularly preferably 7 to 12 carbon atoms, such as phenyloxycarbonyl), an acyloxy group ( Preferably 2-30 carbon atoms, more preferably 2-20 carbon atoms, especially Preferably, it is an acyloxy group having 2 to 10 carbon atoms, such as acet
- alkoxycarbonylamino group preferably an alkoxycarbonylamino group having 2 to 30 carbon atoms, more preferably 2 to 20 carbon atoms, particularly preferably 2 to 12 carbon atoms, such as methoxycarbonylamino
- aryl Oxycarbonylamino group preferably an aryloxycarbonylamino group having 7 to 30 carbon atoms, more preferably 7 to 20 carbon atoms, particularly preferably 7 to 12 carbon atoms, and examples thereof include phenyloxycarbonylamino group
- a sulfonylamino group preferably having 1 to 30 carbon atoms, more preferably 1 to 20 carbon atoms, particularly preferably 1 to 12 carbon atoms, such as methanesulfonylamino, benzenesulfonylamino, etc.
- a sulfamoyl group Preferably 0-30 carbon atoms, more preferred 0 to 20 carbon atoms, particularly preferably a sulfam
- An alkylthio group preferably an alkylthio group having 1 to 30 carbon atoms, more preferably 1 to 20 carbon atoms, particularly preferably 1 to 12 carbon atoms, such as methylthio and ethylthio
- an arylthio group preferably An arylthio group having 6 to 30 carbon atoms, more preferably 6 to 20 carbon atoms, particularly preferably 6 to 12 carbon atoms, such as phenylthio, and a heterocyclic thio group (preferably having 1 to 30 carbon atoms).
- heterocyclic thio group having 1 to 20 carbon atoms, particularly preferably 1 to 12 carbon atoms, such as pyridylthio, 2-benzimidazolylthio, 2-benzoxazolylthio, 2-benzthiazolylthio and the like.
- a sulfonyl group (preferably a sulfonyl group having 1 to 30 carbon atoms, more preferably 1 to 20 carbon atoms, particularly preferably 1 to 12 carbon atoms, such as mesyl, tosyl, etc.), a sulfinyl group (preferably A sulfinyl group having 1 to 30 carbon atoms, more preferably 1 to 20 carbon atoms, particularly preferably 1 to 12 carbon atoms, such as methanesulfinyl, benzenesulfinyl, etc.), ureido group (preferably having 1 carbon atom) -30, more preferably a ureido group having 1 to 20 carbon atoms, particularly preferably 1 to 12 carbon atoms, such as ureido, methylureido, phenylureido, etc.), a phosphoramide group (preferably having a carbon number) A phosphoric acid amide group having 1 to 30, more preferably 1 to 20 carbon
- the heteroatom may be a heterocycle, and examples of the heteroatom constituting the heterocycle include a nitrogen atom, an oxygen atom and a sulfur atom, preferably 0 to 30 carbon atoms, more preferably a heterocycle having 1 to 12 carbon atoms.
- Examples thereof include trimethylsilyl and triphenylsilyl), silyloxy groups (preferably silyloxy groups having 3 to 40 carbon atoms, more preferably 3 to 30 carbon atoms, and particularly preferably 3 to 24 carbon atoms.
- substituents may be further substituted with any one or more substituents selected from the above substituent group Z.
- substituents when one structural site has a plurality of substituents, these substituents are connected to each other to form a ring, or condensed with a part or all of the above structural sites to form an aromatic group. A ring or an unsaturated heterocyclic ring may be formed.
- the compound or substituent includes an alkyl group, an alkenyl group, etc.
- these may be linear or branched, and may be substituted or unsubstituted.
- an aryl group, a heterocyclic group, or the like may be monocyclic or condensed, and may be substituted or unsubstituted.
- substituent group Z when the name of each group is only described ( For example, when only “alkyl group” is described), preferred ranges and specific examples of the corresponding group in the substituent group Z are applied.
- the molecular weight of the polyimide compound before crosslinking used in the present invention is preferably 5,000 to 1,000,000 as a weight average molecular weight, more preferably 8,000 to 500,000, still more preferably 10, 000-200,000. Since the polyimide compound after crosslinking is insoluble in the solvent, the molecular weight cannot be measured.
- the molecular weight and the dispersity are values measured using a GPC (gel filtration chromatography) method, and the molecular weight is a weight average molecular weight in terms of polystyrene.
- the gel packed in the column used in the GPC method is preferably a gel having an aromatic compound as a repeating unit, and examples thereof include a gel made of a styrene-divinylbenzene copolymer. Two to six columns are preferably connected and used.
- the solvent used include ether solvents such as tetrahydrofuran and amide solvents such as N-methylpyrrolidinone.
- the measurement is preferably performed at a solvent flow rate in the range of 0.1 to 2 mL / min, and most preferably in the range of 0.5 to 1.5 mL / min. By performing the measurement within this range, the apparatus is not loaded and the measurement can be performed more efficiently.
- the measurement temperature is preferably 10 to 50 ° C, most preferably 20 to 40 ° C. Note that the column and carrier to be used can be appropriately selected according to the physical properties of the polymer compound that is symmetrical to the measurement.
- the polyimide compound used in the present invention can be synthesized by condensation polymerization of a bifunctional acid anhydride having a specific structure (tetracarboxylic dianhydride) and a diamine having a specific structure.
- a general book for example, edited by Ikuo Imai and Rikio Yokota, “Latest Polyimide: Fundamentals and Applications”, NTS Corporation, August 25, 2010, p. 3 to 49) , Etc.
- At least one tetracarboxylic dianhydride as one raw material is represented by the following formula (IV). All of the tetracarboxylic dianhydrides used as raw materials are preferably represented by the following formula (IV).
- R has the same meaning as R a1 in the above formula (1).
- tetracarboxylic dianhydrides that can be used in the present invention include the following.
- a diamine compound represented by the following formula (VII-a) or the following formula (VII-b) may be used as at least one of the other diamine compounds.
- R 4 and l1 are each the same meaning as R 4 and l1 in the formula (II-a), a preferred form also the same.
- R 5 , R 6, X 4, m1 and n1 are respectively synonymous with R 5, R 6, X 4 , m1 and n1 in the formula (II-b), the preferred form Is the same.
- diamine compound represented by the formula (VII-a) or (VII-b) for example, those shown below can be used.
- the monomer represented by the above formula (IV) and the monomer represented by the above formula (VII-a) or (VII-b) may be used in advance as an oligomer or a prepolymer.
- the polyimide compound used in the present invention may be any of a block copolymer, a random copolymer, and a graft copolymer.
- the polyimide compound used in the present invention can be obtained by mixing each of the above raw materials in a solvent and performing condensation polymerization by a conventional method as described above.
- the solvent is not particularly limited, but ester organic solvents such as methyl acetate, ethyl acetate, and butyl acetate; aliphatics such as acetone, methyl ethyl ketone, methyl isobutyl ketone, diacetone alcohol, cyclopentanone, and cyclohexanone.
- Ketone-based organic solvents such as ethylene glycol dimethyl ether, dibutyl ether, tetrahydrofuran, methylcyclopentyl ether, dioxane, and amide-based organic solvents such as N-methylpyrrolidone, 2-pyrrolidone, dimethylformamide, dimethylimidazolidinone, and dimethylacetamide
- amide-based organic solvents such as N-methylpyrrolidone, 2-pyrrolidone, dimethylformamide, dimethylimidazolidinone, and dimethylacetamide
- the solvent include sulfur-containing organic solvents such as dimethyl sulfoxide and sulfolane. These organic solvents are appropriately selected as long as it is possible to dissolve tetracarboxylic dianhydride as a reaction substrate, diamine compound, polyamic acid as a reaction intermediate, and polyimide compound as a final product.
- ester type preferably butyl acetate
- aliphatic ketone type preferably methyl ethyl ketone, methyl isobutyl ketone, diacetone alcohol, cyclopentanone, cyclohexanone
- ether type diethylene glycol monomethyl ether, methyl cyclopentyl ether
- amide Solvents based on systems preferably N-methylpyrrolidone
- sulfur-based systems dimethyl sulfoxide, sulfolane
- the polymerization reaction temperature is not particularly limited, and a temperature that can be usually employed in the synthesis of a polyimide compound can be employed. Specifically, it is preferably ⁇ 50 to 250 ° C., more preferably ⁇ 25 to 225 ° C., still more preferably 0 ° C. to 200 ° C., and particularly preferably 20 ° C. to 190 ° C.
- a polyimide compound is obtained by imidizing the polyamic acid produced by the above polymerization reaction by a dehydration ring-closing reaction in the molecule.
- a method for dehydrating and ring-closing a general book (for example, Ikuo Imai, edited by Rikio Yokota, “Latest Polyimide: Fundamentals and Applications”), NTS Corporation, August 25, 2010, p. 3 to 49, etc.) can be referred to.
- acetic anhydride or dicyclohexyl is heated in the presence of a basic catalyst such as pyridine, triethylamine or DBU by heating to 120 ° C to 200 ° C for reaction while removing by-product water out of the system.
- a technique such as so-called chemical imidization using a dehydration condensing agent such as carbodiimide and triphenyl phosphite is preferably used.
- the total concentration of tetracarboxylic dianhydride and diamine compound in the polymerization reaction solution of the polyimide compound is not particularly limited, but is preferably 5 to 70% by mass, more preferably 5 to 50% by mass. And more preferably 5 to 30% by mass.
- Preferred examples of the crosslinked polyimide compound represented by the formula (1) used in the present invention are as follows. Hereinafter, the polyimide compound before cross-linking will be described. However, the present invention is not limited to these.
- Preferred examples of the polyfunctional amine represented by the formula (4) used in the present invention are as follows. However, the present invention is not limited to these.
- FIG. 1 is a longitudinal sectional view schematically showing a gas separation composite membrane 10 which is a preferred embodiment of the present invention.
- FIG. 1 is a gas separation layer
- 2 is a support layer which consists of a porous layer.
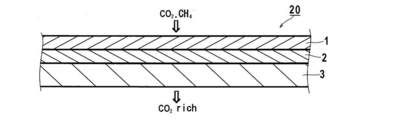
- FIG. 2 is a cross-sectional view schematically showing a gas separation composite membrane 20 which is another preferred embodiment of the present invention.
- a nonwoven fabric layer 3 is added as a support layer in addition to the gas separation layer 1 and the porous layer 2.
- 1 and 2 show an embodiment in which carbon dioxide is selectively permeated from a mixed gas of carbon dioxide and methane to make the permeated gas rich in carbon dioxide.
- upper support layer means that another layer may be interposed between the support layer and the gas separation layer.
- the side to which the gas to be separated is supplied is “upper”, and the side from which the separated gas is released is “lower”.
- a gas separation layer may be formed or disposed on the surface or inner surface of a porous support (support layer). be able to.
- a gas separation layer By forming a gas separation layer on at least the surface of the porous support, a composite membrane having the advantages of having both high separation selectivity, high gas permeability, and mechanical strength can be obtained.
- the thickness of the separation layer is preferably a thin film as much as possible under the condition of imparting high gas permeability while maintaining mechanical strength and separation selectivity.
- the thickness of the gas separation layer is not particularly limited.
- the thickness of the gas separation layer is preferably from 0.01 to 5.0 ⁇ m, and more preferably from 0.05 to 2.0 ⁇ m.
- the porous support (porous layer) preferably applied to the support layer is not particularly limited as long as it has the purpose of meeting mechanical strength and imparting high gas permeability. It may be a material.
- An organic polymer porous film is preferable, and the thickness thereof is 1 to 3000 ⁇ m, preferably 5 to 500 ⁇ m, and more preferably 5 to 150 ⁇ m.
- the pore structure of this porous membrane usually has an average pore diameter of 10 ⁇ m or less, preferably 0.5 ⁇ m or less, more preferably 0.2 ⁇ m or less.
- the porosity is preferably 20 to 90%, more preferably 30 to 80%.
- the support layer has “gas permeability” means that carbon dioxide is supplied to the support layer (a film composed of only the support layer) at a temperature of 40 ° C. with a total pressure of 5 MPa on the gas supply side. This means that the permeation rate of carbon dioxide is 1 ⁇ 10 ⁇ 5 cm 3 (STP) / cm 2 ⁇ sec ⁇ cmHg (10 GPU) or more. Further, the gas permeability of the support layer is such that when carbon dioxide is supplied at a temperature of 40 ° C.
- the carbon dioxide permeation rate is 3 ⁇ 10 ⁇ 5 cm 3 (STP) / It is preferably cm 2 ⁇ sec ⁇ cmHg (30 GPU) or more, more preferably 100 GPU or more, and further preferably 200 GPU or more.
- porous membrane materials include conventionally known polymers such as polyolefin resins such as polyethylene and polypropylene, fluorine-containing resins such as polytetrafluoroethylene, polyvinyl fluoride, and polyvinylidene fluoride, polystyrene, cellulose acetate, and polyurethane.
- the shape of the porous membrane may be any shape such as a flat plate shape, a spiral shape, a tubular shape, and a hollow fiber shape.
- a support is formed to further impart mechanical strength to the lower part of the support layer forming the gas separation layer.
- a support include woven fabrics, nonwoven fabrics, nets, and the like, but nonwoven fabrics are preferably used in terms of film forming properties and cost.
- the nonwoven fabric fibers made of polyester, polypropylene, polyacrylonitrile, polyethylene, polyamide or the like may be used alone or in combination.
- the nonwoven fabric can be produced, for example, by making a main fiber and a binder fiber uniformly dispersed in water using a circular net or a long net, and drying with a dryer.
- it is also preferable to apply a heat treatment by sandwiching a non-woven fabric between two rolls for the purpose of removing fluff and improving mechanical properties.
- a gas separation layer is formed by having a step of applying a coating liquid containing the polyimide compound on a support and a step of drying the coating liquid.
- the manufacturing method including is preferable.
- the content of the polyimide compound in the coating solution is not particularly limited, but is preferably 0.1 to 30% by mass, and more preferably 0.5 to 10% by mass. Increasing the content of the polyimide compound is preferable from the viewpoint of suppressing the occurrence of defects in the surface layer that easily penetrates into the lower layer and contributes to separation when the film is formed on the porous support.
- the gas separation membrane of the present invention can be appropriately produced by adjusting the molecular weight, structure, composition, and solution viscosity of the polymer in the separation layer.
- the organic solvent used as a medium for the coating solution is not particularly limited, but is a hydrocarbon organic solvent such as n-hexane or n-heptane, an ester organic solvent such as methyl acetate, ethyl acetate or butyl acetate, Lower alcohols such as methanol, ethanol, n-propanol, isopropanol, n-butanol, isobutanol and tert-butanol, aliphatic ketones such as acetone, methyl ethyl ketone, methyl isobutyl ketone, diacetone alcohol, cyclopentanone and cyclohexanone, ethylene glycol , Diethylene glycol, triethylene glycol, glycerin, propylene glycol, ethylene glycol monomethyl or monoethyl ether, propylene glycol methyl ether, dipropylene glycol methyl ether, tri Ether-based organics such as propylene glyco
- organic solvents are appropriately selected as long as they do not adversely affect the substrate, such as ester-based (preferably butyl acetate), alcohol-based (preferably methanol, ethanol, isopropanol). , Isobutanol), aliphatic ketones (preferably methyl ethyl ketone, methyl isobutyl ketone, diacetone alcohol, cyclopentanone, cyclohexanone) and ethers (ethylene glycol, diethylene glycol monomethyl ether, methyl cyclopentyl ether) are more preferable. Aliphatic ketone, alcohol and ether solvents. Moreover, these can be used combining 1 type (s) or 2 or more types of solvent.
- Drying is not particularly limited, but the drying temperature is preferably 20 to 100 ° C, more preferably 25 to 60 ° C.
- this invention relates to the composition for gas separation membranes containing the polyimide compound containing the structural unit represented by the said Formula (3), and the monofunctional amine represented by the said Formula (4).
- Other components that may be added to the composition include the above solvent (solvent).
- the present invention also provides a gas separation membrane in which a membrane containing a polyimide compound containing a structural unit represented by the above formula (3) is immersed in a solution containing a monofunctional amine represented by the above formula (4). It relates to the manufacturing method.
- an organic solvent is preferable, and examples thereof include ketones, alcohols, and ethers. More preferred are ketones and alcohols.
- the ketone include acetone, methyl ethyl ketone, and methyl isobutyl ketone.
- Specific examples of the alcohol include methanol, ethanol, and isopropanol.
- the concentration of the monofunctional amine is preferably 1 to 50% by mass and more preferably 1 to 40% by mass in 100% by mass of the solution containing the monofunctional amine.
- the temperature of the immersion liquid is preferably not higher than the boiling point of the solvent, and more preferably 10 to 100 ° C.
- the immersion time is preferably 10 seconds to 24 hours, more preferably 1 minute to 10 hours. After immersion, it is preferable to wash with the above solvent.
- the drying is not particularly limited, but the drying temperature is preferably 20 to 100 ° C, more preferably 40 to 80 ° C.
- another layer may exist between the support layer and the gas separation layer.
- a preferred example of the other layer is a siloxane compound layer.
- the siloxane compound layer By providing the siloxane compound layer, the unevenness on the outermost surface of the support can be smoothed, and the separation layer can be easily thinned.
- the other layer between a support layer and a gas separation layer is also called a smooth layer.
- the siloxane compound forming the siloxane compound layer include those having a main chain made of polysiloxane and compounds having a siloxane structure and a non-siloxane structure in the main chain.
- the term “siloxane compound” means an organopolysiloxane compound unless otherwise specified.
- siloxane compound having a main chain made of polysiloxane examples include one or more polyorganosiloxanes represented by the following formula (1) or (2). Moreover, these polyorganosiloxanes may form a crosslinking reaction product.
- a cross-linking reaction for example, a compound represented by the following formula (1) is crosslinked by a polysiloxane compound having a group capable of linking by reacting with the reactive group X S of the formula (1) at both ends The compound of the form is mentioned.
- R S is a non-reactive group and is an alkyl group (preferably an alkyl group having 1 to 18 carbon atoms, more preferably an alkyl group having 1 to 12 carbon atoms) or an aryl group (preferably having 6 to 6 carbon atoms). 15, more preferably an aryl group having 6 to 12 carbon atoms, and still more preferably phenyl).
- X S is a reactive group, and is selected from a hydrogen atom, a halogen atom, a vinyl group, a hydroxy group, and a substituted alkyl group (preferably an alkyl group having 1 to 18 carbon atoms, more preferably an alkyl group having 1 to 12 carbon atoms). It is preferably a group.
- Y S and Z S are the above R S or X S.
- m is a number of 1 or more, preferably 1 to 100,000.
- n is a number of 0 or more, preferably 0 to 100,000.
- X S, Y S, Z S, R S, m and n are X S of each formula (1), Y S, Z S, R S, and m and n synonymous.
- non-reactive group R S when the non-reactive group R S is an alkyl group, examples of the alkyl group include methyl, ethyl, hexyl, octyl, decyl, and octadecyl. .
- examples of the fluoroalkyl group include —CH 2 CH 2 CF 3 and —CH 2 CH 2 C 6 F 13 .
- examples of the alkyl group include a hydroxyalkyl group having 1 to 18 carbon atoms and an aminoalkyl group having 1 to 18 carbon atoms.
- the number of carbon atoms of the alkyl group constituting the hydroxyalkyl group is preferably an integer of 1 to 10, for example, —CH 2 CH 2 CH 2 OH.
- the number of carbon atoms in the alkyl group constituting the aminoalkyl group is preferably an integer of 1 to 10, for example, —CH 2 CH 2 CH 2 NH 2 .
- the number of carbon atoms of the alkyl group constituting the carboxyalkyl group is preferably an integer of 1 to 10, and examples thereof include —CH 2 CH 2 CH 2 COOH.
- the alkyl group constituting the chloroalkyl group preferably has an integer of 1 to 10, and a preferred example is —CH 2 Cl.
- a preferable carbon number of the alkyl group constituting the glycidoxyalkyl group is an integer of 1 to 10, and a preferred example is 3-glycidyloxypropyl.
- the preferable number of carbon atoms of the epoxy cyclohexyl alkyl group having 7 to 16 carbon atoms is an integer of 8 to 12.
- a preferable carbon number of the (1-oxacyclobutan-3-yl) alkyl group having 4 to 18 carbon atoms is an integer of 4 to 10.
- a preferable carbon number of the alkyl group constituting the methacryloxyalkyl group is an integer of 1 to 10, and examples thereof include —CH 2 CH 2 CH 2 —OOC—C (CH 3 ) ⁇ CH 2 .
- a preferable carbon number of the alkyl group constituting the mercaptoalkyl group is an integer of 1 to 10, and examples thereof include —CH 2 CH 2 CH 2 SH.
- m and n are preferably numbers that give a molecular weight of 5,000 to 1,000,000 of the compound.
- a reactive group-containing siloxane unit (wherein the number is a structural unit represented by n) and a siloxane unit having no reactive group (wherein the number is m)
- the distribution of the structural unit represented by That is, in the formulas (1) and (2), the (Si (R S ) (R S ) —O) units and the (Si (R S ) (X S ) —O) units may be randomly distributed. .
- R S, m and n are respectively the same as R S, m and n in formula (1).
- R L is —O— or —CH 2 —
- R S1 is a hydrogen atom or methyl. Both ends of the formula (3) are preferably an amino group, a hydroxyl group, a carboxy group, a trimethylsilyl group, an epoxy group, a vinyl group, a hydrogen atom, or a substituted alkyl group.
- n and n are synonymous with m and n in Formula (1), respectively.
- m and n have the same meanings as m and n in formula (1), respectively.
- m and n are synonymous with m and n in Formula (1), respectively. It is preferable that the both ends of Formula (6) have an amino group, a hydroxyl group, a carboxy group, a trimethylsilyl group, an epoxy group, a vinyl group, a hydrogen atom, or a substituted alkyl group bonded thereto.
- m and n are synonymous with m and n in formula (1), respectively. It is preferable that an amino group, a hydroxyl group, a carboxy group, a trimethylsilyl group, an epoxy, a vinyl group, a hydrogen atom, or a substituted alkyl group is bonded to both ends of the formula (7).
- the siloxane structural unit and the non-siloxane structural unit may be randomly distributed.
- the compound having a siloxane structure and a non-siloxane structure in the main chain preferably contains 50 mol% or more of siloxane structural units, more preferably 70 mol% or more, based on the total number of moles of all repeating structural units. .
- the weight average molecular weight of the siloxane compound used in the siloxane compound layer is preferably 5,000 to 1,000,000 from the viewpoint of achieving both a thin film and durability.
- the method for measuring the weight average molecular weight is as described above.
- siloxane compound constituting the siloxane compound layer include polydimethylsiloxane, polymethylphenylsiloxane, polydiphenylsiloxane, polysulfone / polyhydroxystyrene / polydimethylsiloxane copolymer, dimethylsiloxane / methylvinylsiloxane copolymer.
- Polymer dimethylsiloxane / diphenylsiloxane / methylvinylsiloxane copolymer, methyl-3,3,3-trifluoropropylsiloxane / methylvinylsiloxane copolymer, dimethylsiloxane / methylphenylsiloxane / methylvinylsiloxane copolymer, diphenyl Siloxane / dimethylsiloxane copolymer terminal vinyl, polydimethylsiloxane terminal vinyl, polydimethylsiloxane terminal H, and dimethylsiloxane / methyl
- hydro siloxane copolymer include the form which forms the cross-linking reaction product.
- the thickness of the siloxane compound layer is preferably from 0.01 to 5 ⁇ m, more preferably from 0.05 to 1 ⁇ m, from the viewpoint of smoothness and gas permeability.
- the gas permeability at 40 ° C. and 4 MPa of the siloxane compound layer is preferably 100 GPU or more, more preferably 300 GPU or more, and further preferably 1000 GPU or more in terms of carbon dioxide transmission rate.
- the gas separation membrane of the present invention may be an asymmetric membrane.
- the asymmetric membrane can be formed by a phase change method using a solution containing a polyimide compound.
- the phase inversion method is a known method for forming a film while bringing a polymer solution into contact with a coagulation liquid to cause phase conversion.
- a so-called dry / wet method is suitably used.
- the dry and wet method evaporates the solution on the surface of the polymer solution in the form of a film to form a thin dense layer, and then immerses it in a coagulation liquid (solvent that is compatible with the solvent of the polymer solution and the polymer is insoluble),
- a coagulation liquid solvent that is compatible with the solvent of the polymer solution and the polymer is insoluble
- the thickness of the surface layer contributing to gas separation called a dense layer or skin layer is not particularly limited.
- the thickness of the surface layer is preferably 0.01 to 5.0 ⁇ m and more preferably 0.05 to 1.0 ⁇ m from the viewpoint of imparting practical gas permeability.
- the porous layer below the dense layer lowers the gas permeability resistance and at the same time plays a role of imparting mechanical strength, and its thickness is particularly limited as long as it is self-supporting as an asymmetric membrane. It is not limited.
- This thickness is preferably 5 to 500 ⁇ m, more preferably 5 to 200 ⁇ m, and even more preferably 5 to 100 ⁇ m.
- the gas separation asymmetric membrane of the present invention may be a flat membrane or a hollow fiber membrane.
- the asymmetric hollow fiber membrane can be produced by a dry and wet spinning method.
- the dry-wet spinning method is a method for producing an asymmetric hollow fiber membrane by applying a dry-wet method to a polymer solution that is discharged from a spinning nozzle to have a hollow fiber-shaped target shape. More specifically, the polymer solution is discharged from a nozzle into a hollow fiber-shaped target shape, and after passing through an air or nitrogen gas atmosphere immediately after discharge, the polymer is not substantially dissolved and is compatible with the solvent of the polymer solution.
- an asymmetric structure is formed by immersing in a coagulating liquid containing, then dried, and further heat-treated as necessary to produce a separation membrane.
- the solution viscosity of the solution containing the polyimide compound discharged from the nozzle is 2 to 17000 Pa ⁇ s, preferably 10 to 1500 Pa ⁇ s, particularly preferably 20 to 1000 Pa ⁇ s at the discharge temperature (for example, 10 ° C.). It is preferable because a shape after discharge such as a thread shape can be stably obtained.
- the film is immersed in the primary coagulation liquid and solidified to such an extent that the shape of the hollow fiber or the like can be maintained, wound on a guide roll, and then immersed in the secondary coagulation liquid to fully saturate the entire film. It is preferable to solidify. It is efficient to dry the coagulated film after replacing the coagulating liquid with a solvent such as hydrocarbon.
- the heat treatment for drying is preferably performed at a temperature lower than the softening point or secondary transition point of the used polyimide compound.
- a siloxane compound layer may be provided on the gas separation layer as a protective layer in contact with the gas separation layer.
- the Si ratio before and after immersion in chloroform represented by the following formula (I) is preferably in the range of 0.6 to 1.0.
- Si ratio (Si-K ⁇ X-ray intensity after chloroform immersion) / (Si-K ⁇ X-ray intensity before chloroform immersion)
- a method for measuring the Si-K ⁇ X-ray intensity is described in, for example, Japanese Patent Application Laid-Open No. 6-88792.
- the Si-K ⁇ X-ray intensity is reduced by immersion in chloroform as compared with that before immersion, it means that a low molecular weight component is present and eluted. Therefore, the smaller the degree of decrease in the Si-K ⁇ X-ray intensity after immersion in chloroform, the higher the polymer constituting the siloxane compound layer, and the more difficult it is to elute in chloroform.
- the Si ratio of the siloxane compound layer is in the range of 0.6 to 1.0, the siloxane compound can be present in the layer with high density and uniformity, effectively preventing film defects and gas separation. The performance can be further increased. In addition, use under high pressure, high temperature and high humidity conditions, and plasticization of the gas separation layer due to impurity components such as toluene can be further suppressed.
- the Si ratio of the siloxane compound layer in the present invention is preferably 0.7 to 1.0, more preferably 0.75 to 1.0, still more preferably 0.8 to 1.0, and 0.85 to 1.0. Is particularly preferred.
- M represents a divalent to tetravalent metal atom.
- R a , R b , R c , R d , R e , and R f represent a hydrogen atom or an alkyl group. * Indicates a linking site.
- Examples of the metal atom M include aluminum (Al), iron (Fe), beryllium (Be), gallium (Ga), vanadium (V), indium (In), titanium (Ti), zirconium (Zr), and copper. (Cu), cobalt (Co), nickel (Ni), zinc (Zn), calcium (Ca), magnesium (Mg), yttrium (Y), scandium (Sc), chromium (Cr), manganese (Mn), molybdenum
- Examples include metal atoms selected from (Mo) and boron (B), and among these, metal atoms selected from Ti, In, Zr, Fe, Zn, Al, Ga, and B are preferable, and selected from Ti, In, and Al. The metal atom is more preferable, and Al is more preferable.
- the alkyl group that can be taken as R a , R b , R c , R d , R e , and R f is preferably 1 to 20 carbon atoms, more preferably 1 to 10 carbon atoms, still more preferably 1 to carbon atoms. 7, particularly preferably an alkyl group having 1 to 4 carbon atoms.
- This alkyl group may be linear or branched, but is more preferably linear.
- Specific examples of preferred alkyl groups include methyl, ethyl, isopropyl, n-butyl, t-butyl, pentyl, hexyl, heptyl, octyl and 1-ethylpentyl.
- the Si ratio of the siloxane compound layer is easily increased to the preferred range.
- the linking group * —O—M—O— * is represented by, for example, a siloxane compound having a group having —OH (an active hydrogen-containing group) such as a hydroxy group, a carboxy group, or a sulfo group, and the following formula (B): It can be formed by a ligand exchange reaction with a metal complex (crosslinking agent).
- L L represents an alkoxy group, an aryloxy group, an acetylacetonato group, an acyloxy group, a hydroxy group or a halogen atom.
- y represents an integer of 2 to 4.
- the alkoxy group that can be taken as L L preferably has 1 to 10 carbon atoms, more preferably 1 to 4 carbon atoms, and still more preferably 1 to 3 carbon atoms.
- Specific examples of the alkoxy group that can be taken as L L include, for example, methoxy, ethoxy, tert-butoxy, and isopropoxy.
- the aryloxy group that can be taken as L L preferably has 6 to 10 carbon atoms, more preferably 6 to 8 carbon atoms, and still more preferably 6 to 7 carbon atoms.
- Specific examples of the aryloxy group that can be taken as L L include, for example, phenoxy, 4-methoxyphenoxy, and naphthoxy.
- the acyloxy group that can be taken as L L preferably has 2 to 10 carbon atoms, more preferably 2 to 6 carbon atoms, and still more preferably 2 to 4 carbon atoms.
- Specific examples of the acyloxy group that can be taken as L L include, for example, acetoxy, propanoyloxy, pivaloyloxy, and acetyloxy.
- There is no particular restriction on the halogen atom that can take as L L a fluorine atom, a chlorine atom, a bromine atom and an iodine atom. Of these, a chlorine atom is preferable.
- the metal complex represented by the above formula (B) is soluble in an organic solvent used for a coating solution when forming a siloxane compound layer. More specifically, the solubility of the metal complex represented by the above formula (B) with respect to 100 g of tetrahydrofuran at 25 ° C. is preferably 0.01 to 10 g, and preferably 0.1 to 1.0 g. Is more preferable. When the metal complex represented by the formula (B) is soluble in the organic solvent, a more uniform crosslinked siloxane compound layer can be formed.
- Preferred examples of the metal complex represented by the formula (B) include aluminum acetylacetonate, gallium acetylacetonate, indium acetylacetonate, zirconium acetylacetonate, cobalt acetylacetonate, calcium acetylacetonate, nickel acetyl.
- ligand exchange reaction is as follows. The following examples show the case where the siloxane compound has a hydroxy group, but when the siloxane compound has an active hydrogen-containing group such as a carboxy group or a sulfo group, the same ligand exchange reaction proceeds, * ⁇ A linking group represented by O—M—O— * is formed.
- R P represents a siloxane compound residue (that is, R P —OH represents a siloxane compound having a hydroxy group).
- R P —OH can usually coordinate up to 4 to one M (form (a) above).
- M is a tetravalent metal atom
- two forms of R P —OH are coordinated (form (c) above), and three are coordinated (form (b) above) )
- 4-coordinated form (form (a) above) are all encompassed by the form having a linking group represented by * —O—M—O— * .
- R P —OH can usually be coordinated to one M up to three (form (d) above).
- M is a trivalent metal atom
- two forms of R P —OH are coordinated (form (e) above), and three are coordinated (form (d) above) any form of) are also intended to be encompassed in the form having a linking group represented by * -O-M-O- *.
- the linking structure * -SMS— * can be formed by, for example, a ligand exchange reaction between a siloxane compound having a thiol group and the metal complex represented by the above formula (B). .
- This reaction is a reaction form in which R P —OH is replaced with R P —SH in the above-described reaction for forming * —O—M—O— * . Since —SH is also an active hydrogen-containing group, a ligand exchange reaction can be performed in the same manner as described above.
- the linking group * —NR a C ( ⁇ O) — * is obtained, for example, by reacting a siloxane compound having a carboxy group with a siloxane compound having an amino group in the presence of a dehydration condensing agent (for example, a carbodiimide compound). Can be formed.
- a dehydration condensing agent for example, a carbodiimide compound.
- This reaction can be represented by the following formula.
- RP represents a siloxane compound residue.
- the linking group can also be formed by reacting a siloxane compound having a carboxy group with a compound having two or more amino groups as a crosslinking agent.
- the said coupling group can also be formed by making the siloxane compound which has an amino group, and the compound which has two or more carboxy groups as a crosslinking agent react.
- the linking group * —NR b C ( ⁇ O) NR b — * can be formed, for example, by reacting a siloxane compound having an amino group with a chloroformate as a crosslinking agent.
- This reaction can be represented by the following formula. 2R P —N (R B ) 2 + Cl—C ( ⁇ O) —O—R Cl ⁇ R P —R B N—C ( ⁇ O) —NR B —R P + HCl + HO—R Cl
- RP represents a siloxane compound residue
- R Cl represents an alcohol residue of chloroformate.
- One of the two R B is coupled to one of N in the left side is a hydrogen atom, the remainder is a hydrogen atom or an alkyl group (i.e., the right side of the R B is a hydrogen atom or an alkyl group).
- the linking group * —O—CH 2 —O— * can be formed, for example, by reacting a siloxane compound having a hydroxy group with formaldehyde as a crosslinking agent. This reaction can be represented by the following formula. 2R P —OH + HC ( ⁇ O) —H ⁇ R P —O—CH (O—R P ) —H + H 2 O
- RP represents a siloxane compound residue.
- the linking group * —S—CH 2 CH 2 — * can be formed, for example, by reacting a siloxane compound having a thiol group with a siloxane compound having a vinyl group.
- This reaction can be represented by the following formula.
- RP represents a siloxane compound residue.
- the linking group can also be formed when a siloxane compound having a thiol group is reacted with a compound having two or more vinyl groups as a crosslinking agent.
- the linking group can be formed by reacting a siloxane compound having a vinyl group with a compound having two or more thiol groups as a crosslinking agent.
- the linking group * —OC ( ⁇ O) O— * can be formed, for example, by reacting a siloxane compound having a hydroxy group with a chloroformate as a crosslinking agent. This reaction can be represented by the following formula. 2R P —OH + Cl—C ( ⁇ O) —O—R Cl ⁇ R P —O—C ( ⁇ O) —O—R P + HCl + HO—R Cl
- RP represents a siloxane compound residue
- R Cl represents an alcohol residue of chloroformate.
- the linking group * —C ( ⁇ O) O — N + (R d ) 3 ⁇ * can be formed, for example, by reacting a siloxane compound having a carboxy group with a siloxane compound having an amino group. .
- This reaction can be represented by the following formula.
- RP represents a siloxane compound residue.
- R D represents a hydrogen atom or an alkyl group.
- connection structure can also be formed by making the siloxane compound which has a carboxy group, and the compound which has two or more amino groups as a crosslinking agent react.
- said coupling group can also be formed by making the siloxane compound which has an amino group, and the compound which has two or more carboxy groups as a crosslinking agent react.
- the linking group * -SO 3 - N + (R e) 3 - * can be formed by reacting a siloxane compound having a sulfo group, a siloxane compound having an amino group.
- This reaction can be represented by the following formula.
- RP represents a siloxane compound residue.
- R E represents a hydrogen atom or an alkyl group.
- the linking group can also be formed by reacting a siloxane compound having a sulfo group with a compound having two or more amino groups as a crosslinking agent.
- the linking group can also be formed by reacting a siloxane compound having an amino group with a compound having two or more sulfo groups as a crosslinking agent.
- the connecting structure * —PO 3 H — N + (R f) 3 - * can be formed, for example, by reacting a siloxane compound having a phosphonic acid group with a siloxane compound having an amino group.
- This reaction can be represented by the following formula.
- R P —PO 3 H 2 + R P —N (R F ) 2 ⁇ R P -P ( O) (OH) -O -- N + H (R F ) 2 -R P
- RP represents a siloxane residue.
- R F represents a hydrogen atom or an alkyl group.
- the linking group can also be formed by reacting a siloxane compound having a phosphonic acid group with a compound having two or more amino groups as a crosslinking agent.
- the linking group can also be formed by reacting a siloxane compound having an amino group with a compound having two or more sulfonic acid groups as a crosslinking agent.
- the linking group * —CH (OH) CH 2 OCO— * can be formed, for example, by reacting a siloxane compound having an epoxy group with a siloxane compound having a carboxy group.
- the linking group is obtained by reacting a siloxane compound having an epoxy group with a compound having two or more carboxy groups as a crosslinking agent, or a siloxane compound having a carboxy group and an epoxy group as a crosslinking agent. It can also be formed by reacting with two or more compounds.
- the linking group * —CH (OH) CH 2 O— * can be formed, for example, by reacting a siloxane compound having an epoxy group with a siloxane compound having a hydroxy group.
- the linking group is obtained by reacting a siloxane compound having an epoxy group with a compound having two or more hydroxy groups as a crosslinking agent, or a siloxane compound having a hydroxy group and an epoxy group as a crosslinking agent. It can also be formed by reacting with two or more compounds.
- the linking group * —CH (OH) CH 2 S— * can be formed, for example, by reacting a siloxane compound having an epoxy group with a siloxane compound having a thiol group.
- the linking group is obtained by reacting a siloxane compound having an epoxy group with a compound having two or more thiol groups as a crosslinking agent, or a siloxane compound having a thiol group and an epoxy group as a crosslinking agent. It can also be formed by reacting with two or more compounds.
- the linking group * —CH (OH) CH 2 NR c — * can be formed, for example, by reacting a siloxane compound having an epoxy group with a siloxane compound having an amino group.
- the linking group includes a reaction between a siloxane compound having an epoxy group and a compound having two or more amino groups as a crosslinking agent, or a siloxane compound having an amino group and an epoxy group as a crosslinking agent. It can also be formed by reacting with two or more compounds.
- the linking group * —CH (CH 2 OH) CH 2 OCO— * can be formed by replacing the epoxy group with an oxetanyl group in the above-described formation of * —CH (OH) CH 2 OCO— * .
- the linking group * —CH (CH 2 OH) CH 2 O— * can be formed by replacing the epoxy group with an oxetanyl group in the above-described formation of * —CH (OH) CH 2 O— * .
- the linking group * —CH (CH 2 OH) CH 2 S— * can be formed by replacing the epoxy group with an oxetanyl group in the above-described formation of * —CH (OH) CH 2 S— * .
- the linking group * —CH (CH 2 OH) CH 2 NR c — * can be formed by replacing the epoxy group with an oxetanyl group in the above-described formation of * —CH (OH) CH 2 NR c — *. it can.
- the linking group * —CH 2 CH 2 — * can be formed, for example, by polymerizing siloxane compounds having a vinyl group (such as a (meth) acryloyl group). It can also be formed by reacting a vinyl group of a siloxane compound having a vinyl group with a hydrosilyl group of a siloxane compound having a hydrosilyl group.
- the structure linked via * —CH 2 CH 2 — * does not include the structure linked via * —S—CH 2 CH 2 — * .
- the siloxane compound layer may have one type of the above-mentioned connection structure or two or more types.
- the siloxane compound-linked structure has the above-described * -O-MO- * , from the viewpoint of the reactivity for forming the linked structure and the chemical stability of the linked structure.
- * —SMS— * , * —O—CH 2 —O— * , * —S—CH 2 CH 2 — * , * —OC ( ⁇ O) O— * , * —CH 2 CH 2 — * , And * -C ( ⁇ O) O — N + (R d ) 3 ⁇ * are preferably one or more of a linking structure via a linking group selected from the group * -O—M—O— * , * -S-M-S- * , * -O-CH 2 -O- * and * -S-CH 2 CH 2 - *, * -CH 2 CH 2 - * linked via a linking group selected from More preferably, one or more of the structures are selected from * —O—M—
- the siloxane compound used as a raw material for the siloxane compound layer that is a protective layer is particularly limited as long as it is a siloxane compound having a functional group that gives the linking structure. There is no.
- Preferred examples of the polysiloxane compound include methacrylate-modified polydialkylsiloxane, methacrylate-modified polydiarylsiloxane, methacrylate-modified polyalkylarylsiloxane, thiol-modified polydialkylsiloxane, thiol-modified polydiarylsiloxane, and thiol-modified polyalkylarylsiloxane.
- the modification site by each functional group may be a terminal or a side chain. Moreover, it is preferable that there are two or more modified sites in one molecule. Each functional group introduced by the modification may further have a substituent.
- the amount ratio of the alkyl group to the aryl group in the “polyalkylaryl siloxane” is not particularly limited. That is, the “polyalkylarylsiloxane” may have a dialkylsiloxane structure or a diarylsiloxane structure in its structure.
- the alkyl group preferably has 1 to 10 carbon atoms, more preferably 1 to 5, more preferably 1 to 3, and particularly preferably methyl.
- the aryl group preferably has 6 to 20 carbon atoms, more preferably 6 to 15 carbon atoms, still more preferably 6 to 12 carbon atoms, and particularly preferably phenyl.
- the siloxane compound layer as a protective layer preferably has at least one structure selected from the following (a) and (b).
- R SL represents an alkyl group or an aryl group.
- L A is a single bond or a divalent linking group.
- X A is * -OM 1 -O- * , * -SM 1 -S- * , * -O-CH 2 -O- * , * -S-CH 2 CH 2- * , * -OC A linking group selected from ( ⁇ O) O— * , * —CH 2 CH 2 — * , and * —C ( ⁇ O) O — N + (R d ) 3 — * .
- M 1 represents Zr, Fe, Zn, B, Al, or Ga
- R d represents a hydrogen atom or an alkyl group.
- a1 and b1 are integers of 2 or more (preferably integers of 5 or more).
- “ * ” Indicates a linking site.
- “**” represents a linking site in a siloxane bond (that is, in the general formulas (1a) to (3a), when ** is an O atom, ** represents a linking site with a Si atom, * When * is next to a Si atom, ** represents a connecting site with an O atom).
- the terminal structure of the general formula (4a) is preferably a group selected from a hydrogen atom, a mercapto group, an amino group, a vinyl group, a carboxy group, an oxetane group, a sulfonic acid group, and a phosphonic acid group.
- R SL and R d are alkyl groups, they are preferably alkyl groups having 1 to 10 carbon atoms, more preferably 1 to 5 carbon atoms, still more preferably 1 to 3 carbon atoms, and particularly preferably methyl.
- R SL is an aryl group, the carbon number thereof is preferably 6 to 20, more preferably 6 to 15, still more preferably 6 to 12, and particularly preferably a phenyl group.
- L A is a divalent linking group
- an alkylene group preferably an alkylene group of 1 to 5 having 1 to 10 carbon atoms, more preferably carbon
- an arylene group (6 to 20 carbon atoms, more preferably a carbon number arylene group having 6 to 15, more preferably synonymous with R SL phenylene group), or -Si (R SL) 2 -O-
- R SL is the general formula (2a), a preferred form also the same. “O” in —Si (R SL ) 2 —O— is linked to Si shown in the above general formula).
- the structure (a) preferably has a repeating unit represented by the following formula (5a) in addition to the structure represented by any one of the above general formulas (1a) to (3a).
- repeating unit represented by the above formula (5a) is present in the siloxane compound layer with a structure in which the repeating units represented by the above formula (5a) are connected to each other by a siloxane bond.
- the content of the repeating unit represented by the above formula (5a) is preferably 0.01 to 0.55, more preferably 0.03 to 0.40. More preferably, it is 0.05 to 0.25.
- the content of the repeating unit represented by the formula (5a) was determined by using a siloxane compound layer cut into a 2.5 cm square as a measurement sample, and the measurement sample was subjected to X-ray photoelectron spectroscopy (apparatus: Quantra SXM manufactured by Ulvac-PHI).
- the fluorescent X-ray intensity [SA] of the Si—O bond energy peak of the repeating unit (Q component) represented by the formula (5a) and the structure (T component) other than the repeating unit represented by the formula (5a) [SA] / ([SA] + [ST]) is calculated on the basis of the total intensity [ST] of Si—O bond energy peaks, and is defined as the content of the repeating unit represented by the formula (5a).
- the thickness of the siloxane compound layer is preferably 10 to 3000 nm, more preferably 100 to 1500 nm.
- the gas separation membrane (composite membrane and asymmetric membrane) of the present invention can be suitably used as a gas separation recovery method and gas separation purification method.
- gas separation membrane capable of efficiently separating a specific gas from a gas mixture containing a gas such as a perfluoro compound.
- a gas separation membrane that selectively separates carbon dioxide from a gas mixture containing carbon dioxide / hydrocarbon (methane) is preferable.
- the permeation rate of carbon dioxide at 40 ° C. and 5 MPa is preferably more than 20 GPU, more preferably more than 30 GPU, More preferably, it is 35 to 500 GPU.
- the permeation rate ratio between carbon dioxide and methane (R CO2 / R CH4 ) is preferably 15 or more, and more preferably 20 or more.
- R CO2 represents the permeation rate of carbon dioxide
- R CH4 represents the permeation rate of methane.
- 1 GPU is 1 ⁇ 10 ⁇ 6 cm 3 (STP) / cm 2 ⁇ sec ⁇ cmHg.
- Various polymer compounds can be added to the gas separation layer of the gas separation membrane of the present invention in order to adjust the membrane properties.
- High molecular compounds include acrylic polymers, polyurethane resins, polyamide resins, polyester resins, epoxy resins, phenol resins, polycarbonate resins, polyvinyl butyral resins, polyvinyl formal resins, shellac, vinyl resins, acrylic resins, rubber resins. Waxes and other natural resins can be used. Two or more of these may be used in combination.
- a nonionic surfactant, a cationic surfactant, and / or an organic fluoro compound can be added to adjust liquid properties.
- the surfactant include alkylbenzene sulfonate, alkylnaphthalene sulfonate, higher fatty acid salt, sulfonate of higher fatty acid ester, sulfate ester of higher alcohol ether, sulfonate of higher alcohol ether, higher alkyl
- Anionic surfactants such as alkyl carboxylates of sulfonamides, alkyl phosphates, polyoxyethylene alkyl ethers, polyoxyethylene alkyl phenyl ethers, polyoxyethylene fatty acid esters, sorbitan fatty acid esters, ethylene oxide adducts of acetylene glycol,
- Nonionic surfactants such as ethylene oxide adducts of glycerin and polyoxyethylene sorbitan fatty acid esters, and other amphoterics such as alkyl betaines and amide betaines
- a polymer dispersant may be included, and specific examples of the polymer dispersant include polyvinyl pyrrolidone, polyvinyl alcohol, polyvinyl methyl ether, polyethylene oxide, polyethylene glycol, polypropylene glycol, and polyacrylamide. Of these, polyvinylpyrrolidone is preferably used.
- the conditions for forming the gas separation membrane of the present invention are not particularly limited, but the temperature is preferably ⁇ 30 to 100 ° C., more preferably ⁇ 10 to 80 ° C., and particularly preferably 5 to 50 ° C.
- a gas such as air or oxygen may coexist at the time of forming the film, but it is preferably in an inert gas atmosphere.
- the content of the polyimide compound in the gas separation layer is not particularly limited as long as desired gas separation performance can be obtained. From the viewpoint of further improving the gas separation performance, the content of the polyimide compound in the gas separation layer is preferably 20% by mass or more, more preferably 40% by mass or more, and 60% by mass or more. Is more preferable, and 70% by mass or more is particularly preferable. Further, the content of the polyimide compound in the gas separation layer may be 100% by mass, but is preferably 99% by mass or less.
- the gas separation method of the present invention is a method for separating a specific gas from a mixed gas of two or more components using the gas separation membrane of the present invention.
- the gas separation method of the present invention is a method including selectively permeating carbon dioxide from a mixed gas containing carbon dioxide and methane.
- the pressure during gas separation is preferably 0.5 to 10 MPa, more preferably 1 to 10 MPa, and further preferably 2 to 7 MPa.
- the gas separation temperature is preferably ⁇ 30 to 90 ° C., more preferably 15 to 70 ° C.
- a gas separation membrane module can be prepared using the gas separation membrane of the present invention.
- modules include spiral type, hollow fiber type, pleated type, tubular type, plate & frame type and the like.
- a gas separation apparatus having means for separating and recovering or purifying gas can be obtained using the gas separation composite membrane or gas separation membrane module of the present invention.
- the gas separation composite membrane of the present invention may be applied to, for example, a membrane used in combination with an absorbing solution as described in JP-A-2007-297605 and / or a gas separation and recovery device as an absorption hybrid method.
- the diluted solution was transferred to a 3 L three-necked flask, and 2.0 L of methanol was added dropwise to the stirring solution.
- the obtained polymer crystals were suction filtered and air dried at 40 ° C. to obtain 69.5 g of a polyimide compound (P-101).
- Example 1 ⁇ Production of PAN porous membrane with smooth layer> (Preparation of radiation curable polymer solution having dialkylsiloxane group) In a 150 mL three-necked flask, 39 g of UV9300 (manufactured by Momentive), 10 g of X-22-162C (manufactured by Shin-Etsu Chemical Co., Ltd.), 0.007 g of DBU (1,8-diazabicyclo [5.4.0] undec-7-ene) And dissolved in 50 g of n-heptane. This was maintained at 95 ° C.
- a gas separation membrane was formed on the PAN porous layer with the smooth layer to produce a gas separation composite membrane as shown in FIG. 2 (the smooth layer is not shown in FIG. 2).
- P-101 polyimide compound
- A-1 polyfunctional amine
- 79.20 g of methyl ethyl ketone were mixed and stirred for 30 minutes. did.
- 8.0 g of the obtained cross-linked polyimide compound was spin-coated on the PAN porous film provided with the smooth layer to form a gas separation layer containing the cross-linked polyimide compound (P-101).
- a composite membrane was obtained.
- the thickness of the crosslinked polyimide compound (P-101) layer was about 100 nm, and the thickness of the polyacrylonitrile porous film including the nonwoven fabric was about 180 ⁇ m.
- These polyacrylonitrile porous membranes had a molecular weight cut-off of 100,000 or less. Further, the permeability of carbon dioxide at 40 ° C. and 5 MPa of this porous membrane was 25000 GPU.
- Examples 2 to 6, Example 8 and Comparative Examples 1 to 3 In ⁇ Production of Composite Film> in Example 1 above, the composite films of Examples 2 to 8 and Comparative Examples 1 to 3 were produced by changing the polyimide compound and the polyfunctional amine as shown in Table 2 below. .
- the gas permeability of the membrane was compared by calculating the gas permeation rate as gas permeability (Permeance).
- the gas separation selectivity was calculated as the ratio of the CO 2 permeation rate R CO2 to the CH 4 permeation rate R CH4 of this membrane (R CO2 / R CH4 ).
- Toluene exposure test A 100 ml beaker was placed in a glass container with a lid covered with a toluene solvent, and the gas separation membranes (composite membranes) prepared in each Example and Comparative Example were placed in the beaker. And a glass lid was applied to form a sealed system. Then, after storing for 24 hours at 40 ° C., gas separation performance was evaluated in the same manner as described above.
- Toluene swelling ratio ⁇ (mass after exposure to toluene) ⁇ (mass before exposure to toluene) ⁇ / (mass before exposure to toluene)> ⁇ 100
- Test Example 4 Imide Ring Opening Rate An infrared absorption spectrum was measured for a film prepared by adding a polyfunctional amine in the same manner as described in Test Example 3 (transmission method). The peak area around 1760 ⁇ 1800 cm -1 was determined divided by the peak area in the vicinity of 680 ⁇ 770 cm -1. By dividing this value by the value for the film to which no polyfunctional amine is added, the imide ring residual ratio is obtained. A value obtained by subtracting the imide ring residual rate (%) from 100% is the imide ring opening rate.
- Example 7 Immersion In Example 1, a composite film made of a crosslinked polyimide compound prepared without adding a polyfunctional amine was immersed in a 10 mass percent methanol solution of the polyfunctional amine (A-1) for 10 minutes. It was. After taking out, it wash
- the gas separation membrane of the comparative example using the comparative polymer failed to form a membrane (Comparative Example 2) or resulted in inferior CO 2 permeation rate, and gas separation selectivity. The results were also inferior (Comparative Examples 1 and 3).
- the gas separation membrane containing the cross-linked polyimide compound containing the structural unit represented by the formula (1) of the present invention has a greatly improved gas permeation rate as compared with the above comparative examples, and further gas separation selectivity. Also exhibited excellent performance and excellent plasticization resistance (Examples 1 to 7).
- a gas separation membrane having the cross-linked polyimide compound defined in the present invention as a gas separation layer, a high level of both excellent gas permeability and excellent gas separation selectivity even in use under high pressure conditions. It can be realized that the gas separation at high speed and high selectivity is possible, and the plasticization resistance is also excellent.
- the gas separation membrane of the present invention was used, an excellent gas separation method, a gas separation module, and a gas separation apparatus equipped with this gas separation module could be provided. Moreover, according to the composition for gas separation membranes and the method for producing gas separation membranes of the present invention, the gas separation membrane can be provided, which is preferable.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Analytical Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Macromolecular Compounds Obtained By Forming Nitrogen-Containing Linkages In General (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
Abstract
La présente invention concerne une membrane de séparation de gaz qui permet d'obtenir une perméabilité aux gaz et une sélectivité de séparation de gaz à un taux élevé souhaité, et peut présenter en outre les excellentes performances de membrane de séparation mentionnées ci-dessus (perméabilité aux gaz, sélectivité de séparation de gaz) de façon persistante, même en présence d'impuretés plastifiantes, un module de séparation de gaz utilisant ladite membrane de séparation de gaz, un dispositif de séparation de gaz, un procédé de séparation de gaz, une composition de membrane de séparation de gaz et un procédé de production de membrane de séparation de gaz. Cette membrane de séparation de gaz comporte une couche de séparation de gaz contenant un composé polyimide ayant un motif structural représenté par l'expression (1). Dans l'expression (1), Ra1 représente un noyau parent d'une structure spécifique. Lan représente un groupe de liaison de valence n+1, et n est un entier supérieur ou égal à 2.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018511950A JPWO2017179393A1 (ja) | 2016-04-14 | 2017-03-24 | ガス分離膜、ガス分離モジュール、ガス分離装置、ガス分離方法、ガス分離膜用組成物及びガス分離膜の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-081272 | 2016-04-14 | ||
| JP2016081272 | 2016-04-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017179393A1 true WO2017179393A1 (fr) | 2017-10-19 |
Family
ID=60041766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/011917 Ceased WO2017179393A1 (fr) | 2016-04-14 | 2017-03-24 | Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz, procédé de séparation de gaz, composition de membrane de séparation de gaz et procédé de production de membrane de séparation de gaz |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2017179393A1 (fr) |
| WO (1) | WO2017179393A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111282457A (zh) * | 2020-02-21 | 2020-06-16 | 太原理工大学 | 点击化学修饰的聚酰胺-聚酰亚胺煤层气脱氮浓缩分离膜 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0321336A (ja) * | 1989-06-01 | 1991-01-30 | E I Du Pont De Nemours & Co | アミン改質ポリイミド膜 |
| JP2003082584A (ja) * | 2001-08-15 | 2003-03-19 | Inst Of Materials Research & Engineering | ポリイミドの化学的変性 |
| JP2004277743A (ja) * | 2003-03-13 | 2004-10-07 | National Univ Of Singapore | ポリイミド処理プロセスおよびポリイミド膜 |
| JP2011509819A (ja) * | 2008-01-10 | 2011-03-31 | シェブロン ユー.エス.エー. インコーポレイテッド | 高分子量モノエステル化ポリイミドポリマーから架橋繊維膜を作製する方法 |
| JP2013046902A (ja) * | 2011-07-28 | 2013-03-07 | Fujifilm Corp | ガス分離複合膜、それを用いたガス分離モジュール、ガス分離装置およびガス分離方法 |
| JP2015536240A (ja) * | 2012-11-20 | 2015-12-21 | ユーオーピー エルエルシー | 分離用の架橋ポリイミド膜 |
-
2017
- 2017-03-24 JP JP2018511950A patent/JPWO2017179393A1/ja not_active Abandoned
- 2017-03-24 WO PCT/JP2017/011917 patent/WO2017179393A1/fr not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0321336A (ja) * | 1989-06-01 | 1991-01-30 | E I Du Pont De Nemours & Co | アミン改質ポリイミド膜 |
| JP2003082584A (ja) * | 2001-08-15 | 2003-03-19 | Inst Of Materials Research & Engineering | ポリイミドの化学的変性 |
| JP2004277743A (ja) * | 2003-03-13 | 2004-10-07 | National Univ Of Singapore | ポリイミド処理プロセスおよびポリイミド膜 |
| JP2011509819A (ja) * | 2008-01-10 | 2011-03-31 | シェブロン ユー.エス.エー. インコーポレイテッド | 高分子量モノエステル化ポリイミドポリマーから架橋繊維膜を作製する方法 |
| JP2013046902A (ja) * | 2011-07-28 | 2013-03-07 | Fujifilm Corp | ガス分離複合膜、それを用いたガス分離モジュール、ガス分離装置およびガス分離方法 |
| JP2015536240A (ja) * | 2012-11-20 | 2015-12-21 | ユーオーピー エルエルシー | 分離用の架橋ポリイミド膜 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111282457A (zh) * | 2020-02-21 | 2020-06-16 | 太原理工大学 | 点击化学修饰的聚酰胺-聚酰亚胺煤层气脱氮浓缩分离膜 |
| CN111282457B (zh) * | 2020-02-21 | 2022-03-25 | 太原理工大学 | 点击化学修饰的聚酰胺-聚酰亚胺煤层气脱氮浓缩分离膜 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017179393A1 (ja) | 2019-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5972774B2 (ja) | ガス分離複合膜及びその製造方法 | |
| US9975092B2 (en) | Gas separation membrane and gas separation membrane module | |
| JP6521052B2 (ja) | ガス分離膜、ガス分離モジュール、ガス分離装置、及びガス分離方法 | |
| WO2014087928A1 (fr) | Membrane de séparation gazeuse, module de séparation gazeuse, dispositif de séparation gazeuse et procédé de séparation gazeuse | |
| WO2015041250A1 (fr) | Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz et procédé de séparation de gaz | |
| JP6038058B2 (ja) | ガス分離膜、ガス分離モジュール、ガス分離装置、及びガス分離方法 | |
| WO2016136294A1 (fr) | Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz, procédé de séparation de gaz et procédé pour la production de membrane asymétrique de séparation de gaz | |
| WO2017130604A1 (fr) | Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz, et procédé de séparation de gaz | |
| WO2015129553A1 (fr) | Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz et procédé de séparation de gaz | |
| WO2015033772A1 (fr) | Membrane de séparation de gaz composite, module de séparation de gaz, appareil de séparation de gaz et procédé de séparation de gaz | |
| WO2016136395A1 (fr) | Membrane asymétrique de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz et procédé de séparation de gaz | |
| US10537859B2 (en) | Gas separation membrane, gas separation module, gas separation device, gas separation method, and polyimide compound | |
| WO2016047351A1 (fr) | Membrane de séparation de gaz, module de séparation de gaz, séparateur de gaz et procédé de séparation de gaz | |
| WO2017145747A1 (fr) | Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz, et procédé de séparation de gaz | |
| WO2017145728A1 (fr) | Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz, procédé de séparation de gaz, et composé de polyimide | |
| WO2017145432A1 (fr) | Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz, procédé de séparation de gaz, composition de formation de couche de séparation de gaz, procédé de production de membrane de séparation de gaz, compose de polyimide et monomère de diamine | |
| WO2017175598A1 (fr) | Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz, et procédé de séparation de gaz | |
| WO2017179393A1 (fr) | Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz, procédé de séparation de gaz, composition de membrane de séparation de gaz et procédé de production de membrane de séparation de gaz | |
| JP2017131856A (ja) | ガス分離膜、ガス分離モジュール、ガス分離装置、及びガス分離方法 | |
| WO2017179396A1 (fr) | Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz, procédé de séparation de gaz, composition de membrane de séparation de gaz, et procédé de production de membrane de séparation de gaz | |
| JP6323847B2 (ja) | ガス分離膜、ガス分離モジュール、ガス分離装置、及びガス分離方法 | |
| WO2017145905A1 (fr) | Composé de polyimide, membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz, et procédé de séparation de gaz | |
| US20190176081A1 (en) | Gas separation membrane, gas separation module, gas separation device, gas separation method, and polyimide compound | |
| WO2017175695A1 (fr) | Membrane de séparation de gaz, module de séparation de gaz, dispositif de séparation de gaz et procédé de séparation de gaz |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018511950 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17782211 Country of ref document: EP Kind code of ref document: A1 |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17782211 Country of ref document: EP Kind code of ref document: A1 |